1. Introduction
Low pressure carburizing is one of the types of gas carburizing, characterized by very good efficiency and cost-effectiveness in comparison to other carburizing methods. As it is commonly known, the case-hardened layers are characterized by high strength and hardness, thanks to which they are applied widely in elements working under high stress and in point contact [
1,
2]. To provide additional physicochemical properties of the carburized layer, it is possible to modify it by introducing another alloy element [
3,
4,
5,
6,
7]. The creation of layers in the process of carburizing with metallization may take place for the hard carbides to form on the surface [
6,
8]. A similar effect can be obtained by other methods such as pack cementation process [
9], TRD process [
10,
11], or thermal diffusion of chromium on grey cast iron [
12]. The first example is based on the formation of a carbide layer on the steel surface during the pack cementation process-a chromium carbide layer, composed of Cr
23C
6, is formed in the area above the chrome layer. [
9]. Further examples relate to the occurrence of reactive diffusion for iron-based alloys. These examples are about the formation of carbide layers by diffusion of carbon from the substrate and some elements like chromium or vanadium from metallization [
10,
11,
12].
Combining metallization with carburizing process can also be used to provide e.g., higher corrosion resistance by employing an additive such as nickel and/or cobalt [
4]. However, one of the most frequently applied elements that can ensure increase corrosion resistance is chromium. The use of chromium plating to increase the corrosion resistance is a procedure that is widely applied in the case of e.g., fuel cells [
13], tools [
14], or other elements made of different metal alloys [
15,
16,
17,
18,
19,
20].
An important aspect regarding the steel types subjected to carburizing is the content of retained austenite, which has an impact on the hardness of the layer obtained. The high content of retained austenite results in decreased strength properties, such as wear-resistance or abrasion-resistance [
19,
21]. In order to enable the martensitic transformation to take place, in case of steel types with increased chromium [
22] and carbon content (or the carburized layer alone) it is necessary to apply thermal processing that encompasses subzero treatment during quenching [
23,
24]. Introduction of aluminum as alloy element ensures an increase in the temperature of the end of martensitic transformation above 0 degrees, which impacts the reduction in the amount of retained austenite in the processed steel, for the carbon content of even up to about 0.8%. Such carbon concentrations are equal to surface carbon concentrations obtained in steel after carburizing. Thus, it provides a possibility to quench such steel in oil or in inert gases, without having to use subzero treatment.
Current literature references do not indicate the use of a metallization process with a low-pressure carburizing (LPC) process to improve carburized layers by reducing the amount of residual austenite or enriching them with new physicochemical properties, e.g., increasing corrosion resistance. The surface layer alloying treatment by the metallization process proposed in this paper can significantly enhance the previously used carburized layers and contribute to the development of a new hybrid thermochemical treatment. This paper presents the results of testing two typical carburizing steels used in the aerospace industry. These steels were subjected to aluminizing and chromium plating in combination with low-pressure carburizing. Chromium plating was used to increase the corrosion resistance of these steels, and aluminum plating was used to reduce the amount of retained austenite.
2. Materials and Methods
The aim of the research was to show that there is a possibility of modifying the surface properties of the steel after carburizing to increase its corrosion resistance and to reduce the amount of retained austenite content. Increasing the corrosion resistance of steel can be achieved by increasing the content of chromium. The reduction in the amount of retained austenite is caused by the increased aluminum content. Since carburizing steels contain low content of these elements, a metallization process was applied to increase it. Therefore, diffusion metallization was combined with low-pressure carburizing in one process, and then the properties of heat-treated steels were examined.
2.1. Materials and Specimen Preparation
The studies within the scope of formation of the carburized surface layer in combination with diffusion saturation with metals were carried out on two typical steel grades subjected to carburizing: 17CrNiMo7-6 and 10NiCrMo13-5, the chemical composition of which is presented in
Table 1. The compositions of steel were established by X-ray analysis performed using a WDXRF spectrometer (ThermoScientific company-ARLPerfom’X model, Waltham, MA, USA). The carbon content in those steel grades was determined using the infrared ration energy absorption method by means of a CS-200 analyzer (Leco company, St. Joseph, MI, USA).
The test specimens were cubes of dimensions 12 × 12 × 12 mm3. The surface of samples was first ground on silicon carbide emery paper with grade from 180 to 1200 and then one face of each sample was polished with silicon oxide-based slurry. A chrome coating was applied to one part of the samples and a layer of aluminum to the other to obtain a diffusion metallization of the steel. The third part of the samples was intended for the reference carburizing process, without metallization.
2.2. Aluminum and Chromium Coating Application
Application of coatings for diffusion metallization was performed using the medium frequency power supply, 150 kHz-MFMS (Medium frequency magnetron sputtering).
The samples were subjected to etching stages followed by the application of chromium or aluminum coatings, respectively. The parameters of the individual stages are presented in
Table 2.
The thickness of the obtained chrome coating was gCr = 700 nm, while the thickness of the aluminum coating was gAl = 500 nm.
2.3. Heat Treatment
In the first stage of the process, the samples were subjected to diffusion metallization in accordance with the parameters given in
Table 3. Then, directly after metallization, low-pressure carburizing at the same temperature was applied. This process consisted of alternating steps of boost and diffusion. In the boost step, the carburizing atmosphere is dosed into the furnace chamber. Its thermal decomposition and adsorption of carbon atoms on the steel surface take place. The carburizing atmosphere was made of a mixture of gases: acetylene, ethylene, hydrogen, in the 2:2:1 volume proportions. After each boost step, a diffusion step is applied. At this stage, no process gases are dosed into the furnace chamber, only carbon is transported from the surface of the sample to its core. Detailed carburizing parameters are presented in
Table 3.
After carburizing, initial cooling down under vacuum was applied, with an isothermal stop in that temperature with. Next, cooling in gas (nitrogen) took place down to the ambient temperature. In case of samples after the process of carburizing with chromium plating, the samples were additionally subjected to sub-zero treatment in liquid nitrogen to limit the amount of retained austenite. After carburizing and quenching, tempering was applied in the temperature of Tt = 150 °C, during tt = 2 h.
The applied method of obtaining hybrid layers was described in detail in the patent application [
3].
2.4. Microstructure and Hardness Measurement
Metallographic observations were carried out by means of scanning electron microscopy with the use of a HITACHI S-3000N electron microscope (Hitachi, Tokyo, Japan). The tests were performed on cross-sections transverse to the surface of the treated steel. Metallographic specimens were made on silicon carbide sandpaper grades from 180 to 1200, and then polished and etched with the Mi1Fe reagent.
After quenching and tempering, measurements of hardness distribution in the surface layer of the steel types processed were performed by Vickers’ method under a load of F = 9.81 N.
2.5. Phase Identification
Identification of phases in the carburized layers of steel obtained was carried out by means of the low angle X-ray diffraction method using a PANAnalytical Empyrean X-ray diffractometer (Malvern Panalytical, Malvern, Worcestershire, UK) with a cobalt anode X-ray tube. Scanning took place in θ-θ configuration, for 2θ angles within the range of 20°−85°, with steps of 0.05° and time per step tc = 10 s. Based on the examination presented, the quantitative phase identification of retained austenite for layers carburized in combination with the metallization process (hybrid process), and without such combination, was established as well.
2.6. Examination of the Chemical Composition of the Surface Layer
The chromium and aluminum concentration gradients, as well as the measurement of the depth of diffusion of these elements, were performed by means of the quantitative depth profiling (QDP) method, using optical emission spectrometry with glow discharge on a LECO GDS-850A device.
The measurement parameters for the measured materials in the case of the above-mentioned methods were voltage Ug = 700 V, intensity Ig = 30 mA and pressure pg = 1.33 kPa. Measurements were made with a frequency of 50 Hz. The measurement accuracy of the method used is at the level of ±0.015%.
The GDOES spectrometer (Leco company, St. Joseph, MI, USA) also measures the gradient of carbon concentration obtained in the steel surface layer as a result of the carburizing process. The measurement was carried out using a series of evaporations with mechanical removal of successive layers of material on AlOx sandpaper grade 180. The obtained carbon content and the amount of mechanically removed material allow us to determine the dependence of the carbon content on the depth. The concentration gradients of individual elements were determined from the surface towards the core of the tested materials. The measuring accuracy for the carbon concentration profile is ±0.014%.
2.7. Corrosion Resistance Examination
To evaluate corrosion resistance, the diffusion layers combining the low-pressure carburizing process with chromium plating were also subjected to a test of resistance of the impact of humidity according to the PN-EN ISO 6270-2:2006 standard [
25], in the temperature of
tw = 40 °C and humidity of
W = 98%.
To determine the degree of corrosion, the weight of the corrosion products was measured using the gravimetric method for the samples after the tests of resistance to moisture lasting 222 h. The samples after the corrosion tests were weighed and then washed in 30 mL of acetone using an ultrasonic cleaner. Washing time t = 10 min. This allowed the removal of loose corrosion products. The samples were thoroughly dried and reweighed. In the next stage, the rest of the corroded material was removed from the surface by sandblasting under the pressure of pp = 0.3 MPa and with the use of grain with a gradation of 80 µm. The samples were again washed in an ultrasonic cleaner and weighed.
3. Results
3.1. Metallographic Observations and Identification of Phases
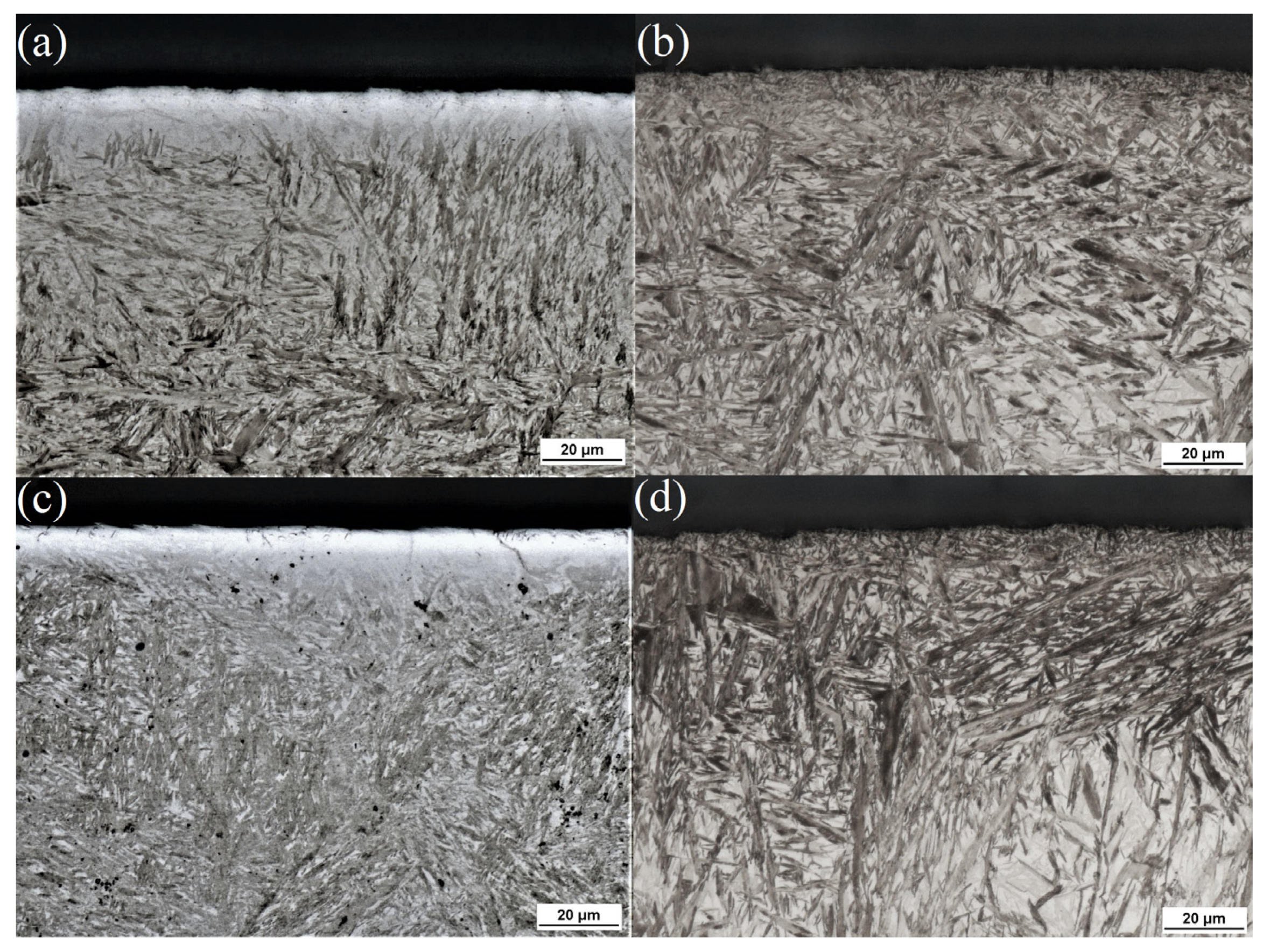
Observation of metallographic sections for the samples enabled the evaluation of the atmorphology of the layers created. These layers have a structure typical of steel after carburizing: martensite + retained austenite. No presence of carbides or other formations was found in the surface layer structure of samples made of 10NiCrMo13-5 steel after the hybrid process of chromium plating (
Figure 1a) and aluminum coating (
Figure 1b) with low pressure carburizing (Cr + LPC and Al + LPC processes). Meanwhile, carbide formations were found in the 17CrNiMo7-6 steel after the hybrid process of carburizing with chromium plating (Cr + LPC) (
Figure 1c). No compounds were found in the surface layer of the same steel subjected to a hybrid process of aluminum coating and low-pressure carburizing (Al + LPC) (
Figure 1d). In the steels after the Cr + LPC process, it is difficult to reveal the structure of the surface layer (
Figure 1a,c), due to the increased corrosion resistance resulting from the increased chromium content. A reduction in the amount of retained austenite in the near-surface zone is evident in the steels after the Al + LPC process (
Figure 1b,d).
Low angle X-ray diffraction (
Figure 2) confirmed that the compounds found were Cr
7C
3 chromium carbide and cementite.
3.2. Quantitative Profile Analysis and Hardness Distribution
The results of examinations regarding quantitative profile analysis showed that for the sample of 10NiCrMo13-5 and 17CrNiMo7-6 steel, the chromium diffusion depth was comparable and equal
g1 = 28 μm (
Figure 3a) and
g2 = 25 μm (
Figure 3a), respectively. The sample shown also differed in the gradient of concentration of this element-for the 17CrNiMo7-6 steel the surface concentration was about
c1 = 9%wt, while for the 10NiCrMo13-5 steel it was about
c2 = 7%wt. In case of the Al + LPC process, the diffusion depth for both types of steel was about 10 μm (
Figure 3b). The aluminum content near the surface was about
c3 = 1.2 %wt for 10NiCrMo13-5 steel and about
c4 = 1.1% wt for 17CrNiMo7-6 steel (
Figure 3b).
The comparison of results of measurements of carbon concentration and hardness profile performed for low-pressure-carburized layers with and without chromium showed that for the 10NiCrMo13-5 steel there are no significant differences in terms of the carbon concentration gradient (
Figure 4a). It is similar in the case of hardness; the profiles are the same (
Figure 5a). For the 17CrNiMo7-6 steel, in view of the presence of carbides in its structure, the carbon content near the surface after the Cr + LPC process was higher (
Figure 4b) than for the process of low-pressure carburizing. It is reflected in the hardness distribution (
Figure 5b). The surface hardness after the Cr LPC process for this steel is higher than after LPC due to the presence of carbides. The remainder of the hardness distribution is the same in both cases (
Figure 5b). The samples subject to a hybrid process of carburizing with aluminum coating did not show significant differences regarding carbon content in comparison to sample after the low-pressure carburizing process (
Figure 4). The situation is similar for hardness distributions. The hardness profile after the LPC process is the same as after the Al + LPC process (
Figure 5).
3.3. Corrosion Tests
For the samples after the hybrid process of chromium plating and low pressure carburizing the test of resistance to humidity were performed according to the PN-EN ISO 6270-2:2006 standard [
25], in the temperature of
tw = 40 °C and in humidity of
W = 98%. The examinations showed that the corrosion resistance for the 10NiCrMo13-5 steel and the 17CrNiMo 7-6 steel was significantly improved in comparison to samples without chromium plating. In the case of these samples, no corrosive pitting was found, while on samples without chromium plating, the corrosion products appeared in significant amounts. The observations confirm the results of the tests carried out with the weight method. The weight loss (
Figure 6) confirms that the corrosion processes take place faster in the case of carburizing itself.
3.4. Measurement of Retained Austenite
The samples subjected to the hybrid process of carburizing with aluminum coating exhibited a significant decrease in retained austenite content near the surface (
Figure 7). In the 17CrNiMo7-6 steel, the amount of retained austenite was reduced after the hybrid process by 14% on average, while in 10NiCrMo13-5 steel the amount of retained austenite decreased by 28% in comparison to the standard carburizing process.
4. Discussion
Based on the research, it can be concluded that the diffusion of chromium into the solid solution improved the corrosion resistance of the steel after carburizing, without limiting the diffusion of carbon and without changing the hardness of the surface layer of the steel treated in this way. In 17CrNiMo7-6 steel, the surface hardness was high (above 800 HV) due to the content of chromium carbides, but this can be eliminated by increasing the annealing time during the chrome treatment of this steel and thus reduce the concentration of chromium. No chromium carbide precipitation was found in the 10NiCrMo13-5 steel, because this steel contains less chromium than 17CrNiMo 7-6 steel, and thus the surface concentration of chromium after the Cr + LPC process was lower. The microstructure of the carburized layer has not changed-the structure shows martensite and retained austenite. The mentioned phases were only saturated with chromium.
In the case of the Al + LPC process, the addition of aluminum to the steel reduced the amount of retained austenite after carburizing and quenching, and thus increased the surface hardness. The microstructure of the surface layer for both steels showed a clear decrease in the amount of retained austenite, which is desirable for carburized layers. This is most likely due to the increase in the temperature of the final stage of the martensitic transformation, which is influenced by the aluminum content. In this case, the carbon concentration gradient and hardness distribution were also the same as after the LPC process.
5. Conclusions
The conducted research shows that it is possible to increase the physic-chemical properties of low-pressure carburized layers as a result of additional saturating the surface layer of steel with a suitable type of element. In both steel grades, the saturation with aluminum and chromium did not limit carbon diffusion, nor did it change the hardness profile, but gave these steels additional properties. In the case of a high surface concentration of carbon, as is the case after carburizing steel, Al + LPC process may replace the necessity subzero treatment after quenching. This is important for low-alloy steels with nickel, where an increased content of retained austenite in the surface layer is found after carburizing. While the application of the process of Cr + LPC makes it possible to increase the corrosion resistance of the steel after carburizing. This, in turn, is particularly important importance in the case of vacuum processes, after which the active surface corrodes easily.
Author Contributions
Conceptualization, P.K. and K.D.; methodology, K.D., P.K., and B.J.; investigation, P.K., B.J., R.A., and M.M.; writing—original draft preparation, P.K.; writing—review and editing, K.D. and B.J.; supervision, K.D. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the statutory activities of Institute of Materials Science and Engineering of the Lodz University of Technology.
Data Availability Statement
The data presented in this study are available in this article.
Acknowledgments
The authors thank Adam Rzepkowski for the hardness examinations.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Preisser, F.; Seemann, R.; Zenker, W.R. Vacuum carburizing with high pressure gas quenching—The application. In Proceedings of the International Automotive Heat Treating Conference, Puerto Vallarta, Mexico, 13–15 July 1998; pp. 135–141. [Google Scholar]
- Kula, P.; Dybowski, K.; Wolowiec, E.; Pietrasik, R. Boost-diffusion vacuum carburizing—Process optimization. Vacuum 2014, 99, 175–179. [Google Scholar] [CrossRef]
- Dybowski, K.; Kowalczyk, P.; Atraszkiewicz, R.; Januszewicz, B. Method for Producing Hybrid Layer on A Base From Iron or Its Alloys. Patent Application No. P. 416,797, 11 April 2016. [Google Scholar]
- Ramqvist, L.H.; Grinder, N.O.; Sporrong, M. Enghang, Nickel and/or Cobalt-Coated Steel with Carburized Interface. U.S. Patent No. 4,013,487, 22 March 1977. [Google Scholar]
- Kula, P.; Kaczmarek, Ł.; Dybowski, K.; Pietrasik, R.; Krasowski, M. Activation of carbon deposit in the process of vacuum carburizing with preliminary nitriding. Vacuum 2013, 87, 26–29. [Google Scholar] [CrossRef]
- Dybowski, K.; Kowalczyk, P.; Januszewicz, B.; Batory, D. Hybrid layer type Cr/LPC. Adv. Sci. Technol. Res. J. 2017, 11, 23–27. [Google Scholar] [CrossRef] [Green Version]
- Kula, P.; Pietrasik, R.; Dybowski, K.; Paweta, S.; Wolowiec, E. Properties of surface layers processed by a new, high-temperature vacuum carburizing technology with prenitriding—PreNitLPC®. Adv. Mater. Res. 2013, 452–453, 401–406. [Google Scholar]
- Latifa, S.; Mehmooda, M.; Ahmada, J.; Aslama, M.; Ahmedb, M.; Zhangc, Z. Ni–WC composite coatings by carburizing electrodeposited amorphous and nanocrystalline Ni–W alloys. Appl. Surf. Sci. 2010, 256, 3098–3106. [Google Scholar] [CrossRef]
- Meißner, T.M.; Montero, X.; Fähsing, D.; Galetz, M.C. Cr diffusion coatings on a ferritic-martensitic steel for corrosion protection in KCl-rich biomass co-firing environments. Corros. Sci. 2020, 164, 108343. [Google Scholar] [CrossRef]
- Biesuz, M.; Sglavo, V.M. Chromium and vanadium carbide and nitride coatings obtained by TRD techniques on UNI 42CrMoS4 (AISI 4140) steel. Surf. Coat. Technol. 2016, 286, 319–326. [Google Scholar] [CrossRef]
- Ghadi, A.; Soltanieh, M.; Saghafian, H.; Yang, Z.-G. Investigation of chromium and vanadium carbide composite coatings on CK45 steel by Thermal Reactive Diffusion. Surf. Coat. Technol. 2016, 289, 1–10. [Google Scholar] [CrossRef]
- Su, X.; Zhao, S.; Hou, J.; Yu, G.; Chen, Y.; Sun, H.; Zhang, P.; Xie, L. Formation of chromium carbide coatings on HT250 steel by thermal diffusion processes in fluoride molten salt bath. Vacuum 2018, 155, 219–223. [Google Scholar] [CrossRef]
- Lee, S.B.; Cho, K.H.; Lee, W.G.; Jang, H. Improved corrosion resistance and interfacial contact resistance of 316L stainless-steel for proton exchange membrane fuel cell bipolar plates by chromizing surface treatment. J. Power Sour. 2009, 187, 318–323. [Google Scholar] [CrossRef]
- Jiinjen Albert Sue Unnikrishnan, C.; Vasudevan Rajagopala, N. Pillai: Multilayered Coating for Downhole Tools with Enhanced Wear Resistance and Acidic Corrosion Resistance. U.S. Patent Application No. US20150132604A1, 14 May 2015. [Google Scholar]
- Pryor, M.J. Process for Improving Corrosion Resistant Charakteristics of Chrome Plated Aluminium and Aluminium Alloys. U.S. Patent US4111763A, 5 September 1978. [Google Scholar]
- Feistenauer, S.; Exner Weiß, T.; Alvarez, D.; Rost, M. Functional Chromium Layer with Improved Corrosion Resistance. U.S. Patent US20160024674A1, 28 January 2016. [Google Scholar]
- Mazzochi, J.L. Chrome Plating Process. U.S. Patent US5401379A, 28 March 1995. [Google Scholar]
- Kim, H.J.; Kweon, Y.G. The effects of retained austenite on dry sliding wear behavior of carburized steels. Wear 1996, 193, 8–15. [Google Scholar] [CrossRef]
- Kasprzycka, E.; Bogdanski, B. Anti-wear properties of medium carbon steel after carburizing with subsequent diffusion chromizing and PVD treatment. Tribology 2019, 6, 25–30. [Google Scholar] [CrossRef]
- Nikolov, K.; Kaestner, P.; Klages, C.-P.; Schuhmacher, B. Low-pressure diffusion chromising of thin low-carbon steel sheet for improved surface and bulk properties. J. Alloys Compd. 2017, 692, 101–107. [Google Scholar] [CrossRef]
- Da Silva, V.F.; Canale, L.F.; Spinelli, D.; Bose-Filho, W.W.; Crnkovic, O.R. Influence of retained austenite on short fatigue crack growth and wear resistance of case carburized steel. J. Mater. Eng. Perform. 1999, 8, 543–548. [Google Scholar] [CrossRef]
- Hossain, R.; Pahlevani, F.; Sahajwalla, V. Effect of small addition of Cr on stability of retained austenite in high carbon steel. Mater. Charact. 2017, 125, 114–122. [Google Scholar] [CrossRef]
- Preciado, M.; Bravo, P.M.; Alegre, J.M. Effect of low temperature tempering prior cryogenic treatment on carburized steels. J. Mater. Process. Technol. 2016, 176, 41–44. [Google Scholar] [CrossRef]
- Baldissera, P.; Delprete, C. Effects of deep cryogenic treatment on static mechanical properties of 18NiCrMo5 carburized steel. Mater. Des. 2009, 30, 1435–1440. [Google Scholar] [CrossRef]
- PN-EN ISO 6270-2:2006 Standard: Paints and Varnishes-Determination of Resistance to Humidity-Part 2: Procedure for Exposing Test Specimens in Condensation-Water Atmospheres. 15 December 2006. Available online: https://www.doerken-mks.de/en/glossary-old/condensed-water-test-according-to-din-en-iso-6270-2/ (accessed on 13 May 2021).
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).


 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}