
Effect of Recycled Concrete Aggregate Addition on the Asphalt Mixtures Performance: ITZ Area, Microstructure, and Chemical Analysis Perspectives

Abstract
:1. Introduction
2. Literature Review
3. Results and Discussion
3.1. ITZ Microstrcture
3.2. Chemical Composition for ITZ
3.2.1. Calcium to Silicon (Ca/Si) Atomic Ratio
3.2.2. Aluminium to Calcium (Al/Ca) Atomic Ratio
3.2.3. Intermixed Phases for ITZ
3.3. XRD Analysis
3.3.1. XRD Analysis for Untreated CRCA
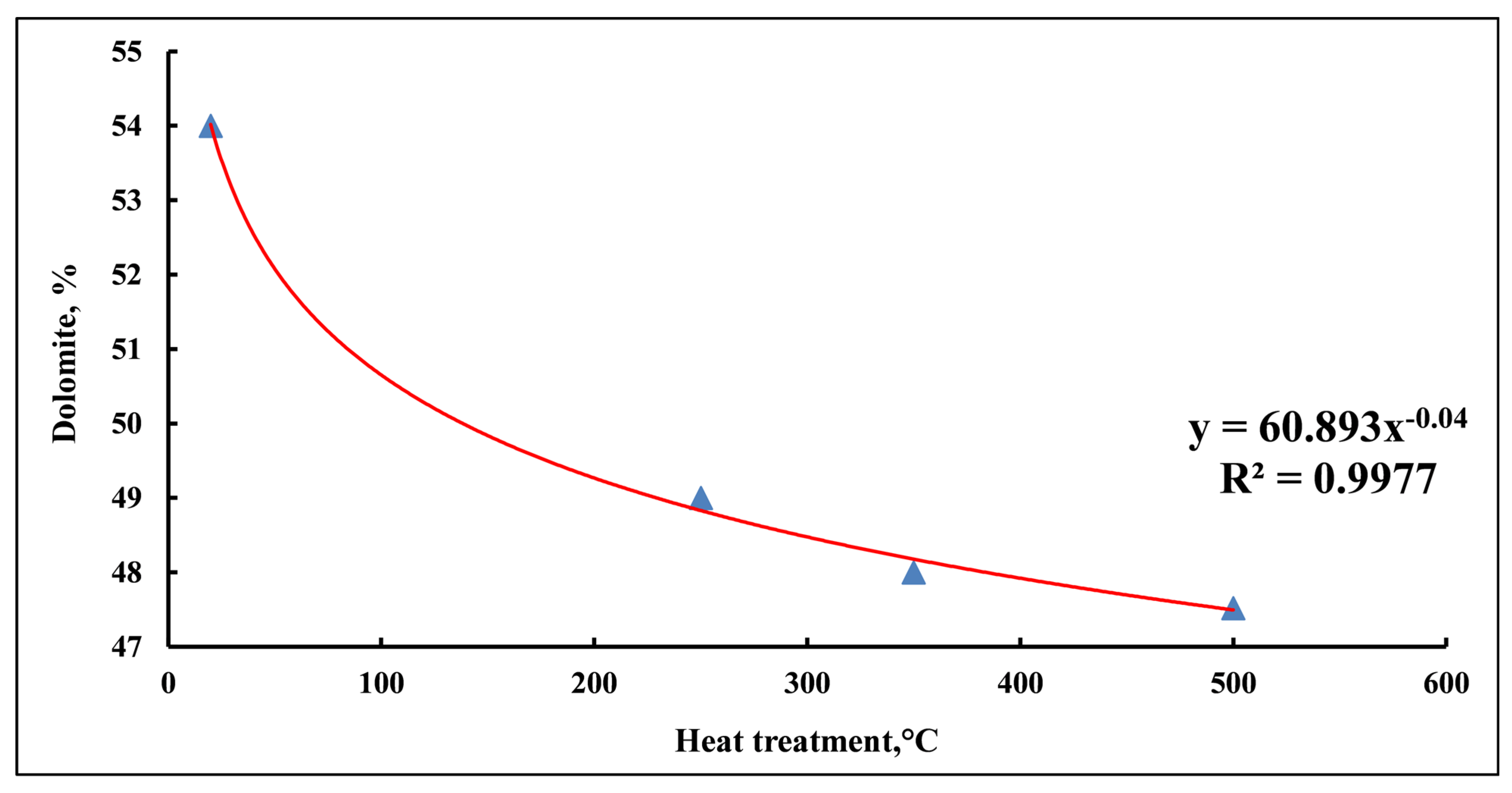
3.3.2. XRD Analysis for Treated CRCA with Heat Treatment
3.3.3. XRD Analysis for Treated CRCA with Acid Treatment
3.4. Selection Criteria of Best Treatment Methods
3.5. CRCA Properties after Dual Treatment
3.6. Performance of CRCA-Containing Asphalt Mixtures
3.6.1. Effect of CRCA Addition on Thermal Cracking
Influence of CRCA Proportion on the Fracture Temperature
Effect of Treated CRCA on the Fracture Temperature
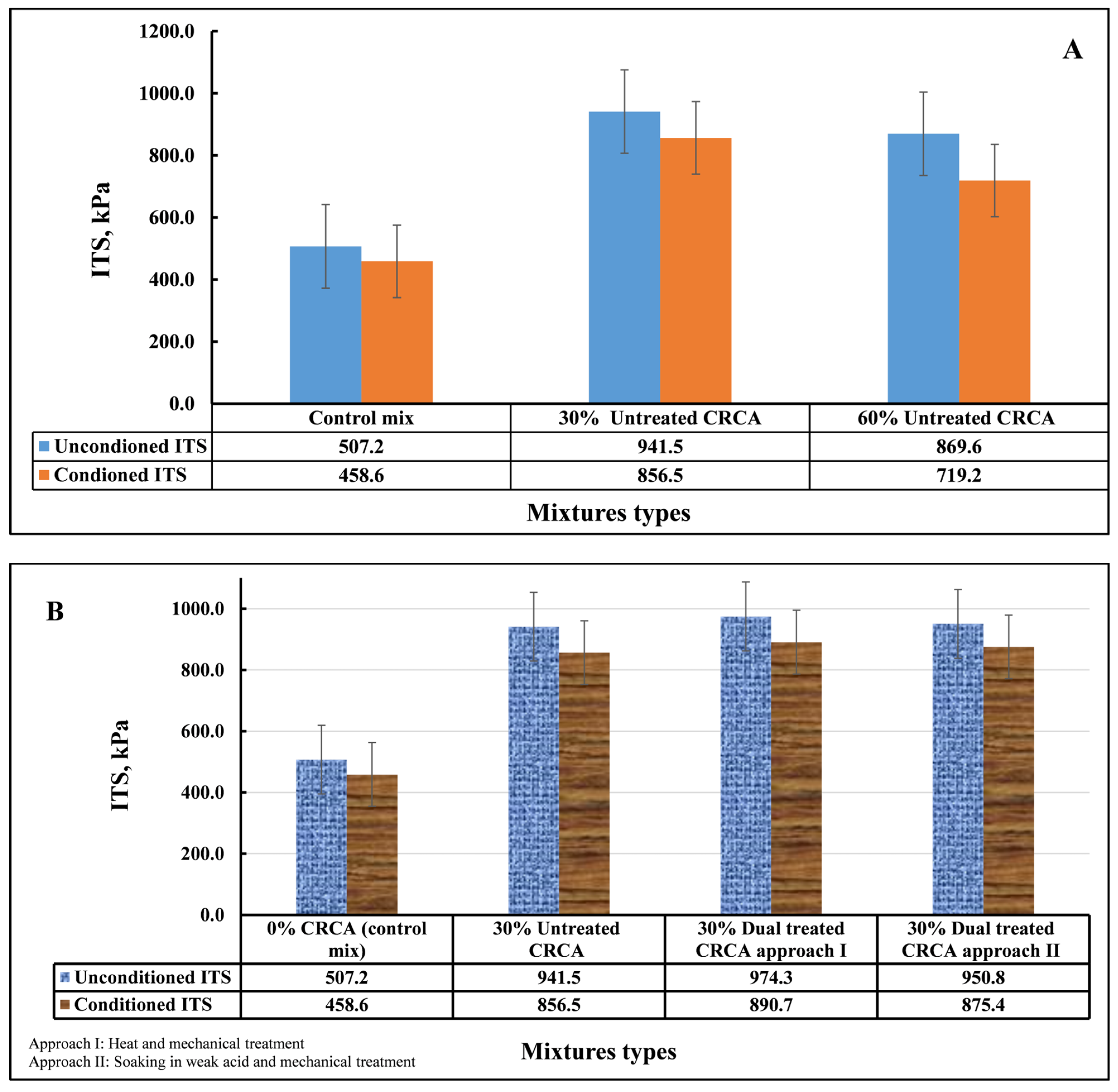
3.6.2. Evaluation of Tensile Strength of Asphalt Mix
3.6.3. Evaluation of Moisture Sensitivity
3.6.4. Evaluation of Permanent Deformation
4. Materials and Experimental Methods
4.1. Materials
4.2. Experimental Methods
4.2.1. CRCA Treatment Approaches
4.2.2. Examination of ITZ
SEM Analysis
Elemental Analysis for ITZ
XRD Analysis
4.2.3. Superpave Mix Design
4.2.4. Asphalt Performance Tests
Thermal Stress Restrain Specimen Test
Indirect Tensile Strength (ITS) and Moisture Sensitivity Test
Hamburg Wheel Rut Test
5. Future Study Benefits
6. Conclusions
- Heat treatment is a very successful method for improving the ITZ. Very high temperature (500 °C) heat treatment does not influence the ITZ; however, it is found that cracks form in the mortar of CRCA at high temperatures (500 °C), indicating a negative impact on mortar properties. Therefore, using temperatures between 300 °C and 350 °C is recommended.
- Treatment with acids appeared to be a successful method for enhancing the ITZ area. Nevertheless, according to the obtained outcomes, the treatment that used acetic acid, which is a weak acid, was more successful than the treatment that utilized HCl acid, which is a strong acid.
- Among various temperatures, heat treatment at 250 °C showed superior performance and significantly reduced the Ca/Si ratio, notably improving the ITZ. Nevertheless, at higher temperatures (350–500 °C), heat treatment negatively influences the atomic Ca/Si ratio.
- Acetic acid treatment significantly reduces the Ca/Si ratio for the ITZ, resulting in considerable improvement for the ITZ. HCl treatment appears to be effective for lowering the Ca/Si ratio and improving the ITZ.
- SEM analysis revealed that the untreated CRCA had a porous structure with a rough and uneven surface. On the other hand, the treated CRCA displayed reduced porosity and increased homogeneity, contingent upon the treatment used.
- Significant ITZ microstructure enhancement was obtained for various types of treatment. Nevertheless, better microstructure mainly includes increased C-S-H compounds, increased surface homogeneity, and a reduced Ca/Si ratio. In addition, there is a possibility of using an enhanced ITZ to increase the strength of CRCA.
- In terms of CSH compounds, the acetic acid treatment exhibited the best performance for increasing tobermorite and jennite compared to other treatment types. Nevertheless, there was a big difference between the two types of acid treatment when it came to the formation of jennite, indicating a specific sensitivity to the HCl acid environment.
- Compared to the control mix, 0% CRCA, it was noted that the average fracture temperature increased due to the impact of untreated CRCA addition on the thermal cracks at low temperatures. On the other hand, the fracture temperature was significantly reduced through the application of various treatment techniques.
- The dual treatment, which consisted of treatment with weak acid and short-term mechanical treatment, had less impact on the mix fracture temperature than the dual treatment that included heat treatment at a temperature of 300 °C and the same mechanical treatment.
- From the perspective of ITS, the findings showed that unconditioned and conditioned samples that included different untreated CRCA percentages had higher values than the control mix, registering a very effective performance for various mixes containing CRCA. The maximum ITS values were recorded for mixtures that included 30% untreated CRCA for unconditioned and conditioned samples.
- A reasonable improvement in the ITS values was recorded for mixtures that included 30% treated CRCA with different treatment techniques compared to those with 30% untreated CRCA. However, integrating heat and short-term mechanical treatment has the best performance for improving ITS values.
- The obtained results indicated that the TSR values of the mixes containing varying fractions of untreated CRCA exceeded the minimum threshold determined by MTO standards.
- The outcomes showed that the mixture that included 0% CRCA had a lower rutting resistance than the untreated CRCA mixes with different proportions of CRCA. This indicates that successfully improving resistance to permanent deformation can be accomplished by applying untreated CRCA.
- Significantly less permanent deformation was observed in the mix containing 30% CRCA that underwent dual treatment consisting of heat treatment and short-term mechanical treatment, compared to the mix containing the same proportion of untreated CRCA. This indicates a highly successful integration approach for improving the mixture’s resistance to permanent deformation compared to other approaches.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Marinković, S.; Radonjanin, V.; Malešev, M.; Ignjatović, I. Comparative environmental assessment of natural and recycled aggregate concrete. Waste Manag. 2010, 30, 2255–2264. [Google Scholar] [CrossRef] [PubMed]
- Van den Heede, P.; De Belie, N. Environmental impact and life cycle assessment (LCA) of traditional and ‘green’ concretes: Literature review and theoretical calculations. Cem. Concr. Compos. 2012, 34, 431–442. [Google Scholar] [CrossRef]
- Huda, S.B.; Alam, M.S. Mechanical behavior of three generations of 100% repeated recycled coarse aggregate concrete. Constr. Build. Mater. 2014, 65, 574–582. [Google Scholar] [CrossRef]
- Poulikakos, L.D.; Papadaskalopoulou, C.; Hofko, B.; Gschösser, F.; Falchetto, A.C.; Bueno, M.; Arraigada, M.; Sousa, J.; Ruiz, R.; Petit, C.; et al. Harvesting the unexplored potential of European waste materials for road construction. Resour. Conser. Recycl. 2017, 116, 32–44. [Google Scholar] [CrossRef]
- Purushothaman, R.; Amirthavalli, R.R.; Karan, L. Influence of treatment methods on the strength and performance characteristics of recycled aggregate concrete. J. Mater. Civ. Eng. 2015, 27, 04014168. [Google Scholar] [CrossRef]
- Al-Bayati, H.K.A.; Tighe, S.L.; Achebe, J. Influence of recycled concrete aggregate on volumetric properties of hot mix asphalt. Resour. Conser. Recycl. 2018, 130, 200–214. [Google Scholar] [CrossRef]
- Hossain, M.U.; Poon, C.S.; Lo, I.M.; Cheng, J.C. Comparative environmental evaluation of aggregate production from recycled waste materials and virgin sources by LCA. Resour. Conser. Recycl. 2016, 109, 67–77. [Google Scholar] [CrossRef]
- Sandler, K. Analyzing what’s recyclable in C&D debris. BioCycle 2003, 44, 51–59. [Google Scholar]
- Shen, L.Y.; Tam, V.W.; Tam, C.M.; Drew, D. Mapping approach for examining waste management on construction sites. J. Constr. Eng. Manag. 2004, 130, 472–481. [Google Scholar] [CrossRef]
- Nejad, F.M.; Azarhoosh, A.R.; Hamedi, G.H. The effects of using recycled concrete on fatigue behavior of hot mix asphalt. J. Civ. Eng. Manag. 2013, 19, S61–S68. [Google Scholar] [CrossRef]
- Tam, V.W. Economic comparison of concrete recycling: A case study approach. Resour. Conser. Recycl. 2008, 52, 821–828. [Google Scholar] [CrossRef]
- Wijayasundara, M.; Mendis, P.; Zhang, L.; Sofi, M. Financial assessment of manufacturing recycled aggregate concrete in ready-mix concrete plants. Resour. Conser. Recycl. 2016, 109, 187–201. [Google Scholar] [CrossRef]
- Jin, R.; Li, B.; Zhou, T.; Wanatowski, D.; Piroozfar, P. An empirical study of perceptions towards construction and demolition waste recycling and reuse in China. Resour. Conser. Recycl. 2017, 126, 86–98. [Google Scholar] [CrossRef]
- Marzouk, M.; Azab, S. Environmental and economic impact assessment of construction and demolition waste disposal using system dynamics. Resour. Conserv. Recycl. 2014, 82, 41–49. [Google Scholar] [CrossRef]
- American Lung Association of California. Air Quality and Health Impacts of Greenhouse Gas Emissions and Global Warming. Available online: http://www.californialung.org (accessed on 8 February 2024).
- Otsuki, N.; Miyazato, S.I.; Yodsudjai, W. Influence of recycled aggregate on interfacial transition zone, strength, chloride penetration and carbonation of concrete. J. Mater. Civ. Eng. 2003, 15, 443–451. [Google Scholar] [CrossRef]
- Akçaoğlu, T.; Tokyay, M.; Çelik, T. Assessing the ITZ microcracking via scanning electron microscope and its effect on the failure behavior of concrete. Cem. Concr. Res. 2005, 35, 358–363. [Google Scholar] [CrossRef]
- Tam, V.W.; Gao, X.F.; Tam, C.M. Microstructural analysis of recycled aggregate concrete produced from two-stage mixing approach. Cem. Concr. Res. 2005, 35, 1195–1203. [Google Scholar] [CrossRef]
- Tam, V.W.; Tam, C.M. Diversifying two-stage mixing approach (TSMA) for recycled aggregate concrete: TSMAs and TSMAsc. Constr. Build. Mater. 2008, 22, 2068–2077. [Google Scholar] [CrossRef]
- Xuan, D.X.; Shui, Z.H.; Wu, S.P. Influence of silica fume on the interfacial bond between aggregate and matrix in near-surface layer of concrete. Constr. Build. Mater. 2009, 23, 2631–2635. [Google Scholar] [CrossRef]
- Kong, D.; Lei, T.; Zheng, J.; Ma, C.; Jiang, J.; Jiang, J. Effect and mechanism of surface-coating pozzalanics materials around aggregate on properties and ITZ microstructure of recycled aggregate concrete. Constr. Build. Mater. 2010, 24, 701–708. [Google Scholar] [CrossRef]
- Li, W.; Xiao, J.; Sun, Z.; Kawashima, S.; Shah, S.P. Interfacial transition zones in recycled aggregate concrete with different mixing approaches. Constr. Build. Mater. 2012, 35, 1045–1055. [Google Scholar] [CrossRef]
- Erdem, S.; Dawson, A.R.; Thom, N.H. Influence of the micro-and nanoscale local mechanical properties of the interfacial transition zone on impact behavior of concrete made with different aggregates. Cem. Concr. Res. 2012, 42, 447–458. [Google Scholar] [CrossRef]
- Jawahar, J.G.; Sashidhar, C.; Reddy, I.R.; Peter, J.A. Micro and macrolevel properties of fly ash blended self compacting concrete. Mater. Des. 2013, 46, 696–705. [Google Scholar] [CrossRef]
- Cwirzen, A.; Penttala, V. Aggregate-cement paste transition zone properties affecting the salt-frost damage of high-performance concretes. Cem. Concr. Res. 2005, 35, 671–679. [Google Scholar] [CrossRef]
- Leemann, A.; Münch, B.; Gasser, P.; Holzer, L. Influence of compaction on the interfacial transition zone and the permeability of concrete. Cem. Concr. Res. 2006, 36, 1425–1433. [Google Scholar] [CrossRef]
- Sun, X.; Zhang, B.; Dai, Q.; Yu, X. Investigation of internal curing effects on microstructure and permeability of interface transition zones in cement mortar with SEM imaging, transport simulation and hydration modeling techniques. Constr. Build. Mater. 2015, 76, 366–379. [Google Scholar] [CrossRef]
- Wu, K.; Shi, H.; Xu, L.; Ye, G.; De Schutter, G. Microstructural characterization of ITZ in blended cement concretes and its relation to transport properties. Cem. Concr. Res. 2016, 79, 243–256. [Google Scholar] [CrossRef]
- Wang, X.H.; Jacobsen, S.; He, J.Y.; Zhang, Z.L.; Lee, S.F.; Lein, H.L. Application of nanoindentation testing to study of the interfacial transition zone in steel fiber reinforced mortar. Cem. Concr. Res. 2009, 39, 701–715. [Google Scholar] [CrossRef]
- Gao, Y.; De Schutter, G.; Ye, G.; Tan, Z.; Wu, K. The ITZ microstructure, thickness and porosity in blended cementitious composite: Effects of curing age, water to binder ratio and aggregate content. Compos. Part B Eng. 2014, 60, 1–13. [Google Scholar] [CrossRef]
- Poon, C.S.; Shui, Z.H.; Lam, L. Effect of microstructure of ITZ on compressive strength of concrete prepared with recycled aggregates. Constr. Build. Mater. 2004, 18, 461–468. [Google Scholar] [CrossRef]
- Tam, V.W.; Tam, C.M.; Le, K.N. Removal of cement mortar remains from recycled aggregate using pre-soaking approaches. Resour. Conser. Recycl. 2007, 50, 82–101. [Google Scholar] [CrossRef]
- Duan, P.; Shui, Z.; Chen, W.; Shen, C. Effects of metakaolin, silica fume and slag on pore structure, interfacial transition zone and compressive strength of concrete. Constr. Build. Mater. 2013, 44, 1–6. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoğlu, M.; Algın, Z.; Yazıcı, H. Effect of surface treatment methods on the properties of self-compacting concrete with recycled aggregates. Constr. Build. Mater. 2014, 64, 172–183. [Google Scholar] [CrossRef]
- Li, J.; Xiao, H.; Zhou, Y. Influence of coating recycled aggregate surface with pozzolanic powder on properties of recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 1287–1291. [Google Scholar] [CrossRef]
- Al-Bayati, H.K.A.; Das, P.K.; Tighe, S.L.; Baaj, H. Evaluation of various treatment methods for enhancing the physical and morphological properties of coarse recycled concrete aggregate. Constr. Build. Mater. 2016, 112, 284–298. [Google Scholar] [CrossRef]
- De Juan, M.S.; Gutiérrez, P.A. Study on the influence of attached mortar content on the properties of recycled concrete aggregate. Constr. Build. Mater. 2009, 23, 872–877. [Google Scholar] [CrossRef]
- Zega, C.J.; Di Maio, A.A. Recycled concrete made with different natural coarse aggregates exposed to high temperature. Constr. Build. Mater. 2009, 23, 2047–2052. [Google Scholar] [CrossRef]
- El-Hassan, H.; Shao, Y.; Ghouleh, Z. Reaction products in carbonation-cured lightweight concrete. J. Mater. Civ. Eng. 2013, 25, 799–809. [Google Scholar] [CrossRef]
- Zhang, J.; Shi, C.; Li, Y.; Pan, X.; Poon, C.S.; Xie, Z. Performance enhancement of recycled concrete aggregates through carbonation. J. Mater. Civ. Eng. 2015, 27, 04015029. [Google Scholar] [CrossRef]
- Richardson, I.G.; Groves, G.W. Models for the composition and structure of calcium silicate hydrate (C S H) gel in hardened tricalcium silicate pastes. Cem. Concr. Res. 1992, 22, 1001–1010. [Google Scholar] [CrossRef]
- Richardson, I.G.; Groves, G.W. The incorporation of minor and trace elements into calcium silicate hydrate (C S H) gel in hardened cement pastes. Cem. Concr. Res. 1993, 23, 131–138. [Google Scholar] [CrossRef]
- Del Bosque, I.S.; Martínez-Ramírez, S.; Blanco-Varela, M.T. FTIR study of the effect of temperature and nanosilica on the nano structure of C-S-H gel formed by hydrating tricalcium silicate. Constr. Build. Mater. 2014, 52, 314–323. [Google Scholar] [CrossRef]
- Richardson, I.G. Tobermorite/jennite-and tobermorite/calcium hydroxide-based models for the structure of CSH: Applicability to hardened pastes of tricalcium silicate, β-dicalcium silicate, Portland cement, and blends of Portland cement with blast-furnace slag, metakaolin, or silica fume. Cem. Concr. Res. 2004, 34, 1733–1777. [Google Scholar]
- Richardson, I.G. The calcium silicate hydrates. Cem. Concr. Res. 2008, 38, 137–158. [Google Scholar] [CrossRef]
- Goñi, S.; Frias, M.; Vegas, I.; García, R.; De La Villa, R.V. Effect of ternary cements containing thermally activated paper sludge and fly ash on the texture of C-S-H gel. Constr. Build. Mater. 2012, 30, 381–388. [Google Scholar] [CrossRef]
- Ríos, C.A.; Williams, C.D.; Fullen, M.A. Hydrothermal synthesis of hydrogarnet and tobermorite at 175 °C from kaolinite and metakaolinite in the CaO-Al2O3-SiO2-H2O system: A comparative study. Appl. Clay Sci. 2009, 43, 228–237. [Google Scholar] [CrossRef]
- Tragardh, J. Microstructural features and related properties of self-compacting concrete. In Self-Compacting Concrete: Proceedings of the First International RILEM Symposium Held in Stockholm; RILEM Publications: Bagneux, France, 1999; pp. 175–186. [Google Scholar]
- Lee, C.H.; Du, J.C.; Shen, D.H. Evaluation of pre-coated recycled concrete aggregate for hot mix asphalt. Constr. Build. Mater. 2012, 28, 66–71. [Google Scholar] [CrossRef]
- Zhu, J.; Wu, S.; Zhong, J.; Wang, D. Investigation of asphalt mixture containing demolition waste obtained from earthquake-damaged buildings. Constr. Build. Mater. 2012, 29, 466–475. [Google Scholar] [CrossRef]
- Pasandín, A.R.; Pérez, I. Laboratory evaluation of hot-mix asphalt containing construction and demolition waste. Constr. Build. Mater. 2013, 43, 497–505. [Google Scholar] [CrossRef]
- Mills-Beale, J.; You, Z. The mechanical properties of asphalt mixtures with recycled concrete aggregates. Constr. Build. Mater. 2010, 24, 230–235. [Google Scholar] [CrossRef]
- Pérez, I.; Pasandín, A.R.; Gallego, J. Stripping in hot mix asphalt produced by aggregates from construction and demolition waste. Wast. Manag. Res. 2012, 30, 3–11. [Google Scholar] [CrossRef] [PubMed]
- Pérez, I.; Pasandín, A.R.; Medina, L. Hot mix asphalt using C&D waste as coarse aggregates. Mater. Des. 2012, 36, 840–846. [Google Scholar]
- Pérez, I.; Pasandín, A.R.; Gallego, J. Impact of construction and demolition waste aggregates on stripping in hot-mix asphalt. In Proceedings of the Transportation Research Board 89th Annual Meeting, Washington, DC, USA, 10–14 January 2010. No. 10-0021. [Google Scholar]
- Pasandín, A.R.; Pérez, I.; Gómez-Meijide, B. Treatments Applied to Recycled Concrete Aggregate When Used in Hot-Mix Asphalt 2. In Proceedings of the Transportation Research Board 94th Annual Meeting, Washington, DC, USA, 11–15 January 2015. No. 15-1510. [Google Scholar]
- Al-Bayati, H.K.A.; Tighe, S.L. Examining the Effect of Course Recycled Concrete Aggregate on Moisture Damage Resistance of HMA Mixtures. In Proceedings of the Transportation Association of Canada and ITS Canada 2019 Joint Conference and Exhibition, Halifax, NS, Canada, 22–25 September 2019. [Google Scholar]
- Singh, M.; Kumar, P.; Anupam, A.K. Effect of type of aggregate on permanent deformation of bituminous concrete mixes. Road Mater. Pavement Des. 2016, 17, 417–433. [Google Scholar] [CrossRef]
- Oufa, M.S.; Abdolsamedb, A.A. Controlling Rutting Performance of Hot Mix Asphalt. Int. J. Sci. Eng. Res. 2016, 6, 872–882. [Google Scholar]
- Subrahmanyam, B.B.; Gopi, P.; Naik, M.B. Influence of Mix Properties on the Permanent Deformation Characteristics of Bituminous Mixtures. Int. J. Res. Eng. Technol. 2016, 5, 183–191. [Google Scholar]
- Aljassar, A.H.; Al-Fadala, K.B.; Ali, M.A. Recycling building demolition waste in hot-mix asphalt concrete: A case study in Kuwait. J. Mater. Cycles Waste Manag. 2005, 7, 112–115. [Google Scholar] [CrossRef]
- Shen, D.H.; Du, J.C. Evaluation of building materials recycling on HMA permanent deformation. Constr. Build. Mater. 2004, 18, 391–397. [Google Scholar] [CrossRef]
- Wong, Y.D.; Sun, D.D.; Lai, D. Value-added utilisation of recycled concrete in hot-mix asphalt. Wast. Manag. 2007, 27, 294–301. [Google Scholar] [CrossRef] [PubMed]
- Chen, M.; Lin, J.; Wu, S. Potential of recycled fine aggregates powder as filler in asphalt mixture. Constr. Build. Mater. 2011, 25, 3909–3914. [Google Scholar] [CrossRef]
- Shen, D.H.; Du, J.C. Application of gray relational analysis to evaluate HMA with reclaimed building materials. J. Mater. Civ. Eng. 2005, 17, 400–406. [Google Scholar] [CrossRef]
- Paranavithana, S.; Mohajerani, A. Effects of recycled concrete aggregates on properties of asphalt concrete. Resour. Conser. Recycl. 2006, 48, 1–12. [Google Scholar] [CrossRef]
- Gul, W.A.; Guler, M. Rutting susceptibility of asphalt concrete with recycled concrete aggregate using revised Marshall procedure. Constr. Build. Mater. 2014, 55, 341–349. [Google Scholar] [CrossRef]
- Gul, W.A. Effect of Recycled Cement Concrete Content on Rutting Behavior of Asphalt Concrete. Master’s Thesis, Middle East Technical University, Ankara, Turkey, 2008. [Google Scholar]
- Akbarnezhad, A.; Ong, K.C.G.; Tam, C.T.; Zhang, M.H. Effects of the parent concrete properties and crushing procedure on the properties of coarse recycled concrete aggregates. J. Mater. Civ. Eng. 2013, 25, 1795–1802. [Google Scholar] [CrossRef]
- AASHTO TP10-93; Standard Test Method for Thermal Stress Restrained Specimen Tensile Strength. American Association of State Highway and Transportation Officials: Washington, DC, USA, 1993.
- National Cooperative Highway Research Program (NCHRP). Improved Conditioning and Testing Procedures for HMA Moisture Susceptibility; Project Report No. 589; Transportation Research Board of the National Academies: Washington, DC, USA, 2007. [Google Scholar]
- Walubita, L.F.; Zhang, J.; Das, G.; Hu, X.; Mushota, C.; Alvarez, A.E.; Scullion, T. Hot-mix asphalt permanent deformation evaluated by Hamburg wheel tracking, dynamic modulus, and repeated load tests. Transp. Res. Rec. J. Transp. Res. Board 2012, 2296, 46–56. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| N | Treatment/Property | Ca/Si Ratio |
|---|---|---|
| 1 | Untreated CRCA at 20 °C * | 1.95 |
| 2 | CRCA treated with heat treatment at 250 °C | 1.34 |
| 3 | CRCA treated with heat treatment at 350 °C | 1.58 |
| 4 | CRCA treated with heat treatment at 500 °C | 1.75 |
| 5 | CRCA treated with HCl acid | 0.98 |
| 6 | CRCA treated with C2H4O2 acid | 0.71 |
| N | Treatment/Property | Al/Ca Ratio | Al/(Al + Si) Ratio |
|---|---|---|---|
| 1 | Untreated CRCA at 20 °C * | 0.11 | 0.17 |
| 2 | CRCA treated with heat treatment at 250 °C | 0.15 | 0.17 |
| 3 | CRCA treated with heat treatment at 350 °C | 0.29 | 0.31 |
| 4 | CRCA treated with heat treatment at 500 °C | 0.34 | 0.38 |
| 5 | CRCA treated with HCl acid | 1.04 | 0.50 |
| 6 | CRCA treated with C2H4O2 acid | 0.21 | 0.13 |
| N | CRCA Treatment | Value of CSH Compound, % | |
|---|---|---|---|
| Jennite | Tobermorite | ||
| 1 | Untreated CRCA at 20 °C * | 10.0 | 11.0 |
| 2 | CRCA treated with heat treatment at 250 °C | 6.0 | 15.0 |
| 3 | CRCA treated with heat treatment at 350 °C | 7.0 | 13.0 |
| 4 | CRCA treated with heat treatment at 500 °C | 7.92 | 13.86 |
| 5 | CRCA treated with HCl acid | 5.88 | 14.71 |
| 6 | CRCA treated with C2H4O2 acid | 14.0 | 16.0 |
| Characteristic | Untreated CRCA | Dual-Treated CRCA Approach I * | Dual-Treated CRCA Approach II ** |
|---|---|---|---|
| Bulk Relative Density (BRD) | 2.421 | 2.486 | 2.551 |
| Absorption, % | 3.74 | 2.879 | 2.36 |
| Porosity, % | 9.05 | 7.16 | 6.02 |
| Mixture Property | Control Mix, 0% CRCA | Untreated 30% CRCA | Dual-Treated 30% CRCA Approach I * | Dual-Treated 30% CRCA Approach II ** | Untreated 60% CRCA |
|---|---|---|---|---|---|
| Fracture temperature, °C | −31.5 | −25.95 | −27.37 | −26.77 | −28.16 |
| −31.1 | −24.43 | −26.93 | −26.19 | −24.65 | |
| −28.1 | −25.86 | −27.19 | −26.30 | −25.40 | |
| Average value | −30.2 | −25.4 | −27.16 | −26.42 | −26.07 |
| N | Property Category | Property Name | Value | Specifications | |
|---|---|---|---|---|---|
| Nag | CRCA | ||||
| 1 | Physical properties | Bulk specific gravity * | 2.658 | 2.421 | ASTM C127 |
| 2 | Water absorption (%) | 0.773 | 3.740 | ||
| 3 | Mechanical properties | Abrasion resistance (%) | 15.893 | 16.031 | ASTM D6928 |
| 4 | Fractured particles (%) | 95.501 | 95.720 | ASTM D5821 | |
| 5 | Aggregate crushing value (%) | 19.49 | 23.28 | BS 812-110 | |
| Sieve Size, mm | CRCA’s Percentage of Passing, % | Mix Design Target * | Limitations of MTO | ||
|---|---|---|---|---|---|
| 0.0% | 30% | 60% | |||
| 25 | 100 | 100 | 100.00 | 100 | 100 |
| 19 | 95.2 | 96.6 | 97.32 | 96.8 | 90–100 |
| 16 | 89.0 | 86.6 | 82.92 | 90.6 | 23–90 |
| 12.5 | 81.8 | 73.9 | 64.06 | 83 | |
| 9.5 | 73.2 | 67.8 | 59.12 | 73.3 | |
| 6.7 | 63.3 | 61.5 | 55.12 | 63.3 | |
| 4.75 | 57.1 | 56.0 | 51.69 | 55.9 | |
| 2.36 | 42.8 | 41.8 | 40.96 | 43.5 | 23–49 |
| 1.18 | 30.7 | 31.2 | 30.53 | 32.5 | |
| 0.6 | 22.9 | 24.3 | 23.59 | 25.1 | |
| 0.3 | 10.2 | 10.3 | 10.30 | 11.8 | |
| 0.15 | 5.4 | 5.5 | 5.54 | 5.5 | |
| 0.075 | 2.1 | 2.1 | 2.13 | 3.8 | 2–8 |
| Asphalt Mixture/CRCA Type | CRCA | OAC 3 | VMA 4 | VFA 5 | Va 6 | Dp 7 | Gmb 8 |
|---|---|---|---|---|---|---|---|
| Control mix | 0.0 | 4.83 | 14.52 | 72.5 | 4.0 | 0.6 | 2.40 |
| Untreated CRCA mix | 30 | 5.12 | 14.0 | 71.4 | 2.38 | ||
| Dual-treated 1 CRCA mix | 30 | 5.03 | 14.0 | 71.3 | 0.7 | 2.39 | |
| Dual-treated 2 CRCA mix | 30 | 4.87 | 14.52 | 72.3 | 2.38 | ||
| Untreated CRCA mix | 60 | 5.2 | 13.27 | 70.03 | 0.8 | 2.37 | |
| MTO specification limit | - | - | 13 * | 65–75 | 4.0 | 0.6–1.2 | - |
| Characteristic unit | % | % | % | % | % | % | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Bayati, H.K.A.; Jadaa, W.; Tighe, S.L. Effect of Recycled Concrete Aggregate Addition on the Asphalt Mixtures Performance: ITZ Area, Microstructure, and Chemical Analysis Perspectives. Recycling 2024, 9, 41. https://doi.org/10.3390/recycling9030041
Al-Bayati HKA, Jadaa W, Tighe SL. Effect of Recycled Concrete Aggregate Addition on the Asphalt Mixtures Performance: ITZ Area, Microstructure, and Chemical Analysis Perspectives. Recycling. 2024; 9(3):41. https://doi.org/10.3390/recycling9030041
Chicago/Turabian StyleAl-Bayati, Hanaa Khaleel Alwan, Waleed Jadaa, and Susan L. Tighe. 2024. "Effect of Recycled Concrete Aggregate Addition on the Asphalt Mixtures Performance: ITZ Area, Microstructure, and Chemical Analysis Perspectives" Recycling 9, no. 3: 41. https://doi.org/10.3390/recycling9030041