
Zinc and Lead Metallurgical Slags as a Potential Source of Metal Recovery: A Review

Faculty of Mining, Safety Engineering and Industrial Automation, Silesian University of Technology, ul. Akademicka 2, 44-100 Gliwice, Poland
*
Author to whom correspondence should be addressed.
Materials 2023, 16(23), 7295; https://doi.org/10.3390/ma16237295
Submission received: 27 October 2023
/
Revised: 20 November 2023
/
Accepted: 21 November 2023
/
Published: 23 November 2023
(This article belongs to the Special Issue Processing of End-of-Life Materials and Industrial Wastes – Volume 2)
Abstract
:This article presents the mineralogical and chemical characteristics of zinc and lead smelting slags, with particular reference to the slags formed during the simultaneous production of Zn and Pb by the Imperial Smelting Process. These slags, because of the presence of many metals in their composition, mainly in the form of crystalline phases, are a valuable source for their extraction. Slags from Zn-Pb metallurgy are processed on an industrial scale using pyrometallurgical and hydrometallurgical methods, alongside which a number of experiments conducted to recover metals as efficiently as possible, including bioleaching experiments.
1. Introduction
Metallurgical slags resulting from zinc and lead production processes are characterised by a diversity of technical parameters, chemical and mineral composition, which in turn depend on the type of feedstock used, i.e., zinc–lead concentrates (type of bed), additives used in the processing (e.g., fluxes), the technological process applied and its course.
Currently, two methods are used to obtain zinc and lead, the pyrometallurgical method and the hydrometallurgical method. This article discusses in detail the slags formed in the pyrometallurgical Imperial Smelting Process (ISP), the target products of which are both Zn and Pb. The chemical and mineral composition of slags from Zn-Pb metallurgy depends on the type of feedstock and on the process conditions.
The process produces two types of slag: shaft furnace slag and refining slag. Shaft furnace slag, which is a waste product of the shaft furnace process, due to its physical and chemical properties, especially its high mechanical strength and low solubility in water, is widely used in road construction, for backfilling in the mining industry and for capping waste dumps with an insulating layer [1,2,3,4,5].
Refining slags, resulting from the lead refining process, contain numerous elements (including toxic metals) and are therefore classified as hazardous waste and deposited in landfills, posing a potential threat to the environment [6,7], in particular to soil and water. On the other hand, refining slags contain numerous strategic and scarce metals and can provide a valuable source of these materials.
The choice of the best slag processing technology is determined by the mineral and chemical composition of the slag.
2. Zn-Pb Extraction Technologies
Lead is mainly extracted by pyrometallurgical processing of primary sulphide ore [2,8,9]. Pyrometallurgical methods involve recovering materials (especially metals) at sufficiently high temperatures by transferring them to specific condensed phases (including metallic alloys) or the gas phase with subsequent condensation. Pyrometallurgical methods are chemical processes that take place due to the heat from burned fuel or other exothermic reactions. Obtaining metals from these methods is based on the reduction of metal oxides, most often using carbon (C) or carbon monoxide (CO) [8,9].
Two basic pyrometallurgical processes are used to obtain lead from lead (II) sulphide or mixed concentrates of lead sulphide and zinc sulphide: sintering/smelting (Imperial Smelting Process, ISP) or direct smelting. These processes can also be applied to concentrates containing secondary raw materials.
Zinc is produced by hydrometallurgical and pyrometallurgical methods, which account for 80% and 20% of global production, respectively [7,8,9,10,11]. Hydrometallurgical methods involve leaching a roasted concentrate with an H2SO4 solution. The zinc sulphate solution obtained by leaching is purified from admixtures, and zinc is then separated from the purified solution in electrolytic tanks. These methods allow high-quality metal production with much lower environmental impact than that of pyrometallurgical methods. However, hydrometallurgical methods cannot be used for lead production because lead salts are only weakly soluble [12,13,14,15].
The most widely used pyrometallurgical method for obtaining zinc is the ISP, which is a highly efficient technique that allows for the processing of complex polymetallic raw materials that cannot be processed by other methods [8,9,10,11]. This approach enables the production of not only zinc but also crude lead. The process is based on the reduction of roasted zinc–lead concentrate with coke [16,17,18].
The process line of a typical smelting plant comprises the following components (Figure 1):
- –
- Sintering unit;
- –
- Shaft furnace unit;
- –
- Lead refining unit;
- –
- Zinc rectification unit.
The feedstock for the ISP process is zinc–lead concentrates and Zn- and Pb-containing oxide waste materials (in-house recyclable waste, i.e., sludge, dust, dross, secondary raw materials—zinc alloy scrap, hard zinc, and foreign crude lead; imported waste, including dust from steel making, zinc dust and dross, zinc sludge, lead oxide, cable scrap (leaden cables), hard zinc waste).
The charge mixture is subjected to an oxidative roasting process at 1200 °C in a Dwight–Lloyd (DL) sintering machine. The products of this process are zinc–lead sinter and post-reaction gas. The gas is transferred to a sulphuric acid production line while the sinter, after crushing and segregation, forms the feedstock for the shaft furnace process [19].
Sinter (and zinc scrap intermittently), heated coke, and lime (as a flux) are automatically fed into the shaft furnace according to a predetermined weight ratio. However, to ensure optimal performance of the reduction process, the ratio of coke to sinter introduced into the furnace, determined by the C/Zn ratio, ranges from 0.8 to 1.2. Upon exposure to hot air blown into the furnace at 1000 °C, the coke is burned to produce CO, which serves as the reducing agent in the process [16,17,18].
The reduction process occurs in three distinct zones in the furnace shaft:
- –
- upper zone—reduction of lead oxide:
PbO(s) + CO(g) = Pb(l) + CO2
- –
- middle or equilibrium zone—Boudouard reaction:
CO2(g) + C(s) = 2CO(g)
- –
- lower zone—reduction of zinc oxide:
ZnO(s) + C(s) = Zn(g) + CO(g)
Figure 1.
Imperial Smelting Process flowsheet [19].
Figure 1.
Imperial Smelting Process flowsheet [19].

The essential sinter melting processes take place in the lower part of the shaft furnace in the melting and reduction zone, where zinc and lead oxides are reduced, and the slag is liquefied. Lead, liquid slag with a melting point of around 1200 °C and process gases containing CO2, CO, N2, and Zn vapours are formed in the melting zone. The zinc vapours discharged from the furnace, along with the post-reduction gases, are fed into a condenser where they are condensed in splashed liquid lead circulating in a closed loop. The lead with dissolved zinc is pumped from the condenser to a separation system where the zinc condenses. When the temperature is lowered to 450 °C, the zinc is separated from the lead. From the separation system, the zinc is then transferred to a zinc tank and subsequently to the rectification column feed furnaces [16,17,18].
Slag and lead are discharged at intervals from the bottom of the shaft furnace into a settling tank, where the lead is separated from the slag. After segregation, the slag is directed into a granulation trough, and the residual lead is poured into a ladle and cast into blocks of bullion lead, which are then sent to a lead refinery [19].
Lead refining is based on a thermal process carried out in 13 refining boilers and a short rotary kiln. The refining step aims to separate the precious metals contaminating the lead bullion as efficiently as possible and purify it of admixtures. To separate them from the lead, minor constituent properties are used such as decreasing solubility with decreasing temperature (Cu, intermetallic phases), ability to form lead-insoluble intermetallic phases (Ag, Bi), and higher chemical affinity to oxygen (Sn, As, Sb, Zn, Ca, Mg). Precious metals (Ag, Au) are removed using the Parkes process, which exploits the ability of alloyed zinc to mix with lead, leading to the formation of a so-called silver froth or silver crust, which is then processed in a liquation muffle and distillation furnace to produce a Pb-Ag alloy containing approximately 20–40% silver. Refined lead is cast using a casting machine into ingots which form the final product (Figure 2).
3. Slags Formed in Zn-Pb Metallurgy
Chemical and Mineral Composition
The main chemical components of metallurgical slags formed directly during Zn and Pb processing include FeOtotal, SiO2, Al2O3, CaO, MgO, ZnO, and PbO [3,19,20,21,22,23,24] (Table 1). These slags are characterised by significant variability in the content of their main constituents, with ranges including FeOtotal 0.88–59.6 wt%, SiO2 2.04–57.1 wt%, CaO 0.18–32.23 wt%, MgO 0.61–15.9 wt%, ZnO 0.03–47.3 wt%, and PbO 0.002–6.4 wt% (Table 1).
Refining slags exhibit different chemical compositions from slags from the shaft process of Zn-Pb metallurgy. Refining slags are dominated by ZnO (average content 12.2 wt%), PbO (average content 17.5 wt%), CuO (average content 11.5 wt%), and SO3 (average content 13.6 wt%), whereas the average content of these components is several times lower in slags from the shaft process (Table 1). Like slags from the shaft process, their composition also varies considerably (Table 1).
In addition to the main constituents represented in oxide form, Zn-Pb metallurgical slags contain numerous minor constituents, including As, Ba, Cd, Co, Cr, Cu, Ni, Sb, Sn, and V, the concentrations of which also vary within a wide range (Table 1).
The variation in the chemical composition of slags taken from different layers results from several factors, some of which include the variability in the feedstock for the lead refining process, the conditions involved in the industrial process, and weathering processes occurring in the landfill body (in the case of landfilled slags).
Due to the great variety of forms of mineral constituents, which usually occur as multiphase conglomerates with numerous admixtures, it is extremely difficult to determine the phase composition of metallurgical slags.
The phase composition of Zn-Pb metallurgical slags varies greatly, and the most common mineral constituents are presented in Table 2 (Figure 3). The phase composition of slags also includes metallic precipitates (Zn, Pb, Cu, Fe) and multicomponent metal alloys (Pb, Zn, Cu, Fe, As, Sb) doped with numerous elements: Sn, Bi, Tl, Na, S, Fe, Cd, Sn, Ti, Ca.
In Zn-Pb metallurgical slags, in addition to the crystalline components, there is also amorphous glass, the content of which depends on the cooling rate of the slags. The glass content of rapidly cooled slags is significantly higher than that of slags cooled slowly, e.g., in an air atmosphere. Quantifying glass is highly challenging due to its amorphous nature and varying SiO2 content, resulting in an ambiguous interpretation of the reflections related to the corresponding dhkl values in X-ray structural studies [27,44]. The glass also contains elements such as Fe, Al, Ca, Pb, Zn, Cu, and As, which occur in the form of nanometric oxide inclusions and intermetallic compounds [3,19,27,44].
In classifying the phase constituents of the Zn-Pb pyrometallurgical slags, the following constituents were distinguished: those originating from the technological process (silicates: carnegieite, chalcocite, olivine, and kirschsteinite; sulphate: anglesite; oxides: wüstite, ZnO, PbO; hydroxide: alamosite), those crystallising under hypergenic conditions in landfill (sulphates and hydrated sulphates: ktenasite, namuvite, and posnjakite; oxides and hydroxides: tochilinite, goethite, and gerhardtite; carbonates: cerussite, calcite), and those with the nature of feedstock minerals (mainly the sulphides ZnS and PbS) [19].
4. Processes for the Recovery of Metals from Zn-Pb Metallurgical Slags
Metallurgical slags that contain metals at concentrations of several per cent can serve as a source of metals. The mineral and chemical composition of metallurgical slags determines their processing method. Due to the variety of forms of metal occurrence in slags, it is extremely difficult to identify the optimal technological process for their processing. Metals from slags (so-called secondary metals) generated in the pyrometallurgical process to obtain Zn-Pb are typically recovered using pyrometallurgical and hydrometallurgical methods.
4.1. Pyrometallurgical Methods
Pyrometallurgical processes, sometimes referred to as thermal metallurgy, are based on the processing of slags at high temperatures in various furnace types, including shaft, rotary, electric, and muffle furnaces [45,46,47,48].
4.1.1. Fuming Process
One widely used method of pyrometallurgical processing of metallurgical waste is fuming, which involves recovering zinc and lead from liquid slag blown with air and coal dust or natural gas to provide a reducing atmosphere. The metals contained in the slag are reduced and evaporated and then re-oxidised (Table 3) [47,48,49,50,51,52].
This process follows these summary chemical equations [47,48]:
(ZnO)slag + CO = Zn(g) + CO2
(Cd)slag + CO = Cd(g) + CO2
(PbO)slag + CO = Pb(g) + CO2
(Fe2O3)slag + CO = 2(FeO)slag + CO2
C + CO2 = 2CO
These reactions take place at a temperature of around 1500 °C. Fuming is usually carried out in cyclone furnaces or converters.
Spent gases containing a mixture of metal oxides are cooled, and the dust is retained in bag filters. The resulting dust, with a content of 60–75% Zn and 15–25% Pb, is then processed either pyrometallurgically (ISA furnaces) or hydrometallurgically (electrolysis). The waste material of the process is slag with a Zn content of 1.5–2.5% and a Pb content of ~0.2%, which is then granulated or cast into slabs used for the manufacture of construction aggregates [47,48] (Table 4).
4.1.2. Isasmelt Process
The second most common pyrometallurgical method involves remelting lead metallurgical slags in Isasmelt and Kaldo furnaces. These furnaces are used to process both primary and secondary raw materials, such as zinc electrolysis slurries, zinc-bearing slags, EAF dust, and various metallurgical waste types (Table 5). Fuel and process gases are fed into the furnace via a lance directly below the surface of the liquid slag, which provides highly turbulent conditions favourable for the mass and heat transfer processes.
The design of the Isasmelt furnace and the use of a steel lance allow the melting, oxidation and reduction processes to be performed. The remelting process is carried out at a temperature of 1150–1250 °C [47,48,53] (Figure 4).
To increase the efficiency, this operation is split between two furnaces. In the first furnace, a continuous melting process is performed, with oxidation conducted by air injected through a lance. The lead obtained in the process is tapped out of the furnace via a siphon, while the lead-bearing slag is transferred intermittently to the second furnace, in which the lead is reduced with coal, and, after the lead is drained, slag fuming is performed. The end product of the process is dust containing 46–58% Zn, 18–30% Pb, and 0.1–2.7% Cd in addition to waste slag [54,55,56,57,58,59].
4.1.3. Kaldo Process
Kaldo furnaces do not perform charge sintering as a separate step in the process. Instead, the secondary materials together with lead sulphide concentrate (dried to a moisture content of <1% and a particle size of <2 mm) are fed directly into the furnace and then melted at 1400 °C and oxidised. The Kaldo furnace is a tilting rotary vertical converter equipped with a system of three concentric lances: the inner lance is used to deliver the charge, the middle lance delivers the fuel, and the outer lance delivers air and oxygen [47,48,53].
4.1.4. Electric Furnace Process
Another metal recovery approach, particularly to copper recovery from the slags of nonferrous metallurgy, is the traditional method of reducing liquid slags in an electric furnace using reducing and sulphurising agents such as coal, carbide, pyrite, and pyrrhotite in addition to reducing gases. The recovery rates of copper and other metals using this method are below 90%, and the disadvantages of this method include its significant energy consumption, long process duration, and the need for reducing agents [60].
4.1.5. Thermal Electrolysis
Another method of copper recovery from Zn-Pb metallurgical slags involves subjecting the molten slag to thermal electrolysis, which is carried out collectively (i.e., in the same furnace) or selectively in several units, where metallic alloys of different compositions are obtained by applying different current–voltage conditions [47,48,61]. Copper recovery in this approach is carried out by fitting graphite electrodes that supply a direct current. The flow of current through the liquid slag results in electrolytic separation of the metals dissolved within it, in addition to the separation of metallic precipitates by electrocapillary movement in the electric field. The physical and chemical properties of the slag are adjusted, depending on its composition, by introducing suitable additives, such as calcium fluoride, sodium chloride, or sodium carbonate [47,48,61]. This process yields Cu (>90%) and other accompanying metals, e.g., Pb, Zn, and Ni, in the form of an alloy that can be further processed [47,48,61].
4.1.6. Black Sea Copper Works Process
An innovative process for recovering copper from slag has been developed at the Black Sea Copper Works (Turkey), in which the slag is cooled in air for 24 h and then crushed and ground until 80% is a fraction finer than 0.1 mm; this fraction is subsequently floated to produce a flotation concentrate for remelting.
Various other methods have been developed for metal recovery from slags; however, most of them have only been tested on a laboratory scale. An example of an attempt to recover metals from Zn-Pb metallurgical slags at a laboratory scale involves processing a refining slag in a resistance pit furnace at 1250 °C (Figure 5) with a pre-oxidation roasting step conducted by blowing 50 dm3/h of air through the slag at 800 °C to allow the following reactions to proceed:
ZnS + 1.5O2 → ZnO + SO2
PbS + 1.5O2 → PbO + SO2
It is mainly these reactions that take place in the workspace of the furnace:
2ZnO + C → Zng + CO2
ZnO + CO → Zng + CO2
2PbO + C → Pb + CO2
PbO + CO → Pb + CO2
CaCO3 → CaO + CO2
2Zng + O2 → 2ZnO
Figure 5.
Scheme of the soaking furnace: (1) furnace cover, (2) heating chamber, (3) furnace casing, (4) heating elements made of Kanthal wire, (5) crucible [19].
Figure 5.
Scheme of the soaking furnace: (1) furnace cover, (2) heating chamber, (3) furnace casing, (4) heating elements made of Kanthal wire, (5) crucible [19].
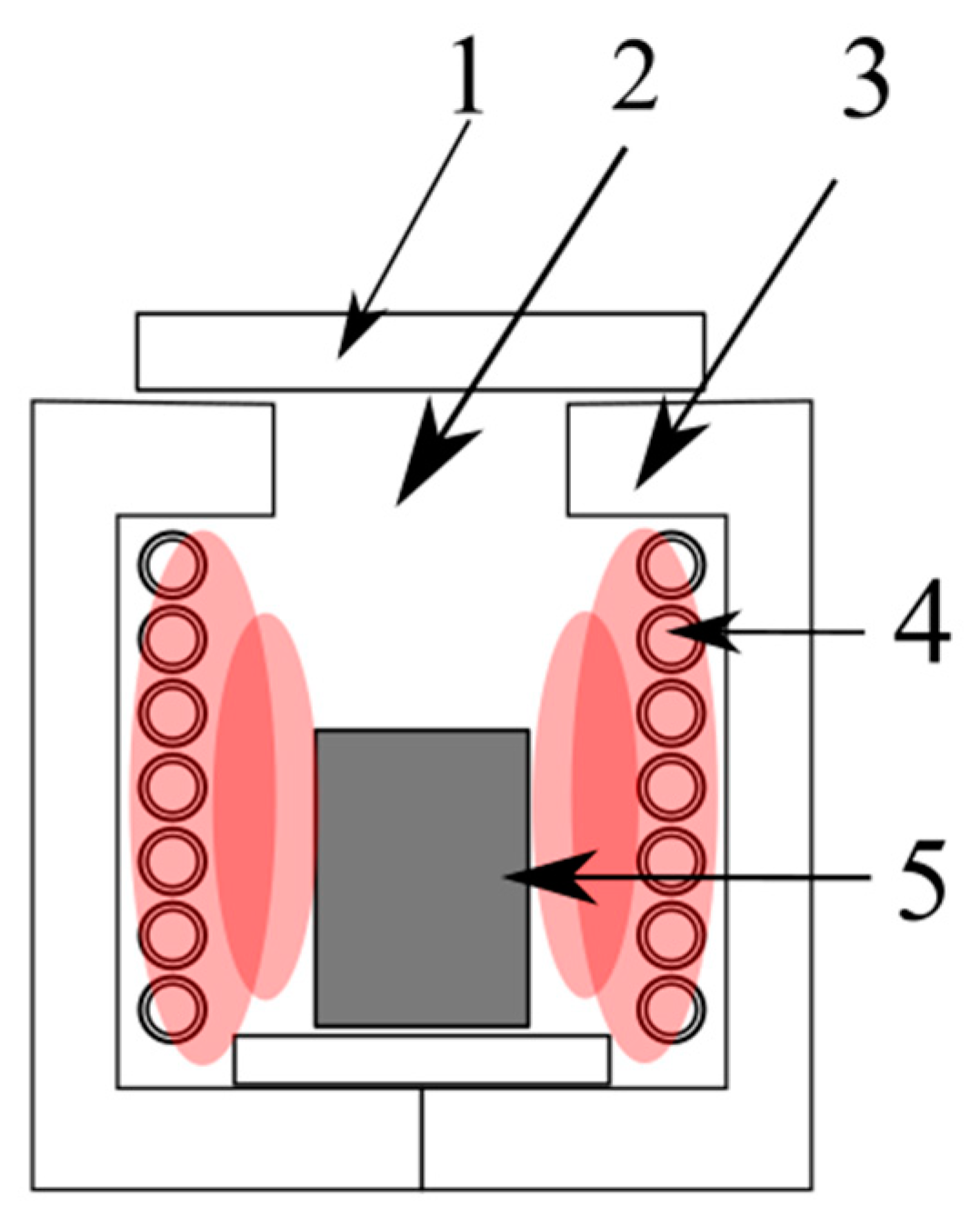
In this process, the furnace charge consists of refining slags, coal (reducing agent), and limestone CaCO3 (flux). During the processing of the slags, sample weight loss was observed, which primarily occurred due to zinc evaporation caused by the reduction process. This zinc then is oxidised and accumulates on the filter in the form of ZnO (Figure 6a) [19]. In addition to the zinc oxidation reaction, the observed change in the sample weight in this method may result from various other factors, including the reduction of lead oxide, the combustion of coal and sulphur, or the addition of limestone or iron. The lead yield in this process is higher than 75%. It is difficult to determine the efficiency of zinc recovery from slags because during their processing, Zn is oxidised, and the resulting ZnO accumulates not only on the filter but also in the furnace chamber (Figure 6b) [19]. This ZnO would require further leaching with a sulphuric (VI) acid solution to obtain Zn.
4.2. Hydrometallurgical Methods
4.2.1. Chemical Leaching
Hydrometallurgical methods of metal recovery from waste include leaching, solution purification, metal separation, and isolation of pure metals at temperatures below 100 °C.
The leaching process, which forms the basis of hydrometallurgical processes, can be performed using acid solutions (such as sulphuric or hydrochloric acid), ammonia solutions, or alkaline hydroxide solutions. The choice of the leaching medium depends on the chemical form in which the metal is present in the waste [47,48,62,63,64,65,66,67]. Most studies to date have investigated the leaching of Zn-Pb metallurgical waste using sulphuric (VI) acid solutions, with the choice of leaching conditions dependent, among other factors, on the mineral and chemical composition of the metallurgical waste, as the solubility of its constituent phases in sulphuric (VI) acid solutions varies significantly [47,48,62,63,64,65,66,67]. Depending on the form of zinc present, the zinc leaching process occurs according to the equations exemplified below [47,48]:
ZnO + H2SO4 = ZnSO4 + H2O
ZnFe2O4 + 4H2SO4 = ZnSO4 + Fe2(SO4)3 + 4H2O
Fe3O4 + 4H2SO4 = FeSO4 + Fe2(SO4)3 + 4H2O
Ca[Zn(OH)3]2 · H2O + 3H2SO4 = CaSO4 + 2ZnSO4 + 8H2O
ZnSiO3 + H2SO4 = ZnSO4 + SiO2 + H2O
The rates of the above reactions are determined by several factors, the most important of which are the mineral composition, material grain size, and sulphuric (VI) acid concentration. Zinc silicate (ZnSiO3) solubilises at a much lower rate than the oxide form (ZnO), while the efficiency of the leaching process following Reactions (17) and (19) increases significantly with increasing temperature. Other slag components, i.e., Cu, Ni, Cd, Pb, etc., react similarly to sulphuric (VI) acid.
- –
- Those passing into solution during the leaching process, including Cu, Cd, Fe, Mg, and Ni;
- –
- Those forming insoluble salts, including PbSO4, CaSO4∙2H2O, BaSO4.
The next step in the zinc recovery process is the purification of the zinc sulphate (VI) solution, which is then electrolysed. In practice, chemical purification of the electrolyte may be carried out continuously or in several stages. The average composition of the crude ZnSO4 solution is 135 mg/dm3 Zn, 470 mg/dm3 Cu, 168 mg/dm3 Cd, 18 mg/dm3 Fe, 0.9 mg/dm3 As, 0.11 mg/dm3 Sb, and 12.7 mg/dm3 Co [47].
Purification of the zinc sulphate solution is conducted using various methods, which are selected according to the type of contaminant to be removed. Some impurities (As, Sb, Fe) are removed during neutral leaching, as the salts of these elements hydrolyse under these conditions and are adsorbed onto the Fe(OH)3 surface. Hydrolytic purification involves selecting suitable process conditions (solution pH, temperature, etc.) to ensure that the usually sparingly soluble hydroxides of metals that contaminate the solution are formed.
Depending on the conditions of the hydrolytic electrolyte purification process, iron precipitates from the solution in the form of goethite (FeOOH), hematite (Fe2O3), or jarosite (MFe3(SO4)2(OH)6, where M = NH4+, K+, Na+, or 0.5Pb2+). The preferred precipitate type in hydrometallurgical processing is jarosite. The obtained jarosite is characterised by highly favourable filtration properties, which significantly reduce operating costs for the process. In addition, during jarosite precipitation, it is also possible to remove other impurities from the electrolyte, e.g., arsenic [47,48]. To remove copper, cadmium, nickel, and cobalt from the zinc sulphate (VI) solution, the cementation method (internal electrolysis) is applied, which involves precipitating the more noble metal from the electrolyte with zinc dust.
Ammonia solutions are another group of agents commonly used for metal leaching in hydrometallurgical processes. A Spanish company, CENIM, and a Portuguese company, LENTI, developed a CENIM–LENTI technology to process sulphide concentrates and zinc-bearing waste using ammonium salts. The main waste-leaching reagent in this process is ammonium chloride. Zinc in the leach residue is present as ZnO-Fe2O3, which is then extracted with a solution of di-2-ethylhexylphosphoric acid (D2EHPA) and isolated using electrolysis [47,48,53,68,69].
PbCl2 (s) + 2Cl− (aq) → PbCl42− (aq)
A study using acetic acid as the leaching agent for Pb from slags was performed by Forte et al. [70]. In their study, the leaching process involved dissolving metallic Pb in concentrated acetic acid and then precipitating PbSO4 by adding H2SO4 to the solution. However, the major disadvantage of this method is that only lead present in metallic form is recovered.
Kim et al. [71] proposed two methods for the selective recovery of lead, copper, nickel, and zinc from lead slag. The first metal recovery method was based on a two-stage leaching process, in which the first stage involved leaching the metals with Fe(III) + HNO3, and the second stage involved roasting the residue and leaching it with water (Figure 7 and Figure 8).
Attempts have also been made to process hydrometallurgical waste using sodium hydroxide. The main problem with this method is the presence of sparingly soluble zinc compounds in the waste, e.g., ferrites.
Leaching of zinc from metallurgical waste has been conducted using NaOH solution under various conditions. This process was most commonly performed at temperatures of 25 and 90 °C, using NaOH solutions of 2–6 mol/dm3 concentration for 4 h (traditional method). Pressure leaching in an autoclave using a 6 mol/dm3 NaOH solution at 120–200 °C for 4 h was also investigated, as was the leaching process after pretreating the waste in a microwave oven (1 kW, 2.45 GHz). The best results were obtained with the traditional method, in which the zinc recovery reached 74%. In addition to iron oxides, the residual solid phase after leaching contained insoluble zinc ferrites [72,73,74].
4.2.2. Bioleaching
Another group of methods used to recover metals from metallurgical slags involves bioleaching, a process in which microorganisms are used to convert solid, insoluble metals and their compounds to water-soluble forms [75,76]. Most microorganisms capable of biohydrometallurgical processes belong to the group of chemolithotrophs, which use carbon dioxide as their source of cellular carbon. For their energy source, they can use reduced sulphur and iron compounds or oxidation reactions of elemental sulphur, sulphides, or thiosulphates.
The microorganisms involved in leaching include not only bacteria (genera: Acidithiobacillus, Thiobacillus) but also fungi (including the genera Penicillium, Aspergillus, Fusarium, Alternaria, and Candida). In practice, biohydrometallurgical processes are carried out using mixtures of microbial populations that occur naturally in iron- and sulphur-rich environments; bacterial monocultures are not used. The bioleaching process follows two main mechanisms: indirect and direct [77,78,79,80].
The indirect mechanism involves chemical and bacterial oxidation, with microbial oxidation of Fe2+ ions derived from minerals used to form Fe3+ ions, which then participate in the leaching process. Microorganisms are the source of the leaching agent, which chemically oxidises the sulphide minerals. In this model, no physical contact occurs between the bacterial cell and the mineral surface [77,78,79,80].
MeS + Fe2(SO4)3MeSO4 + FeSO4 + S
S + 3O2 + 2H2O → 2H2SO4
In the direct mechanism, the electrons obtained in the bacterial oxidation process are sourced directly from the reduced minerals. In this model, there is physical contact between the bacterial cell and the mineral surface. These reactions are most often associated with the oxidation of pyrite.
4FeS2 + 15O2 + 2H2O → 2Fe2(SO4)3 + 2H2SO4
MeS + 2O2 → MeSO4
Microorganism selection is a key factor when performing bioleaching of metallurgical slags. The indigenous microorganisms present at the site where the slags are deposited have the highest contaminant removal efficiency by adapting to conditions with higher metal content. For this reason, Acidithiobacillus bacteria are the most commonly used in studies of bioleaching of components from metallurgical slags because environmental bacteria from these genera have been widely reported in slag deposition sites [77,78,79,80].
Laboratory-scale bioleaching experiments include batch leaching, semi-open flow-through leaching, and continuously stirred tank reactors [79,80,81,82,83,84]. On a laboratory scale, a method has been developed to process slags from zinc and lead production from former Yugoslavian plants by gravity enrichment of the slags, resulting in a concentrate with a 94.5 wt% Pb content. Waste from the enrichment process containing 38.7 wt% Fe, 32.3 wt% SiO2, 5.8 wt% Zn, and 3.0 wt% Pb is subjected to bacterial leaching using autotrophic thionic bacteria to recover zinc [47,48,61].
Bioleaching can be used not only to extract valuable metals but also to remove toxic elements by disrupting the amorphous structure of slags. The efficiency of bioleaching depends on various factors, including the pH, leaching time and temperature, and slag structure [82,83,84]. However, despite its high efficiency, bioleaching to date has only been performed on a laboratory scale. Due to the long processing times, low yields, and problems with separating metals from the solution associated with this approach, it has not yet been applied at an industrial scale.
5. Discussion and Conclusions
This article presents a literature review on metallurgical slags from the zinc and lead production process as a source material for metal extraction. The core conclusions of the article are as follows.
- –
- Metallurgical slags from zinc and lead production contain significant amounts of metals and semi-metals, dominantly Si, Al, Ca, Ma, Zn, and Pb. Among the slags of Zn-Pb metallurgy, refining slags are distinctive due to their much higher contents of Zn, Pb, and Cu and significantly lower concentrations of Si, Al, Ca, and Mg.
- –
- The mineral composition of Zn-Pb metallurgical slags is dominated by multiphase crystalline conglomerates formed by high-temperature processes. These take the form of intergrowths of fine, intercalated clusters of individual phases, among which one is always dominant. Typical mineral constituents in these slags include Zn and Fe oxides, Fe hydroxides, Zn, Pb, Fe and Cu sulphides, Pb sulphates, and hydrated Zn, Ca, Cu sulphates, Zn silicates, olivine group silicates, melilites (Ca,Na)2(Al,Mg)[(Si,Al)2O7], Pb and Zn carbonates, spinels, and multicomponent metal alloys of Pb, Zn, Cu, Fe, As, and Sb. In addition, tochilinite [Fe0.9]6S6[Mg0.71Fe0.29(OH)2]5 is present in refining slags [85,86], whereas this component has not been identified in shaft slags from Zn-Pb metallurgy.
- –
- The choice of slag processing technology is determined primarily by the mineral composition of the slag, which in turn is determined by various factors, including the diversity of the feedstock, the variability in the technological parameters, and the rate of slag cooling (which determines the ratio of the amorphous to the crystalline phase). Slag processing methods commonly applied on an industrial scale include pyrometallurgical techniques, such as fuming, slag remelting in Isasmelt or Kaldo furnaces, and thermal electrolysis, and hydrometallurgical leaching, which can be performed using acid solutions (such as sulphuric or hydrochloric acid), ammonia solutions, or alkaline hydroxide solutions. The choice of the leaching medium depends on the chemical form in which the target metal is present in the waste. Various other methods have also been developed to recover metals from slag; however, most of these have only been tested on a laboratory scale. For example, the bioleaching method, despite its high efficiency, has not been applied on an industrial scale due to its long process duration, low yields, and problems with separating metals from the solution.
- –
- The pyrometallurgical and hydrometallurgical methods described in detail in this article are used on an industrial scale due to their high efficiency (amounting to >80% average metal recovery) and effective waste neutralisation by obtaining high-purity metallic products while minimising the formation of toxic secondary waste. Other Zn-Pb slag processing methods described in the literature, i.e., the IBDR-ZIPP pyrometallurgical process or hydrometallurgical processes (e.g., Española del Zinc, Placid), represent technological concepts verified on a pilot scale.
- –
- The presented technologies in this article represent a rational approach to using secondary materials from Zn-Pb metallurgy and are consistent with current circular economy trends. These methods also consider complementary activities aimed at the following:
- Improving the efficiency of using Zn-Pb slags as a secondary raw material;
- Comprehensive processing of Zn-Pb metallurgical waste;
- Reducing the amount of waste generated at individual stages of the technological process.
- –
- The processing of metallurgical slag is an extremely important topic as, in addition to the economic benefits of the process, it significantly neutralises the potential of slag to act as a source of environmental pollution.
Author Contributions
Conceptualization, K.N. and Z.A.; investigation, K.N.; resources, Z.A. and K.N.; data curation, Z.A.; writing—original draft preparation, K.N.; writing—review and editing, K.N. and Z.A.; visualization, Z.A.; supervision, K.N.; project administration, K.N. All authors have read and agreed to the published version of the manuscript.
Funding
An article processing charge was funded by statutory research of Silesian University of Technology, research number 06/060/BK_23/0119.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Brodny, J.; Dziemba, Ł. Analiza możliwości przerobu produktów ubocznych wyrobów hutniczych. Syst. Wspomagania Inżynierii Prod. 2015, 2, 192–200. [Google Scholar]
- Matinde, E.; Steenkamp, J.D. Metallurgical Overview and Production of Slags. In Metallurgical Slags: Environmental Geochemistry and Resource Potential, 1st ed.; Piatak, N., Ettler, V., Eds.; Royal Society of Chemistry: London, UK, 2021. [Google Scholar]
- Piatak, N.M.; Ettler, V.; Hoppe, D. Geochemistry and Mineralogy of Slags. In Metallurgical Slags: Environmental Geochemistry and Resource Potential, 1st ed.; Piatak, N., Ettler, V., Eds.; Royal Society of Chemistry: London, UK, 2021. [Google Scholar]
- Sitko, J. Technologie utylizacji żużli metalurgicznych—Studium literaturowe. Syst. Wspomagania Inżynierii Prod. 2015, 2, 200–210. [Google Scholar]
- Wowkonowicz, P.; Bojanowicz-Bablok, A.; Gworek, B. Wykorzystanie odpadów z przemysłu wydobywczego i hutnictwa w drogownictwie. Rocz. Ochr. Sr. 2018, 20, 1335–1349. [Google Scholar]
- Pozzi, M.; Nowińska, K. Dystrybucja Wybranych Pierwiastków Towarzyszących Koncentratom Zn—Pb w Technologii Imperial Smelting Process; Wydawnictwo Politechniki Śląskiej: Gliwice, Poland, 2006. [Google Scholar]
- Sohn, H.Y.; Olivas-Martinez, M. Zinc and Lead Production. In Treatise on Process Metallurgy, 1st ed.; Seshadri Seetharaman; Elsevier: Amsterdam, The Netherlands, 2014; p. 671. [Google Scholar]
- Hoang, J.; Reuter, M.; Matusewicz, R.; Hughes, S.; Piret, N. Top submerged lance direct zinc smelting. Miner. Eng. 2009, 22, 742–751. [Google Scholar] [CrossRef]
- Sahu, K.; Agrawal, A. Lead, Zinc Extraction Processes. In Proceedings of the Extraction of Nonferrous Metals and Their Recycling—A Training Programme, Jamshedpur, India, 27–29 February 2008. [Google Scholar]
- ZSG. Lead and Zinc Statistics. Available online: https://www.ilzsg.org/static/statistics.aspx?from=1 (accessed on 15 November 2023).
- Habashi, F. Retorts in the Production of Metals. A Historical Survey. Metall 2012, 66, 149–155. [Google Scholar]
- Santos, S.M.C.; Ismael, M.R.C.; Correia, M.J.N.; Reis, M.T.A.; Deep, A.; Carvalho, J.M.R. Hydrometallurgical Treatment of a Zinc Concentrate by Atmospheric Direct Leach Process. In Proceedings of the European Congress of Chemical Engineering (ECCE-6), Copenhagen, Denmark, 16–20 September 2007. [Google Scholar]
- Filippou, D. Innovative Hydrometallurgical Processes for the Primary Processing of Zinc. Miner. Process. Extr. Rev. 2004, 25, 205–252. [Google Scholar] [CrossRef]
- Babu, M.N.; Sahu, K.K.; Pandey, B.D. Zinc Recovery from Sphalerite Concentrate by Oxidative Leaching with Ammonium, Sodium and Potassium Persulphates. Hydrometallurgy 2002, 64, 119–129. [Google Scholar] [CrossRef]
- Dutrizac, J.E. The Leaching of Sulphide Minerals in Chloride Media. Hydrometallurgy 1991, 29, 1–45. [Google Scholar] [CrossRef]
- Chodkowski, S. Metalurgia Metali Nieżelaznych, 1st ed.; Wydawnictwo Śląsk: Katowice, Poland, 1971. [Google Scholar]
- Vignes, A. Extractive Metallurgy 3, 1st ed.; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Zhao, B. Lead and zinc sintering. In Sintering Applications; InTech: Rijeka, Croatia, 2013; pp. 165–199. [Google Scholar]
- Nowińska, K. Formy Występowania Metali w Żużlach z Hutnictwa Cynku i Ołowiu w Aspekcie Środowiskowym i Możliwości Ich Odzysku; Wydawnictwo Politechniki Śląskiej: Gliwice, Poland, 2022. [Google Scholar]
- Adamczyk, Z.; Melaniuk-Wolny, E.; Nowińska, K. The Mineralogical and Chemical Study of Feedstock Mixtures and By-Products from Pyrometallurgical Process of Zinc and Lead Production; Wydawnictwo Politechniki Śląskiej: Gliwice, Poland, 2010. [Google Scholar]
- De Andrade Lima, L.R.P.; Bernardez, L.A. Characterization of the lead smelter slag in Santo Amaro, Bahia, Brazil. J. Hazard. Mater. 2011, 189, 692–699. [Google Scholar] [CrossRef]
- Ettler, V.; Johan, Z.; Kříbek, B.; Šebek, O.; Mihaljevic, M. Mineralogy and environmental stability of slags from the Tsumeb smelter, Namibia. Appl. Geochem. 2009, 24, 1–15. [Google Scholar] [CrossRef]
- Kicińska, A. Physical and chemical characteristics of slag produced during Pb refining and the environmental risk associated with the storage of slag. Environ. Geochem. Health 2021, 43, 2723–2741. [Google Scholar] [CrossRef]
- Nowińska, K.; Adamczyk, Z. Slags of the imperial smelting process for Zn and Pb production. In Reference Module in Materials Science and Materials Engineering, 1st ed.; Hashmi, S., Ed.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 1–5. [Google Scholar]
- Harvey, W.; Downs-Rose, G. The Bay Mine, Wanlockhead, Scotland; British Mining, 2; Northern Mine Research Society: New York, NY, USA, 1976; pp. 1–9. [Google Scholar]
- Ettler, V.; Legendre, O.; Bodénan, F.; Touray, J. Primary phases and natural weathering of old lead–zinc pyrometallurgical slag from Příbram, Czech Republic. Can. Mineral. 2001, 39, 873–888. [Google Scholar] [CrossRef]
- Ettler, V.; Johan, Z.; Touray, J.C.; Jelínek, E. Zinc partitioning between glass and silicate phases in historical and modern lead–zinc metallurgical slags from the Příbram district, Czech Republic. Earth Planet. Sci. 2000, 331, 245–250. [Google Scholar] [CrossRef]
- Adamczyk, Z.; Nowińska, K. Phase composition of metallurgical zinc and lead slags. Civ. Environ. Eng. Rep. 2013, 1, 13–21. [Google Scholar]
- Bril, H.; Zainou, K.; Puziewicz, J.; Court In-Nomade, A.; Vanaecker, M.; Bollinger, J.-C. Secondary phases from the alteration of a pile of zinc-smelting slag as indicators of environmental conditions: An example from Świętochłowice, Upper Silesia, Poland. Can. Mineral. 2008, 46, 1235–1248. [Google Scholar] [CrossRef]
- Kierczak, J.; Pietranik, A. Mineralogy and composition of historical Cu slags from the Rudawy Janowickie mountains, southwestern Poland. Can. Mineral. 2011, 49, 1281–1296. [Google Scholar] [CrossRef]
- Kierczak, J.; Bril, H.; Neel, C.; Puziewicz, J. Pyrometallurgical Slags in Upper and Lower Silesia (Poland): From Environmental Risks to Use of Slag-based Products—A Review. Arch. Environ. Prot. 2010, 36, 111–126. [Google Scholar]
- Nowińska, K.; Adamczyk, Z.; Melaniuk-Wolny, E. Pyrometallurgical slags as a potential source of selected metals recovery. Metalurgija 2014, 53, 577–580. [Google Scholar]
- Nowińska, K. Mineralogical and chemical characteristics of slags from the pyrometallurgical extraction of zinc and lead. Minerals 2020, 10, 371. [Google Scholar] [CrossRef]
- Mendecki, M.; Warchulski, R.; Szczuka, M.; Środek, D.; Pierwoła, J. Geophysical and petrological studies of the former lead smelting waste dump in Sławków, Poland. J. Appl. Geophys. 2020, 179, 104080. [Google Scholar] [CrossRef]
- Piatak, N.M.; Seal, R.R. Mineralogy and the release of trace elements from slag from the Hegeler Zinc smelter, Illinois (USA). Appl. Geochem. 2010, 25, 302–320. [Google Scholar] [CrossRef]
- Pan, D.; Li, L.; Tian, X.; Wu, Y.; Cheng, N.; Yu, H. A review on lead slag generation, characteristics, and utilization. Resour. Conserv. Recycl. 2019, 146, 140–155. [Google Scholar] [CrossRef]
- Parsons, M.B.; Bird, D.K.; Einaudi, M.T.; Alpers, C.N. Geochemical and mineralogical controls on trace element release from the Penn Mine base-metal slag dump, California. Appl. Geochem. 2001, 16, 1567–1573. [Google Scholar] [CrossRef]
- Warchulski, R.; Doniecki, T.; Gawęda, A.; Szopa, K. Composition and weathering of Zn-Pb slags from Bytom—Piekary Śląskie area: A case of heavy metal concentration and mobility. Mineral.-Spec. Pap. 2012, 40, 132–133. [Google Scholar]
- Warchulski, R.; Doniecki, T.; Gawęda, A.; Szopa, K. Secondary phases from the Zn-Pb smelting slags from Katowice—Piekary Śląskie area, Upper Silesia, Poland: A SEM—XRD overview. Mineral.-Spec. Pap. 2014, 42, 110. [Google Scholar]
- Warchulski, R.; Gawęda, A.; Janeczek, J.; Kędziołka-Gaweł, M. Mineralogy and origin of coarse-grained segregations in the pyrometallurgical Zn-Pb slags from Katowice-Wełnowiec (Poland). Mineral. Petrol. 2016, 110, 681–692. [Google Scholar] [CrossRef]
- Warchulski, R.; Gawęda, A.; Kądziołka-Gaweł, M.; Szopa, K. Composition and element mobilization in pyrometallurgical slags from the Orzeł Biały smelting plant in the Bytom-Piekary Śląskie area, Poland. Mineral. Mag. 2015, 79, 459–483. [Google Scholar] [CrossRef]
- Yin, N.H. Weathering of Metallurgical Slags: A Comprehensive Study on the Importance of Chemical and Biological Contributions. Ph.D. Dissertation, Université Paris-Est, Paris, France, 2014. [Google Scholar]
- Sueoka, Y.; Sakakibara, M. Primary Phases and Natural Weathering of Smelting Slag at an Abandoned Mine Site in Southwest Japan. Minerals 2013, 3, 412–426. [Google Scholar] [CrossRef]
- Piatak, N.M.; Parsons, M.B.; Seal, R.R., II. Characteristics and environmental aspects of slag: A review. Appl. Geochem. 2015, 57, 236–266. [Google Scholar] [CrossRef]
- Bernasowski, M.; Klimczyk, A.; Stachura, R. Overview of Zinc Production in Imperial Smelting Process. In Proceedings of the Conference Iron and Steelmaking, Horní Bečva, Czech Republic, 4–6 October 2017. [Google Scholar]
- Potysz, A.; Van Hullebusch, E.D. Secondary metal recovery from Slags. In Metallurgical Slags, 1st ed.; Piatak, N., Ettler, V., Eds.; Royal Society of Chemistry: London, UK, 2021. [Google Scholar]
- Jarosiński, A. Innowacyjne i Proekologiczne Metody Przeróbki Materiałów Cynkonośnych; Wydawnictwo IGSMiE PAN: Kraków, Poland, 2012. [Google Scholar]
- Ulewicz, M. Procesy Odzysku i Recyklingu Metali Nieżelaznych i Stali; Wydawnictwo Politechniki Częstochowskiej: Częstochowa, Poland, 2015. [Google Scholar]
- Reddy, R.G.; Prabhu, V.L.; Mantha, D. Zinc fuming from lead blast furnace slag. High Temp. Mater. Process. 2002, 21, 377–386. [Google Scholar] [CrossRef]
- Jak, E.; Hayes, P. Phase equilibria and thermodynamics of zinc fuming slags. Can. Metall. Q. 2002, 41, 163–174. [Google Scholar] [CrossRef]
- Verscheure, K.; Van Camp, M.; Blanpain, B.; Wollants, P.; Hayes, P.; Jak, E. Continuous fuming of zinc bearing residues: Part I. Model Development. Metall. Mater. Trans. B 2007, 38B, 13–20. [Google Scholar] [CrossRef]
- Verscheure, K.; Van Camp, M.; Blanpain, B.; Wollants, P.; Hayes, P.; Jak, E. Continuous fuming of zinc bearing residues: Part II. The submerged plasma zinc fuming process. Metall. Mater. Trans. 2007, 38, 21–33. [Google Scholar] [CrossRef]
- Cybulski, A.; Prajsnar, R.; Kulawik, S.; Michalski, R.; Basiura, B. Rozwiązania techniczno-technologiczne w pirometalurgii cynku i ołowiu na Świecie. Rudy Met. 2016, 63, 19–27. [Google Scholar] [CrossRef]
- Bakker, M.L.; Alvear, G.R.F.; Kreuh, M. IsasmeltTM—Making a splash for nickiel. Miner. Eng. 2011, 24, 610–619. [Google Scholar] [CrossRef]
- Arthur, P.; Edwards, J.; Technology, X. IsasmeltTM—A Quiet Revolution. In Proceedings of the European Metallurgical Conference, Hannover, Germany, 16–19 September 2023. [Google Scholar]
- Errington, W.J.; Fewings, J.H.; Keran, V.P.; Denholm, W.T. The Isasmelt lead smelting process. Trans. Inst. Min. Metall. Sect. C 1987, 96, 1–6. [Google Scholar]
- Hogg, B.; Prince, M.; Letchford, M.; Burrows, A.; Tokzhigitov, T.; Azekenov, T. Successful Development and Optimisation of Lead ISASMELT™ Furnace Slag Tapping System at Kazzinc Ltd. In Furnace Tapping, 1st ed.; Steenkamp, J.D., Gregurek, D., Reynolds, Q.G., Alvear Flores, G., Joubert, H., Mackey, P.J., Eds.; The Minerals, Metals & Materials Series; Springer: Cham, Switzerland, 2022; pp. 245–249. [Google Scholar]
- Shanmuganathan, P.; Lakshmipathiraj, P.; Srikanth, S.; Nachiappan, A.L.; Sumathy, A. Toxicity characterization and long-term stability studies on copper slag from the ISASMELT process. Resour. Conserv. Recycl. 2008, 52, 601–611. [Google Scholar] [CrossRef]
- Zhao, B.; Errington, B.; Yang, G.; Wang, J.; Dong, Y.; Jak, E.; Hayes, P.C. Characterisation of ISASMELT™ slag and lead blast furnace sinters. In Proceedings of the International Symposium on Lead and Zinc Processing, Kyoto, Japan, 17–19 October 2005. [Google Scholar]
- Derin, B.; Şahin, F.C.; Yűcel, O. The electrical characteristics of copper slags in a 270 kVA DC arc furnace. In Proceedings of the 3rd BMC Conference, Ohrid, North Macedonia, 2–3 July 2003. [Google Scholar]
- Lia, Y.; Weid, C.; Liud, C.; Jiangd, J.; Wangd, F. Sulfidation roasting of low grade lead–zinc oxide ore with elemental sulfur. Miner. Eng. 2010, 23, 563–566. [Google Scholar] [CrossRef]
- Jha, M.K.; Kumar, V.; Singh, R.J. Review of hydrometallurgical recovery of zinc from industrial wastes. Resour. Conserv. Recycl. 2001, 33, 1–22. [Google Scholar] [CrossRef]
- Abdel Basin, S.M.; Rabah, M.A. Hydrometallurgical recovery of metal values from brass melting slag. Hydrometallurgy 1999, 53, 31–44. [Google Scholar] [CrossRef]
- RaO, S.; Liu, Z.; Wang, D.; Cao, H.; Zhu, W.; Zhang, K.; Tao, J. Hydrometallurgical process for recovery of Zn, Pb, Ga and Ge from Zn refinery residues. Trans. Nonferrous Met. Soc. China 2021, 31, 555–564. [Google Scholar] [CrossRef]
- Kul, M.; Topkaya, Y. Recovery of germanium and other valuable metals from zinc plant residue. Hydrometallurgy 2008, 92, 87–94. [Google Scholar] [CrossRef]
- Kurama, H.; Göktepe, F. Recovery of zinc from waste material using hydro metallurgical processes. Environ. Prog. 2004, 22, 161–166. [Google Scholar] [CrossRef]
- Xie, H.; Zhang, L.; Li, H.; Koppala, S.; Yin, S.; Li, S.; Yang, K.; Zhu, F. Efficient recycling of Pb from zinc leaching residues by using the hydrometallurgical method. Mater. Res. Express 2019, 6, 075505. [Google Scholar] [CrossRef]
- Limpa, J.L.; Figueiredo, J.M.; Amer, S.; Luis, A. The CENIM-LNETI process: A new process for the hydrometallurgical treatment of complex sulphides in ammonium chloride solutions. Hydrometallurgy 1997, 28, 149–161. [Google Scholar] [CrossRef]
- Velásquez-Yévenes, L.; Ram, R. The aqueous chemistry of the copper-ammonia system and its implications for the sustainable recovery of copper. Clean. Eng. Technol. 2022, 9, 100515. [Google Scholar] [CrossRef]
- Forte, F.; Horckmans, L.; Broos, K.; Kim, E.; Kukurugya, F.; Binnemans, K. Closed-loop solvometallurgical process for recovery of lead from iron-rich secondary lead smelter residues. RSC Adv. 2017, 7, 49999–50005. [Google Scholar] [CrossRef]
- Kim, E.; Horckmans, L.; Spooren, J.; Vrancken, K.C.; Quaghebeur, M.; Broos, K. Hydrometallurgy, Selective leaching of Pb, Cu, Ni and Zn from secondary lead smelting residues. Hydrometallurgy 2017, 169, 372–381. [Google Scholar] [CrossRef]
- Li, Y.; Liu, Z.; Li, Q.; Zhao, Z.; Liu, Z.; Zeng, L. Removal of arsenic from Waelz zinc oxide using a mixed NaOH–Na2S leach. Hydrometallurgy 2011, 108, 165–170. [Google Scholar] [CrossRef]
- Piatak, N.M. Environmental Characteristics and Utilization Potential of Metallurgical Slag. In Environmental Geochemistry, 2nd ed.; De Vivo, B., Belkin, H.E., Lima, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Radzymińska-Lenarcik, E.; Sulewski, M.; Urbaniak, W. Wydobywanie metali z odpadów hydrometalurgicznej przeróbki rud cynkowych. Przemysł Chem. 2017, 96, 1000–1004. [Google Scholar] [CrossRef]
- Mikoda, B.; Kucha, H.; Potysz, A.; Kmiecik, E. Metallurgical slags from Cu production and Pb recovery in Poland—Their environmental stability and resource potential. Appl. Geochem. 2018, 98, 459–472. [Google Scholar] [CrossRef]
- Mikoda, B.; Kucha, H.; Potysz, A.; Kmiecik, E. Bacterial leaching of critical metal values from Polish copper metallurgical slags using Acidithiobacillus thiooxidans. J. Environ. Manag. 2019, 236, 436–445. [Google Scholar] [CrossRef]
- Pandey, S.C.; Pande, V.; Sati, D.; Samant, M. (Eds.) Bioremediation of heavy metals by soil-dwelling microbes: An environment survival approach. In Advanced Microbial Techniques in Agriculture, Environment, and Health Management, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2023. [Google Scholar]
- Tezyapar Kara, I.; Kremser, K.; Wagland, S.T.; Coulon, F. Bioleaching metal-bearing wastes and by-products for resource recovery: A review. Environ. Chem. Lett. 2023, 21, 3329–3350. [Google Scholar] [CrossRef]
- Klimiuk, E.; Łebkowska, M. Biotechnologia w Ochronie Środowiska; PWN: Warszawa, Poland, 2008. [Google Scholar]
- Błaszczyk, M.K. Mikroorganizmy w Ochronie Środowiska; PWN: Warszawa, Poland, 2009. [Google Scholar]
- Tuovinen, O.H.; Särkijärvi, S.; Peuraniemi, E.; Junnikkala, S.; Puhakka, J.A.; Kaksonen, A.H. Acid Leaching of Cu and Zn from a Smelter Slag with a Bacterial Consortium. Adv. Mater. Res. 2015, 1130, 660–663. [Google Scholar] [CrossRef]
- Blažek, V.; Závada, J.; Bouchal, T.; Lébr, J.; Fečko, P. Ługowanie miedzi i cyny z odpadów elektronicznych za pomocą bakterii Acidithiobacillus ferrooxidans. Inżynieria Miner. 2012, 13, 1–7. [Google Scholar]
- Potysz, A.; van Hullebusch, E.D.; Kierczak, J. Perspectives regarding the use of metallurgical slags as secondary metal resources—A review of bioleaching approaches. J. Environ. Manag. 2018, 219, 138–152. [Google Scholar] [CrossRef]
- Potysz, A.; Pędziwiatr, A.; Hedwig, S.; Lenz, M. Bioleaching and toxicity of metallurgical wastes. J. Environ. Chem. Eng. 2020, 8, 104450. [Google Scholar] [CrossRef]
- Lee, M.R.; Lingren, P. Aqueous alteration of chondrules from the Murchison CM carbonaceous chondrite: Replacement, pore filling, and the genesis of polyhedral serpentine. Meteorit. Planet. Sci. 2016, 51, 1003–1021. [Google Scholar] [CrossRef]
- Pekova, I.V.; Sereda, E.V.; Polekhovsky, Y.S.; Britvin, S.N.; Chukanov, N.V.; Yapaskurt, V.O.; Bryzgalov, I.A. Ferrotochilinite, 6FeS·5Fe(OH)2, a New Mineral from the Oktyabr’sky Deposit, Noril’sk District, Siberia, Russia. Geol. Ore Depos. 2013, 55, 567–574. [Google Scholar] [CrossRef]
Figure 2.
Thermal lead refining flowsheet [19].
Figure 2.
Thermal lead refining flowsheet [19].

Figure 3.
Examples of microareas of Pb refining slag samples [19]: (a) example of an image of the investigated microareas: 001- and 002-wüstite and zinc oxide in glass, 003-willemite, 004-alamosite, 005-lead oxide, 006-quartz [19]; (b) example of an image of the investigated microareas: 001-Na2Zn (Si2O6) with impurities of wüstite, 002-wüstite, 003-alloy type Pb27Fe24Zn10Cu10O16C7Rs7 [19]; (c) example of an image of the investigated microareas: 001- and 002-kirschteinite with Na2Zn(Si2O6) and carnegieite with admixtures of sphalerite, 003-Ag met [19].
Figure 3.
Examples of microareas of Pb refining slag samples [19]: (a) example of an image of the investigated microareas: 001- and 002-wüstite and zinc oxide in glass, 003-willemite, 004-alamosite, 005-lead oxide, 006-quartz [19]; (b) example of an image of the investigated microareas: 001-Na2Zn (Si2O6) with impurities of wüstite, 002-wüstite, 003-alloy type Pb27Fe24Zn10Cu10O16C7Rs7 [19]; (c) example of an image of the investigated microareas: 001- and 002-kirschteinite with Na2Zn(Si2O6) and carnegieite with admixtures of sphalerite, 003-Ag met [19].


Figure 4.
Scheme of Isasmelt technology [54].
Figure 4.
Scheme of Isasmelt technology [54].

Figure 6.
Zinc oxide depositing (a) on the filter and (b) in the furnace chamber [19].
Figure 6.
Zinc oxide depositing (a) on the filter and (b) in the furnace chamber [19].

Figure 7.
Flowsheet of two-stage leaching of Pb, Zn, Ni, Cu [71].
Figure 7.
Flowsheet of two-stage leaching of Pb, Zn, Ni, Cu [71].

Figure 8.
Flowsheet of single-stage leaching of Pb, Zn, Ni, Cu without roasting [71].
Figure 8.
Flowsheet of single-stage leaching of Pb, Zn, Ni, Cu without roasting [71].


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Summary of major chemistry (in wt%) and minor chemistry (in mg kg−1) of Zn-Pb metallurgical slags and Pb refining slags [3,19].
| Component | Zn-Pb Slags | Pb Refining Slags | ||||
|---|---|---|---|---|---|---|
| Min | Max | Average * | Min | Max | Average ** | |
| Al2O3 | 0.90 | 21.9 | 8.3 | 0.57 | 7.8 | 2.8 |
| CaO | 0.18 | 32.2 | 17.3 | 0.14 | 5.65 | 2.8 |
| FeOTotal | 0.88 | 59.6 | 16.7 | 8.3 | 31.1 | 20.0 |
| K2O | 0.02 | 3.91 | 0.60 | 0.04 | 0.27 | 0.15 |
| CuO | - | - | - | 0.98 | 20.93 | 11.5 |
| MgO | 0.61 | 15.9 | 5.4 | 0.10 | 0.81 | 1.1 |
| PbO | 0.0002 | 6.4 | 0.93 | 0.72 | 44.6 | 17.8 |
| ZnO | 0.03 | 47.2 | 4.93 | 6.6 | 18.07 | 12.2 |
| MnO | 0.01 | 3.0 | 0.5 | 0.02 | 0.55 | 0.21 |
| SO3 | 0.05 | 14.9 | 2.99 | 5.83 | 23.1 | 13.6 |
| SiO2 | 2.04 | 57,1 | 28.6 | 2.45 | 35.5 | 11.1 |
| TiO2 | 0.07 | 1.14 | 0.4 | 0.04 | 0.34 | 0.16 |
| Element | Min | Max | Average * | Min | Max | Average ** |
| As | 1 | 10,710 | 1181 | 147 | 15,558 | 8843 |
| Ba | 76 | 17,914 | 1126 | 336 | 778 | 508 |
| Cd | 0.38 | 575 | 31.2 | 85 | 19,757 | 5595 |
| Co | 8.5 | 242 | 35.7 | 0.01 | 452 | 232 |
| Cr | 4 | 700 | 155 | 132 | 708 | 435 |
| Ni | 13 | 240 | 59.7 | 76 | 447 | 311 |
| Cu | 16 | 7400 | 802 | - | - | - |
| P | 43.57 | 26,400 | 5138 | - | - | - |
| Sb | 0.16 | 245 | 42.6 | 81 | 9869 | 472 |
| Sn | 0.1 | 500 | 23.4 | 0.01 | 617 | 323 |
| V | 6 | 9980 | 2294 | - | - | - |
Table 2.
Main phase components of Zn-Pb slags [3,19,25,26,27,28,29,30,31,32,33,34,35,36,37,38,39,40,41,42,43].
| Group | Phase | Chemical Formula |
|---|---|---|
| Oxides | Zincite | ZnO |
| Wüstite | FeO | |
| Hematite | Fe2O3 | |
| Hydroxides | Goethite | FeO(OH) |
| Sulphides | Sphalerite | ZnS |
| Galena | PbS | |
| Pyrite | FeS2 | |
| Pyrrhotite | FeS | |
| Digenite | (Cu,Fe)9S5 | |
| Cubanite | CuFe2S3 | |
| Covellite | CuS | |
| Chalcocite | Cu2S | |
| Sulphate | Anglesite | PbSO4 |
| Hydrated sulphates | Goslarite | ZnSO4∙7H2O |
| Gypsum | CaSO4·2H2O | |
| Rapidcreekite | Ca2(SO4)(CO3)·4H2O | |
| Ktenasite | ZnCu4(SO4)2(OH)6·6H2O | |
| Posnjakite | Cu4[(OH)6|SO4]·H2O | |
| Silicates | Willemite | Zn2SiO4 |
| Fayalite | Fe2SiO4 | |
| Kirschsteinite | CaFe2+SiO4 | |
| Forsterite | Mg2SiO4 | |
| Aluminosilicate | Melilites | (Ca,Na)2(Al,Mg)[(Si,Al)2O7] |
| Carbonates | Cerussite | PbCO3 |
| Smithsonite | ZnCO3 | |
| Hydrozincite | Zn5[(OH)3/CO3]2 | |
| Hydrocerussite | Pb3(CO3)2(OH) | |
| Spinels | Magnetite | Fe3O4 |
| Hercynite | FeAl2O4 | |
| Franklinite | ZnFe2O4 | |
| Gahnite | ZnAl2O4 | |
| Ulvöspinel | Fe2TiO4 |
Table 3.
Parameters of the Zn-Pb slag fuming process [47].
Table 3.
Parameters of the Zn-Pb slag fuming process [47].
| Parameter | Unit | Value |
|---|---|---|
| The amount of slag processed | Mg/h | 10 |
| The amount of air for spraying and feeding the oil | Nm3/h | 10 |
| The amount of primary air for oil combustion | Nm3/h | 1.53 |
| The amount of secondary air for oxidation of vapours and afterburning of gases | Nm3/h | 1.54 |
| Slag temperature | K | 1520–1570 |
Table 4.
Chemical composition of slag and products of the fuming process [47].
Table 4.
Chemical composition of slag and products of the fuming process [47].
| Type of Material | Content (wt%) | |||||||
|---|---|---|---|---|---|---|---|---|
| Zn | Pb | Cu | S | FeO | SiO2 | CaO | Ag (g/Mg) | |
| Output slag | 6.5 | 0.5 | 0.4 | 2.7 | 37 | 20 | 14 | 30 |
| Dust | 60 | 12 | 0.1 | 0.5 | 0.3 | 0.1 | 0.1 | 100 |
| Waste slag | 3.0 | 0.1 | 0.5 | 2.6 | 40 | 19 | 13 | 25 |
Table 5.
Chemical composition of EAF dust (in wt%) [47].
Table 5.
Chemical composition of EAF dust (in wt%) [47].
| Element | Zn | Pb | Fe | Cu | S | SiO2 | CaO | MgO | MnO | Al2O3 |
|---|---|---|---|---|---|---|---|---|---|---|
| Content | 21.6 | 1.3 | 29.5 | 0.1 | 0.5 | 5.6 | 9.3 | 2.7 | 2.2 | 0.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Nowińska, K.; Adamczyk, Z. Zinc and Lead Metallurgical Slags as a Potential Source of Metal Recovery: A Review. Materials 2023, 16, 7295. https://doi.org/10.3390/ma16237295
AMA Style
Nowińska K, Adamczyk Z. Zinc and Lead Metallurgical Slags as a Potential Source of Metal Recovery: A Review. Materials. 2023; 16(23):7295. https://doi.org/10.3390/ma16237295
Chicago/Turabian StyleNowińska, Katarzyna, and Zdzisław Adamczyk. 2023. "Zinc and Lead Metallurgical Slags as a Potential Source of Metal Recovery: A Review" Materials 16, no. 23: 7295. https://doi.org/10.3390/ma16237295
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.