Comparing Bio-Ester and Mineral-Oil Emulsions on Tool Wear and Surface Integrity in Finish Turning a Ni-Based Superalloy

 , , , , , and
, , , , , and
Abstract
:1. Introduction
1.1. Tool Flank Wear Acceptance Criteria in Finish Turning Ni-Based Superalloys
1.2. Tool Wear Failure Modes in Turning Inconel 718
1.3. Tool Wear Effects on the Workpiece Surface Integrity
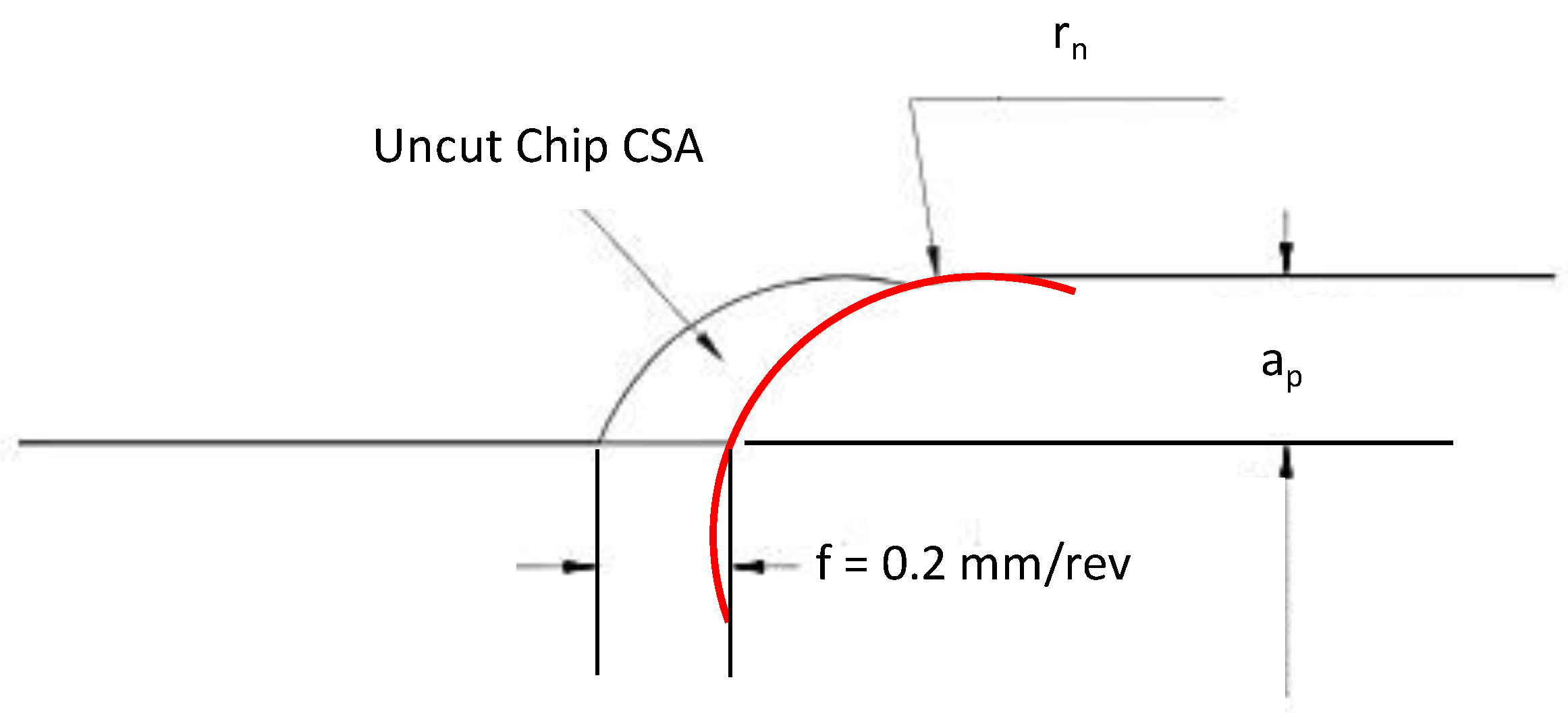
1.4. Effect of Tool Nose Radius in Finish Turning
1.5. Overview of Approach Taken
2. Materials and Methods
2.1. Workpieces
2.2. Machine Tool
2.3. Cutting Fluid
2.4. Preparation of CF in the Machine Tool Sump
2.5. Tool Holder and Tip Insert
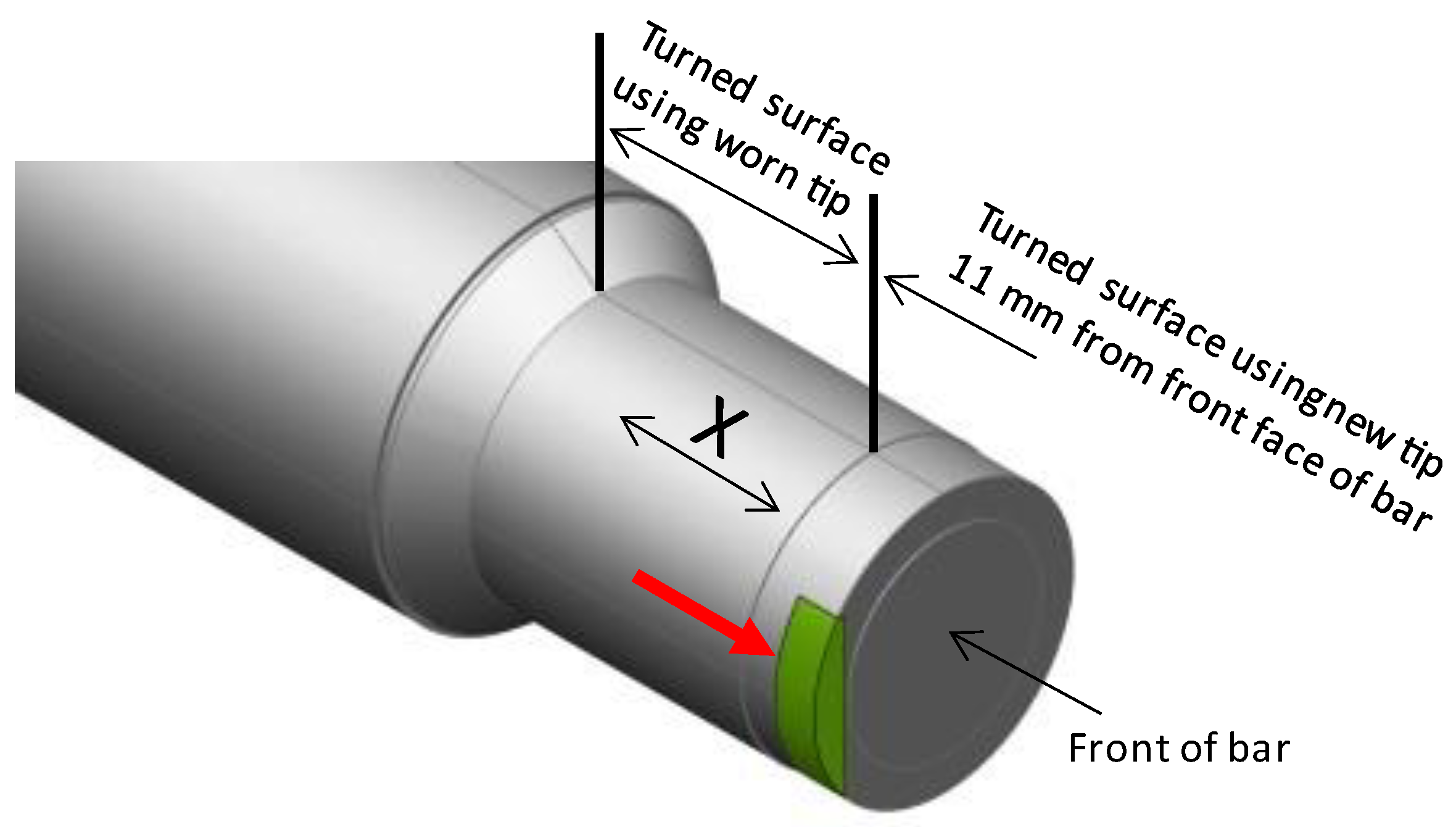
2.6. Setup and Method for Experiments
2.7. Finish Turning Parameters Used in the Study
2.8. Cutting Force Dynamometer
2.9. Surface and Subsurface Integrity
2.10. Sample Preparation for Imaging
2.11. Imaging
3. Results and Discussion
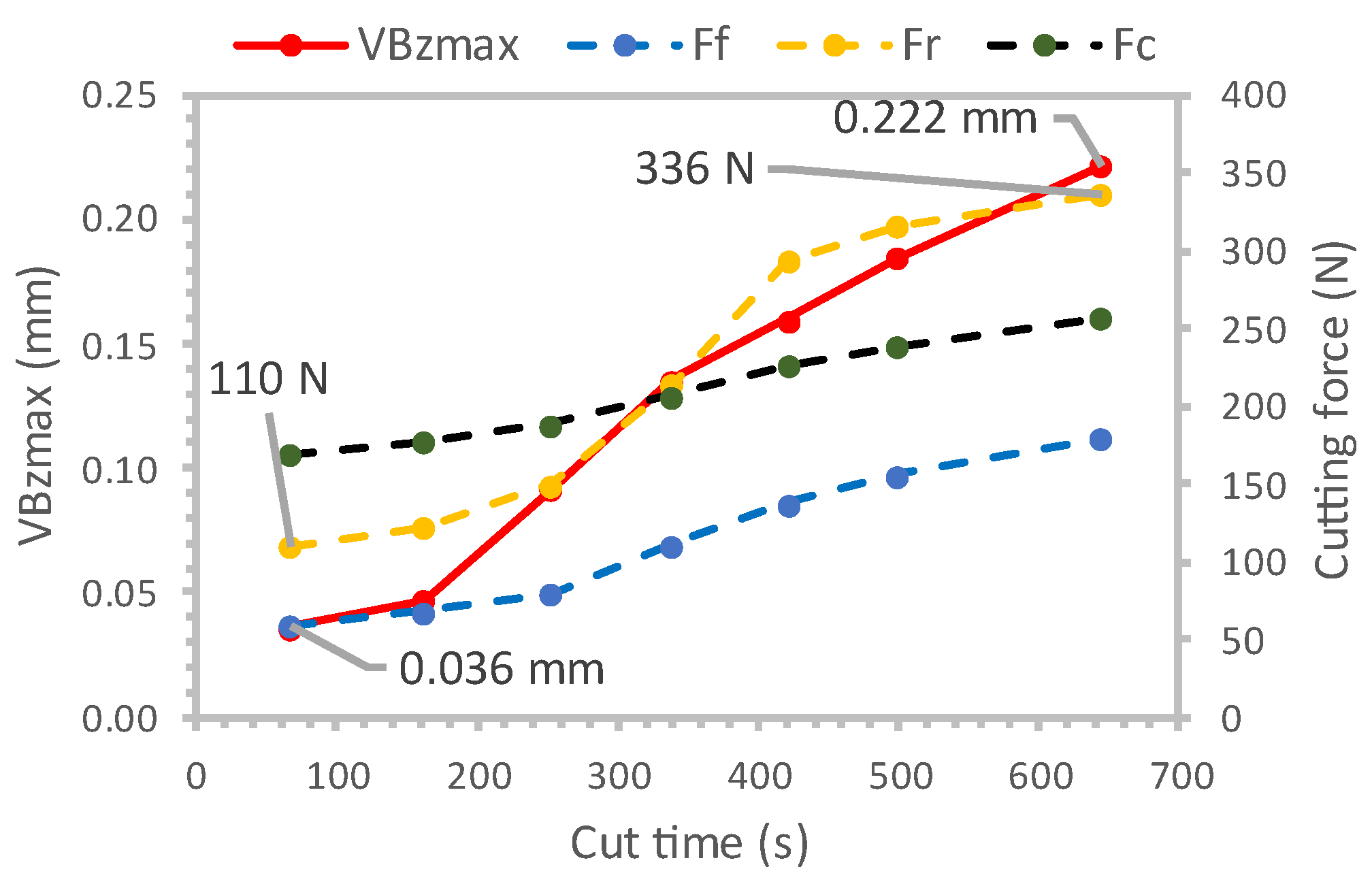
3.1. Cutting Forces and Flank Wear
3.2. Performance Measures to Compare CF Turning Test Results
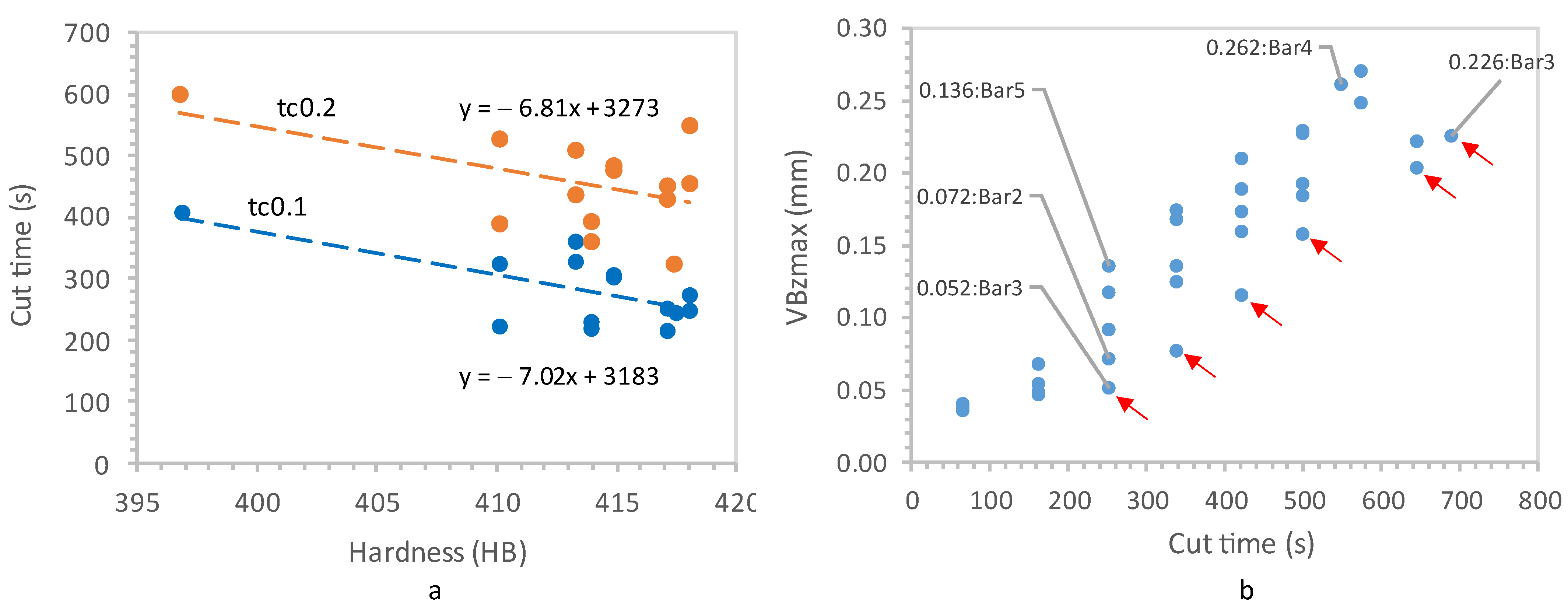
3.3. Effect of Workpiece Hardness
3.4. Comparing Selected Performance Measures
3.5. Chip Analysis
3.6. Comparing CF Turning Test Results Conducted on the Same Bar Workpiece
3.7. Surface and Subsurface Integrity
3.8. Tool Wear
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| AL | Uncut chip arclength of contact (mm) |
| BUE | Built-up edge |
| CE | Chip entanglement |
| CF | Cutting fluid |
| CSA | Uncut chip cross-section area (mm2) |
| CT | Mean uncut chip thickness (mm) |
| ap | Depth of cut (mm) |
| f | Feed rate per rev (mm/rev) |
| Ff | Feed force on X-axis (N) |
| Fc | Main cutting force on Z-axis (N) |
| Fr | Radial force on Y-axis (N) |
| MQL | Minimum quantity lubricant |
| MWF | Metalworking fluid |
| (n) | Stage number to measure flank wear |
| Ra | Arithmetic mean surface roughness |
| rn | Tool nose radius (mm) |
| tc | Cut time (s) |
| Vc | Cutting speed (m/min) |
| VBz | Tool flank wear |
| VBz0.1 | Flank wear limit 0.1 mm |
| VBz0.2 | Flank wear limit 0.2 mm |
| VBzmax | Maximum flank wear measured on tool nose |
| X, Y, Z | Axes of coordinate system |
Appendix A

References
- Brinksmeier, E.; Meyer, D.; Huesmann-Cordes, A.G.; Herrmann, C. Metalworking fluids-Mechanisms and performance. CIRP Ann. Manuf. Technol. 2015, 64, 605–628. [Google Scholar] [CrossRef]
- Seidel, B.; Meyer, D. Investigation of the influence of aging on the lubricity of metalworking fluids by means of design of experiment. Lubricants 2019, 7, 94. [Google Scholar] [CrossRef]
- Seidel, B.; Meyer, D. Influence of artificial aging on the lubricating ability of water miscible metalworking fluids. Prod. Eng. 2019, 13, 425–435. [Google Scholar] [CrossRef]
- Grzesik, W.; Niesłony, P.; Habrat, W.; Sieniawski, J.; Laskowski, P. Investigation of tool wear in the turning of Inconel 718 superalloy in terms of process performance and productivity enhancement. Tribol. Int. 2018, 118, 337–346. [Google Scholar] [CrossRef]
- Alagan, N.T.; Zeman, P.; Mara, V.; Beno, T.; Wretland, A. High-pressure flank cooling and chip morphology in turning Alloy 718. CIRP J. Manuf. Sci. Technol. 2021, 35, 659–674. [Google Scholar] [CrossRef]
- Saleem, M.Q.; Mehmood, A. Eco-friendly precision turning of superalloy Inconel 718 using MQL based vegetable oils: Tool wear and surface integrity evaluation. J. Manuf. Process 2022, 73, 112–127. [Google Scholar] [CrossRef]
- Szablewski, P. Evaluation of the topography and load capacity of cylindrical surfaces shaped in the process of finish turning of the Inconel 718 alloy. Measurement 2023, 223, 113749. [Google Scholar] [CrossRef]
- Kaynak, Y.; Tascioglu, E. Finish machining-induced surface roughness, microhardness and XRD analysis of selective laser melted Inconel 718 alloy. Procedia CIRP 2018, 71, 500–504. [Google Scholar] [CrossRef]
- Mouritz, A.P. Introduction to Aerospace Materials; Illustrated; Woodhead Publishing Limited: Shaston, UK, 2012. [Google Scholar]
- Liu, C.; Wan, M.; Zhang, W.; Yang, Y. Chip Formation Mechanism of Inconel 718: A Review of Models and Approaches. Chin. J. Mech. Eng. 2021, 34, 34. [Google Scholar] [CrossRef]
- Metalworking Fluids-Worldwide Market Outlook to 2025: Anticipated to Reach 3655 Kilotons in Terms of Volume, 25 April 2019. Available online: https://www.globenewswire.com/news-release/2019/04/25/1809472/0/en/Metalworking-Fluids-Worldwide-Market-Outlook-to-2025-Anticipated-to-Reach-3-655-Kilotons-in-Terms-of-Volume.html (accessed on 18 September 2023).
- Road Fuel Consumption and the UK Motor Vehicle Fleet (BEIS). Available online: https://assets.publishing.service.gov.uk/media/5d149e0ae5274a0662da52b2/Road_fuel_consumption_and_the_UK_motor_vehicle_fleet.pdf (accessed on 18 September 2023).
- Dieter, G.E., Jr. Mechanical Metallurgy, 3rd ed.; McGraw-Hill: New York, NY, USA, 1986. [Google Scholar]
- Belluco, W.; De Chiffre, L. Surface Integrity and Part Accuracy in Reaming and Tapping Stainless Steel with New Vegetable Based Cutting Oils. Tribol. Int. 2002, 35, 865–870. [Google Scholar] [CrossRef]
- Abdalla, H.S.; Baines, W.; McIntyre, G.; Slade, C. Development of novel sustainable neat-oil metal working fluids for stainless steel and titanium alloy machining. Part 1. Formulation development. Int. J. Adv. Manuf. Technol. 2007, 34, 21–33. [Google Scholar] [CrossRef]
- Lawal, S.A.; Choudhury, I.A.; Nukman, Y. Application of vegetable oil-based metalworking fluids in machining ferrous metals—A review. Int. J. Mach. Tools Manuf. 2012, 52, 1–12. [Google Scholar] [CrossRef]
- Wood, P.; Boud, F.; Carter, W.; Varasteh, H.; Gunputh, U.; Pawlik, M.; Clementson, J.; Lu, Y.; Hossain, S.; Broderick, M.; et al. On the Lubricity and Comparative Life Cycle of Biobased Synthetic and Mineral Oil Emulsions in Machining Titanium Ti-6Al-4V at Low Cutting Speed. J. Manuf. Mater. Process. 2022, 6, 154. [Google Scholar] [CrossRef]
- Debnath, S.; Reddy, M.M.; Yi, Q.S. Environmental friendly cutting fluids and cooling techniques in machining: A review. J. Clean. Prod. 2014, 83, 33–47. [Google Scholar] [CrossRef]
- Our Approach to Decarbonisation|Rolls-Royce. Available online: https://www.rolls-royce.com/sustainability/our-approach-to-decarbonisation.aspx (accessed on 31 December 2023).
- Gong, L.; Bertolini, R.; Ghiotti, A.; He, N.; Bruschi, S. Sustainable Turning of Inconel 718 Nickel Alloy Using MQL Strategy Based on Graphene Nanofluids. Int. J. Adv. Manuf. Technol. 2020, 108, 3159–3174. [Google Scholar] [CrossRef]
- Teo, J.J.; Olugu, E.U.; Yeap, S.P.; Abdelrhman, A.M.; Aja, O.C. Turning of Inconel 718 using Nano-Particle based vegetable oils. Mater. Today Proc. 2020, 48, 866–870. [Google Scholar] [CrossRef]
- Sen, B.; Mia, M.; Mandal, U.K.; Mondal, S.P. Synergistic effect of silica and pure palm oil on the machining performances of Inconel 690: A study for promoting minimum quantity nano doped-green lubricants. J. Clean. Prod. 2020, 258, 120755. [Google Scholar] [CrossRef]
- Kazeem, R.A.; Fadare, D.A.; Ikumapayi, O.M.; Adediran, A.A.; Aliyu, S.J.; Akinlabi, S.A.; Jen, T.C.; Akinlabi, E.T. Advances in the Application of Vegetable-Oil-Based Cutting Fluids to Sustainable Machining Operations—A Review. Lubricants 2022, 10, 69. [Google Scholar] [CrossRef]
- Wood, P.; Mantle, A.; Boud, F.; Carter, W.; Gunputh, U.; Pawlik, M.; Lu, Y.; Díaz-Álvarez, J.; Miguélez Garrido, M.H. Long Sump Life Effects of a Naturally Aged Bio-Ester Oil Emulsion on Tool Wear in Finish Turning a Ni-Based Superalloy. Metals 2023, 13, 1610. [Google Scholar] [CrossRef]
- REACH and Safety Data Sheets UK REACH Competent Authority Information Leaflet Number 13-Safety Data Sheets. 2016. Available online: http://echa.europa.eu/web/guest/alternative-chemical-name-in-mixtures (accessed on 17 September 2023).
- Roy, S.; Kumar, R.; Panda, A.; Das, R.K. A Brief Review on Machining of Inconel 718. Mater. Today Proc. 2018, 5, 18664–18673. [Google Scholar]
- Kaya, E.; Akyüz, B. Effects of cutting parameters on machinability characteristics of Ni-based superalloys: A review. Open Eng. 2017, 7, 330–342. [Google Scholar] [CrossRef]
- Pawade, R.S.; Joshi, S.S. Mechanism of chip formation in high-speed turning of inconel 718. Mach. Sci. Technol. 2011, 15, 132–152. [Google Scholar] [CrossRef]
- Zheng, G.; Zhao, J.; Song, X.; Cao, Q.; Li, Y. Ultra high speed turning of inconel 718 with sialon ceramic tools. Adv. Mater. Res. 2010, 126, 653–657. [Google Scholar] [CrossRef]
- Wood, P.; Díaz-Álvarez, J.; Rusinek, A.; Gunputh, U.; Bahi, S.; Díaz-Álvarez, A.; Miguélez, M.H.; Lu, Y.; Platek, P.; Sienkiewicz, J. Microstructure Effects on the Machinability of AM-Produced Superalloys. Crystals 2023, 13, 1190. [Google Scholar] [CrossRef]
- Sivalingam, V.; Zhao, Y.; Thulasiram, R.; Sun, J.; Nagamalai, T. Machining Behaviour, surface integrity and tool wear analysis in environment friendly turning of Inconel 718 alloy. Measurement 2021, 174, 109028. [Google Scholar] [CrossRef]
- Rakesh, M.; Datta, S.; Mahapatra, S.S. Effects of Depth of Cut during Machining of Inconel 718 using Uncoated WC Tool. Mater. Today Proc. 2019, 18, 3667–3675. [Google Scholar] [CrossRef]
- Thrinadh, J.; Mohapatra, A.; Datta, S.; Masanta, M. Machining behavior of Inconel 718 superalloy: Effects of cutting speed and depth of cut. Mater. Today Proc. 2019, 26, 200–208. [Google Scholar] [CrossRef]
- Kaynak, Y. Evaluation of machining performance in cryogenic machining of Inconel 718 and comparison with dry and MQL machining. Int. J. Adv. Manuf. Technol. 2014, 72, 919–933. [Google Scholar] [CrossRef]
- Criado, V.; Díaz-Álvarez, J.; Cantero, J.L.; Miguélez, M.H. Study of the performance of PCBN and carbide tools in finishing machining of Inconel 718 with cutting fluid at conventional pressures. Procedia CIRP 2018, 77, 634–637. [Google Scholar] [CrossRef]
- Cantero, J.L.; Díaz-Álvarez, J.; Miguélez, M.H.; Marín, N.C. Analysis of tool wear patterns in finishing turning of Inconel 718. Wear 2013, 297, 885–894. [Google Scholar] [CrossRef]
- Sharman, A.R.C.; Hughes, J.I.; Ridgway, K. An analysis of the residual stresses generated in Inconel 718TM when turning. J. Mater. Process. Technol. 2006, 173, 359–367. [Google Scholar] [CrossRef]
- Madariaga, A.; Kortabarria, A.; Hormaetxe, E.; Garay, A.; Arrazola, P.J. Influence of Tool Wear on Residual Stresses When Turning Inconel 718. Procedia CIRP 2016, 45, 267–270. [Google Scholar] [CrossRef]
- Axinte, D.A.; Andrews, P.; Li, W.; Gindy, N.; Withers, P.J. Turning of advanced Ni based alloys obtained via powder metallurgy route. CIRP Ann. Manuf. Technol. 2006, 55, 117–120. [Google Scholar] [CrossRef]
- Hood, R.; Soo, S.L.; Aspinwall, D.K.; Mantle, A.L. Tool life and workpiece surface integrity when turning an RR1000 nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2018, 98, 2461–2468. [Google Scholar] [CrossRef]
- Soo, S.L.; Hood, R.; Aspinwall, D.K.; Voice, W.E.; Sage, C. Machinability and surface integrity of RR1000 nickel based superalloy. CIRP Ann. Manuf. Technol. 2011, 60, 89–92. [Google Scholar] [CrossRef]
- ISO 3685:1993; Tool-Life Testing with Single-Point Turning Tools. ISO: Geneva, Switzerland, 1993. Available online: https://standards.iteh.ai/catalog/standards/sist/0383ad8d-9a6e-4772-ba62- (accessed on 1 November 2023).
- Díaz-Álvarez, J.; Cantero, J.L.; Miguélez, H.; Soldani, X. Numerical analysis of thermomechanical phenomena influencing tool wear in finishing turning of Inconel 718. Int. J. Mech. Sci. 2014, 82, 161–169. [Google Scholar] [CrossRef]
- Darshan, C.; Jain, S.; Dogra, M.; Gupta, M.K.; Mia, M.; Haque, R. Influence of dry and solid lubricant-assisted MQL cooling conditions on the machinability of Inconel 718 alloy with textured tool. Int. J. Adv. Manuf. Technol. 2019, 105, 1835–1849. [Google Scholar] [CrossRef]
- Yılmaz, B.; Karabulut, Ş.; Güllü, A. A review of the chip breaking methods for continuous chips in turning. J. Manuf. Process. 2020, 49, 50–69. [Google Scholar] [CrossRef]
- Ostrowicki, N.; Kaim, A.; Gross, D.; Hanenkamp, N. Effect of various cooling lubricant strategies on turning Inconel 718 with different cutting materials. Procedia CIRP 2020, 101, 350–353. [Google Scholar] [CrossRef]
- Kramer, B.M.; Suh, N.P. Tool Wear by Solution: A Quantitative Unerstanding. Trans. ASME J. Eng. Ind. 1980, 102, 303–309. [Google Scholar] [CrossRef]
- Yusuf, A. Manufacturing Automation, 2nd ed.; Cambridge University Press: Cambridge, UK, 2012; Available online: https://www.cambridge.org/ (accessed on 6 June 2023).
- Pusavec, F.; Hamdi, H.; Kopac, J.; Jawahir, I.S. Surface integrity in cryogenic machining of nickel based alloy-Inconel 718. J. Mater. Process. Technol. 2011, 211, 773–783. [Google Scholar] [CrossRef]
- Yazid, M.Z.A.; Ibrahim, G.A.; Said, A.Y.M.; CheHaron, C.H.; Ghani, J.A. Surface integrity of Inconel 718 when finish turning with PVD coated carbide tool under MQL. Procedia Eng. 2011, 19, 396–401. [Google Scholar] [CrossRef]
- Mital, A.; Mehta, M. Surface finish prediction models for fine turning. Int. J. Prod. Res. 1988, 26, 1861–1876. [Google Scholar] [CrossRef]
- Derani, M.N.; Mani; Ratnam, M. The use of tool flank wear and average roughness in assessing effectiveness of vegetable oils as cutting fluids during turning-a critical review. Int. J. Adv. Manuf. Technol. 2021, 112, 1841–1871. [Google Scholar] [CrossRef]
- Li, H.; Lai, X.; Li, C.; Feng, J.; Ni, J. Modelling and experimental analysis of the effects of tool wear, minimum chip thickness and micro tool geometry on the surface roughness in micro-end-milling. J. Micromech. Microeng. 2008, 18, 025006. [Google Scholar] [CrossRef]
- Boothroyd, G. Fundamentals of Machining and Machine Tools; McGraw-Hill Book Co.: New York, NY, USA, 1975. [Google Scholar]
- Parida, A.K.; Maity, K. Effect of nose radius on forces, and process parameters in hot machining of Inconel 718 using finite element analysis. Eng. Sci. Technol. Int. J. 2017, 20, 687–693. [Google Scholar] [CrossRef]
- Cook, N.H. Manufacturing Analysis; Addison-Wesley: London, UK, 1966. [Google Scholar]
- ASTM E23-18; Standard Test Methods for Notched Bar Impact Testing of Metallic Materials. ASTM: Pennsylvania, PA, USA, 2018.
- ASTM E18-19; Standard Test Methods for Rockwell Hardness of Metallic Materials. ASTM: Pennsylvania, PA, USA, 2019.
- EN ISO 6506-1:2005; Metallic materials—Brinell hardness test—Part 1: Test method. ISO: Geneva, Switzerland, 2005.
- ASTM E2523-13; Standard Terminology for Metalworking Fluids and Operations. ASTM: Pennsylvania, PA, USA, 2018.
- ASTM D3321-19; Standard Test Method for Use of the Refractometer for Field Test Determination of the Freezing Point of Aqueous Engine Coolants. ASTM: Pennsylvania, PA, USA, 2023.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| rn mm | Arclength of Contact (AL) mm | Uncut Chip Cross Section Area (CSA) mm2 | Mean Uncut Chip Thickness (CT) mm |
|---|---|---|---|
| 1.2 | 0.889 | 0.0497 | 0.559 |
| 0.4 | 0.567 | 0.0492 | 0.868 |
| Standards | Yield Strength (Mpa) | Tensile Strength (Mpa) | Elongation (%) | Reduction in Area (%) | Brinell Hardness |
|---|---|---|---|---|---|
| 862–1000 | ≥1034 | ≥20 | ≥35 | 314–360 | |
| ASTM E23-18 (2018) [57] | 889 | 1220 | 31 | 47 | |
| ASTM E18-19 (2019) [58] near surface | 360 | ||||
| ASTM E18-19 (2019) [58] centre | 341 |
| Element | C | Si | Mn | Cr | Mo | Fe | Al | Co | Cu | Ti | Al | Ni | Nb |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Wt % | 0.014 | 0.08 | 0.09 | 17.67 | 2.95 | 18.1 | 0.53 | 0.21 | 0.06 | 0.97 | 0.49 | 54.4 | 4.92 |
| Abbreviation of CF Group | Number of Tests | Oil Type in Neat Concentrate | Comments |
|---|---|---|---|
| SS1 | 5 | Mineral-oil > 30% | Free from boron |
| SS2 | 3 | Mineral-oil < 25% | Free from boron, formaldehyde, chlorine, secondary amine, and phenol |
| BIO1 | 3 | Vegetable ester-based, Mineral-oil-free | Formulated from renewables and certified by the USDA BioPreferred Programme |
| BIO2 | 3 | Vegetable ester-based, Mineral-oil-free | Formulated from renewables and free of chlorine, boron, formaldehyde, and zinc |
| Stage Number for Measurement | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|
| Accumulated cut time (s) | 66.6 | 161 | 253 | 339 | 421 | 499 | 645 |
| Number of tool passes on feed X-axis per stage | 2 | 3 | 3 | 3 | 3 | 3 | 6 |
| Cut length on feed X-axis per stage (mm) | 125 | 179 | 170 | 163 | 155 | 147 | 273 |
| Cut length on main cutting Z-axis per stage (m) | 99.9 | 242 | 380 | 509 | 632 | 749 | 968 |
| Nominal bar diameter at start (mm) | 52.5 | 51.5 | 50 | 48.5 | 47 | 45.5 | 44 |
| Nominal bar diameter at finish (mm) | 51.5 | 50 | 48.5 | 47 | 45.5 | 44 | 41 |
| Bar Number | tc0.1 (s) | tc0.2 (s) | Ra0.1 (um) | Ra0.2 (um) | Fr67 (N) | Fr0.1 (N) | Fr0.2 (N) | Concentration (%) | Hardness (HB) | |
|---|---|---|---|---|---|---|---|---|---|---|
| SS1 | 1 | 275 | 547 | 2.44 | 0.43 | 110 | 160 | 332 | 6.4 | 418 |
| 2 | 307 | 475 | 2.37 | 0.64 | 110 | 184 | 329 | 6.4 | 415 | |
| 3 | 407 | 599 | 2.11 | 0.62 | 99.9 | 167 | 314 | 6.5 | 397 | |
| 4 | 216 | 430 | 2.18 | 0.77 | 106 | 164 | 335 | 6.4 | 417 | |
| 5 | 224 | 389 | 1.41 | 0.59 | 111 | 188 | 318 | 6.5 | 410 | |
| SS2 | 1 | 247 | 454 | 1.59 | 0.82 | 119 | 177 | 341 | 6.5 | 418 |
| 2 | 303 | 483 | 2.11 | 0.65 | 111 | 192 | 332 | 6.6 | 415 | |
| 6 | 244 | 322 | 1.79 | 0.87 | 106 | 162 | 280 | 6.5 | 417 | |
| BIO1 | 5 | 324 | 527 | 1.78 | 0.47 | 100 | 199 | 318 | 6.6 | 410 |
| 7 | 230 | 359 | 2.18 | 0.97 | 115 | 173 | 332 | 6.6 | 414 | |
| 8 | 330 | 510 | 2.67 | 1.01 | 111 | 172 | 308 | 6.6 | 413 | |
| BIO2 | 4 | 254 | 451 | 1.76 | 0.98 | 104 | 164 | 299 | 6.6 | 417 |
| 7 | 219 | 392 | 2.25 | 1.18 | 106 | 190 | 316 | 6.6 | 414 | |
| 8 | 361 | 435 | 2.31 | 1.14 | 103 | 179 | 312 | 6.6 | 413 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wood, P.; Boud, F.; Mantle, A.; Carter, W.; Hossain, S.; Gunputh, U.; Pawlik, M.; Lu, Y.; Díaz-Álvarez, J.; Miguélez, M.H. Comparing Bio-Ester and Mineral-Oil Emulsions on Tool Wear and Surface Integrity in Finish Turning a Ni-Based Superalloy. Lubricants 2024, 12, 164. https://doi.org/10.3390/lubricants12050164
Wood P, Boud F, Mantle A, Carter W, Hossain S, Gunputh U, Pawlik M, Lu Y, Díaz-Álvarez J, Miguélez MH. Comparing Bio-Ester and Mineral-Oil Emulsions on Tool Wear and Surface Integrity in Finish Turning a Ni-Based Superalloy. Lubricants. 2024; 12(5):164. https://doi.org/10.3390/lubricants12050164
Chicago/Turabian StyleWood, Paul, Fathi Boud, Andrew Mantle, Wayne Carter, Syed Hossain, Urvashi Gunputh, Marzena Pawlik, Yiling Lu, José Díaz-Álvarez, and María Henar Miguélez. 2024. "Comparing Bio-Ester and Mineral-Oil Emulsions on Tool Wear and Surface Integrity in Finish Turning a Ni-Based Superalloy" Lubricants 12, no. 5: 164. https://doi.org/10.3390/lubricants12050164