Formation of Aldehyde and Ketone Compounds during Production and Storage of Milk Powder

{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Results and Discussion
2.1. Milk Components Analysis
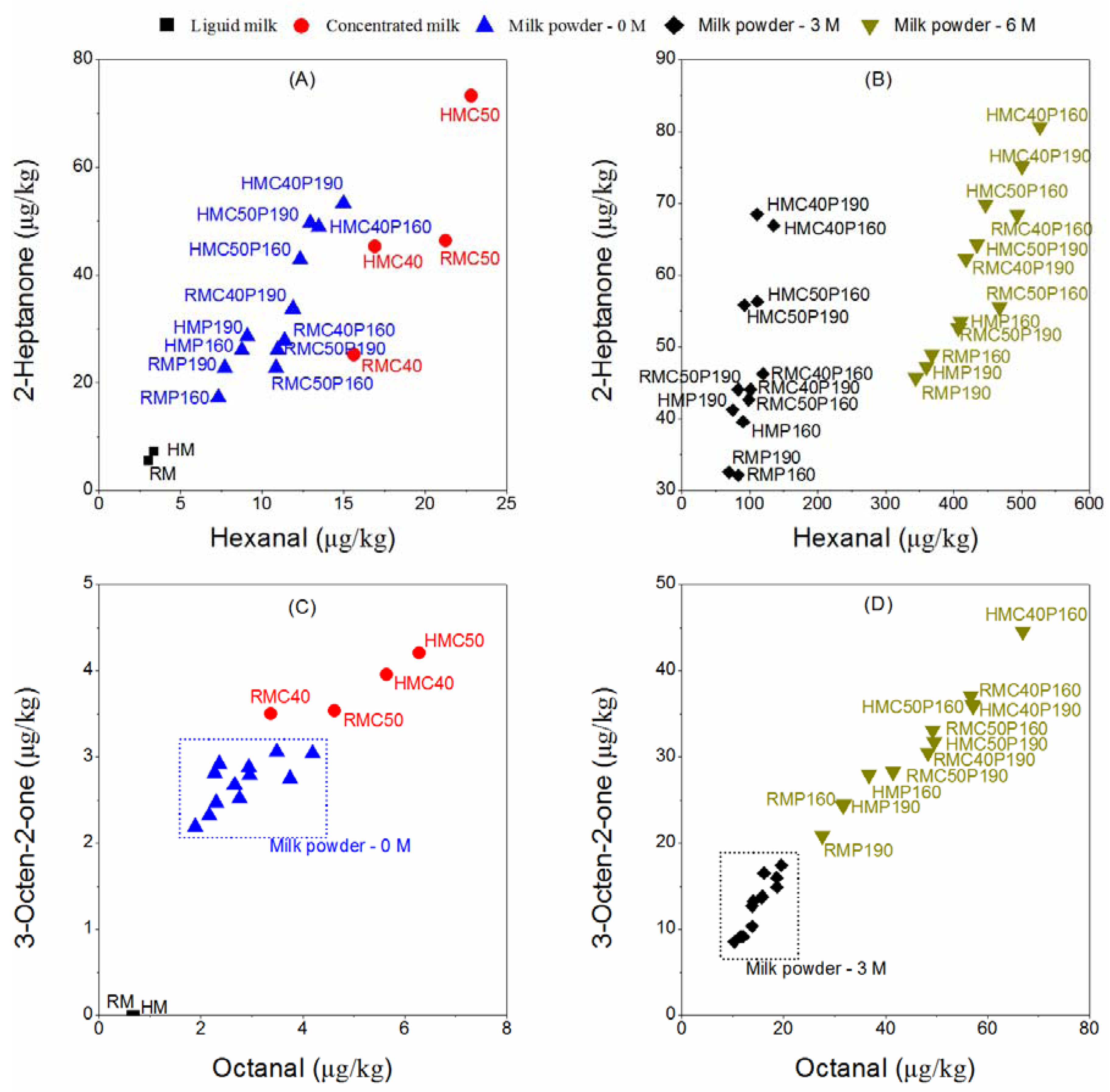
2.2. Changes in Aldehyde and Ketone Compounds
2.2.1. Production of Milk Powder
2.2.2. Storage of Milk Powder

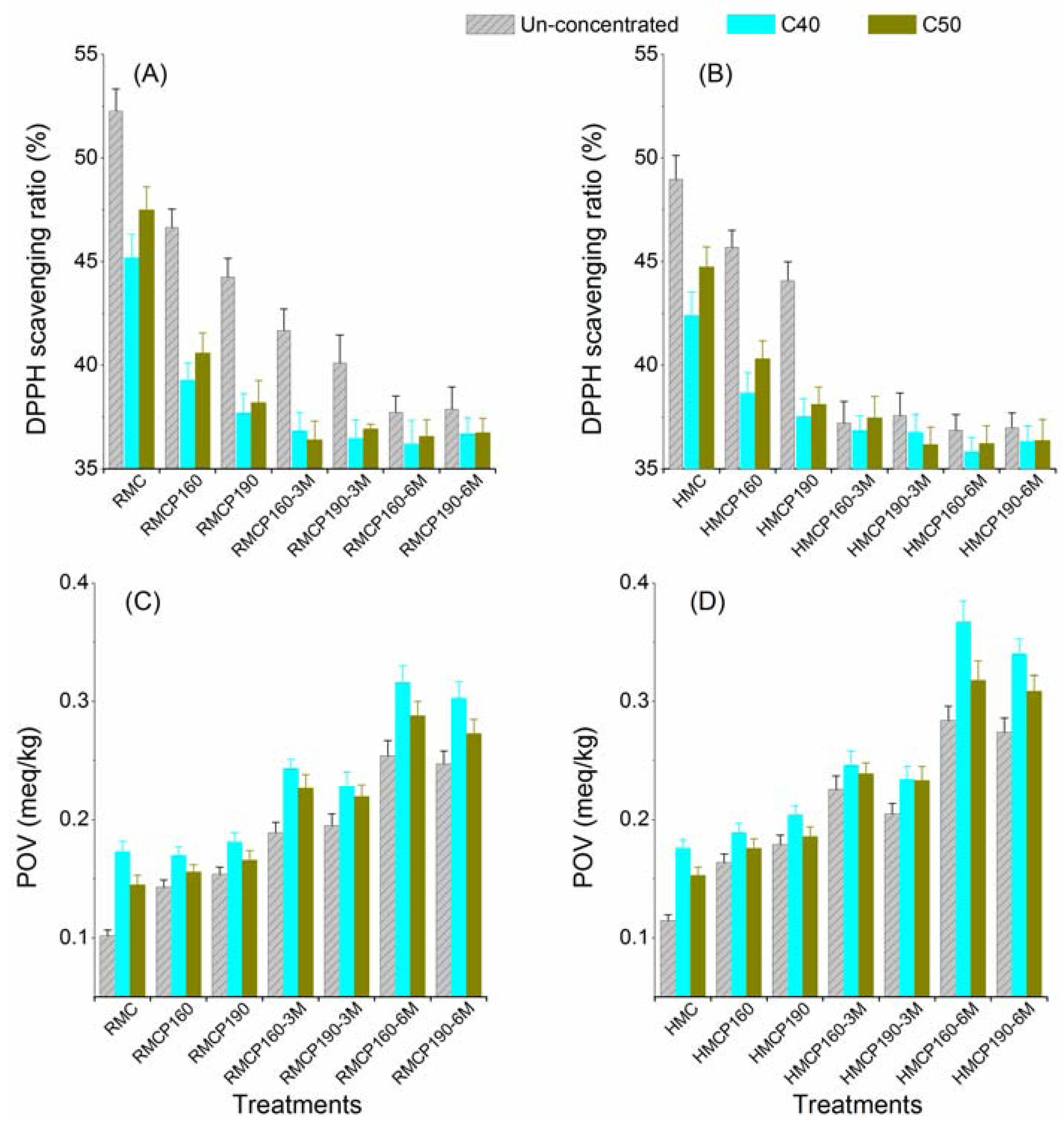
2.3. Changes in Oxidative Status of Milk
2.3.1. Antioxidative Activity

2.3.2. Peroxide Value
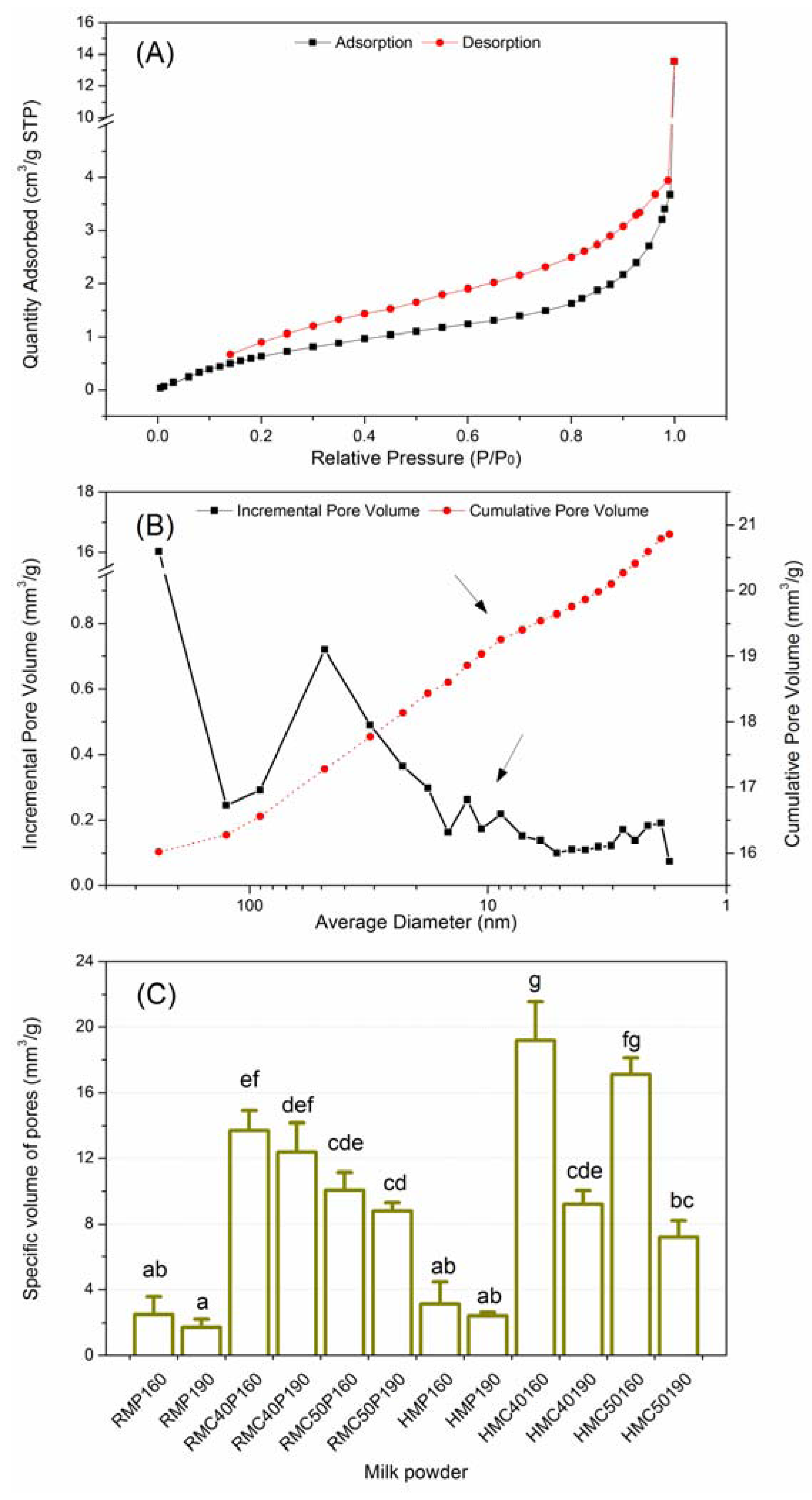
2.4. Pore Characteristic of Milk Powder Particles

3. Experimental
3.1. Laboratory-Scale Manufacture of Milk Powder
3.2. Extraction of Volatile Compounds
3.3. Determination of Volatile Compounds
3.4. DPPH Radicals Scavenging Activity
3.5. Peroxide Value
3.6. Nitrogen Adsorption Analysis of Milk Powder
3.7. Statistical Analysis
4. Conclusions
Acknowledgments
References
- Whetstine, M.E.C.; Drake, M.A. The flavor and flavor stability of skim and whole milk powders. In Flavor of Dairy Products; Cadwallader, K.R., Drake, M.A., McGorrin, R., Eds.; ACS Publishing: Washington, DC, USA, 2007; pp. 217–251. [Google Scholar]
- Van Mil, P.J.J.M.; Jans, J.A. Storage stability of whole milk powder: Effects of process and storage conditions on product properties. Neth. Milk Dairy J. 1991, 5, 145–167. [Google Scholar]
- Lloyd, M.A.; Drake, M.A.; Gerard, P.D. Flavor variability and flavor stability of U.S.-produced whole milk powder. J. Food Sci. 2009, 74, 334–343. [Google Scholar] [CrossRef]
- Nielsen, B.R.; Stapelfeldt, H.; Skibsted, L.H. Early prediction of the shelf-life of medium-heat whole milk powders using stepwise multiple regression and principal component analysis. Int. Dairy J. 1997, 7, 341–348. [Google Scholar] [CrossRef]
- Urbach, G. Effect of feed on flavor in dairy foods. J. Dairy Sci. 1990, 73, 3639–3650. [Google Scholar] [CrossRef]
- Biolatto, A.; Grigioni, G.; Irurueta, M.; Sancho, A.M.; Taverna, M.; Pensel, N. Seasonal variation in the odour characteristics of whole milk powder. Food Chem. 2007, 103, 960–967. [Google Scholar] [CrossRef]
- Stapelfeldt, H.; Nielsen, B.R.; Skibsted, L.H. Effect of heat treatment, water activity and storage temperature on the oxidative stability of whole milk powder. Int. Dairy J. 1997, 7, 331–339. [Google Scholar] [CrossRef]
- Birchal, V.S.; Passos, M.L.; Wildhagen, G.R.S.; Mujumdar, A.S. Effect of spray-dryer operating variables on the whole milk powder quality. Dry. Technol. 2005, 23, 611–636. [Google Scholar] [CrossRef]
- Hall, G.; Andersson, J. Flavor changes in whole milk powder during storage. III. Relationships between flavor properties and volatile compounds. J. Food Qual. 1985, 7, 237–253. [Google Scholar] [CrossRef]
- Baldwin, A.J.; Cooper, H.R.; Palmer, K.C. Effect of preheat treatment and storage on the properties of whole milk powder-changes in sensory properties. Neth. Milk Dairy J. 1991, 45, 97–116. [Google Scholar]
- Lloyd, M.A.; Hess, S.J.; Drake, M.A. Effect of nitrogen flushing and storage temperature on flavor and shelf-life of whole milk powder. J. Dairy Sci. 2009, 92, 2409–2422. [Google Scholar] [CrossRef]
- Romeu-Nadal, M.; Chavez-Servin, J.L.; Castellote, A.I.; Rivero, M.; Lopez-Sabater, M.C. Oxidation stability of the lipid fraction in milk powder formulas. Food Chem. 2007, 100, 756–763. [Google Scholar] [CrossRef]
- Contarini, G.; Povolo, M. Volatile fraction of milk: Comparison between purge and trap and solid phase microextraction techniques. J. Agric. Food Chem. 2002, 50, 7350–7355. [Google Scholar] [CrossRef]
- Hougaard, A.B.; Vestergaard, J.S.; Varming, C.; Bredie, W.L.P.; Ipsen, R.H. Composition of volatile compounds in bovine milk heat treated by instant infusion pasteurisation and their correlation to sensory analysis. Int. J. Dairy Technol. 2011, 64, 34–44. [Google Scholar] [CrossRef]
- Oldfield, D.J.; Taylor, M.W.; Singh, H. Effect of preheating and other process parameters on whey protein reactions during skim milk powder manufacture. Int. Dairy J. 2005, 15, 501–511. [Google Scholar] [CrossRef]
- Hall, G.; Andersson, J.; Lingnert, H.; Olofsson, B. Flavor changes in whole milk powder during storage. II. The kinetics of the formation of volatile fat oxidation products and other volatile compounds. J. Food Qual. 1985, 7, 153–190. [Google Scholar] [CrossRef]
- Vazquez-Landaverde, P.A.; Velazquez, G.; Torres, J.A.; Qian, M.C. Quantitative determination of thermally derived off-flavor compounds in milk using solid-phase microextraction and gas chromatography. J. Dairy Sci. 2005, 88, 3764–3772. [Google Scholar] [CrossRef]
- Grosch, W. Lipid degradation products and flavour. In Food Flavor; Morton, I.D., Macleod, A.J., Eds.; Elsevier Scientific Publishing Company: Amsterdam, The Netherlands, 1982; pp. 325–385. [Google Scholar]
- Ullrich, F.; Grosch, W. Identification of the most intense volatile flavour compounds formed during autoxidation of linoleic acid. Z. Lebensm. Unters. Forsch. 1987, 184, 277–282. [Google Scholar] [CrossRef]
- Nursten, H.E. The flavour of milk and dairy products: I. Milk of different kinds, milk powder, butter and cream. Int. J. Dairy Technol. 1997, 50, 48–56. [Google Scholar] [CrossRef]
- Smet, K.; Raes, K.; de Block, J.; Herman, L.; Dewettinck, K.; Coudijzer, K. A change in antioxidative capacity as a measure of onset to oxidation in pasteurized milk. Int. Dairy J. 2008, 18, 520–530. [Google Scholar] [CrossRef]
- Calligaris, S.; Manzocco, L.; Anese, M.; Nicoli, M.C. Effect of heat-treatment on the antioxidant and pro-oxidant activity of milk. Int. Dairy J. 2004, 14, 421–427. [Google Scholar] [CrossRef]
- Lindmark-MaEnsson, H.; kesson, B.A.E. Antioxidative factors in milk. Br. J. Nutr. 2000, 84, S103–S110. [Google Scholar]
- Thomsen, M.K.; Lauridsen, L.; Skibsted, L.H.; Risbo, J. Temperature effect on lactose crystallization, Maillard reactions, and lipid oxidation in whole milk powder. J. Agric. Food Chem. 2005, 53, 7082–7090. [Google Scholar]
- Vignolles, M.L.; Lopez, C.; Le Floch-Fouere, C.; Ehrhardt, J.J.; Mejean, S.; Jeantet, R.; Schuck, P. Fat supramolecular structure in fat-filled dairy powders: atool to adjust spray-drying temperatures. Dairy Sci. Technol. 2010, 90, 287–300. [Google Scholar] [CrossRef]
- Vignolles, M.L.; Jeantet, R.; Lopez, C.; Schuck, P. Free fat, surface fat and dairy powders: Interactions between process and product. Lait 2007, 87, 187–236. [Google Scholar] [CrossRef]
- Lee, S.J.; Sherbon, J.W. Chemical changes in bovine milk fat globule membrane caused by heat treatment and homogenization of whole milk. J. Dairy Res. 2002, 69, 555–567. [Google Scholar]
- Drohan, D.D.; Tziboula, A.; McNulty, D.; Horne, D.S. Milk protein-carrageenan interactions. Food Hydrocoll. 1997, 11, 101–107. [Google Scholar] [CrossRef]
- Almeida, K.E.; Tamime, A.Y.; Oliveira, M.N. Influence of total solids contents of milk whey on the acidifying profile and viability of various lactic acid bacteria. LWT-Food Sci. Technol. 2009, 42, 672–678. [Google Scholar] [CrossRef]
- Guinee, T.P.; Auty, M.A.E.; Fenelon, M.A. The effect of fat content on the rheology, microstructure and heat-induced functional characteristics of Cheddar cheese. Int. Dairy J. 2000, 10, 277–288. [Google Scholar] [CrossRef]
- Li, W.; Hosseinian, F.S.; Tsopmo, A.; Friel, J.K.; Beta, T. Evaluation of antioxidant capacity and aroma quality of breast milk. J. Nutr. 2009, 25, 105–114. [Google Scholar] [CrossRef]
- Smet, K.; de Block, J.; de Campeneere, S.; de Brabander, D.; Herman, L.; Raes, K.; Dewettinck, K.; Coudijzer, K. Oxidative stability of UHT milk as influenced by fatty acid composition and packaging. Int. Dairy J. 2009, 19, 372–379. [Google Scholar] [CrossRef]
- Sample Availability: Not Available.
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Li, Y.; Zhang, L.; Wang, W. Formation of Aldehyde and Ketone Compounds during Production and Storage of Milk Powder. Molecules 2012, 17, 9900-9911. https://doi.org/10.3390/molecules17089900
Li Y, Zhang L, Wang W. Formation of Aldehyde and Ketone Compounds during Production and Storage of Milk Powder. Molecules. 2012; 17(8):9900-9911. https://doi.org/10.3390/molecules17089900
Chicago/Turabian StyleLi, Yanhua, Lanwei Zhang, and Weijun Wang. 2012. "Formation of Aldehyde and Ketone Compounds during Production and Storage of Milk Powder" Molecules 17, no. 8: 9900-9911. https://doi.org/10.3390/molecules17089900