
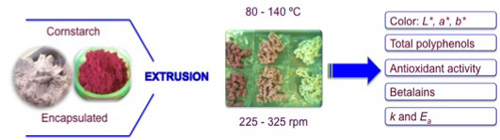
Effect of Extrusion Cooking on Bioactive Compounds in Encapsulated Red Cactus Pear Powder

 , ,
, ,  and
and
Abstract
:
1. Introduction
2. Results and Discussion
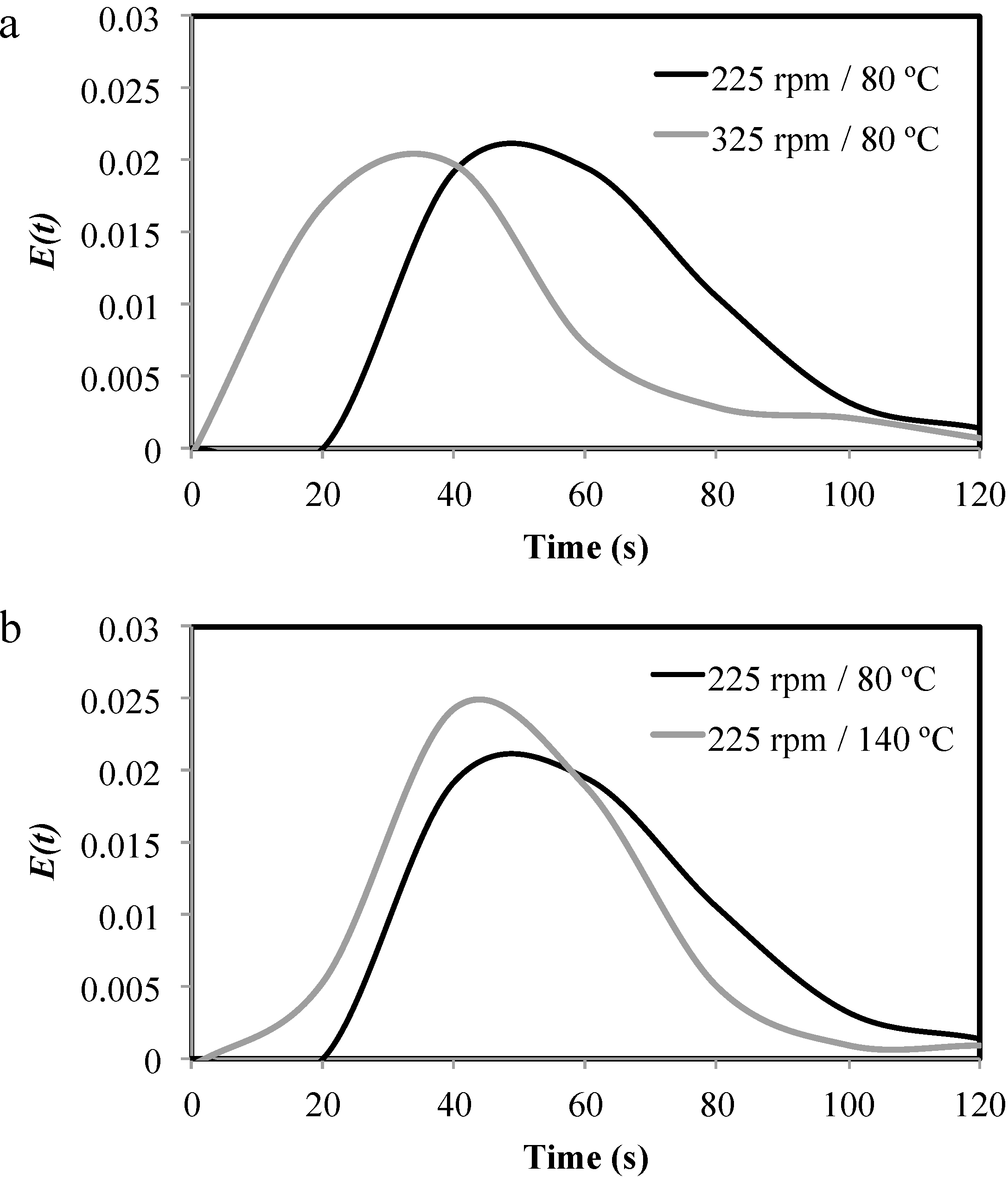
2.1. Residence Time Distribution (RTD)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Screw Speed (rpm) | Temperature (°C) | trm (s) |
|---|---|---|
| 225 | 80 | 60.13 ± 2.95 a |
| 100 | 56.20 ± 2.28 a | |
| 120 | 56.18 ± 0.09 a | |
| 140 | 47.72 ± 1.43 b | |
| 275 | 80 | 47.82 ± 0.13 b |
| 100 | 48.59 ± 1.67 b | |
| 120 | 48.74 ± 0.66 b | |
| 140 | 46.75 ± 2.81 bc | |
| 325 | 80 | 40.84 ± 0.82 cde |
| 100 | 43.12 ± 0.76 bcd | |
| 120 | 36.62 ± 1.63 e | |
| 140 | 37.53 ± 0.98 de |

2.2. Extrudate analyses
2.2.1. Moisture and Color Parameters
| Screw Speed (rpm) | Temperature (°C) | L* | a* | b* |
|---|---|---|---|---|
| 225 | 80 | 82.21 ± 3.73 a | 23.29 ± 0.94 bc | 4.34 ± 0.10 f |
| 100 | 83.11 ± 2.17 a | 23.30 ± 1.54 bc | 5.42 ± 0.43 def | |
| 120 | 82.43 ± 4.52 a | 22.52 ± 1.48 cd | 6.12 ± 0.91 cd | |
| 140 | 75.67 ± 2.37 bc | 25.27 ± 0.91 a | 9.74 ± 0.47 a | |
| 275 | 80 | 84.07 ± 2.07 a | 20.71 ± 0.44 def | 5.02 ± 0.11 f |
| 100 | 85.37 ± 2.09 a | 20.44 ± 0.70 ef | 5.68 ± 0.15 def | |
| 120 | 81.85 ± 1.47 a | 21.47 ± 0.90 cde | 6.89 ± 0.33 c | |
| 140 | 80.81 ± 4.49 ab | 19.44 ± 1.25 f | 8.30 ± 0.18 b | |
| 325 | 80 | 83.65 ± 2.04 a | 19.84 ± 0.54 ef | 5.21 ± 0.17 f |
| 100 | 83.65 ± 2.12 a | 19.66 ± 0.82 ef | 5.87 ± 0.36 de | |
| 120 | 85.44 ± 3.28 a | 18.94 ± 0.91 f | 7.81 ± 0.45 b | |
| 140 | 72.52 ± 3.18 c | 24.78 ± 0.79 ab | 10.11 ± 0.43 a |
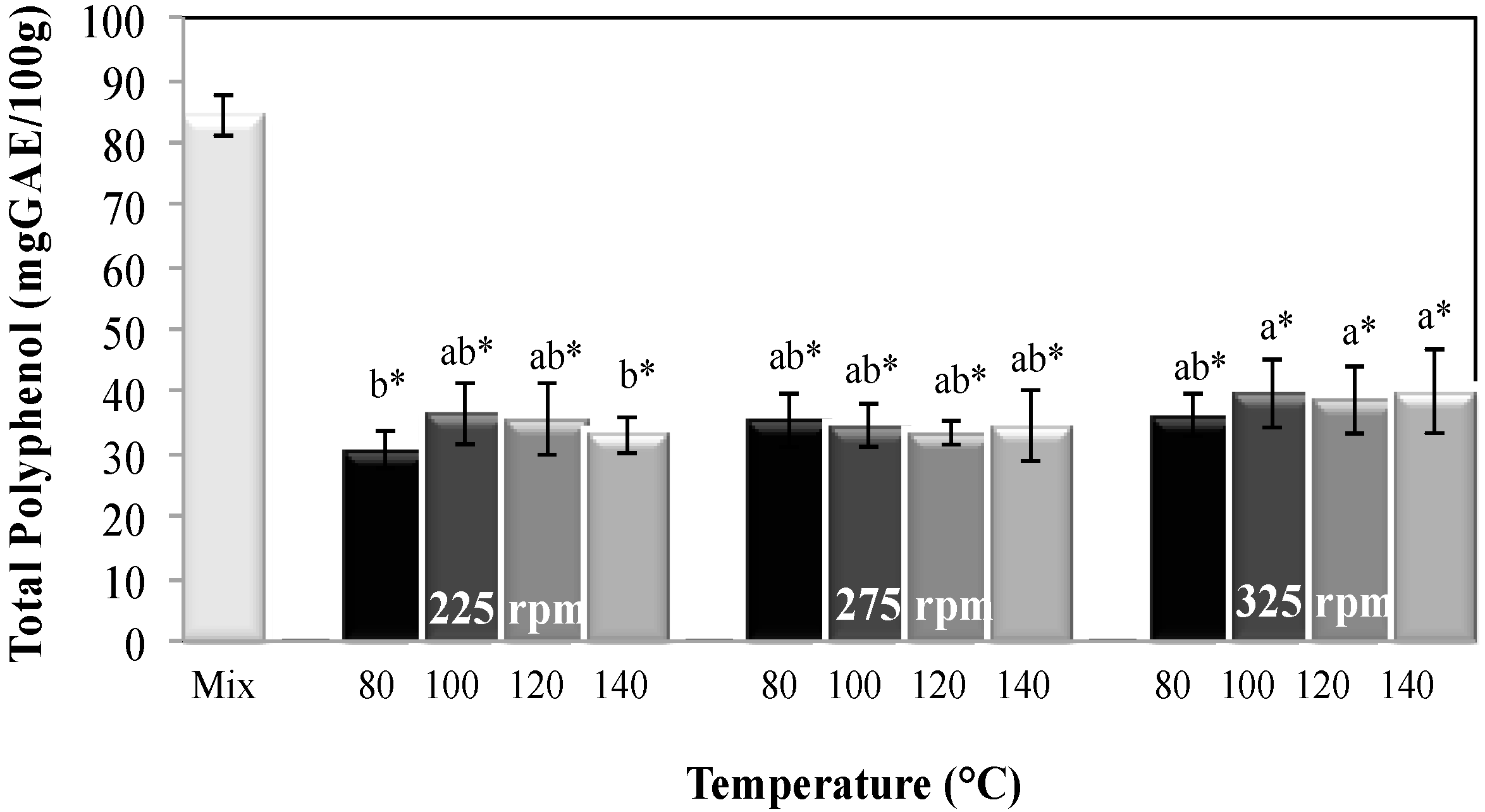
2.2.2. Total Polyphenol Content

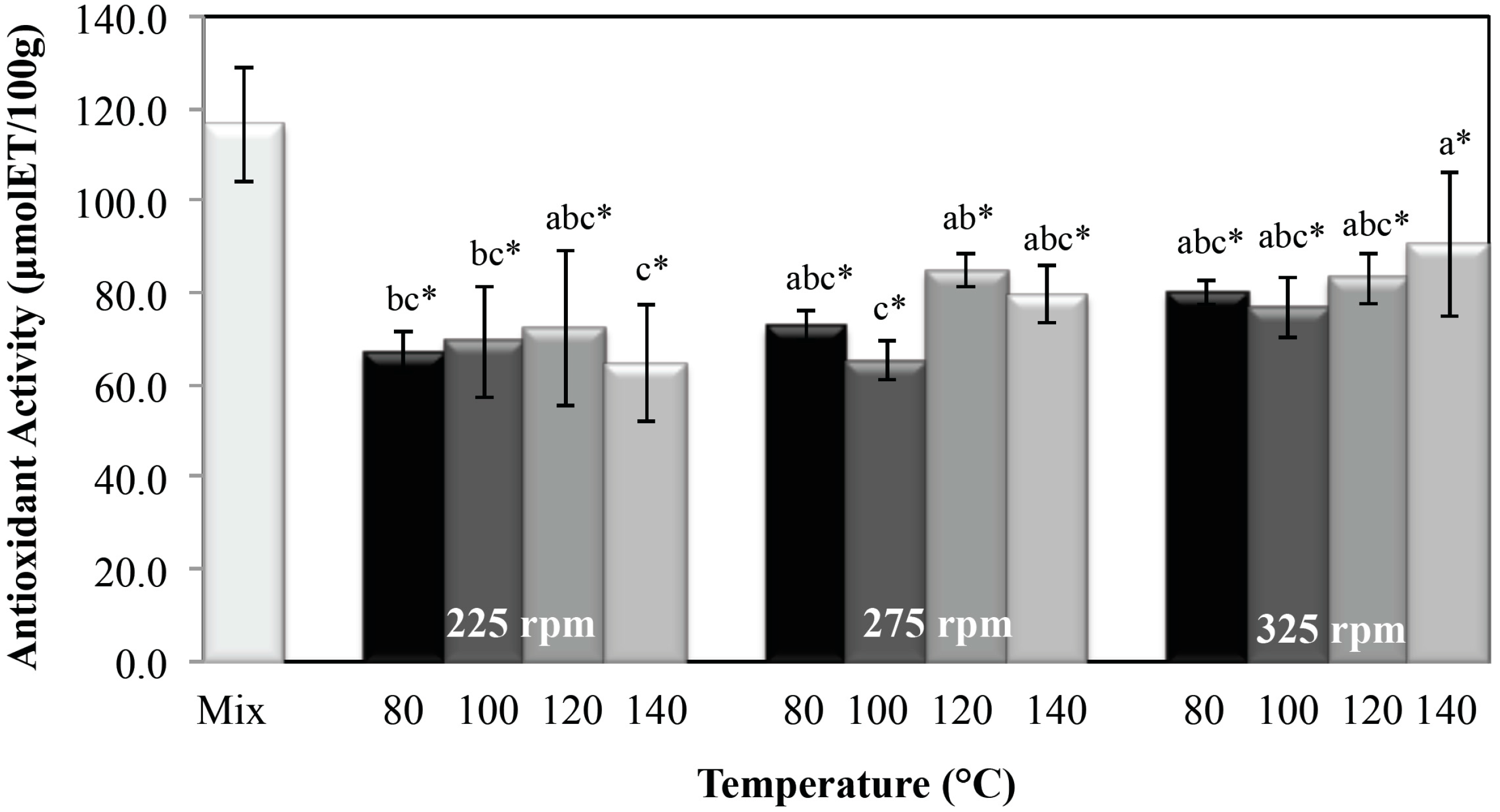
2.2.3. Antioxidant Activity

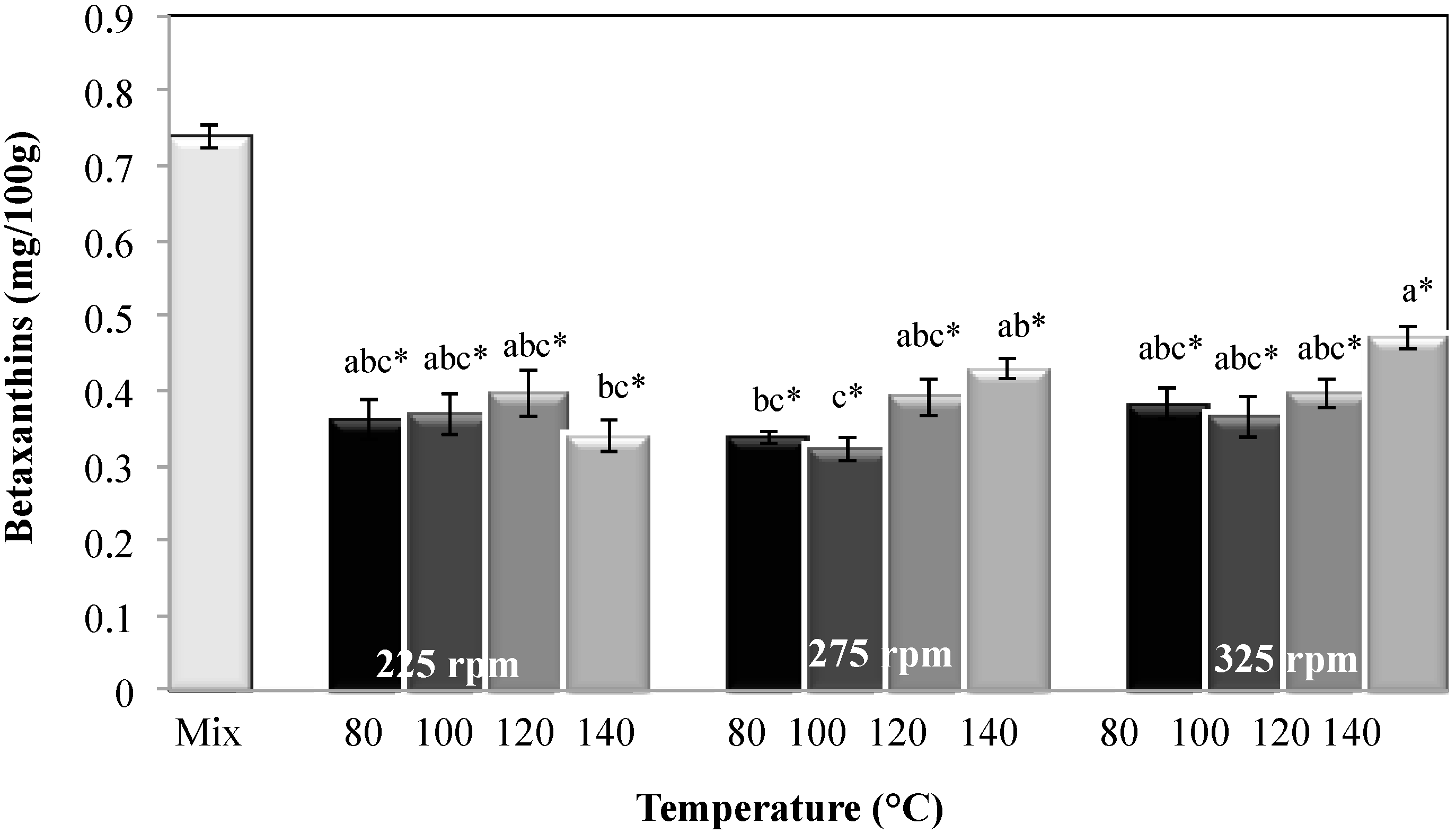
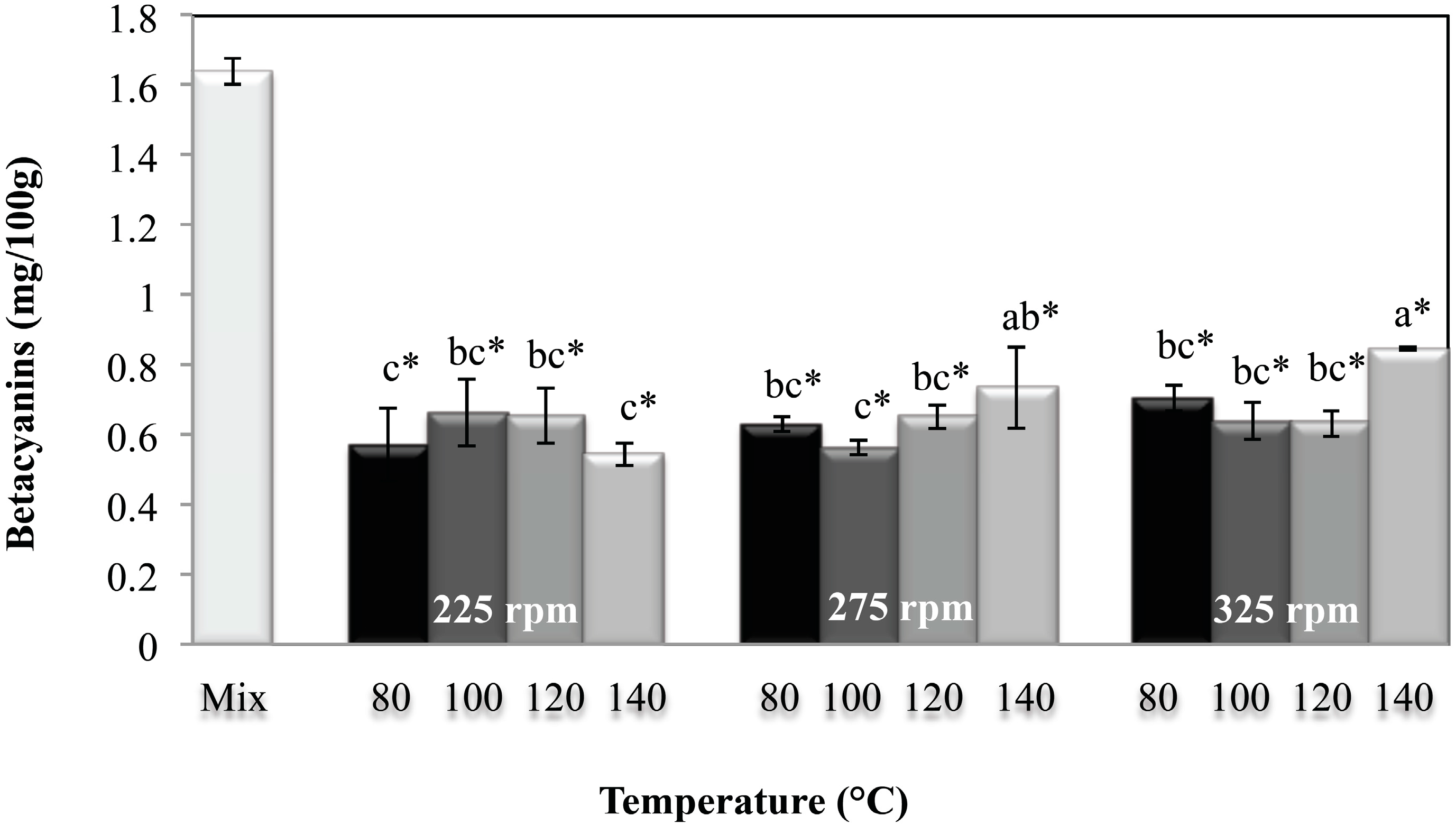
2.2.4. Betalain Content


2.2.5. Betacyanin Retention
| Speed Screw (rpm) | Temperature (°C) | Betanin (%) | Isobetanin (%) |
|---|---|---|---|
| 225 | 80 | 39.12 ± 1.21 ab | 107.36 ± 14.41 de |
| 100 | 42.39 ± 2.26 ª | 129.83 ± 6.85 cde | |
| 120 | 26.59 ± 1.84 c | 150.86 ± 26.04 bc | |
| 140 | 13.58 ± 1.35 e | 152.82 ± 16.62 bc | |
| 275 | 80 | 41.70 ± 0.14 a | 98.35 ± 26.04 e |
| 100 | 30.96 ± 3.84 c | 135.18 ± 18.29 bcde | |
| 120 | 24.14 ± 5.58 cd | 200.23 ± 20.50 a | |
| 140 | 10.92 ± 1.55 e | 132.18 ± 0.90 cde | |
| 325 | 80 | 43.54 ± 1.62 a | 120.42 ± 2.52 cde |
| 100 | 31.83 ± 2.34 bc | 142.63 ± 5.54 bcd | |
| 120 | 17.03 ± 3.43 de | 150.47 ± 14.41 bcd | |
| 140 | 15.55 ± 2.07 e | 166.53 ± 11.64 ab |
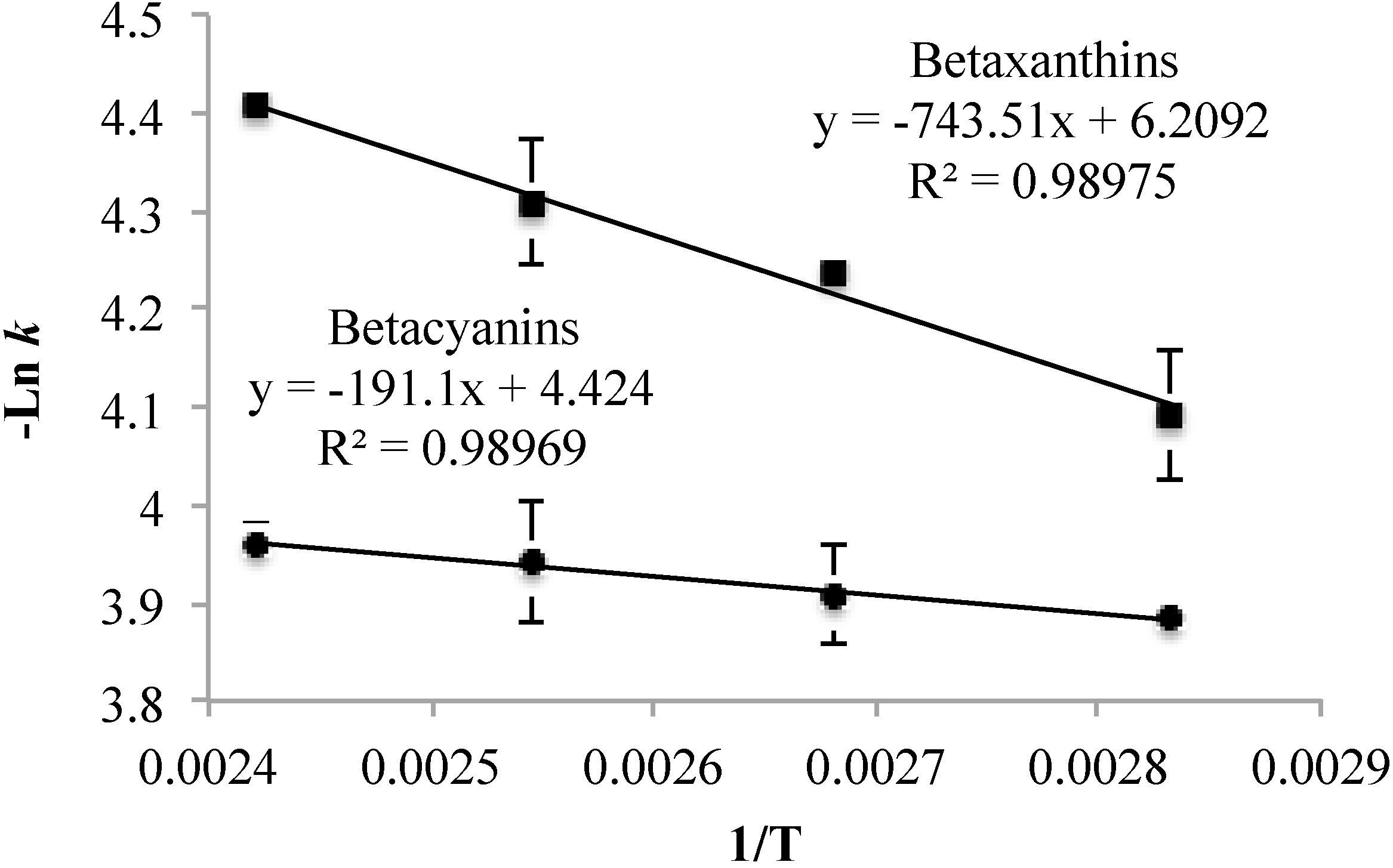
2.2.6. Kinetics Parameters
| Temperature (°C) | Betalain | k (1/s) | R2 | Ea (kJ/mol) | R2 |
|---|---|---|---|---|---|
| 80 | BC | −0.0206 ± 0.0005 a | 0.9855 | 1.5888 b | 0.9897 |
| 100 | −0.0201 ± 0.0013 a | 0.9825 | |||
| 120 | −0.0194 ± 0.0010 a | 0.9540 | |||
| 140 | −0.0192 ± 0.0033 a | 0.9858 | |||
| 80 | BX | −0.0167 ± 0.0011 b | 0.9491 | 6.1815 a | 0.9898 |
| 100 | −0.0145 ± 0.0003 c | 0.9869 | |||
| 120 | −0.0135 ± 0.0013 d | 0.9375 | |||
| 140 | −0.0122 ± 0.0002 d | 0.9719 |

3. Experimental Section
3.1. Materials
3.2. Reagents
3.3. Extrusion-Cooking Process
3.4. Residence Time Distribution (RTD)
3.5. Extrudate Analyses
3.5.1. Moisture Content
3.5.2. Color parameters
3.5.3. Extract Preparation
3.5.4. Total Polyphenol Content
3.5.5. Antioxidant Activity
3.5.6. Betalain Extraction
3.5.7. Photometric Quantification of Betalains
3.5.8. Betacyanin Retention
3.6. Calculation of the Kinetic Parameters
3.7. Data Analysis
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Moßhammer, M.R.; Stintzing, F.C.; Carle, R. Cactus Pear Fruits (Opuntia spp.): A Review of Processing Technologies and Current Uses. JPACD 2006, 1–25. [Google Scholar]
- Fernandez-Lopez, J.A.; Almela, L. Application of high-performance liquid chromatography to the characterization of the betalain pigments in prickly pear fruits. J. Chromatogr. A 2001, 913, 415–420. [Google Scholar] [CrossRef] [PubMed]
- Galati, E.M.; Mondello, M.R.; Giuffrida, D.; Dugo, G.; Miceli, M.; Pergolizzi, S.; Taviano, M.F. Chemical characterization and biological effects of Sicilian Opuntia ficus indica (L.) Mill. Fruit Juice: Antioxidant and Antiulcerogenic Activity. J. Agric. Food Chem. 2003, 51, 4903–4908. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.C.; Lim, K.T.; Jang, Y.S. Identification of Rhus Verniciflua Stokes compounds that exhibit free radical scavenging and anti-apoptotic properties. Biochem. Biophys. Acta 2002, 1570, 181–191. [Google Scholar] [CrossRef] [PubMed]
- Stintzing, F.C.; Carle, R. Cactus stems (Opuntia spp.) a review on their chemistry, technology and uses. Mol. Nutr. Food Res. 2005, 49, 175–194. [Google Scholar] [CrossRef] [PubMed]
- Azeredo, H.M.C. Betalains: Properties, sources, applications, and stability—A review. Int. J. Food Sci. Technol. 2009, 44, 2365–2376. [Google Scholar] [CrossRef]
- Castellar, R.; Obón, J.M.; Alacid, M.; Fernández-Lopéz, J. Color properties and stability of betacyanins from Opuntia fruits. J. Agric. Food. Chem. 2003, 51, 2772–2776. [Google Scholar] [CrossRef] [PubMed]
- Sapers, G.M.; Hornstein, J.S. Varietal differences in colorant properties and stability of red beet pigments. J. Food Sci. 1979, 44, 1245–1248. [Google Scholar] [CrossRef]
- Harper, J.M. Food Extruders and Their Applications; Mercier, C., Linko, P., Harper, J.M., Eds.; American Association of Cereal Chemists: St. Paul, MN, USA, 1989; pp. 1–15. [Google Scholar]
- Camire, M.; Dougherty, M.; Briggs, J. Functionality of fruit powders in extruded corn breakfast cereals. Food Chem. 2007, 101, 765–770. [Google Scholar] [CrossRef]
- Ilo, S.; Berghofer, E. Kinetics of colour changes during extrusion cooking of maize grits. J. Food Eng. 1999, 39, 73–80. [Google Scholar] [CrossRef]
- Larrea, M.A.; Chang, Y.K.; Martinez-Bustos, F. Some functional properties of extruded orange pulp and its effect on the quality of cookies. LWT-Food Sci. Technol. 2005, 38, 213–220. [Google Scholar] [CrossRef]
- Kumar, A.; Girish, G.M.; Jones, D.D.; Hanna, M.A. Modeling residence time distribution in a twin-screw extruder as a series of ideal steady-state flow reactors. J. Food Eng. 2008, 84, 441–448. [Google Scholar] [CrossRef]
- Dhanasekharan, K.M.; Kokini, J.F. Design and scaling of wheat dough extrusion by numerical simulation of flow and heat transfer. J. Food Eng. 2003, 60, 421–430. [Google Scholar] [CrossRef]
- Anton, A.A.; Fulcher, R.G.; Arntfield, S.D. Physical and nutritional impact of fortification of corn starch-based extruded snacks with common bean (Phaseolus vulgaris L.) flour: Effects of bean addition and extrusion cooking. Food Chem. 2009, 113, 989–996. [Google Scholar] [CrossRef]
- Repo-Carrasco-Valencia, R.; Pena, J.; Kallio, H.; Salminen, S. Dietary fiber and other functional components in two varieties of crude and extruded kiwicha (Amaranthus caudatus). J. Cereal Sci. 2009, 49, 219–224. [Google Scholar] [CrossRef]
- Khanal, R.C.; Howard, L.R.; Brownmiller, C.R.; Prior, R.L. Influence of Extrusion Processing on Procyanidin Composition and Total Anthocyanin Contents of Blueberry Pomace. J. Food Sci. 2009, 74, 52–58. [Google Scholar] [CrossRef]
- Yağci, S.; Göğus, F. Response surface methodology for evaluation of physical and functional properties of extruded snack foods developed from food-by-products. J. Food Eng. 2008, 86, 122–132. [Google Scholar] [CrossRef]
- Escalante-Aburto, A.; Ramírez-Wong, B.; Torres-Chávez, P.I.; López-Cervantes, J.; Figueroa-Cárdenas, J.D.; Barrón-Hoyos, J.M.; Morales-Rosas, I.; Ponce-García, N.; Gutiérrez-Dorado, R. Obtaining ready-to-eat blue corn expanded snacks with anthocyanins using an extrusion process and response surface methodology. Molecules 2014, 19, 21066–21084. [Google Scholar] [CrossRef] [PubMed]
- Hirth, M.; Leiter, A.; Beck, S.M.; Schuchmann, H.P. Effect of extrusion cooking process parameters on the retention of bilberry anthocyanins in starch based food. J. Food Eng. 2014, 125, 139–146. [Google Scholar] [CrossRef]
- Stojceska, V.; Ainsworth, P.; Plunkett, A.; Ibanoğlu, E.; Ibanoğlu, Ş. Cauliflower by-products as a new source of dietary fiber, antioxidants and proteins in cereal based ready-to-eat expanded snacks. J. Food Eng. 2008, 87, 554–563. [Google Scholar] [CrossRef]
- Obradović, V.; Babić, J.; Šubarić, D.; Jozinović, A.; Ačkar, Đ.; Klarić, I. Influence of dried Hokkaido pumpkin and ascorbic acid addition on chemical properties and colour of corn extrudates. Food Chem. 2015, 183, 136–143. [Google Scholar] [CrossRef] [PubMed]
- Ti, H.; Zhang, R.; Zhang, M.; Wei, Z.; Chi, J.; Deng, Y.; Zhang, Y. Effect of extrusion on phytochemical profiles in milled fractions of black rice. Food Chem. 2015, 178, 186–194. [Google Scholar] [CrossRef] [PubMed]
- Camire, M.E.; Chaovanalikit, A.; Dougherty, M.P.; Briggs, J.L. Blueberry and grape anthocyanins as breakfast cereal colorants. J. Food Sci. 2002, 67, 438–441. [Google Scholar] [CrossRef]
- Brennan, C.; Brennan, M.; Derbyshire, E.; Tiwari, B.K. Effects of extrusion on the polyphenols, vitamins and antioxidant activity of foods. Trends Food Sci. Technol. 2011, 22, 570–575. [Google Scholar] [CrossRef]
- Yuliani, S.; Torley, P.J.; D’Arcy, B.; Nicholson, T.; Bhandari, B. Extrusion of mixtures of starch and d-limonene encapsulated with β-cyclodextrin: Flavour retention and physical properties. Food Res. Int. 2006, 39, 318–331. [Google Scholar] [CrossRef]
- Unlu, E.; Faller, J.F. RTD in twin-screw food extrusion. J. Food Eng. 2002, 53, 115–131. [Google Scholar] [CrossRef]
- Pansawat, N.K.; Jangchud, K.A.; Jangchud, A.; Wuttijumnong, P.; Saalia, F.K.; Eitenmiller, R.R.; Phillips, R.D. Effects of extrusion conditions on secondary extrusion variables and physical properties of fish, rice-based snacks. LWT-Food Sci. Technol. 2008, 41, 632–641. [Google Scholar] [CrossRef]
- Plunkett, A.; Ainsworth, P. The influence of barrel temperature and screw speed on the retention of L-ascorbic acid in an extruded rice based snack product. J. Food Eng. 2007, 78, 1127–1133. [Google Scholar] [CrossRef]
- Kumar, A.; Ganjyal, G.M.; Jones, D.D.; Hanna, M.A. Digital image processing for measurement of residence time distribution in a laboratory extruder. J. Food Eng. 2006, 75, 237–244. [Google Scholar] [CrossRef]
- Sacchetti, G.; Pinnavaia, G.G.; Guidolin, E.; Dalla Rosa, M. Effects of extrusion temperature and feed composition on the functional, physical and sensory properties of chestnut and rice flour-based snack-like products. Food Res. Int. 2004, 37, 527–534. [Google Scholar] [CrossRef]
- MacDougall, D.B.; Granov, M. Relationship of Ultraviolet and Visible Spectra in Maillard Reactions to CIELAB Color Space and Visual Appearance. In The Maillard Reaction in Food and Medicine. In Proceedings of the 6th International Symposium on the Maillard Reaction, London, UK, 27–30 July 1997; O’Brien, J., Nursten, H.E., Crabbe, M.J.C., Ames, J.M., Eds.; Woodhead Publishing Limited: Cambridge, UK, 2008; pp. 160–165. [Google Scholar]
- Zielinski, H.; Kozlowska, H.; Lewczuk, B. Bioactive compounds in the cereal grains before and after hydrothermal processing. Innov. Food Sci. Emerg. 2001, 2, 159–169. [Google Scholar] [CrossRef]
- Altan, A.; McCarthy, K.L.; Maskan, M. Effect of extrusion process on antioxidant activity, total phenolics and β-glucan content of extrudates developed from barley-fruit and vegetable by-products. Int. J. Food Sci. Technol. 2009, 44, 1263–1271. [Google Scholar] [CrossRef]
- Dlamini, N.R.; Taylor, J.R.N.; Rooney, L.W. The effect of sorghumtype and processing on the antioxidant properties of African sorghum-based foods. Food Chem. 2007, 105, 1412–1419. [Google Scholar] [CrossRef]
- Devi, P.B.; Vijayabharathi, R.; Sathyabama, S.; Malleshi, N.G.; Priyadarisini, V.B. Health benefits of finger millet (Eleusine coracana L.) polyphenols and dietary fiber: a review. J. Food Sci. Technol. 2014, 51, 1021–1040. [Google Scholar] [CrossRef] [PubMed]
- Björck, I.; Asp, N.G. The effects of extrusion cooking on nutritional value-a literature review. J. Food Eng. 1983, 2, 281–308. [Google Scholar] [CrossRef]
- Ravichandran, K.; Saw, N.M.M.T.; Mohdaly, A.A.A.; Gabr, A.M.M.; Kastell, A.; Riedel, H.; Cai, Z.; Knorr, D.; Smetanska, I. Impact of processing of red beet on betalain content and antioxidant activity. Food Res. Int. 2013, 50, 670–675. [Google Scholar] [CrossRef]
- Huang, A. S.; von Elbe, J.H. Kinetics of the degradation and regeneration of betanine. J. Food Sci. 1985, 50, 1115–1120. [Google Scholar] [CrossRef]
- Durge, A.V.; Sarkar, S.; Survase, S.A.; Singhal, R.S. Impact of Extrusion on Red Beetroot Colour Used as Pre-extrusion Colouring of Rice Flour. Food Bioprocess. Technol. 2013, 6, 570–575. [Google Scholar] [CrossRef]
- Fennema, O.R. Food Chemistry, 3rd ed.; Marcel Dekker Inc.: New York, NY, USA, 1996; p. 701. [Google Scholar]
- Stintzing, F.C.; Kugler, F.; Carle, R.; Conrad, J. First 13C-NMR assignments of betaxanthins. Helv. Chim. Acta 2006, 89, 1008–1016. [Google Scholar] [CrossRef]
- Wei-Dong, W.; Shi-Ying, X. Degradation kinetics of anthocyanins in blackberry juice and concentrate. J. Food Eng. 2007, 82, 271–275. [Google Scholar] [CrossRef]
- Ruiz-Gutiérrez, M.G.; Amaya-Guerra, C.A.; Quintero-Ramos, A.; Ruiz-Anchondo, T.J.; Gutiérrez-Uribe, J.A.; Baez-González, J.G.; Lardizabal-Gutiérrez, D.; Campos-Venegas, K. Effect of Soluble Fiber on the Physicochemical Properties of Cactus Pear (Opuntia ficus indica) Encapsulated Using Spray Drying. Food Sci. Biotechnol. 2014, 23, 755–763. [Google Scholar] [CrossRef]
- Cortés-Ceballos, E.; Pérez-Carrillo, E.; Serna-Saldívar, S.O. Addition of Sodium Stearoyl Lactylate to Corn and Sorghum Starch Extrudates Enhances the Performance of Pregelatinized Beer Adjuncts. Cereal Chem. 2015, 92, 88–92. [Google Scholar] [CrossRef]
- Levenspiel, O. Non ideal flow. In Chemical Reaction Engineering; Levenspiel, O., Ed.; John Wiley & Sons: New York, NY, USA, 1972; Chapter 9; pp. 252–325. [Google Scholar]
- AOAC International. Official Methods of Analysis; AOAC: Gaithersburg, MD, USA, 1998. [Google Scholar]
- Pitalua, E.; Jimenez, M.; Vernon-Carter, E.J.; Beristain, C.I. Antioxidative activity of microcapsules with beetroot juice using gum Arabic as wall material. Food Bioprod. Process. 2010, 88, 253–258. [Google Scholar] [CrossRef]
- Bucić-Kojić, A.; Planinić, M.; Tomas, S.; Bilić, M.; Velić, D. Study of solid-liquid extraction kinetics of total polyphenols from grape seeds. J. Food Eng. 2007, 81, 236–242. [Google Scholar] [CrossRef]
- Kuskoski, E. M.; Asuero, A.G.; Troncoso, A.M.; Mancini-Filho, J.; Fett, R. Aplicación de diversos métodos químicos para determinar actividad antioxidante en pulpa de frutos. J. Food. 2005, 25, 726–732. [Google Scholar]
- Castellanos-Santiago, E.; Yahia, E.M. Identification and quantification of betalains from the fruits of 10 Mexican prickly pear cultivars by high-performance liquid chromatography and electrospray ionization mass spectrometry. J. Agric. Food Chem. 2008, 56, 5758–5764. [Google Scholar] [CrossRef] [PubMed]
- Cai, Y.Z.; Sun, M.; Wu, H.; Huang, R.; Corke, H. Characterization and quantification of betacyanin pigments from diverse Amaranthus species. J. Agric. Food Chem. 1998, 46, 2063–2070. [Google Scholar] [CrossRef]
- Gandía-Herrero, F.; Cabanes, J.; Escribano, J.; García-Carmona, F.; Jiménez-Atiénzar, M. Encapsulation of the Most Potent Antioxidant Betalains in Edible Matrixes as Powders of Different Colors. J. Agric. Food Chem. 2013, 4294–4302. [Google Scholar] [CrossRef]
- Minitab 16 Statistical Software, version 16; Minitab, Inc.: State College, PA, USA, 2010.
- Sample Availability: Not available.
© 2015 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ruiz-Gutiérrez, M.G.; Amaya-Guerra, C.A.; Quintero-Ramos, A.; Pérez-Carrillo, E.; Ruiz-Anchondo, T.D.J.; Báez-González, J.G.; Meléndez-Pizarro, C.O. Effect of Extrusion Cooking on Bioactive Compounds in Encapsulated Red Cactus Pear Powder. Molecules 2015, 20, 8875-8892. https://doi.org/10.3390/molecules20058875
Ruiz-Gutiérrez MG, Amaya-Guerra CA, Quintero-Ramos A, Pérez-Carrillo E, Ruiz-Anchondo TDJ, Báez-González JG, Meléndez-Pizarro CO. Effect of Extrusion Cooking on Bioactive Compounds in Encapsulated Red Cactus Pear Powder. Molecules. 2015; 20(5):8875-8892. https://doi.org/10.3390/molecules20058875
Chicago/Turabian StyleRuiz-Gutiérrez, Martha G., Carlos A. Amaya-Guerra, Armando Quintero-Ramos, Esther Pérez-Carrillo, Teresita De J. Ruiz-Anchondo, Juan G. Báez-González, and Carmen O. Meléndez-Pizarro. 2015. "Effect of Extrusion Cooking on Bioactive Compounds in Encapsulated Red Cactus Pear Powder" Molecules 20, no. 5: 8875-8892. https://doi.org/10.3390/molecules20058875