1. Introduction
Magnetic magnesium alloys can be utilized as load-sensitive materials with sensory properties because they enable an online-measurement of the instantaneous mechanical loads to which a structural component is subjected during service. With the aid of measured loading history data, the component's resulting fatigue life can be derived and subsequent generations of components can be optimized [
1]. In mechanical engineering, the use of strain gauges to measure mechanical loads is state of the art. A major limitation of traditional strain sensors, however, is the locally restricted measurement range, as only local strains directly at the measuring position can be detected. Furthermore, the strain gauges and their electrical contacts are typically applied to the component's surface and thus might be exposed to mechanical damage caused, for example, by external impacts during the use of the component. If the component has material-inherent magnetic properties it can serve as a load sensor itself, because in this case the loading information can be collected with the magnetic material. The application of external mechanical forces to a ferromagnetic material temporarily changes the magnetic susceptibility due to the reversible deformation of the material's crystal lattice [
2]. This magnetoelastic effect (also known as Villari effect) is thermodynamically inverse to magnetostriction and leads to a macroscopic change of the magnetic properties [
3], which can be monitored by methods of non-destructive component testing, such as the harmonic analysis of eddy-current signals. The application of magnetoelastic force and torque sensors has been reported in literature, e.g., [
4,
5].
Common ferromagnetic materials are ferritic steels, cobalt and nickel alloys, whereas light metals are paramagnetic. The overall aim in the development of magnetic magnesium alloys is to obtain a lightweight material with inherent load-sensitive abilities. By alloying pure magnesium or magnesium alloys with ferromagnetic elements, particularly cobalt, and ferromagnetic compounds based on samarium-cobalt, several magnesium alloys were produced which exhibited measurable magnetic properties [
6–
8]. However, in the magnesium industry the element cobalt in general is considered as an impurity due to its negative impact on the corrosion behavior and therefore avoided in the production of magnesium and standard magnesium alloys such as AZ91 [
9–
12]. This corrosion-accelerating effect is usually related to the existence of undissolved cobalt particles in the microstructure of the magnesium alloy which result from the low solubility of cobalt in magnesium and hence the formation of active cathodic sites [
13]. Apart from the frequently described inferior corrosion resistance of cobalt-containing magnesium alloys, little is known about the various other effects caused by cobalt as an alloying element. Some authors reported that small additions of cobalt result in an increase of the strength values of magnesium [
14] or magnesium-neodymium alloys [
15]. Regarding the magnetic properties of magnesium-cobalt materials, the intermetallic compound MgCo
2 was found to be ferromagnetic below 321 K [
16,
17].
One important objective in the development of load-sensitive magnesium alloys is the production of an actual technical alloy in a casting process which is difficult to accomplish due to the high melting point (1,495 °C) and low solubility of cobalt in magnesium. This requirement demands a complete dissolution of the cobalt component in the magnesium melt in order to achieve a homogeneously distributed multiphase microstructure. According to the literature [
16,
18], a maximum cobalt concentration of 4.5 weight percent (wt.%) is appropriate in order to prevent the formation of undissolved cobalt particles in the magnesium matrix. The microstructure and the suitable magnetic properties of a die-cast binary magnesium-cobalt alloy were briefly introduced by the authors in a previous publication. Here, largely eutectic structures of the cobalt-rich precipitations were observed in images recorded with the scanning electron microscope (SEM) [
8]. The specific aim of the present work is to broaden the understanding of the influence that varying amounts of cobalt wield on the characteristics of magnesium-cobalt sensor alloys. In order to qualify these alloys as load-sensor materials, the magnetic properties as well as the microstructures depending on the cobalt concentration and the applied mechanical load are in the focus of this work. After a short presentation of the production process, details on the microstructure, the magnetic and the mechanical properties of magnetic magnesium alloys are discussed in the subsequent sections.
2. Experimental Section
For the investigations in this study, five binary Mg-Co alloys with a nominal Co concentration of 1 to 5 wt.% were produced by die casting using technically pure Mg as base material (
cf.Table 1 for the materials used). Pure Mg specimens were also produced with the same casting parameters for comparison of the magnetic and mechanical properties.
In order to facilitate the dispensation of the ferromagnetic powder in the Mg melt and to avoid floating, 40 wt.% of pure Co powder (particle size < 150 μm) were blended with 60 wt.% of pure Mg powder (particle size < 60 μm) by means of a laboratory powder mixer of the type MP-6 (Biomation, Jugenheim, Germany). The device was equipped with a V-shaped mixing container (volume 1.5 L) and was set to reverse the direction of rotation every 120 s throughout the mixing duration of 150 min. For best results, the mixing container was two-thirds full. Subsequently the powder mixture was compacted to billets with an approximate diameter of 30 mm and a length of 280 mm using a cold-isostatic dry-bag pressing process with a maximum pressure of 2,000 bar which was performed by the company Loomis Products (Kaiserslautern, Germany). After machining to a diameter of 29 mm, the powder billets were extruded to rods (Ø 6 mm) at a temperature of 200 °C using a laboratory extrusion press and a maximum force of 500 kN.
During the subsequent casting experiments the pure Mg melt was inoculated with 1–5 wt.% of Co utilizing the extruded Mg-Co powder rods. The magnetic Mg alloys were manufactured by means of a die casting method using a resistance-heated K4/10 furnace (Nabertherm, Lilienthal, Germany) in a shielding-gas atmosphere (N2 + 0.3% SF6) and by employing a boron nitride coated, unalloyed steel crucible. The basic material was melted and held at a temperature of 730 °C. At the beginning of the stirring process (45 min at 300 min−1), the extruded Mg-Co powder rods were introduced into the melt. The melt was cast into graphite-coated steel molds (Ø 22 mm × length 250 mm) with horizontal feeders which were preheated to 350 °C.
A suitable method for an online-monitoring of the Mg-Co alloys' load-dependent magnetic properties is the harmonic analysis of eddy current signals which is therefore used in this work. A sinusoidal excitation voltage is generated and fed to the excitation coil integrated into the eddy current sensor which generates an alternating magnetic field via the excitation current. The alternating magnetic field is designated as the primary field and produces the magnetic reversal processes and eddy currents which are dependent on the material's influencing variables such as, for example, the formation of the microstructure or the stress state. By means of the eddy currents and the magnetic reversal processes, a secondary field is produced. With the aid of the measuring coil, the signal difference between the primary and the secondary field is measured in comparison to the measuring signal in air. Further details are given in [
19]. The harmonics' measured values, computed by a Fast-Fourier-Transformation, provide information about the instantaneous material condition and the lattice distortions as a consequence of the forces acting on the Mg-Co specimens.
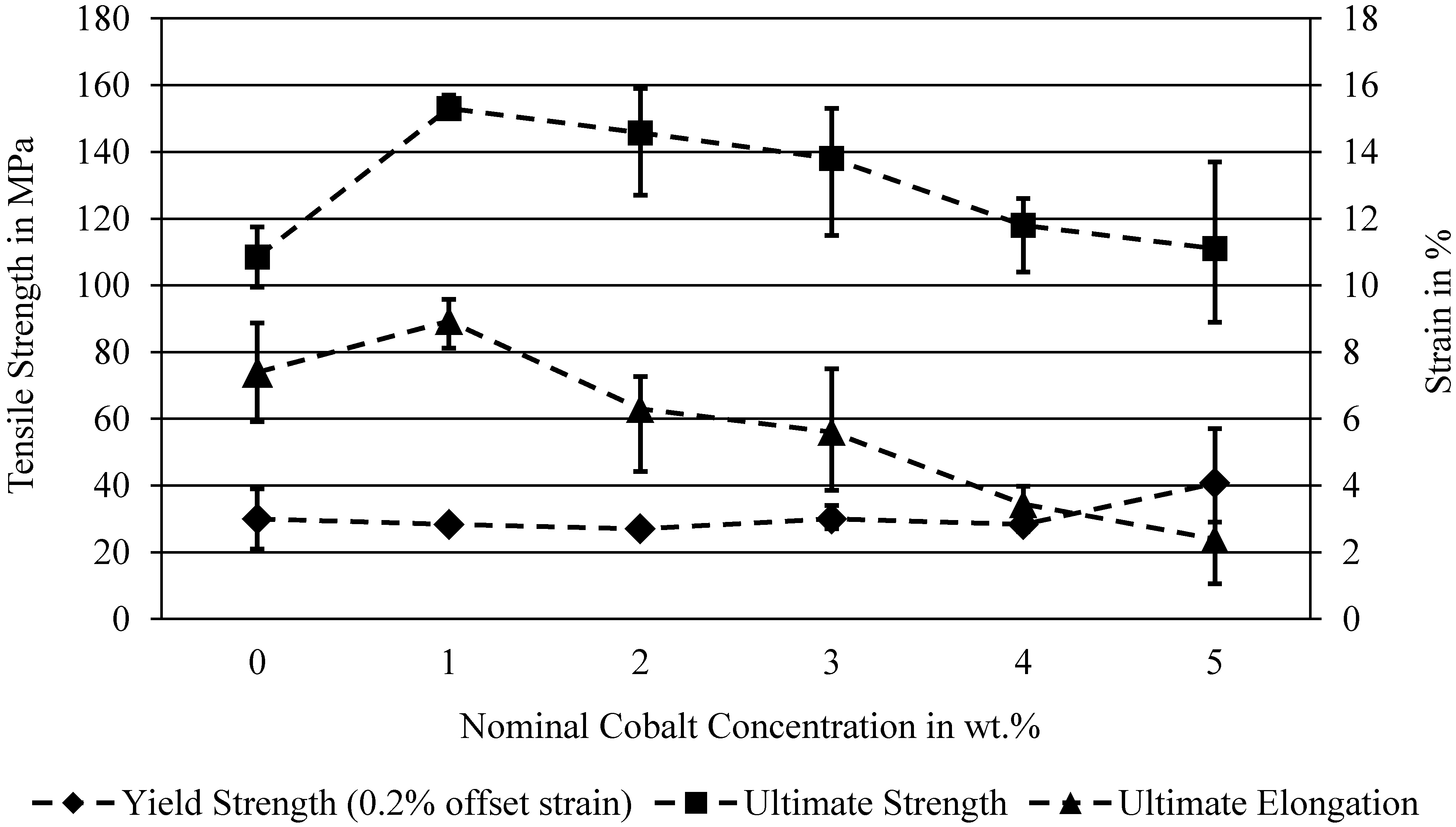
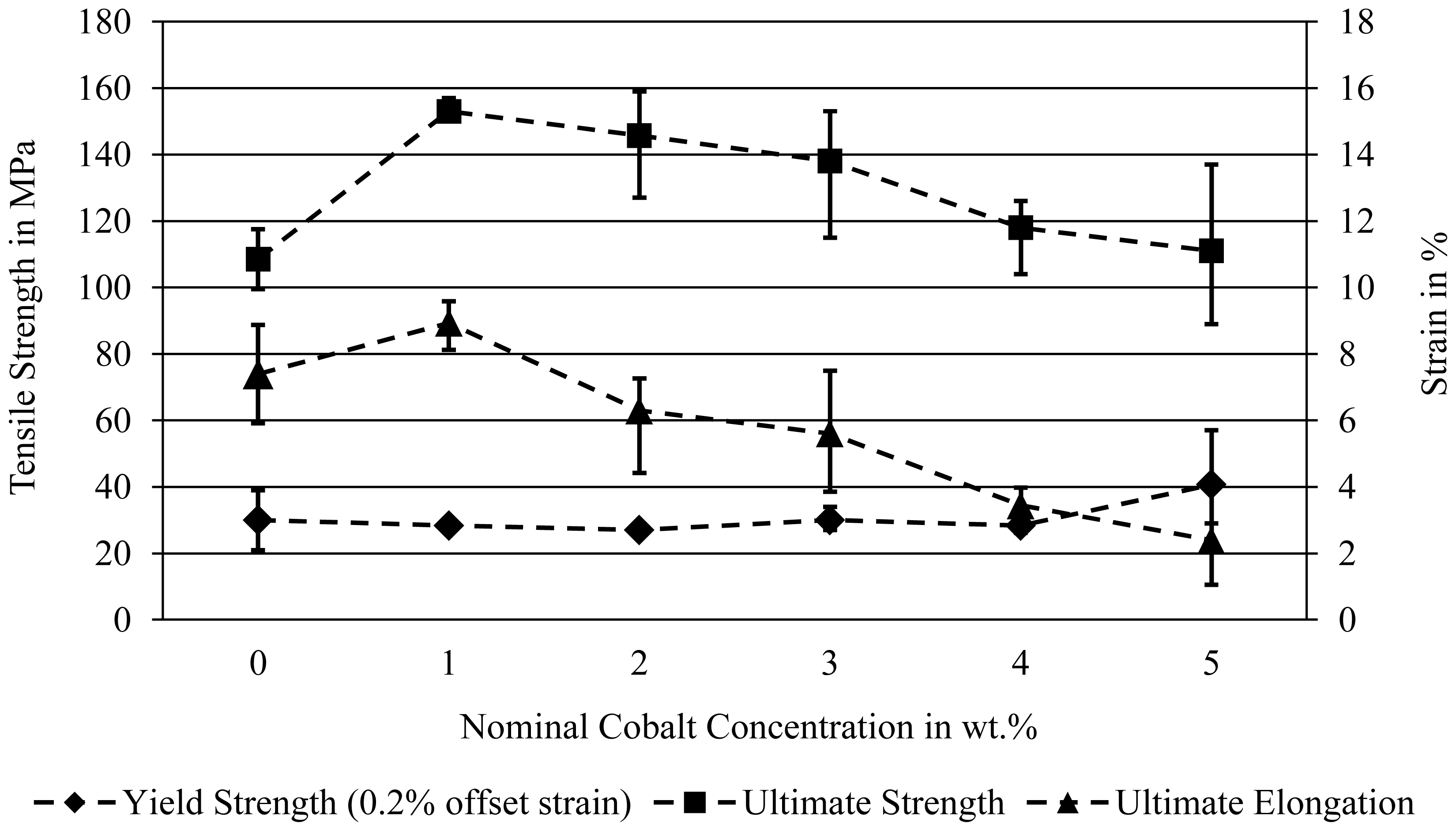
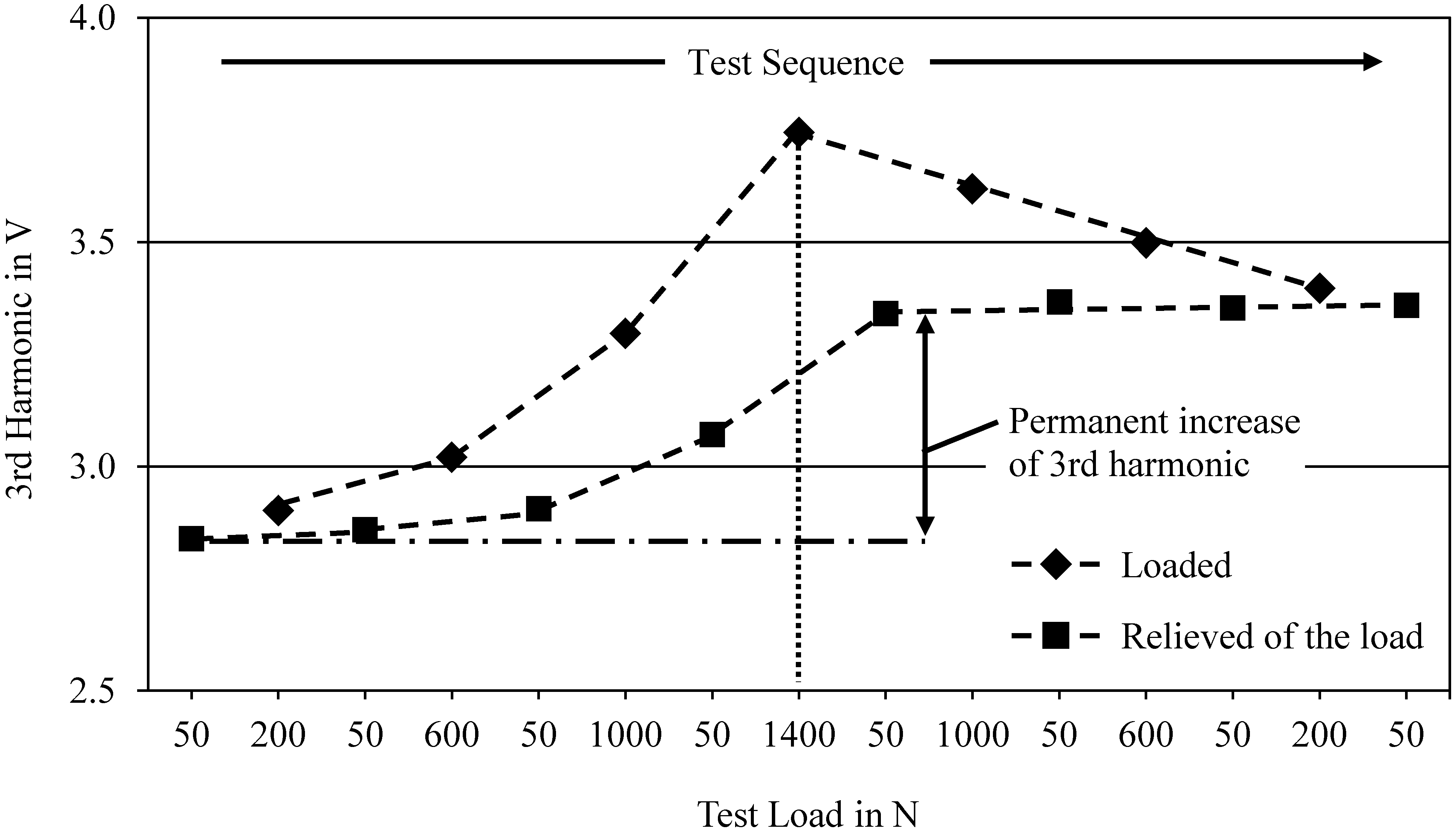
The described method was used for a preliminary determination of the magnetic properties of machined cylinder specimens (Ø 18 mm × length 20 mm) from the Mg-Co castings. Furthermore, cyclic loading tests using a universal testing machine of the type Z010 (Zwick Roell, Ulm, Germany) were performed by employing stepwise increasing loads from 200 to 1,400 N in order to test whether correlations can be established between the forces applied to the specimens and their magnetic properties measured by means of the eddy current testing. Threaded cylindrical tensile specimens with a nominal diameter of 6 mm (according to DIN 50125) were machined by turning as test pieces for both the cyclic loading experiments using the Villari effect and the determination of the mechanical strength values in standard tensile tests. Three specimens of each alloy were used in the tensile tests.
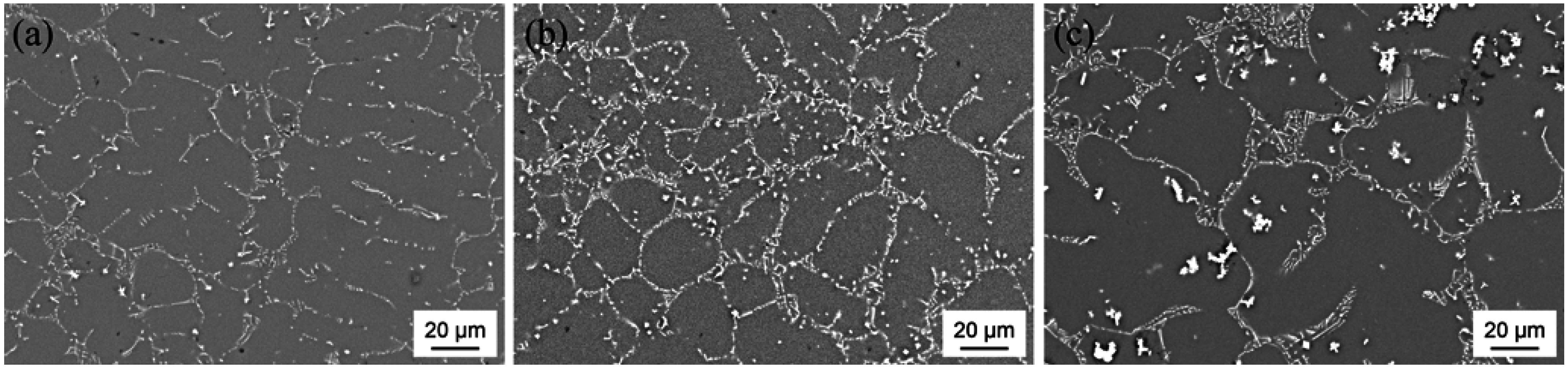
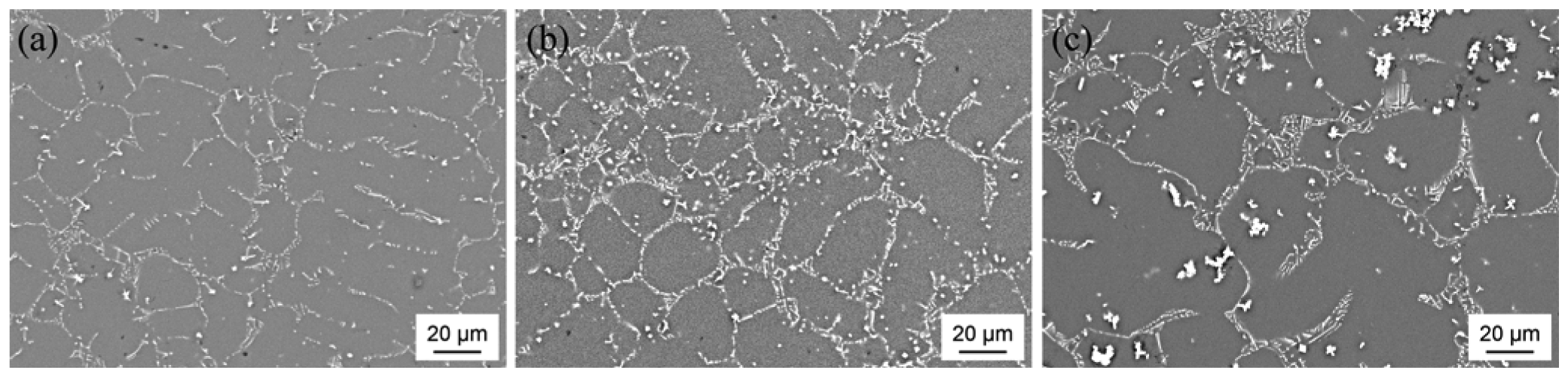
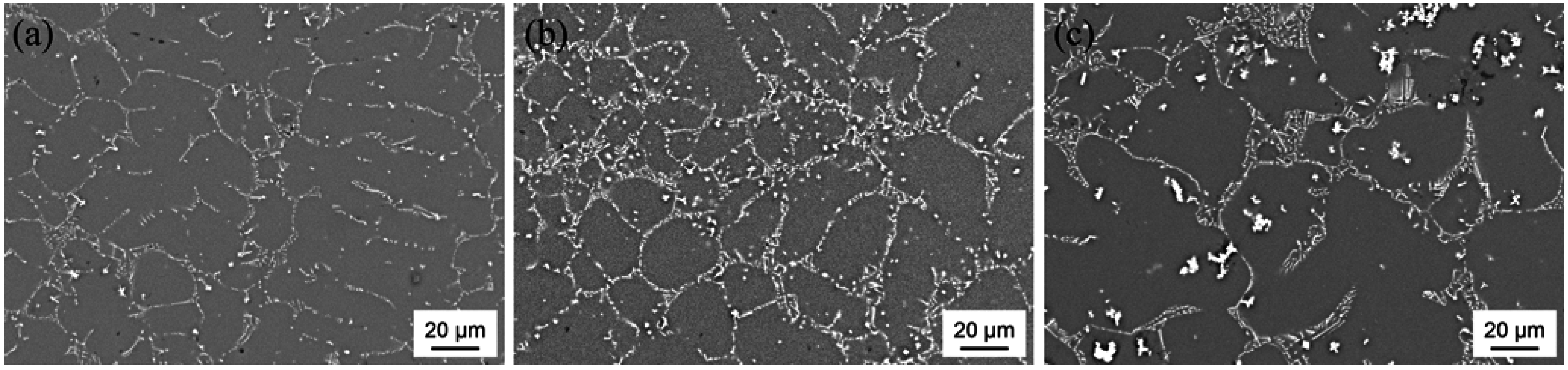
For the examination of the Mg-Co alloys' microstructure, SEM investigations were carried out employing the compositional contrast mode (RBSD) of a LEO 1455VP SEM (Carl Zeiss Microscopy, Jena, Germany). This method was used by the authors before in order to distinguish the microstructure constituents of binary Mg-Co alloys [
8]. Sections of the Mg-Co castings were metallographically prepared by grinding using SiC abrasive papers up to grade P2500. Afterwards, the specimens were polished to 1 μm using diamond paste and rinsed with ethanol.
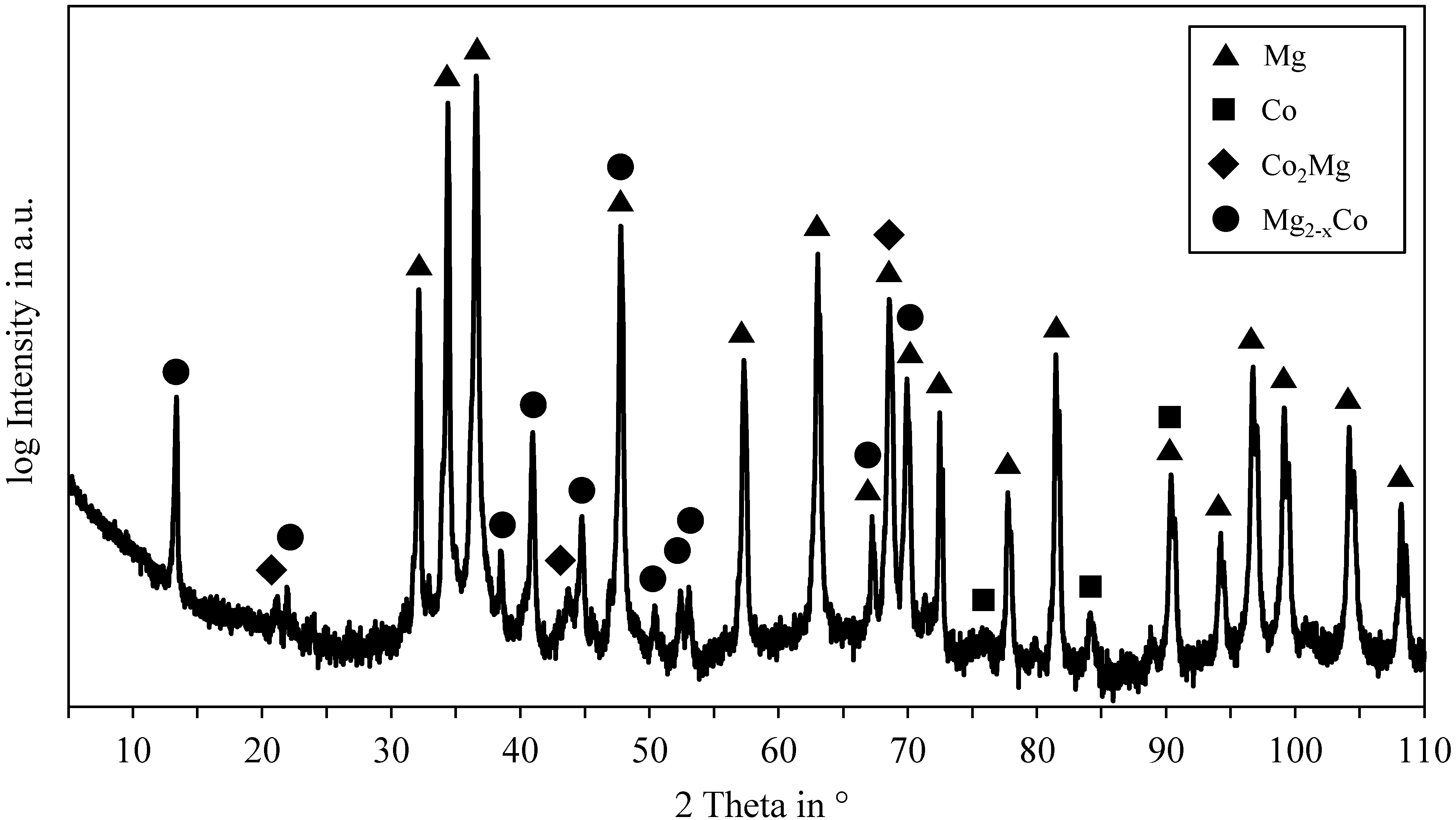
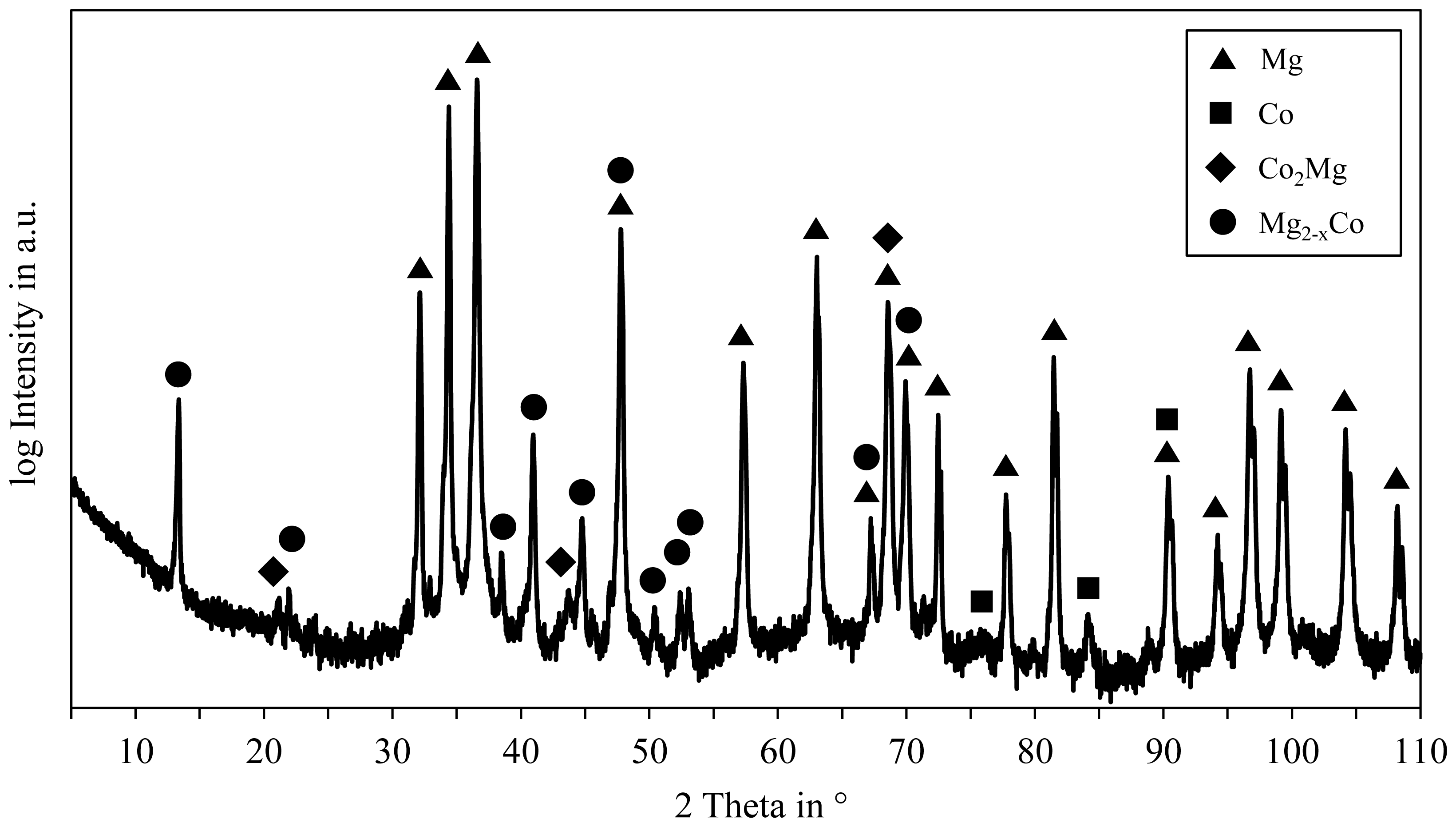
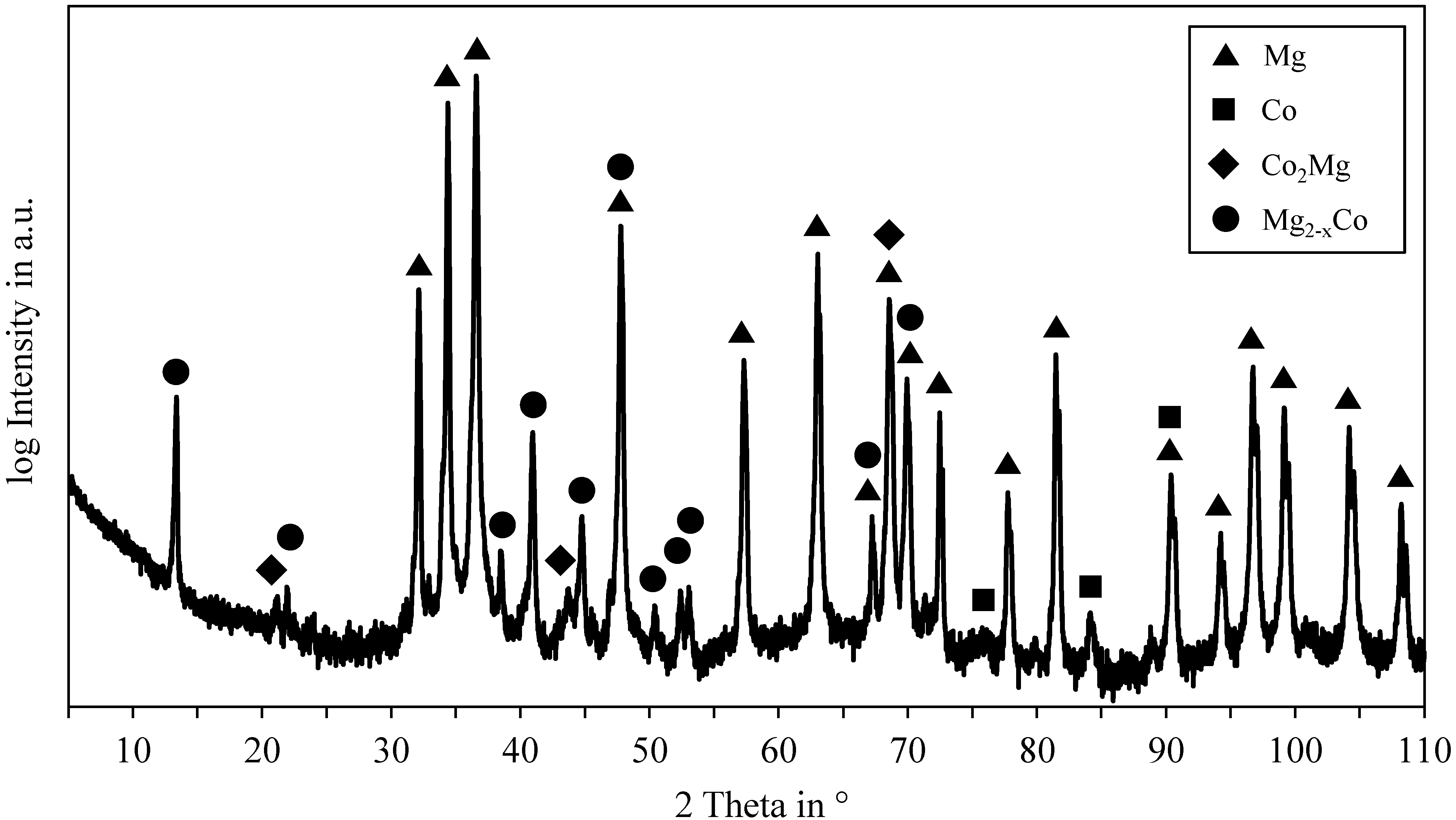
Corresponding to the SEM analyses of the Mg-Co alloys, measurements with energy-dispersive x-ray spectroscopy (EDS) employing a Quantax EDS system (Bruker, Billerica, MA, USA) and a measuring time of 120 s each were performed on the specimens in order to determine the alloys' overall Co concentrations. The SEM investigations were supplemented with phase analyses by means of XRD measurements using an X'Pert MPD system (PANalytical, Almelo, the Netherlands). The measurement was carried out using CuKα radiation in the range of 5–110° 2Θ with an increment of 0.02° and a measuring time of 16 s per step. An evaluation of the measured diffraction patterns was performed by means of the XRD database PDF-2 ver. 2010.
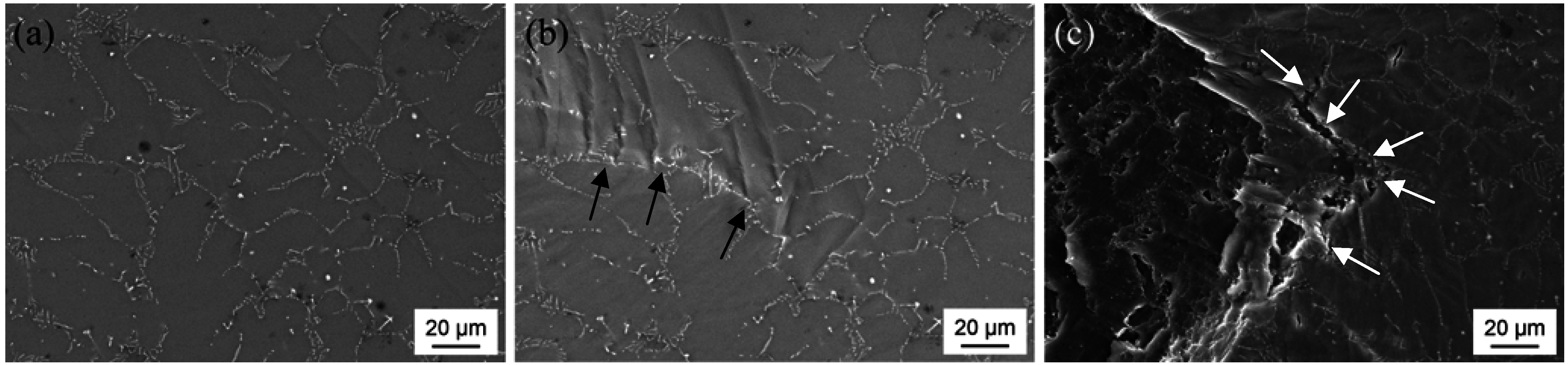
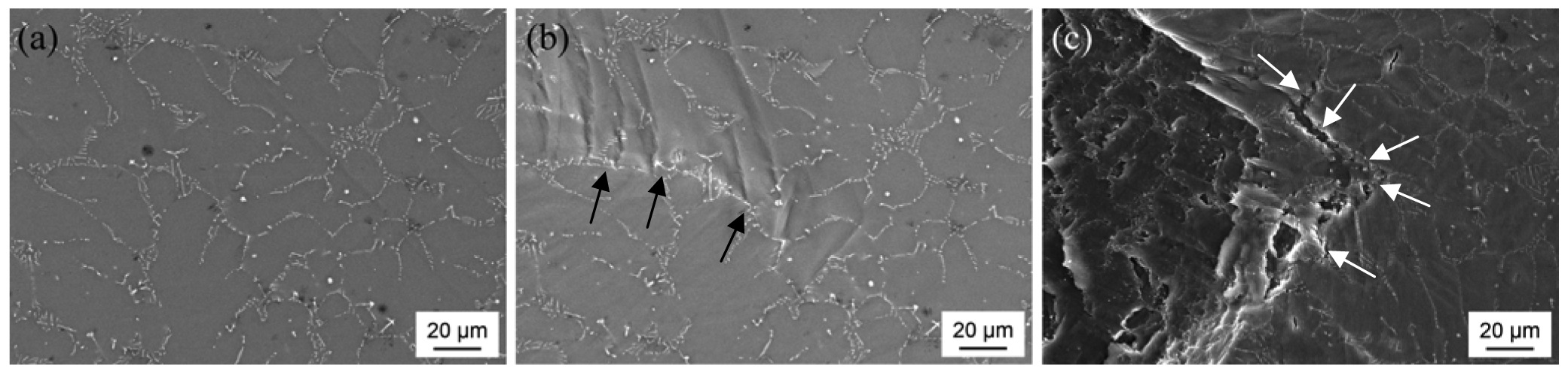
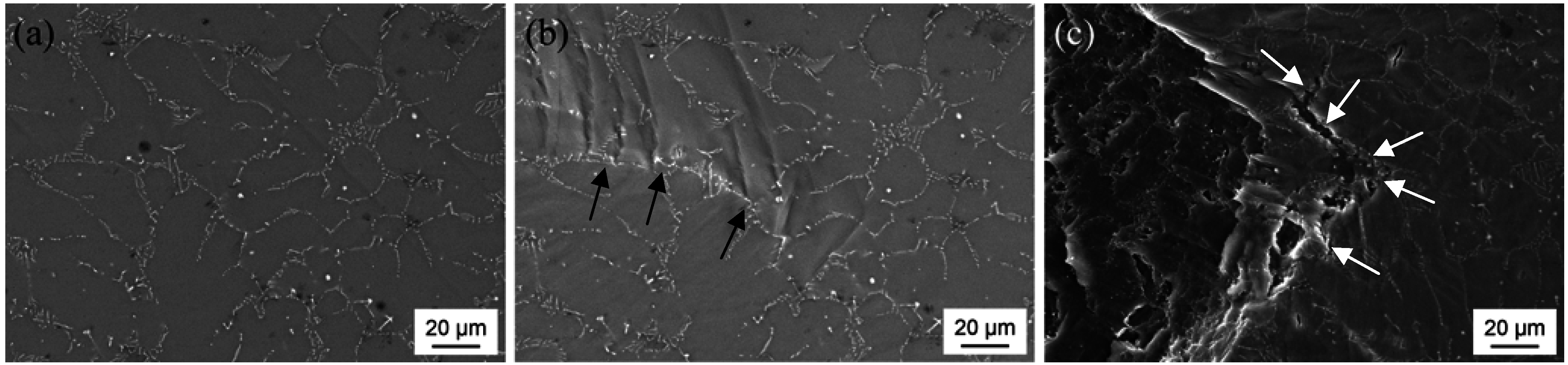
In addition, micro tensile specimens with a rectangular cross section of 3 × 2 mm in the taper and a length of 60 mm were manufactured by continuous-wire electro discharge machining and polished as described above. These samples were examined in-situ with the aid of a SEM-fitted tensile/compression module (Kammrath & Weiss, Dortmund, Germany). At several stages during the tensile test, SEM images of the alloy's microstructure were recorded.
4. Conclusions
In the present work the production of magnetic Mg alloys based on pure Mg and pure Co was demonstrated by die casting. The aim of this study was to show the influence of Co concentrations between 1 and 5 wt.% on the microstructure and the phase formation as well as on the mechanical and magnetic properties. The results contribute towards a better understanding of the challenges in the production and the various properties of Mg sensor alloys.
Because the solubility of Co in Mg is negligible [
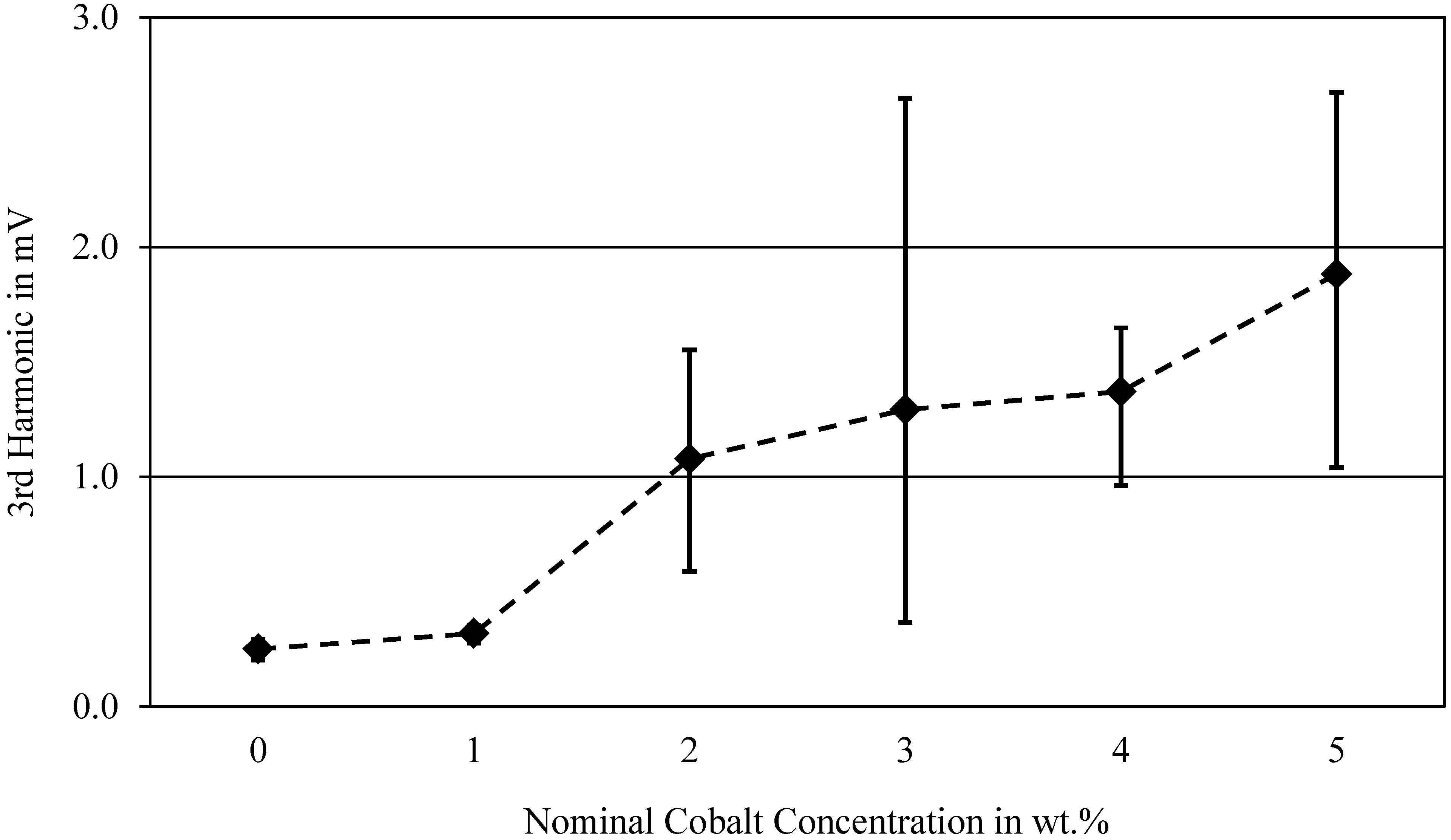
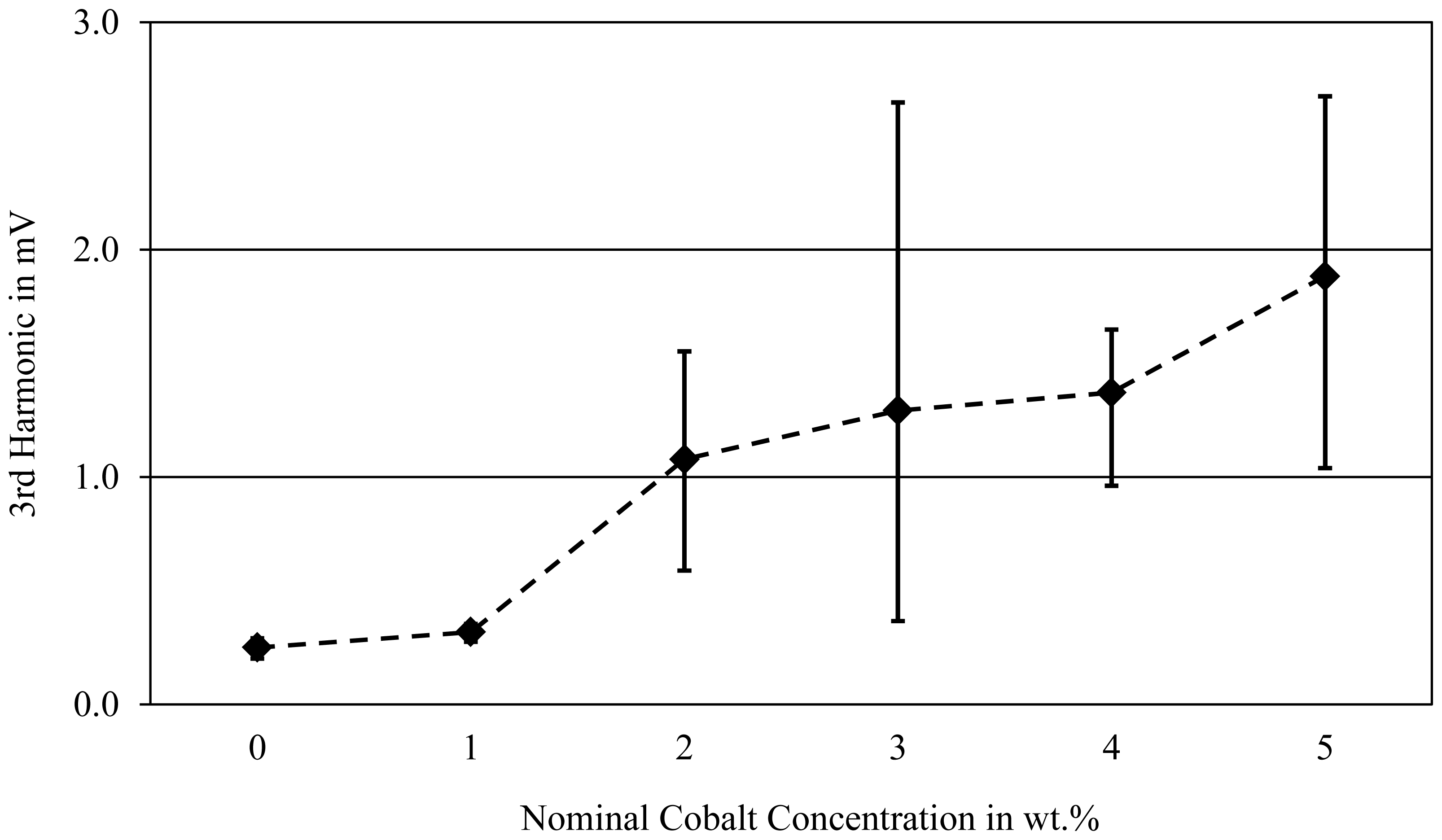
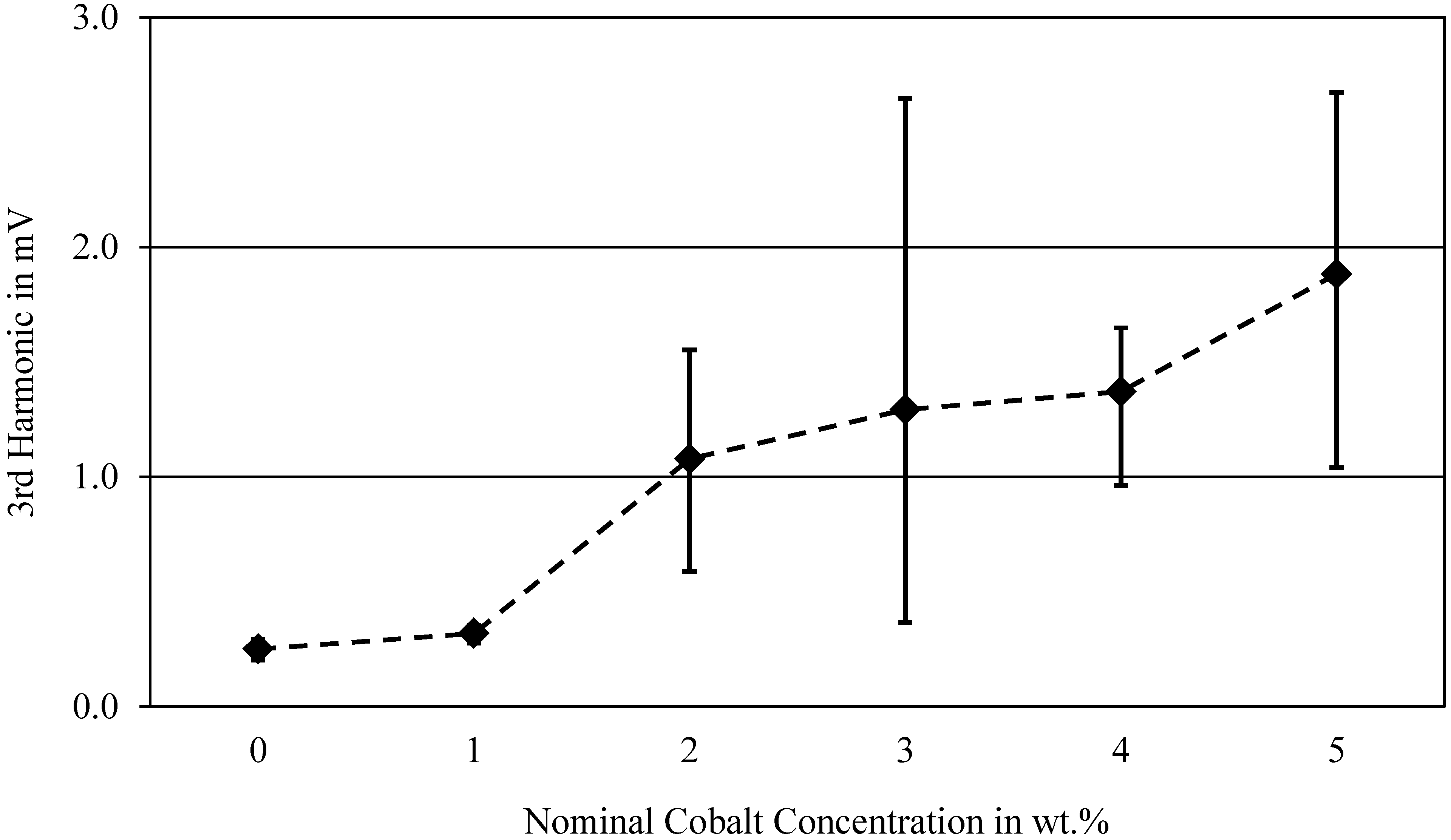
16] and hence the ferromagnetic element Co precipitates in a eutectic structure, it is evident that the Mg-Co alloys' magnetic properties must be related primarily to the Co-rich eutectic precipitations that could be observed in the SEM images. XRD analyses confirmed the existence of primary Co phases and suggested the formation of intermetallic compounds between Mg and Co in the microstructure. The magnetic properties strongly depend on the overall amount of Co in the alloy. In particular, the higher-alloyed materials Mg96Co4 and Mg95Co5 show better magnetic properties in the sense of greater amplitudes of the 3rd harmonic. As a consequence, this means a higher sensitivity for the online-measurement of the applied mechanical loads because of the larger range of the measured values between the initial, unloaded state and the highest load. However, the large quantity of undissolved Co agglomerates in the hypereutectic alloy Mg95Co5 indicates an oversaturation with Co which can lead to accelerated corrosion due to the particles' effect as active cathodic sites in the Mg matrix. Hence the authors suggest an optimal Co concentration of 4 wt.% for the production of magnetic Mg alloys.
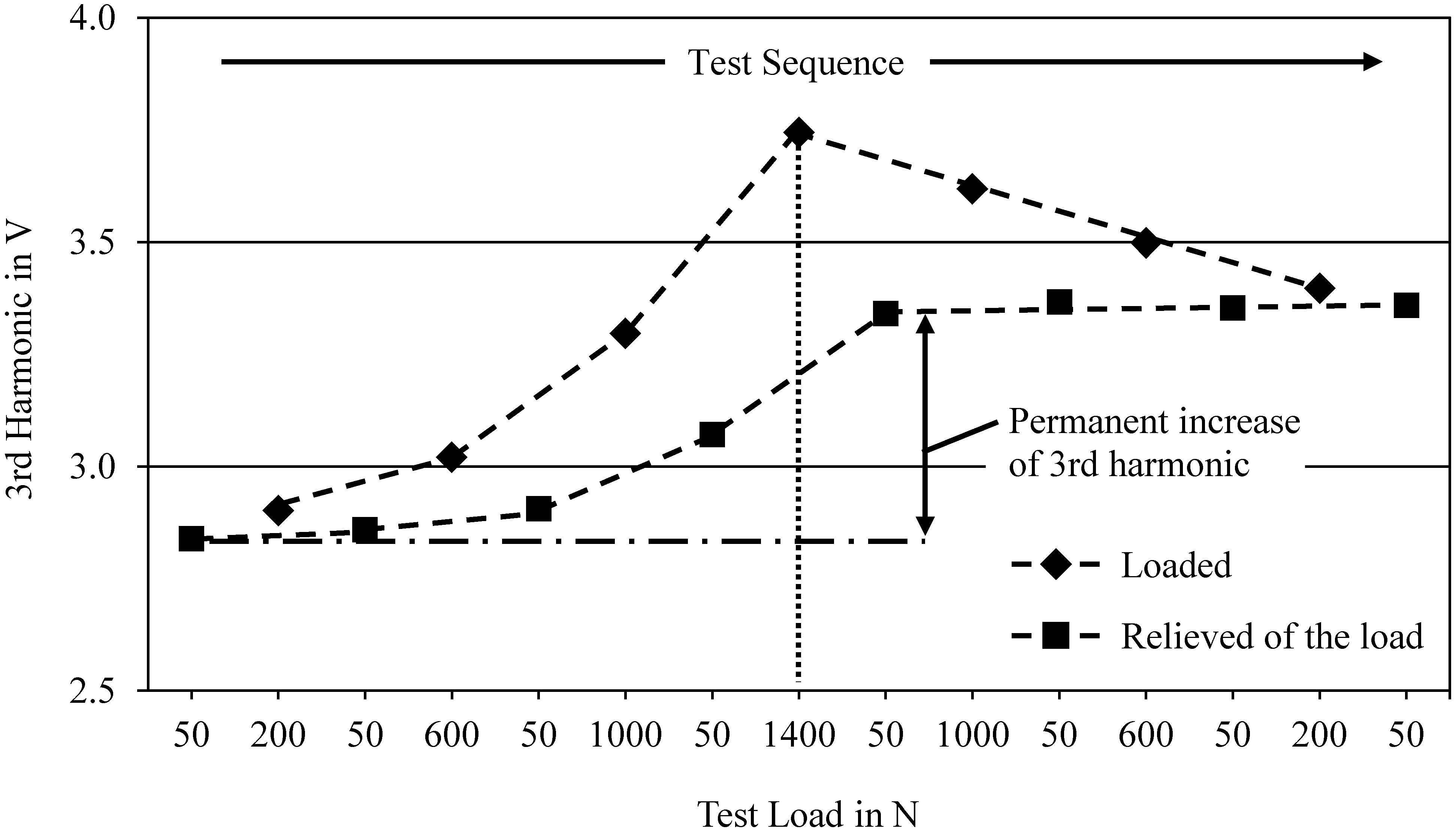
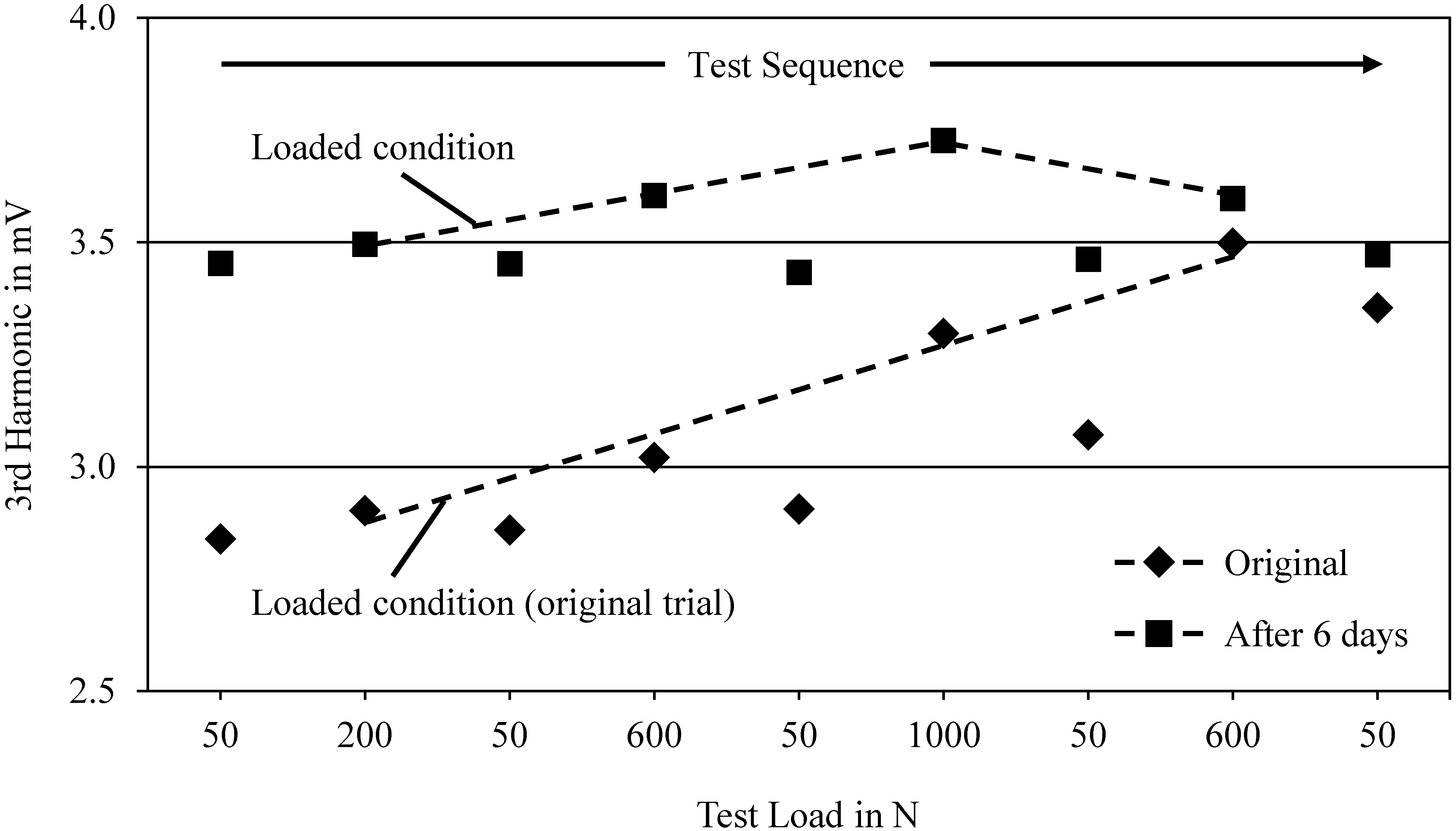
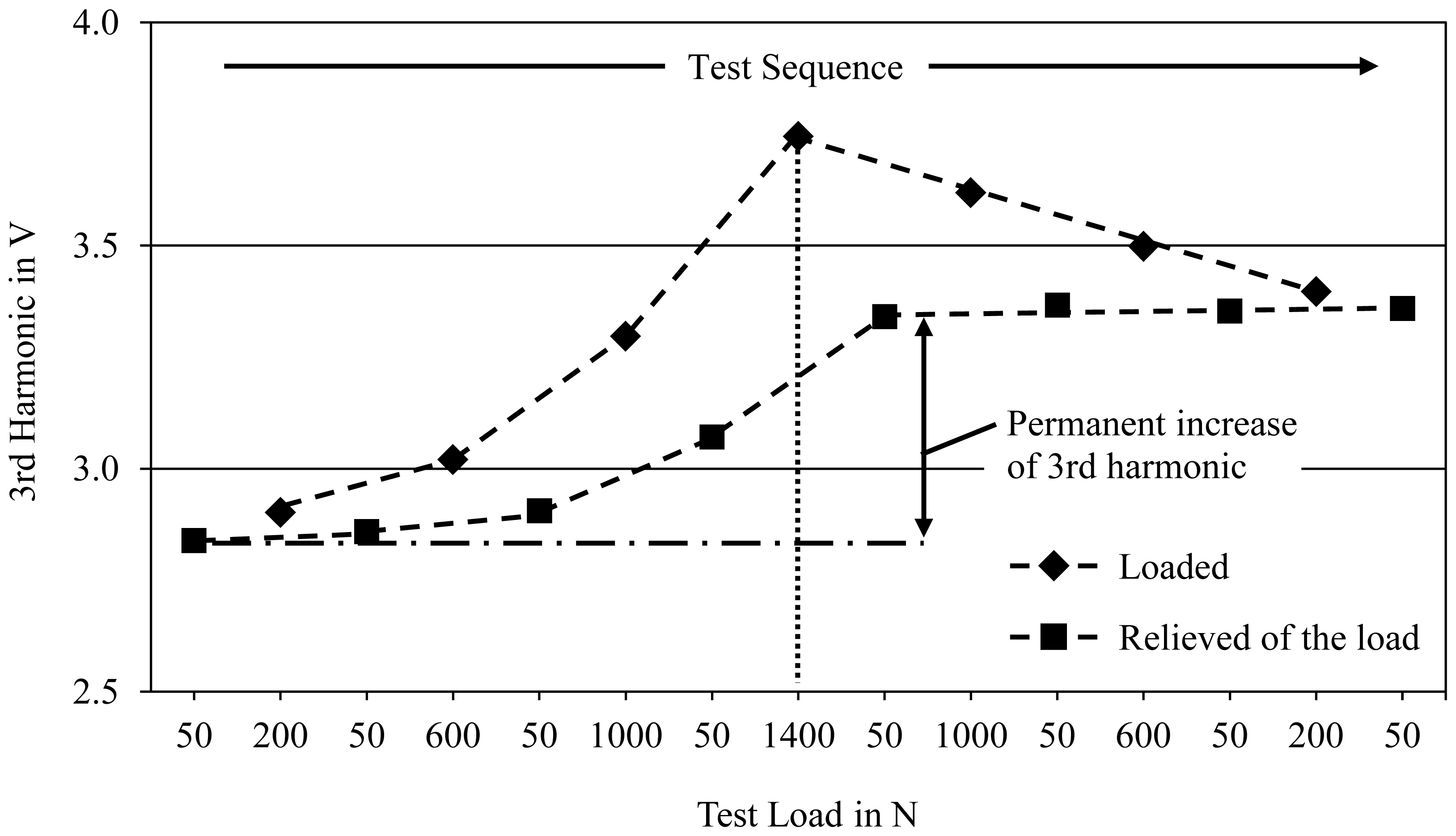
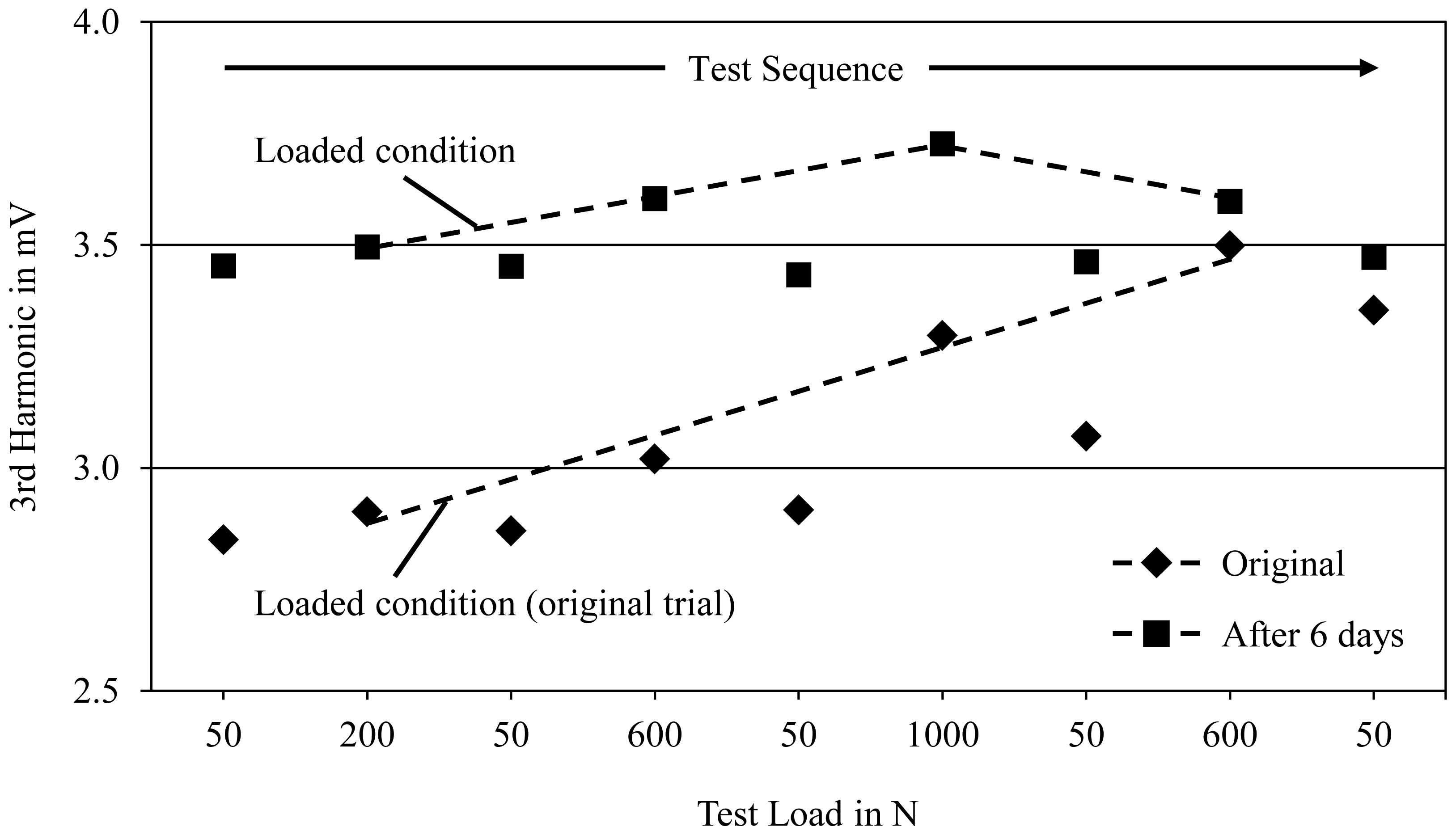
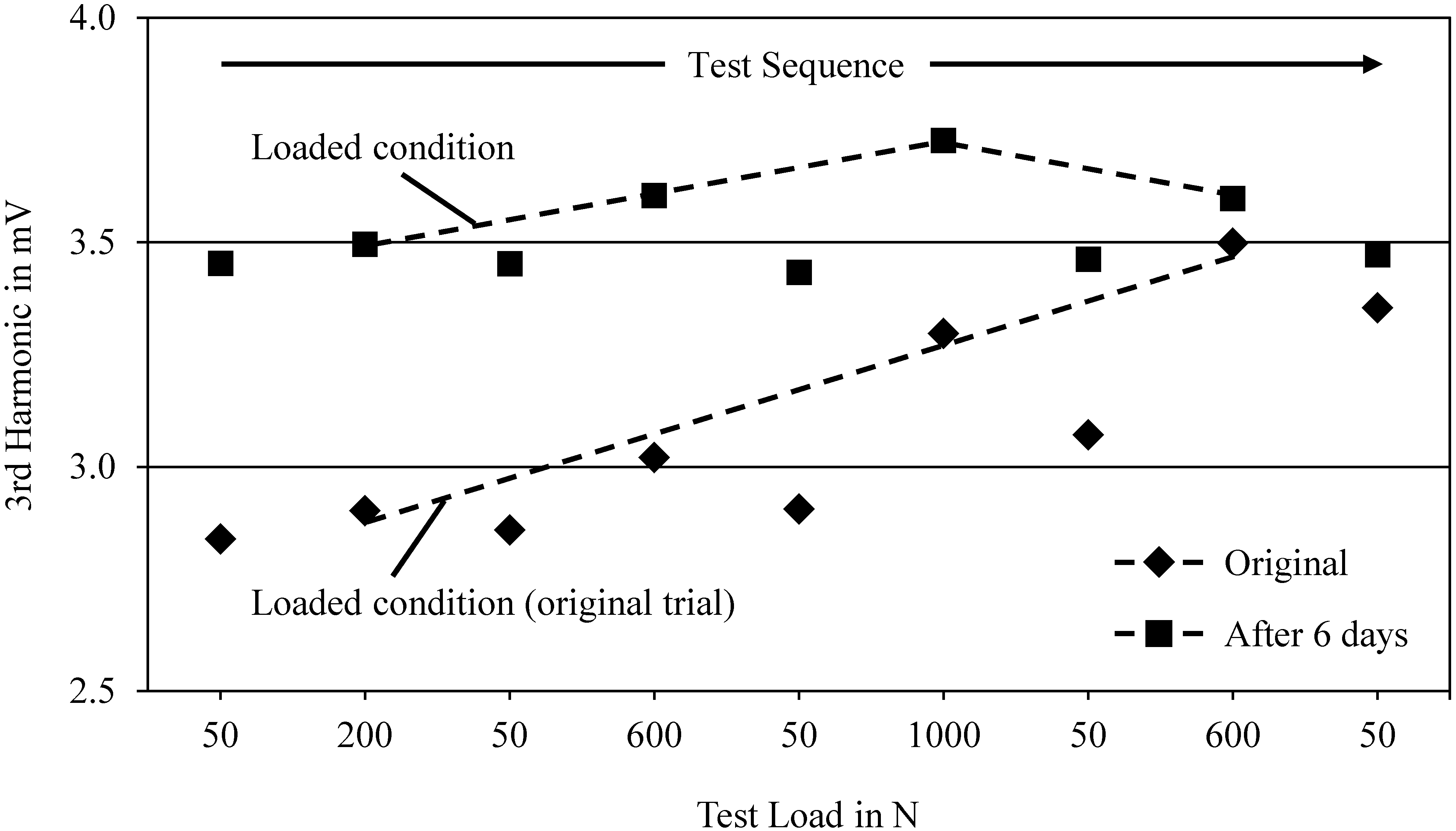
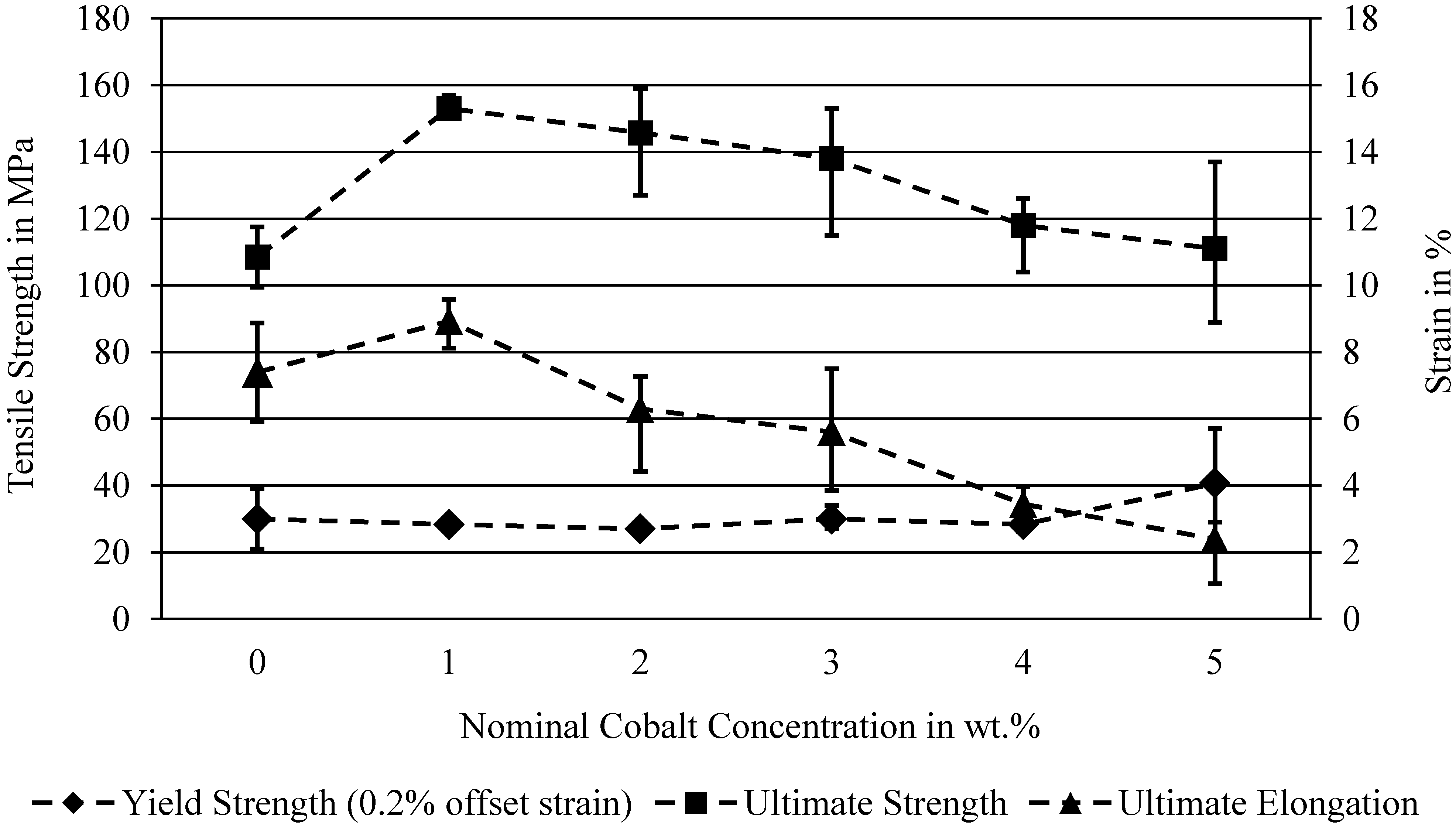
Regarding the mechanical properties in the as-cast state, the low yield strength of the binary Mg-Co alloys is an obvious problem. The tensile tests revealed that the impact of an increasing Co content shows mainly in the decrease of the tensile strength and the elongation at fracture. On the other hand, a connection between the magnetic properties and the yield strength could be observed during the loading experiments which appears as a gradual and permanent increase of the 3rd harmonic of the eddy current signal. This effect occurred usually as a result of high test loads and thus might be of use for the detection of overloaded parts of structural components without the need for an active permanent online-monitoring of the forces acting on the component.

 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}