
An Improved Manufacturing Approach for Discrete Silicon Microneedle Arrays with Tunable Height-Pitch Ratio

Abstract
:1. Introduction
2. Fabrication Process
3. Mathematical Model
3.1. First KOH Etching
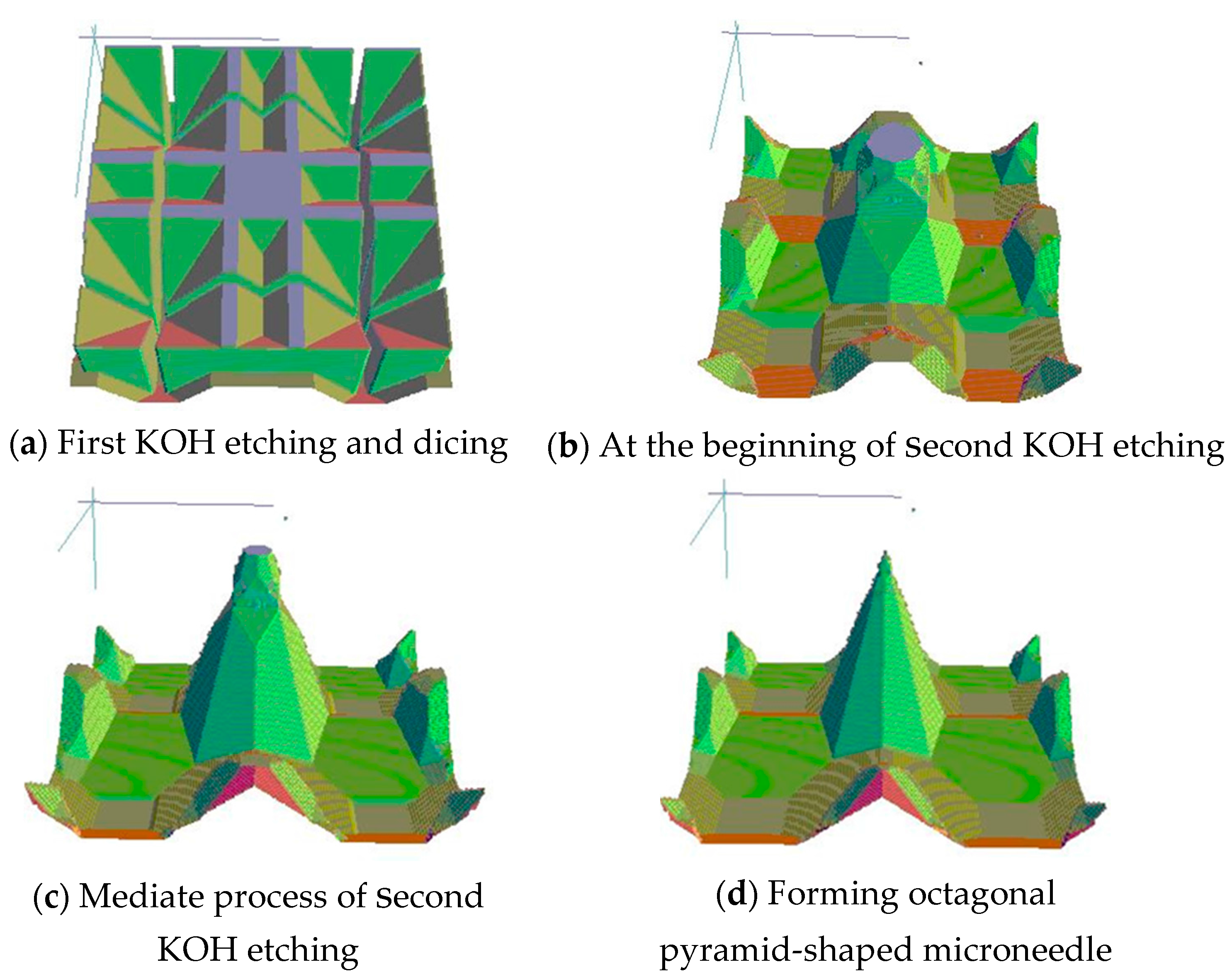
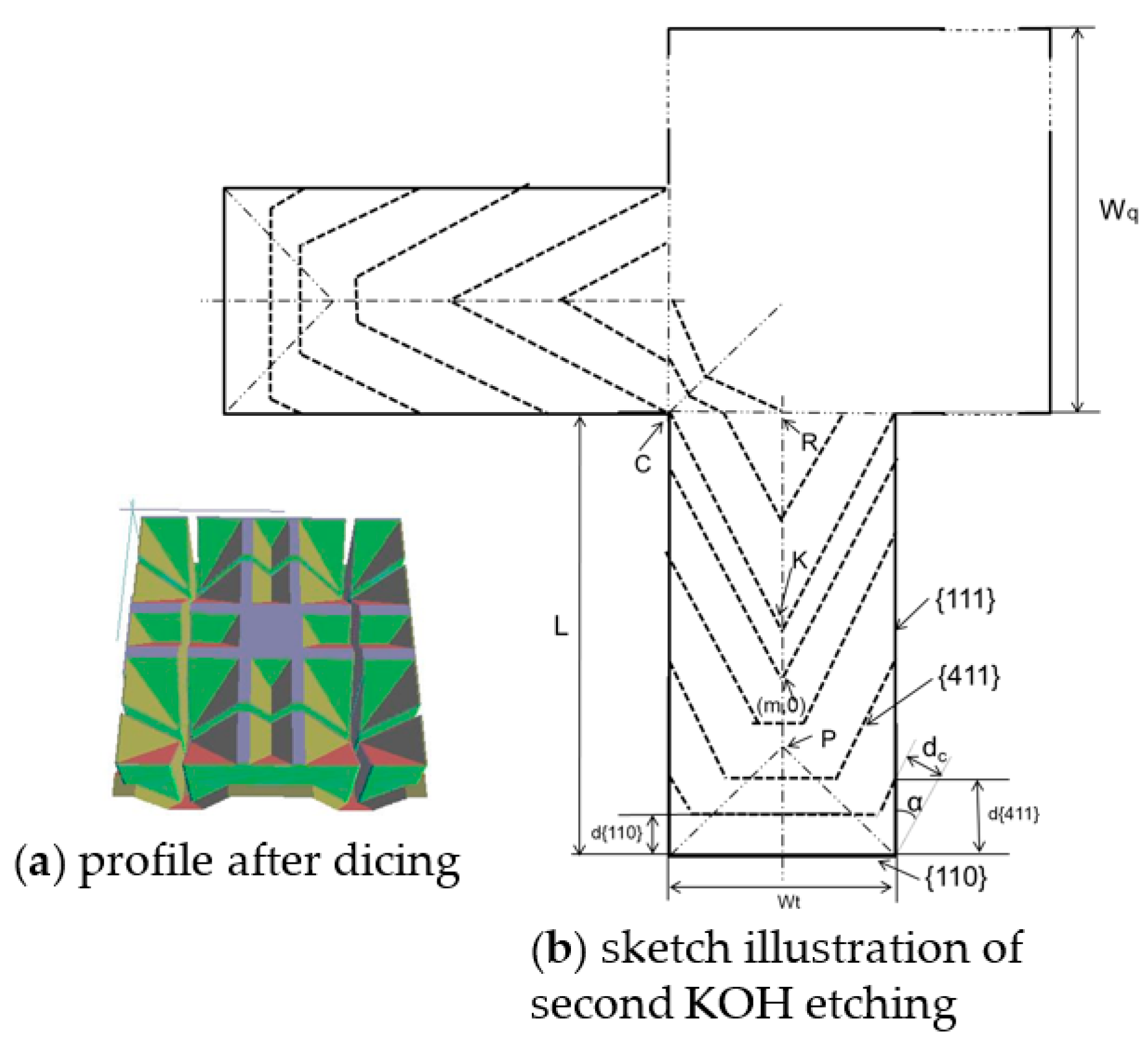
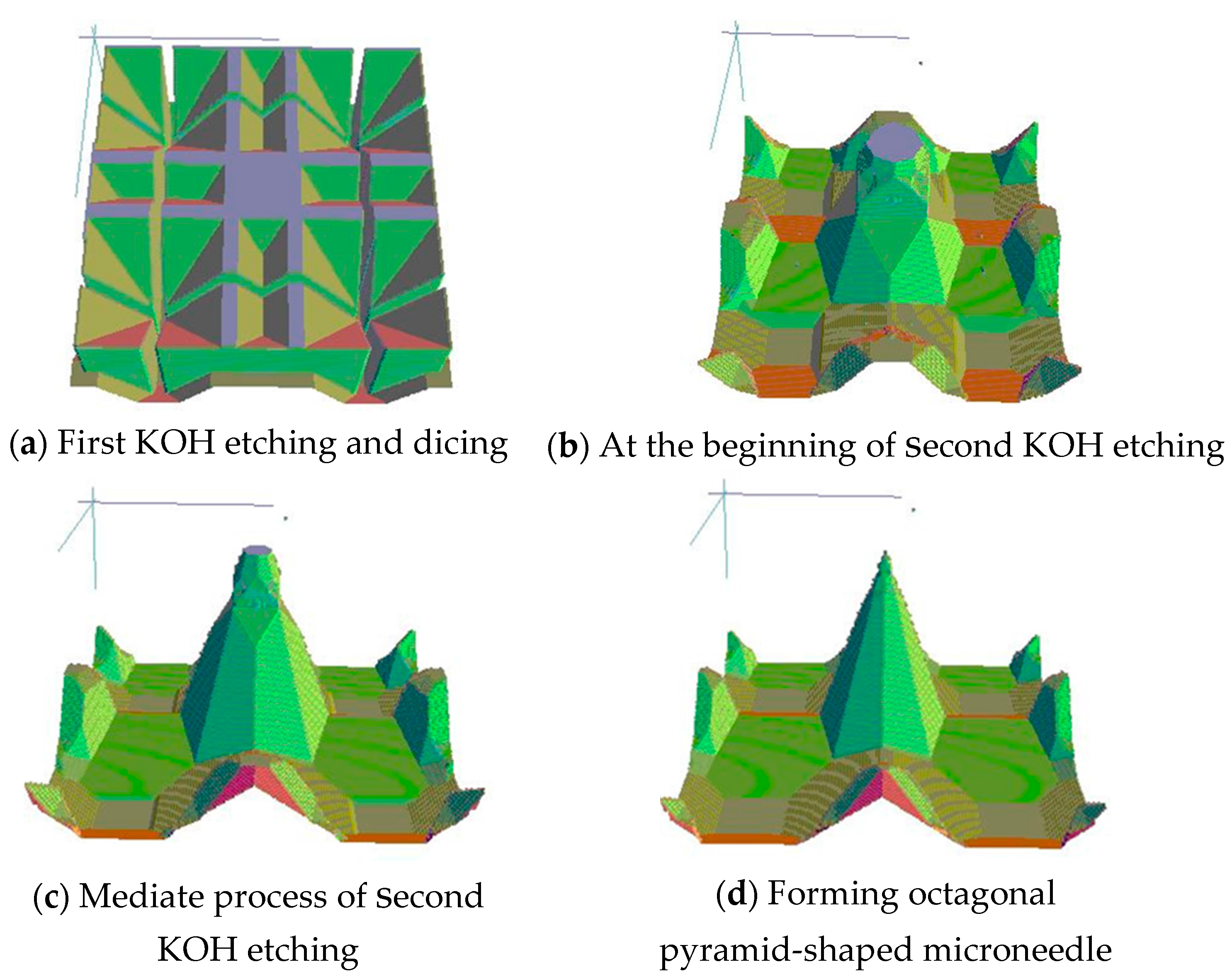
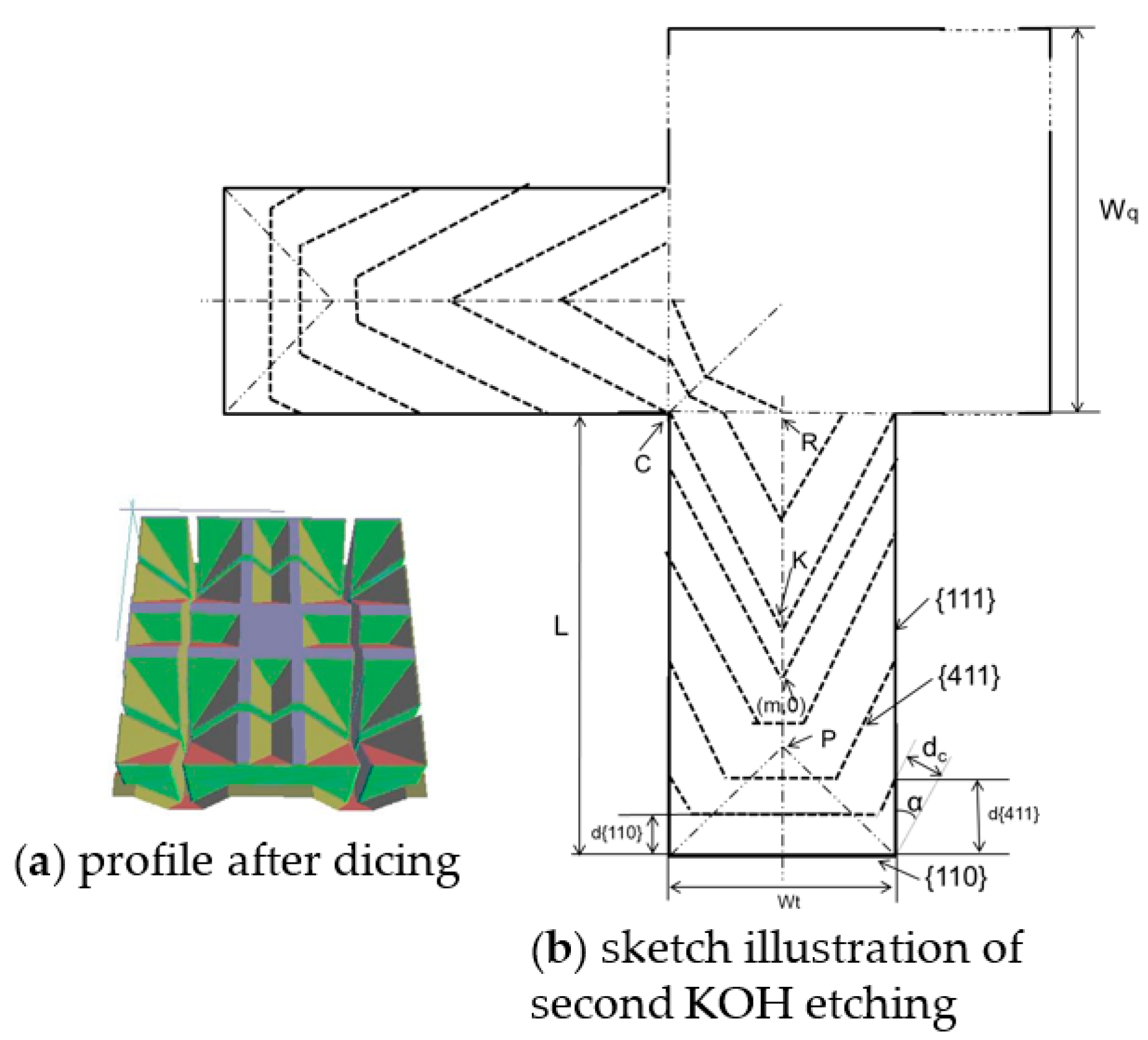
3.2. Second KOH Etching
4. Results and Discussions
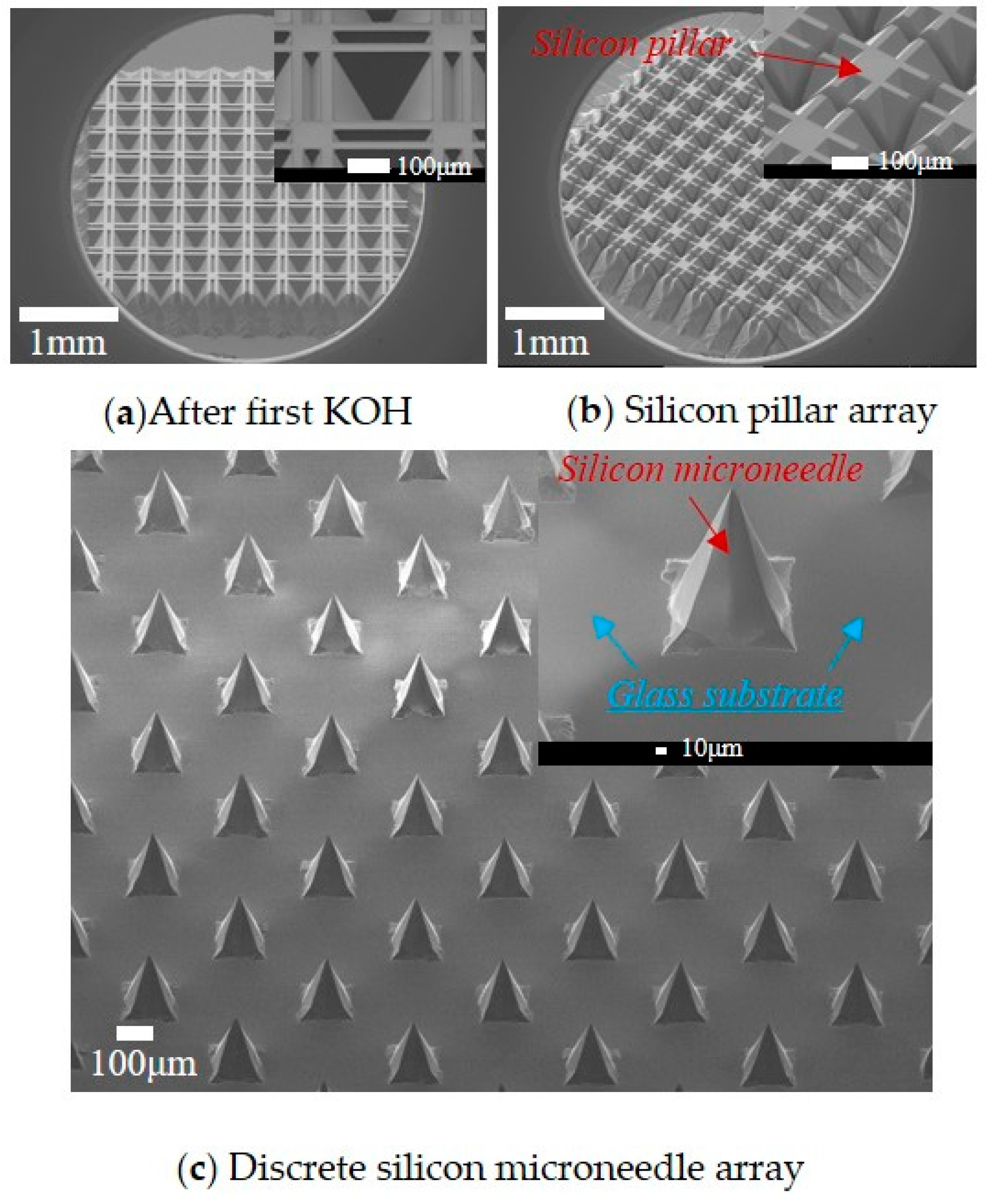
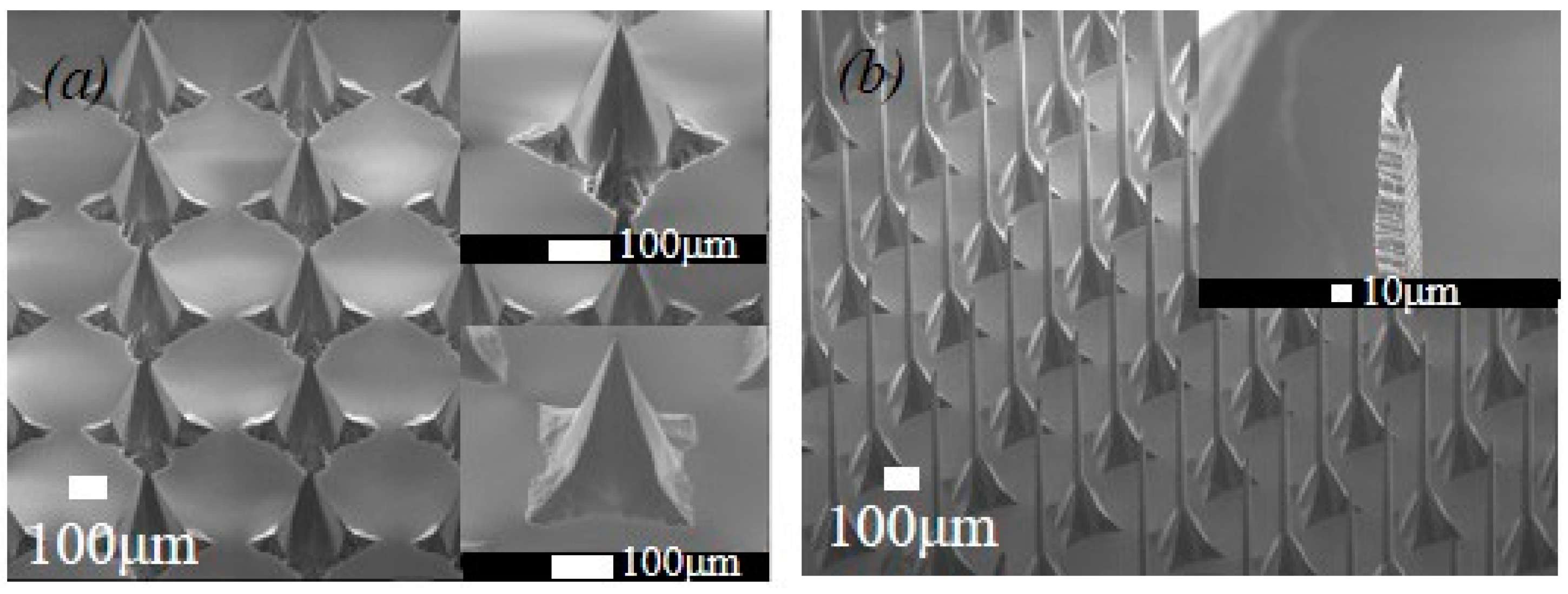
4.1. Fabrication Results
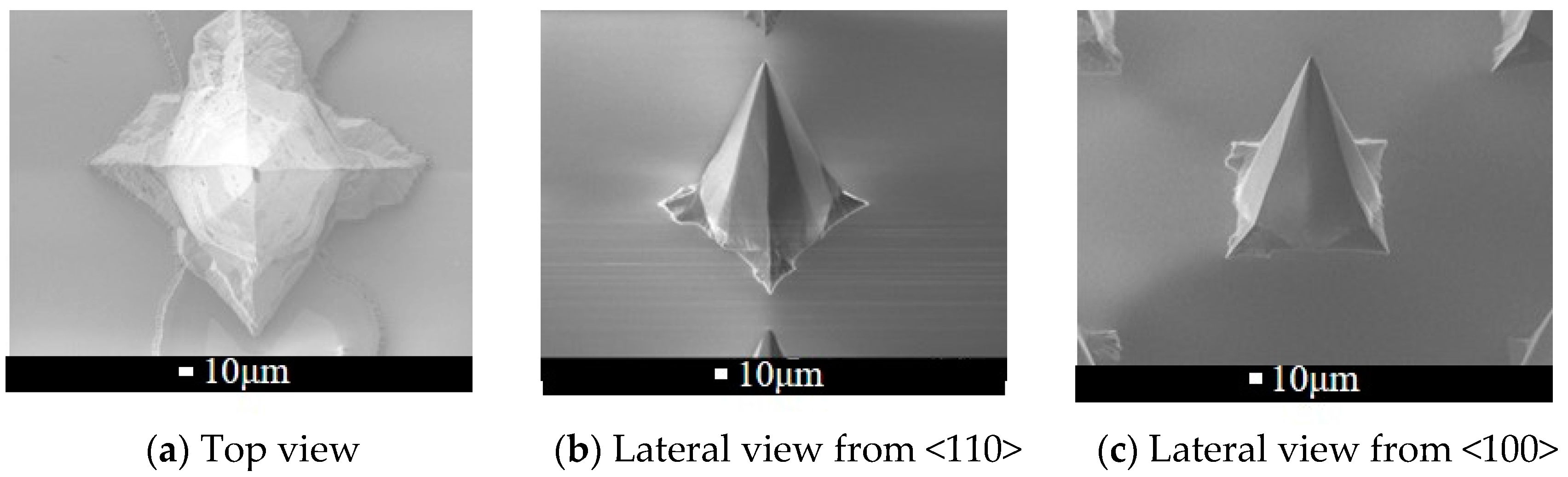
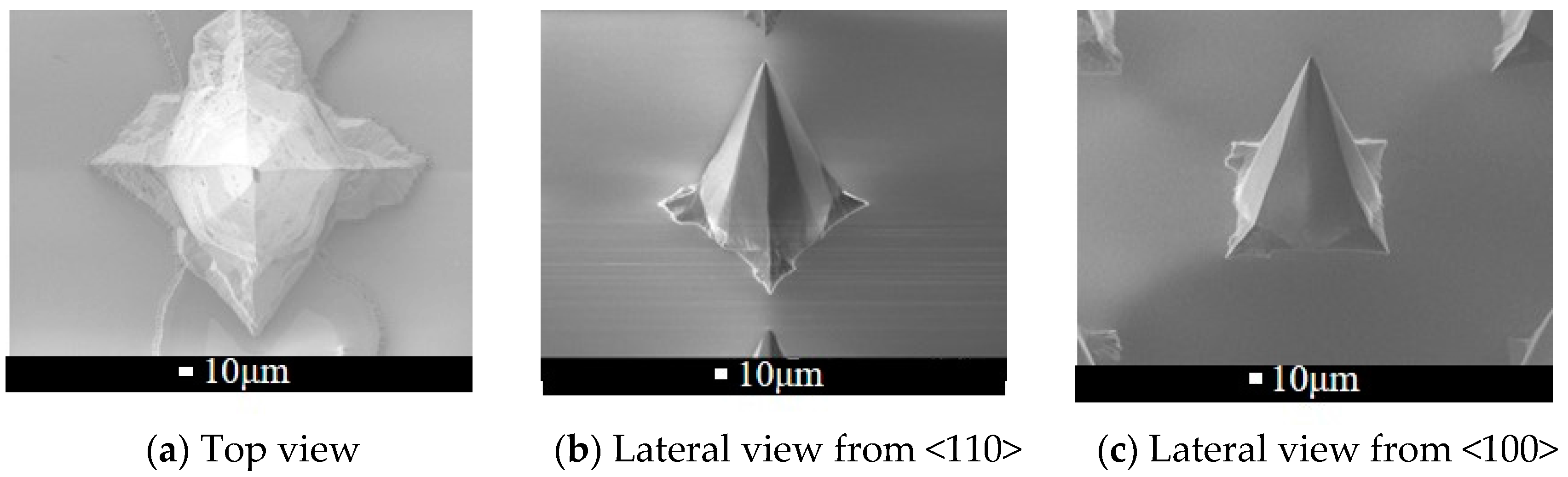
4.2. Facet of Octagonal Pyramid
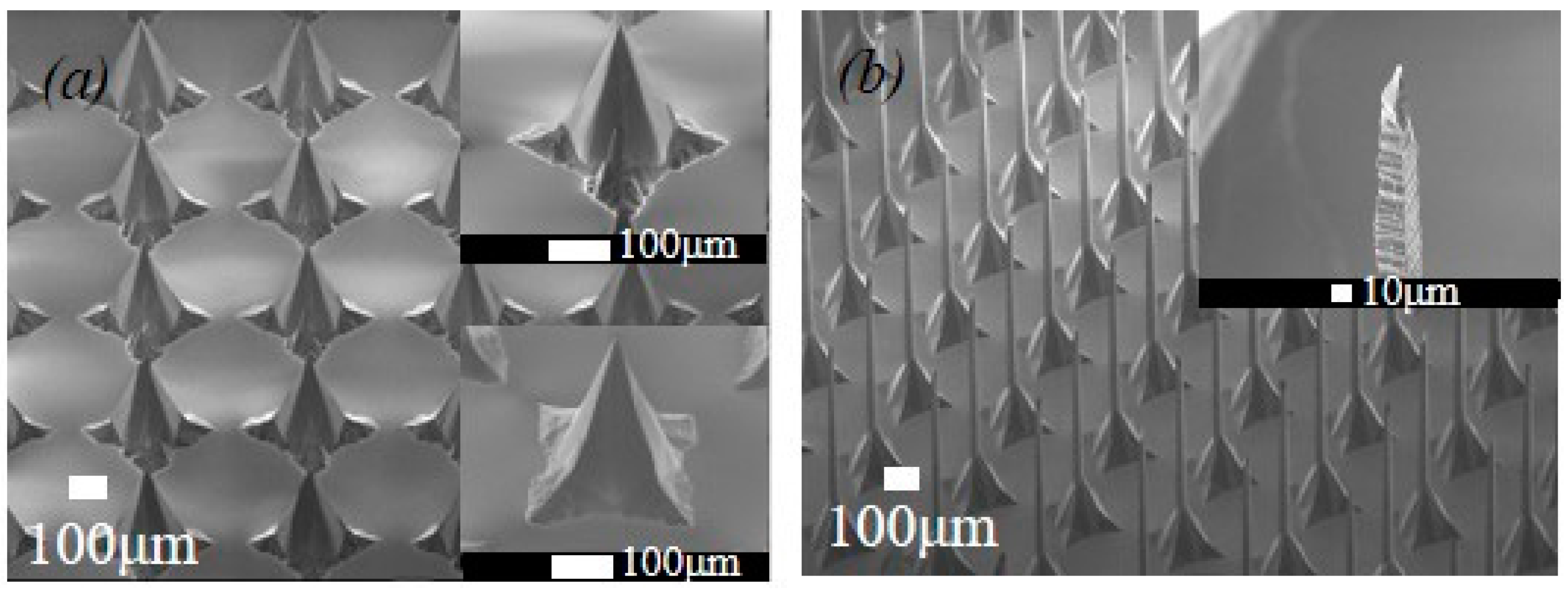
4.3. MNAs with Diverse Height and Pitch
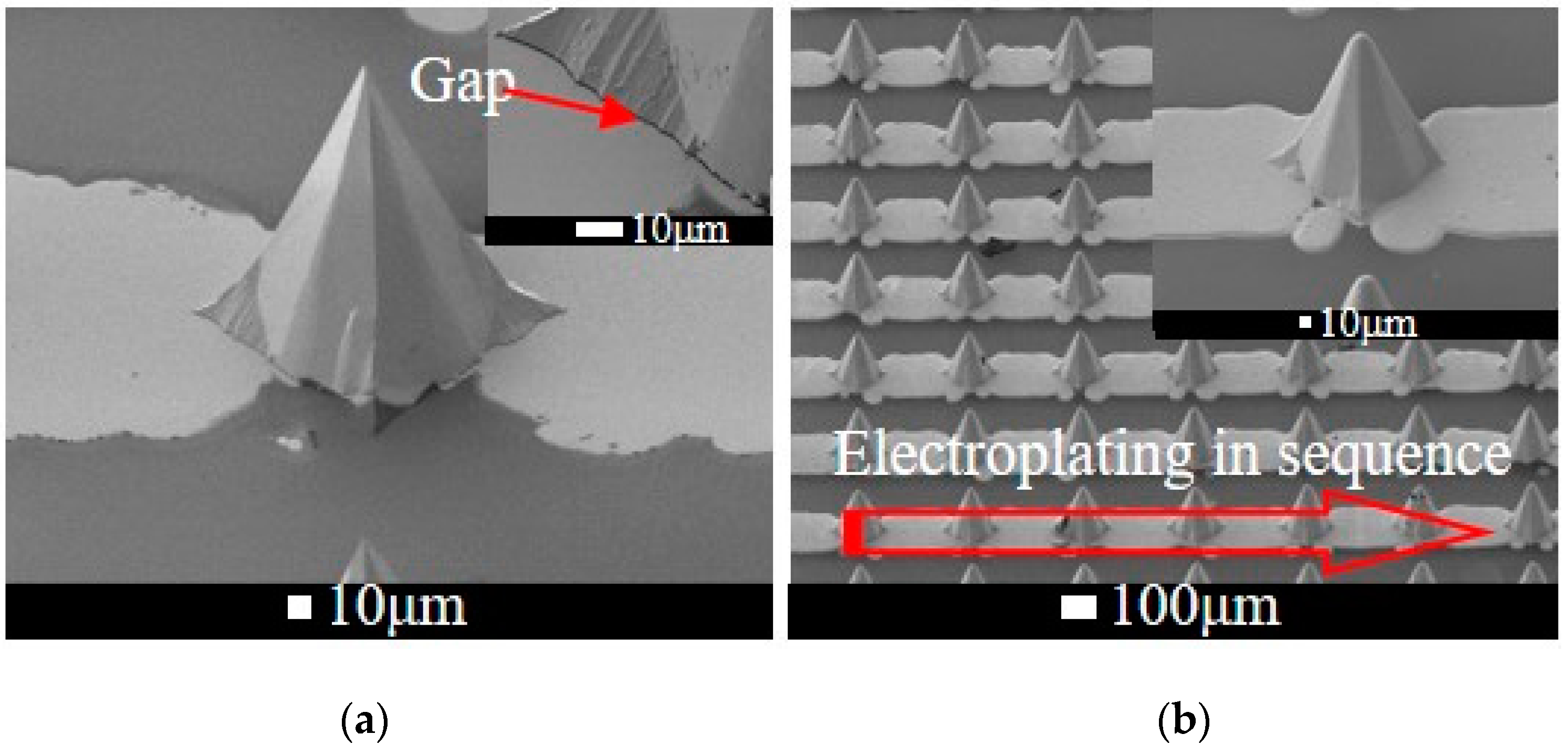
4.4. Metallization on MNAs
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Choi, S.-O.; Kim, Y.C.; Park, J.-H.; Hutcheson, J.; Gill, H.S.; Yoon, Y.-K.; Prausnitz, M.R.; Allen, M.G. An electrically active microneedle array for electroporation. Biomed. Microdevices 2009, 12, 263–273. [Google Scholar] [CrossRef] [PubMed]
- Deng, Y.; Chen, J.; Zhao, Y.; Yan, X.; Zhang, L.; Choy, K.; Hu, J.; Sant, H.J.; Gale, B.K.; Tang, T. Transdermal Delivery of siRNA through Microneedle Array. Sci. Rep. 2016, 6, 21422. [Google Scholar] [CrossRef] [PubMed]
- Ren, L.; Jiang, Q.; Chen, K.; Chen, Z.; Pan, C.; Jiang, L. Fabrication of a Micro-Needle Array Electrode by Thermal Drawing for Bio-Signals Monitoring. Sensors 2016, 16, 908. [Google Scholar] [CrossRef] [PubMed]
- Wang, R.; Zhao, W.; Wang, W.; Li, Z. A Flexible Microneedle Electrode Array With Solid Silicon Needles. J. Microelectromech. Syst. 2012, 21, 1084–1089. [Google Scholar] [CrossRef]
- Kim, M.; Kim, T.; Kim, D.S.; Chung, W.K. Curved microneedle array-based sEMG electrode for robust long-term measurements and high selectivity. Sensors 2015, 15, 16265–16280. [Google Scholar] [CrossRef] [PubMed]
- Tu, K.T.; Chung, C.K. Rapid prototyping of biodegradable microneedle arrays by integrating CO2 laser processing and polymer molding. J. Micromech. Microeng. 2016, 26, 065015. [Google Scholar] [CrossRef]
- Keum, D.H.; Jung, H.S.; Wang, T.; Shin, M.H.; Kim, Y.E.; Kim, K.H.; Ahn, G.O.; Hahn, S.K. Microneedle Biosensor for Real-Time Electrical Detection of Nitric Oxide for in Situ Cancer Diagnosis During Endomicroscopy. Adv. Healthc. Mater. 2015, 4, 1153–1158. [Google Scholar] [CrossRef] [PubMed]
- Kusamori, K.; Katsumi, H.; Sakai, R.; Hayashi, R.; Hirai, Y.; Tanaka, Y.; Hitomi, K.; Quan, Y.; Kamiyama, F.; Yamada, K.; et al. Development of a drug-coated microneedle array and its application for transdermal delivery of interferon alpha. Biofabrication 2016, 8, 015006. [Google Scholar] [CrossRef] [PubMed]
- Martin, C.J.; Allender, C.J.; Brain, K.R.; Morrissey, A.; Birchall, J.C. Low temperature fabrication of biodegradable sugar glass microneedles for transdermal drug delivery applications. J. Control Release 2012, 158, 93–101. [Google Scholar] [CrossRef] [PubMed]
- Arai, M.; Kudo, Y.; Miki, N. Polymer-based candle-shaped microneedle electrodes for electroencephalography on hairy skin on hairy skin. Jpn. J. Appl. Phys. 2016, 55, 06GP16. [Google Scholar] [CrossRef]
- Stavrinidis, G.; Michelakis, K.; Kontomitrou, V.; Giannakakis, G.; Sevrisarianos, M.; Sevrisarianos, G.; Chaniotakis, N.; Alifragis, Y.; Konstantinidis, G. SU-8 microneedles based dry electrodes for Electroencephalogram. Microelectron. Eng. 2016, 159, 114–120. [Google Scholar] [CrossRef]
- Vinayakumar, K.B.; Kulkarni, P.G.; Nayak, M.M.; Dinesh, N.S.; Hegde, G.M.; Ramachandra, S.G.; Rajanna, K. A hollow stainless steel microneedle array to deliver insulin to a diabetic rat. J. Micromech. Microeng. 2016, 26, 065013. [Google Scholar] [CrossRef]
- Tezuka, M.; Kitamura, N.; Miki, N. Information transfer using wearable thin electrotactile displays with microneedle electrodes. Jpn. J. Appl. Phys. 2016, 55, 06GP15. [Google Scholar] [CrossRef]
- Larraneta, E.; Lutton, R.E.M.; Woolfson, A.D.; Donnelly, R.F. Microneedle arrays as transdermal and intradermal drug delivery systems: Materials science, manufacture and commercial development. Mater. Sci. Eng. R 2016, 104, 1–32. [Google Scholar] [CrossRef]
- Yoon, Y.; Lee, G.S.; Yoo, K.; Lee, J.B. Fabrication of a microneedle/CNT hierarchical micro/nano surface electrochemical sensor and its in vitro glucose sensing characterization. Sensors 2013, 13, 16672–16681. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Li, Y.; Liu, M.; Cui, L.; Yu, Y. Microneedle Electrode Array for Electrical Impedance Myography to Characterize Neurogenic Myopathy. Ann. Biomed. Eng. 2016, 44, 1566–1575. [Google Scholar] [CrossRef] [PubMed]
- Lin, C.; Ko, L.; Chiou, J.; Duann, J.; Huang, R.; Liang, S.; Chiu, T.; Jung, T. Noninvasive Neural Prostheses Using Mobile and Wireless EEG. Proc. IEEE 2008, 96, 1167–1183. [Google Scholar]
- O’Mahony, C.; Pini, F.; Blake, A.; Webster, C.; O’Brien, J.; McCarthy, K.G. Microneedle-based electrodes with integrated through-silicon via for biopotential recording. Sens. Actuators A Phys. 2012, 186, 130–136. [Google Scholar] [CrossRef]
- Chung, I.J.; Murfett, D.B.; Hariz, A.; Haskard, M.R. Fabrication of high aspect ratio silicon micro-tips for field emission devices. J. Mater. Sci. 1997, 32, 4999–5003. [Google Scholar] [CrossRef]
- Shikida, M.; Nanbara, K.; Koizumi, T.; Sasaki, H. A model explaining mask-corner undercut phenomena in anisotropic silicon etching: A saddle point in the etching-rate diagram. Sens. Actuators A. Phys. 2002, 98, 758–763. [Google Scholar] [CrossRef]
- Dizon, R.; Member, S.; Han, H.; Russell, A.G.; Reed, M.L. An Ion Milling Pattem Transfer Technique for Fabrication of Three-Dimensional Micromechanical Structures. J. Microelectromech. Syst. 1993, 2, 151–159. [Google Scholar] [CrossRef]
- Wilke, N.; Reed, M.L.; Morrissey, A. The evolution from convex corner undercut towards microneedle formation: Theory and experimental verification. J. Micromech. Microeng. 2006, 16, 808–814. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | Process | Material | Shape | Uniformity a | Discreteness b | Ratio of Height to Pitch |
|---|---|---|---|---|---|---|
| Kim [5] | Replication and curved deformation | Biodegradable polylactic acid (PLA) | Cone | fair | poor | 350/950 = 0.37 |
| Tu [6] | CO2 laser ablation and polymer molding | poly-lactic-co-glycolic acid (PLGA) | Cone | fair | poor | 1179/500 = 2.36 |
| Keum [7] | Polymer molding | Polycarprolactone (PCL) | Cone | fair | poor | 700/900 = 0.78 |
| Kusamori [8] | Micro-molding | Interferon α, polyvinyl alcohol (PVA) | Cone | fair | poor | 800/900 = 0.89 |
| Martin [9] | Low temperature vacuum deposition micromoulding | biodegradable sugar glass | Octagonal pyramid | good | poor | 250/1000 = 0.25 |
| Arai [10] | Replica molding | SU-8 | candle-shaped | good | poor | 1000/830 = 1.20 |
| Ren [3] | Thermal drawing | PLGA | Hill-like | good | fair | 500/1000 = 0.5 |
| Stavrinidis [11] | Backside inadequate exposure | SU-8 | Cone | poor | fair | 500/650 = 0.77 |
| Vinayakumar [12] | Electron discharge machining (EDM) | stainless steel | Hollow truncated Cone | fair | poor | 300/500 = 0.6 |
| Tezuka [13] | Electrochemical etching and insertion | Titanium | Cone | fair | good | 800/2500 = 0.32 |
| Yoon [15] | DRIE + HNA | Silicon | Cone | good | fair | 380/340 = 1.12 |
| Li [16] | DRIE + HNA | silicon | Cone | good | fair | 150/200 = 0.75 |
| Deng [2] | Dicing + HNA | silicon | rectangular pyramid | good | fair | 200/90 = 2.22 |
| Lin [17] | 2 Stage etch | Silicon | self-stabilized diamond-shaped | good | fair | 250/200 = 1.25 |
| Wang [4] | Dry etch | Silicon | nipple-shaped | fair | good | 80/450 = 0.18 |
| O’Mahony [18] | One stage KOH | Silicon | Octagonal pyramid | good | good | 300/1200 = 0.25 |
| This work | KOH-dicing-KOH | Silicon | Octagonal pyramid | good | good | Bigger than 0.56, up to 2.65 |
| Top View | Lateral View | |||
|---|---|---|---|---|
| Internal Angle 1 a | Internal Angle 2 a | γ<110> b | γ<100> b | |
| Calculated {321}-facet pyramid | 143.1° | 126.9° | 37.2° | 36.7° |
| Measure from SEM | 136.8° ± 5.4° | 133.8° ± 3.8° | 39.4° | 37.8° |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, R.; Wang, W.; Li, Z. An Improved Manufacturing Approach for Discrete Silicon Microneedle Arrays with Tunable Height-Pitch Ratio. Sensors 2016, 16, 1628. https://doi.org/10.3390/s16101628
Wang R, Wang W, Li Z. An Improved Manufacturing Approach for Discrete Silicon Microneedle Arrays with Tunable Height-Pitch Ratio. Sensors. 2016; 16(10):1628. https://doi.org/10.3390/s16101628
Chicago/Turabian StyleWang, Renxin, Wei Wang, and Zhihong Li. 2016. "An Improved Manufacturing Approach for Discrete Silicon Microneedle Arrays with Tunable Height-Pitch Ratio" Sensors 16, no. 10: 1628. https://doi.org/10.3390/s16101628