Application and Optimization of Stiffness Abruption Structures for Pressure Sensors with High Sensitivity and Anti-Overload Ability

Abstract
:1. Introduction
2. Sensing Chip Design
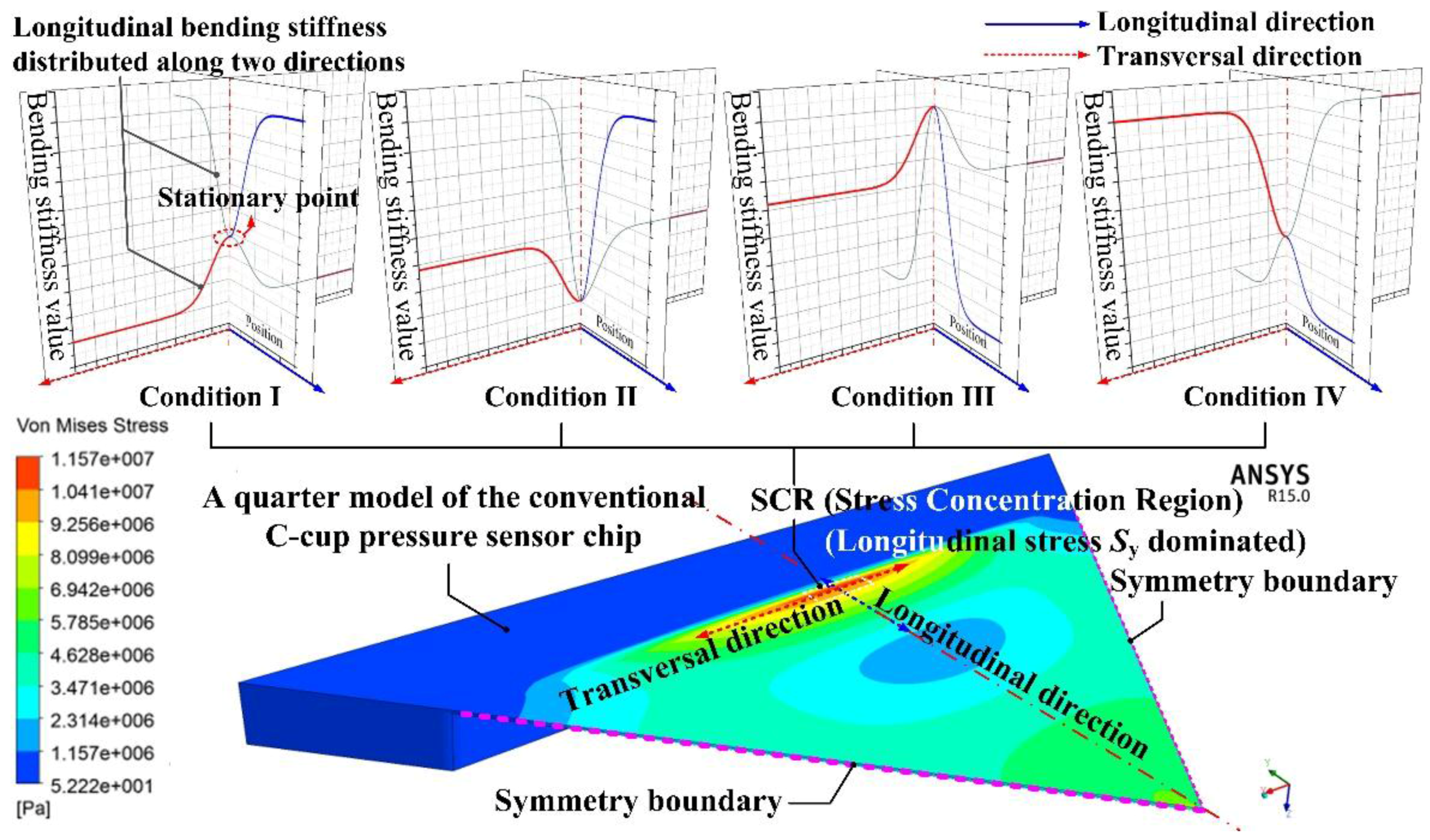
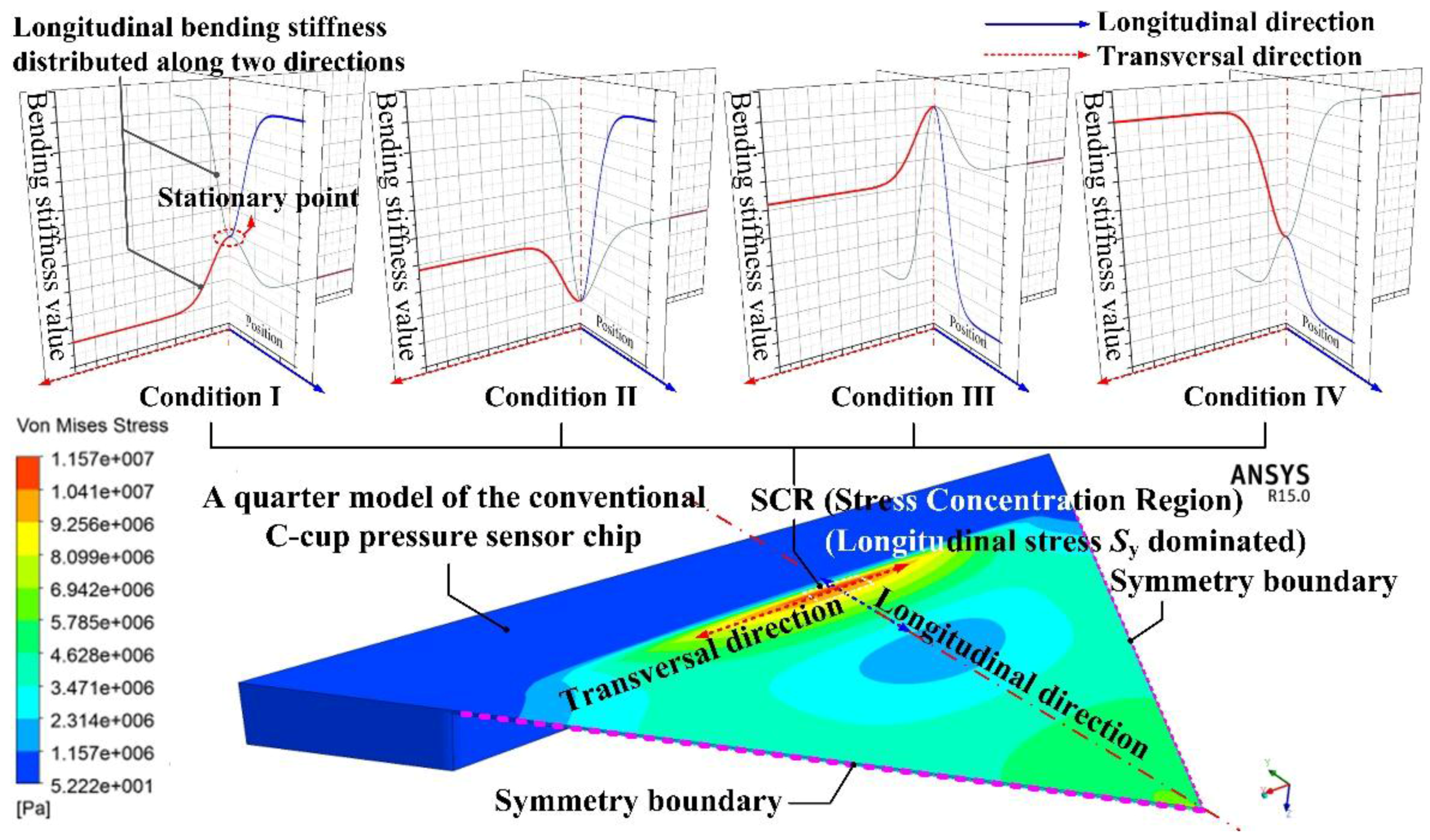
2.1. Stiffness Distribution Characteristics of a Diaphragm Structure
- The stiffened diaphragm had the ability to concentrate elastic potential energy in SCR.
- The stiffened area should not constrain the diaphragm deformation too much which would impair the stress concentration.
2.1.1. Condition I
2.1.2. Condition II
2.1.3. Condition III
2.1.4. Condition IV
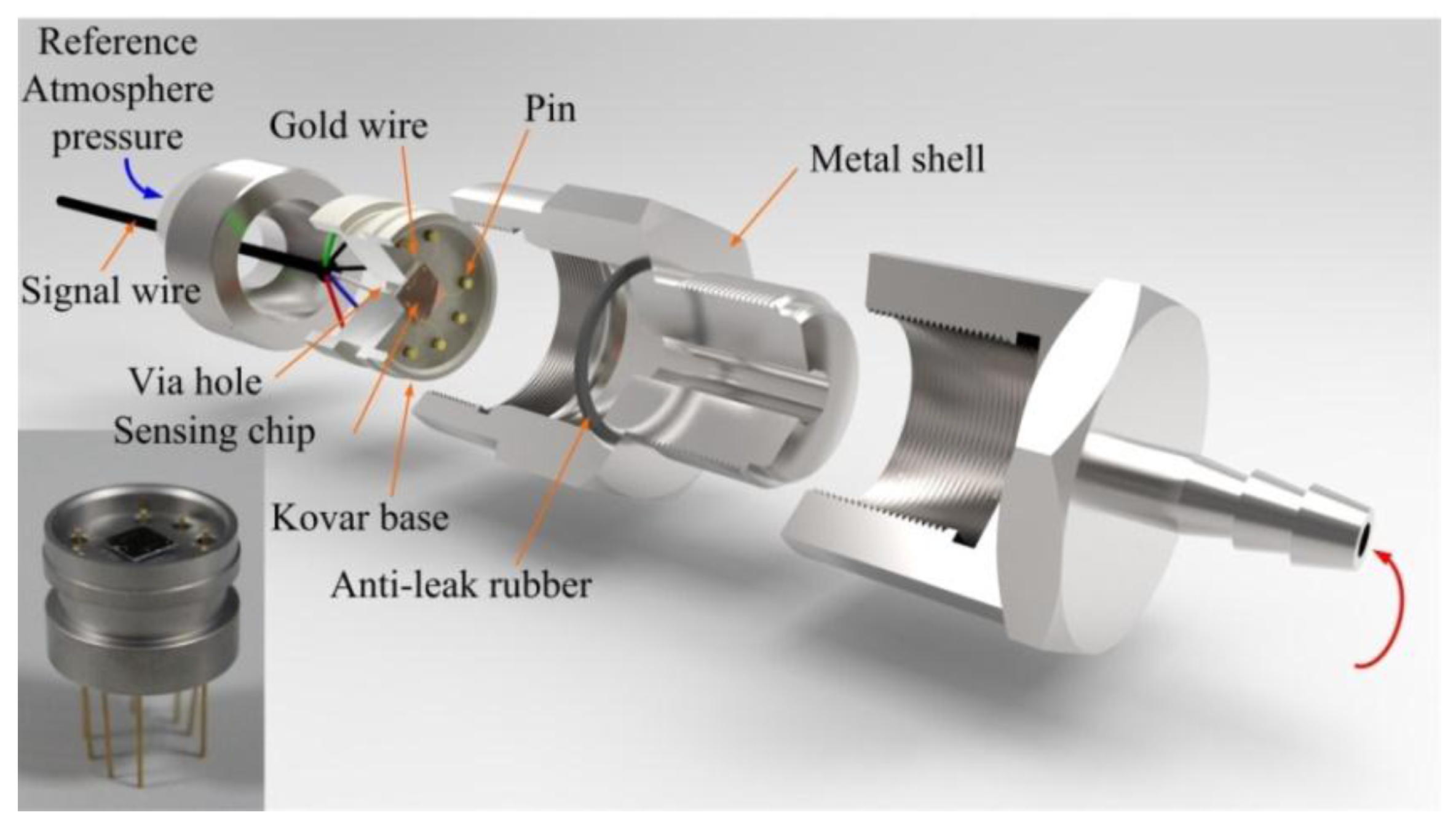
2.2. Basic Design of the Sensing Chip
3. Finite Element Method Analysis and Designing Method
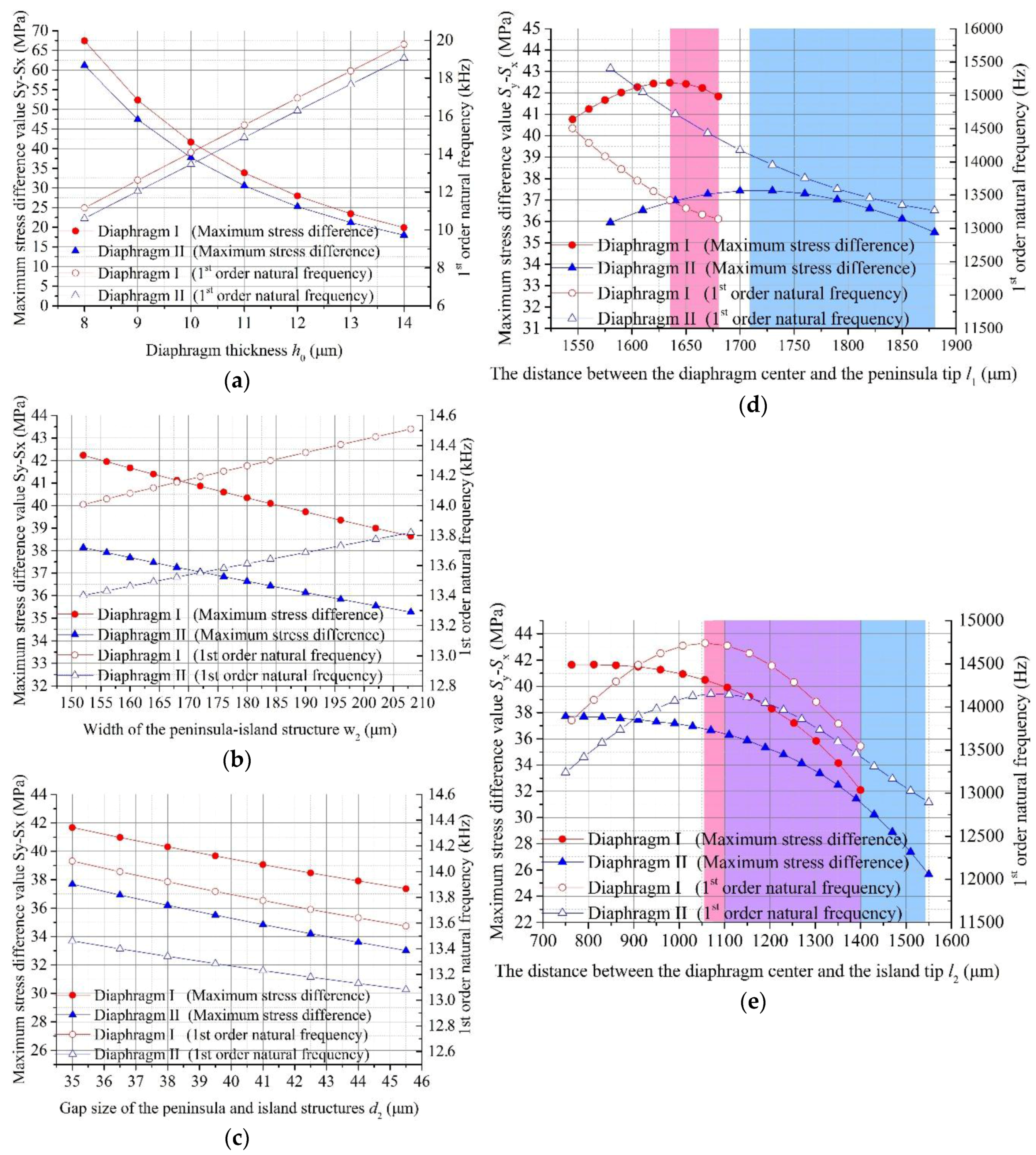
3.1. The Effect of Various Geometrical Parameters on Stress and Frequency
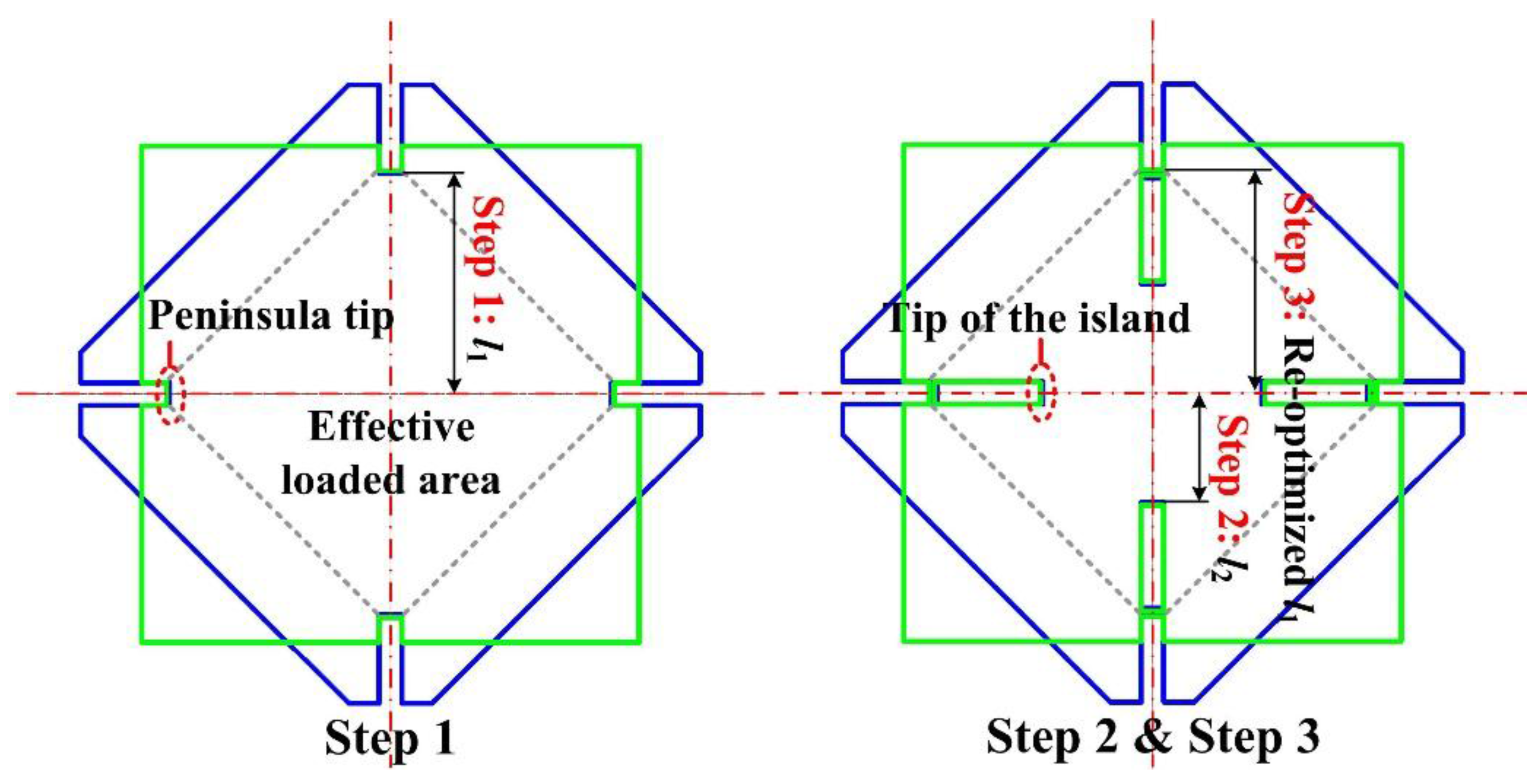
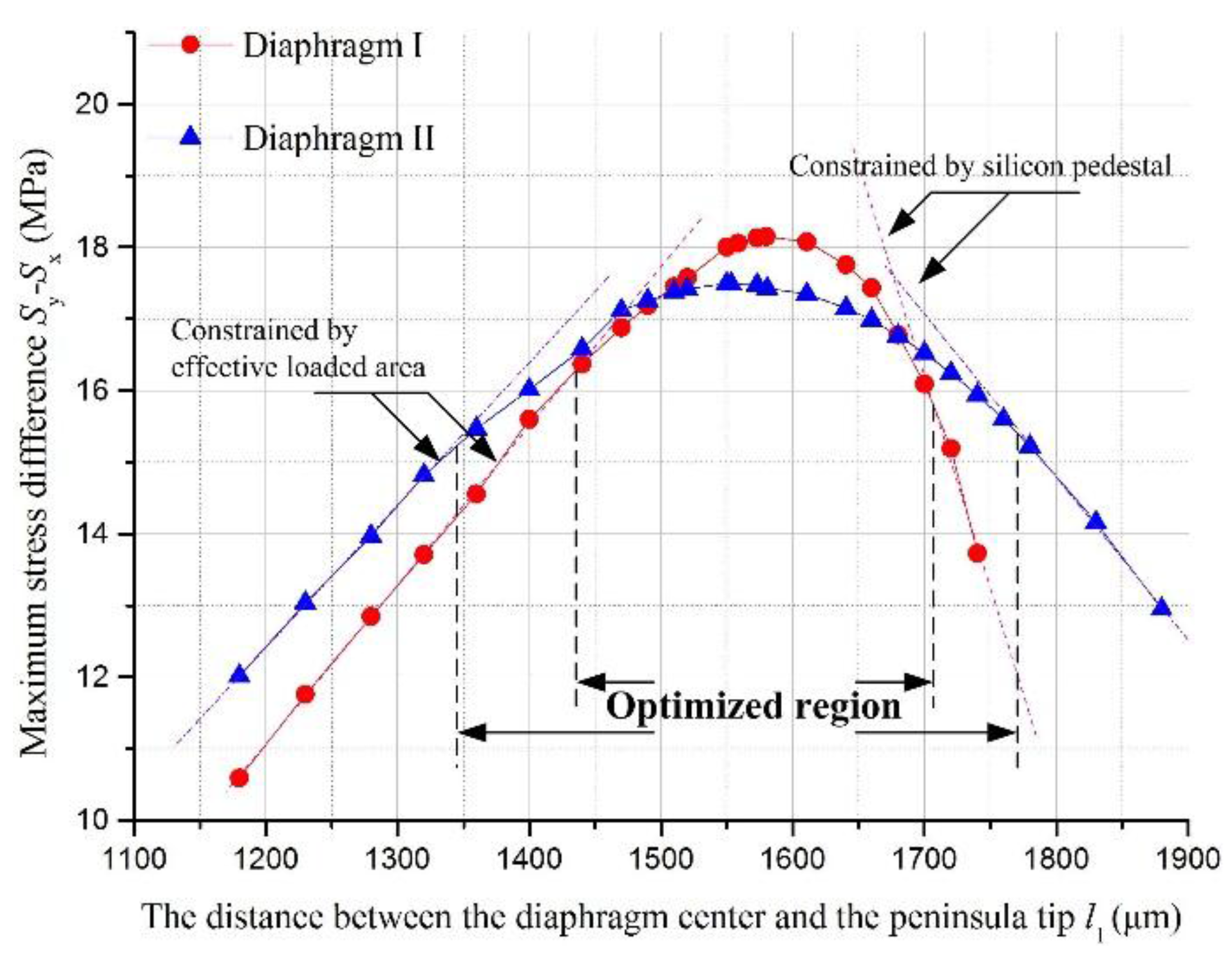
3.2. Optimization Method for the Peninsula-Island Based Structure
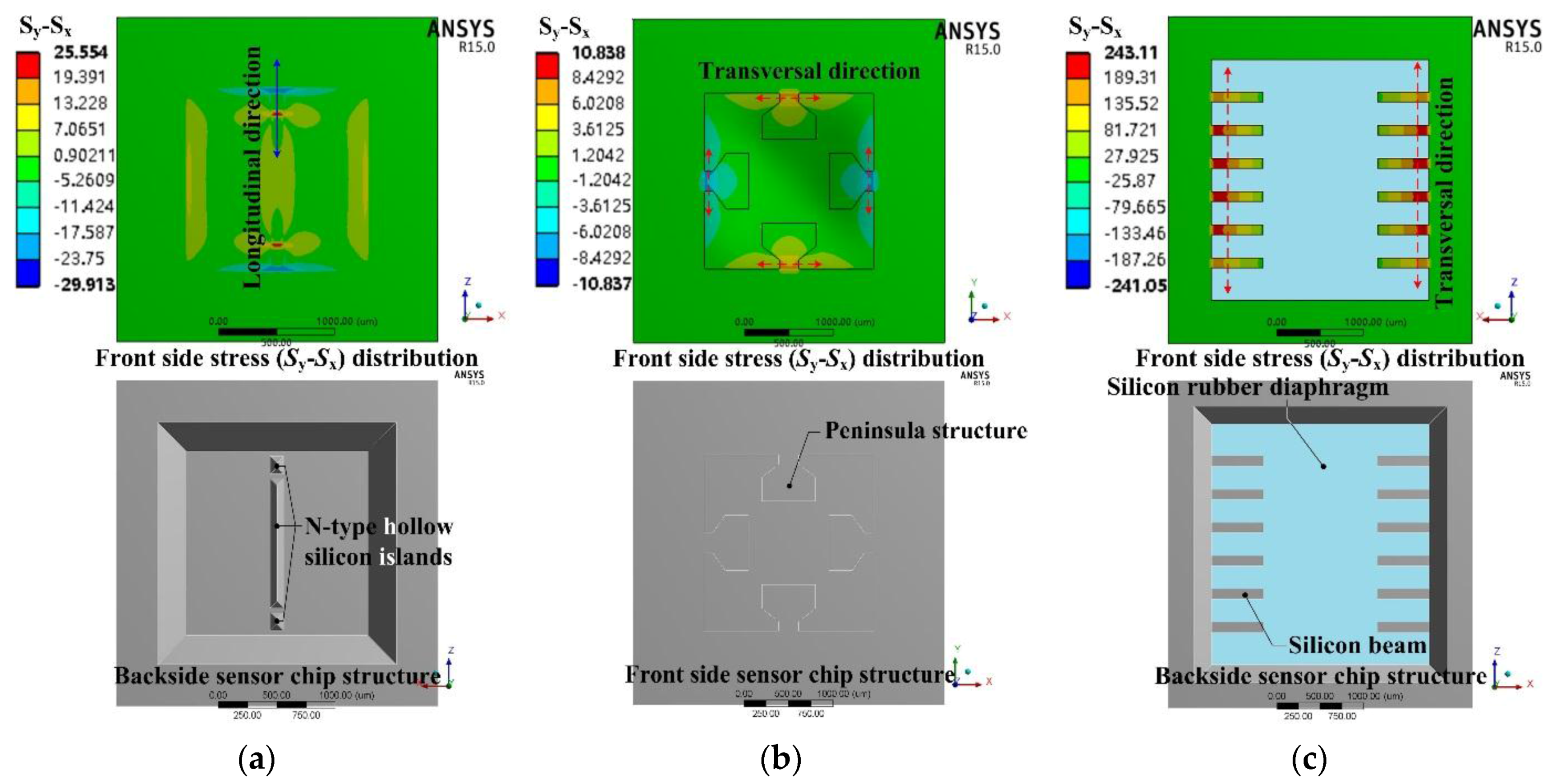
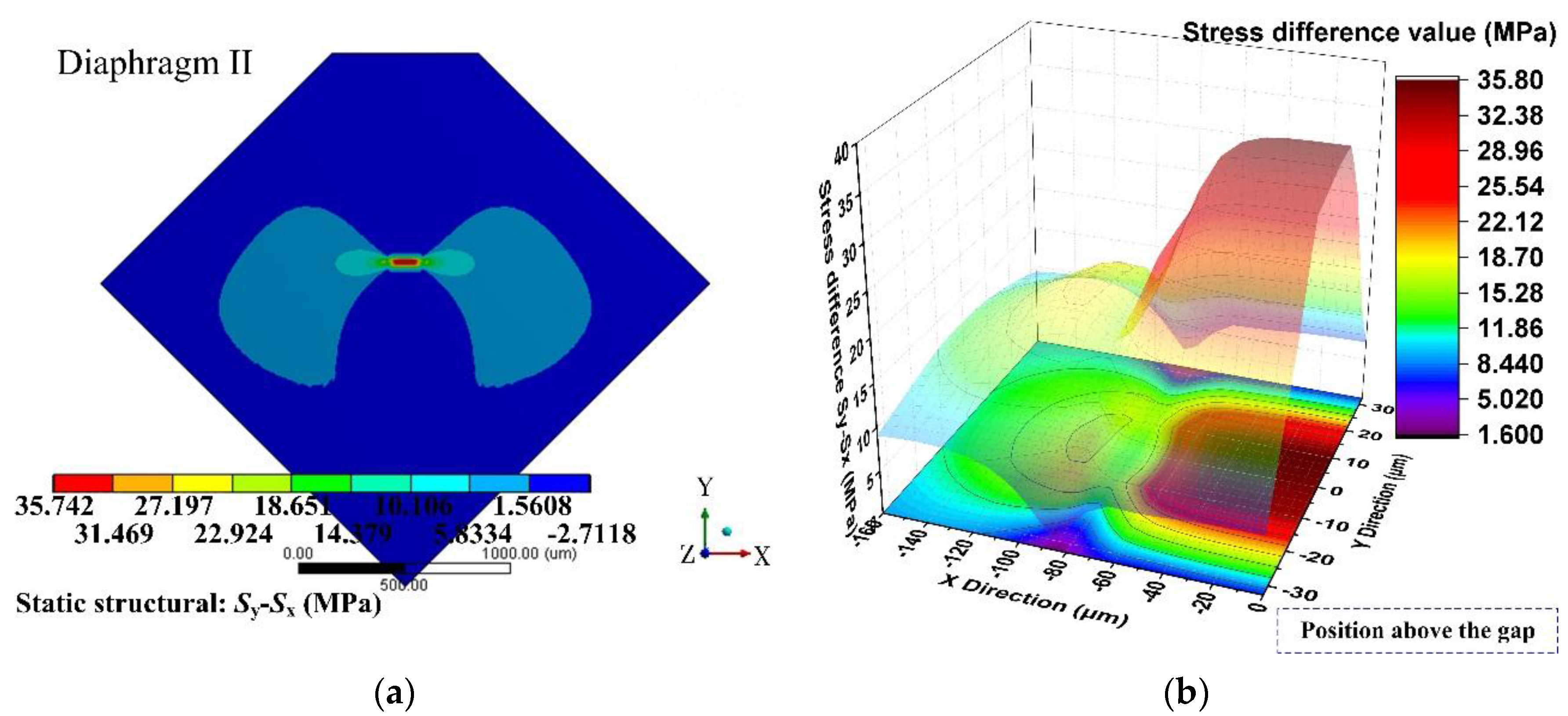
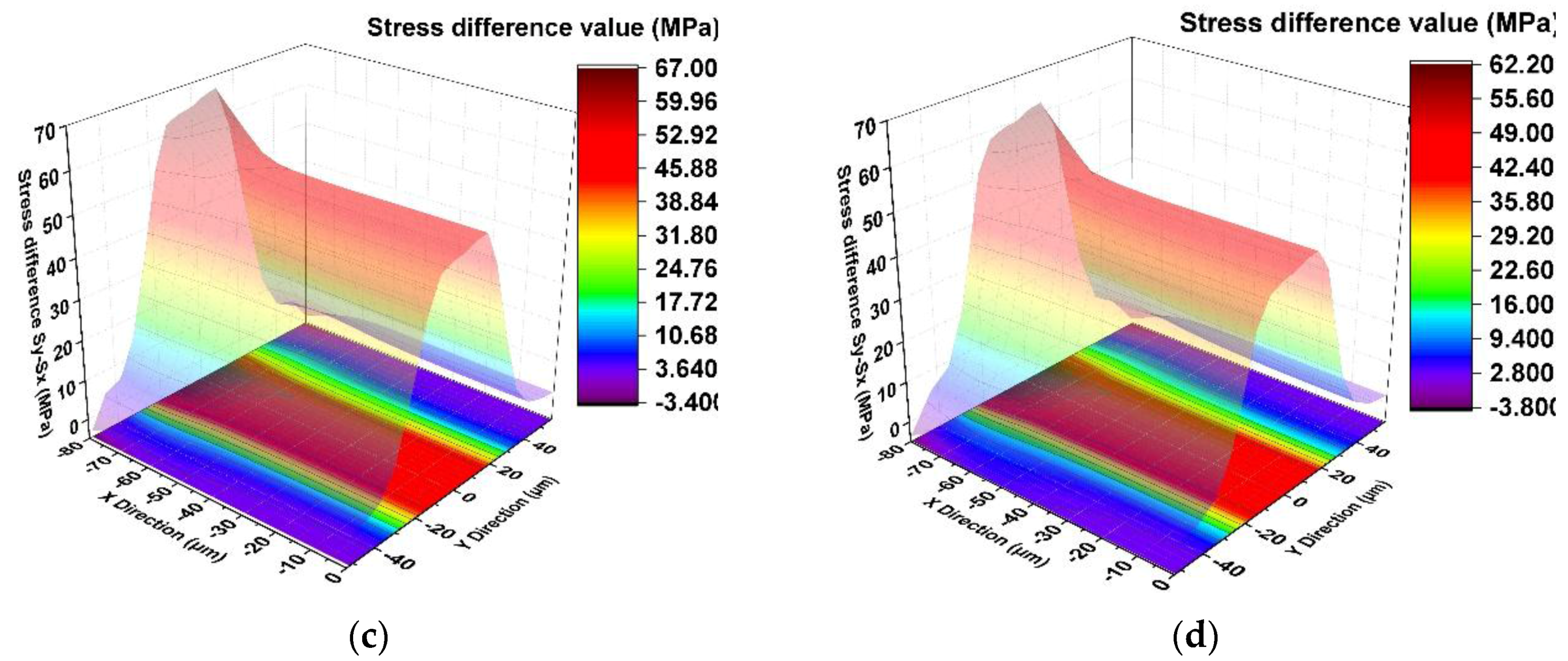
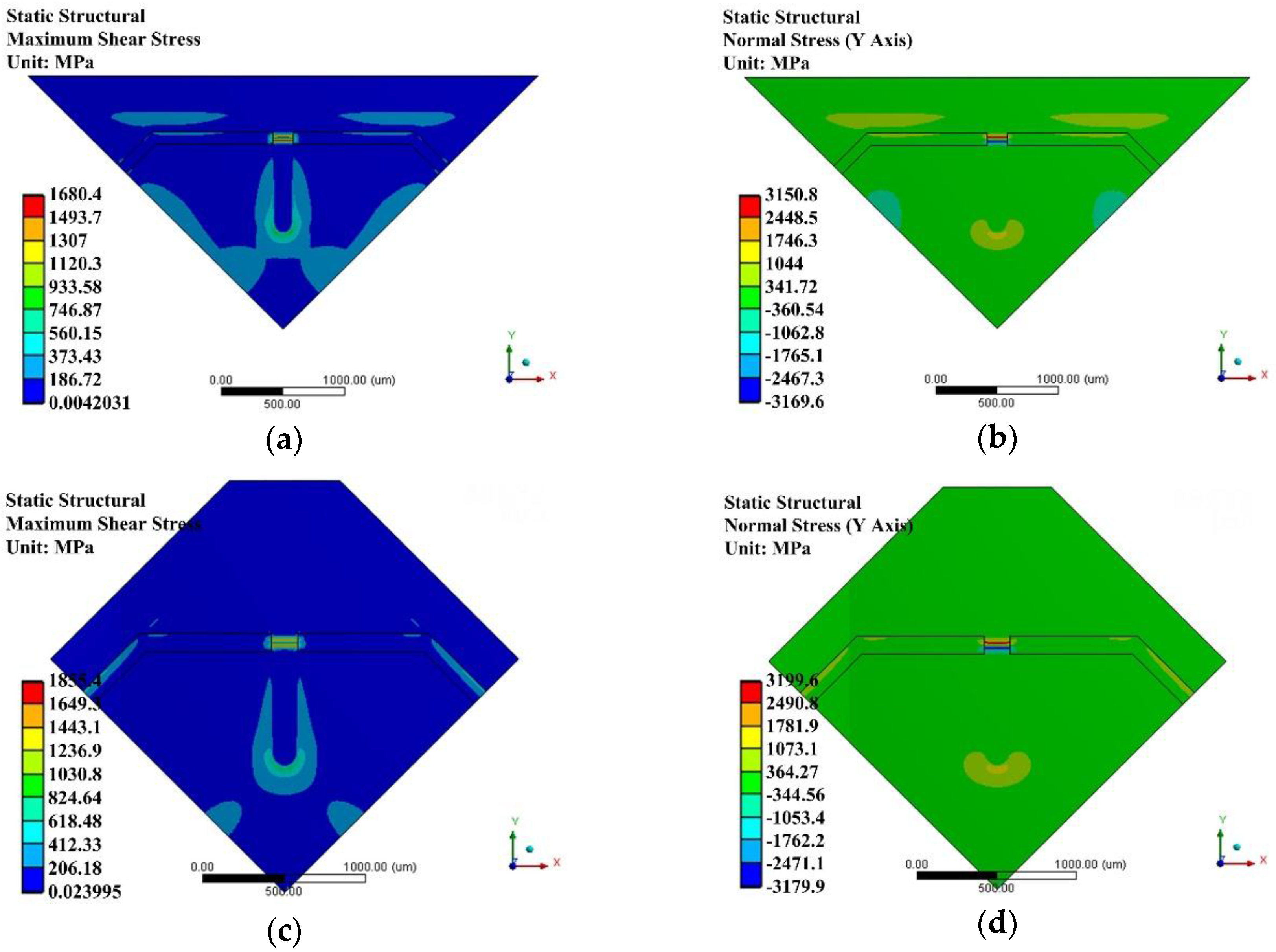
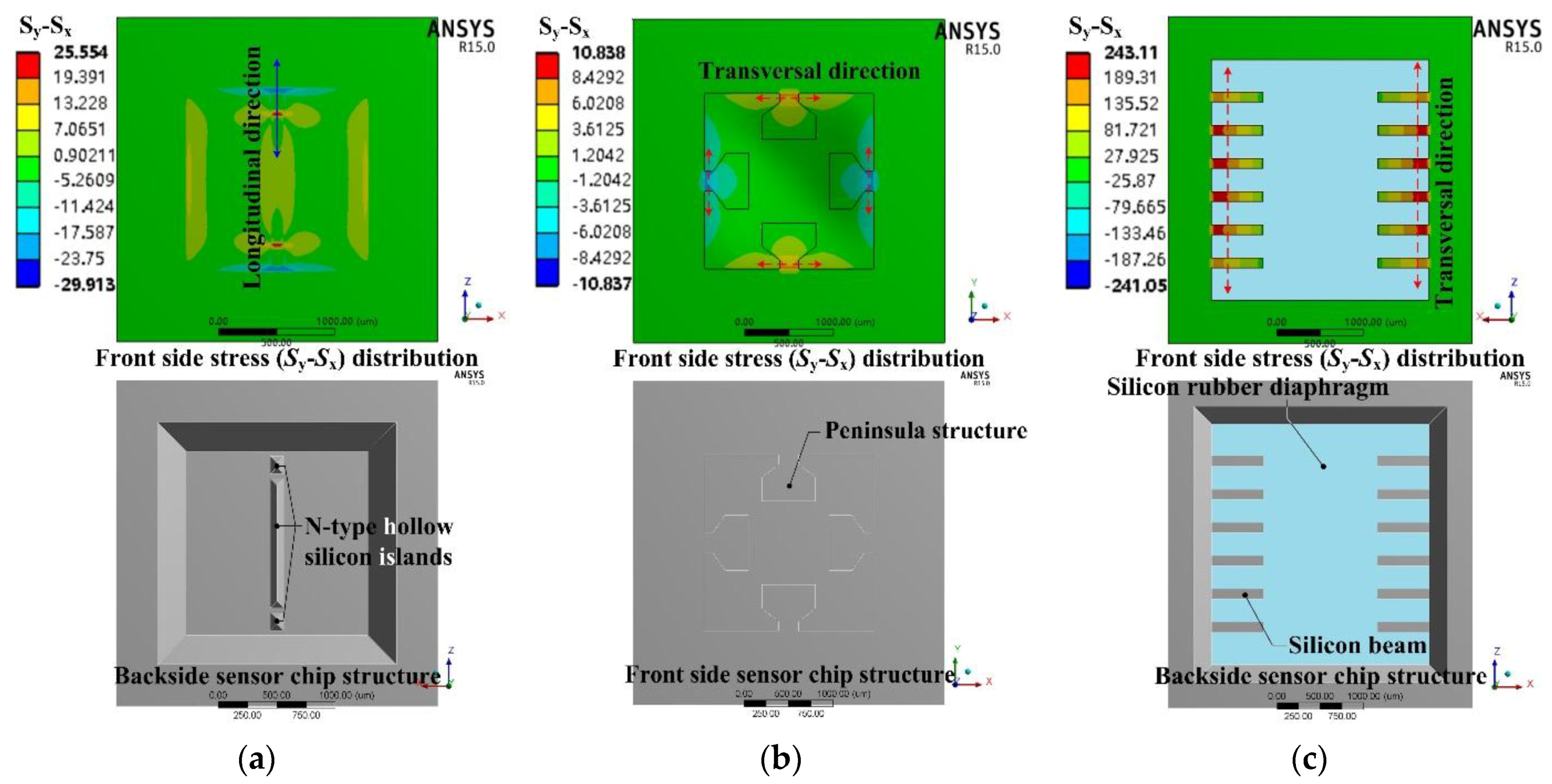
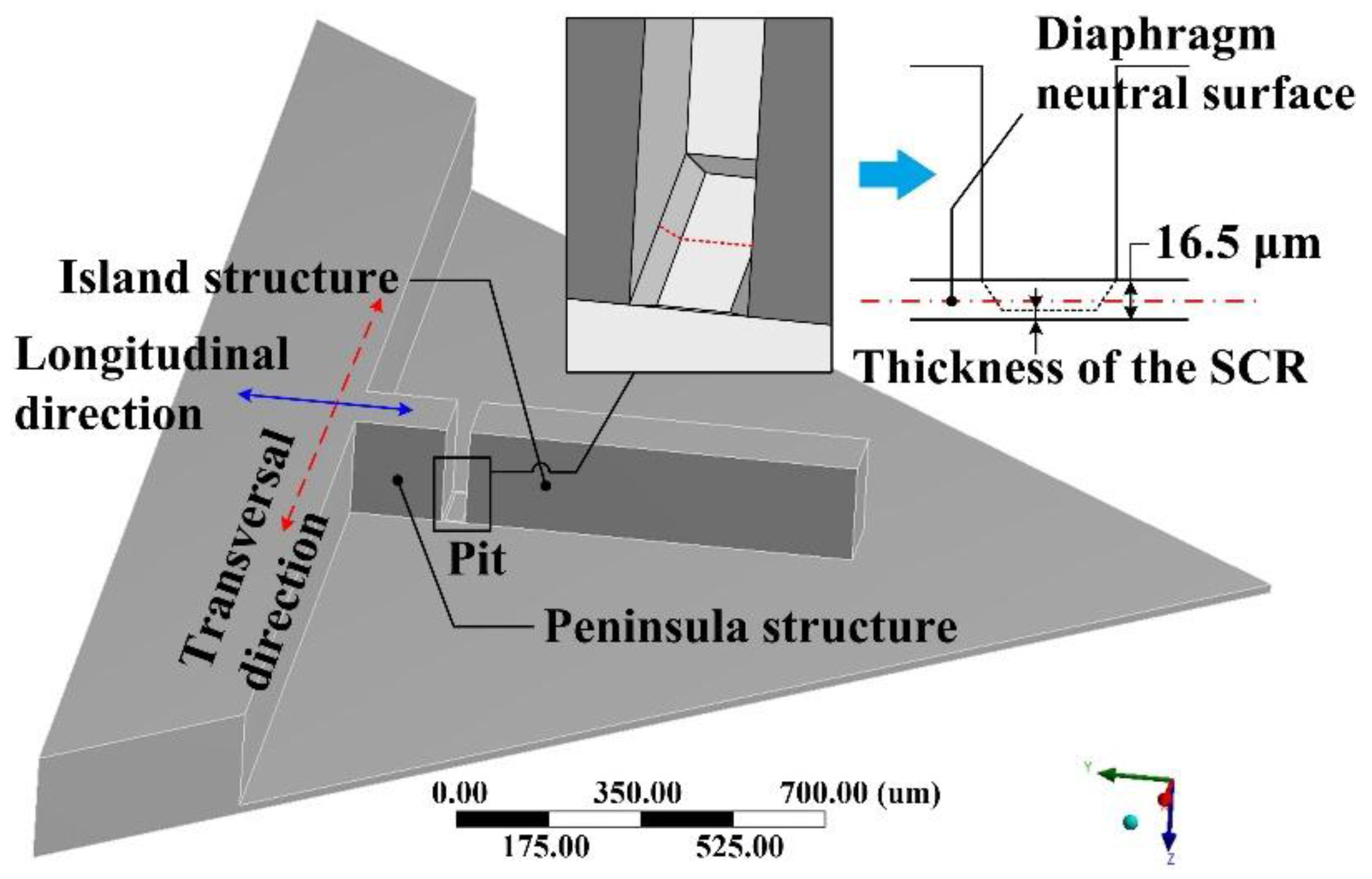
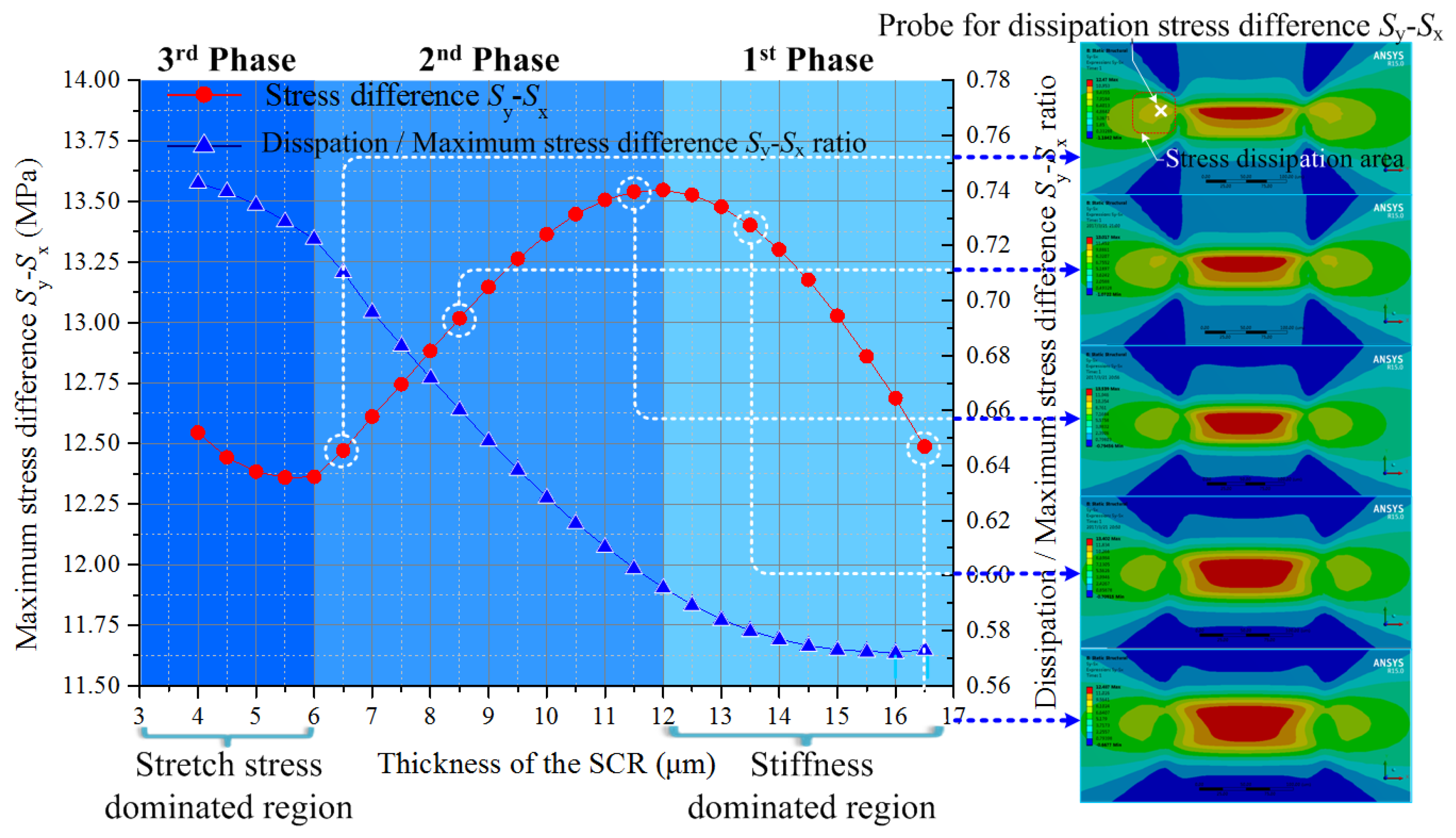
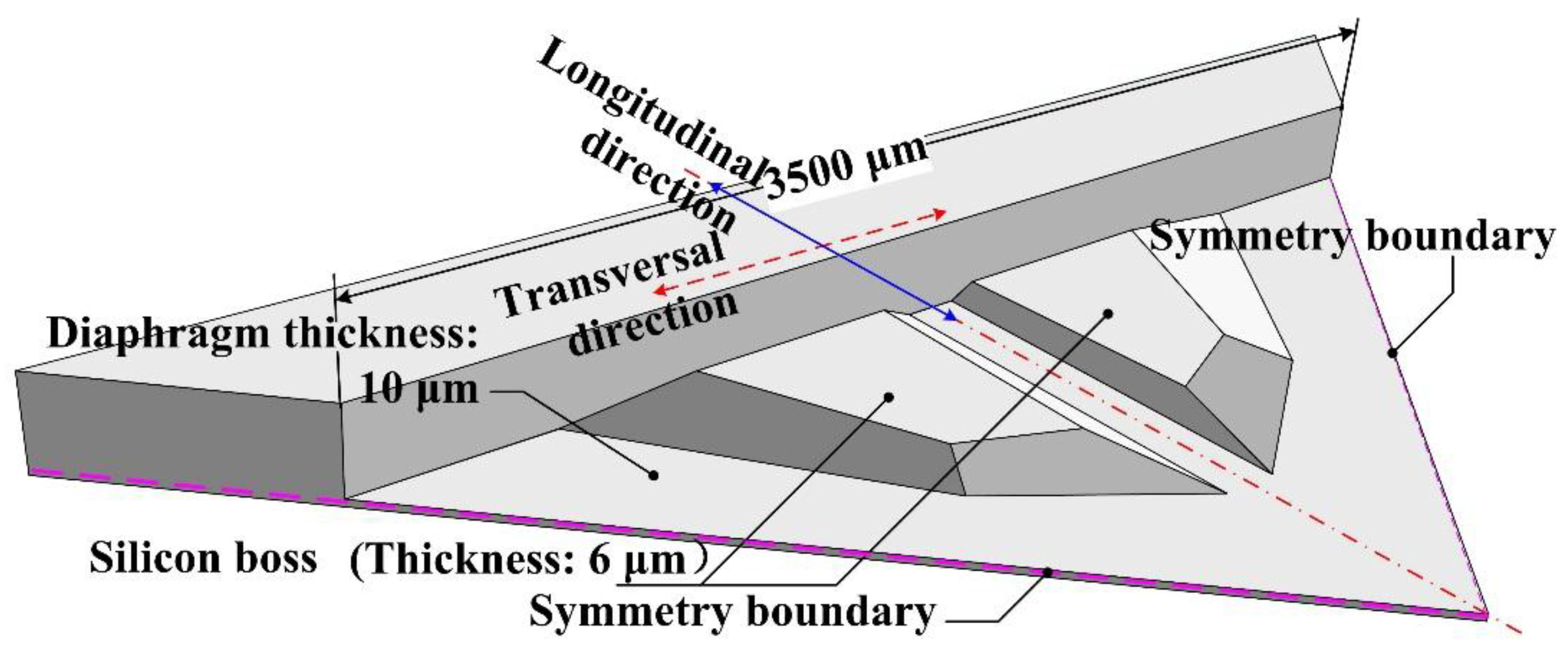
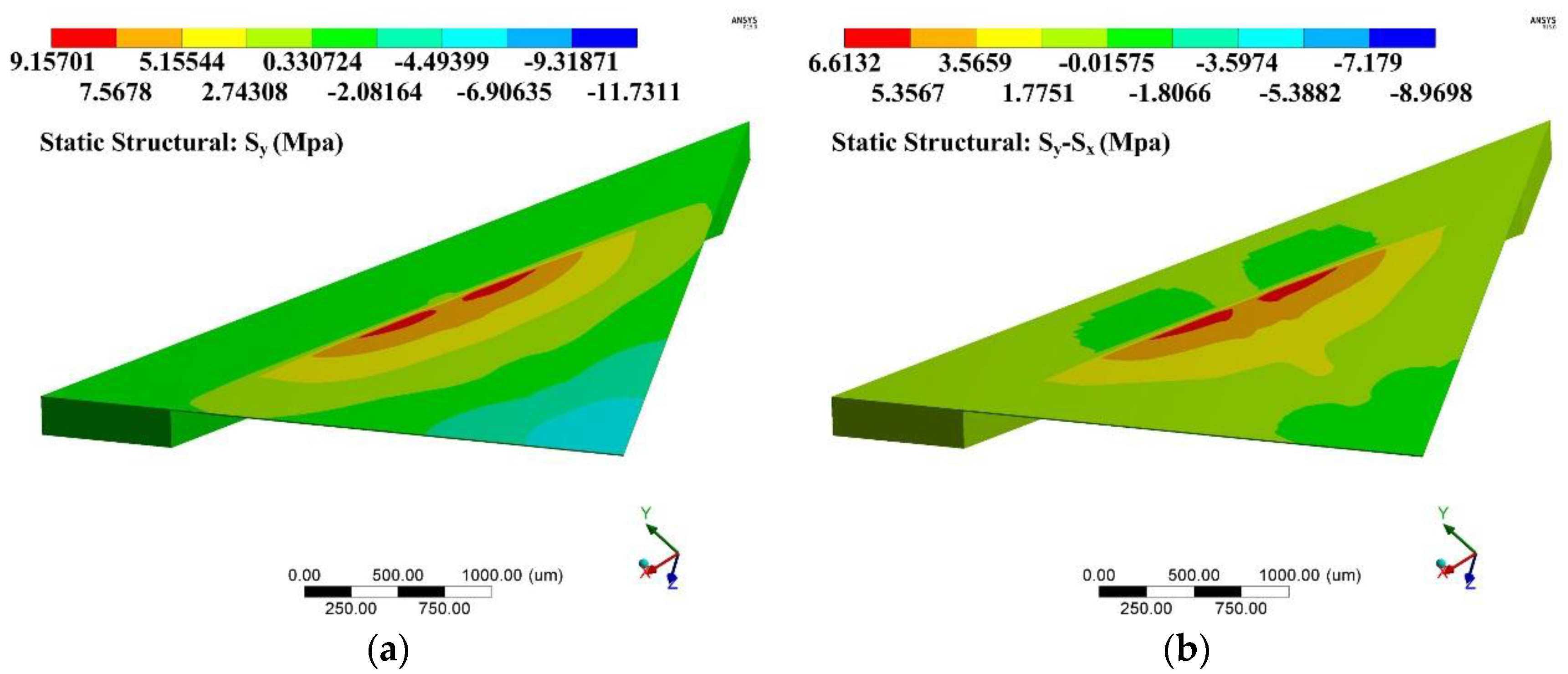
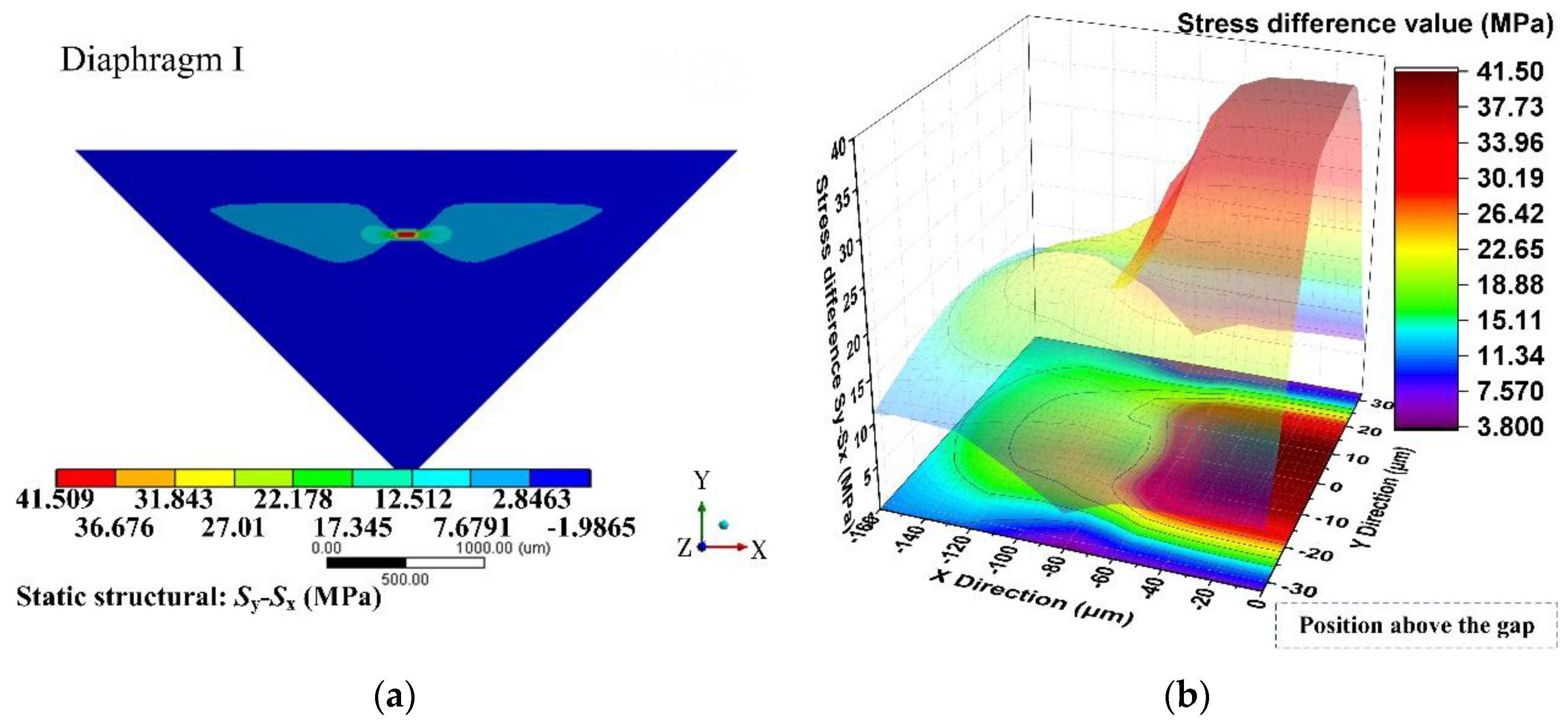
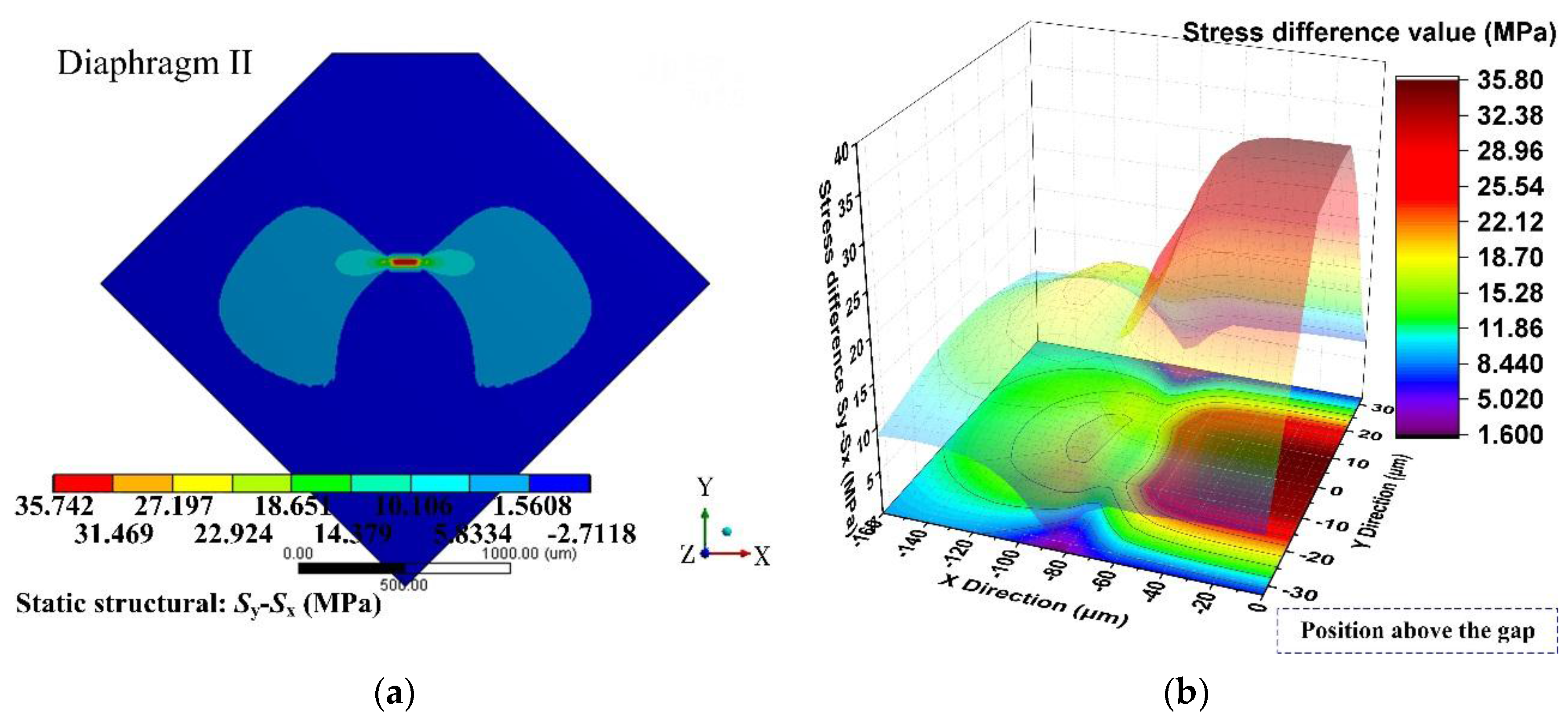
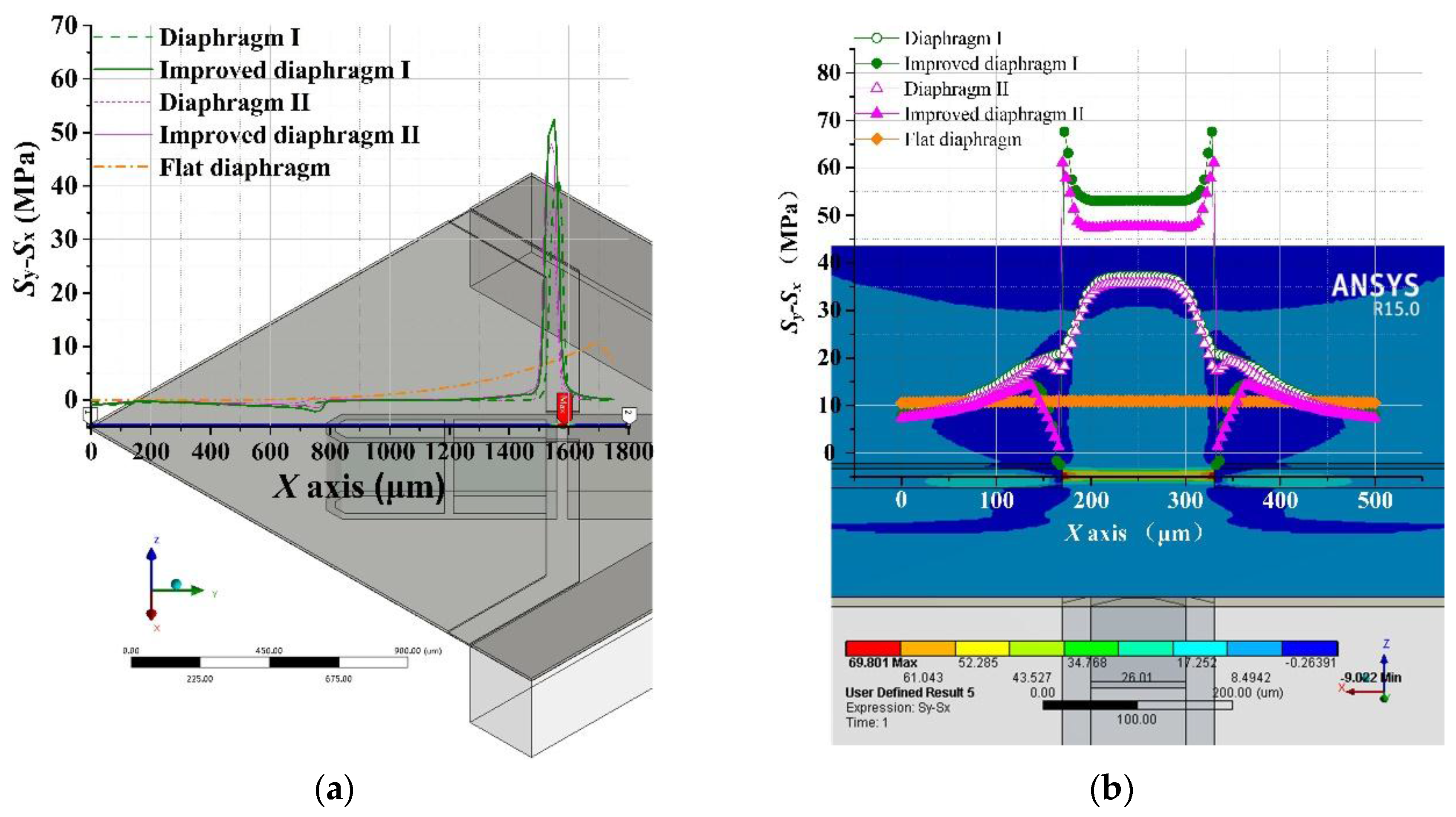
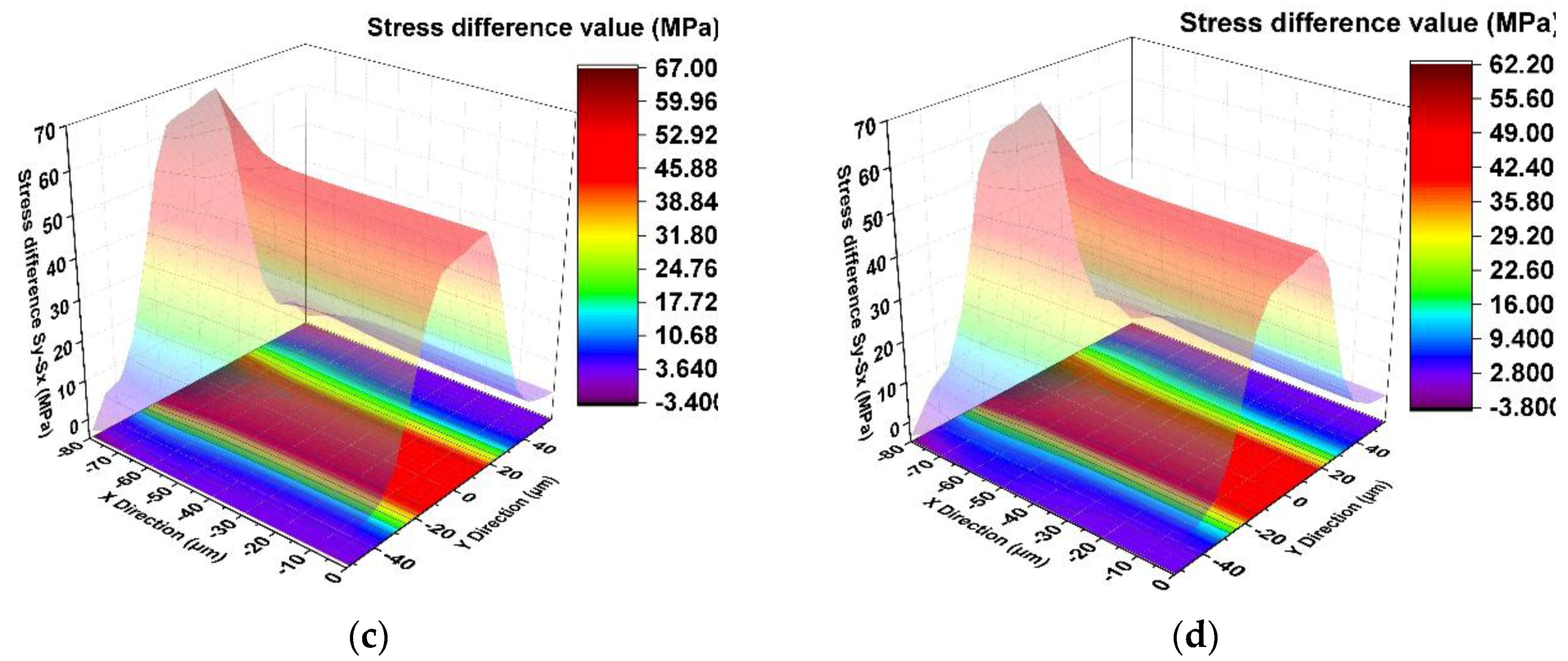
3.3. Stress Distribution Analysis of the Diaphragm
4. Improved Diaphragm Structures
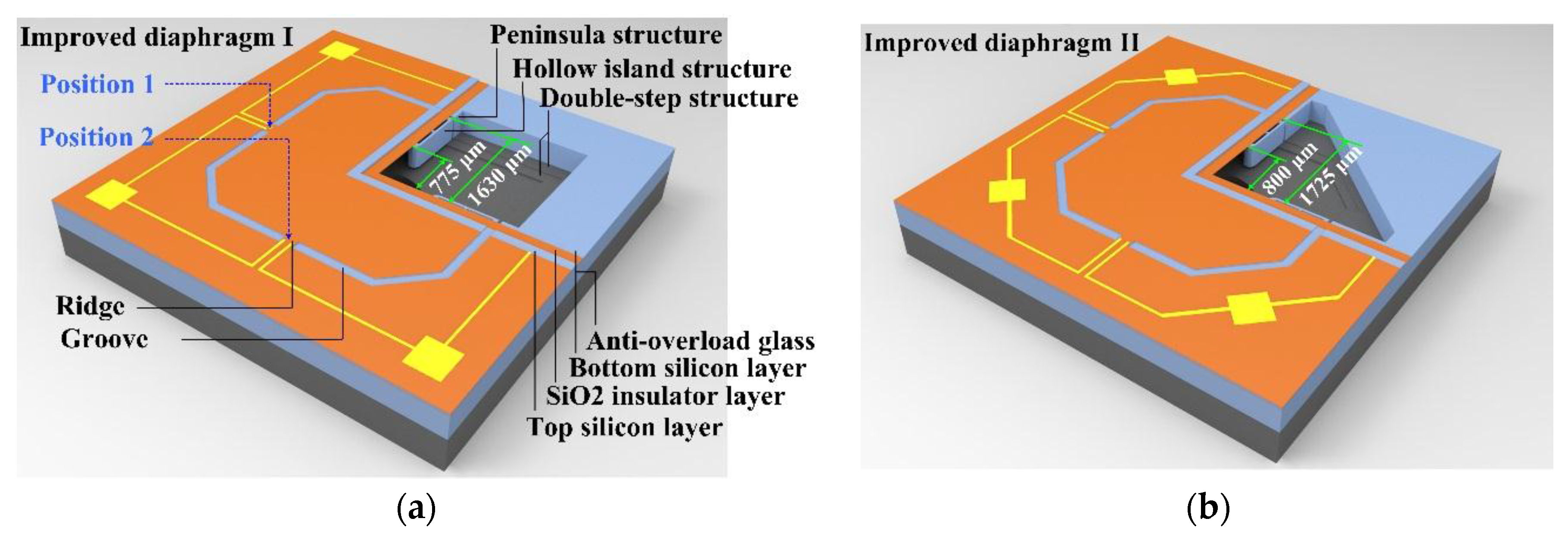
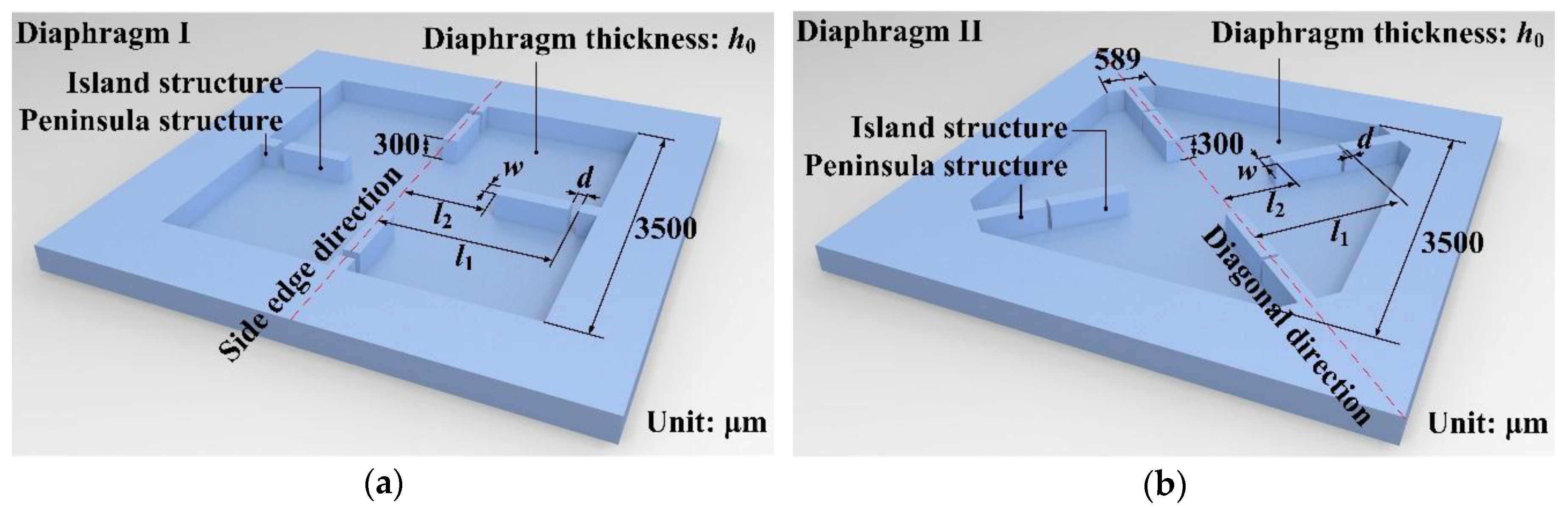
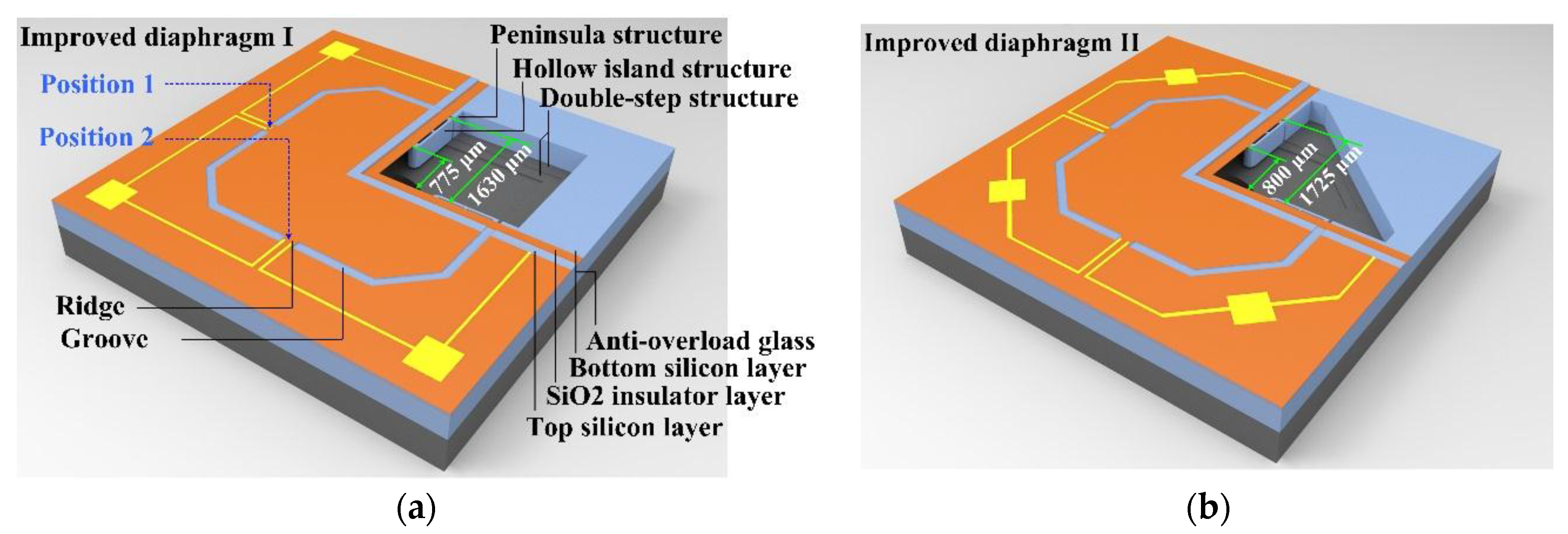
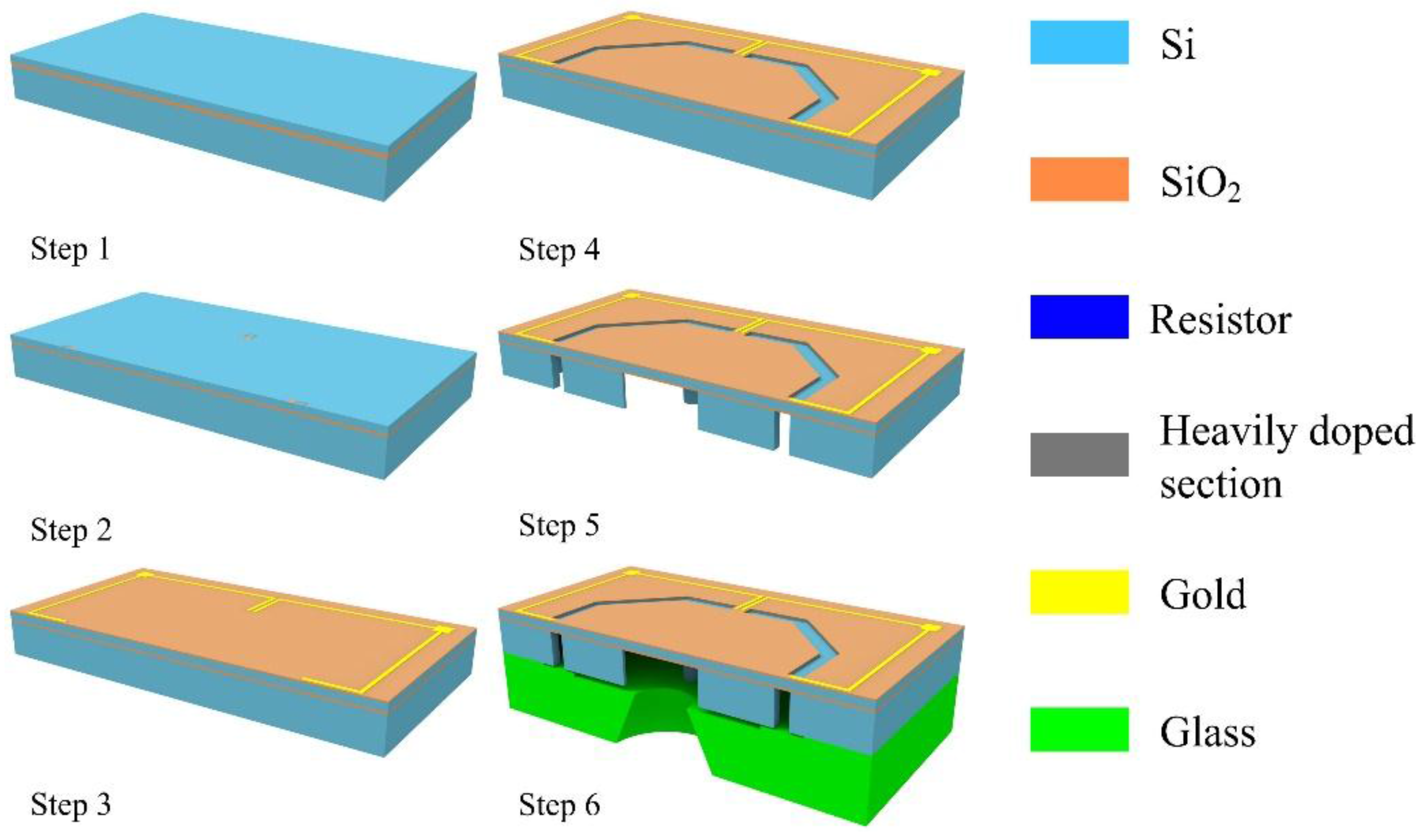
4.1. Structure Design
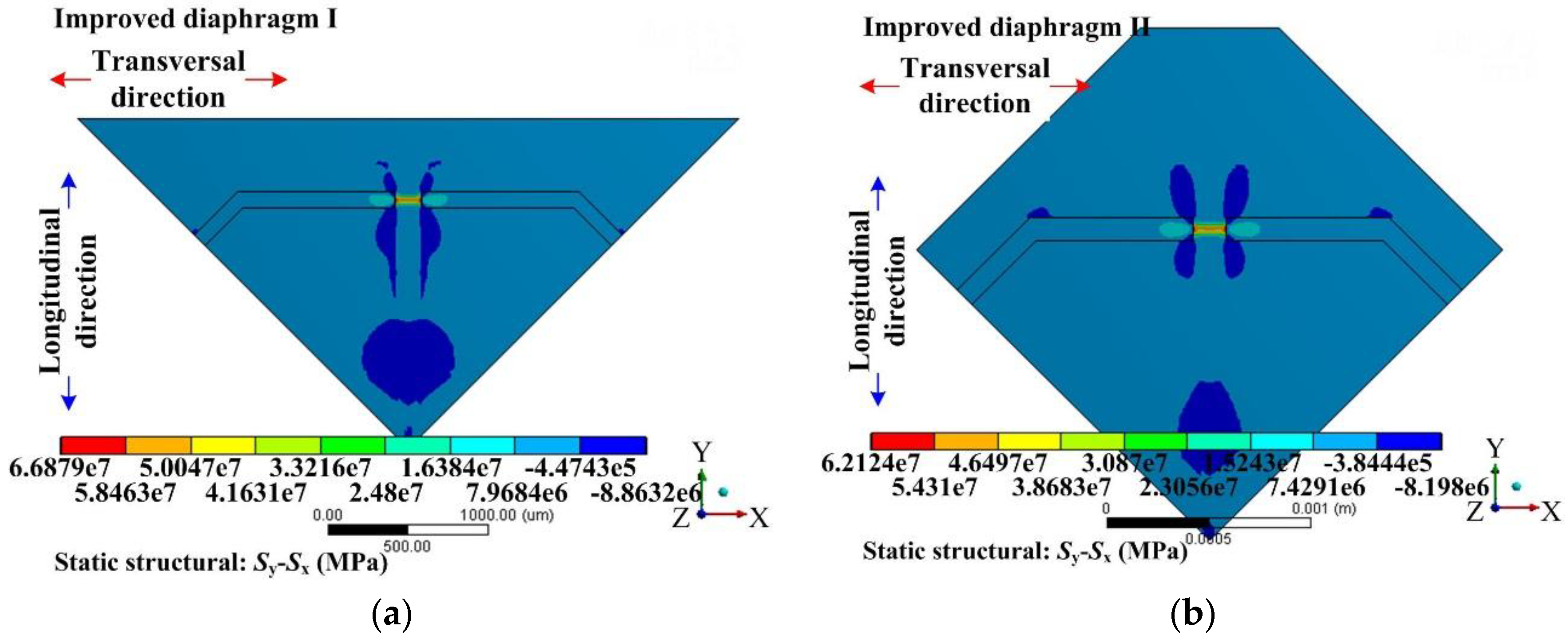
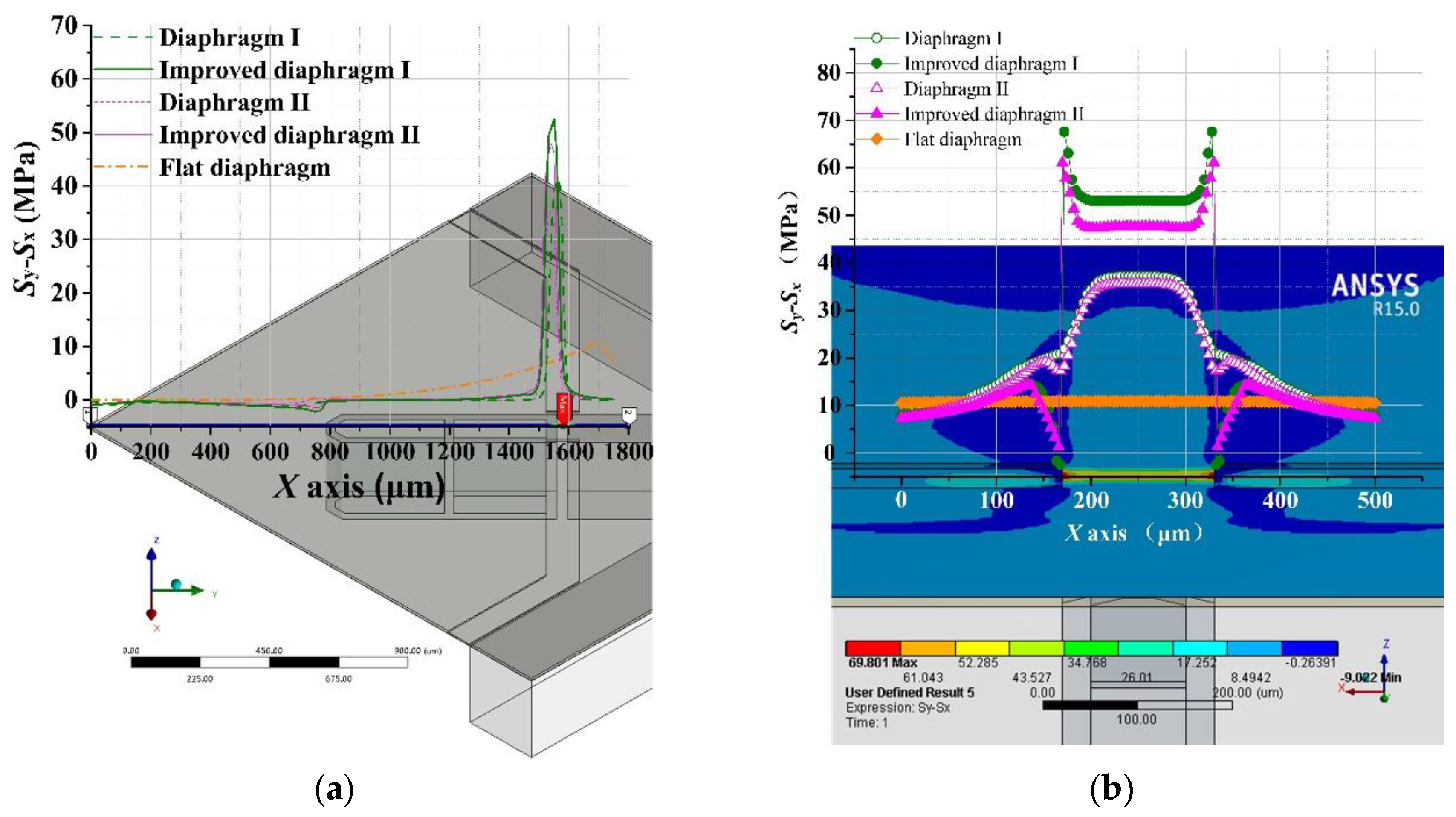
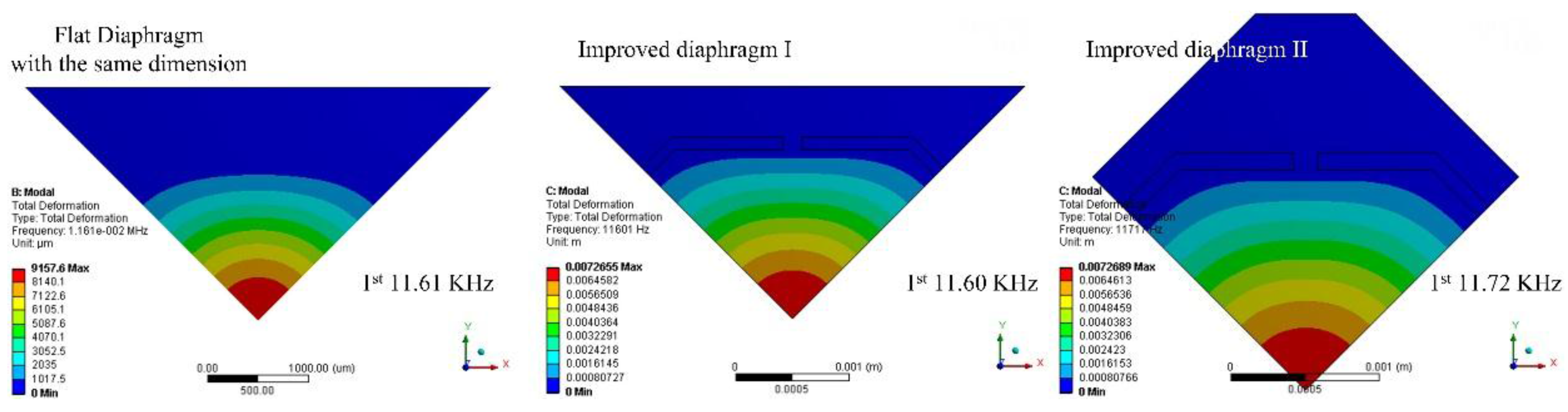
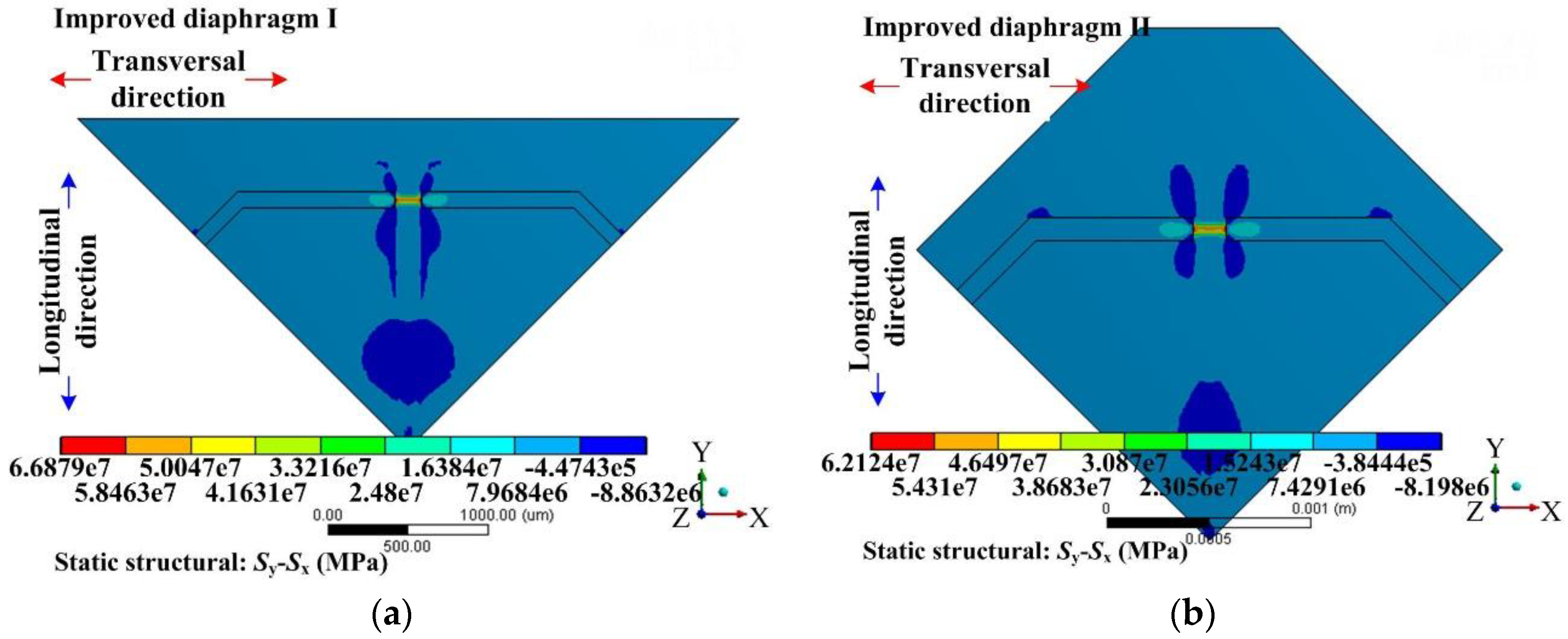
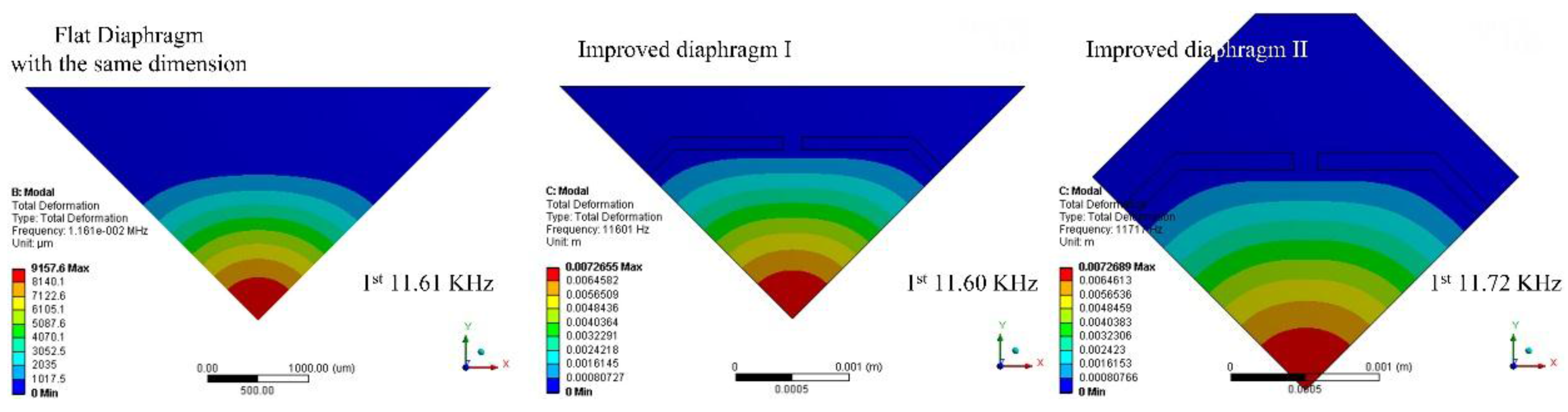
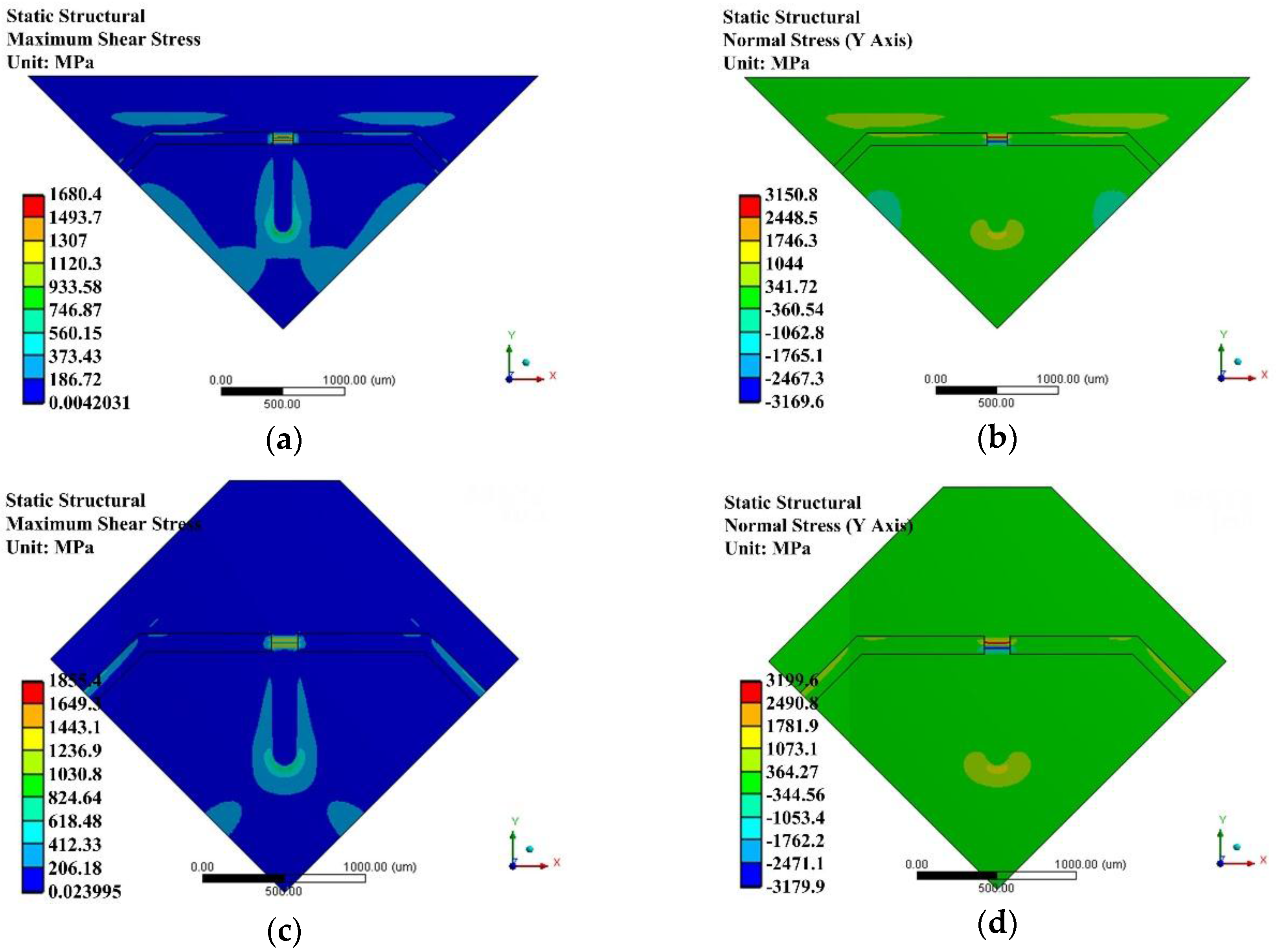
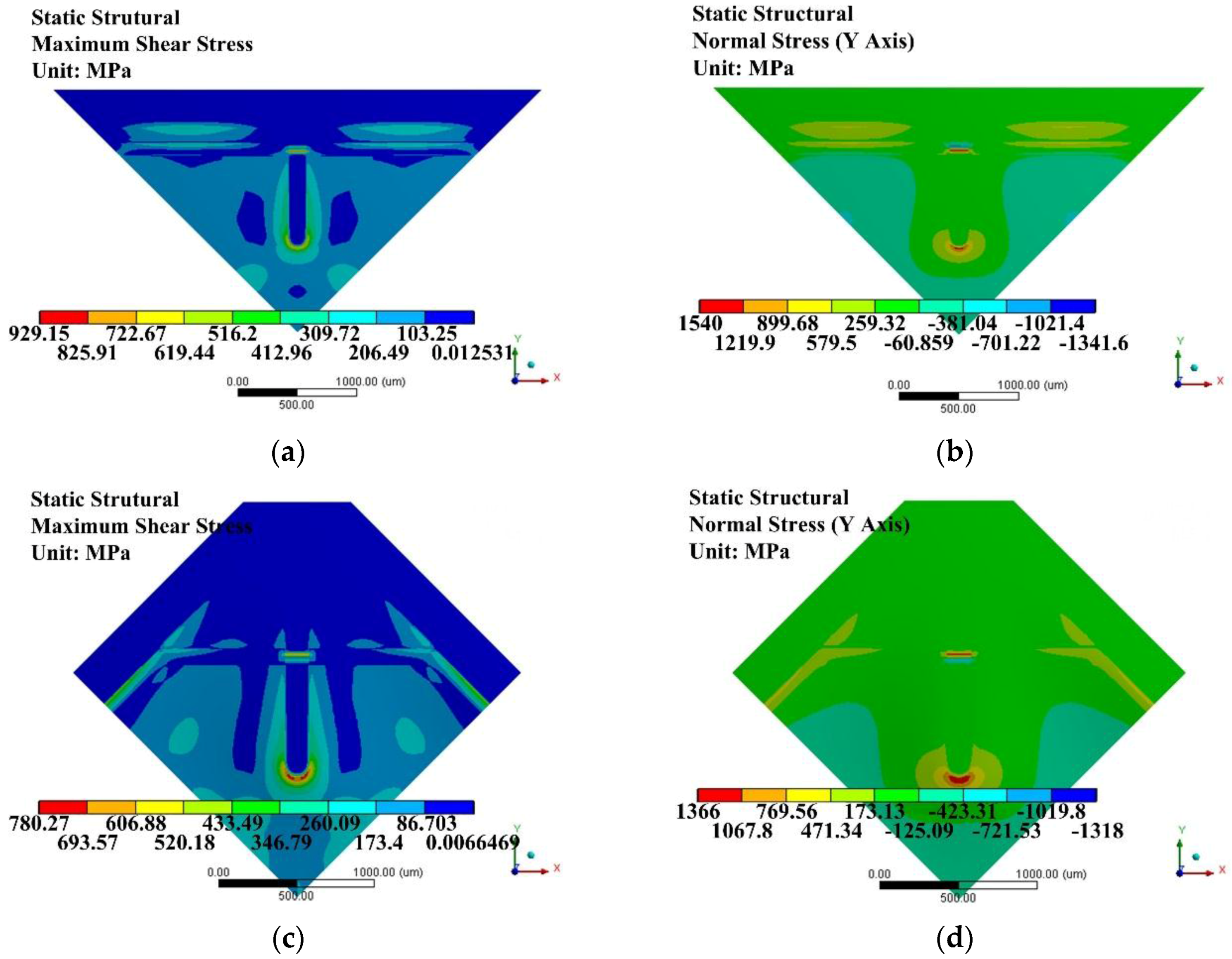
4.2. Finite Element Analysis
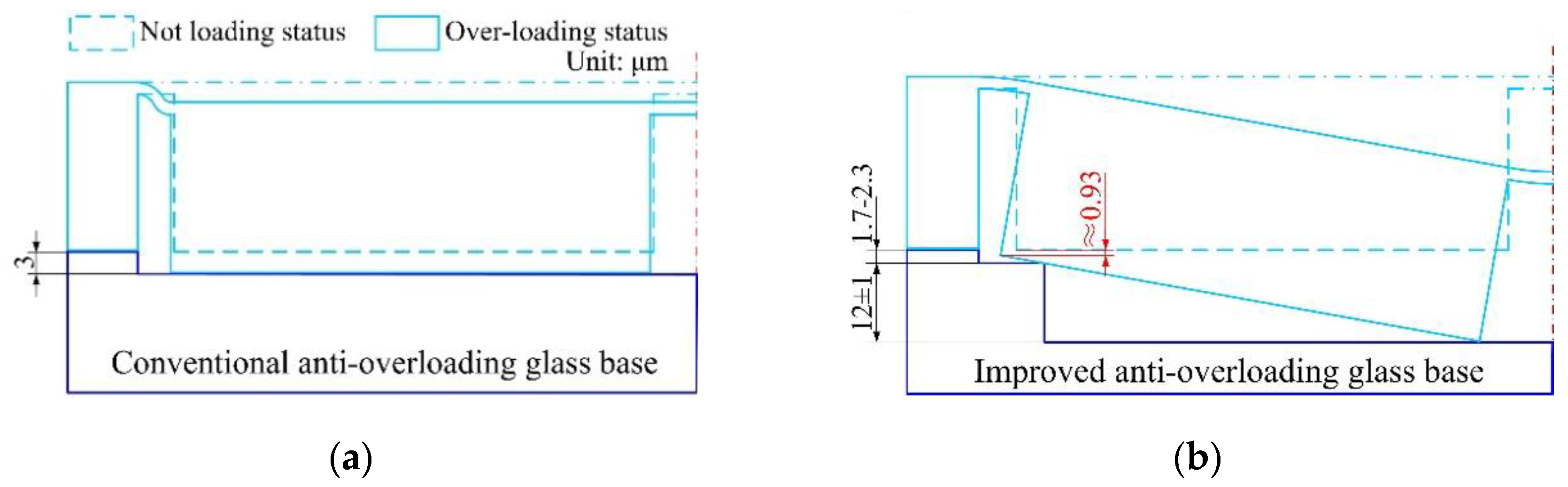
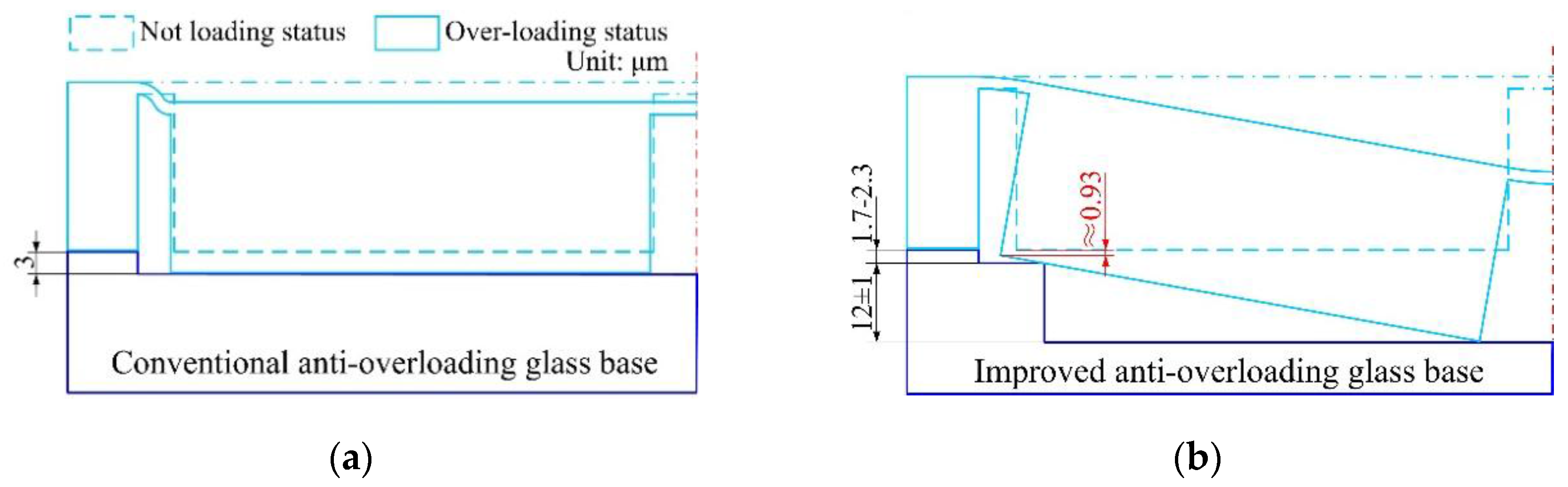
5. Anti-Overload Design
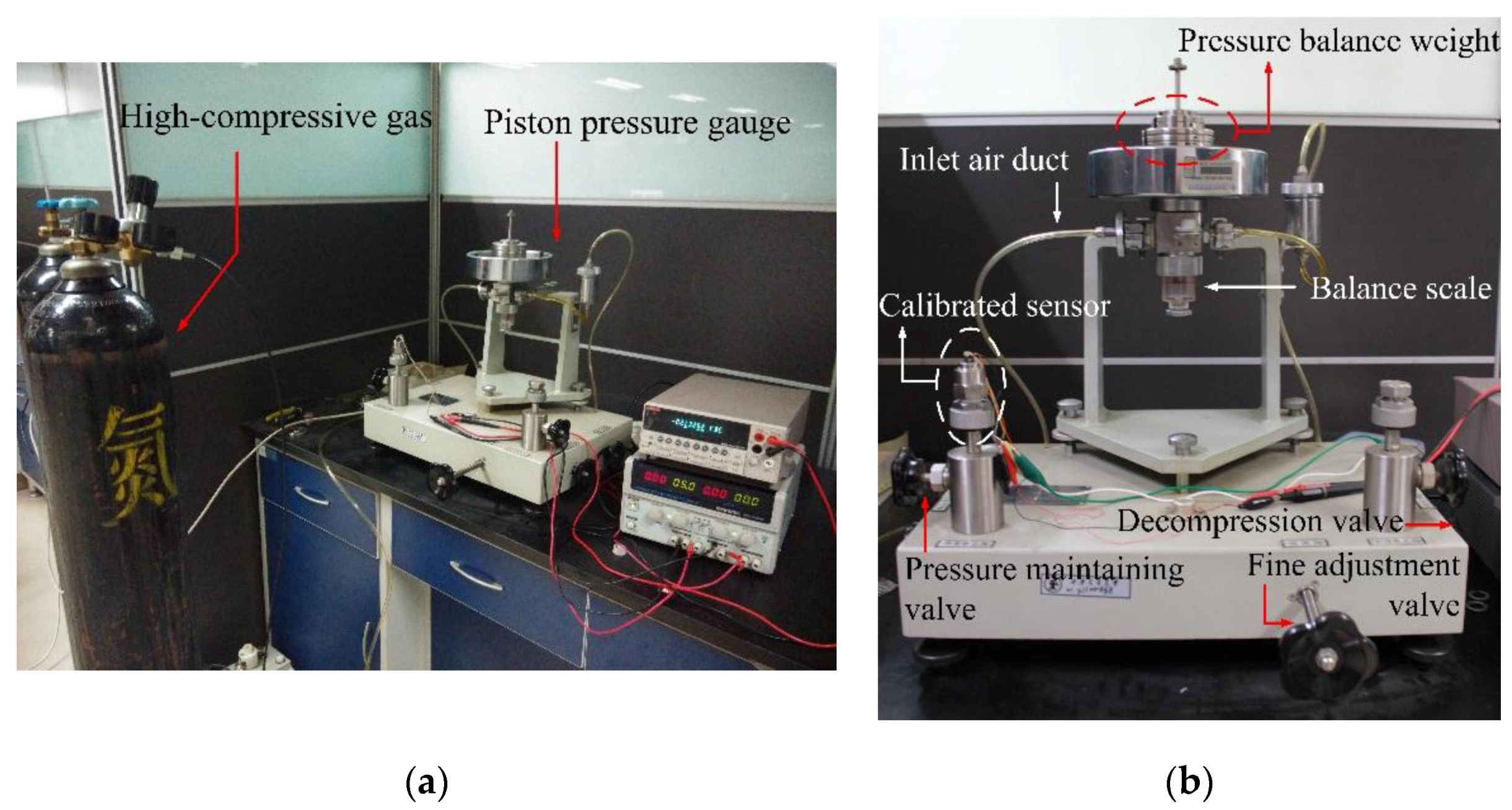
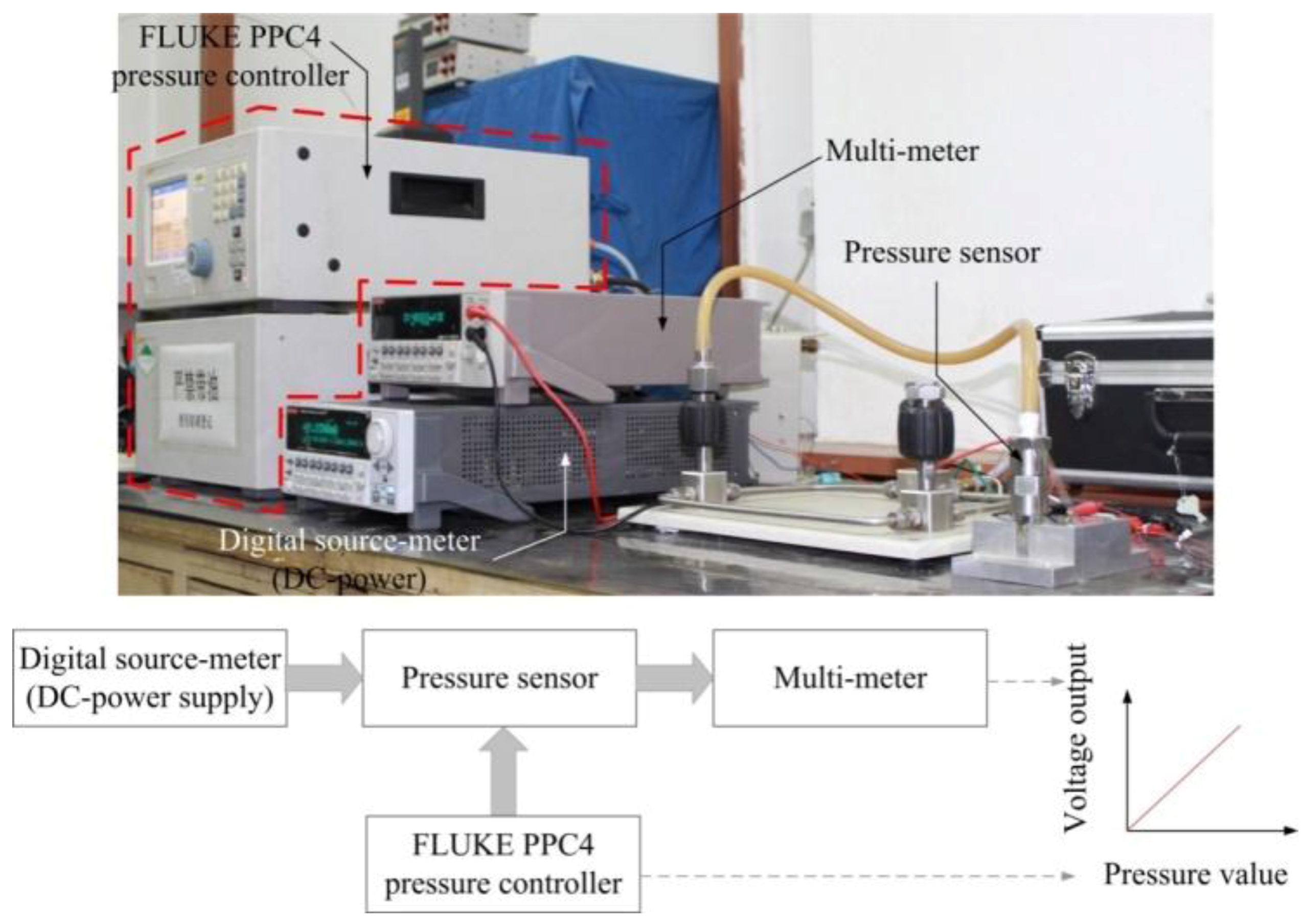
6. Performance Experiments
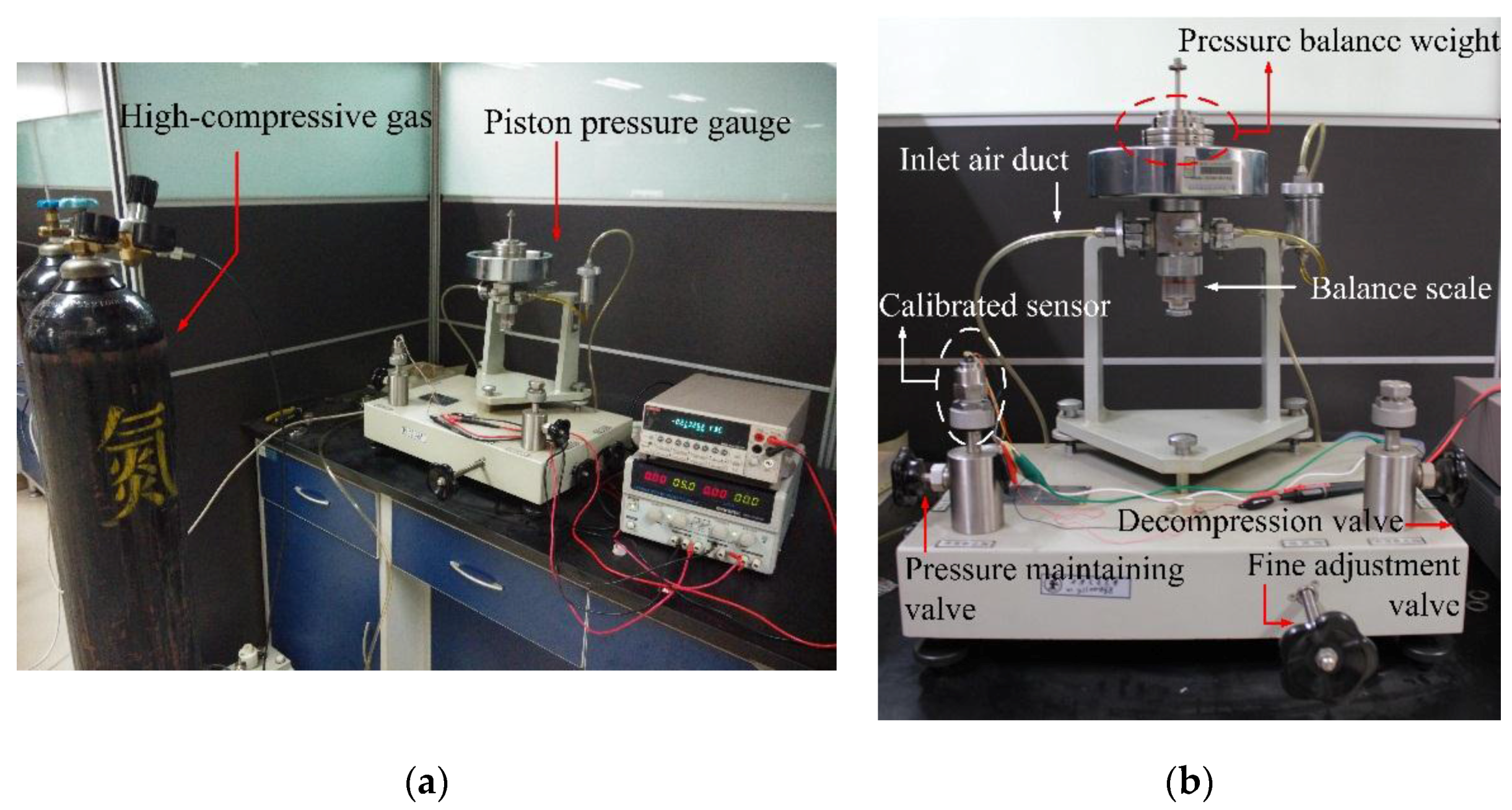
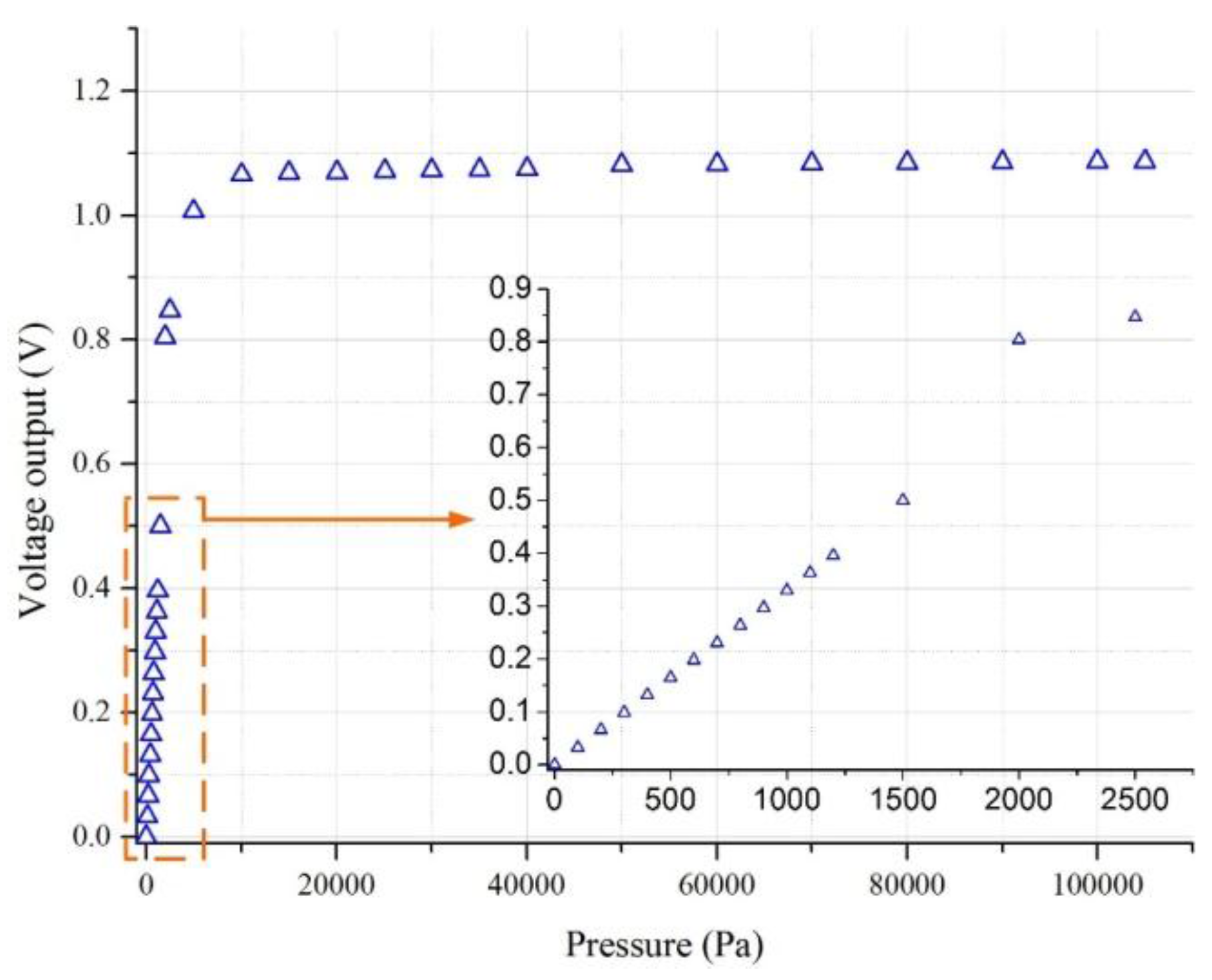
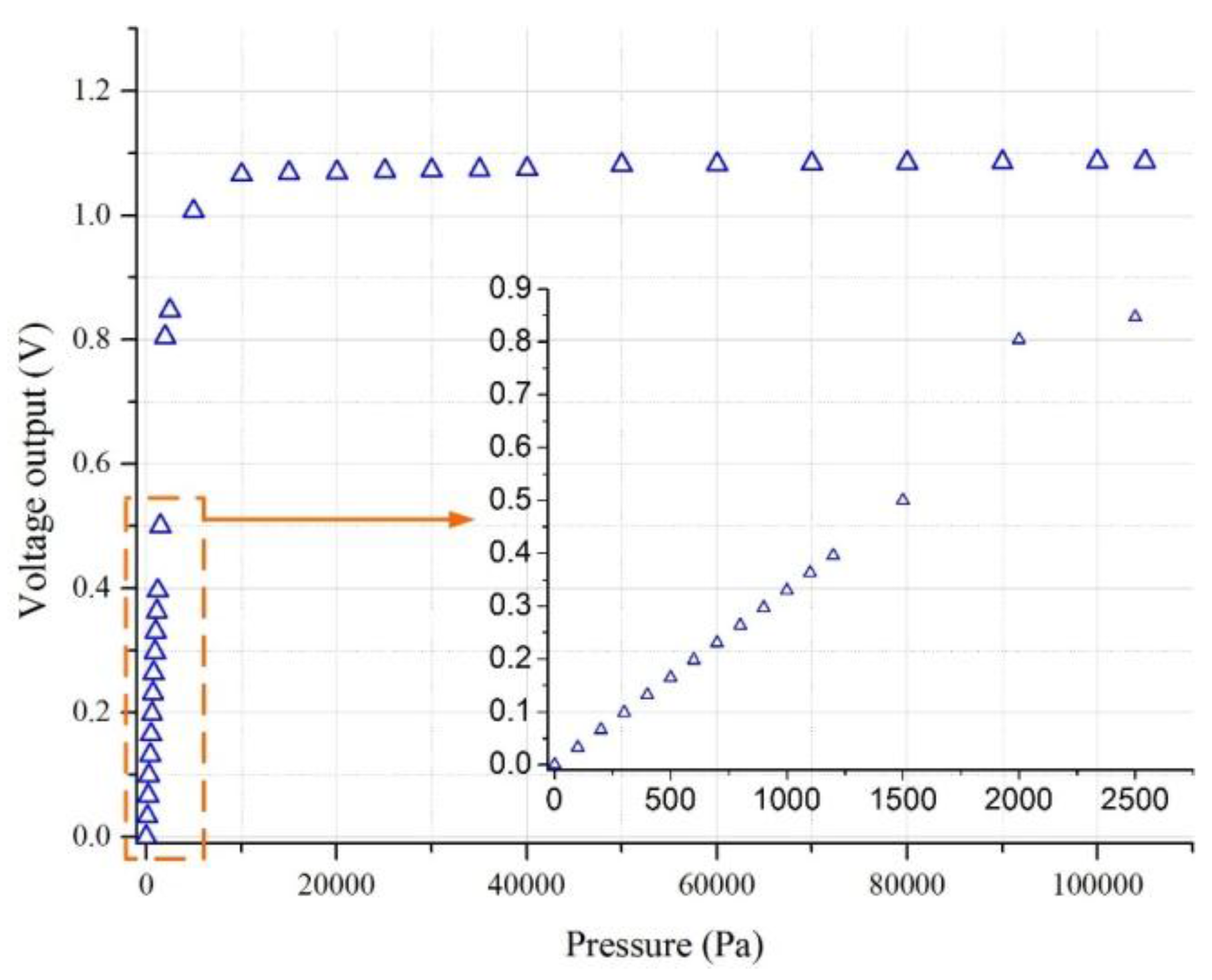
6.1. Anti-Overload Experiment
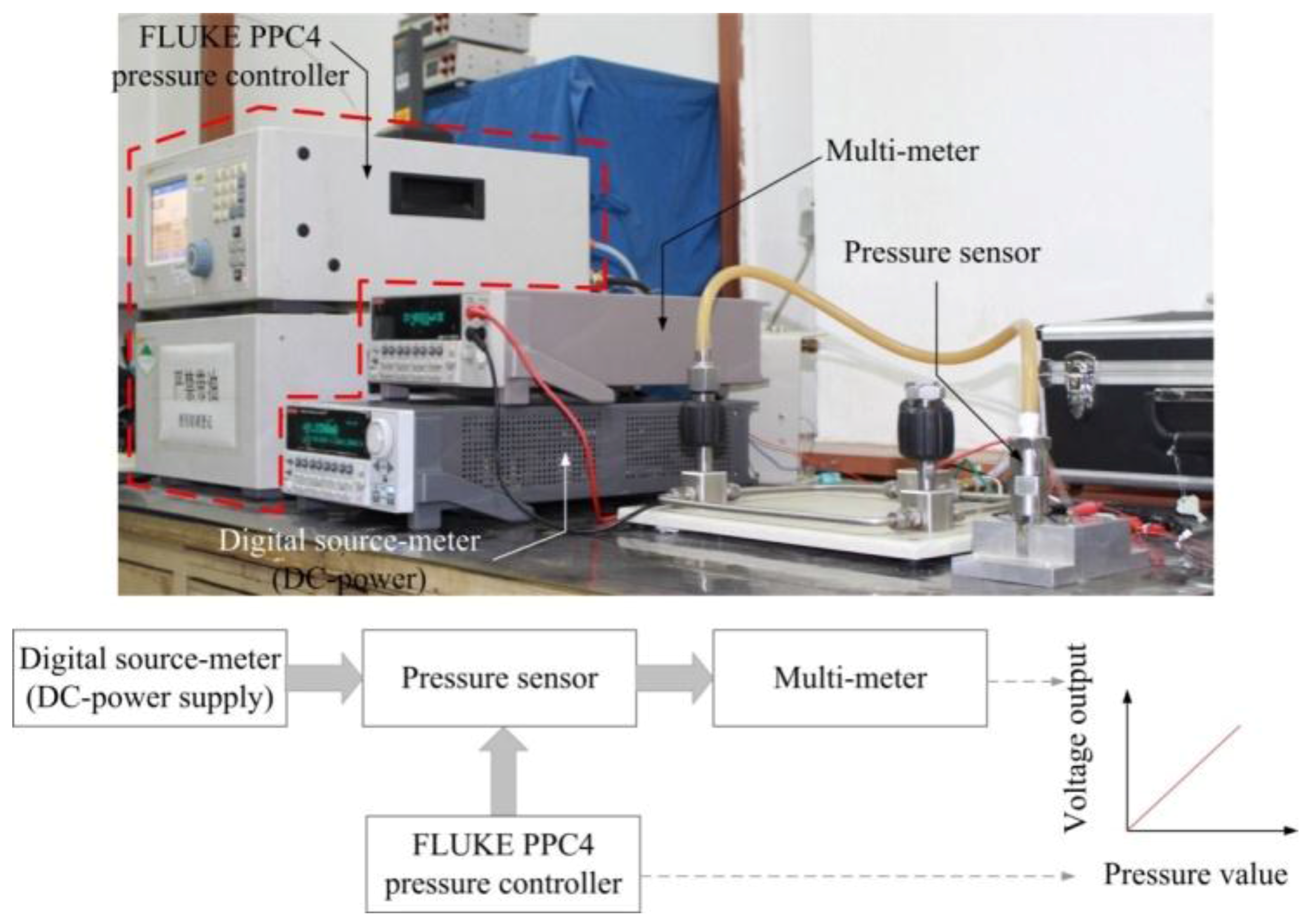
6.2. Sensitivity Experiment
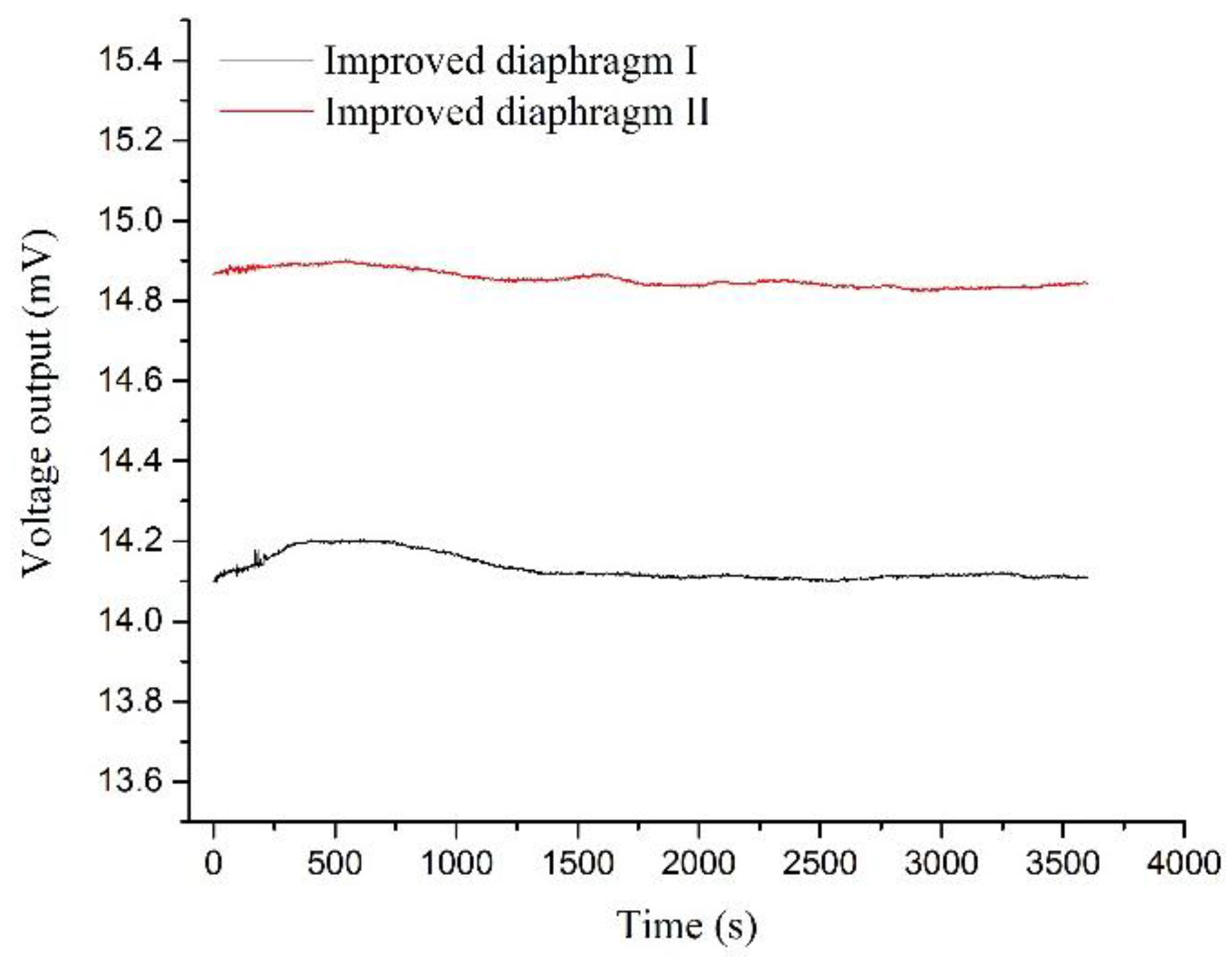
6.3. Zero Drift Experiment
7. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| MEMS | Micro-electromechanical Systems |
| SCR | Stress Concentration Region |
Appendix A


References
- Barlian, A.A.; Park, W.T.; Mallon, J.R., Jr.; Rastegar, A.J.; Pruitt, B.L. Review: Semiconductor Piezoresistance for Microsystems. Proc. IEEE Inst. Electr. Electron. Eng. 2009, 97, 513–552. [Google Scholar] [CrossRef] [PubMed]
- Fleming, W.J. Overview of automotive sensors. IEEE Sens. J. 2001, 1, 296–308. [Google Scholar] [CrossRef]
- Esashi, M.; Sugiyama, S.; Ikeda, K.; Wang, Y.L.; Miyashita, H. Vacuum-sealed silicon micromachined pressure sensors. Proc. IEEE 1998, 86, 1627–1639. [Google Scholar] [CrossRef]
- Sparks, D.R. Application of MEMS technology in automotive sensors and actuators. In Proceedings of the 1998 International Symposium on Micromechatronics and Human Science, Nagoya, Japan, 25–28 November 1998; pp. 1747–1755. [Google Scholar]
- Eaton, W.P.; Smith, J.H. Micromachined pressure sensors: Review and recent developments. Smart Mater. Struct. 1999, 6, 530–539. [Google Scholar] [CrossRef]
- Marco, S.; Samitier, J.; Ruiz, O.; Morante, J.R.; Esteve, J. High performance piezoresistive pressure sensors for biomedical applications using very thin structured membranes. Meas. Sci. Technol. 1996, 7, 1195–1203. [Google Scholar] [CrossRef]
- Katuri, K.C.; Asrani, S.; Ramasubramanian, M.K. Intraocular Pressure Monitoring Sensors. IEEE Sens. J. 2008, 8, 12–19. [Google Scholar] [CrossRef]
- Cong, P.; Ko, W.H.; Young, D.J. Wireless batteryless implantable blood pressure monitoring microsystem for small laboratory animals. IEEE Sens. J. 2010, 10, 243–254. [Google Scholar] [CrossRef]
- Chatzandroulis, S.; Tsoukalas, D.; Neukomm, P.A. A miniature pressure system with a capacitive sensor and a passive telemetry link for use in implantable applications. J. MEMS 2000, 9, 18–23. [Google Scholar] [CrossRef]
- Samaun, B.; Wise, K.D.; Angell, J.B. An IC piezoresistive pressure sensor for biomedical instrumentation. IEEE Trans. Biomed. Eng. 1973, 20, 101–109. [Google Scholar] [CrossRef]
- Cheng, R.; Li, C.; Zhao, Y.; Li, B.; Tian, B. A high performance micro-pressure sensor based on a double-ended quartz tuning fork and silicon diaphragm in atmospheric packaging. Meas. Sci. Technol. 2015, 26, 065101. [Google Scholar] [CrossRef]
- Li, Z.; Zhao, L.; Ye, Z.; Wang, H.; Jiang, Z.; Zhao, Y. Resonant frequency analysis on an electrostatically actuated microplate under uniform hydrostatic pressure. J. Phys. D Appl. Phys. 2013, 46, 195108. [Google Scholar] [CrossRef]
- Chattopadhyay, M.; Chowdhury, D. A new scheme for reducing breathing trouble through MEMS based capacitive pressure sensor. Microsyst. Technol. 2016, 22, 2731–2736. [Google Scholar] [CrossRef]
- Qing, D.T.; Xing, D.Y.; Jun, Y.J.; Lin, J.Z.; Yan, H.W.; Quan, S.J. Fiber loop ring-down optical fiber grating gas pressure sensor. Opt. Lasers Eng. 2010, 48, 1262–1265. [Google Scholar] [CrossRef]
- Yasukawa, A.; Shimazoe, M.; Matsuoka, Y. Simulation of circular silicon pressure sensors with a center boss for very low pressure measurement. IEEE Trans. Electron Devices 1989, 36, 1295–1302. [Google Scholar] [CrossRef]
- Shimazoe, M.; Matsuoka, Y.; Yasukawa, A.; Tanabe, M. A special silicon diaphragm pressure sensor with high output and high accuracy. Sens. Actuators A Phys. 1982, 2, 275–282. [Google Scholar] [CrossRef]
- Shimazoe, M.; Matsuoka, Y.; Yasukawa, A.; Tanabe, M. Differential Pressure/Pressure Transmitters Applied with Semiconductor Sensors. IEEE Trans. Ind. Electron. 1986, 33, 152–157. [Google Scholar] [CrossRef]
- Bao, M.H.; Yu, L.Z.; Wang, Y. Micromachined beam-diaphragm structure improves performances of pressure transducer. Sens. Actuators A Phys. 1990, 21, 137–141. [Google Scholar] [CrossRef]
- Sandmaier, H.; Kuhl, K. A square-diaphragm piezoresistive pressure sensor with a rectangular central boss for low-pressure ranges. IEEE Trans. Electron Devices 1993, 40, 1754–1759. [Google Scholar] [CrossRef]
- Wu, A.M.; Chen, J.; Wang, X. A Very Sensitive Pressure Sensor on a SOI-on-Cavity Substrate. In Proceedings of the 2007 IEEE International SOI Conference, Indian Wells, CA, USA, 1–4 October 2007; pp. 151–152. [Google Scholar]
- Kinnell, P.K.; King, J.; Lester, M.; Craddock, R. A hollow stiffening structure for low-pressure sensors. Sens. Actuators A Phys. 2010, 160, 35–41. [Google Scholar] [CrossRef]
- Huang, X.; Zhang, D. A high sensitivity and high linearity pressure sensor based on a peninsula-structured diaphragm for low-pressure ranges. Sens. Actuators A Phys. 2014, 216, 176–189. [Google Scholar] [CrossRef]
- Yu, Z.; Zhao, Y.; Sun, L.; Tian, B.; Jiang, Z. Incorporation of beams into bossed diaphragm for a high sensitivity and overload micro pressure sensor. Rev. Sci. Instrum. 2013, 84, 015004. [Google Scholar] [CrossRef] [PubMed]
- Tian, B.; Zhao, Y.; Jiang, Z.; Hu, B. The design and analysis of beam-membrane structure sensors for micro-pressure measurement. Rev. Sci. Instrum. 2012, 83, 045003. [Google Scholar] [CrossRef]
- Yu, Z.; Zhao, Y.; Li, L.; Li, C.; Liu, Y.; Tian, B. Realization of a micro pressure sensor with high sensitivity and overload by introducing beams and Islands. Microsyst. Technol. 2015, 21, 739–747. [Google Scholar] [CrossRef]
- Hein, S.; Schlichting, V.; Obermeier, E. Piezoresistive silicon sensor for very low pressures based on the concept of stress concentration. In Proceedings of the 7th International Conference on Solid-State Sensors and Actuators (Transducers ‘93), Yokohama, Japan, 7–10 June 1993; pp. 628–631. [Google Scholar]
- Mackowiak, P.; Schiffer, M.; Xu, X. Design and simulation of ultra high sensitive piezoresistive MEMS sensor with structured membrane for low pressure applications. In Proceedings of the 12th Electronics Packaging Technology Conference (EPTC 2010), Singapore, 8–10 December 2010; pp. 757–761. [Google Scholar]
- Berns, A.; Buder, U.; Obermeier, E.; Wolter, A.; Leder, A. AeroMEMS sensor array for high-resolution wall pressure measurements. Sens. Actuators A Phys. 2006, 132, 104–111. [Google Scholar] [CrossRef]
- Kanda, Y.; Yasukawa, A. Optimum design considerations for silicon piezoresistive pressure sensors. Sens. Actuators A Phys. 1997, 62, 539–542. [Google Scholar] [CrossRef]
- Hein, S.; Holzner, K.; Schlichting, V.; Obermeier, E.; Barton, K. Capacitive differential pressure sensor with high overload capability using silicon/glass technology. In Proceedings of the International Conference on Solid-State Sensors and Actuators, Chicago, IL, USA, 19 June 1997; 2, pp. 1477–1480. [Google Scholar]
- Johnson, R.H.; Karbassi, S.; Sridhar, U.; Speldrich, B. A high-sensitivity ribbed and bossed pressure transducer. Sens. Actuators A Phys. 1992, 35, 93–99. [Google Scholar] [CrossRef]
- Schijve, J. Stress Concentration at Notches. In Fatigue of Structures and Materials, 2nd ed.; Springer: Dordrecht, The Netherlands, 2009; pp. 63–65. [Google Scholar]
- Seo, C.T.; Kim, Y.M.; Shin, J.K.; Lee, J.H. A Novel Comb-Type Differential Pressure Sensor with Silicon Beams Embedded in a Silicone Rubber Membrane. Jpn. J. Appl. Phys. 2004, 43, 2046–2049. [Google Scholar] [CrossRef]
- Yang, H.; Shen, S.Q.; Bao, M.H.; Ren, J.J. A pressure transducer with a single-sided multilevel structure by maskless etching technology. Mechatronics 1998, 8, 585–593. [Google Scholar] [CrossRef]
- Xu, T.; Zhao, L.; Jiang, Z.; Guo, X.; Ding, J.; Xiang, W.; Zhao, Y. A high sensitive pressure sensor with the novel bossed diaphragmcombined with peninsula-island structure. Sens. Actuators A Phys. 2016, 244, 66–76. [Google Scholar] [CrossRef]
- Bao, M.H. Micromechanical Transducers, Pressure Sensor, Accelerometers and Gyroscopes, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2000; pp. 247–252. [Google Scholar]
- Zhao, L.; Xu, T.; Hebiul, R.; Jiang, Z.; Ding, J.; Peng, N.; Guo, X.; Xu, Y.; Wang, H.; Zhao, Y. A bossed diaphragm piezoresistive pressure sensor with a peninsula–island structure for the ultra-low-pressure range with high sensitivity. Meas. Sci. Technol. 2016, 27, 124012. [Google Scholar] [CrossRef]
- Xu, T.Z.; Zhao, L.B.; Jiang, Z.D.; Xu, Y.; Zhao, Y.L. Modeling and analysis of a novel combined peninsula–island structure diaphragm for ultra-low pressure sensing with high sensitivity. J. Phys. D Appl. Phys. 2016, 49, 075110. [Google Scholar] [CrossRef]
- Ogawa, M.; Isono, Y. Novel shear strength evaluation of MEMS materials using asymmetrical four-point bending technique. In Proceedings of the 2007 IEEE International Conference on Micro Electro Mechanical Systems, Hyogo, Japan, 21–25 January 2007; pp. 259–262. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
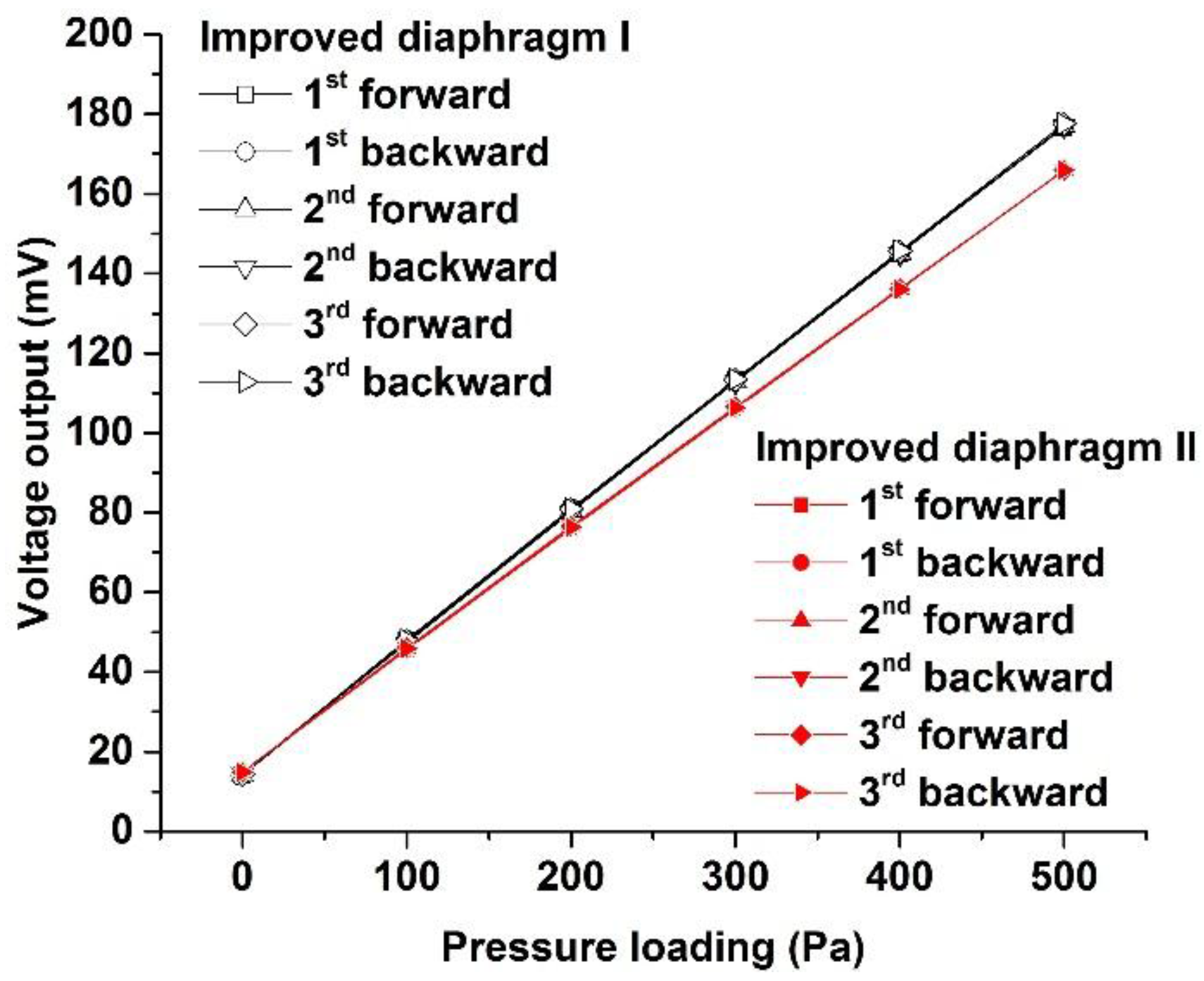
| Pressure (Pa) | Voltage Output (mV) | |||||||
|---|---|---|---|---|---|---|---|---|
| 1st Round | 2nd Round | 3rd Round | Mean Value | |||||
| Forward | Backward | Forward | Backward | Forward | Backward | Forward | Backward | |
| 0 | 14.10 | 14.40 | 14.10 | 14.50 | 14.10 | 14.40 | 14.10 | 14.43 |
| 100 | 47.87 | 48.13 | 47.48 | 47.22 | 47.75 | 47.93 | 47.70 | 47.76 |
| 200 | 80.91 | 81.12 | 80.5 | 80.21 | 80.75 | 80.95 | 80.72 | 80.76 |
| 300 | 113.22 | 113.32 | 112.9 | 112.74 | 113.33 | 113.46 | 113.15 | 113.17 |
| 400 | 145.03 | 145.27 | 145.1 | 144.9 | 145.52 | 145.74 | 145.21 | 145.30 |
| 500 | 176.73 | 176.73 | 177 | 177 | 177.57 | 177.57 | 177.10 | 177.10 |
| Pressure (Pa) | Voltage Output (mV) | |||||||
|---|---|---|---|---|---|---|---|---|
| 1st Round | 2nd Round | 3rd Round | Mean Value | |||||
| Forward | Backward | Forward | Backward | Forward | Backward | Forward | Backward | |
| 0 | 14.80 | 14.90 | 14.85 | 14.97 | 14.8 | 14.84 | 14.82 | 14.90 |
| 100 | 45.53 | 45.56 | 45.98 | 46.10 | 46.05 | 45.87 | 45.85 | 45.84 |
| 200 | 75.94 | 76.03 | 76.54 | 76.61 | 76.59 | 76.32 | 76.36 | 76.32 |
| 300 | 106.02 | 106.12 | 106.55 | 106.56 | 106.5 | 106.33 | 106.36 | 106.34 |
| 400 | 135.91 | 136.00 | 136.22 | 136.36 | 136.24 | 135.97 | 136.12 | 136.11 |
| 500 | 165.90 | 165.85 | 165.91 | 165.90 | 166.00 | 166.00 | 165.94 | 165.92 |
| Parameter | Improved Diaphragm I | Improved Diaphragm II |
|---|---|---|
| Reference temperature (°C) | 20 | 20 |
| Supply voltage (V) | 5 | 5 |
| Full scale output (mV) | 165 | 151 |
| Sensitivity (mV/V/Pa) | 0.065 | 0.060 |
| Nonlinearity (%FS) | 0.33 | 0.30 |
| Hysteresis (%FS) | 0.36 | 0.16 |
| Repeatability (%FS) | 0.67 | 0.26 |
| Accuracy (%FS) | 0.94 | 0.55 |
| Zero drift (%FS) | 0.064 | 0.024 |
| Diaphragm Structure | Sensitivity (mV/V/Pa) | Nonlinearity (%FS) | 1st Natural Frequency (kHz) | Working Range (Pa) |
|---|---|---|---|---|
| Improved diaphragm I | 0.065 | 0.33 | 11.6 | 500 |
| Improved diaphragm II | 0.060 | 0.3 | 11.7 | 500 |
| BMMI [23] | 0.011 | 3.05 | 7.0 | 500 |
| BMQI [25] | 0.018 | 0.124 | 10.2 | 500 |
| C-cup with the same dimension | 0.013 | 0.8 | 11.6 | 500 |
| Beam-diaphragm structure [18] | 0.00069 | 0.1 | / | 1000 |
| Peninsula structured diaphragm [22] | 0.00368 | 0.36 | 44.2 | 5000 |
| CBM [24] | 0.00154 | 0.19 | 44.5 | 5000 |
| Hollow stiffening structure [21] | 0.0116 | 0.4 | / | 3000 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, T.; Lu, D.; Zhao, L.; Jiang, Z.; Wang, H.; Guo, X.; Li, Z.; Zhou, X.; Zhao, Y. Application and Optimization of Stiffness Abruption Structures for Pressure Sensors with High Sensitivity and Anti-Overload Ability. Sensors 2017, 17, 1965. https://doi.org/10.3390/s17091965
Xu T, Lu D, Zhao L, Jiang Z, Wang H, Guo X, Li Z, Zhou X, Zhao Y. Application and Optimization of Stiffness Abruption Structures for Pressure Sensors with High Sensitivity and Anti-Overload Ability. Sensors. 2017; 17(9):1965. https://doi.org/10.3390/s17091965
Chicago/Turabian StyleXu, Tingzhong, Dejiang Lu, Libo Zhao, Zhuangde Jiang, Hongyan Wang, Xin Guo, Zhikang Li, Xiangyang Zhou, and Yulong Zhao. 2017. "Application and Optimization of Stiffness Abruption Structures for Pressure Sensors with High Sensitivity and Anti-Overload Ability" Sensors 17, no. 9: 1965. https://doi.org/10.3390/s17091965