Geometrical Characterisation of a 2D Laser System and Calibration of a Cross-Grid Encoder by Means of a Self-Calibration Methodology

 , , and
, , and 
Abstract
:1. Introduction
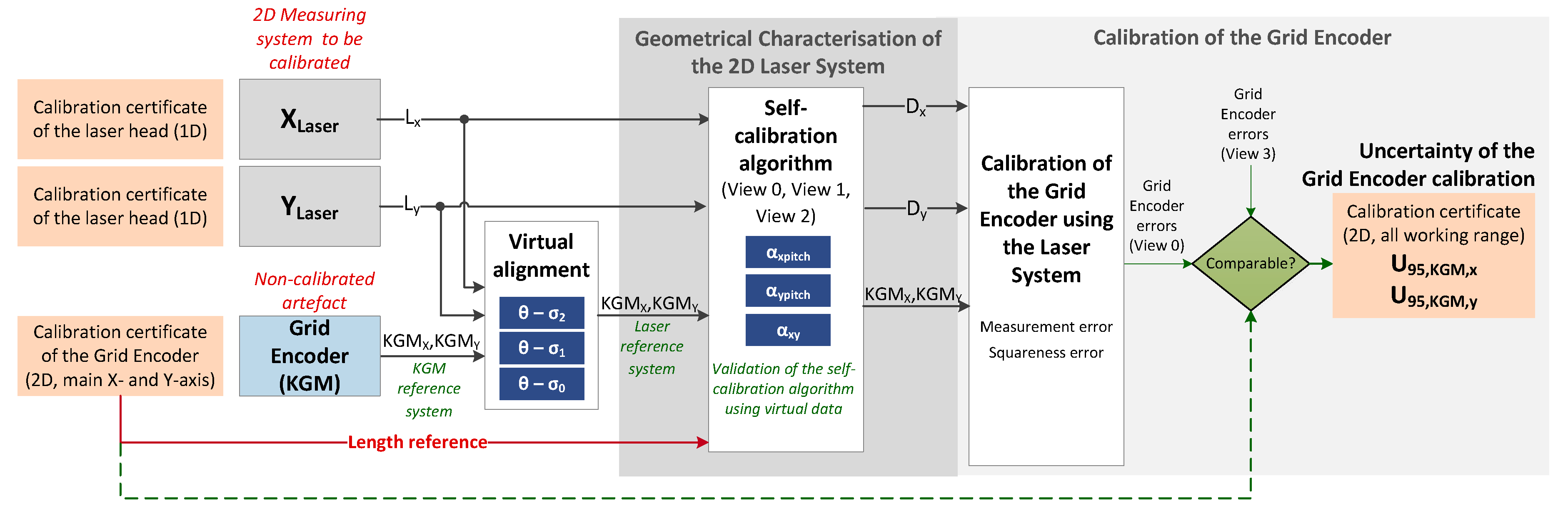
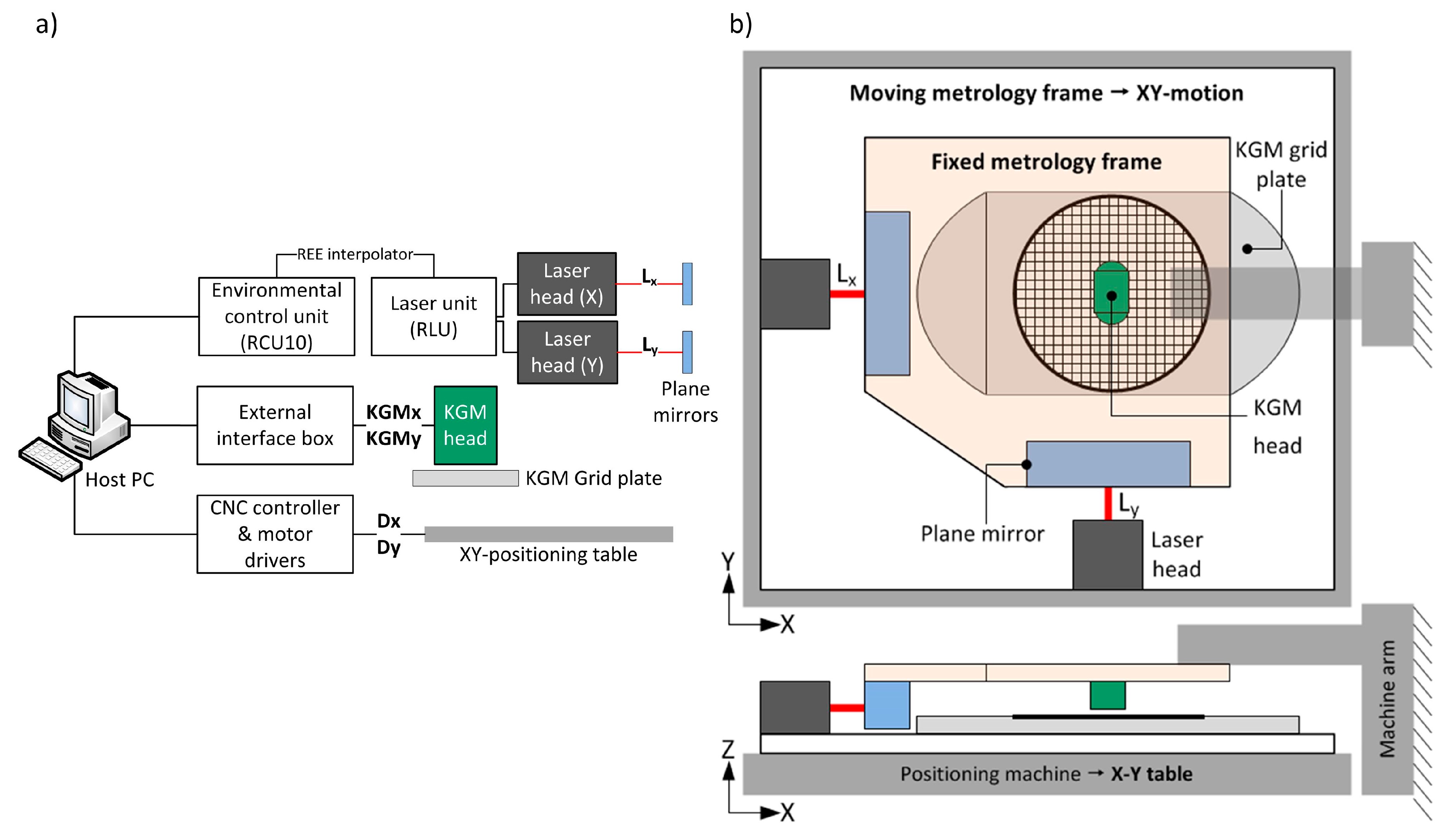
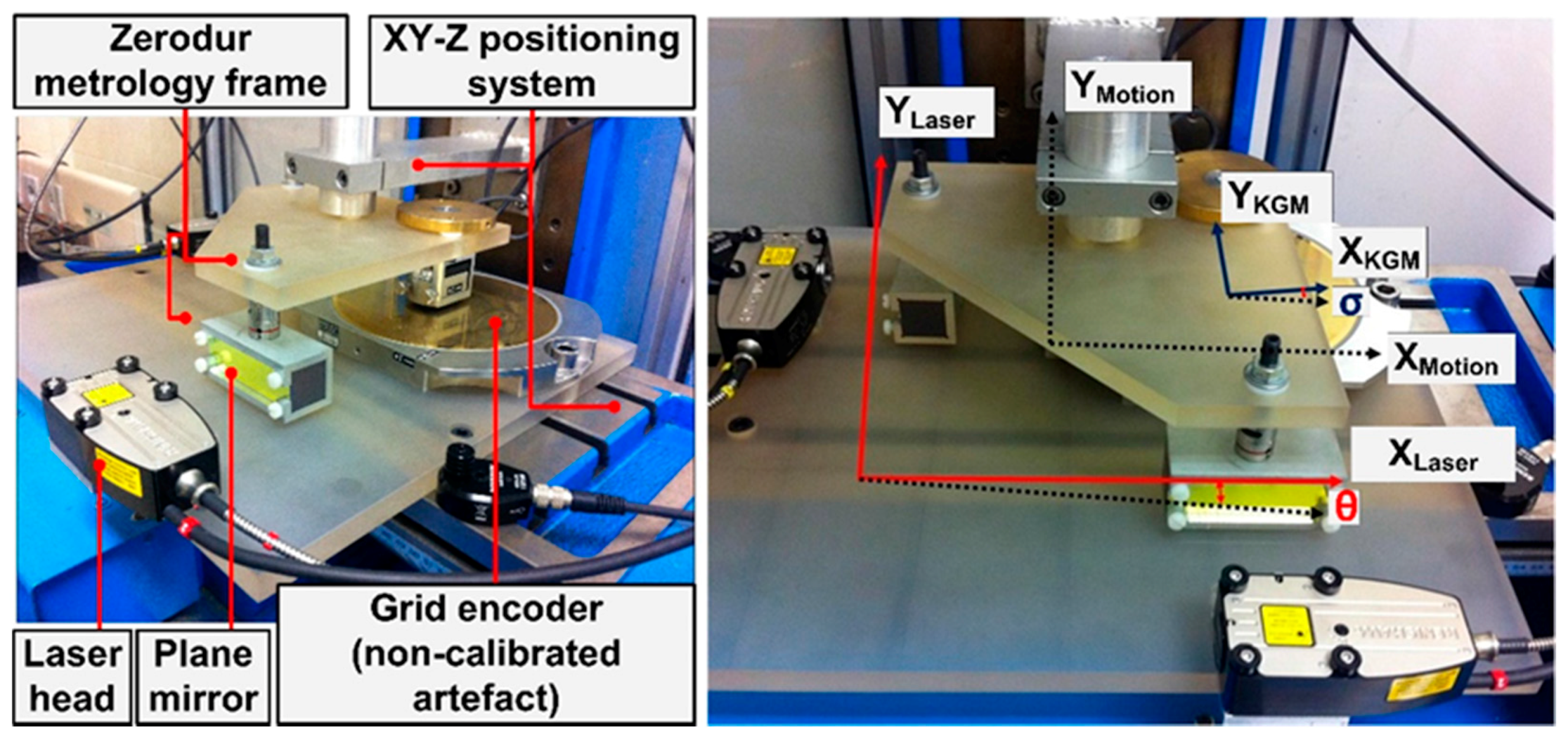
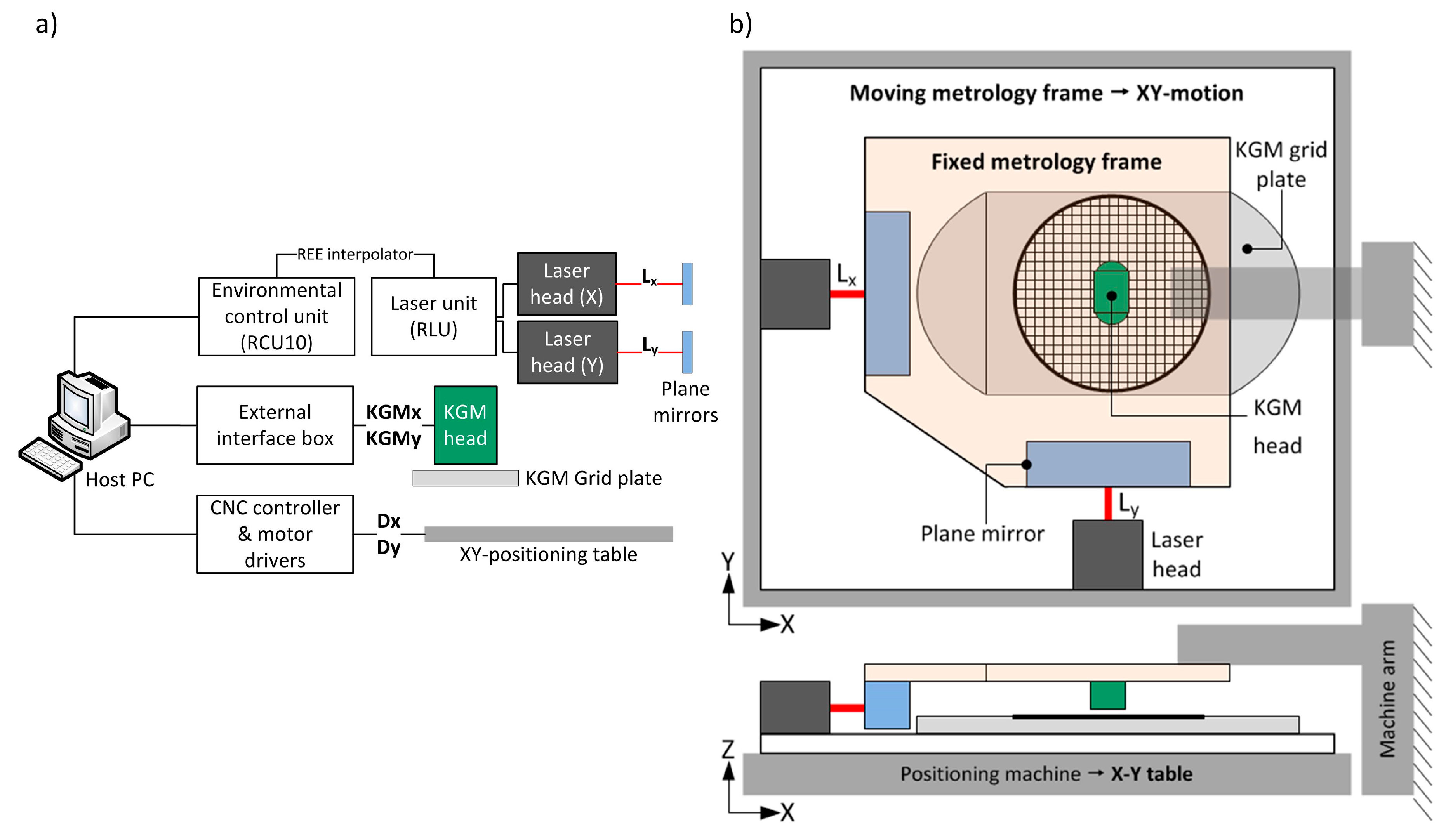
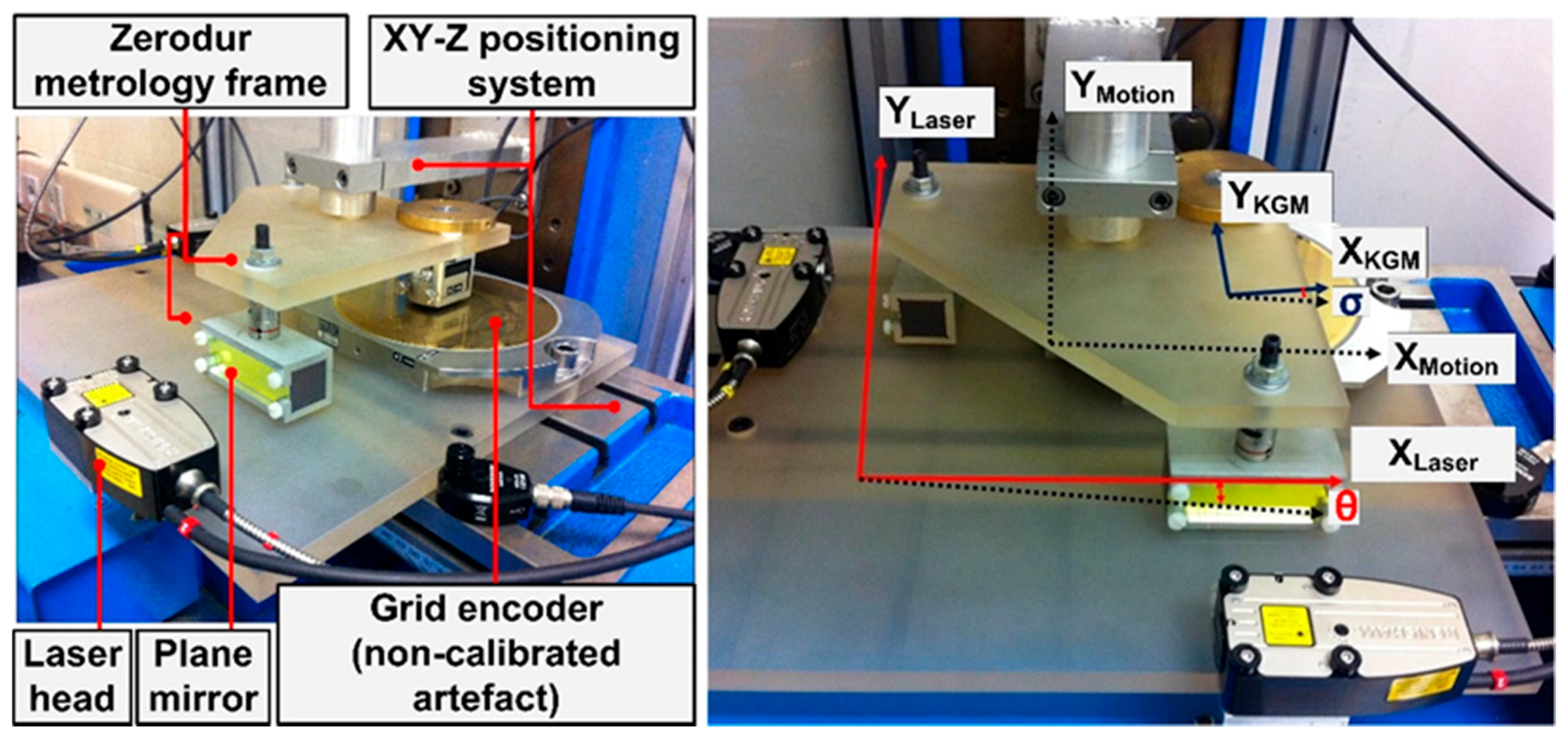
2. Description of the Methods and Materials Used for the Procedure
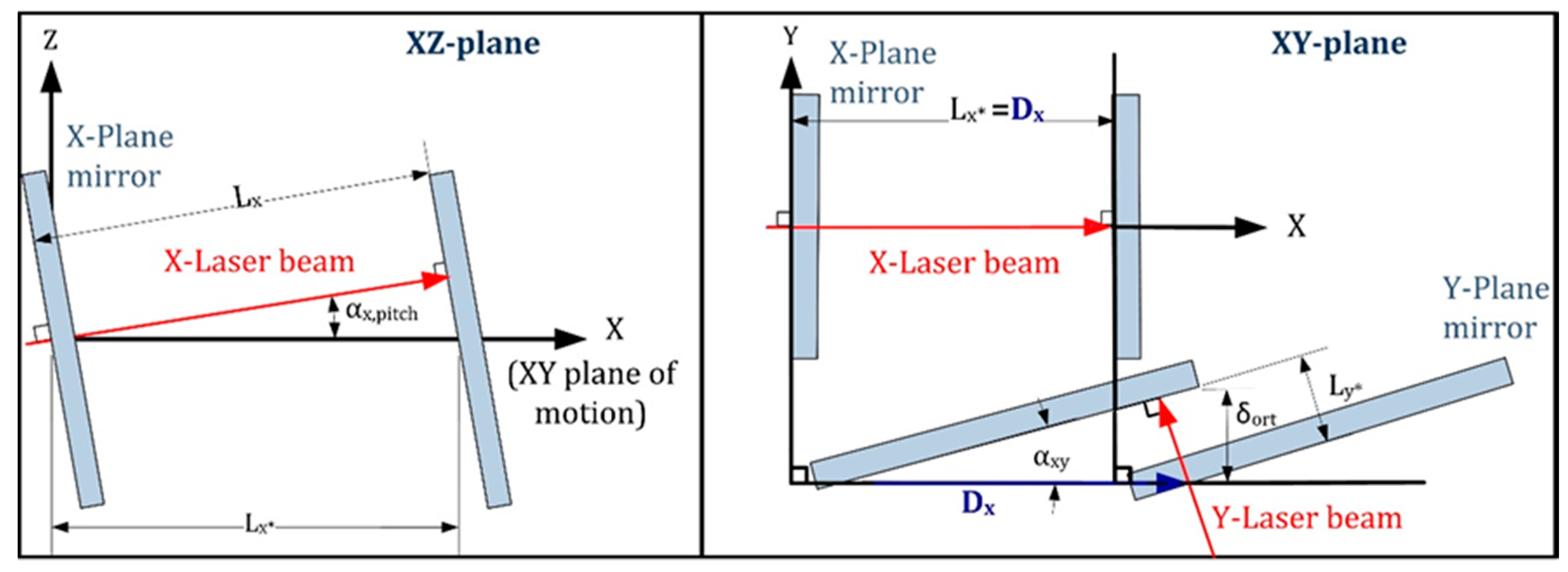
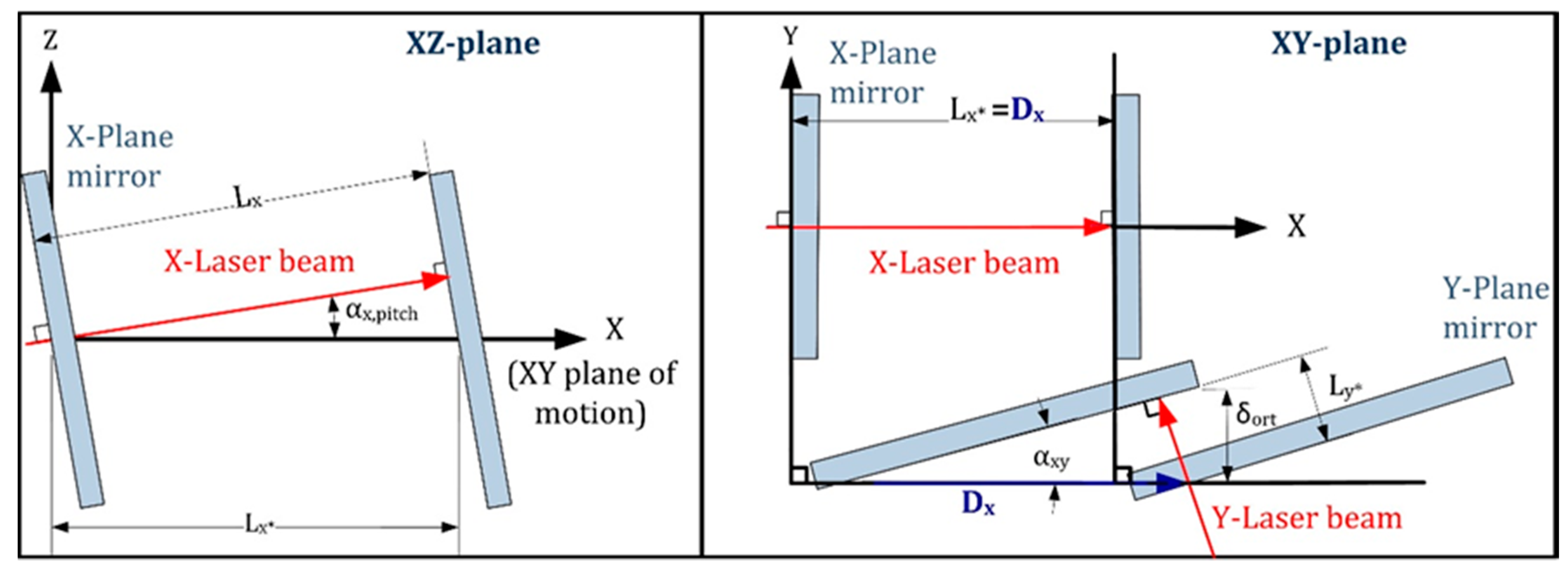
3. Mathematical Model of the 2D Laser System
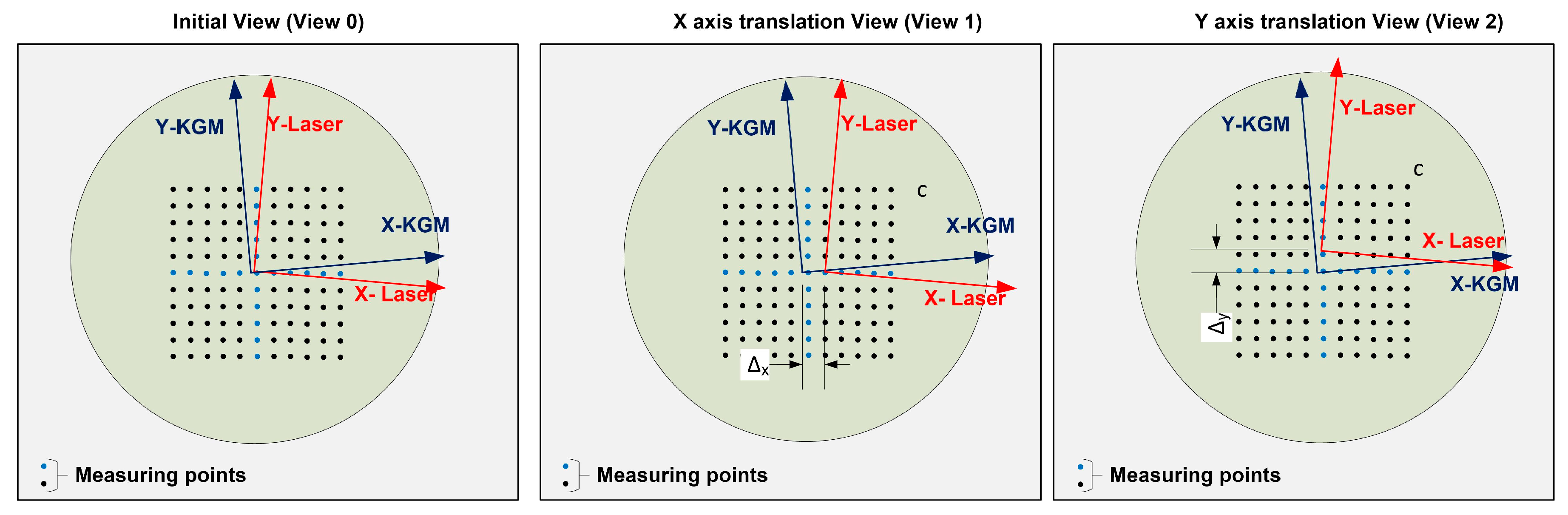
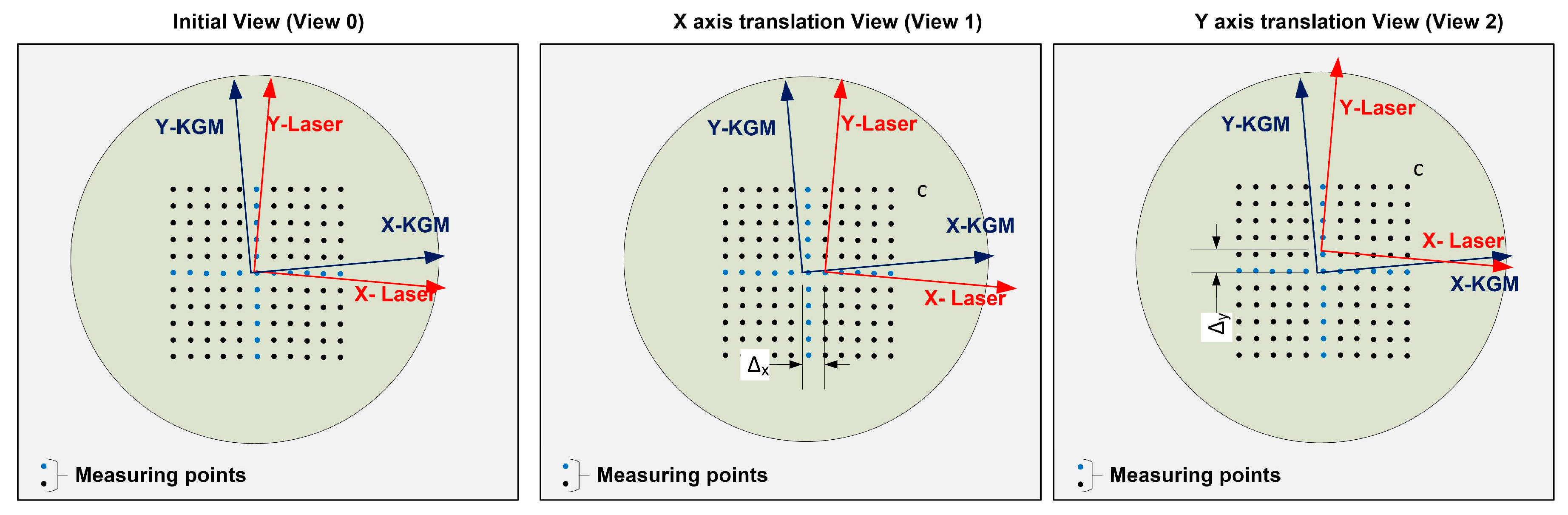
4. Self-Calibration Procedure
4.1. Definition of the Self-Calibration Algorithm
4.2. Validation of the Self-Calibration Algorithm
5. Geometrical Characterisation of the Laser System Setup
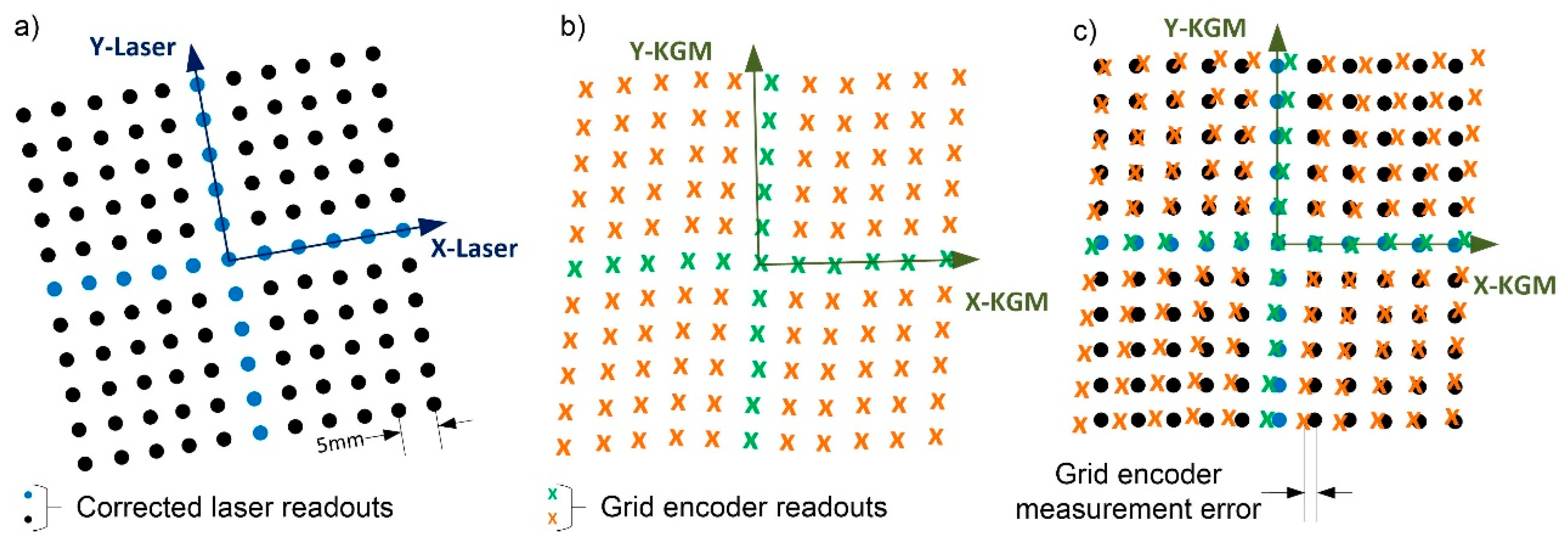
6. Calibration of the Grid Encoder
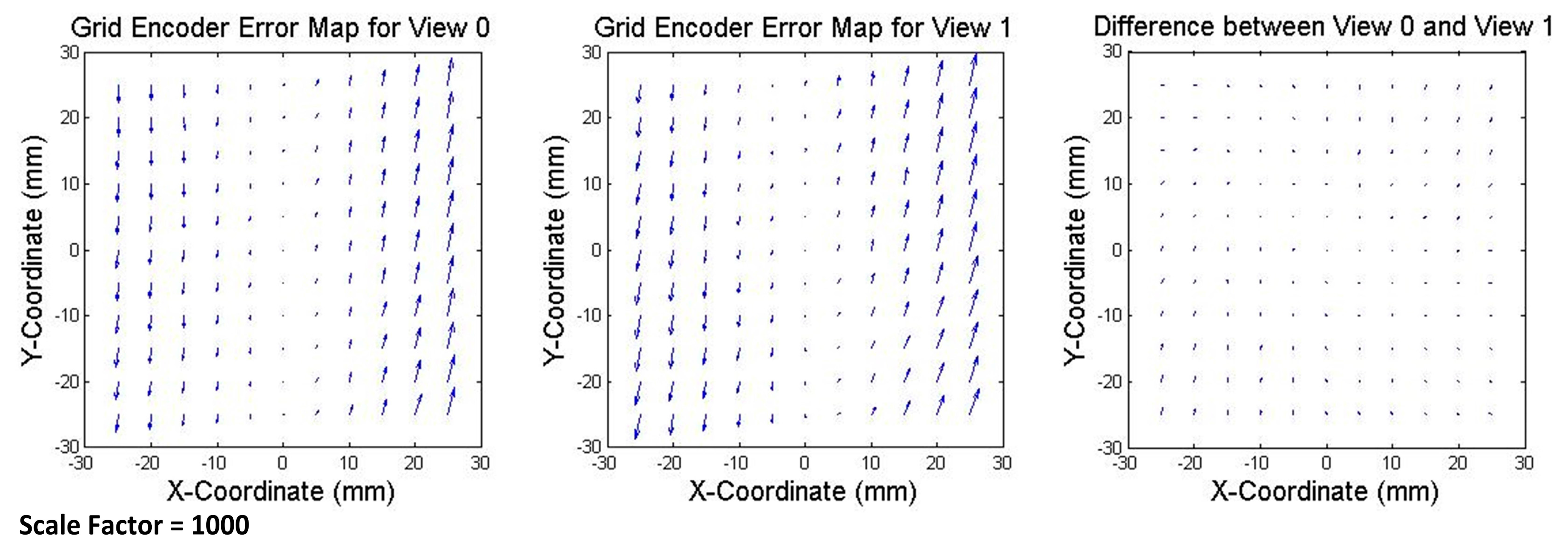
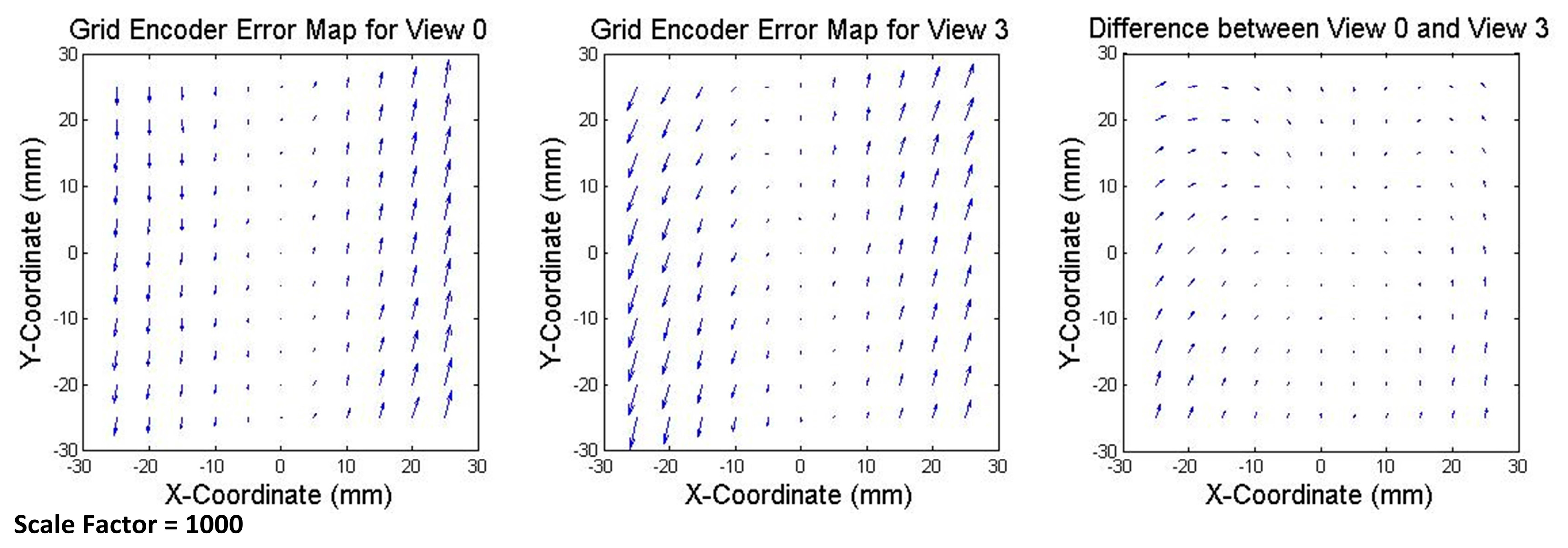
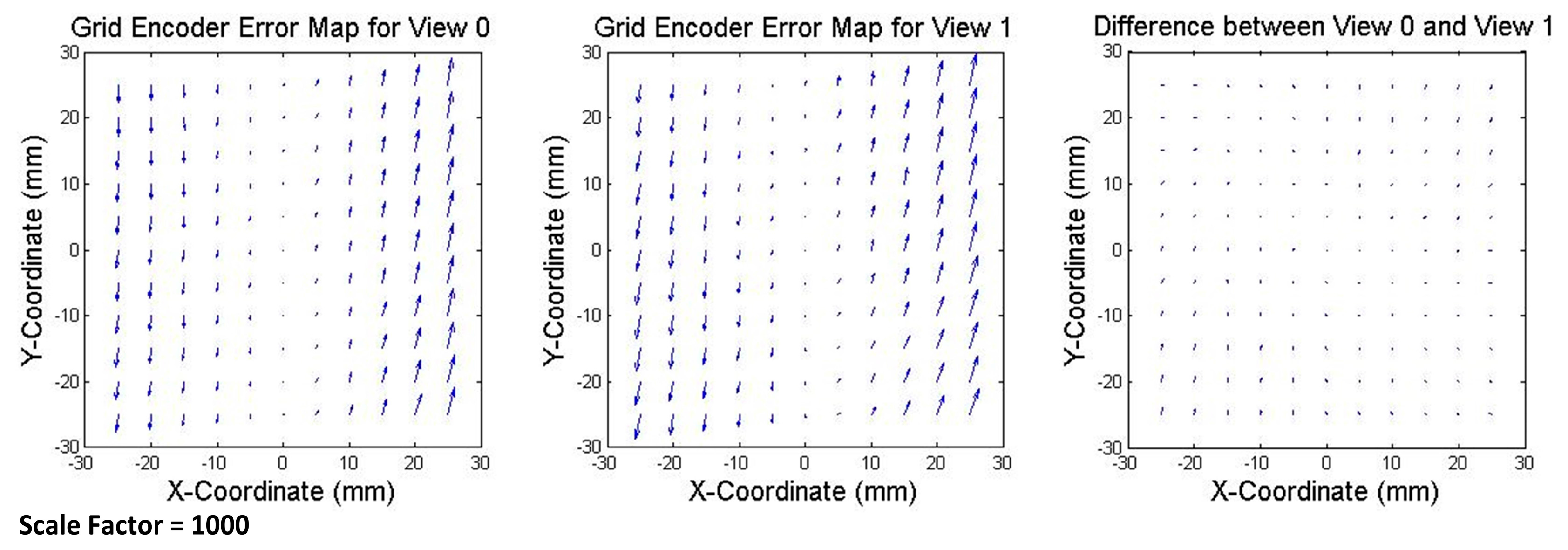
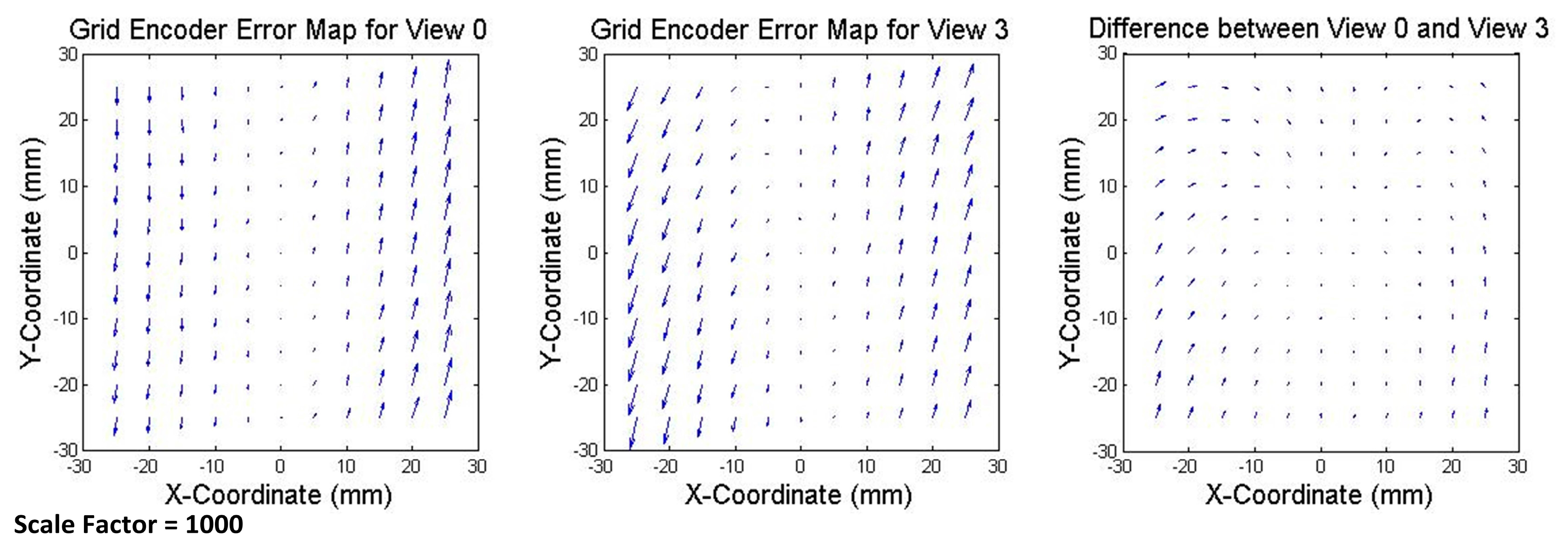
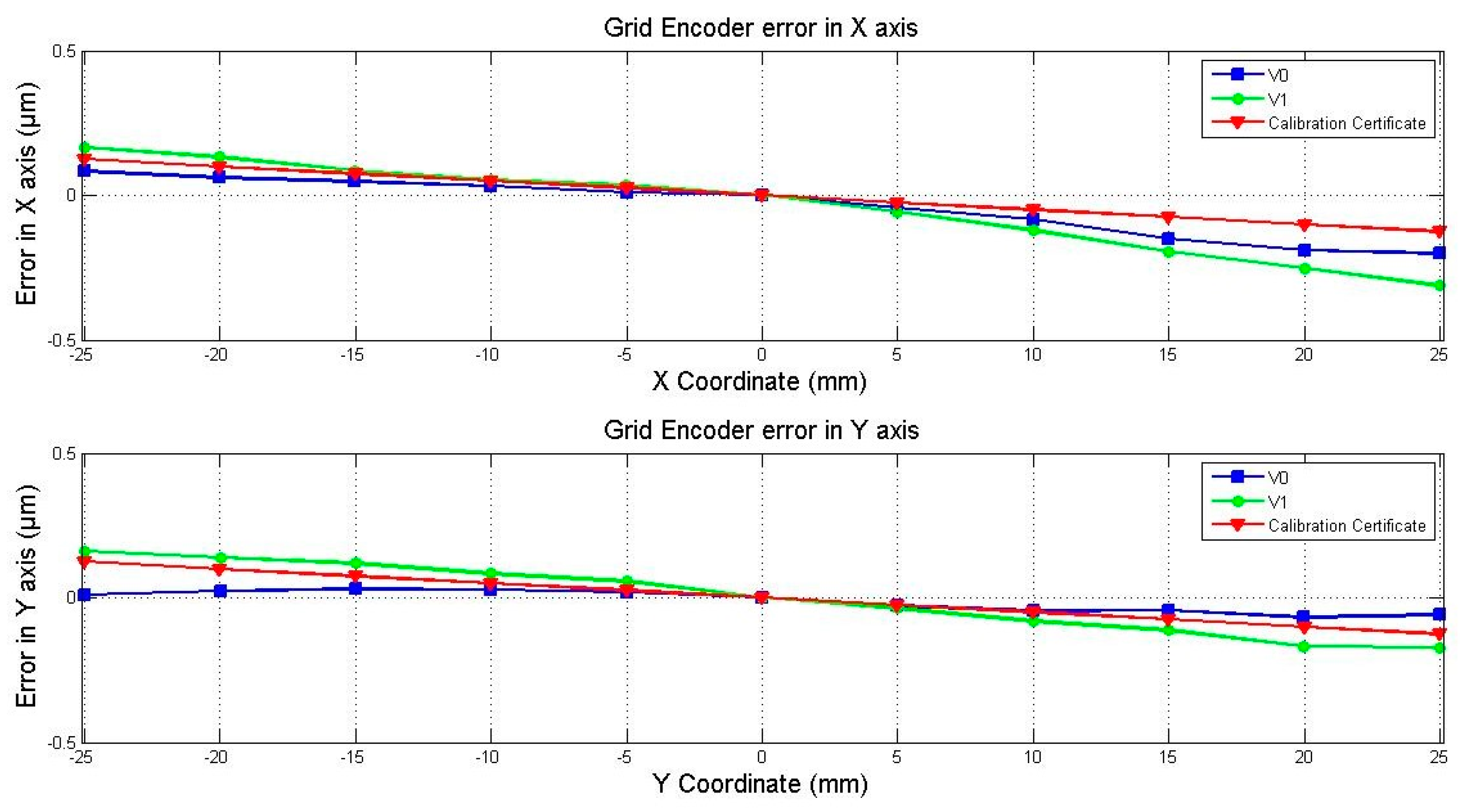
6.1. Calibration Procedure of the Grid Encoder Using the Laser System
6.2. Calibration Uncertainty of the Grid Encoder
- The uncertainty of the calibration system, i.e., the laser sensors, represented as .
- The uncertainty of the expansion and contraction of the grid encoder due to small changes in the temperature .
- The repeatability of the grid encoder measurements during the calibration . The term represents the number of repetitions of each measurement.
- The uncertainty of the grid encoder resolution .
- The error that could not be corrected by the calibration is and is dependent on the distance of the calibrated point to the main central axes.
- The standard uncertainty of the laser according to its manufacturer, denoted as the estimated uncertainty .
- The repeatability of the laser measurements . The term represents the number of repetitions of each measurement.
- The uncertainty of the flatness of the mirrors .
- The uncertainty of the resolution of the laser .
- The uncertainty of the self-calibration procedure of the laser system .
7. Discussion and Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Kramar, J.A.; Dixson, R.; Orji, N.G. Scanning probe microscope dimensional metrology at NIST. Meas. Sci. Technol. 2011, 22, 24001–24011. [Google Scholar] [CrossRef]
- Manske, E.; Jäger, G.; Hausotte, T.; Füßl, R. Recent developments and challenges of nanopositioning and nanomeasuring technology. Meas. Sci. Technol. 2012, 23, 74001–74010. [Google Scholar] [CrossRef]
- Sato, K. Trend of precision positioning technology. ABCM Symp. Ser. Mechatron. 2006, 2, 739–750. [Google Scholar]
- Torralba, M.; Yagüe-Fabra, J.A.; Albajez, J.A.; Aguilar, J.J. Design Optimization for the Measurement Accuracy Improvement of a Large Range Nanopositioning Stage. Sensors 2016, 16, 84. [Google Scholar] [CrossRef] [PubMed]
- Torralba, M.; Valenzuela, M.; Yagüe-Fabra, J.A.; Albajez, J.A.; Aguilar, J.J. Large range nanopositioning stage design: A three-layer and two-stage platform. Measurement 2016, 89, 55–71. [Google Scholar] [CrossRef]
- Fleming, A.J. A review of nanometer resolution position sensors: Operation and performance. Sens. Actuators A Phys. 2013, 190, 106–126. [Google Scholar] [CrossRef]
- BS ISO 5725-1. Accuracy (Trueness and Precision) of Measurement Methods and Results—Part 1: General Principles and Definitions; International Organization for Standardization: Geneva, Switzerland, 1994.
- Claverley, J.D.; Leach, R.K. A review of the existing performance verification infrastructure for micro-CMMs. Precis. Eng. 2015, 39, 1–15. [Google Scholar] [CrossRef]
- Evans, C.J.; Hocken, R.J.; Estler, W.T. Self-Calibration: Reversal, Redundancy, Error Separation, and ‘Absolute Testing’. CIRP Ann. Manuf. Technol. 1996, 35, 617–634. [Google Scholar] [CrossRef]
- Jeong, Y.H.; Dong, J.; Ferreira, P.M. Self-calibration of dual- actuated single-axis nanopositioners. Meas. Sci. Technol. 2008, 19, 045203. [Google Scholar] [CrossRef]
- Kim, D.; Kim, K.; Park, S.H.; Jang, S. Calibration of the straightness and orthogonality error of a laser feedback high-precision stage using self-calibration methods. Meas. Sci. Technol. 2014, 25, 125007. [Google Scholar] [CrossRef]
- Yagüe-Fabra, J.A.; Valenzuela, M.; Albajez, J.A.; Aguilar, J.J. A thermally-stable setup and calibration technique for 2D sensors. CIRP Ann. Manuf. Technol. 2011, 60, 547–550. [Google Scholar] [CrossRef]
- Zhu, Y.; Hu, C.; Hu, J.; Yang, K. Accuracy-and Simplicity-Oriented Self-Calibration Approach for Two-Dimensional Precision Stages. IEEE Trans. Ind. Electron. 2013, 60, 2264–2272. [Google Scholar] [CrossRef]
- Wang, D.; Chen, X.; Xu, Y.; Guo, T.; Kong, M.; Zhao, J.; Zhu, B. Stage error calibration for coordinates measuring machines based on self-calibration algorithm. Precis. Eng. 2015, 41, 86–95. [Google Scholar] [CrossRef]
- Ye, J.; Takac, M.; Berglund, C.N.; Owen, G.; Pease, R.F. Exact algorithm self-calibration of two-dimensional precision metrology stages. Comput. Stand. Interfaces 1999, 21, 187. [Google Scholar] [CrossRef]
- Ekberg, P.; Stiblert, L.; Mattsson, L. A new general approach for solving the self-calibration problem on large area 2D ultra- precision coordinate measurement machines. Meas. Sci. Technol. 2014, 25, 055002. [Google Scholar] [CrossRef]
- Haitjema, H. Iterative Solution of Lease-Squares Problems Applied to Flatness and Grid Measurements. Series on advances in mathematics for applied sciences. World Sci. Publ. 1996, 40, 161–171. [Google Scholar]
- ISO/TR 230-9. Test Code for Machine Tools. Estimation of Measurement Uncertainty for Machine Tools Test according to Series ISO 230, Basic Equations; International Organization for Standardization: Geneva, Switzerland, 2005.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Required Uncertainty | Description |
|---|---|---|
| ±1 × 10−6 rad | Squareness error | |
| ±1 × 10−3 rad | Pitch error in X-axis | |
| ±1 × 10−3 rad | Pitch error in Y-axis | |
| ±1 × 10−4 rad | Angular deviation between the reference systems of the grid encoder and the laser system |
| Parameter | Required Uncertainty | Resulting Value | Description |
|---|---|---|---|
| ±1 × 10−6 rad | 4.010 × 10−3 rad | Squareness error | |
| ±1 × 10−3 rad | 9 × 10−3 rad | Pitch error in X-axis | |
| ±1 × 10−3 rad | 10 × 10−3 rad | Pitch error in Y-axis | |
| ±1 × 10−4 rad | −4.9 × 10−3 rad | Angular deviation between the reference systems of the grid encoder and the laser system | |
| ±1 × 10−4 rad | −4.6 × 10−3 rad | ||
| ±1 × 10−4 rad | −4.6 × 10−3 rad |
| Uncertainty Source | Justification | X-Axis Contribution [nm] | Y-Axis Contribution [nm] |
|---|---|---|---|
| Estimated uncertainty of the laser system | According to the manufacturer, for a distance of 60 mm | 76 | 76 |
| Laser repeatability | Calculated for the readouts of this experiment | 6 | 3 |
| Planarity of the mirrors | According to the manufacturer | 63 | 63 |
| Laser resolution | Resolution of 1.58 nm, achieved by external interpolators | 1.58/√12 | 1.58/√12 |
| Self-calibration procedure | Self-calibration algorithm maximum error = ±25 nm, according to the virtual validation | 25/√3 | 25/√3 |
| Standard uncertainty of the laser system | 99 | 99 |
| Uncertainty Source | Justification | X-Axis Contribution [nm] | Y-Axis Contribution [nm] |
|---|---|---|---|
| Laser system | Calculated in Table 3 | 99 | 99 |
| Thermic variation | Thermal variation of ±0.40 °C during the experiment | 48 | 48 |
| Grid encoder repeatability | Calculated for the readouts of this experiment | 5 | 3 |
| Grid encoder resolution | Resolution of 1 nm | 1/√12 | 1/√12 |
| Residual error [nm] | Calculated by comparing the grid encoder error obtained in View 0, 1 and 2 | 24.5 + 2 x[mm] * * It is dependent on the position in X-axis expressed in mm | 173 + 7.5 y[mm] ** ** It is dependent on the position in Y-axis expressed in mm |
| U95 of the grid encoder [nm] | 226 + 4 x[mm] | 410 + 15 y[mm] |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Torralba, M.; Díaz-Pérez, L.C.; Valenzuela, M.; Albajez, J.A.; Yagüe-Fabra, J.A. Geometrical Characterisation of a 2D Laser System and Calibration of a Cross-Grid Encoder by Means of a Self-Calibration Methodology. Sensors 2017, 17, 1992. https://doi.org/10.3390/s17091992
Torralba M, Díaz-Pérez LC, Valenzuela M, Albajez JA, Yagüe-Fabra JA. Geometrical Characterisation of a 2D Laser System and Calibration of a Cross-Grid Encoder by Means of a Self-Calibration Methodology. Sensors. 2017; 17(9):1992. https://doi.org/10.3390/s17091992
Chicago/Turabian StyleTorralba, Marta, Lucía C. Díaz-Pérez, Margarita Valenzuela, José A. Albajez, and José A. Yagüe-Fabra. 2017. "Geometrical Characterisation of a 2D Laser System and Calibration of a Cross-Grid Encoder by Means of a Self-Calibration Methodology" Sensors 17, no. 9: 1992. https://doi.org/10.3390/s17091992