
Power-to-Steel: Reducing CO2 through the Integration of Renewable Energy and Hydrogen into the German Steel Industry

 , ,
, , 
Abstract
:1. Introduction
2. Method and Procedure
3. Global and German Steel Industry
4. Conventional Steelmaking Processes
4.1. Conventional Blast Furnace Route
4.2. Electrical Arc Furnace
5. Alternative Processes for Steelmaking
5.1. Blast Furnace with Blast Furnace Gas Recirculation
5.2. Blast Furnace with Carbon Capture
5.3. A Higher Share of Steelmaking in EAF
5.4. Direct Reduction of Iron Ore Using Hydrogen (Circored Process)
5.4.1. Direct Reduction of Iron Ore with Hydrogen from Electrolysis
6. Evaluation of Alternative Processes under Consideration for the Integrated Steelworks
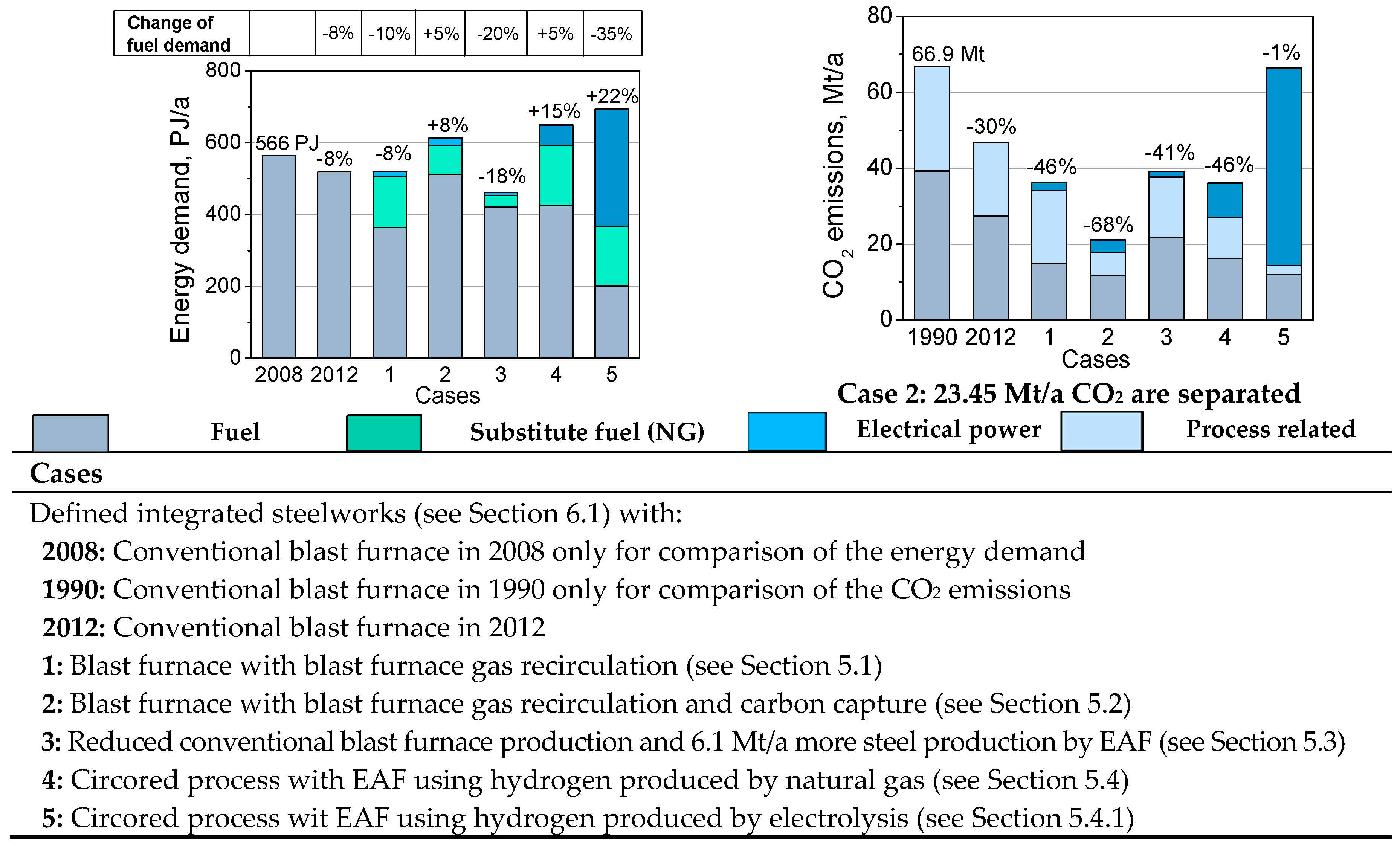
6.1. Definition of the Reference Case
6.2. Example of the Procedure and Basic Conditions
6.3. Alternative Processes with Conventional Energy Provision
Case 1: Blast Furnace with Gas Recirculation
Case 2: Blast Furnace with Blast Furnace Gas Recirculation and Carbon Capture
Case 3: Reduced Conventional Blast Furnace Production and 6.1 Mt/a More Steel Production by EAF
Case 4: Circored Process with EAF Using Hydrogen Produced by Natural Gas
Case 5: Circored Process Wit EAF Using Hydrogen Produced by Electrolysis
6.4. Alternative Processes with the Integration of Renewable Power
7. Discussion
8. Conclusions and Outlook
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| Abbreviations and symbols | |
| BF-CC | Blast furnace with carbon capture |
| BF gas | Blast furnace gas |
| BF-GR | Blast furnace gas recirculation |
| BOF gas | Basic Oxygen Furnace gas |
| CaCO3 | Limestone |
| CaMg(CO3)2 | Dolomite |
| CH4 | Methane |
| CO | Carbon monoxide |
| CO2 | carbon dioxide |
| COG | Coke oven gas |
| DR | Direct reduction |
| EAF | Electrical arc furnace |
| Fe2O3 | Hematite |
| Fe3O4 | Magnetite |
| H2 | Hydrogen |
| η | Efficiency |
| HBI | Hot briquetted iron |
| H-DR | Direct reduced iron with hydrogen as reduction agent |
| IEA | International Energy Agency |
| N2 | Nitrogen |
| NG | Natural gas |
| OHF | Open hearth furnaces |
| SR | Smelting reduction |
| ULCOS | Ultra-Low Carbon Dioxide Steelmaking |
| VPSA | Vacuum pressure swing adsorption |
| Subscripts | |
| el | Electrical |
| LS | Liquid steel |
| S | Steel |
| th | Thermal |
References
- Blesl, M.; Wissel, S.; Fahl, U. Stromerzeugung 2030—Mit welchen Kosten ist zu rechnen? Energiewirtsch. Tagesfr. 2012, 62, 20–27. (In German) [Google Scholar]
- Das Energiekonzept der Bundesregierung 2010 und die Energiewende 2011; Bundesministerium für Umwelt, Naturschutz und Reaktorsicherheit: Berlin, Germany, 2011. (In German)
- BMWi. Fünfter Monitoring-Bericht zur Energiewende—Die Energie der Zukunft—Berichtsjahr 2015. Available online: https://www.bmwi.de/Redaktion/DE/Publikationen/Energie/fuenfter-monitoring-bericht-energie-der-zukunft.pdf?__blob=publicationFile&v=23 (accessed on 10 January 2017). (In German).
- Schiebahn, S.; Grube, T.; Robinius, M.; Tietze, V.; Kumar, B.; Stolten, D. Power to gas: Technological overview, systems analysis and economic assessment for a case study in Germany. Int. J. Hydrogen Energy 2015, 40, 4285–4294. [Google Scholar] [CrossRef]
- Schiebahn, S.; Grube, T.; Robinius, M.; Tietze, V.; Kumar, B.; Stolten, D. Power to Gas. In Transition to Renewable Energy Systems; Wiley-VCH Verlag GmbH & Co. KGaA: Hoboken, NJ, USA, 2013; pp. 813–848. [Google Scholar]
- Jensen, S.H.; Graves, C.; Mogensen, M.; Wendel, C.; Braun, R.; Hughes, G.; Gao, Z.; Barnett, S.A. Large-scale electricity storage utilizing reversible solid oxide cells combined with underground storage of CO2 and CH4. Energy Environ. Sci. 2015, 8, 2471–2479. [Google Scholar] [CrossRef]
- Eberle, U.; Muller, B.; von Helmolt, R. Fuel cell electric vehicles and hydrogen infrastructure: Status 2012. Energy Environ. Sci. 2012, 5, 8780–8798. [Google Scholar] [CrossRef]
- Sternberg, A.; Bardow, A. Power-to-What?—Environmental assessment of energy storage systems. Energy Environ. Sci. 2015, 8, 389–400. [Google Scholar] [CrossRef]
- Was Bedeutet “Sektorkopplung”? Available online: https://www.bmwi-energiewende.de/EWD/Redaktion/Newsletter/2016/14/Meldung/direkt-erklaert.html (accessed on 9 September 2016). (In German).
- Otto, A.; Grube, T.; Schiebahn, S.; Stolten, D. Closing the loop: Captured CO2 as a feedstock in the chemical industry. Energy Environ. Sci. 2015, 8, 3283–3297. [Google Scholar] [CrossRef]
- Masel, R.; Liu, Z.; Zhao, D.; Chen, Q.; Lutz, D.; Nereng, L. CO2 Conversion to Chemicals with Emphasis on using Renewable Energy/Resources to Drive the Conversion. In Commercializing Biobased Products: Opportunities, Challenges, Benefits, and Risks; The Royal Society of Chemistry: Cambridge, UK, 2016; pp. 215–257. [Google Scholar]
- Centi, G.; Quadrelli, E.A.; Perathoner, S. Catalysis for CO2 conversion: A key technology for rapid introduction of renewable energy in the value chain of chemical industries. Energy Environ. Sci. 2013, 6, 1711–1731. [Google Scholar] [CrossRef]
- Zipp, D. Branchenanalyse Energieeffizienz in der Stahlindustrie; GRIN Verlag: Norderstedt, Germany, 2012. (In German) [Google Scholar]
- Tracking Industrial Energy Efficiency and CO2 Emissions; International Energy Agency: Paris, France, 2007.
- Möglichkeiten, Potentiale, Hemmnisse und Instrumente zur Senkung des Energieverbrauchs Branchenübergreifender Techniken in den Bereichen Industrie und Kleinverbrauch; Forschungsstelle für Energiewirtschaft e.V., Fraunhofer-Institut für System- und Innovationsforschung (Fraunhofer ISI): Karlsruhe/München, Germany, 2003. (In German)
- Energieeffizienz: Potenziale, Volkswirtschaftliche Effekte und Innovative Handlungs- und Förderfelder für die Nationale Klimaschutzinitiative; ifeu, Fraunhofer ISI, Prognos AG, GWS: Heidelberg/Karlsruhe/Berlin/Osnabrück/Freiburg, Germany, 2011. (In German)
- Kirchner, A.; Matthes, F.C. Modell Deutschland-Klimaschutz bis 2050: Vom Ziel her denken. In Studie im Auftrag des WWF; Öko-Institut; Prognos: Basel, Switzerland; Berlin, Germany, 2009. (In German) [Google Scholar]
- Fleiter, T.; Schlomann, B.; Eichhammer, W. Energieverbrauch und CO2-Emissionen Industrieller Prozesstechnologien—Einsparpotenziale, Hemmnisse und Instrumente; Fraunhofer-Institut für System- und Innovationsforschung (ISI): Karlsruhe, Germany, 2013. (In German) [Google Scholar]
- Fujii, H.; Managi, S. Optimal production resource reallocation for CO2 emissions reduction in manufacturing sectors. Glob. Environ. Chang. 2015, 35, 505–513. [Google Scholar] [CrossRef]
- Danloy, G.; Berthelemont, A.; Grant, M.; Borlée, J.; Sert, D.; van der Stel, J.; Jak, H.; Dimastromatteo, V.; Hallin, M.; Eklund, N.; et al. ULCOS-Pilot Testing of the Low-CO2 Blast Furnache Process at the Experimental BF in Luleå. Rev. Met. Paris 2009, 106, 1–8. [Google Scholar] [CrossRef]
- Overview of the Current State and Development of CO2 Capture Technologies in the Ironmaking Process 2013; International Energy Agency (IEA): Paris, France, 2013.
- Umweltbundesamt. Ziele der Energiewende. 2014. Available online: http://www.umweltbundesamt.de/daten/energiebereitstellung-verbrauch/ziele-der-energiewende (accessed on 2 February 2015). (In German).
- Elmquist, S.A.; Weber, P. Operation results of the Cicored fine ore direct reduction plant in Trinidad. Stahl Eisen 2002, 122, 59–64. [Google Scholar]
- Nationaler Inventarbericht zum Deutschen Treibhausgasinventar 1990–2012; Umweltbundesamt (UBA): Dessau-Roßlau, Germany, 2014; (In German).
- Sun, X.-K.; Zhang, X.-H.; Wei, R.-J.; Du, B.-Y.; Wang, Q.; Fan, Z.-Q.; Qi, G.-R. Mechanistic Insight into Initiation and Chain Transfer Reaction of CO2/Cyclohexene Oxide Copolymerisation Catalyzed by Zinc-Cobalt Double Metal Cyanide Complex Catalysts. Polym. Chem. 2012, 50, 2924–2934. [Google Scholar] [CrossRef]
- Icha, P. Entwicklung der Spezifischen Kohlendioxid-Emissionen des Deutschen Strommix in den Jahren 1990 bis 2013; Umweltbundesamt (UBA): Dessau-Roßlau, Germany, 2014; (In German).
- Nazarko, J.; Otto, A.; Herbergs, A.; Weber, M.; Stolten, D. Auslegung einer membranbasierten Luftzerlegungsanlage für ein Oxyfuel-Dampfkraftwerk. In Kraftwerkstechnik; Beckmann, M., Ed.; TK Verlag Karl Thome-Kozmiensky: Neuruppin, Germany, 2012. (In German) [Google Scholar]
- Häussinger, P.; Leitgeb, P.; Schmücker, B. Nitrogen. In Ullmann's Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag GmbH & Co. KGaA: Hoboken, NJ, USA, 2000. [Google Scholar]
- Matos, M.A.R.; Sousa, C.C.S.; Morais, V.M.F. Experimental and computational thermochemistry of the isomers: Chromanone, 3-isochromanone, and dihydrocoumarin. J. Chem. Thermodyn. 2009, 41, 308–314. [Google Scholar] [CrossRef]
- Bond, D. Computational Methods in Organic Thermochemistry. 2. Enthalpies and Free Energies of Formation for Functional Derivatives of Organic Hydrocarbons. J. Org. Chem. 2007, 72, 7313–7328. [Google Scholar] [CrossRef] [PubMed]
- Steel Statistical Yearbook; World Steel Association: Brussels, Belgium, 2014.
- Franke, P. Strom- und Gasnetze: Zwei ungleiche Partner auf gemeinsamem Weg? In Proceedings of the Dena Konferenz der Strategieplattform Power to Gas, Berlin, Germany, 13 June 2012. [Google Scholar]
- Glikson, A.Y. An Uncharted Climate Territory. In Evolution of the Atmosphere, Fire and the Anthropocene Climate Event Horizon; Springer Netherlands: Dordrecht, The Netherlands, 2014; pp. 133–148. [Google Scholar]
- Emissions. 2012. Available online: http://www.globalcarbonatlas.org/?q=en/emissions (accessed on 14 January 2016).
- Detaillierte Berichtstabellen CRF 2014; Umweltbundesamt (UBA): Dessau-Roßlau, Germany, 2014.
- Stahl: Energieeffizient in Prozess und Produkt. 2012. Available online: http://www.stahl-online.de/index.php/themen/energie-und-umwelt/energieeffizienz/ (accessed on 7 January 2016). (In German).
- Bottaccio, G.; Campolmi, S.; Felicioli, M.G. Process for Preperation of Alpha-Formyl Acid. Patent US 4132732 A, 1978. [Google Scholar]
- Neelis, M.; Worrell, E.; Masanet, E. Energy Efficiency Improvement and Cost Saving Opportunities for the Petrochemical Industry; Ernest Orlando Lawrence Berkeley National Laboratory: Berkeley, CA, USA, 2010. [Google Scholar]
- Merkblatt über Die Besten Verfügbare Techniken in der Eisen- und Stahlerzeugung Nach der Industrie-Emissionen-Richtlinie 2010/75/EU; Umweltbundesamt (UBA): Dessau-Roßlau, Germany, 2012; (In German).
- Weigel, M. Ganzheitliche Bewertung zukünftig verfügbarer primärer Stahlherstellungsverfahren. In Fachbereich D—Architektur, Bauingenieurwesen, Maschinenbau, Sicherheitstechnik; Bergische Universität Wuppertal: Wuppertal, Germany, 2014. (In German) [Google Scholar]
- Ultra-Low Carbon Dioxide. 2016. Available online: http://www.ulcos.org (accessed on 10 June 2016).
- Danloy, G.; van der Stel, J.; Schmöle, P. Heat and mass balances in the ULCOS Blast Furnace. In Proceedings of the 4th UlCOS Seminar, Essen, Germany, 1–2 October 2008. [Google Scholar]
- Lehmann, V. Der moderne Hochofenprozeß. NiU Chem. 1993, 4. [Google Scholar]
- Carbon Capture and Storage in Industrial Applications: Technology Synthesis Report; United Nations Industrial Development Organization (UNIDO): Vienna, Austria, 2010.
- Nubert, D.; Eichberger, H.; Rollinger, B. Circored fine ore direct reduction-the future of modern electric steelmaking. Stahl Eisen 2006, 126, 47–51. [Google Scholar]
- Hensmann, M.; Haardt, S.; Ebert, D. Emissionsfaktoren zur Eisen und Stahlindustrie für die Emissionsberichterstattung; Im Auftrag des Umweltbundesamtes: Dessau-Roßlau, Germany, 2010. [Google Scholar]
- Verlag, B. Gesetz zur Demonstration der Dauerhaften Speicherung von Kohlendioxid (Kohlendioxid-Speicherungsgesetz—KSpG). 2013. Available online: https://www.gesetze-im-internet.de/bundesrecht/kspg/gesamt.pdf (accessed on 10 April 2014). (In German).
- Bruttostromerzeugung aus Erneuerbaren Energien in Deutschland in den Jahren 1990 bis 2015; Statista: Hamburg, Germany, 2016. (In German)
- Langfristszenarien und Strategien für den Ausbau Erneuerbarer Energien in Deutschland bei Berücksichtigung der Entwicklung in Europa und Global. Available online: http://www.dlr.de/dlr/Portaldata/1/Resources/bilder/portal/portal_2012_1/leitstudie2011_bf.pdf (accessed on 10 June 2016). (In German).
- Schlesinger, M.; Lindenberg, D.; Lutz, C. Energieszenarien für ein Energiekonzept der Bundesregierung. Projekt Nr. 12/10. 2010. Available online: http://www.ewi.uni-koeln.de/fileadmin/user_upload/Publikationen/Studien/Politik_und_Gesellschaft/2010/EWI_2010-08-30_Energieszenarien-Studie.pdf (accessed on 10 January 2017). (In German).
- Robinius, M. Strom- und Gasmarktdesign zur Versorgung des Deutschen Straßenverkehrs mit Wasserstoff; Energie & Umwelt 300; Forschungszentrum Jülich GmbH: Jülich, Germany, 2015. (In German) [Google Scholar]
- Shang, J.; Liu, S. A new route of CO2 catalytic activation: Syntheses of N-substituted carbamates from dialkyl carbonates and polyureas. Green Chem. 2012, 14, 2899–2906. [Google Scholar] [CrossRef]
- Robinius, M.; Ter Stein, F.; Schwane, A.; Stolten, D. A Top-Down Spatially Resolved Electrical Load Model. Energies 2017, 10, 361. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Energy Carrier/Gases | Description/Assumptions | CO2 Emission Factor |
|---|---|---|
| Natural gas (NG) | - | 56 kgCO2/GJ |
| Blast furnace gas (BF gas) | - | 257.8 kgCO2/GJ |
| Coke | - | 105.0 kgCO2/GJ |
| Hard coal | - | 94.2 kgCO2/GJ |
| Coke oven gas (COG) | - | 40.0 kgCO2/GJ |
| Basic oxygen furnace gas (BOF gas) | - | 257.8 kgCO2/GJ |
| German electricity mix 2012 | - | 160 kgCO2/GJ |
| Oxygen | Energy demand of O2 provision by cryogenic air separation: 0.745 MJel/kgO2 [27] | 119.2 kgCO2/tH2 (powered by the German electricity mix 2012) |
| Nitrogen | Energy demand of N2 provided by cryogenic air separation: 0.576 MJel/kgO2 [28] | 92.18 kgCO2/tH2 (powered by the German electricity mix 2012) |
| Hydrogen produced through the steam reforming of natural gas (NG) | η = 84% [29] =>1.190 GJNG/GJH2 | 66.64 kg/GJ (8000 kgCO2/tH2) |
| Hydrogen produced through water electrolysis powered by the German electricity mix 2012 | η = 70% [4] =>1.428 GJel/GJH2 | 119 kg/GJ (27,418 kgCO2/tH2) |
| Used in Section 6.4 only | ||
| Renewable electrical power | Only energy-related CO2 emissions are considered | 0.0 kgCO2/GJ |
| Hydrogen produced by water electrolysis powered by renewable electrical power | η = 70% [4] =>1.428 GJel/GJH2 | 0.0 kg/GJ (0.0 kgCO2/tH2) |
| Synthetic methane produced via power-to-gas with hydrogen from water electrolysis powered by renewable electrical power | Electrolyzer: η = 70% [4] Methanation: η = 80% [4] =>1.785 MJel/MJCH4 Energy demand and CO2 emissions of CO2 provision are not considered | 0.0 kg/GJ |
| Steel Industry | Global | Ref. | Germany | Ref. |
| Primary energy demand (EJ/a) | 559.82 | [33] | 13.45 | [25] |
| Net power consumption (TWH/a) | 22,668 | [33] | 540 | [25] |
| CO2 emissions (million t/a) | 35,083 | [34] | 818 | [35] |
| Manufacturing Process | Crude Steel | |||
| Output (million t/a) | 1560 | [30] | 42.7 | [30] |
| Average primary energy demand (GJth/tCrude steel) | 20.0 | [30] | 17.88 | [36] |
| Average CO2 emissions (tCO2/tCrude steel) | 1.8 | [30] | 1.356 | [37] |
| Energy Demand per Ton of Liquid Steel | |
| Electrical power | 2.07 GJ a |
| Natural gas | 0.78 GJ |
| N2 | 8 kg (4.6 MJel) b |
| O2 | 50 kg (37.3 MJel) b |
| Coal | 0.45 GJ |
| Overall energy demand | 3.34 GJ |
| CO2 Emissions per Ton of Liquid Steel | |
| Process-related: Decarburization and electrode burn-off | 83.9 kg |
| Total CO2 emissions including N2 and O2 provision | 508 kg |
| Circored Process [23,45] | |
|---|---|
| Energy demand per 1.03 tons of hot briquetted iron (HBI) | |
| Electrical power for plant operation | 0.46 GJ [23,45] |
| Electrical power for hydrogen production | 9.97 GJ (58.17 kgH2) a |
| Natural gas for heat provision | 5.62 GJ [23,45] |
| Overall energy demand | 16.05 GJ |
| Total energy demand inclusive of further processing in EAF | 19.96 GJ |
| CO2 emissions per ton of liquid steel (Circored process + EAF) | |
| CO2 emissions using electrical power from the German electricity mix and natural gas for the heat supply | 2407 kg |
| CO2 emissions using renewable electrical power and natural gas for the heat supply | 409 kg |
| CO2 emissions using renewable electrical power and synthetic methane for the heat supply | 94 kg |
| Case | Results with Conventional Energy Provision | Results with Integration of Renewable Energies | ||||
|---|---|---|---|---|---|---|
| Electrical Energy Demand against 2008 | Fuel Demand against 2008 | CO2 Emissions against 1990 | Electrical Energy Demand against 2008 | Fuel Demand against 2008 | CO2 Emissions against 1990 | |
| 2012 (Conventional steelworks in 2012) | 0 TWh | −8% | −30% | +3 TWh | −9% | −34% |
| 1 (Blast furnace with gas recirculation) | +3 TWh | −10% | −46% | +54 TWh | −36% | −61% |
| 2 (BF gas recirculation with CO2 separation) | +6 TWh | +5% | −68% | +72 TWh | −27% | −82% |
| 3 (Reduced conventional blast furnace production and 6.1 Mt/a more steel production by EAF) | +3 TWh | −20% | −41% | +12 TWh | −28% | −47% |
| 4 (Direct reduction of iron ore with H2 produced by steam reforming) | +16 TWh | +5% | −46% | +274 TWh | −95% | −95% |
| 5 (Direct reduction of iron ore with H2 produced by electrolysis) | +90 TWh | −35% | −1% | +237 TWh | −95% | −95% |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Otto, A.; Robinius, M.; Grube, T.; Schiebahn, S.; Praktiknjo, A.; Stolten, D. Power-to-Steel: Reducing CO2 through the Integration of Renewable Energy and Hydrogen into the German Steel Industry. Energies 2017, 10, 451. https://doi.org/10.3390/en10040451
Otto A, Robinius M, Grube T, Schiebahn S, Praktiknjo A, Stolten D. Power-to-Steel: Reducing CO2 through the Integration of Renewable Energy and Hydrogen into the German Steel Industry. Energies. 2017; 10(4):451. https://doi.org/10.3390/en10040451
Chicago/Turabian StyleOtto, Alexander, Martin Robinius, Thomas Grube, Sebastian Schiebahn, Aaron Praktiknjo, and Detlef Stolten. 2017. "Power-to-Steel: Reducing CO2 through the Integration of Renewable Energy and Hydrogen into the German Steel Industry" Energies 10, no. 4: 451. https://doi.org/10.3390/en10040451