Organosolv Fractionation of Softwood Biomass for Biofuel and Biorefinery Applications


Biochemical Process Engineering, Division of Chemical Engineering, Department of Civil, Environmental and Natural Resources Engineering, Luleå University of Technology, 971-87 Luleå, Sweden
*
Author to whom correspondence should be addressed.
Energies 2018, 11(1), 50; https://doi.org/10.3390/en11010050
Submission received: 6 November 2017
/
Revised: 9 December 2017
/
Accepted: 11 December 2017
/
Published: 27 December 2017
(This article belongs to the Special Issue Thermo Fluid Conversion of Biomass)
Abstract
:Softwoods represent a significant fraction of the available lignocellulosic biomass for conversion into a variety of bio-based products. Its inherent recalcitrance, however, makes its successful utilization an ongoing challenge. In the current work the research efforts for the fractionation and utilization of softwood biomass with the organosolv process are reviewed. A short introduction into the specific challenges of softwood utilization, the development of the biorefinery concept, as well as the initial efforts for the development of organosolv as a pulping method is also provided for better understanding of the related research framework. The effect of organosolv pretreatment at various conditions, in the fractionation efficiency of wood components, enzymatic hydrolysis and bioethanol production yields is then discussed. Specific attention is given in the effect of the pretreated biomass properties such as residual lignin on enzymatic hydrolysis. Finally, the valorization of organosolv lignin via the production of biofuels, chemicals, and materials is also described.
Keywords:
organosolv; lignocellulose; spruce; pine; fir; fractionation; pretreatment; enzymatic hydrolysis; bioethanol1. Introduction
Biomass was initially considered a renewable feedstock for the production of alternative and more environmentally friendly fuels, which would eventually reduce or even stop our dependence on fossil derived fuels. Although concerns regarding environmental pollution and an effort to reduce GHG emissions was an important motivation for this undertaking other factors were equally important. Fluctuations in oil prices had a significant effect on commodity prices and the economy, and the dependence on imported fuels threatened the energy security. Moreover, a way to revitalize the agricultural sector and support the local rural economy was needed. Although biomass includes a broader range of products or by-products of biological origin, much of the effort for the production of biofuels focused on the use of lignocellulosic biomass, due to its relative abundance in nature [1,2]. Another benefit is its high content in carbohydrates -mainly cellulose- that could provide the fermentable sugars required for production of bioethanol, i.e., biomass derived ethanol as a fuel to substitute gasoline. Although an acid catalysed hydrolysis reaction can easily release these polysaccharides in the form of simple sugars [3,4], the requirements for the development of green technologies have driven efforts towards the more benign enzymatic hydrolysis of the carbohydrates in biomass. An array of cellulolytic enzymes is required to reduce the rigid crystalline structure of cellulose into free glucose molecules [5].
Several obstacles, however, must be overcome before these sugars are made available. Initially the cellulose is surrounded by hemicellulose, another polysaccharide, which due to its heterogeneric nature contains a variety of sugars connected by a variety of glucosidic bonds that cannot be hydrolyzed by the cellulolytic enzymes. Furthermore, these carbohydrates are surrounded by lignin, a polymer of substituted phenylpropane units that acts as a further barrier for the cellulolytic enzymes [6,7]. The removal of these barriers is the core factor determining the economics of the bioethanol production process, and an extensive research has been undertaken worldwide to develop processes that can accomplish that [8,9]. Among the many technologies suggested for this purpose, most of the work focused in aqueous-based methods, such as dilute acid hydrolysis [10,11], autohydrolysis or hydrothermal [12,13,14] and steam explosion [15,16,17,18,19], due to their relative low cost and simplicity, and the ability to easily remove hemicellulose and rearrange the structure of lignin so that an efficient enzymatic hydrolysis can take place. These pretreatments also provided an aqueous fraction of hemicellulosic sugars that could be co-fermented to increase the ethanol yields [20], and a residual solid lignin that can be recovered post fermentation and used as a biofuel for the generation of heat or electricity [21].
During the course of the investigation, however, the scope of utilization of the lignocellulosic biomass has broadened, due to two major factors. Firstly, the limitations in the economics of bioethanol production due to the low prices commanded by the final product [22]; secondly the realization that the hemicellulose and lignin fractions should be considered not as by-products, but as feedstocks for the fuels sector as well as the chemicals and materials industries [23,24,25]. This transition from the production of biofuels to a more comprehensive bio-based economy had a significant impact in the processing strategy of the lignocellulosic biomass. The new bio-based economy concept could only be realized in a biorefinery where different process streams would be utilized by different processes towards different end products. This in turn underlined the requirement for efficient fractionation processes [22] that could quantitatively separate the three biomass components (cellulose, hemicellulose, and lignin) into high purity process streams aiming at high added value final products.
A consequence of the above is the introduction of the “lignin-first” strategy [26]; in most of the traditional biomass processing technologies -namely the production of bioethanol- lignin was collected as a waste product of fermentation at the final stage of the process chain. Its low purity and potentially high content in residual carbohydrates, microorganisms, proteins and salts from the enzymatic hydrolysis and fermentation step, reduced its value and it was typically considered a low cost solid biofuel that could be burned in situ to supplement the energy requirements of the bioethanol production unit operations. If, however, lignin was to be utilized as a feedstock for high value products the requirements for its high purity would necessitate its separation from the carbohydrates in the first step of the biorefinery chain. One of the most promising pretreatment processes to fulfil this requirement is the organosolv pulping. Originally developed as an alternative greener paper pulping process [27], organosolv soon attracted research interest due to its ability not only to remove the hemicellulose and lignin barriers of enzymatic hydrolysis of cellulose but also because it could effectively fractionate the three biomass components in one step, fulfilling the requirements for the lignin-first and biorefinery concept.
Organosolv involves the cooking of lignocellulosic biomass in a mixture of water with an organic solvent that leads to the deconstruction of both lignin and hemicellulose and its dissolution in the cooking liquor [28]. The lignin is typically retrieved as a precipitate by dilution of the liquor with water. This simple process produces three distinct streams: a cellulose-rich pulp and a lignin rich solid precipitate as well as a hemicellulose rich liquid. The organic solvent can be recovered from the liquid stream by distillation and reused. A schematic diagram of the organosolv fractionation process can be seen in Figure 1. From an environmental friendly perspective, the organosolv process successfully meets several of the green process criteria. It reduces the amount and concentration of hazardous chemicals used in more conventional wood pulping (e.g., Kraft pulping) as well as pretreatment methods such as acidic, basic and oxidative processes, and eliminates the need for process streams neutralization. It reduces the amount of waste generated by the process as lignin is isolated as a pure product and not as a byproduct at the end of the biofuel production cycle. Finally, it allows the production of bio-based molecules that can be used to produce natural or biodegradable resins, polymers etc. compared to their fossil-based counterparts.
Although organosolv has been successfully used as a pretreatment and fractionation process in a variety of lignocellulosic materials, such as agricultural, hardwoods and softwoods, only softwood feedstock will be considered in the current review. Firstly, because softwoods represent the majority of wood-based biomass in the northern hemisphere [2]. They are therefore a potentially valuable resource due to the large amounts of waste products available from the forestry, saw mills and pulp and paper mills operations. Secondly, because, due to its structure and chemical composition, softwoods represent the more recalcitrant type of lignocellulosic biomass available. Two major differences between softwood and hardwood biomass exist. The first is the difference in the chemical composition of its hemicellulose. Hemicellulose, being an heteropolysaccharide, contains a variety of sugars. The content of those sugars however, varies greatly among the various types of biomass. Hardwood and agricultural biomass hemicelluloses are predominantly highly acetylated heteroxylans, i.e., a xylan backbone with small branches of galactose, mannose, and arabinose. They are therefore more amenable to acidic hydrolysis and may even undergo autohydrolysis in relatively mild conditions due to their high acetic acid content that can act as a catalyst [19]. In softwoods the hemicellulosic backbone consists predominantly of partially acetylated glucomannans or galactoglucomannans, whereas xylose and arabinose are present in smaller amounts. Softwood hemicelluloses are, therefore, more resistant to acid hydrolysis [19].
The second major difference is in the composition of the lignins. The complicated lignin structure can be broken down to three monomeric precursors; p-hydroxybenzyl (H), guaiacyl (G) and syringyl (S) phenyl propane units with zero, one, and two methoxy substitutes in the aromatic ring, respectively. Softwood lignins are predominantly of the guaiacyl type (lignin type G) whereas hardwood lignins have both guaiacyl and syringyl units (lignin type GS) and herbaceous lignin contains all three precursor molecules (lignin type HGS). The lower methoxy content of the softwoods lignins results in higher condensation and therefore a higher resistance to chemical deconstruction compared to hardwood lignins [19]. Additionally, softwood biomass usually has a higher lignin content compared to hardwood further increasing its recalcitrance.
The typical composition of softwood biomass from reports included in the current review, is presented in Table 1. As can be seen, the glucan content of softwoods can vary between 39% and 49% with more typical values between 42% and 45%. Hemicellulose content typically ranges between 21% and 24%, although values as low as 15% for cypress and spruce species was reported. Mannan is the more abundant of the hemicellulose carbohydrates together with smaller amounts of xylan, and galactan. Arabinan is also present but at very low levels of around 1–1.5%. Although glucose is also part of the hemicellulose heteropolysaccharides it is reported together with the cellulose of the biomass as glucan. The typically high lignin content of the softwoods together with its unique chemical structure described above, further contributes to its natural recalcitrance to enzymatic treatment.
Due to the above the successful utilization of softwood as a feedstock for the bio-based economy remains one of the biggest biomass utilization opportunity and challenge. Furthermore, the movement from the more focused pretreatment to broader fractionation regimes incorporated in a biorefinery may change our perspective of the higher lignin content of softwoods from a hindrance to an opportunity towards high added value phenolic and aromatic molecules and precursors, if its efficient removal from lignocellulose can be achieved. The aim of the current work is, therefore, to review the research efforts on softwood treatment with the organosolv method in light of its high inherent recalcitrance, present the challenges of this approach and the methods suggested to overcome them, and finally, evaluate its efficiency as a pretreatment, fractionation and valorization option for the emerging biorefinery.
2. Organosolv Pulping
Organosolv was initially investigated as a pulping method in the pulp and paper industry [37]. Research in this area was motivated by the need to address environmental issues -related to the sulphur containing wastes of the traditional kraft and sulphite pulping methods- and develop simpler, higher yield and more economically feasible alternatives. The requirements of a new pulping method were summarized in the literature [27,38,39] and include the ability to produce pulps similar to those of the kraft process at a reduced cost; elimination of reagents such are sulphides, strong acids and bases; extensive and selective lignin removal with minimal carbohydrates loss from the pulp; fewer delignification and fiber liberation steps; a simple recovery system; reduction of environmental issues; reduction of water consumption; and finally, improved economics via the utilization of potentially profitable by-products (lignin and sugars).
Initial efforts focused on the uncatalyzed organosolv cooking, i.e., a process involving a water and alcohol (or other organic solvent) mixture without addition of chemicals. The uncatalyzed organosolv met some of the above criteria, e.g., elimination of reagents, easy recovery and improved environmental friendliness. In addition, when aqueous ethanol was used as a cooking solvent easy penetration in the wood was observed and the delignification process inside the wood chip was uniform [40]. This meant the process effectiveness is not limited by diffusional barriers and chip size. Although successful in the pulping of a variety of feedstocks such as hardwoods and grasses, uncatalyzed organosolv does not perform well in the pulping of softwoods. For example, the delignification of southern yellow pine was investigated at 175 °C with a 50% water-ethanol and water-butanol system for times up to 80 min [41]. The delignification followed a two-stage first order kinetics. The first step of faster delignification is the same for both solvents until 20 min. At longer times the ethanol system almost reaches a plateau and very little lignin removal is observed, whereas in the butanol system lignin removal continues but at a slower rate. Very low delignification yields were achieved in both cases; around 16% for the ethanol and 28% for the butanol system. Even at severe conditions involving increased temperatures and prolonged treatment times the uncatalyzed organosolv exhibited limitations. For example, the organosolv cooking of spruce in a water ethanol mixture (1:1) in the absence of a catalyst for 120 min at 200 °C, led to 70% of lignin yield but only 32% of lignin free pulp [42].
These limitations eventually led to the introduction of various chemicals as catalysts in an effort to improve the process performance. One of the most studied approaches in this direction was the use of acids. The organosolv pulping was reviewed by Johansson et al. and it was noted that addition of mineral acids at high concentrations increases the delignification efficiency of the process (expressed as a reduction in the kappa number of the pulp) [37]. This, however, was achieved at the expense of a reduction in the pulp yield. For example, a kappa number of 18 corresponds to a 50% pulp yield from spruce. The reduced pulp yield is a result of the acidic degradation of the carbohydrates in the wood; elevated temperatures and acid concentrations in an aqueous environment can lead to extensive hydrolysis of hemicellulose and significant hydrolysis of cellulose, into their respective sugars and degradation products [18,43]. The acid catalyzed hydrolysis and degradation reaction of a softwood hemicellulose is schematically presented in Figure 2a. On the other hand, for the lignin removal at acidic conditions, an acid catalyzed cleavage of the aryl ether bonds of lignin has been proposed (Figure 2b). This effect was observed even at a very low water content of the solvent system. For example, the sulfuric or hydrochloric acid catalyzed pulping of fir, larch and cedar feedstock in 95% propylene glycol or ethylene glycol in water, led to very low pulp yields in a range between 28% and 45% depending on the biomass and the pulping conditions [44]. Lignin yields were also low, and the resulting pulps had very high crystallinity, indicating an extensive hydrolysis of the non-crystalline regions of the fiber. Organic acid catalysts performed better, and less degradation of the pulps was observed but worse delignification yields were obtained. The delignification of Southern Yellow Pine was examined in a butanol or ethanol in water solvent at 190 °C, and cooking times 5–30 min. The reaction was catalyzed by the addition of 0.0126 g oxalic acid per g of wood. The pulp yields were 56.3–67.5% but the delignification of the pulps was incomplete and the residual lignin content of 17.6–26.8% was very high [45].
The alkaline catalyzed organosolv pulping has also received a lot of interest. NH4Cl was used as a catalyst in the organosolv pulping of spruce in water ethanol solvent [42] with results similar to the acid catalyzed processes. Increasing the process time to 120 min led to significant lignin yield of 74% but the pulp yield dropped to 26.7%. The highest pulp yield of 44% was obtained at 65 min holding time and 0.25% catalyst. The number average molecular weights of the isolated lignins had a range between 550 and 700 and the weight average between 1100 and 1800 depending on the cooking conditions. Significantly higher values were obtained by the uncatalyzed process, where the number average and weight average molecular weights were 750 and 2500, respectively, indicating a very extensive degradation of the lignin in the catalytic process. The systematic study of alkaline organosolv pulping of southern pine using a series of alcohols and amines showed that increasing the organic solvent content and NaOH concentration improved the rate and selectivity of delignification. High alcohol content enables better penetration of the catalyst in the wood chips and increases pulping rate but also contributes to carbohydrate degradation and reduced viscosity of the pulp [46].
Another application used alkali earth metal salts, such as MgSO4 as an organosolv pulping catalyst. Pinus radiata chips were used as feedstock and the cooking solvent of 80% methanol in water contained 0.05 M MgSO4 catalyst. Cooking was performed at 200 °C for 50 min. The process showed a 6% higher pulp yield compared to kraft pulping of the same Kappa number, and the resulting pulp required around one third of the beating energy compared to kraft pulps for the same level of freeness to be obtained. However, the collapse of the fibers and higher hemicellulose content of the organosolv pulps led to inferior strength properties [27]. In a more detailed study of the process black spruce (Picea mariana) chips were cooked in a 78% methanol in water solvent with 0.025 M each of CaCI2 and MgSO4 catalyst, at 200 °C. The reaction time was varied from 10 to 100 min [48]. The maximum lignin-free pulp yield was 54.9% obtained at 20 min. The delignification, but also the removal of hemicellulose, followed a two stage first order kinetics. It is worth reminding that this two-stage linear delignification has also been observed in the acid catalyzed organosolv pulping [41]. Correlation of the results with electron microscopy observations led to the conclusion that the two stages are topochemically related to different types of lignins. In the first and faster delignification stage -until around 70% of lignin removal- delignification occurs mainly in the middle lamellae region of the wood chips and is responsible for the early fiber liberation and high pulp yields observed. The latter slower stage of delignification occurs mainly in the secondary cell walls; particularly in the cell corners a high resistance to delignification is observed. This more resistant lignin released in the second stage should be associated with hemicellulose removal from the secondary walls and to the disruption of the bonds between them, as the two cell wall constituents show similar removal kinetics. A typical ether bond between a G lignin molecule and a galactose branch of a galactomannan-based hemicellulose is shown in Figure 2c. The existence of two hemicellulose fractions one of faster and one of slower release has also been observed in aqueous pretreatment methods of lignocellulosic biomass treatment for the production of biofuels and could be correlated with the bonds to lignin of the second hemicellulose fraction [14,49,50,51,52,53].
3. Organosolv as a Pretreatment and Fractionation Method
Even while considered as an alternative pulping method, the potential of organosolv to produce valuable products such as bioethanol from lignocellulosic materials was recognized [27,41].
One of the main obstacles in such second-generation biofuels and biorefineries applications remains the enzymatic hydrolysis step, due to the high prices required to produce enzymatic cocktails as well as the recalcitrance of the biomass to extensive enzymatic hydrolysis of cellulose. This resistance is the result of the protection offered to cellulose from the hemicellulose and lignin that surround it. As organosolv can remove substantial amounts of both these biomass components in one step it has received a lot of attention.
Most of efforts in this direction used an ethanol-water solvent system, due to the very good solubility of lignin, low toxicity and ease of recovery (of ethanol) by distillation. As in the case of pulping both uncatalyzed as well as catalyzed organosolv methods were considered. The chemical composition of organosolv pretreated biomass as well as the enzymatic digestibility and ethanol yield are shown in Table 2.
3.1. Uncatalyzed Organosolv Pretreatment
Few examples exist in the literature of an uncatalyzed organosolv pretreatment of softwood biomass. This is related to the recalcitrant nature of softwood biomass to pretreatment compared to hardwoods but also agricultural residues such as wheat straw and corn stover. The hemicellulose and lignin components of softwood biomass are more chemically resistant compared to those of hardwood [19], requiring more severe conditions for their efficient removal. One of the few works on uncatalyzed organosolv focused on a mixture of hardwood and softwood from recycling companies [54]. Despite its mixed composition the feedstock exhibited a behavior closer resembling that of softwood when steam explosion control experiments were performed. The parameters were investigated in the range of 160–220 °C, 120–240 min and 35–75% ethanol concentration in water. A strong influence of these parameters in the molecular weight of the isolated lignins was found. Increase of the process temperature from 160 °C to 220 °C contributed to the more extensive decomposition of lignin to fragments of half the molecular weight (Mw from 4000 to 2000, respectively). A less profound reduction in molecular weight was observed when the cooking time was increased. Increasing the ethanol content of the cooking liquid, on the other hand, led to an increase of the molecular weight up to a plateau. The highest lignin yield was 51% and was achieved at 220 °C for 196 min and 65% EtOH. The highest enzymatic hydrolysis yield of the pretreated solids obtained was 71.4% for the solids pretreated at 220 °C for 180 min and 35% EtOH. The difference in optimal conditions between lignin removal and enzymatic hydrolysis is attributed to the higher relevance of hemicellulose rather than lignin removal to efficient enzymatic hydrolysis. In both cases extreme temperatures and cooking times -in the absence of a catalyst -were required for effective lignin and hemicellulose removal and increased enzymatic hydrolysis. A favorable production cost for lignin is predicted with the use of H2SO4 as an acid catalyst compared to the uncatalyzed process.
In another study, the organosolv pretreatment of sawdust from Pinus pseudostrobus, was compared with other pretreatment methods [29]. The organosolv was performed with an ethanol/acetone (60/40) mixture -containing an unspecified amount of water- at 80 °C for 90 min. The resulting solids had a very low enzymatic hydrolysis yield of 20% calculated as reducing sugars, however, a lack of process optimization does not allow for an evaluation of the method.
In an effort to increase the performance of uncatalyzed organosolv, the pretreatment was combined with a post treatment alkaline extraction of lignin with and without assistance of ultrasonication [55]. For this reason, Jack pine (Pinus bank siana) was pretreated at 190 °C for 4 h in a 50% water ethanol mixture. The post treatment with ultrasound assisted alkaline extraction improved the delignification efficiency from 76 to 86%, however the results indicated that the method would benefit from an optimization of at least the organosolv process step. The pretreatment increased enzymatic hydrolysis of the pretreated samples but even with the application of the post treatment alkaline delignification the maximum total sugar yield achieved was 24%.
The relative low delignification yield of organosolv in the absence of a catalyst can be augmented by the inclusion of a biological pretreatment step prior to organosolv pulping. This approach has been investigated in the case of Pinus radiata woods chips with the use of different fungi. For example, Pinus radiata wood chips were pretreated with the white-rot fungus Ceriporiopsis subvermispora that has a natural affinity for the degradation of softwoods [30]. The fungal treatment was performed for 30 days at 27 °C and 55% relative humidity, followed by organosolv in a 60% ethanol in water solvent at 200 °C for 1 h. This combined process was termed “bioorgansosolv”. The fungal treatment led to a 11.7% loss of the lignin and 9.5% of the glucan in the wood chips. The organosolv pulps produced from the biodegraded chips showed fewer rejects, higher cellulose content (88.7–92.1%) and lower lignin content (8.1–6.1%) compared to woods chips that had not been biodegraded and had a 77.6–81.6% glucan and 13.7–13.2% lignin content. This led to a significant increase in the enzymatic hydrolysis from 55% in the non-biodegraded samples to 100% in the biodegraded samples in 72 h. Ethanol yields were also significantly higher in the case of the biodegraded samples but only 65% of the maximum theoretical ethanol yield was obtained in the best case.
In a different study, Pinus radiata chips were biotreated with the brown-rot fungus Gloeophyllum trabeum, for periods of 4, 8 and 14 weeks, followed by organosolv in 60% ethanol in water at 200 °C for 60 min [56]. The biotreatment resulted in significant carbohydrate degradation that increased with time. More specifically, glucan loss reached 9%, 11% and 21% whereas hemicellulose loss was 31%, 37% and 47% for 4, 8, and 14 weeks of biotreatment, respectively. Lignin, however was not affected by the biotreatment. Superior enzymatic conversion of the combined biotreated and organosolv pulped wood chips compared to chips treated only with organosolv was observed, with the maximum enzymatic yield reaching 70% in the best case. A 95% ethanol yield was reached but only for 5% of substrate concentration; increasing the solids concentration to 10% dramatically reduced the ethanol yield to 30%; this was attributed to insufficient mixing and mass transfer, but insufficient enzymatic activity due to the low temperature in the SSF ethanol production could also be responsible for the low yield. Despite the clearly positive effects exhibited by the combination of a biotreatment with organosolv, the long biotreatment times in both cases as well as the significant carbohydrate losses by the brown-rot fungus treatment still need to be addressed.
3.2. Acid Catalysed Organosolv Pretreatment
3.2.1. Organic Acids
An intermediate approach between the acid catalysis with strong acids and the uncatalyzed reaction, is the use of weak organic acids. It is known that the hemicellulose in lignocellulosic materials is acetylated, and at elevated temperatures and aqueous environments acetic acid is released, providing a mild acidic environment that is favorable for hemicellulose and removal from the biomass [14]. The uncatalyzed pretreatment of lignocellulosic materials, therefore, is often referred to as autohydrolysis [14], or self-catalysis [63]. In the case of softwoods, however, the low content of acetyl units combined with the inherent recalcitrance of the biomass does not allow this self-catalyzed reaction to significantly improve the enzymatic digestibility of the pretreated solids [13]. The addition, therefore, of an organic acid to the reaction mixture can supplement the low natural acidity of the softwood feedstocks.
Japanese cypress (Chamaecyparis obtusa) was pretreated with organosolv mixtures of ethanol/water and ethylene glycol/water at various ratios, acidified with acetic acid. The effect of pretreatment temperature from 140 to 230 °C was also investigated [31]. The addition of acetic acid in the ethanol organosolv experiments was not enough to increase enzymatic digestibility, which remained at around 10% even at the highest severity employed in the study. The use of ethylene glycol showed moderately improved digestibility with a 30% glucose yield obtained. This, however, should be attributed to the better solvent properties of the ethylene glycol compared to ethanol. In both cases short ball milling times were required to improve the enzymatic digestibility to 50% in the solids from both solvent systems. Xylose and mannose yields even with the use of ball milling reached 25% and 35%, respectively.
Increased pretreatment severity (logRo`~2), achieved by high reaction temperatures and addition of acetic acid as catalyst, as well as a high initial reactor pressure (5 Mpa) achieved with nitrogen purging of the reactor was, necessary for the efficient enzymatic digestion of ethanol organosolv pretreated Douglas fir wood chips [64]. At severe pretreatment conditions up to 90% hemicellulose and up to 70% lignin removal from the biomass was observed. Only after pretreatment at these conditions was the 100% enzymatic saccahrification of the pretreated biomass possible. When the initial pressurization of the reactor was omitted the saccharification yield did not exceed 70% even at the highest severity employed.
The organosolv pretreatment of Norway spruce (Picea abies) with formic acid as a mild catalyst was also investigated. The solvent used was 63% ethanol in water and the pH set to 3.5 with formic acid (0.05 mol/L), and the wood chips treated for 90 min at temperatures up to 235 °C [32]. An efficient delignification close to 70% together with almost complete hemicellulose removal was obtained at the highest temperatures applied in the study. This led to the production of a solid with a high cellulose content close to 70% but at the expenses of significant losses of cellulose; this was an effect of degradation reaction of cellulose at the increased temperatures employed [14]. The cellulose in the pretreated solids obtained at high temperatures could be enzymatically digested to 100%; the results were correlated with the reduced lignin content of the solids although the hemicellulose content at these conditions was very low.
3.2.2. Mineral Acids
Most of the work on organosolv pretreatment focuses on the use of a mineral acid, usually sulfuric, as a catalyst. Among the most important in this category is the Lignol process. Initially developed as a demonstration pulp mill for the production of pulp from a hardwood feedstock, and known as the Alcell process, its development into an industrial process was hampered by the reduction in pulp prices. Later it was purchased by Lignol Innovations Corp. and used as a three-stage pilot plant for the production of added value products from wood such as lignin and bioethanol [33]. The process was evaluated with regards to its effect on enzymatic hydrolysis for the production of bioethanol from softwoods [57]. For this purpose, mixed softwoods consisting of spruce, pine and Douglas fir from lumber mill whitewood residue were pretreated in a 60% ethanol in water solvent at a temperature range of 185–198 °C, 30–60 min of cooking time, with sulfuric acid used as a catalyst at a pH of 2–3.4. Based on the conditions a broad range of delignification was achieved with pulps containing residual lignin from 6.4% to 27.4%. High levels of cellulose were also present, whereas hemicellulose was almost quantitively removed, and was partially recovered in the liquor in the form of sugar monomers and oligomers. The enzymatic digestibility of the pulps at 20% solids depended mainly on their lignin content and reached 100% when it was low. At 10% solids a plateau was reached at 72% in the cellulose to glucose conversion. High fermentation yields to ethanol were achieved with SHF and SSF, reaching 90% and 84% of theoretical maximum, respectively. The lignins isolated by the process were of high purity and good reactivity for industrial applications. Other potential valuable products include extractives, hemicellulosic sugars, as well as the furfural produced from the degradation of the latter, exhibiting the potential of the Lignol process as a biorefinery [65].
Sulfuric acid catalyzed organosolv was also used to evaluate the suitability of Lodgepole pine (Pinus contorta) killed by mountain pine beetle (Dendroctonus ponderosae) for bioethanol production [34], as the infected wood has low commercial value and its existence threatens the forest with spreading of fires and further infestation [35]. Optimum conditions for the process were found at 170 °C, 60 min, 1.1% H2SO4 and 65% ethanol in water as a solvent. At these conditions around 75% of cellulose is recovered in the pulp and 79% of the lignin from the pretreatment liquor. Hemicellulosic sugars recovery was lower due to degradation towards furfural, HMF, levulinic and formic acid. Enzymatic digestibility of the pretreated biomass was high and reached 97% of available cellulose [34], showing that the feedstock has some potential for the production of bioethanol. In a more detailed study biomass from beetle-killed trees was compared with healthy to identify the effect of the infection on the process. The pulps produced from the organosolv pretreatment of the healthy biomass had a higher lignin content compared to the biomass from the infected one, whereas cellulose content was lower. These results indicate a slightly higher resistance of the healthy feedstock to delignification. On the other hand, the cellulose in the beetle killed pretreated biomass had a lower crystallinity and its solutions had a lower viscosity compared to the healthy ones, indicating a lower molecular weight and increased degradation due to the infection. The infected pretreated samples also had a slightly higher enzymatic digestibility indicating their suitability for use as a biorefinery substrate.
The optimal conditions obtained in the previous work for Lodgepole pine were used in another study of organosolv pretreatment with Loblolly pine sawdust as the feedstock [36]. A similar glucan recovery in the pretreated solid (79%) is obtained for this substrate compared to 75% for the Lodgepole pine. The losses in glucan are mainly attributed to glucomannan but partially also to cellulose degradation. Lignin content of the pretreated biomass is also similar with 11.4% found for Loblolly pine and 10.9% for Lodgepole pine. The lignin content of the untreated Loblolly pine is higher than that of Lodgepole pine (29.4% and 24.8% respectively) showing that more efficient delignification was achieved for the former feedstock at the same pretreatment conditions. The enzymatic conversion of the cellulose in pretreated Loblolly pine increased with the organosolv pretreatment, however it was lower compared to lodgepole pine (72% and 97%, respectively) and achieved at longer hydrolysis time (80 h and 48 h, respectively) but that can be due to the lower enzyme loadings used (8 FPU and 20 FPU, respectively). An NMR calculation of crystallinity of the sample revealed reduction of crystallinity in the pretreated sample compared to the untreated one indicating organosolv ability to disrupt the cellulose structure; it was therefore concluded that in addition to hemicellulose and lignin removal, the destructuring of cellulose during organosolv also plays a role in the enhanced enzymatic digestibility of the pretreated sample.
Healthy and beetle killed British Columbian hybrid spruce (Picea glauca x P. engelmannii) was another softwood species evaluated as a biorefinery substrate with ethanol organosolv. As in the case of the Lodgepole pine described above the hybrid spruce is also infected by a beetle (Dendroctonus rufipennis) and associated fungi leading to similar problems in loss of forest volume, spread of disease and reduced quality of the produced wood [58]. Both feedstocks were treated in 50% aqueous ethanol with 1.2% H2SO4, and time-temperature combinations ranging from 168 °C for 34 min to 195 °C for 50 min. The pretreatment led to almost complete hemicellulose removal and significant delignification of the samples. Both feedstocks showed similar behavior and at severe pretreatment conditions more than 90% enzymatic conversion of cellulose was possible. The best ethanol yield was 70% for the healthy biomass and 80% for the infected one, achieved after 12 h and 24 h of fermentation, respectively. Further increasing the fermentation time led to significant ethanol loss due to catabolic oxidation. Both feedstocks gave similarly high ethanol yields, but the low fiber quality of the infected feedstock makes its incorporation into a biorefinery an interesting valorization option.
Acid catalyzed organosolv was also used as a pretreatment method for the production of biogas. In one study, pinewood chips were pretreated with 75% aqueous ethanol solution with 1% H2SO4, at 150 or 180 °C for 30 or 60 min [59]. The employed pretreatment conditions led to a moderate lignin removal up to 21% and hemicellulose removal of up to 40%. This small differentiation in the chemical composition of the pretreated substrates resulted in a similar small increase of the biogas produced by solid state fermentation. Biogas produced from the untreated wood was 38.7 L·kg−1 CH and the maximum yield observed was 71.4 L·kg−1 CH from the sample pretreated at the lowest severity. This shows that the relatively mild pretreatment conditions are not able to reduce the recalcitrance of the softwood feedstock. In another work the organosolv delignification of spruce biomass of particle sizes of 1 and 4 mm, was studied at 50% and 60% ethanol concentration, 0% and 1% H2SO4, and 60 and 100 min [60]. The maximum delignification was 62% and was obtained at 60 min, 60% ethanol and 1% H2SO4. The resulting solids, had a cellulose concentration of 69% and were practically hemicellulose free; around 55% of hemicellulose was recovered in the pretreatment liquor in the form of sugars. The lignins isolated had molecular weights (Mn) between 800 and 1200 Da and showed increased phenolic hydroxy concentration indicating an extensive cleavage at the selected conditions. The solids produced in this work were used for the production of methane with anaerobic digestion [61]. Pretreatment improved enzymatic saccharification of the solids but only around 29% of total sugars were released. The highest methane yield was 185 mL CH4/g VS. Addition of cellulolytic enzymes during the digestion improved the maximum yield to 245.5 mL CH4/g VS, a clear indication that the inoculum used could not efficiently assimilate all the available cellulose on its own.
Finally, the method was used for the pretreatment of pine to produce acetone, butanol and ethanol (ABE) from Clostridium acetobutylicum [62]. The biomass was pretreated in a 75% aqueous ethanol solution with 1% H2SO4, at 150 or 180 °C, for 30 or 60 min. A maximum 58% delignification was achieved at the most severe conditions. Around 67.8% of the xylan and 77.7% of the mannan were removed; 17.4% of glucan was also removed and its origin was mainly attributed to hemicellulose. The solids produced gave only 17.3% of the maximum theoretical glucose yield during enzymatic hydrolysis. The pine sample pretreated at less severe conditions (150 °C for 30 min), hydrolysis at 5% solid loading, and ABE fermentation resulted in the highest yield of 87.8 g ABE per kg of pine. However, the untreated material could already provide a yield of 70.8 g ABE per kg of pine; solids pretreated at higher severities performed even worse. In combination with the poor sugar release during enzymatic hydrolysis it appears that the pretreatment conditions were not sufficiently optimized to reduce the recalcitrance of the pine feedstock.
Finally, it is worth noting the utilization of the lignocellulosic biomass carbohydrate fraction for the production of a platform chemical, such as 2, 3-butanediol, by microbial fermentation. For this purpose, Douglas fir was subjected to organosolv pretreatment-but with an alkaline instead of an acid catalyst (0.4% NaOH)-and various solvents such as dimethyl sulfoxide, ethanol, isopropanol, butanol, water, and acetonitrile [66]. Sugar yields from enzymatic hydrolysis were generally low and DMSO pretreatment produced the best total sugar yield of ~50%, with the final 2,3-butanediol yield also relatively low and clearly affected by the low sugar concentration in the medium. Since the pretreatment conditions were selected from similar experiments on poplar fir, that is a hardwood, an increased severity is required to reduce the recalcitrance of Douglass fir, and only a careful optimization of the process parameters can lead to a realistic evaluation of the method.
4. The Role of Residual Lignin in the Enzymatic Hydrolysis of Organosolv Pretreated Biomass
The cost of cellulolytic enzymes has been identified as one of the significant factors affecting the economics of bioethanol production from lignocellulosic materials, the other being the cost of the pretreatment method itself [67,68]. This is particularly important in the case of softwoods as the natural recalcitrance of the raw material demands increased pretreatment severities and/or increased enzyme loadings to ensure extensive saccharification.
One approach for the reduction of enzymatic hydrolysis cost has been the recycling of enzymes. For this purpose, Douglas fir (Pseudotsuga menziesii) was pretreated with at 160 °C for 1 h in 95% glacial acetic acid [69], and a softwood mixture (spruce, pine, and Douglas fir) was organosolv pretreated with the Lignol process [57]. The resulting pulps had a lignin content of 3 and 6%, respectively. Compared to the initial enzyme added to the reaction mixture 65% free enzyme remained in the liquid phase and around 52% was recycled by readsorption onto fresh substrate, demonstrating the feasibility of the approach for enzyme reuse. Recycling of the enzyme adsorbed in the residual solid after enzymatic hydrolysis was attempted by washing with a Tween 80 buffer [70]. This approach allowed for the reuse of the recycled enzyme over 3 hydrolysis rounds. In both works the role of residual lignin in the adsorption and subsequent loss of enzymes was identified. This spurred a more detailed study into the wood-enzyme interactions.
Initially the effect of fiber (particle) size on the enzymatic hydrolysis of softwoods was identified. For this purpose, beetle killed pine organosolv pretreated at 170 °C 60 min 1.1% H2SO4 and 65% ethanol was fractionated into six different sizes from 0.20 to 3.4 mm [71]. The other properties of the substrate such as chemical composition, accessible surface area, cellulose crystallinity and degree of polymerization were kept similar to exclude their influence in the enzymatic hydrolysis. The authors found that fiber size did not influence the enzymatic hydrolysis of the samples and near complete hydrolysis was achieved after 72 h at a low enzyme loading of 5 FPU g−1 cellulose.
To address enzyme cost reduction a study was performed to evaluate the parameters that affect the minimum enzyme dosage required for efficient enzymatic hydrolysis. Lodgepole pine was used as a feedstock and was pretreated with SO2 catalyzed steam explosion (200 °C, 5 min, 4% SO2) and organosolv (170 °C, 60 min; 65% ethanol, 1.1% H2SO4) [72]. Increasing the solids loading from 2% to 10% had no significant effect to the hydrolysis yields of either substrate. This was associated with the complete removal of the hemicellulose during pretreatment and the elimination of inhibiting effects from xylooligosaccharides. As in the previous study the minimum enzyme loading required was not affected by the particle size of the biomass, but a good correlation exists with the total accessible area to the enzymes (combined external and internal area of the biomass particles). Finally, the organosolv pretreated biomass required less protein loading compared to the steam exploded one to achieve 70% glucan conversion (43 and 63 mg protein/g glucan, respectively), partially due to the lower lignin content of the organosolv pretreated sample.
It seems that when the chemical composition of the samples is similar the physical properties of the substrates related to their accessibility, such as porosity and swelling of the fibers, play an important role in the enzymatic digestibility [73]. The effect of the available surface area, and more specifically of the exposed cellulose surface on the enzymatic hydrolysis, was confirmed in a different study, with the use of fluorescent-labeled recombinant carbohydrate-binding modules (CBMs) from Clostridium josui as specific markers for crystalline (CjCBM3) and non-crystalline cellulose (CjCBM28) [74]. The binding analysis showed a linear relationship between the exposure of both crystalline and non-crystalline cellulose surfaces -as a measure of the adsorption of the respective CBM’s-and enzymatic saccharification yield of organosolv pretreated Japanese cedar wood.
The negative effect of the residual lignin in the enzymatic hydrolysis of organosolv pretreated softwoods, at low enzyme loadings, was further confirmed by the isolation of lignin from organosolv pretreated lodgepole pine with protease and cellulase treatment. When added in the reaction mixture of enzymatic hydrolysis of pure cellulose (Avicel) the cellulase isolated and the protease isolated lodgepole pine lignin inhibited the enzymatic reaction by 23% and 25%, respectively [75]. The cellulase inactivation was partly due to its adsorption onto those lignins that followed a Langmuir adsorption isotherm [76]. Furthermore, it was found that the increased carboxylic acid content of the lignin leads to a reduction in the non-productive binding of the cellulase enzymes, leading to an increase of enzymatic hydrolysis of cellulose. The sulfonation of organosolv-pretreated Lodgepole pine led to a significant increase of its enzymatic digestibility at low enzyme loadings of 5 and 2.5 FPU g−1 cellulose, from 80% to 95% and from 35% to 80%, respectively [77]. This increase was only partially attributed to the removal of 25% of the residual lignin from the biomass observed during the sulfonation. It was evaluated that the increase was mainly caused by the increase in the anionic charge (and therefore of the hydrophilicity) of the lignin that led to decreased interactions between the lignin and the enzymes, leading to reduced enzyme adsorption onto the residual lignin in the biomass. The negative effect of lignin hydrophobicity on enzymatic hydrolysis caused by enzyme adsorption and deactivation was demonstrated in other studies. The addition of ethanol organosolv lignin into Avicel and ethanol organosolv pretreated Lodgepole pine, led to a reduction in the enzymatic hydrolysis from 64.9% to 50.3% and from 41.2% to 38.1%, respectively [78]. This effect was shown to relate to the increased distribution coefficient of Langmuir adsorption isotherm of enzymes onto the softwood lignin, meaning that more efficient non-productive adsorption of the enzymes was possible. Changes in the pH of the medium that led to an increase of the negative charges in the lignin, increased the electrostatic repulsion between lignin and enzyme and also increased the enzymatic hydrolysis of the substrate. The inhibition of lignin to enzymatic hydrolysis was also correlated to its hydrophobicity and phenolic hydroxyl content [79]. Reducing the lignin hydrophobicity by 22% or 30% by carboxylation and sulphonation, the authors were able to also reduce the lignin inhibition by 76 and 96%, respectively. Finally, it was also found that the addition of Ca(II) or Mg(II) to a concentration of 10 mM can eliminate the inhibition caused by lignin in the enzymatic hydrolysis of biomass, through metal complexation [80]. It was hypothesized that the complexation deactivates enzyme adsorption sites on the lignin, reducing therefore the adsorption capacity of lignin for enzymes.
The role of lignin in the inhibition of the enzymatic hydrolysis of lignocellulosic substrates, could lead to an effort for extensive delignification of the feedstock in order to increase the efficiency of the enzymes. However, taking into account the recalcitrant nature of the softwood feedstocks this would require either an organosolv pretreatment at more severe conditions and/or the introduction of a post treatment delignification step. In either case, increased energy input and carbohydrate and lignin losses due to degradation could lead to unfavorable economics of the overall bioconversion process of the lignocellulosic biomass. An alternative approach was the development of “tailor-made” enzyme mixtures that can more efficiently hydrolyze the more demanding softwood substrates. For this purpose, novel cellulolytic enzyme preparations were made by selection and random mutagenesis of Penicillium and Trichoderma strains [81]. Organosolv pretreated Douglas fir was used as a substrate. It was produced at 50% (w/w) ethanol, 51 mM sulfuric acid, at 195 °C for 40 min. The pretreated cellulose rich biomass contained small amounts of xylose and mannose and around 12.7% of lignin. No correlation was found between enzymatic hydrolysis yields and the filter paper CMCase or Avicelase activities of the enzyme mixtures. The enzyme preparation with the highest enzymatic hydrolysis had higher β-glucosidase and xylanase activities; the improved performance can therefore be attributed to reduced end product inhibition as well as increased access to the substrate due to the hydrolysis of residual hemicellulose. These results were verified in another work involving a greater variety of feedstocks and enzymatic cocktails. The effect of accessory xylanase was increased for substrates with a higher residual hemicellulose content [82]. Supplementation with exogenous β-glucosidase activity could alleviate the differences between various enzyme mixtures [82].
Although various mechanisms have been suggested to explain it, the non-productive adsorption and deactivation of enzymes on residual lignin is certain. The ability of the organosolv pretreatment to produce substrates with a low lignin content offers clear benefits allowing the efficient enzymatic hydrolysis of the more recalcitrant softwoods, at low enzyme loadings and allows the reuse and recycling of enzymes improving, therefore, the economics of the overall bioconversion process.
5. Valorization of Organosolv Lignins into Chemicals and Materials
The utilization of technical lignins available from commercial processes has mainly focused on its burning for the production of energy. This was partly due to its high heating value making it an affordable and efficient fuel, but on the other hand on the high level of impurities and the heterogeneity in terms of molecular weight distribution [83]. Organosolv lignins, however are of a much higher quality and purity making their use in added value applications easier. The properties of softwood lignins isolated by the organosolv process are shown in Table 3. For example, spruce lignin that was isolated with 50% ethanol water mixture, 1.2% H2SO4 as a catalyst at 180 °C for 60 min [84] exhibited a heating value (HHV) of 24 MJ/Kg, higher than that of wood, confirming its suitability as a solid biofuel. The lignin also had a high purity as it contained only 3.2% of ash and 0.5% of sugars, and a higher thermal stability due to the increased content of condensed guaiacyl units (1.2 mmol/g). All these attributes make the softwood organosolv lignin suitable for both biofuels and biomaterials applications. On the other hand, the lignin displayed a relatively high molecular weight distribution (Mn: 1065, Mw: 3081, PDI: 2.89) making the isolation of narrower molecular weight lignin fractions for certain applications desirable.
One method of acquiring more homogeneous lignin fractions is the sequential extraction of organosolv lignins with solvents of increasing polarity such as diethyl ether, diethyl ether/acetone (4:1), and acetone [86].The lignin was initially isolated from spruce (Picea abies) using the VTT (Technical Research Centre of Finland Ltd) organosolv process (Lignofibre, LGF), which involved cooking the biomass for 65 h at 105–110 °C with acetic acid in the presence of phosphinic acid; this process lead to a yield of 10% lignin on dry wood basis. With this extraction methodology, only the acetone led to a substantial solubilization of lignin (19%) with the majority of the lignin remaining in the undissolved fraction (74%). The acetone dissolved lignin was more homogeneous as it exhibited lower molecular weight and narrower distribution compared to the undissolved fraction. The dissolved lignin also displayed reduced phenolic and total hydroxyl content and as well as a lower Tg compared to the initial lignin. The separation of lignins in low molecular weight and low polydispersity fractions was also accomplished with the use of green solvents such as acetone/water solutions, acetone and ethyl acetate [87]. Another interesting approach was not the fractionation of lignin according to molecular weight, but its enzymatic sulfation in order to increase its water solubility and processability. This was performed in spruce organosolv lignin with the use of an aryl sulfotransferase (AST) enzyme catalyst, isolated from Desulfitobacterium hafniense and p-nitrophenylsulfate (p-NPS) as a sulfate donor [88]. This reaction enabled the transfer of 36% of sulfate groups from the p-NPS to the lignin, and another 13% of transfer was able after a second run. This increased the solubility of the sulfated lignin in mild alkaline solutions; even so around 60% of the lignin remained in the insoluble form.
More severe treatments have been employed for the conversion of isolated lignins into fuels and chemicals. The majority of the processes employed for the conversion of lignin into chemicals, were performed in reductive conditions, possibly due to the easier incorporation of such processes to the existing infrastructure of conventional refineries. For example, Organocell lignin (softwood lignin from the Organocell pulping process) was hydrotreated with the commercial metal oxide catalysts nickel-molybdenum (NiMo) supported on aluminosilica, and chromium oxide (Cr2O3) supported on alumina [89]. The reaction took place at 10 Mpa H2 pressure at 395 °C for 40 min, leading to high bio-oil yields of 52% and 71% for the NiMo and Cr2O3 catalysts, respectively. The organosolv lignins provided the highest bio-oil yields compared to other technical lignins, and the produced bio-oils had high content in monocyclic aromatic and phenolic molecules, useful for chemical and fuel precursors. The catalytic hydrogenation of Chinese fir lignin was also attempted in the presence of supercritical alcohols (solvolysis) [90]. For this purpose, the lignin was isolated from Chinese fir with 50% ethanol in water at 180 °C for 2 h. The solvolysis took place in the presence of a mixture of ethanol and 1-butanol at 300 °C, for 2 h at 3 MPa H2 in the presence of a Ru/C catalyst. The process yielded 26.22% of a solid phase (char) while the oil yield was 32.12%, with an increased content in guaiacol-type compounds (32.4%). An interesting implementation of lignin solvolysis involved the development of a semi continuous organosolv process for the delignification of Norway spruce and its combination with a solvolysis process utilizing formic acid as an internal hydrogen donor [91]. At the optimal conditions (63% ethanol in water, 170 °C, and 5 mol m−3 H2SO4) organosolv step allowed the isolation of 90% of the initial cellulose and 82% of the initial lignin in isolated fractions with high purity. The solvolysis gave an oil yield of around 90% with a high content in phenolic compounds, while only 7% of solid char was produced.
Another catalyst used for the solvolytic depolymerization of lignin into phenolic molecules was tungsten carbide supported on activated carbon [92]. For this work spruce and pine lignin were extracted with an 70% ethanol in water mixture at 200 °C for 2 h. The hydrocracking was then performed with equal amounts of lignin and catalyst and methanol as the solvent at a H2 pressure of 0.69 MPa at 250 °C for 2 h. At the employed fractionation conditions pine organosolv lignin yield was 14.7% and spruce was 9.3%; both were relatively low especially compared with lignin yields from hardwood or agricultural biomass obtained at the same conditions that optimally reached 39.5%; the low softwood lignin yield is a result of the more recalcitrant nature of the softwood native lignins. The lignins showed relatively high molecular weights and molecular weight distributions (spruce Mw: 3726, Mn: 1496, PDI: 2.490, pine Mw: 3294 Mn: 1109, PDI: 2.970), which together with the low yield indicate a rather moderate depolymerization. The hydrocracking reaction gave similar oil yields at 48.4% for pine and 47.3% for spruce, containing 7.2% and 8.4% phenolic monomers of the original lignin. The phenolic monomers were predominantly of guiacyl nature in good accordance with the composition of the native softwood lignin. The relatively lower hydrocracking yields of the organosolv lignins was attributed to their higher molecular weight and the existence of the more resistant β-5 linkages.
The depolymerization of lignins at milder conditions was also attempted. For example, with the use of Lithium Bromide Molten Salt as a solvent and HCl as a catalyst [85]. The lignin was isolated by organosolv from lodgepole pine as described above [34], and then depolymerized at mild conditions (e.g., 60% LiBr, 0.3 M HCl, 110 °C, 2 h). The process was selective in the cleavage of the β-O-4 aryl ether bonds -that have been identified as the predominant lignin bonds cleaved during organosolv delignification [47]-and led to a reduction of the molecular weight of the lignin and the increase in the phenolic hydroxyl content, without however effecting the extensive deconstruction of the lignin into phenolic monomers, due to the mild conditions used.
In an oxidative approach lignin was treated in acetic acid under oxygen flow with HBr, cobalt(II), and Mn(II) acetates as catalysts, to produce vanillin and vanillic acid [93]. The concept of using acetic acid as the reaction medium was related to the development of organic acid organosolv fractionation processes such as Acetosolv. Under the employed experimental conditions, a vanillin and vanillic acid yield of 5.32 mmol and a yield of 36.0% for the remaining oxidized lignin, which was proposed for use as a metal adsorbent material due to its increased content in carbonyl and hydroxyl groups in comparison with the original lignin. In another study, Lignol softwood lignin was evaluated together with hardwood organosolv and kraft lignins as a sorbent for Cu and Cd ions [94]. The softwood organosolv lignin (Lignol) had the highest specific surface are at 4.8 m2 g−1 and the highest surface carbonyl content at 2.53 meq/g, compared to the rest of the lignins evaluated. On the other hand, it contained the lowest amounts of phenolic (0.93 meq/g) and carboxylic (0.68 meq/g) surface groups. As the latter are the most important functional groups for metal binding the softwood organosolv lignin exhibited the lowest sorption capacity for both copper and cadmium, at 8.2 and 21.5 mmol g−1, respectively. Despite the poor performance it is evident that a modification of the surface chemistry of softwood organosolv lignin can increase their potential as a heavy metal sorbent.
Another application of lignins is as a partial substitution of phenols in the production of thermosets such as phenol-formaldehyde (PF) resins. The high degree of substitution of the phenol ring in lignins, however, severely reduces their reactivity and therefore limits the extent to which they can substitute traditional reagents. One way to overcome this limitation is the phenolation of lignins in order to introduce new reactive sites. In a comparative study of various technical and organosolv lignins from agricultural and wood sources, pine lignin was extracted with organosolv using a 50% ethanol water mixture at 170 °C and 1% H2SO4 for 90 min [95]. The pine lignin had the lowest molecular weight (Mw 3200 g mol−1) and methoxy-group content but the highest aromatic hydroxyl group content of all the organosolv lignins isolated. These were then subjected to phenolation by dissolving in phenol and treating with concentrated H2SO4 at 110 °C for 20 min. Phenolation almost doubled the number of reactive sites in the pine organosolv lignin from around 2.5 mmol g−1 to around 4.5 mmol g−1 which represents around 22.5% of the reactive sites found in bisphenol F, a typical highly reactive reagent used in the production of PF resins.
The modification of lignins to be used as fillers in biodegradable polymers is another option for their valorization. For this purpose, organosolv spruce lignin was extracted with a mixture of 50% ethanol in water 1.2% H2SO4 as catalyst at 180 °C for 60 min [96]. The isolated lignin was of high purity and contained 3.5% ash and only 0.5% sugars. The lignin was then modified with fatty acids in a DMF (dimethylformamide) solvent pyridine as a catalyst and dodecanoyl chloride as the fatty acid reagent. The modification incurred a dramatic increase in the molecular weight of the lignin (original lignin Mn: 896, Mw: 3124, PDI: 3.5, modified lignin Mn: 2774, Mw: 10300, PDI: 3.7) as well as a decrease in the glass transition temperature. The addition of the modified lignin to polylactic acid (PLA) polymer resulted in increased ductility and lower stiffness, providing plasticity to PLA.
Besides this esterification reaction the modification of lignins is also possible with oxyalcylation with ethylene (EC), propylene (PC), butylene (BC) and glycerol carbonate (GC); this reaction allows the synthesis of lignin polyols that can be used for the production of polyurethanes and polyesters [97]. Similar lignin-based polyurethanes were synthesized as a material for potentiometric chemical sensors [98]. The lignin was isolated from the spent liquor of the oxidative delignification of aspen chips by oxygen in an 60% acetone in water solvent at 145 °C for 180 min [99]. The lignin had a molecular weight of 2800 Da. The sensor material was synthesized with the reaction of lignin with poly (propylene glycol), and tolulene 2,4-diisocyanate terminated (PPGDI) in the presence of multiwalled carbon nanotubes (MWCNT). The presence of the nanotubes increased the conductivity of the material and the final sensor exhibited a very high sensitivity towards Cr(VI), making the lignin-based polyurethanes promising for Cr(VI)-sensitive potentiometric sensors. Finally, softwood organosolv lignin obtained by the Lignol process, has been used for the production of carbon fibers with electrospinning from an aqueous solution, followed by carbonization [100].
6. Conclusions
Softwood biomass represents a significant lignocellulosic feedstock but its great potential in the bio-based economy has not been yet fulfilled due to its natural recalcitrance. Organosolv has proven an efficient pretreatment method leading to increased enzymatic saccharification of cellulose in the pretreated biomass at low enzyme loadings, due to the extensive removal of both hemicellulose and lignin barriers. The ability of organosolv to produce low residual lignin substrates reduces the non-productive adsorption of enzymes and allows their recycling and reuse, with beneficial to the cost reduction of the process. The isolated lignins are generally of high purity with low sugar and inorganic ash contents and reactive groups that allow its use for a variety of applications. Although its potential has not been yet fully fulfilled the research has demonstrated its suitability as a feedstock for many applications such as the production of biofuels such as pyrolysis bio-oil, production of phenolic monomers, and its use in bio-based polymers and resins and finally carbon-based materials.
Despite the undoubted advantages presented by the organosolv fractionation process it has not yet been successfully applied in large scale. The various efforts to move from pilot or demonstration plants to real commercial level have been hindered mainly by unfavorable economics, since process costs remain high and prices of the final products cannot yet compete with conventional fossil derived fuels and chemicals. Consequently, many challenges yet remain for these barriers to be removed. The cost reduction and energy balance of the process must concurrently be addressed by improvements in the recovery and reuse of the solvent either by optimization of the existing technologies or the use of alternate solutions. Efficient isolation and purification of the various fractions down-stream is also essential towards this end.
In terms of the organosolv process itself a variety of solvent systems, catalysts, feedstock types and pretreatment conditions have been investigated. However, a more systematic approach is necessary in order to fine tune the process either in a feedstock specific viewpoint, or more appropriately to adapt it based on the desired properties of the final products, e.g., low residual lignin of the cellulose fraction minimization of degradation reactions, increased recovery yields, molecular weight and reactivity of the lignin fraction etc. Another challenge that needs to be addressed is the utilization of the hemicellulose liquid fraction remaining after the lignin recovery via precipitation, to enable truly whole biomass utilization. As this step requires reduction of lignin solubility achieved by dilution with water it results in a hemicellulose sugars stream of low concentration where water removal is unfavorable from an energy standpoint, and the low achievable yields prevents its effective use a feedstock.
Moreover, successful commercialization will greatly depend on the development of a continuous organosolv process able to efficiently fractionate the lignocellulosic components in rates adequate to cater for the needs of the industry. Finally, new technologies utilizing the sugar and lignin streams as a feedstock for the production of novel fuels, platform chemicals and materials that are currently under development need to mature in order to provide the economic impetus to the biomass-based refinery. When successfully integrated with a fractionation method such a organosolv enabling the output of a variety of added value products they can begin to complement the existing feedstock and production routes.
Acknowledgments
Ulrika Rova and Paul Christakopolous thank Bio4Energy, a strategic research environment appointed by the Swedish government, for supporting this work.
Author Contributions
Christos Nitsos, Ulrika Rova and Paul Christakopoulos conceived the topic, identified the specific research areas of interest and designed the structure of the manuscript. Christos Nitsos drafted the manuscript. All the authors have read, corrected, and approved the manuscript.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Claassen, P.A.M.; van Lier, J.B.; Lopez Contreras, A.M.; van Niel, E.W.J.; Sijtsma, L.; Stams, A.J.M.; de Vries, S.S.; Weusthuis, R.A. Utilisation of biomass for the supply of energy carriers. Appl. Microbiol. Biotechnol. 1999, 52, 741–755. [Google Scholar] [CrossRef]
- Galbe, M.; Zacchi, G. A review of the production of ethanol from softwood. Appl. Microbiol. Biotechnol. 2002, 59, 618–628. [Google Scholar] [CrossRef] [PubMed]
- Lambert, R.O.; Moorebulls, M.R.; Barrier, J.W. An Evaluation of 2 Acid-Hydrolysis Processes for the Conversion of Cellulosic Feedstocks to Ethanol and Other Chemicals. Appl. Biochem. Biotechnol. 1990, 24–25, 773–783. [Google Scholar] [CrossRef]
- Heinonen, J.; Tamminen, A.; Uusitalo, J.; Sainio, T. Ethanol production from wood via concentrated acid hydrolysis, chromatographic separation, and fermentation. J. Chem. Technol Biotechnol. 2012, 87, 689–696. [Google Scholar] [CrossRef]
- Lynd, L.R.; Weimer, P.J.; van Zyl, W.H.; Pretorius, I.S. Microbial Cellulose Utilization: Fundamentals and Biotechnology. Microbiol. Mol. Biol. Rev. 2002, 66, 506–577. [Google Scholar] [CrossRef] [PubMed]
- Gomez, L.D.; Steele-King, C.G.; McQueen-Mason, S.J. Sustainable liquid biofuels from biomass: The writing’s on the walls. New Phytol. 2008, 178, 473–485. [Google Scholar] [CrossRef] [PubMed]
- Himmel, M.E.; Picataggio, S.K. Our Challenge is to Acquire Deeper Understanding of Biomass Recalcitrance and Conversion. In Biomass Recalcitrance; Blackwell Publishing Ltd.: Oxford, UK, 2009; p. 1. [Google Scholar]
- Johnson, D.K.; Elander, R.T. Pretreatments for Enhanced Digestibility of Feedstocks. In Biomass Recalcitrance; Blackwell Publishing Ltd.: Oxford, UK, 2009; p. 436. [Google Scholar]
- Kumar, P.; Barrett, D.M.; Delwiche, M.J.; Stroeve, P. Methods for pretreatment of lignocellulosic biomass for efficient hydrolysis and biofuel production. Ind. Eng. Chem. Res. 2009, 48, 3713–3729. [Google Scholar] [CrossRef]
- Hodge, D.B.; Andersson, C.; Berglund, K.A.; Rova, U. Detoxification requirements for bioconversion of softwood dilute acid hydrolyzates to succinic acid. Enzym. Microb. Technol. 2009, 44, 309–316. [Google Scholar] [CrossRef]
- Conner, A.H.; Wood, B.F.; Hill, C.G.; Harris, J.F. Kinetic-Model for the Dilute Sulfuric-Acid Saccharification of Lignocellulose. J. Wood Chem. Technol. 1985, 5, 461–489. [Google Scholar] [CrossRef]
- Yoon, S.H.; Cullinan, H.T.; Krishnagopalan, G.A. Reductive modification of alkaline pulping of Southern Pine, integrated with hydrothermal pre-extraction of hemicelluloses. Ind. Eng. Chem. Res. 2010, 49, 5969–5976. [Google Scholar] [CrossRef]
- Nitsos, C.K.; Choli-Papadopoulou, T.; Matis, K.A.; Triantafyllidis, K.S. Optimization of Hydrothermal Pretreatment of Hardwood and Softwood Lignocellulosic Residues for Selective Hemicellulose Recovery and Improved Cellulose Enzymatic Hydrolysis. ACS Sustain. Chem. Eng. 2016, 4, 4529–4544. [Google Scholar] [CrossRef]
- Garrote, G.; Dominguez, H.; Parajo, J.C. Hydrothermal processing of lignocellulosic materials. Holz als Roh- und Werkstoff 1999, 57, 191–202. [Google Scholar] [CrossRef]
- Brownell, H.H.; Yu, E.K.C.; Saddler, J.N. Steam-explosion pretreatment of wood: Effect of chip size, acid, moisture content and pressure drop. Biotechnol. Bioeng. 1986, 28, 792–801. [Google Scholar] [CrossRef] [PubMed]
- Sassner, P.; Galbe, M.; Zacchi, G. Steam pretreatment of Salix with and without SO2 impregnation for production of bioethanol. Appl. Biochem. Biotechnol. 2005, 124, 1101–1117. [Google Scholar] [CrossRef]
- Sassner, P.; Galbe, M.; Zacchi, G. Techno-economic evaluation of bioethanol production from three different lignocellulosic materials. Biomass Bioenergy 2008, 32, 422–430. [Google Scholar] [CrossRef]
- Tengborg, C.; Stenberg, K.; Galbe, M.; Zacchi, G.; Larsson, S.; Palmqvist, E.; Hahn-Hagerdal, B. Comparison of SO2 and H2SO4 impregnation of softwood prior to steam pretreatment on ethanol production. Appl. Biochem. Biotechnol. 1998, 70–72, 3–15. [Google Scholar] [CrossRef]
- Ramos, L.P. The chemistry involved in the steam treatment of lignocellulosic materials. Quim. Nova 2003, 26, 863–871. [Google Scholar] [CrossRef]
- Ojeda, K.; Sanchez, E.; El-Halwagi, M.; Kafarov, V. Exergy analysis and process integration of bioethanol production from acid pre-treated biomass: Comparison of SHF, SSF and SSCF pathways. Chem. Eng. J. 2011, 176–177, 195–201. [Google Scholar] [CrossRef]
- Eriksson, G.; Kjellstrom, B.; Lundqvist, B.; Paulrud, S. Combustion of wood hydrolysis residue in a 150 kW powder burner. Fuel 2004, 83, 1635–1641. [Google Scholar] [CrossRef]
- Bozell, J.J. An evolution from pretreatment to fractionation will enable successful development of the integrated biorefinery. BioResources 2010, 5, 1326–1327. [Google Scholar]
- Cherubini, F. The biorefinery concept: Using biomass instead of oil for producing energy and chemicals. Energy Convers. Manag. 2010, 51, 1412–1421. [Google Scholar] [CrossRef]
- Bozell, J.J.; Petersen, G.R. Technology development for the production of biobased products from biorefinery carbohydrates—The US Department of Energy’s “Top 10” revisited. Green Chem. 2010, 12, 539–554. [Google Scholar] [CrossRef]
- Isikgor, F.H.; Becer, C.R. Lignocellulosic biomass: A sustainable platform for the production of bio-based chemicals and polymers. Polym. Chem. 2015, 6, 4497–4559. [Google Scholar] [CrossRef]
- Ragauskas, A.J.; Beckham, G.T.; Biddy, M.J.; Chandra, R.; Chen, F.; Davis, M.F.; Davison, B.H.; Dixon, R.A.; Gilna, P.; Keller, M.; et al. Lignin valorization: Improving lignin processing in the biorefinery. Science 2014, 344, 1246843. [Google Scholar] [CrossRef] [PubMed]
- Paszner, L.; Behera, N.C. Beating Behaviour and Sheet Strength Development of Coniferous Organosolv Fibers. Holzforschung 1985, 39, 51–61. [Google Scholar] [CrossRef]
- Sannigrahi, P.; Ragauskas, A.J. Fundamentals of Biomass Pretreatment by Fractionation. In Aqueous Pretreatment of Plant Biomass for Biological and Chemical Conversion to Fuels and Chemicals; John Wiley & Sons, Ltd.: Chichester, UK, 2013; p. 201. [Google Scholar]
- Farías-Sánchez, J.C.; López-Miranda, J.; Castro-Montoya, A.J.; Saucedo-Luna, J.; Carrillo-Parra, A.; López-Albarrán, P.; Pineda-Pimentel, M.G.; Rutiaga-Quiñones, J.G. Comparison of five pretreatments for the production of fermentable sugars obtained from Pinus pseudostrobusl L. Wood. EXCLI J. 2015, 14, 430–438. [Google Scholar] [PubMed]
- Muñoz, C.; Mendonça, R.; Baeza, J.; Berlin, A.; Saddler, J.; Freer, J. Bioethanol production from bio- organosolv pulps of Pinus radiata and Acacia dealbata. J. Chem. Technol. Biotechnol. 2007, 82, 767–774. [Google Scholar] [CrossRef]
- Hideno, A.; Kawashima, A.; Fukuoka, M.; Endo, T.; Honda, K.; Morita, M. Effect of alcohol-based organosolv treatment combined with short-time ball milling on the enzymatic hydrolysis of Japanese cypress (Chamaecyparis obtusa). Wood Sci. Technol. 2013, 47, 381–393. [Google Scholar] [CrossRef]
- Agnihotri, S.; Johnsen, I.A.; Bøe, M.S.; Øyaas, K.; Moe, S. Ethanol organosolv pretreatment of softwood (Picea abies) and sugarcane bagasse for biofuel and biorefinery applications. Wood Sci. Technol. 2015, 49, 881–896. [Google Scholar] [CrossRef]
- Mabee, W.E.; Gregg, D.J.; Arato, C.; Berlin, A.; Bura, R.; Gilkes, N.; Pan, X.; Pye, E.K.; Saddler, J.N. Updates on softwood-to-ethanol process development. Appl. Biochem. Biotechnol. 2006, 129, 55–70. [Google Scholar] [CrossRef]
- Pan, X.; Xie, D.; Yu, R.W.; Lam, D.; Saddler, J.N. Pretreatment of lodgepole pine killed by mountain pine beetle using the ethanol organosolv process: Fractionation and process optimization. Ind. Eng. Chem. Res. 2007, 46, 2609–2617. [Google Scholar] [CrossRef]
- Pan, X.; Xie, D.; Yu, R.W.; Saddler, J.N. The bioconversion of mountain pine beetle-killed lodgepole pine to fuel ethanol using the organosolv process. Biotechnol. Bioeng. 2008, 101, 39–48. [Google Scholar] [CrossRef] [PubMed]
- Sannigrahi, P.; Miller, S.J.; Ragauskas, A.J. Effects of organosolv pretreatment and enzymatic hydrolysis on cellulose structure and crystallinity in Loblolly pine. Carbohydr. Res. 2010, 345, 965–970. [Google Scholar] [CrossRef] [PubMed]
- Johansson, A.; Aaltonen, O.; Ylinen, P. Organosolv pulping—Methods and pulp properties. Biomass 1987, 13, 45–65. [Google Scholar] [CrossRef]
- Worster, H.E. The present and future of alkali pulping. Pulp Paper Can 1974, 75, 345. [Google Scholar]
- Treiber, E. Zukunftsentwicklung der Zellstoffherstellung und damit zusammenhängende Forschungsaufgaben. Lenztnger Ber. 1976, 42, 26. [Google Scholar]
- Kleinert, T.N. Short Note. Ethanol-Water Deglinification of Sizeable Pieces of Wood. Disintegration into Stringlike Fiber Bundles. Holzforschung 1975. [Google Scholar] [CrossRef]
- McGee, J.K.; April, G.C. Chemicals from renewable resources: Hemicellulose behavior during organosolv delignification of southern yellow pine. Chem. Eng. Commun. 1982, 19, 49–56. [Google Scholar] [CrossRef]
- Lange, W.; Schweers, W.; Beinhoff, O. Über Eigenschaften und Abbaubarkeit von mit Alkohol-Wasser-Gemischen isolierten Ligninen—5. Mitteilung: Orientierende Untersuchungen über Ausbeuten und Eigenschaften von unter verschiedenen Aufschlußbedingungen mit und ohne Katalysatorzusatz isolierten Ligninen. Holzforschung 1981, 35, 119–124. [Google Scholar]
- Nguyen, Q.; Tucker, M.; Keller, F.; Beaty, D.; Connors, K.; Eddy, F. Dilute acid hydrolysis of softwoods. Appl. Biochem. Biotechnol. 1999, 77, 133–142. [Google Scholar] [CrossRef]
- Uraki, Y.; Sano, Y. Polyhydric Alcohol Pulping at Atmospheric Pressure: An Effective Method for Organosolv Pulping of Softwoods. Holzforschung 1999, 53. [Google Scholar] [CrossRef]
- Abramovitch Rudolph, A.; Iyanar, K. Organosolv Pulping Using a Microwave Oven. Holzforschung 1994, 48, 349–354. [Google Scholar] [CrossRef]
- Green, J.; Sanyer, N. Alkaline pulping in aqueous alcohols and amines. Tappi 1982, 65, 133–136. [Google Scholar]
- El Hage, R.; Brosse, N.; Sannigrahi, P.; Ragauskas, A. Effects of process severity on the chemical structure of Miscanthus ethanol organosolv lignin. Polym. Degrad. Stab. 2010, 95, 997–1003. [Google Scholar] [CrossRef]
- Paszner, L. Topochemistry of Softwood Delignification by Alkali Earth Metal Salt Catalysed Organosolv Pulping. Holzforschung 1989, 43, 159–168. [Google Scholar] [CrossRef]
- Mittal, A.; Chatterjee, S.G.; Scott, G.M.; Amidon, T.E. Modeling xylan solubilization during autohydrolysis of sugar maple wood meal: Reaction kinetics. Holzforschung 2009, 63, 307. [Google Scholar] [CrossRef]
- Garrote, G.; Dominguez, H.; Parajo, J.C. Kinetic modelling of corncob autohydrolysis. Process Biochem. 2001, 36, 571–578. [Google Scholar] [CrossRef]
- Conner, A.H. Kinetic Modeling of Hardwood Prehydrolysis I. Xylan Removal by Water Prehydrolysis. Wood Fiber Sci. 1984, 16, 268. [Google Scholar]
- Conner, A.H.; Lorenz, L.F. Kinetic modeling of hardwood prehydrolysis. Part III. Water and dilute acetic acid prehydrolysis of southern red oak. Wood Fiber Sci. 1986, 18, 248. [Google Scholar]
- Mašura, M. Prehydrolysis of beechwood. Wood Sci. Technol. 1987, 21, 89–100. [Google Scholar]
- Lesar, B.; Humar, M.; Hora, G.; Hachmeister, P.; Schmiedl, D.; Pindel, E.; Siika-aho, M.; Liitia, T. Utilization of recycled wood in biorefineries: Preliminary results of steam explosion and ethanol/water organosolv pulping without a catalyst. Eur. J. Wood Wood Prod. 2016, 74, 711–723. [Google Scholar] [CrossRef]
- Xu, C.; Liao, B.; Shi, W. Organosolv Pretreatment of Pine Sawdust for Bio-ethanol Production. In Green Energy and Technology; Springer: Berlin/Heidelberg, Germany, 2013; p. 435. [Google Scholar]
- Fissore, A.; Carrasco, L.; Reyes, P.; Rodríguez, J.; Freer, J.; Mendonça, R.T. Evaluation of a combined brown rot decay-chemical delignification process as a pretreatment for bioethanol production from Pinus radiata wood chips. J. Ind. Microbiol. Biotechnol. 2010, 37, 893–900. [Google Scholar] [CrossRef] [PubMed]
- Pan, X.; Arato, C.; Gilkes, N.; Gregg, D.; Mabee, W.; Pye, K.; Xiao, Z.; Zhang, X.; Saddler, J. Biorefining of softwoods using ethanol organosolv pulping: Preliminary evaluation of process streams for manufacture of fuel-grade ethanol and co-products. Biotechnol. Bioeng. 2005, 90, 473–481. [Google Scholar] [CrossRef] [PubMed]
- Berlin, A.; Muñoz, C.; Gilkes, N.; Alamouti, S.M.; Chung, P.; Kang, K.-Y.Y.; Maximenko, V.; Baeza, J.; Freer, J.; Mendonça, R.; et al. An evaluation of British Columbian beetle-killed hybrid spruce for bioethanol production. Appl. Biochem. Biotechnol. 2007, 137–140, 267–280. [Google Scholar] [PubMed]
- Mirmohamadsadeghi, S.; Karimi, K.; Zamani, A.; Amiri, H.; Horváth, I.S. Enhanced solid-state biogas production from lignocellulosic biomass by organosolv pretreatment. BioMed Res. Int. 2014, 2014, 350414. [Google Scholar] [CrossRef] [PubMed]
- Nitsos, C.; Stoklosa, R.; Karnaouri, A.; Vörös, D.; Lange, H.; Hodge, D.; Crestin, C.; Rova, U.; Christakopoulos, P. Isolation and Characterization of Organosolv and Alkaline Lignins from Hardwood and Softwood Biomass. ACS Sustain. Chem. Eng. 2016, 4, 5181–5193. [Google Scholar] [CrossRef]
- Matsakas, L.; Nitsos, C.; Vörös, D.; Rova, U.; Christakopoulos, P. High-Titer Methane from Organosolv-Pretreated Spruce and Birch. Energies 2017, 10, 263. [Google Scholar] [CrossRef]
- Amiri, H.; Karimi, K. Improvement of acetone, butanol, and ethanol production from woody biomass using organosolv pretreatment. Bioprocess Biosyst. Eng. 2015, 38, 1959–1972. [Google Scholar] [CrossRef] [PubMed]
- Nitsos, C.K.; Matis, K.A.; Triantafyllidis, K.S. Optimization of Hydrothermal Pretreatment of Lignocellulosic Biomass in the Bioethanol Production Process. ChemSusChem 2013, 6, 110–122. [Google Scholar] [CrossRef] [PubMed]
- Teramoto, Y.; Lee, S.H.; Endo, T. Cost reduction and feedstock diversity for sulfuric acid-free ethanol cooking of lignocellulosic biomass as a pretreatment to enzymatic saccharification. Bioresour. Technol. 2009, 100, 4783–4789. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Arato, C.; Pye, E.K.; Gjennestad, G. The Lignol Approach to Biorefining of Woody Biomass to Produce Ethanol and Chemicals. In Twenty-Sixth Symposium on Biotechnology for Fuels and Chemicals; Davison, B.H., Evans, B.R., Finkelstein, M., McMillan, J.D., Eds.; Humana Press: Totowa, NJ, USA, 2005; p. 871. [Google Scholar]
- Guragain, Y.N.; Bastola, K.P.; Madl, R.L.; Vadlani, P.V. Novel Biomass Pretreatment Using Alkaline Organic Solvents: A Green Approach for Biomass Fractionation and 2, 3-Butanediol Production. Bioenergy Res. 2016, 9, 643–655. [Google Scholar] [CrossRef]
- Gregg, D.J.; Boussaid, A.; Saddler, J.N. Techno-economic evaluations of a generic wood-to-ethanol process: Effect of increased cellulose yields and enzyme recycle. Bioresour. Technol. 1998, 63, 7–12. [Google Scholar] [CrossRef]
- Wingren, A.; Galbe, M.; Zacchi, G. Techno-Economic Evaluation of Producing Ethanol from Softwood: Comparison of SSF and SHF and Identification of Bottlenecks. Biotechnol. Prog. 2003, 19, 1109–1117. [Google Scholar] [CrossRef] [PubMed]
- Pan, X.-J.; Sano, Y. Atmospheric Acetic Acid Pulping of Rice Straw IV: Physico-Chemical Characterization of Acetic Acid Lignins from Rice Straw and Woods. Part 2. Chemical Structures. Holzforschung 1999. [Google Scholar] [CrossRef]
- Tu, M.; Zhang, X.; Paice, M.; MacFarlane, P.; Saddler, J.N. The potential of enzyme recycling during the hydrolysis of a mixed softwood feedstock. Bioresour. Technol. 2009, 100, 6407–6415. [Google Scholar] [CrossRef] [PubMed]
- Del Rio, L.F.; Chandra, R.P.; Saddler, J.N. Fibre size does not appear to influence the ease of enzymatic hydrolysis of organosolv-pretreated softwoods. Bioresour. Technol. 2012, 107, 235–242. [Google Scholar] [CrossRef] [PubMed]
- Arantes, V.; Saddler, J.N. Cellulose accessibility limits the effectiveness of minimum cellulase loading on the efficient hydrolysis of pretreated lignocellulosic substrates. Biotechnol. Biofuels 2011, 4, 3. [Google Scholar] [CrossRef] [PubMed]
- Del Rio, L.F.; Chandra, R.P.; Saddler, J.N. The effect of varying organosolv pretreatment chemicals on the physicochemical properties and cellulolytic hydrolysis of mountain pine beetle-killed lodgepole pine. Appl. Biochem. Biotechnol. 2010, 161, 1–21. [Google Scholar] [CrossRef] [PubMed]
- Kawakubo, T.; Karita, S.; Araki, Y.; Watanabe, S.; Oyadomari, M.; Takada, R.; Tanaka, F.; Abe, K.; Watanabe, T.; Honda, Y.; et al. Analysis of exposed cellulose surfaces in pretreated wood biomass using carbohydrate-binding module (CBM)–cyan fluorescent protein (CFP). Biotechnol. Bioeng. 2010, 105, 499–508. [Google Scholar] [CrossRef] [PubMed]
- Nakagame, S.; Chandra, R.P.; Saddler, J.N. The effect of isolated lignins, obtained from a range of pretreated lignocellulosic substrates, on enzymatic hydrolysis. Biotechnol. Bioeng. 2010, 105, 871–879. [Google Scholar] [CrossRef] [PubMed]
- Nakagame, S.; Chandra, R.P.; Kadla, J.F.; Saddler, J.N. Enhancing the enzymatic hydrolysis of lignocellulosic biomass by increasing the carboxylic acid content of the associated lignin. Biotechnol. Bioeng. 2011, 108, 538–548. [Google Scholar] [CrossRef] [PubMed]
- Del Rio, L.F.; Chandra, R.P.; Saddler, J.N. The effects of increasing swelling and anionic charges on the enzymatic hydrolysis of organosolv-pretreated softwoods at low enzyme loadings. Biotechnol. Bioeng. 2011, 108, 1549–1558. [Google Scholar] [CrossRef] [PubMed]
- Lai, C.H.; Tu, M.B.; Shi, Z.Q.; Zheng, K.; Olmos, L.G.; Yu, S.Y. Contrasting effects of hardwood and softwood organosolv lignins on enzymatic hydrolysis of lignocellulose. Bioresour. Technol. 2014, 163, 320–327. [Google Scholar] [CrossRef] [PubMed]
- Yang, Q.; Pan, X. Correlation between lignin physicochemical properties and inhibition to enzymatic hydrolysis of cellulose. Biotechnol. Bioeng. 2016, 113, 1213–1224. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Zhu, J.Y.; Fu, S.Y. Effects of Lignin−Metal Complexation on Enzymatic Hydrolysis of Cellulose. J. Agric. Food Chem. 2010, 58, 7233–7238. [Google Scholar] [CrossRef] [PubMed]
- Kurabi, A.; Berlin, A.; Gilkes, N.; Kilburn, D.; Bura, R.; Robinson, J.; Markov, A.; Skomarovsky, A.; Gusakov, A.; Okunev, O.; et al. Enzymatic hydrolysis of steam-exploded and ethanol organosolv-pretreated douglas-fir by novel and commercial fungal cellulases. Appl. Biochem. Biotechnol. 2005, 121, 219–230. [Google Scholar] [CrossRef]
- Berlin, A.; Gilkes, N.; Kilburn, D.; Bura, R.; Markov, A.; Skomarovsky, A.; Okunev, O.; Maximenko, V.; Gregg, D.; Sinitsyn, A.; et al. Evaluation of novel fungal cellulase preparations for ability to hydrolyze softwood substrates—Evidence for the role of accessory enzymes. Enzym. Microb. Technol. 2005, 37, 175–184. [Google Scholar] [CrossRef]
- Glasser, W.G.; Davé, V.; Frazier, C.E. Molecular Weight Distribution of (Semi-) Commercial Lignin Derivatives. J. Wood Chem. Technol. 1993, 13, 545–559. [Google Scholar] [CrossRef]
- Gordobil, O.; Moriana, R.; Zhang, L.; Labidi, J.; Sevastyanova, O. Assesment of technical lignins for uses in biofuels and biomaterials: Structure-related properties, proximate analysis and chemical modification. Ind. Crops Prod. 2016, 83, 155–165. [Google Scholar] [CrossRef]
- Yang, X.; Li, N.; Lin, X.; Pan, X.; Zhou, Y. Selective Cleavage of the Aryl Ether Bonds in Lignin for Depolymerization by Acidic Lithium Bromide Molten Salt Hydrate under Mild Conditions. J. Agric. Food Chem. 2016, 64, 8379–8387. [Google Scholar] [CrossRef] [PubMed]
- Ropponen, J.; Räsänen, L.; Rovio, S.; Ohra-aho, T.; Liitiä, T.; Mikkonen, H.; van de Pas, D.; Tamminen, T. Solvent extraction as a means of preparing homogeneous lignin fractions. Holzforschung 2011, 543. [Google Scholar] [CrossRef]
- Boeriu, C.G.; Fiţigău, F.I.; Gosselink, R.J.A.; Frissen, A.E.; Stoutjesdijk, J.; Peter, F. Fractionation of five technical lignins by selective extraction in green solvents and characterisation of isolated fractions. Ind. Crops Prod. 2014, 62, 481–490. [Google Scholar] [CrossRef]
- Prinsen, P.; Narani, A.; Hartog, A.F.; Wever, R.; Rothenberg, G. Dissolving Lignin in Water through Enzymatic Sulfation with Aryl Sulfotransferase. ChemSusChem 2017, 10, 2267–2273. [Google Scholar] [CrossRef] [PubMed]
- Oasmaa, A.; Alén, R.; Meier, D. Catalytic hydrotreatment of some technical lignins. Bioresour. Technol. 1993, 45, 189–194. [Google Scholar] [CrossRef]
- Hu, J.; Shen, D.; Wu, S.; Zhang, H.; Xiao, R. Composition Analysis of Organosolv Lignin and Its Catalytic Solvolysis in Supercritical Alcohol. Energy Fuels 2014, 28, 4260–4266. [Google Scholar] [CrossRef]
- Løhre, C.; Kleinert, M.; Barth, T. Organosolv extraction of softwood combined with lignin-to-liquid-solvolysis as a semi-continuous percolation reactor. Biomass Bioenergy 2017, 99, 147–155. [Google Scholar] [CrossRef]
- Guo, H.; Zhang, B.; Qi, Z.; Li, C.; Ji, J.; Dai, T.; Wang, P.A.; Zhang, P.T. Valorization of Lignin to Simple Phenolic Compounds over Tungsten Carbide: Impact of Lignin Structure. ChemSusChem 2017, 10, 523–532. [Google Scholar] [CrossRef] [PubMed]
- Gonçalves, A.R.; Schuchardt, U. Oxidation of organosolv lignins in acetic acid. Appl. Biochem. Biotechnol. 1999, 77, 127–132. [Google Scholar] [CrossRef]
- Harmita, H.; Karthikeyan, K.G.; Pan, X. Copper and cadmium sorption onto kraft and organosolv lignins. Bioresour. Technol. 2009, 100, 6183–6191. [Google Scholar] [CrossRef] [PubMed]
- Podschun, J.; Stücker, A.; Saake, B.; Lehnen, R. Structure–Function Relationships in the Phenolation of Lignins from Different Sources. ACS Sustain. Chem. Eng. 2015, 3, 2526–2532. [Google Scholar] [CrossRef]
- Gordobil, O.; Egüés, I.; Labidi, J. Modification of Eucalyptus and Spruce organosolv lignins with fatty acids to use as filler in PLA. React. Funct. Polym. 2016, 104, 45–52. [Google Scholar] [CrossRef]
- Kühnel, I.; Saake, B.; Lehnen, R. Comparison of different cyclic organic carbonates in the oxyalkylation of various types of lignin. React. Funct. Polym. 2017, 120, 83–91. [Google Scholar] [CrossRef]
- Rudnitskaya, A.; Evtuguin, D.V.; Costa, L.C.; Graca, M.P.F.; Fernandes, A.J.S.; Correia, M.R.P.; Gomes, M.T.S.R.; Oilveria, J.A.B.P. Potentiometric chemical sensors from lignin-poly(propylene oxide) copolymers doped by carbon nanotubes. Analyst 2013, 138, 501–508. [Google Scholar] [CrossRef] [PubMed]
- Evtuguin, D.V.; Andreolety, J.P.; Gandini, A. Polyurethanes based on oxygen-organosolv lignin. Eur. Polym. J. 1998, 34, 1163–1169. [Google Scholar] [CrossRef]
- Poursorkhabi, V.; Mohanty, A.; Misra, M. Characterization of electrospun lignin-based carbon fibers. AIP Conf. Proc. 2015, 1664, 150003. [Google Scholar]
Figure 1.
Process diagram of the ethanol organosolv fractionation.
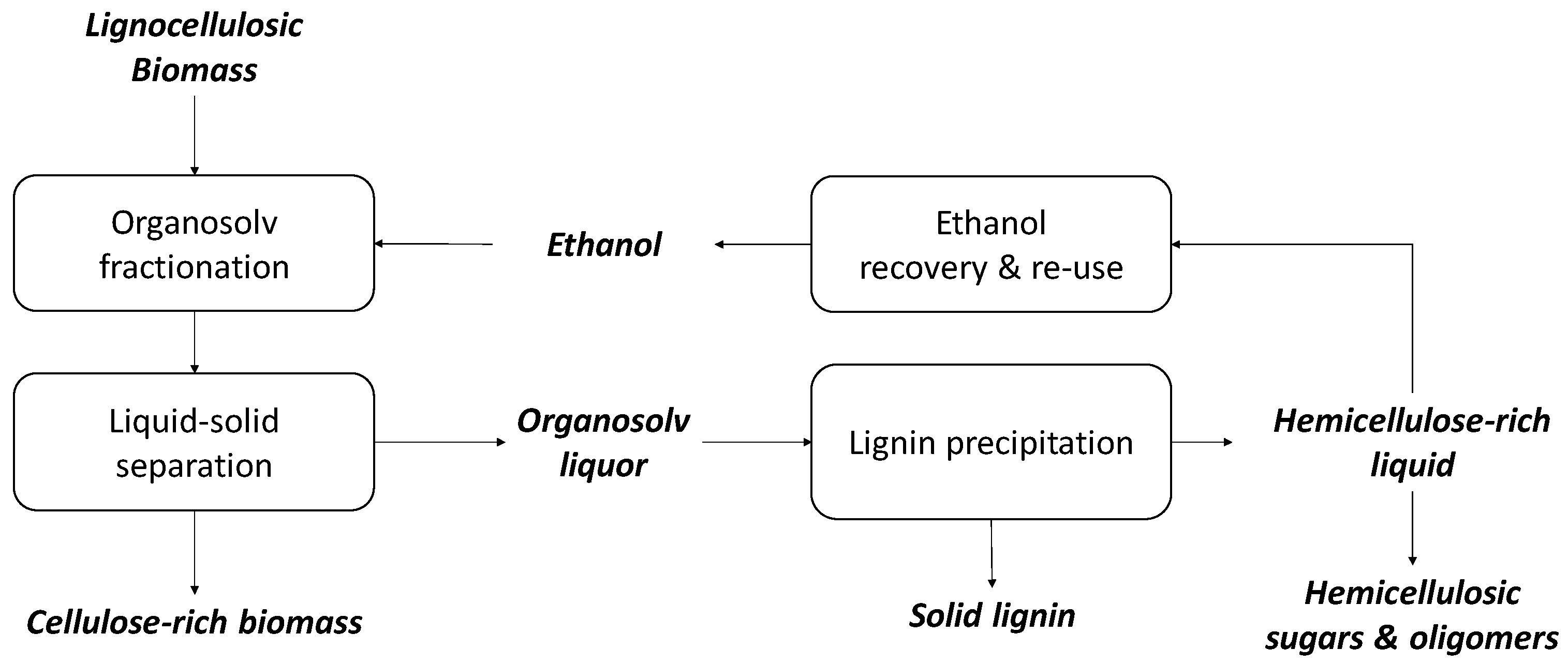
Figure 2.
(a) Reaction scheme of acid catalyzed hydrolysis and degradation of a typical softwood hemicellulose. The hemicellulose is presented as a galactoglucomannan heteropolysaccharide with a glucose-mannose backbone connected with a β-1-4 glucosidic bond, and a galactose side chain connected to the backbone with a mannose molecule via a-1-6 glucosidic bond. The glucose:galactose:mannose ratio is 1:1:3 and the hemicellulose can be acetylated in positions 2 and 3 of the mannose molecule. Under acidic conditions hemicellulose is randomly cleaved to give oligomers of various size as well as monomeric sugars. These can be furthermore degraded to furans and organic acids; (b) Acid catalyzed cleavage of the aryl ether bonds in lignin [47]; (c) ether bond between a G moiety of a softwood lignin and a galactose side chain of a softwood galactomannan.
Figure 2.
(a) Reaction scheme of acid catalyzed hydrolysis and degradation of a typical softwood hemicellulose. The hemicellulose is presented as a galactoglucomannan heteropolysaccharide with a glucose-mannose backbone connected with a β-1-4 glucosidic bond, and a galactose side chain connected to the backbone with a mannose molecule via a-1-6 glucosidic bond. The glucose:galactose:mannose ratio is 1:1:3 and the hemicellulose can be acetylated in positions 2 and 3 of the mannose molecule. Under acidic conditions hemicellulose is randomly cleaved to give oligomers of various size as well as monomeric sugars. These can be furthermore degraded to furans and organic acids; (b) Acid catalyzed cleavage of the aryl ether bonds in lignin [47]; (c) ether bond between a G moiety of a softwood lignin and a galactose side chain of a softwood galactomannan.
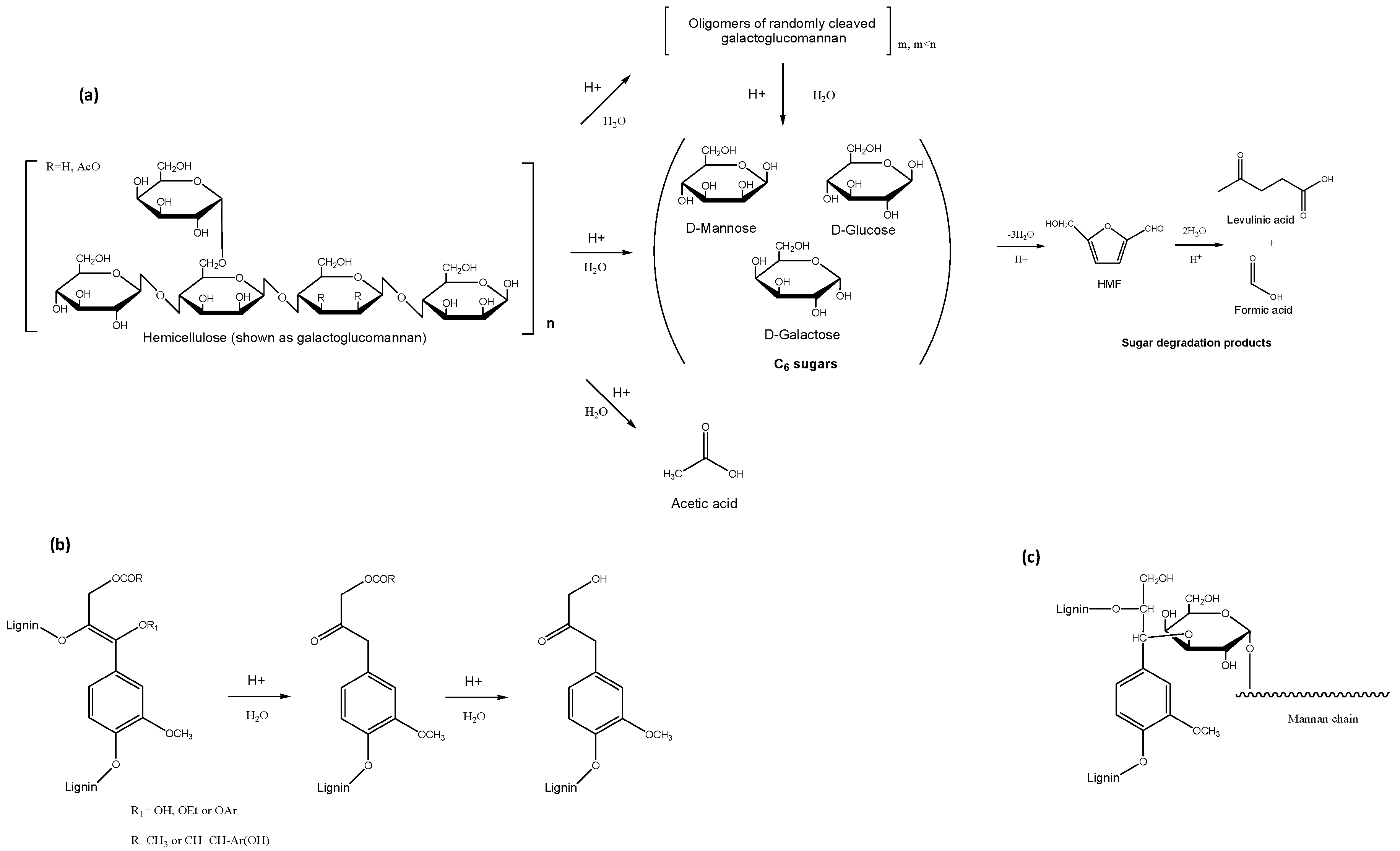

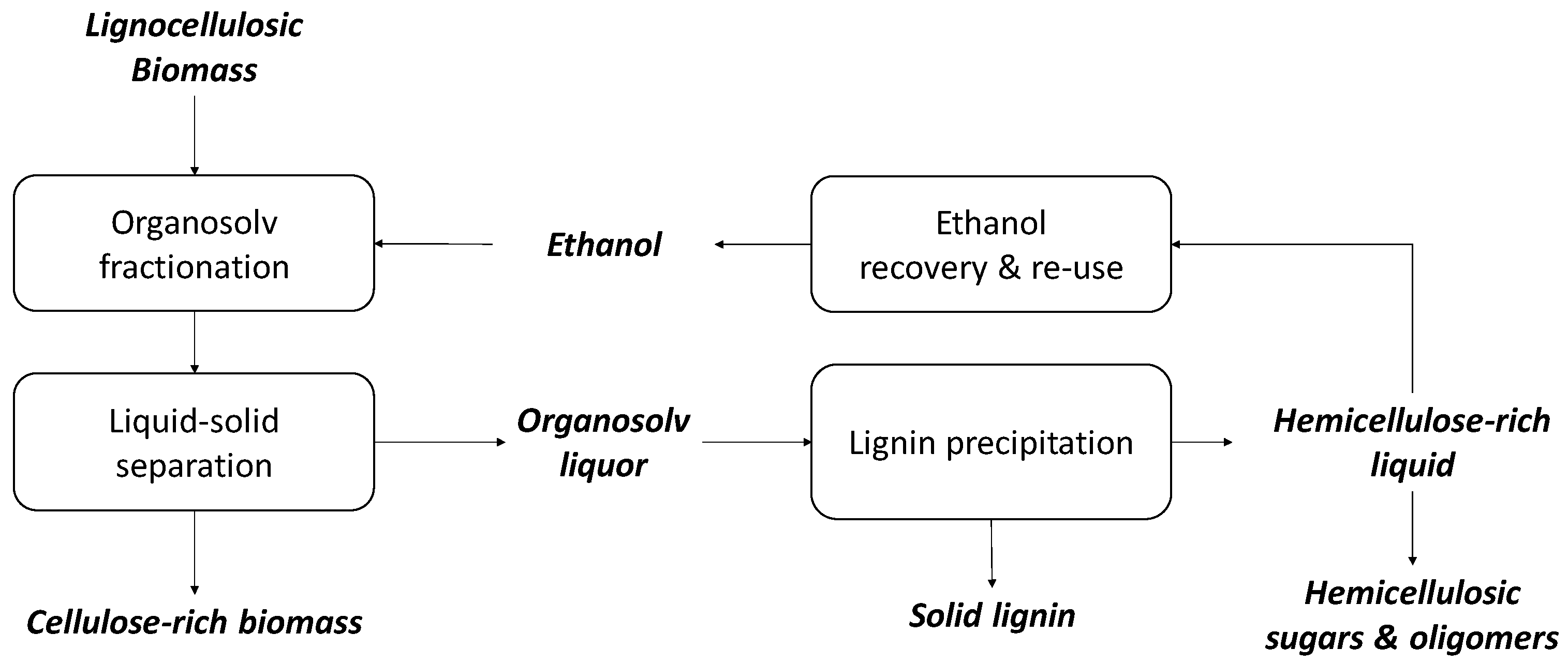{kind=link}
{kind=link}
Table 1.
Chemical composition of typical softwood lignocellulosic biomass (% on dry weight of biomass).
Table 1.
Chemical composition of typical softwood lignocellulosic biomass (% on dry weight of biomass).
| Type of Softwood | Glucan | Hemicellulose | Galactan | Mannan | Xylan | Arabinan | Lignin | Extractives | Ash | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|
| A | 42.98 | 23.55 | n.a. | n.a. | n.a. | n.a. | 28.94 | 5.11 | 0.19 | [29] |
| B | 49.5 | 24.1 | 2.9 | 12.30 | 7.60 | 1.30 | 25.60 | 2.96 | 1.7 | [30] |
| C | 44.9 | 14.9 | n.a. | 10.50 | 4.40 | n.a. | 33.00 | n.a. | n.a. | [31] |
| D | 38.8 | n.a. | 17.2 a GGM | n.a. | 5.0 | n.a. | 26.4 | 0.4 | 0.3 | [32] |
| E | 43.00 | 23.00 | 2.00 | 13.00 | 3.00 | 1.00 | 28.00 | n.a. | n.a. | [33] |
| F | 45.42 | 21.37 | 2.00 | 11.78 | 6.34 | 1.25 | 25.08 | 4.66 | 0.26 | [34] |
| G | 45.01 | 23.56 | 2.60 | 12.06 | 7.37 | 1.53 | 28.05 | 4.98 | 0.25 | [35] |
| H | 42.0 | 21.6 | 2.6 | 9.6 | 7.8 | 1.6 | 29.9 | n.a. | n.a. | [36] |
A: Pinus pseudostrobus, B: Pinus radiata, C: Japanese cypress (Chamaecyparis obtusa), D: Norway spruce (Picea abies), E: Douglas fir (Pseudotsuga menziesii), F: Lodgepole pine BKa (Pinus contorta), G: Lodgepole pine Hb (Pinus contorta), H: Loblolly pine (Pinus taeda), n.a.: not available, a GGM: galacto(gluco)mannan.
Table 2.
Composition of organosolv pretreated biomass, enzymatic hydrolysis and bioethanol fermentation yields.
Table 2.
Composition of organosolv pretreated biomass, enzymatic hydrolysis and bioethanol fermentation yields.
| Biomass | T (°C) | T (min) | Ethanol (%) | Catalyst | Organosolv Solids Content (wt. %) | Hydrolysis Yield %/Time h | Bioethanol Yield %/Time h | Ref. | ||
|---|---|---|---|---|---|---|---|---|---|---|
| Glucan | Hemicellulose | Lignin | ||||||||
| Uncatalyzed | ||||||||||
| L | 220 | 180 | 35 | - | - | - | - | 71.4/48 | - | [54] |
| A | 80 | 90 | 60 | - | - | - | - | 20/72 | - | [29] |
| K | 190 | 240 | 50 | - | - | - | - | 24/72 | - | [55] |
| B | 200 | 60 | 60 | - | 92.1 | 5.79 | 6.1 | 100/72 | 65/18 | [30] |
| B | 200 | 60 | 60 | - | 82.4 | 4.7 | 7.0 | 70/24 | 95/96 | [56] |
| Acid-catalyzed | ||||||||||
| E | 200 | 60 | 25 | 1% a | - | - | - | 100/48 | - | |
| H | 170 | 60 | 65 | 1.10% b | 33.3 | 0.5 | 11.6 | 70/80 | - | [28] |
| D | 217.5 | 90 | 63 | 0.05 mol L−1 c | 38.7 | 3.6 d | 11.8 | 100/48 | - | [32] |
| E | 188 | 15 | 50 | pH~2.4 b | 90 | - | - | >90/24 | >90/8 | [33] |
| M | n.a | n.a | n.a | H2SO4 | 89.73 | - | 6.4 | 100/24 | 90/8 | [57] |
| G | 187 | 60 | 65 | 1.10% b | 91.30 | 1.16 | 11.16 | 100/12 | - | [35] |
| F | 187 | 60 | 65 | 1.10% b | 87.86 | - | 16.27 | 100/12 | - | [35] |
| J | 185 | 36 | 50 | 1.2% | 68.15 | 6.42 | 26.43 | >90%/72 | 80/24 | [58] |
| N | 150 | 30 | 75 | 1.0% b | 51.3 | 20.2 | 27.8 | - | 71.4 e | [59] |
| D | 182 | 60 | 60 | 1.0% b | 69.07 | 1.15 | 25.03 | 69.1/48 | 245.5 f | [60,61] |
| N | 180 | 60 | 75 | 1.0% b | 68.1 | 12.12 | 21.1 | 17.3/72 | 87.8 g/72 | [62] |
A: Pinus pseudostrobus, B: Pinus radiata, C: Japanese cypress (Chamaecyparis obtusa), D: Norway spruce (Picea abies), E: Douglas fir (Pseudotsuga menziesii), F: Lodgepole pine BKa (Pinus contorta), G: Lodgepole pine Hb (Pinus contorta), H: Loblolly pine (Pinus taeda), J: British Columbian hybrid spruce (Picea glauca x P. engelmannii), K: Jack pine (Pinus bank siana), L: Recycled wood, M: Mixed wood (spruce, pine, Douglas fir), N: Pine unknown, a Acetic acid; b H2SO4; c formic acid; d galacto(gluco)mannans; e CH4 (L·kg−1 CH); f mL CH4/g VS; g g ABE per kg of pine.
Table 3.
Properties of organosolv softwood lignins.
| Biomass | T (°C) | T (min) | Ethanol (%) | Catalyst | Sugars | Ash | Mw | Mn | PDI | Phenolic OH/Methoxy (mmol·g−1) | Aliphatic OH (mmol·g−1) | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| % (w/w) | ||||||||||||
| G | 187 | 60 | 65 | 1.10% a | n.a. | n.a. | 2240 | 1150 | 1.94 | 4.29 | 3.77 | [35] |
| F | 187 | 60 | 65 | 1.10% a | n.a. | n.a. | 3050 | 1330 | 2.29 | 4.00 | 3.45 | [35] |
| H | 170 | 60 | 75 | 1.0% a | 1.63 | n.a. | n.a. | n.a. | n.a. | 2.81/7.96 | 4.55 | [78] |
| G | n.a. | n.a. | n.a. | n.a. | n.a. | n.a. | 3288 | 1381 | 2.38 | 3.86 | 3.64 | [79] |
| G b | 170 | 50 | 60 | 1.0% a | 1.2 | - | 8875 | 1661 | 5.35 | n.a. | n.a. | [76] |
| G c | 170 | 50 | 60 | 1.0% a | 6.3 | 1.6 | n.a. | n.a. | n.a. | n.a. | n.a. | [76] |
| G | 170 | 60 | 65 | 1.1% | 1.9 | 1.4 | 3500 | 1300 | 2.6 | 2.8 | n.a. | [85] |
| O | 180 | 60 | 50 | 1.20% a | 0.5 | 3.2 | 3081 | 1065 | 2.89 | 2.99 | 0.75 | [84] |
F: Lodgepole pine BKa (Pinus contorta), G: Lodgepole pine Hb (Pinus contorta), H: Loblolly pine (Pinus taeda), O: spruce unknown, a H2SO4; b cellulolytic enzymatic lignin; c protease treated lignin.
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Nitsos, C.; Rova, U.; Christakopoulos, P. Organosolv Fractionation of Softwood Biomass for Biofuel and Biorefinery Applications. Energies 2018, 11, 50. https://doi.org/10.3390/en11010050
AMA Style
Nitsos C, Rova U, Christakopoulos P. Organosolv Fractionation of Softwood Biomass for Biofuel and Biorefinery Applications. Energies. 2018; 11(1):50. https://doi.org/10.3390/en11010050
Chicago/Turabian StyleNitsos, Christos, Ulrika Rova, and Paul Christakopoulos. 2018. "Organosolv Fractionation of Softwood Biomass for Biofuel and Biorefinery Applications" Energies 11, no. 1: 50. https://doi.org/10.3390/en11010050
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.