Combustion Characteristics of Chlorine-Free Solid Fuel Produced from Municipal Solid Waste by Hydrothermal Processing

Abstract
:1. Introduction
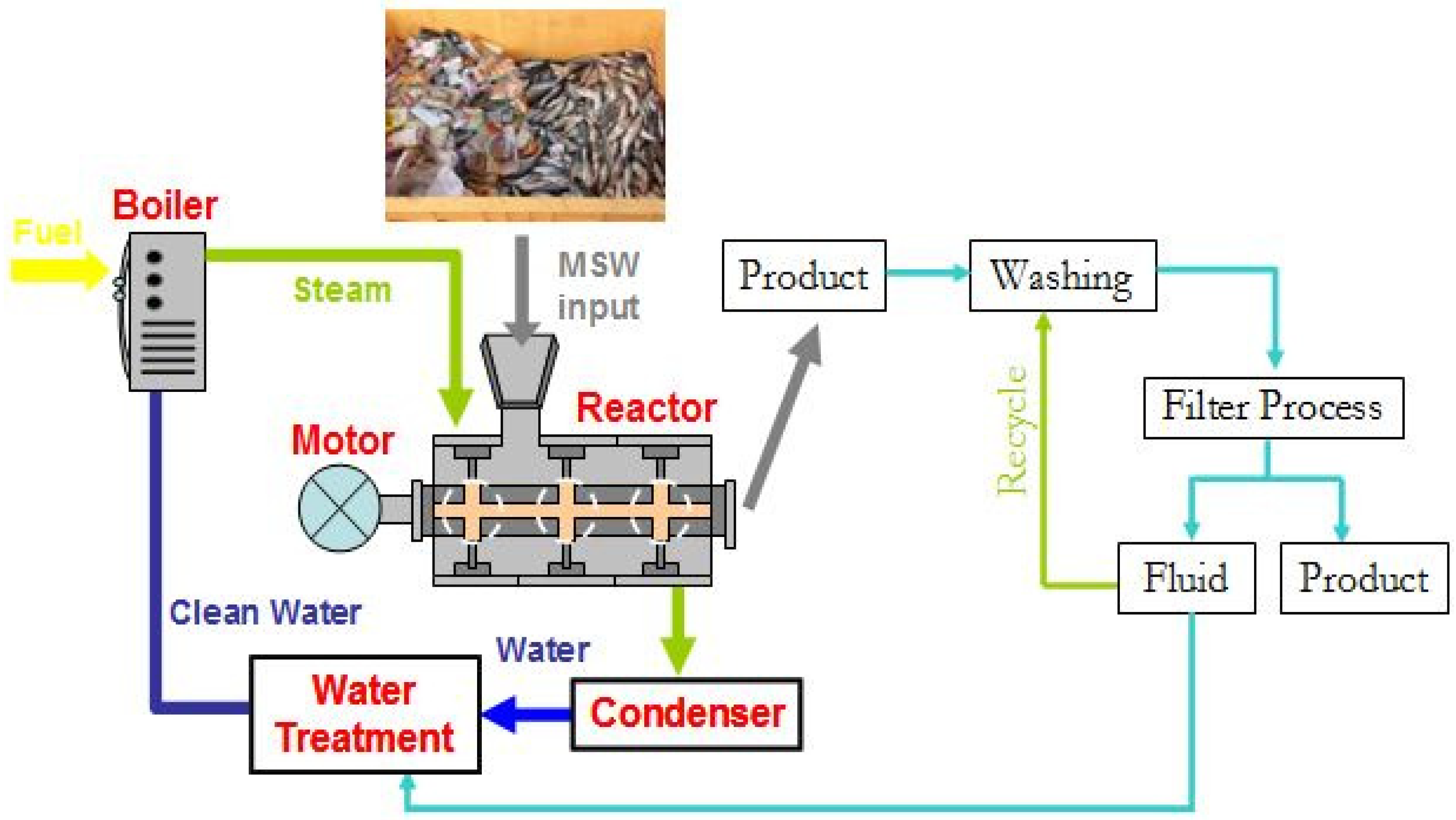
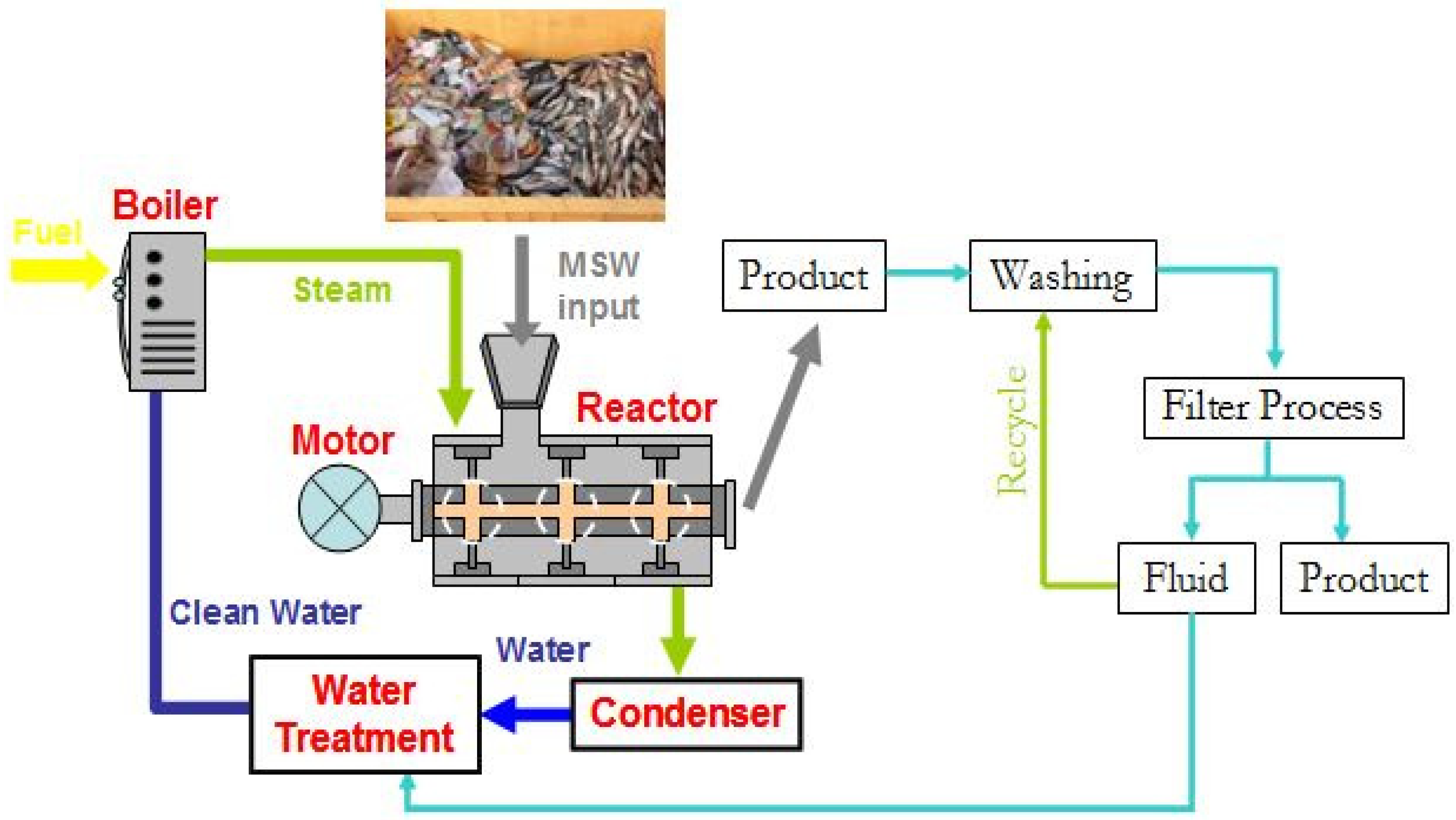
2. Hydrothermal Treatment and Washing Process
3. Experimental Method
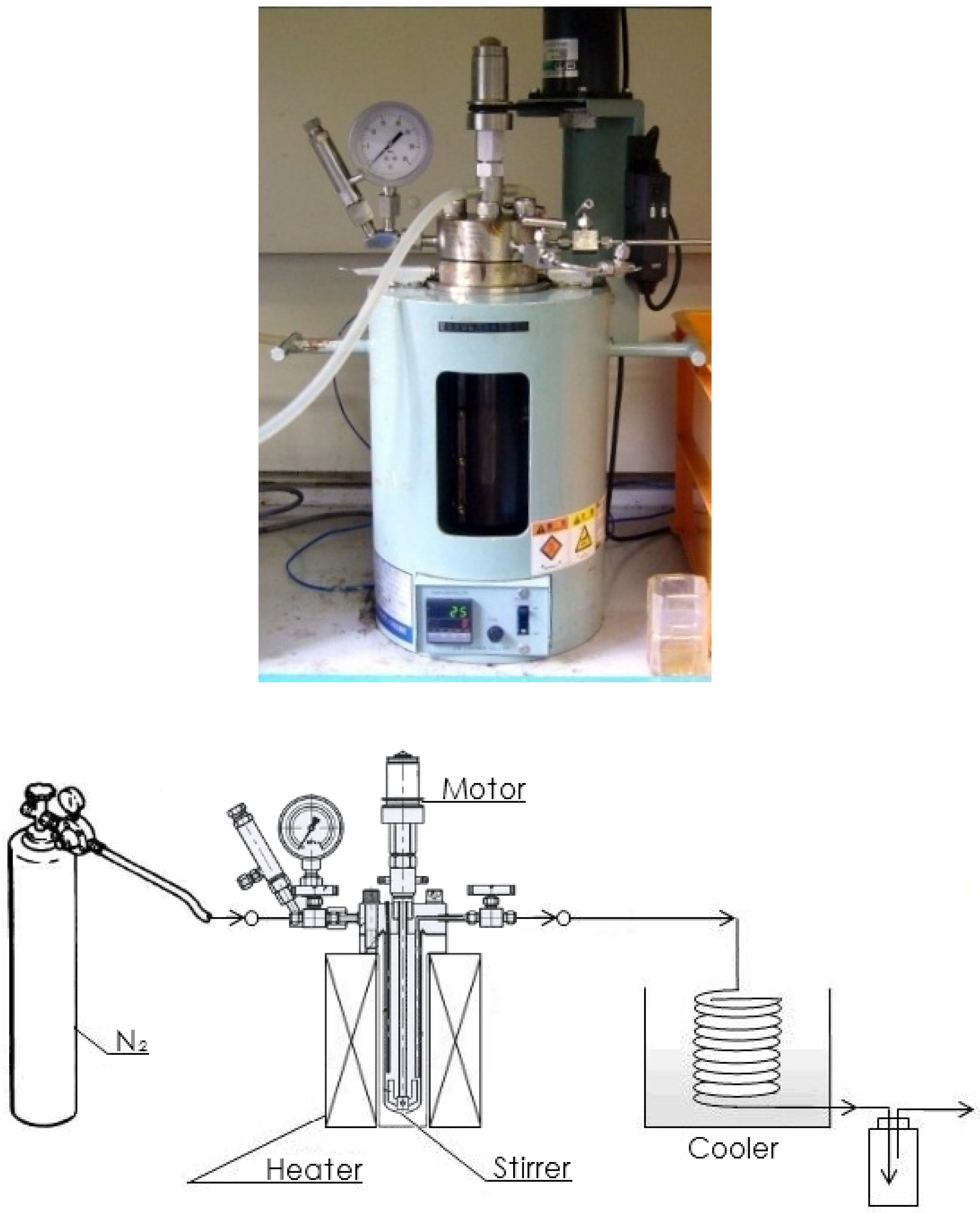
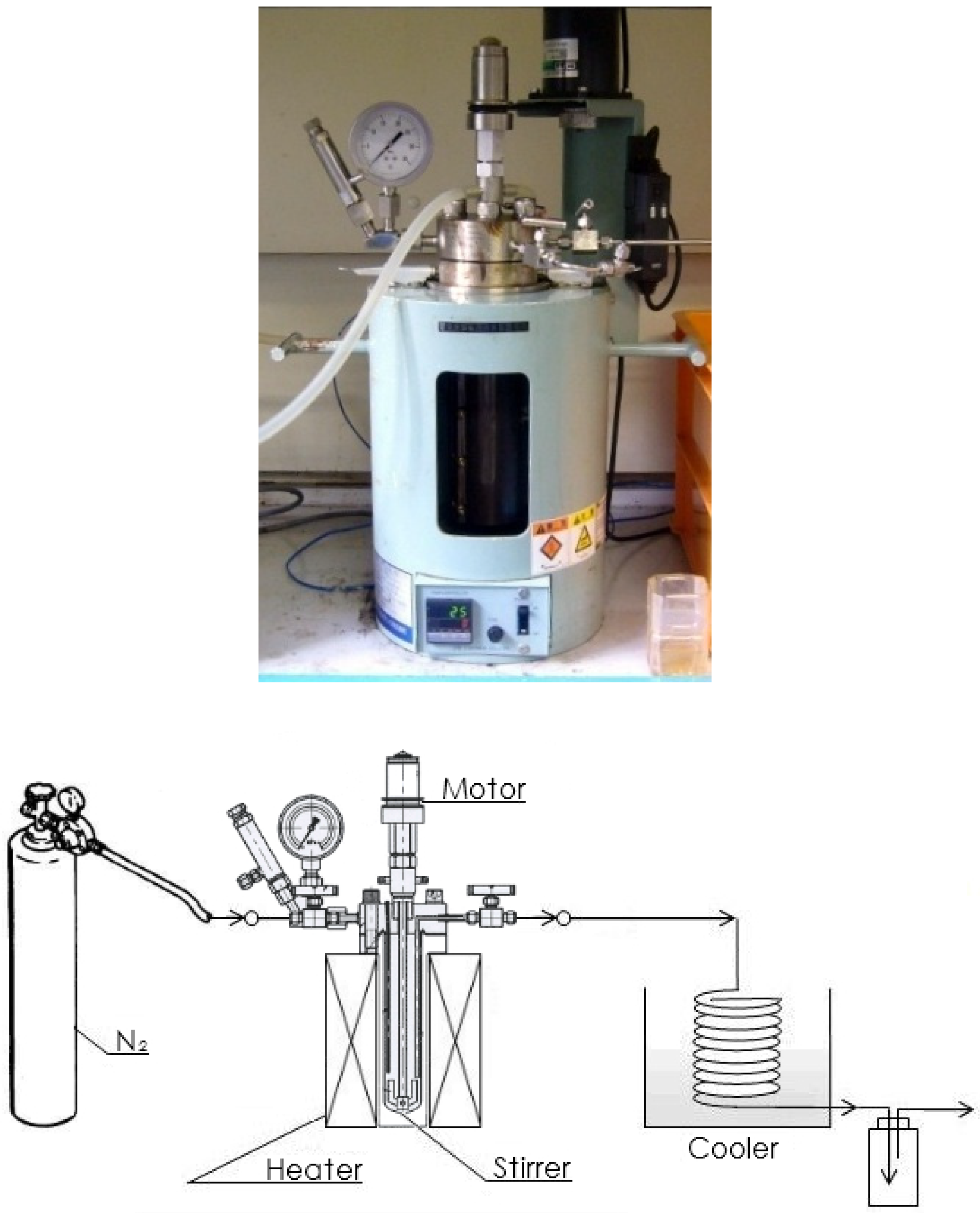
3.1. Material Condition
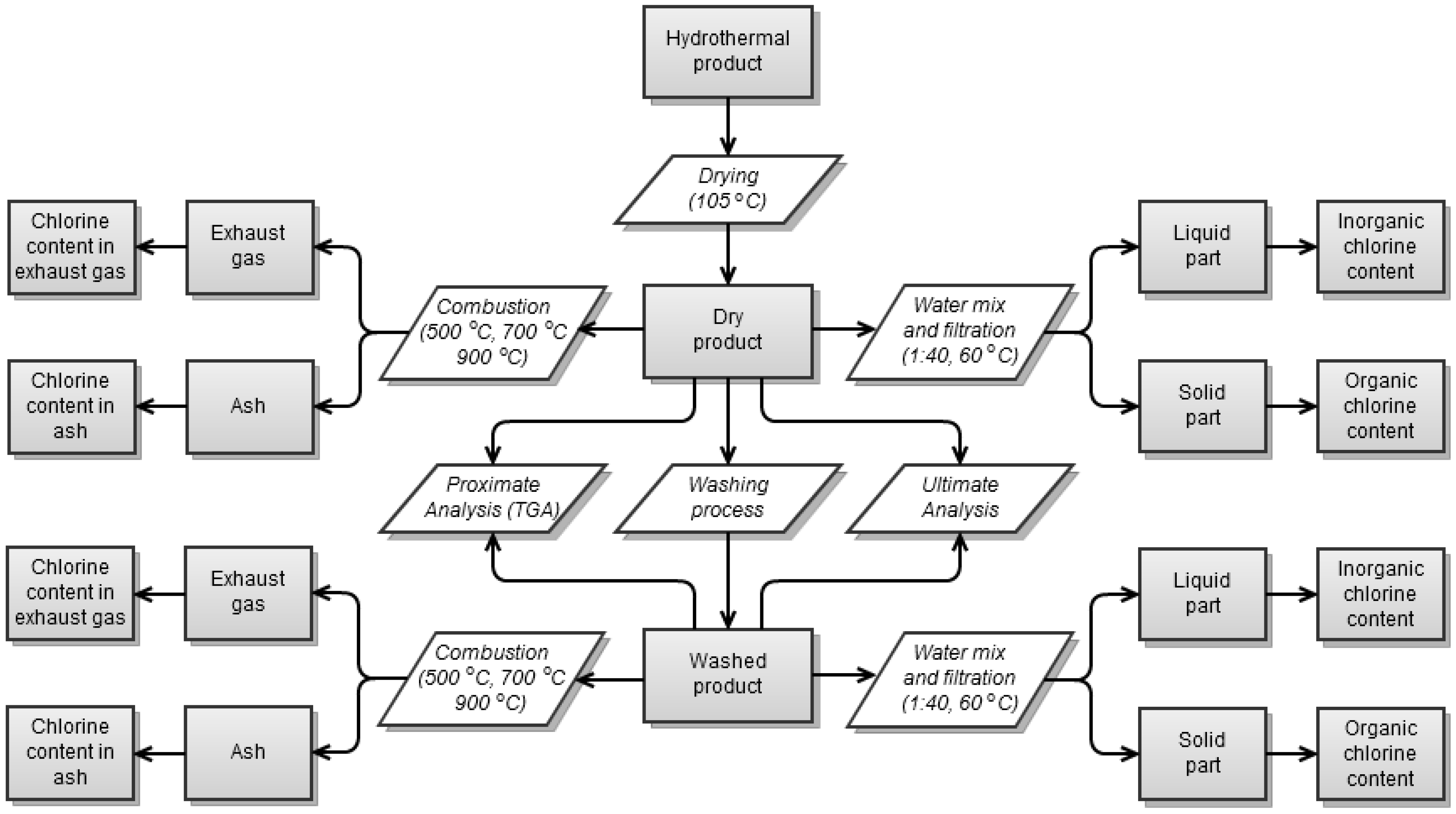
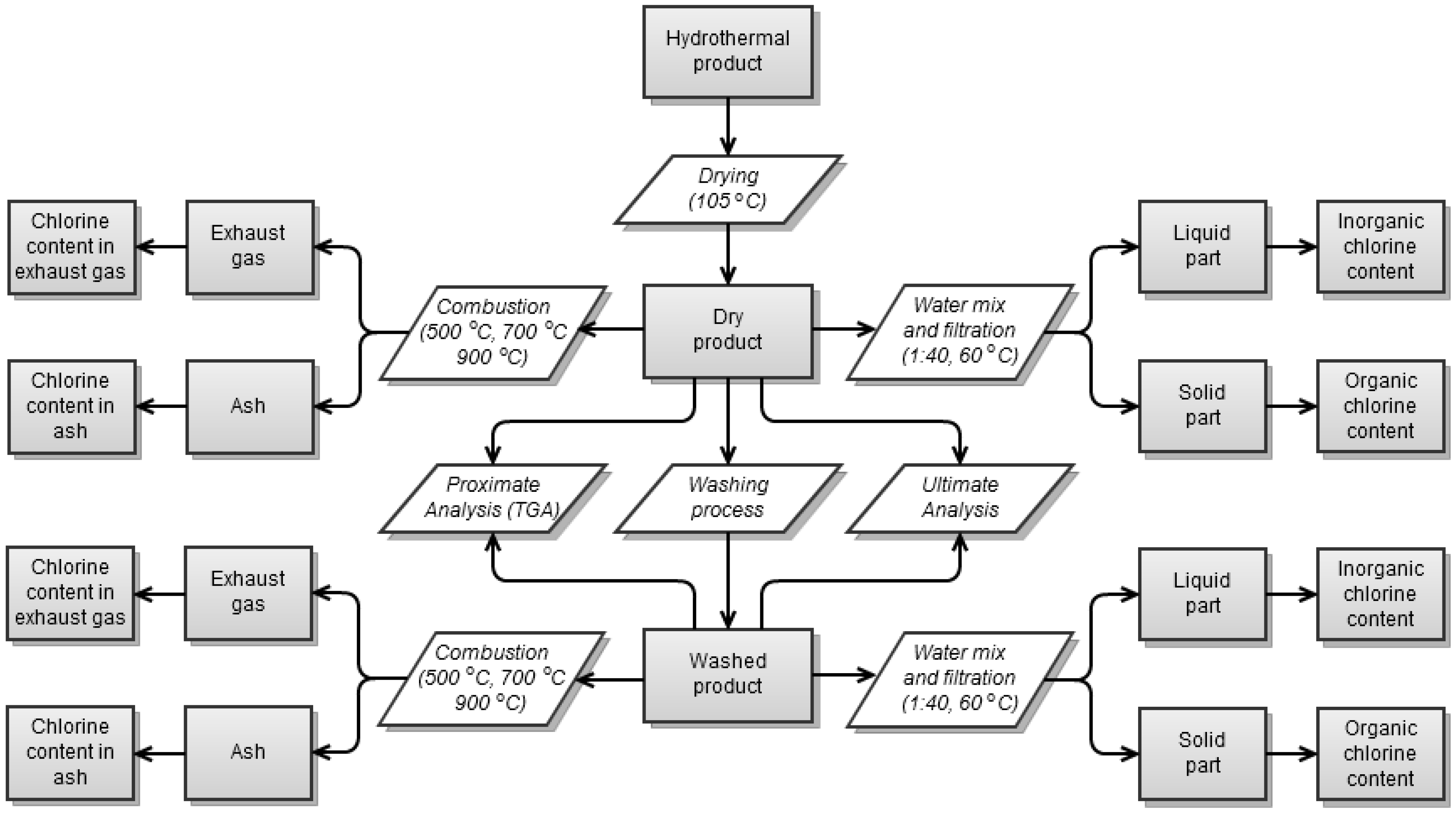
3.2. Chlorine Measurement and Material Analysis
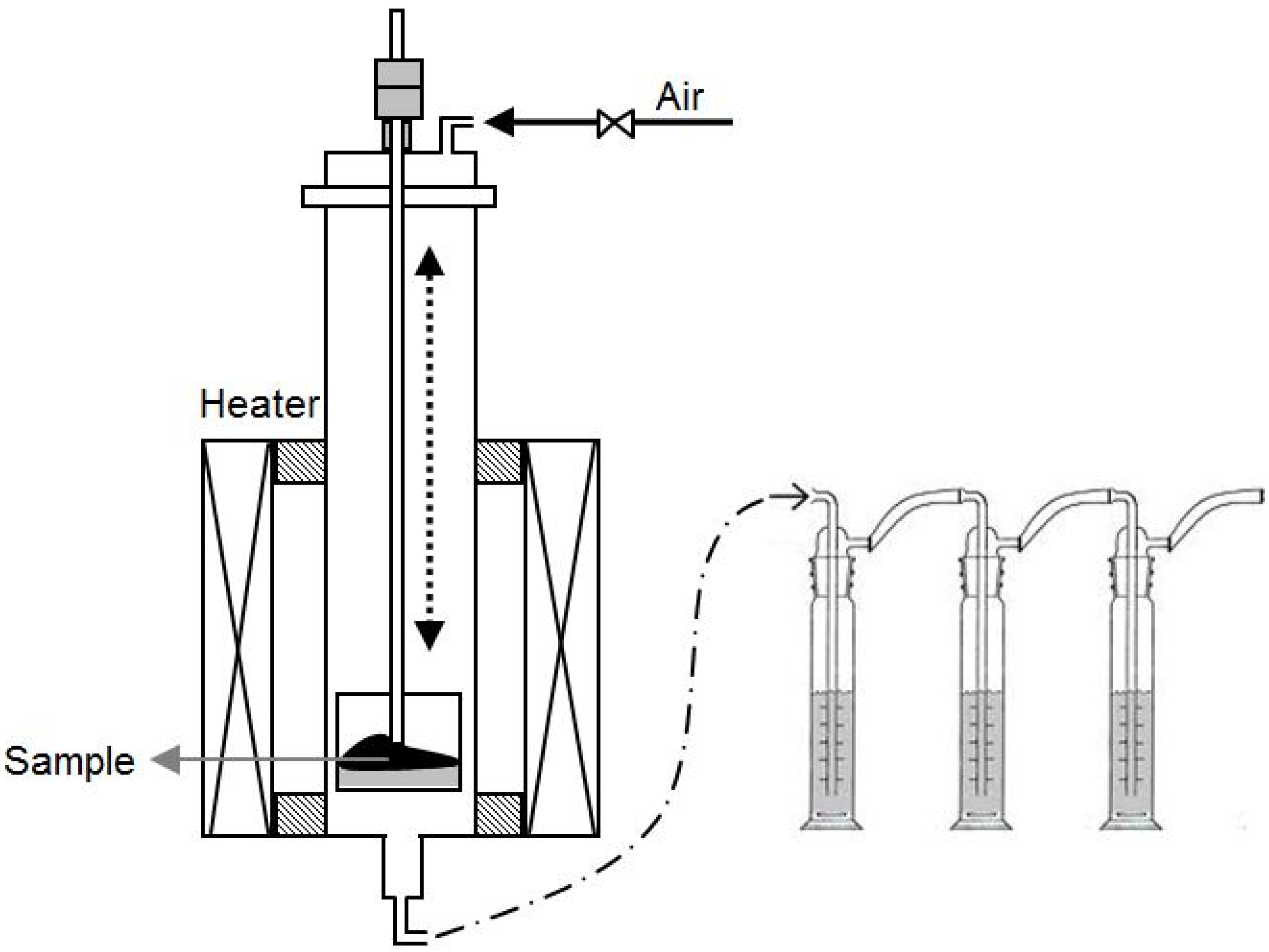
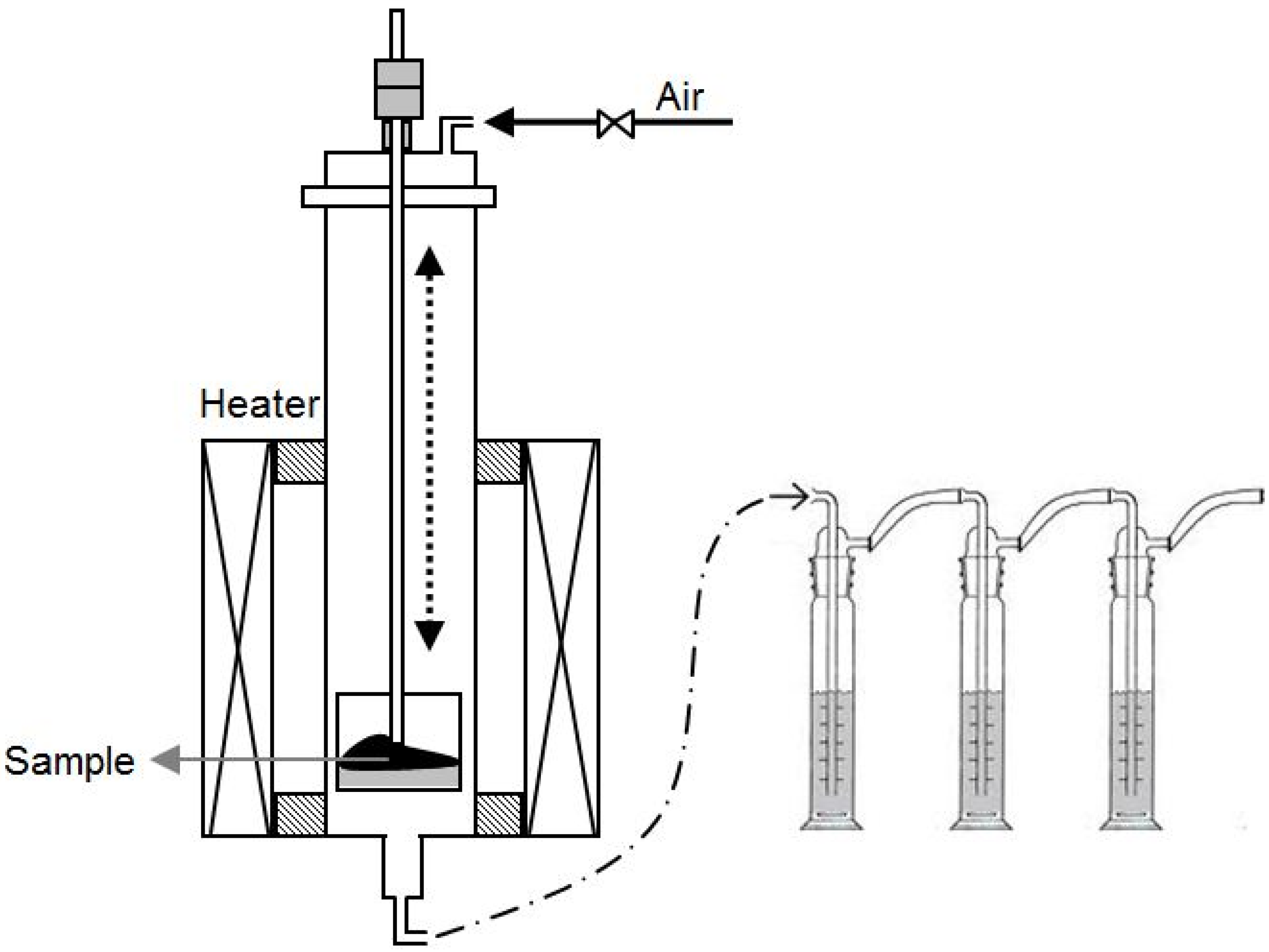
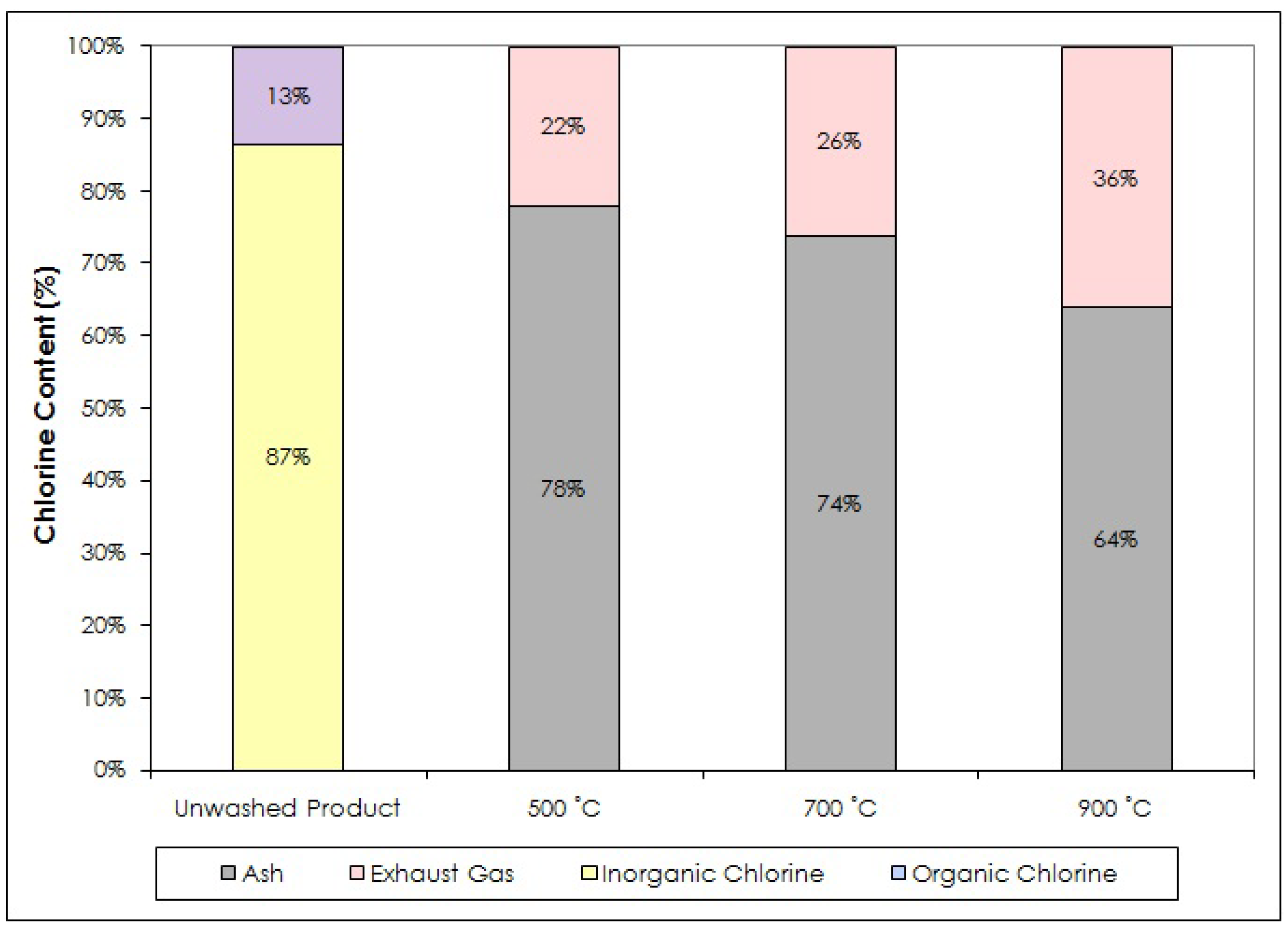
3.3. Combustion Simulation Experiments
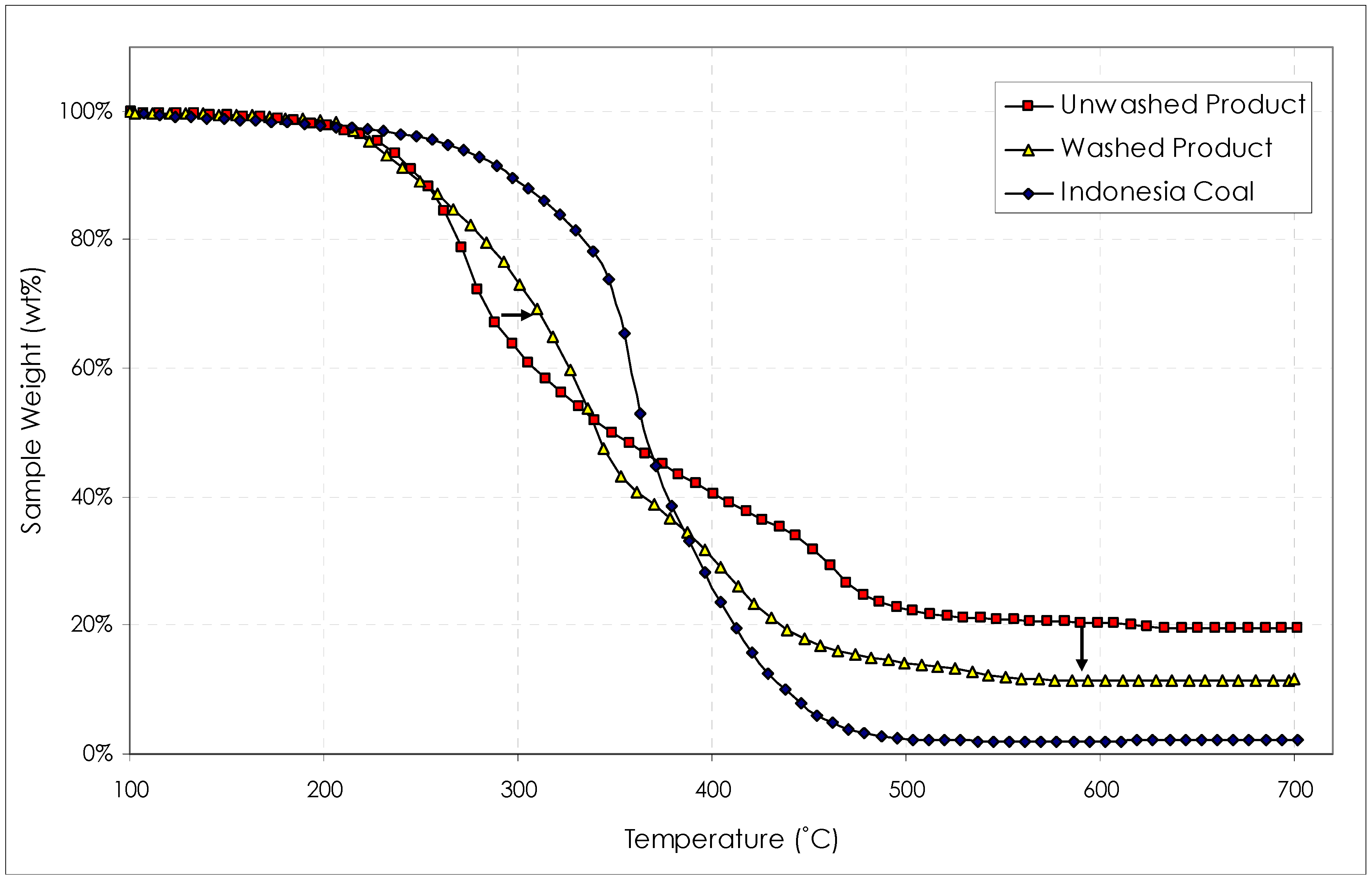
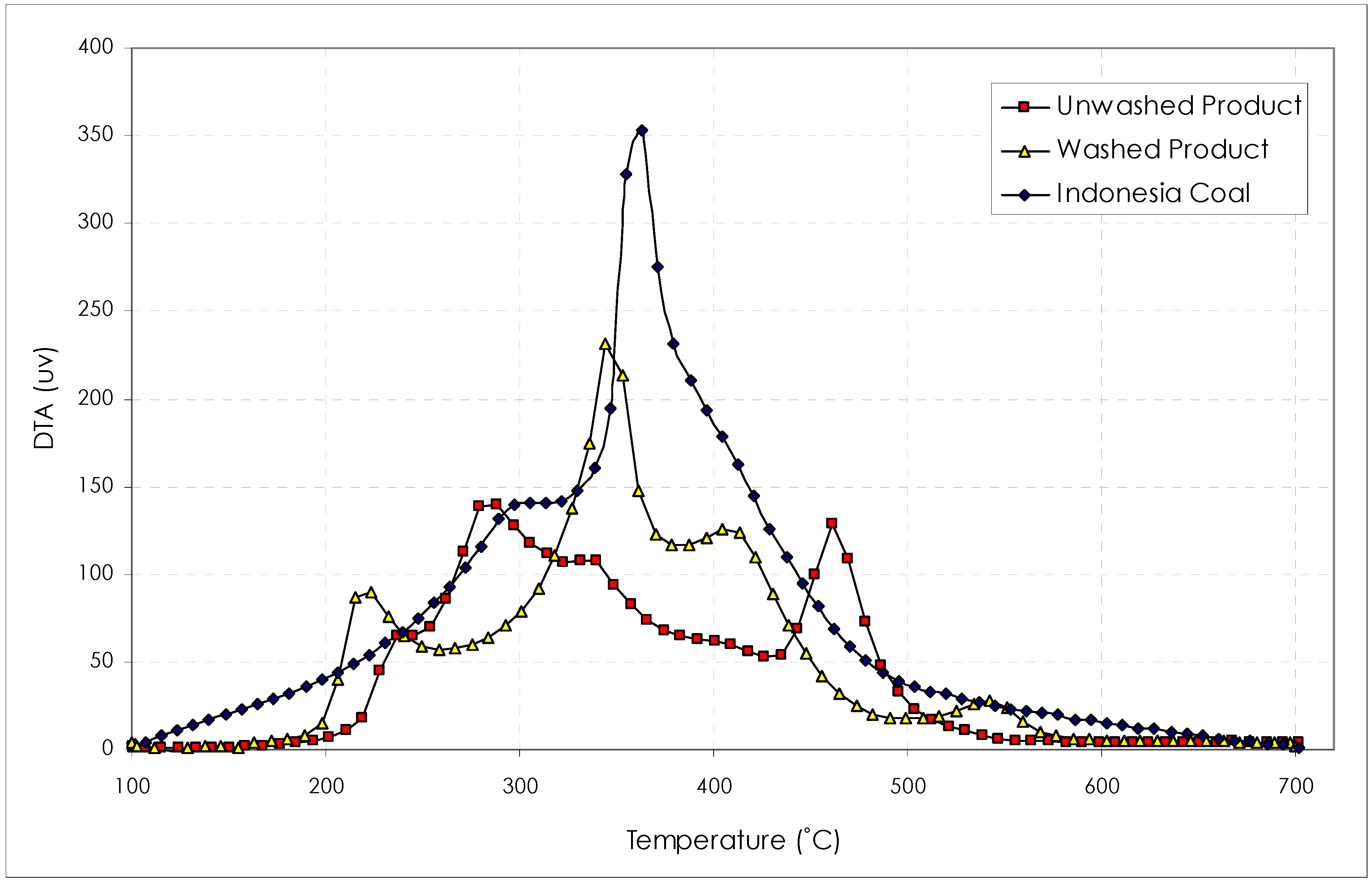
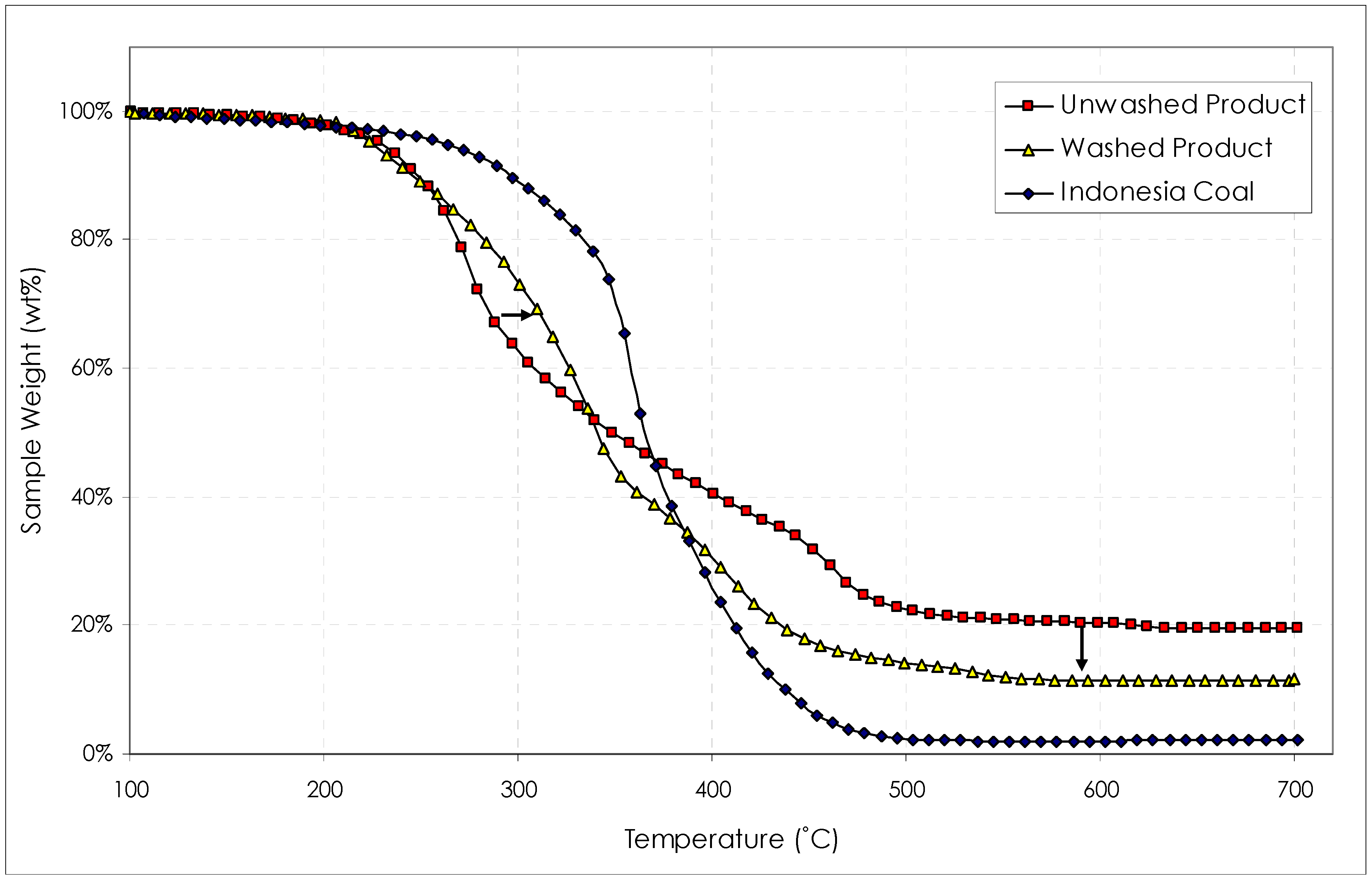
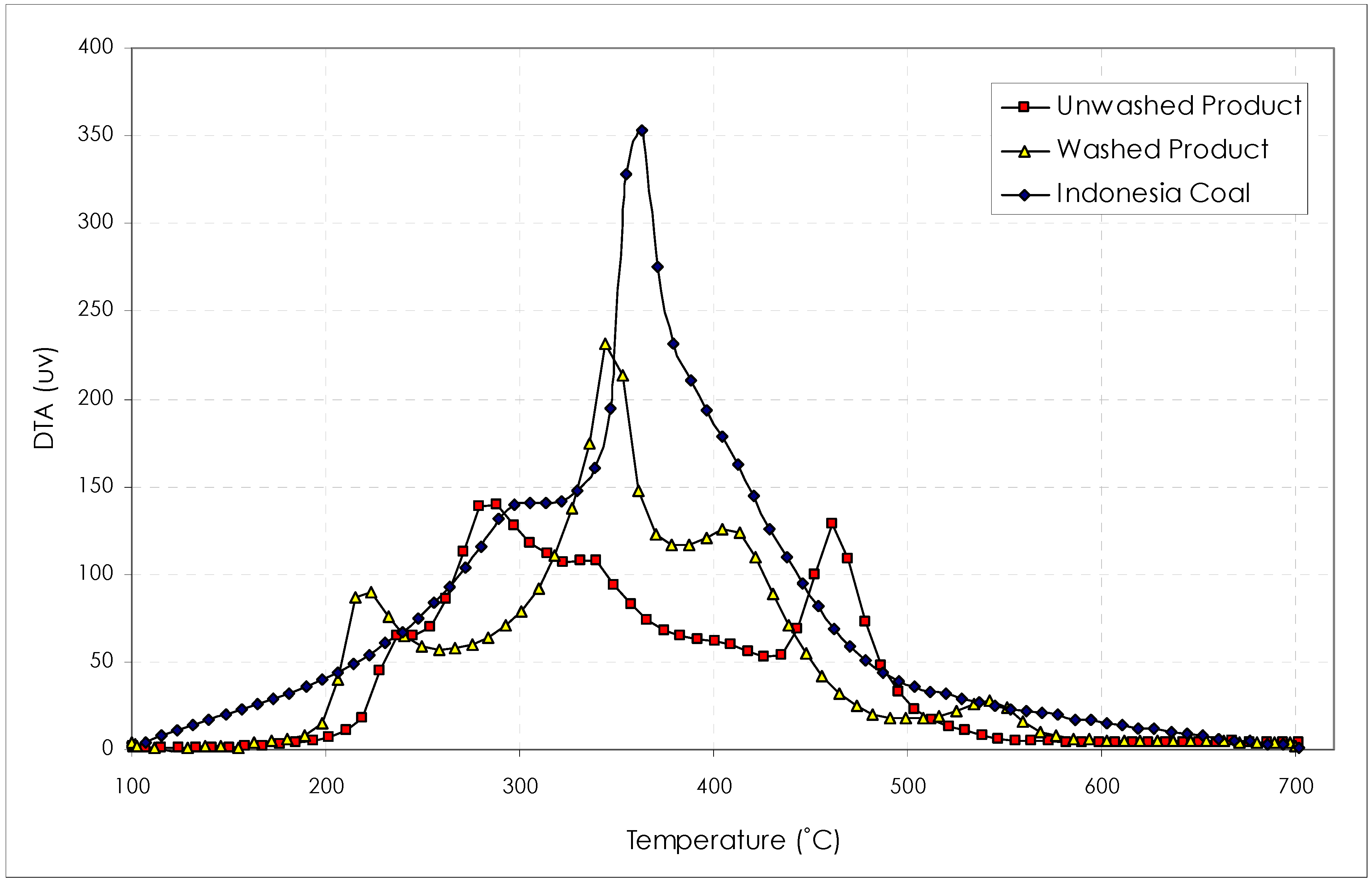
3.4. Combustion Characterization by Thermogravimetric Analysis
4. Results and Discussion
4.1. Proximate and Ultimate Analysis

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Water to product ratio | Before Washing | After Washing |
|---|---|---|
| Proximate analysis | ||
| Volatile matter (%) | 64.2 | 59.5 |
| Fixed carbon (%) | 15.7 | 29.7 |
| Ash (%) | 20.1 | 10.8 |
| Heating value (MJ/kg) | 16.1 | 16.8 |
| Ultimate analysis * | ||
| Carbon (%) | 55.6 | 48.3 |
| Hydrogen (%) | 6.0 | 5.5 |
| Nitrogen (%) | 0.9 | 1.1 |
| Oxygen by difference (%) | 37.5 | 45.1 |
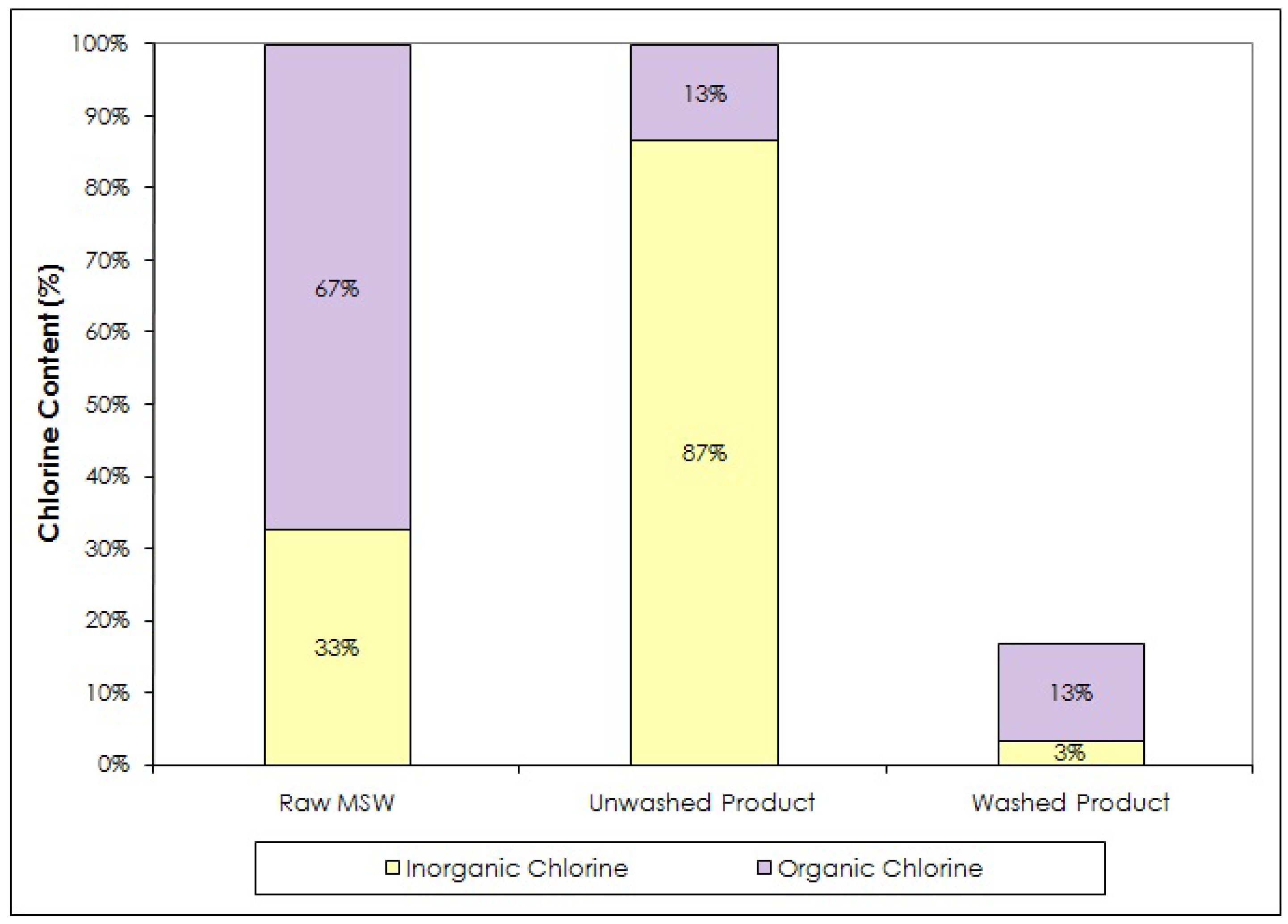
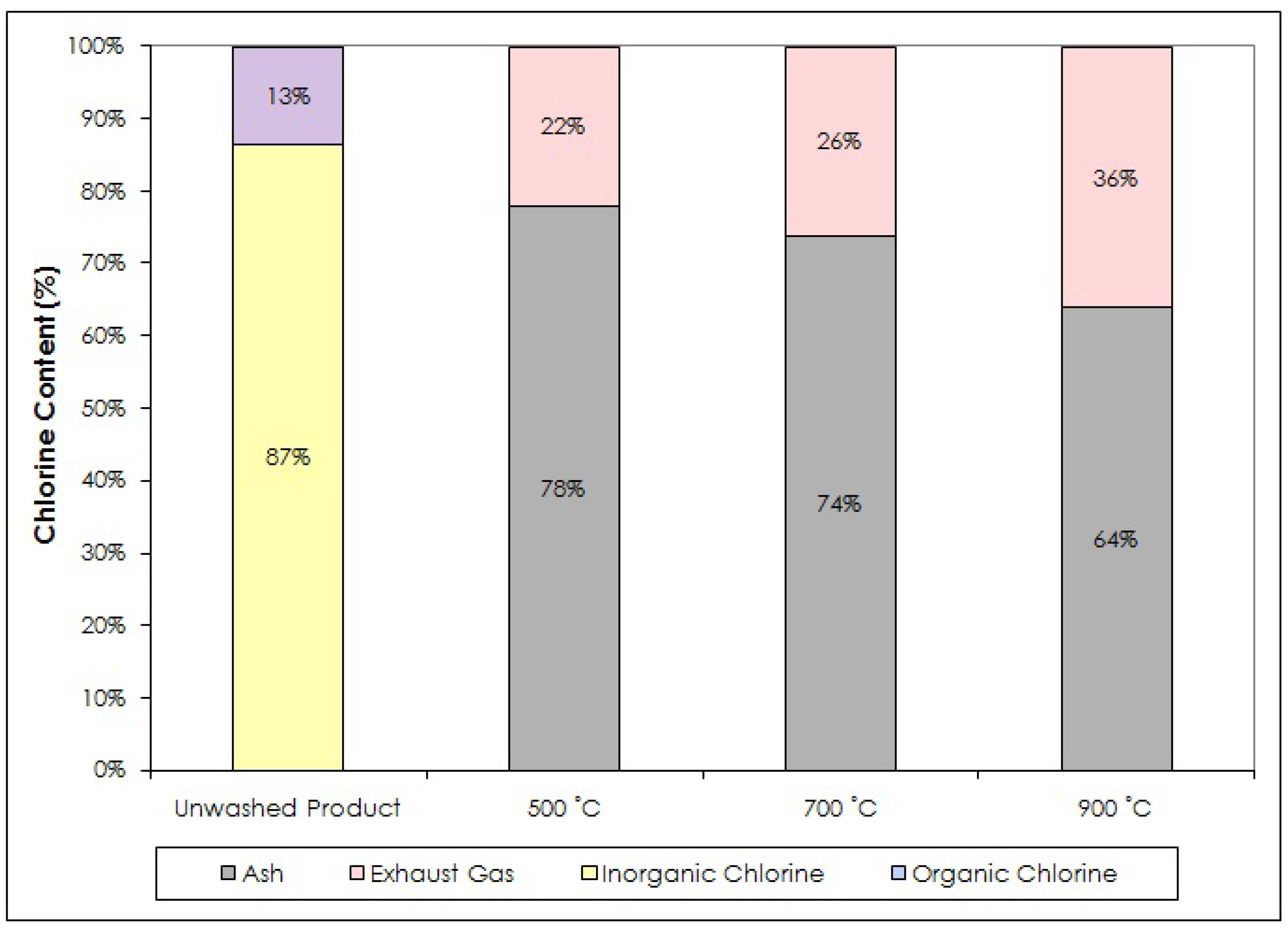
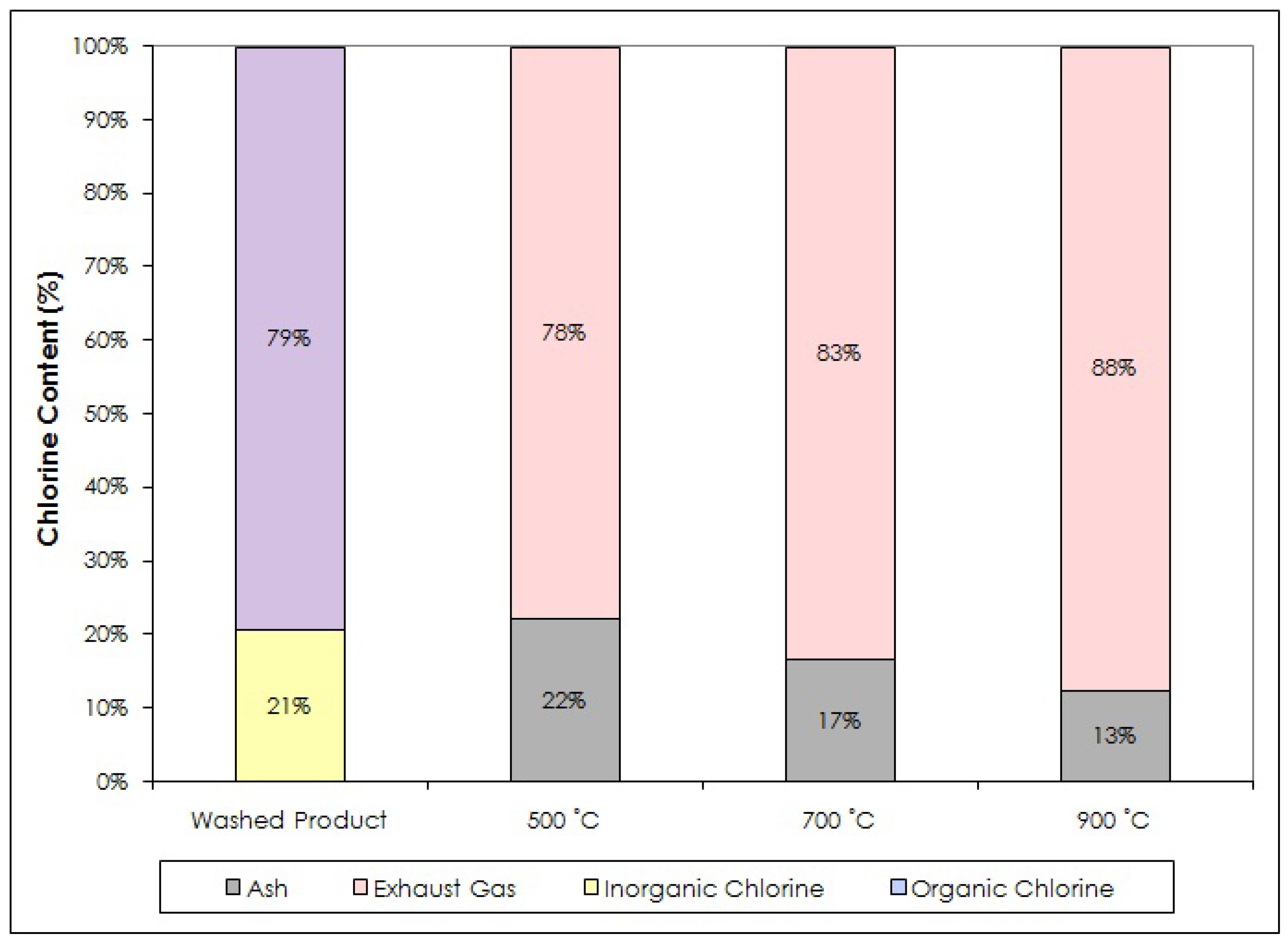
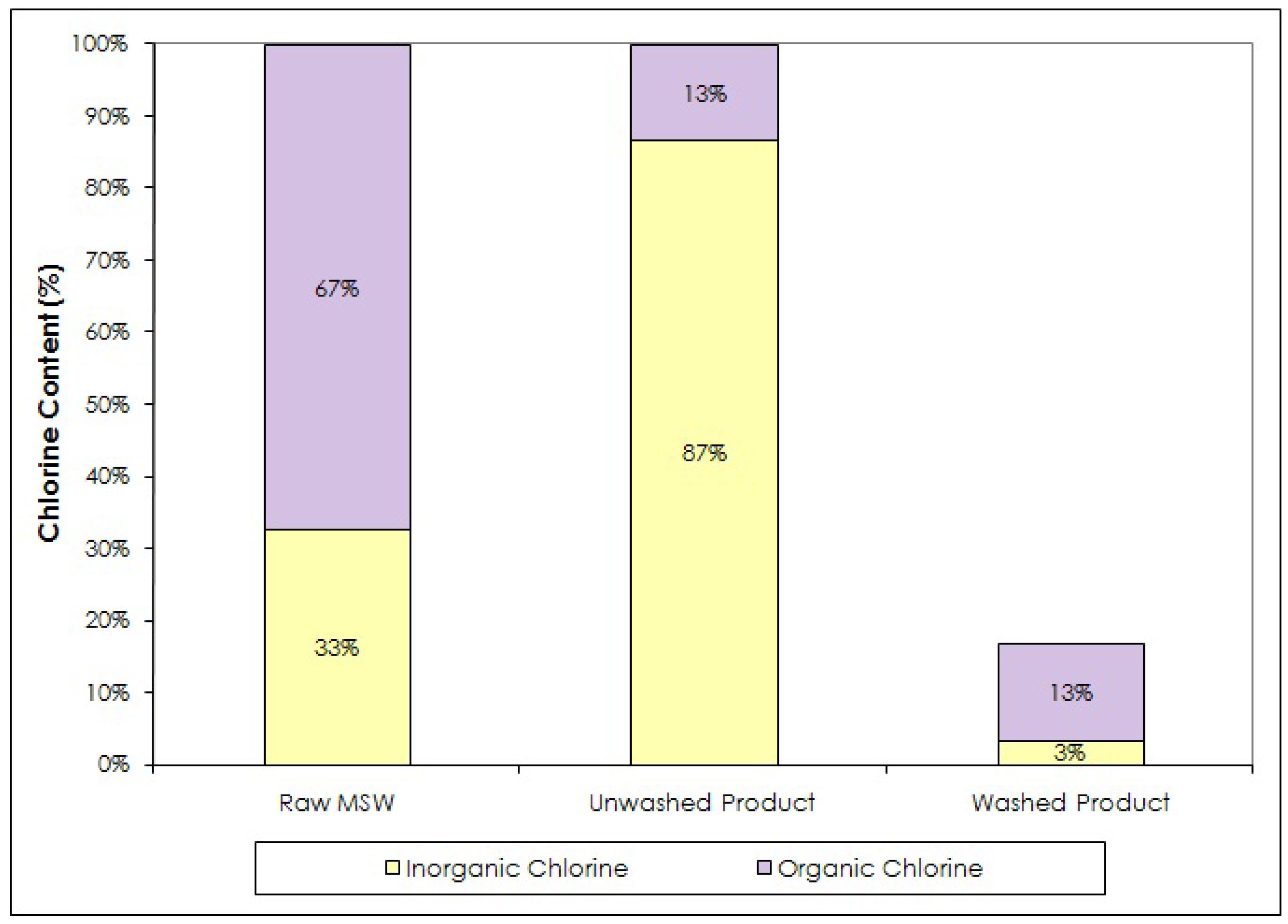
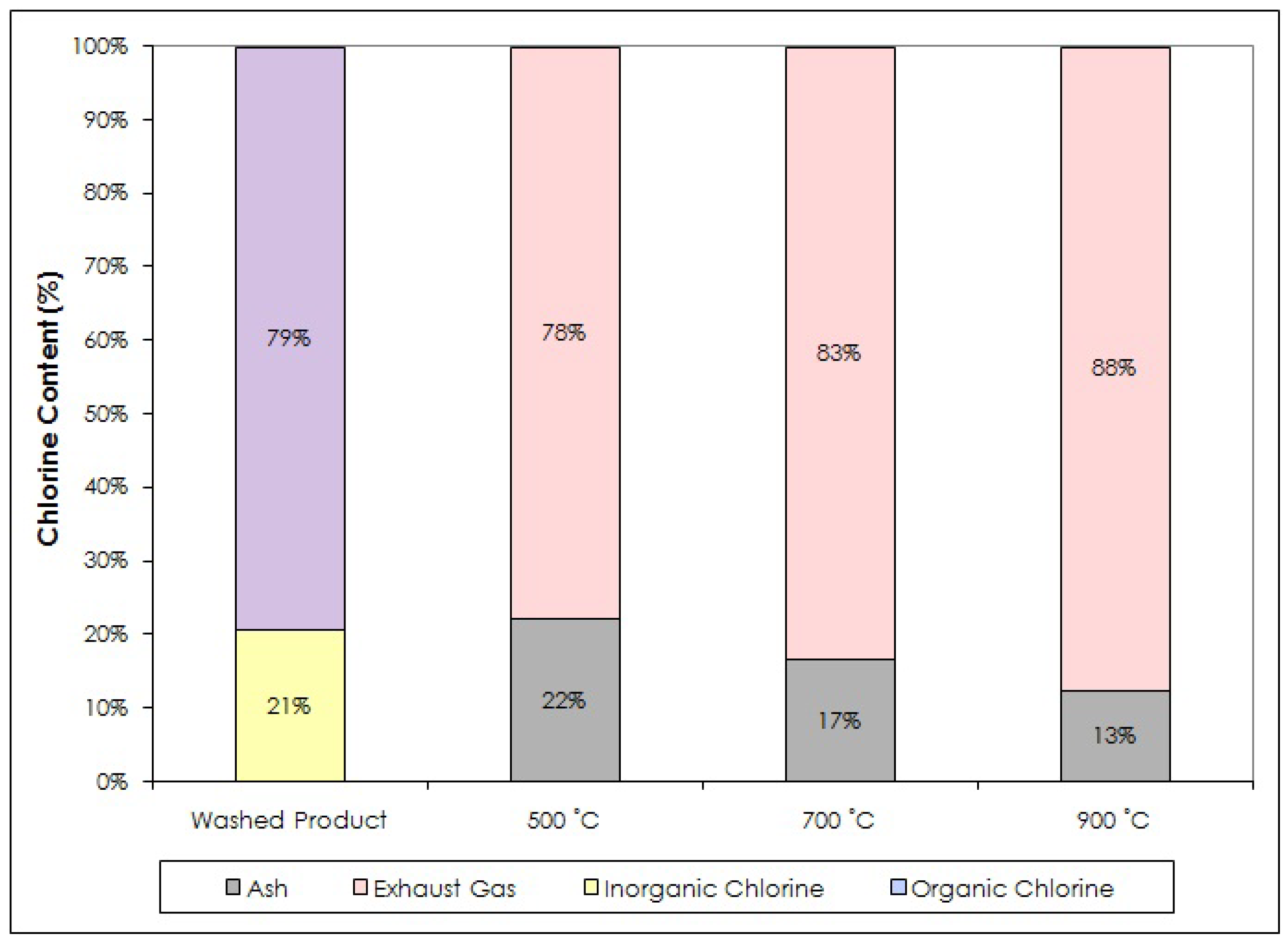
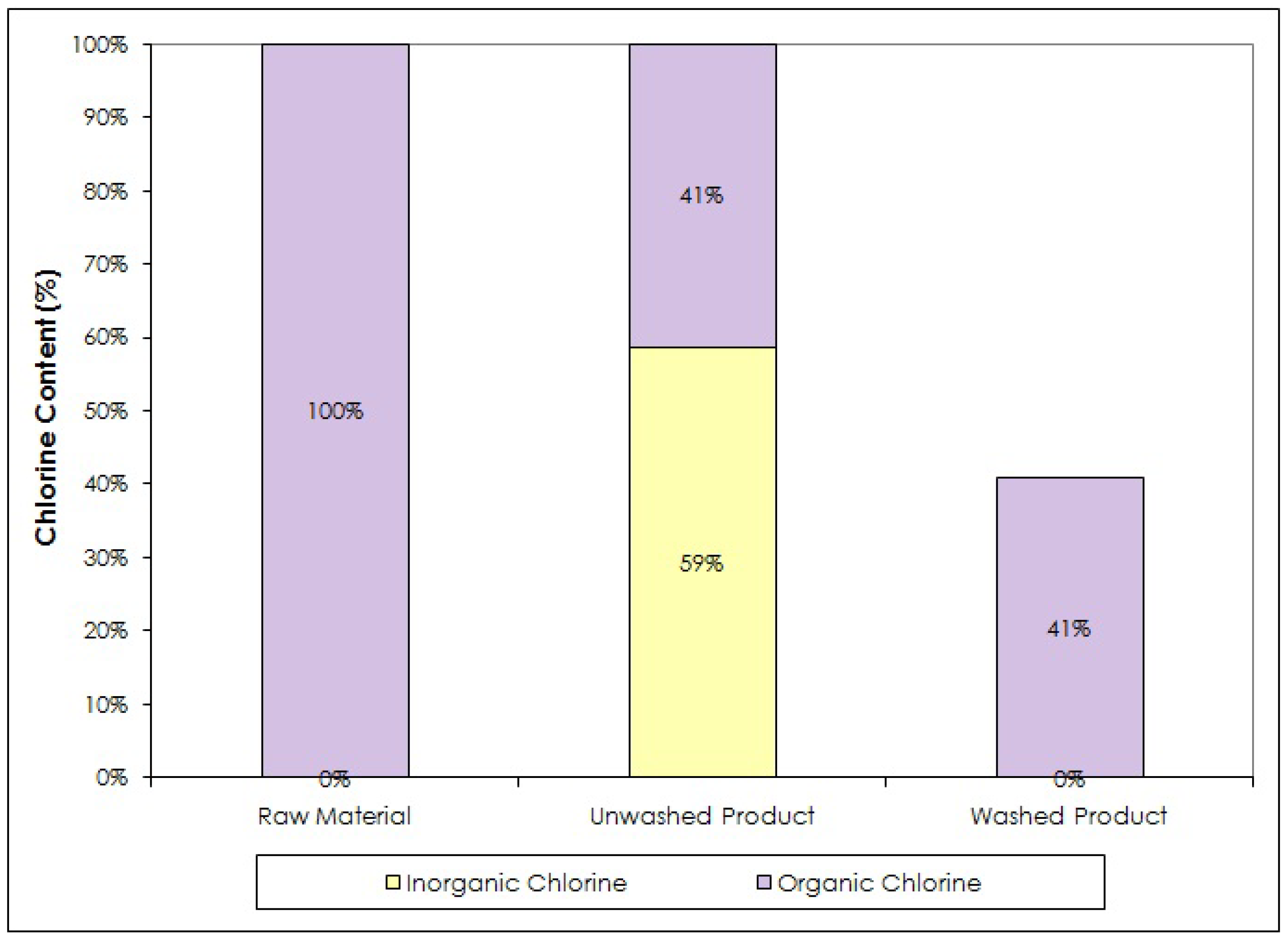
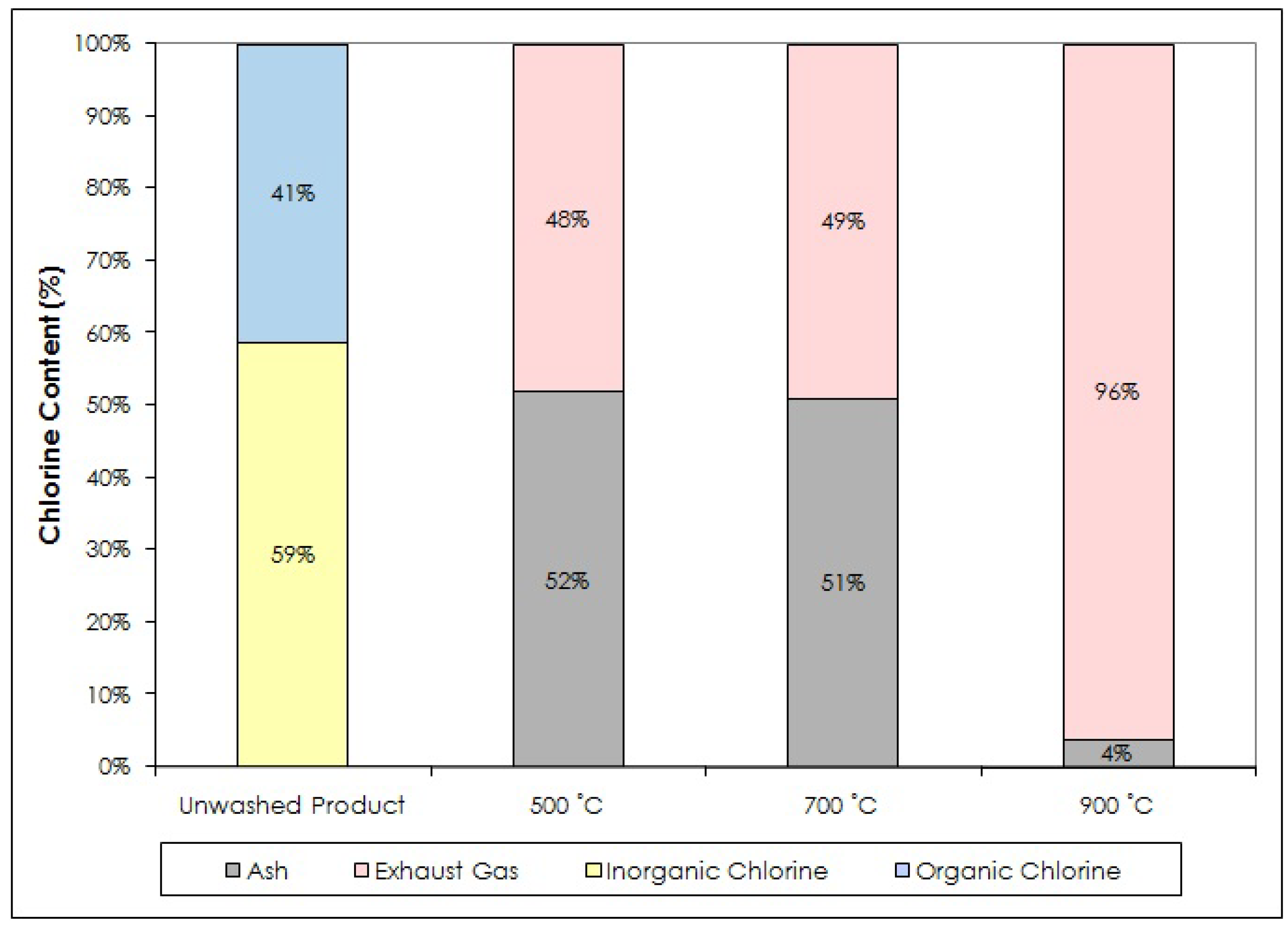
4.2. Chlorine Analysis
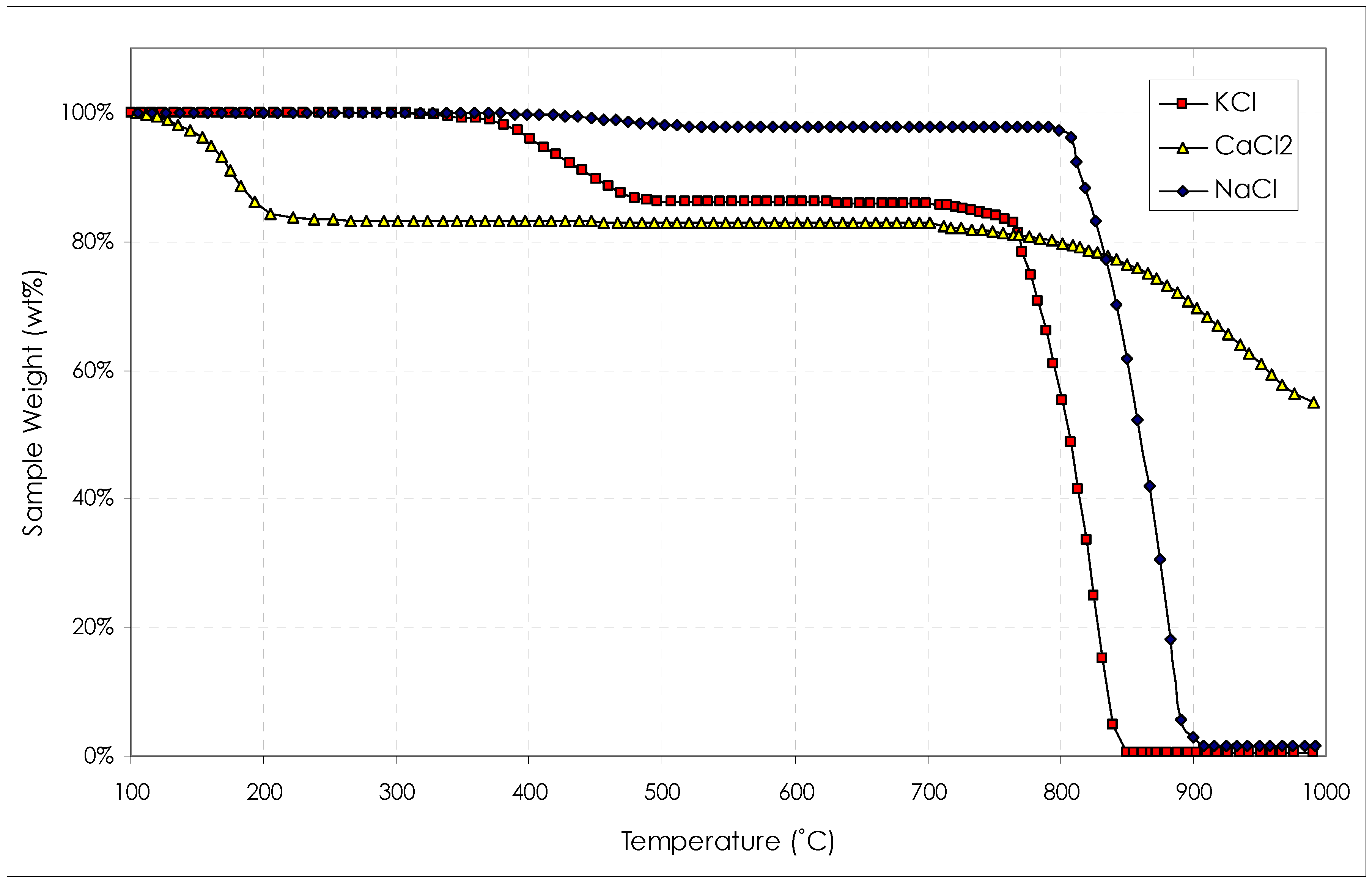
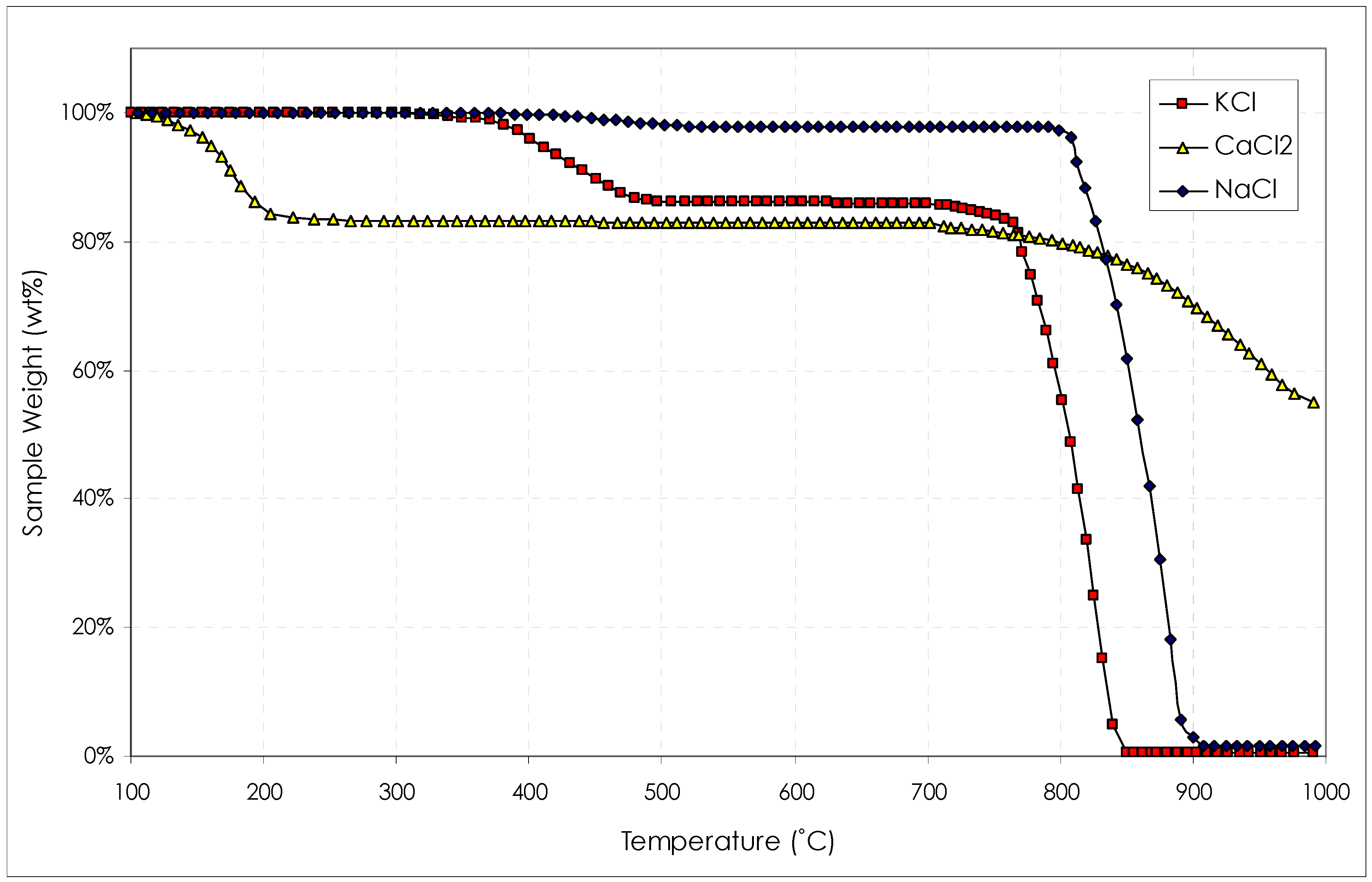
4.3. Combustion Characteristics by Thermogravimetric Analysis
5. Conclusions
References
- BP Statistical Review of World Energy. June 2011. Available online: http://www.bp.com/liveassets/bp_internet/globalbp/globalbp_uk_english/reports_and_publications/statistical_energy_review_2011/STAGING/local_assets/pdf/statistical_review_of_world_energy_full_report_2011.pdf (accessed on 2 July 2012).
- Sato, K.; Jian, Z.; Soon, J.H.; Namioka, T.; Yoshikawa, K.; Morohashi, Y.; Takase, J.; Nozaki, M.; Kaneko, T. Studies on fuel conversion of high moisture content biomass using middle pressure steam. In Proceedings of the Thermal Engineering Conference, Sendai, Japan, 13–14 November 2004. G132.
- Muthuraman, M.; Namioka, T.; Yoshikawa, K. A comparative study on co-combustion performance of municipal solid waste and Indonesian coal with high ash Indian coal: A thermogravimetric analysis. Fuel Process. Technol. 2010, 91, 550–558. [Google Scholar] [CrossRef]
- Muthuraman, M.; Namioka, T.; Yoshikawa, K. Characteristics of co-combustion and kinetic study on hydrothermally treated municipal solid waste with different rank coals: A thermogravimetric analysis. Appl. Energy 2010, 87, 141–148. [Google Scholar] [CrossRef]
- Edgcombe, L.J. State of combination of chlorine in coal. I. Extraction of coal with water. Fuel 1956, 35, 38–48. [Google Scholar]
- Hodges, N.J.; Ladner, W.R.; Martin, T.G. Chlorine in coal: A review of its origin and mode of occurrence. J. Inst. Energy 1983, 56, 158–169. [Google Scholar]
- Clarke, L. The fate of trace element during coal combustion and gastification: An overview. Fuel 1993, 72, 731–736. [Google Scholar] [CrossRef]
- Klein, D.; Andren, A.; Carter, J.; Enery, J.; Feldman, C.; Fulkerson, W.; Lyon, W.; Ogle, J.; Talmi, Y.; van Hook, R.; Bolton, N. Pathway of thirty seven trace elements through coal-fired power plant. Environ. Sci. Technol. 1975, 9, 973–979. [Google Scholar] [CrossRef]
- Conzemius, R.; Welcomer, T.; Svec, H. Elemental partitioning in ash depositories and material balance for a coal burning facility by spark source mass spectrometry. Environ. Sci. Technol. 1984, 18, 12–8. [Google Scholar] [CrossRef] [PubMed]
- Block, C.; Dams, R. Inorganic composition of Belgian coals and coal ashes. Environ. Sci. Technol. 1975, 9, 147–150. [Google Scholar] [CrossRef]
- Gluskoter, H.J. Electronic low-temperature ashing of bituminous coal. Fuel 1965, 44, 285–291. [Google Scholar]
- Finkelman, R.B.; Palmer, C.A.; Krasnow, M.R.; Aruscavage, P.J.; Sellers, G.A.; Dulong, F.T. Combustion and leaching behavior of elements in the Argonne premium coal samples. Energy Fuels 1990, 4, 755–766. [Google Scholar] [CrossRef]
- Prawisudha, P.; Namioka, T.; Yoshikawa, K. Coal alternative fuel production from municipal solid wastes employing hydrothermal treatment. Appl. Energy 2012, 90, 298–304. [Google Scholar] [CrossRef]
- Prawisudha, P.; Namioka, T.; Liang, L.; Yoshikawa, K. Dechlorination behavior of mixed plastic waste by employing hydrothermal process and limestone additive. J. Environ. Sci. Eng. 2011, 5, 432–439. [Google Scholar]
- Indrawan, B.; Prawisudha, P.; Yoshikawa, K. Chlorine-free Solid Fuel Production from Municipal Solid Waste by Hydrothermal Process. J. Jpn. Inst. Energy 2011, 90, 1177–1182. [Google Scholar] [CrossRef]
- Yoshikawa, K. Fuelization and gasification of wet biomass with middle-pressure steam [in Japanese]. Eco. Ind. 2005, 10, 29–37. [Google Scholar]
- Otero, M.; Gómez, X.; García, A.I.; Morán, A. Effects of sewage sludge blending on the coal combustion: A thermogravimetric assessment. Chemosphere 2007, 69, 1740–1750. [Google Scholar] [CrossRef] [PubMed]
- Arenillas, A.; Rubiera, F.; Arias, B.; Pis, J.J.; Faundez, J.M.; Gordon, A.L. A TG/DTA study on the effect of coal blending on ignition behaviour. J. Therm. Anal. Calorim. 2004, 76, 603–614. [Google Scholar] [CrossRef]
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Indrawan, B.; Prawisudha, P.; Yoshikawa, K. Combustion Characteristics of Chlorine-Free Solid Fuel Produced from Municipal Solid Waste by Hydrothermal Processing. Energies 2012, 5, 4446-4461. https://doi.org/10.3390/en5114446
Indrawan B, Prawisudha P, Yoshikawa K. Combustion Characteristics of Chlorine-Free Solid Fuel Produced from Municipal Solid Waste by Hydrothermal Processing. Energies. 2012; 5(11):4446-4461. https://doi.org/10.3390/en5114446
Chicago/Turabian StyleIndrawan, Bayu, Pandji Prawisudha, and Kunio Yoshikawa. 2012. "Combustion Characteristics of Chlorine-Free Solid Fuel Produced from Municipal Solid Waste by Hydrothermal Processing" Energies 5, no. 11: 4446-4461. https://doi.org/10.3390/en5114446