Effect of Built-Up Edge Formation during Stable State of Wear in AISI 304 Stainless Steel on Machining Performance and Surface Integrity of the Machined Part

 , ,
, ,
Abstract
:1. Introduction
2. Experimental Procedures
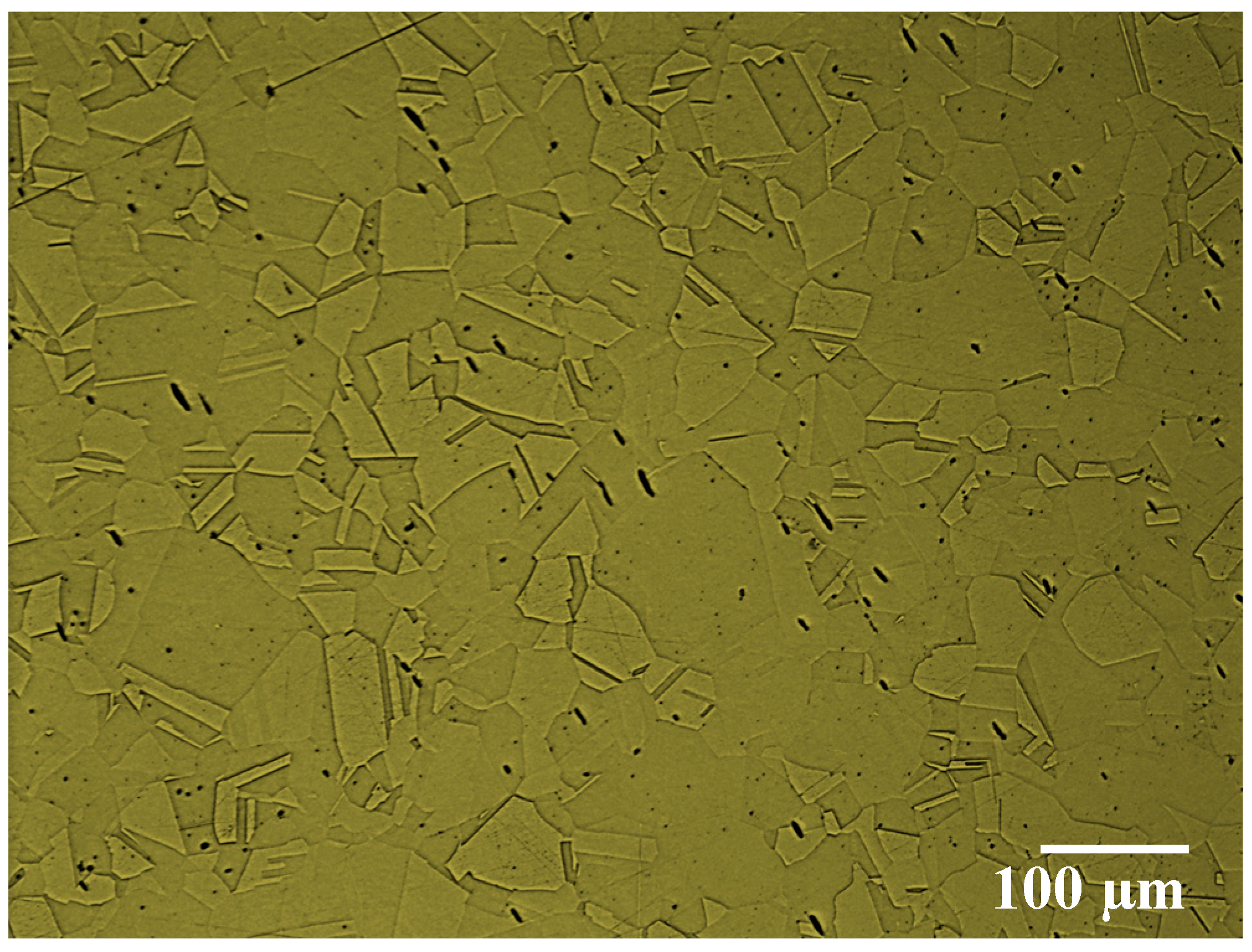
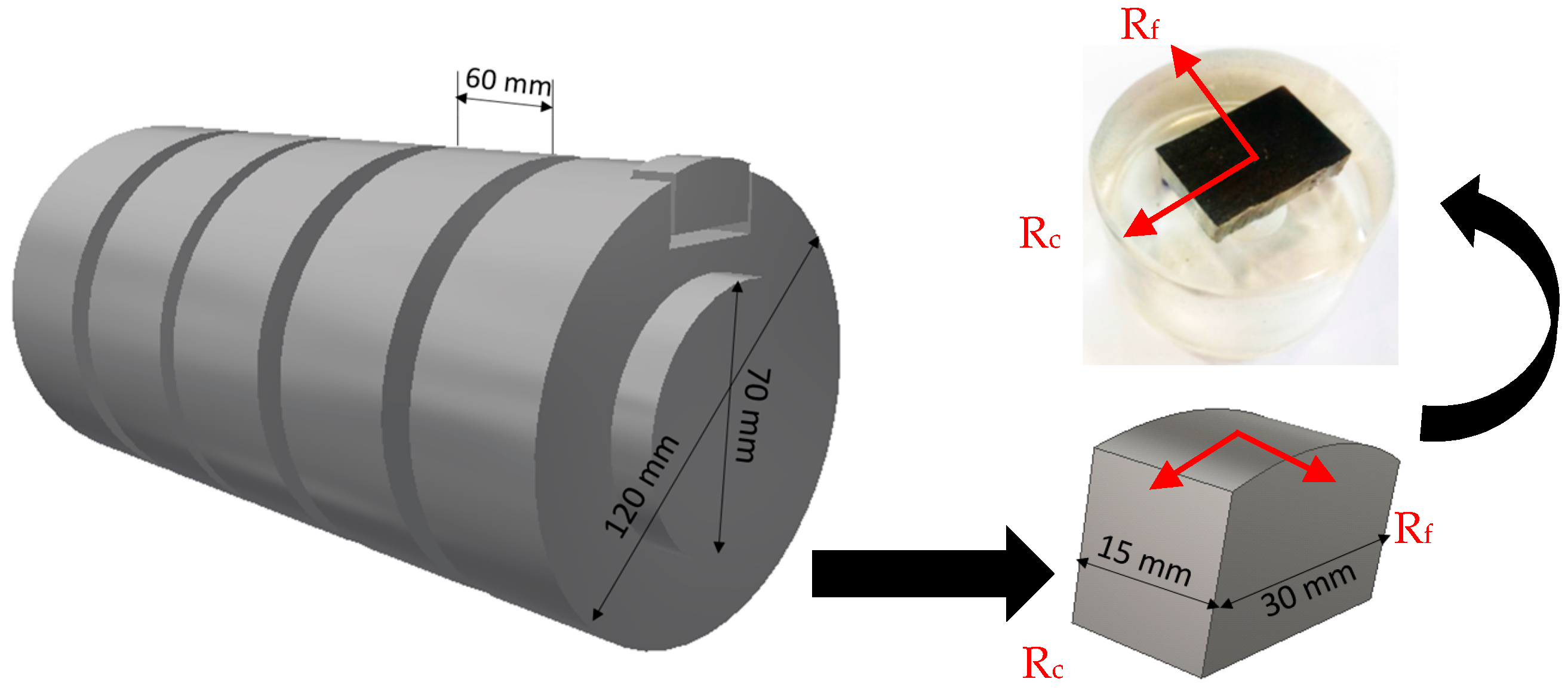
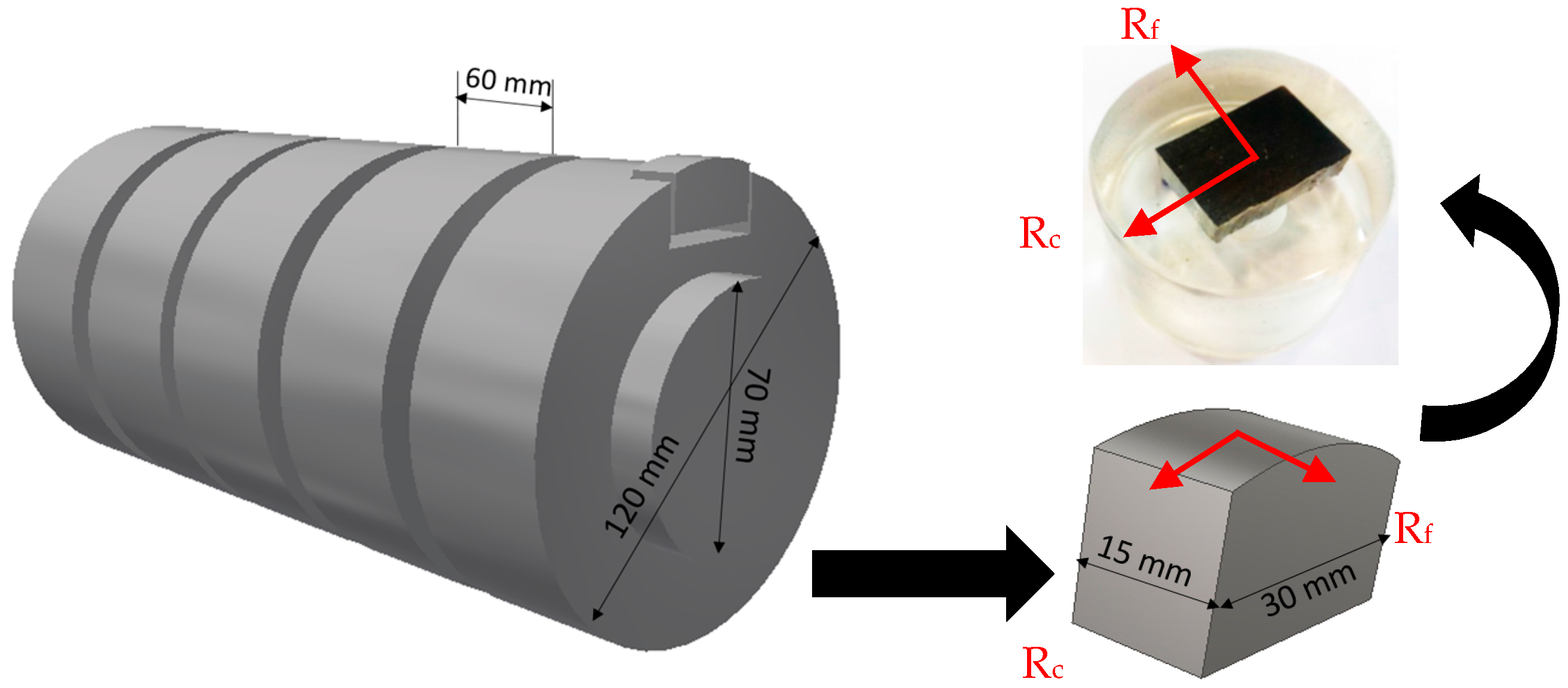
2.1. Work Material, Cutting Tool and Cutting Parameters
2.2. Experimental Machine Techniques
3. Results and Discussion
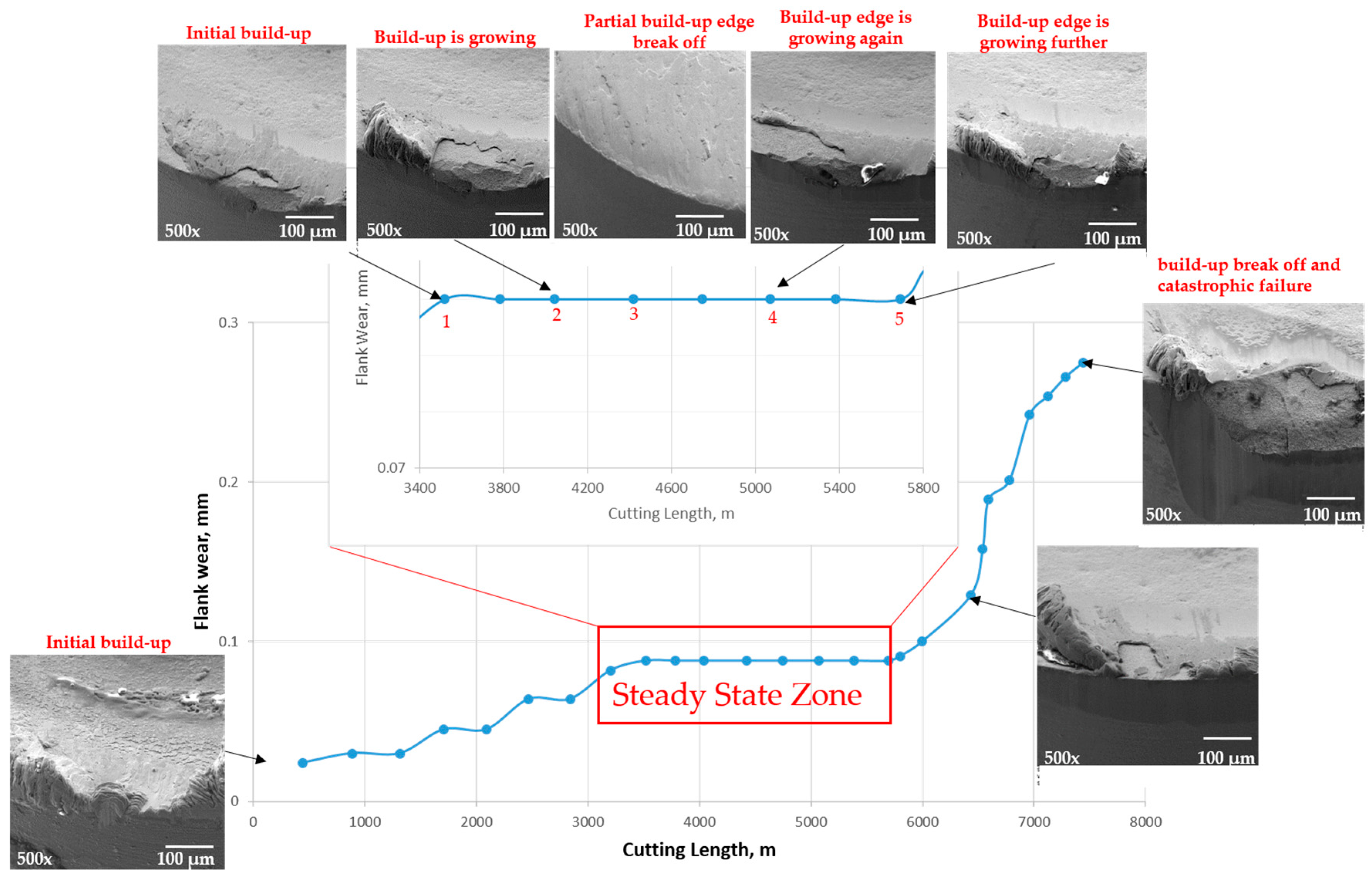
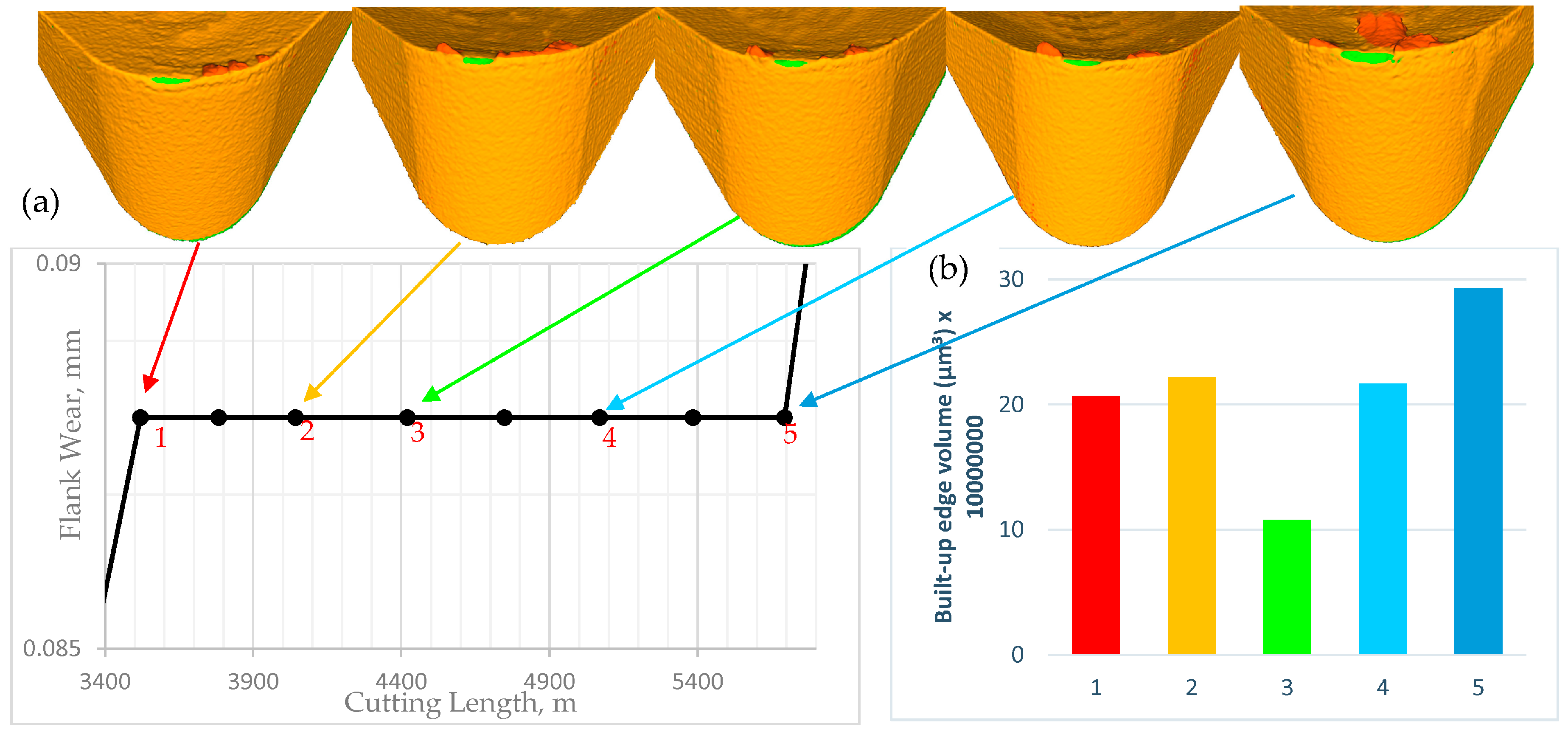
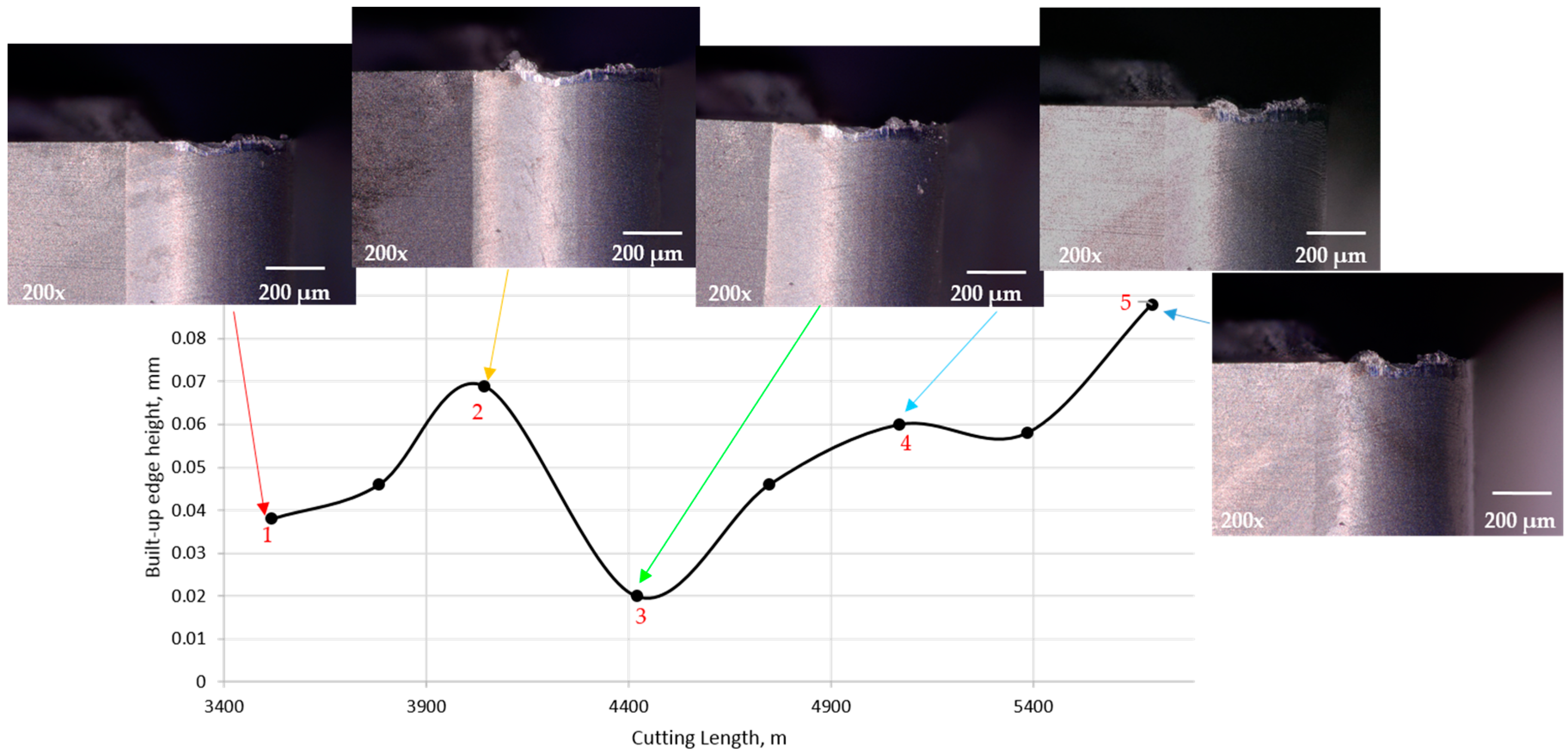
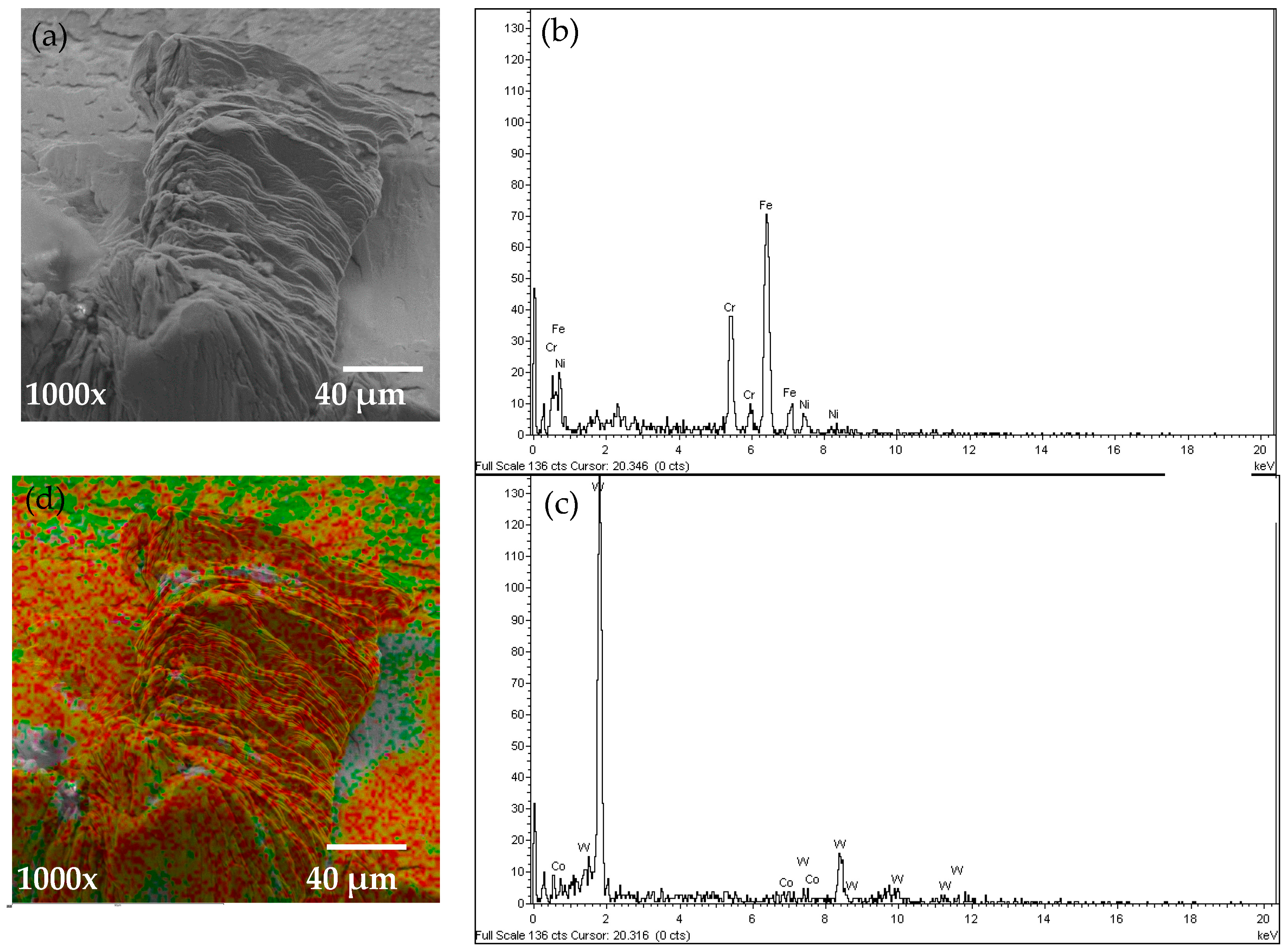
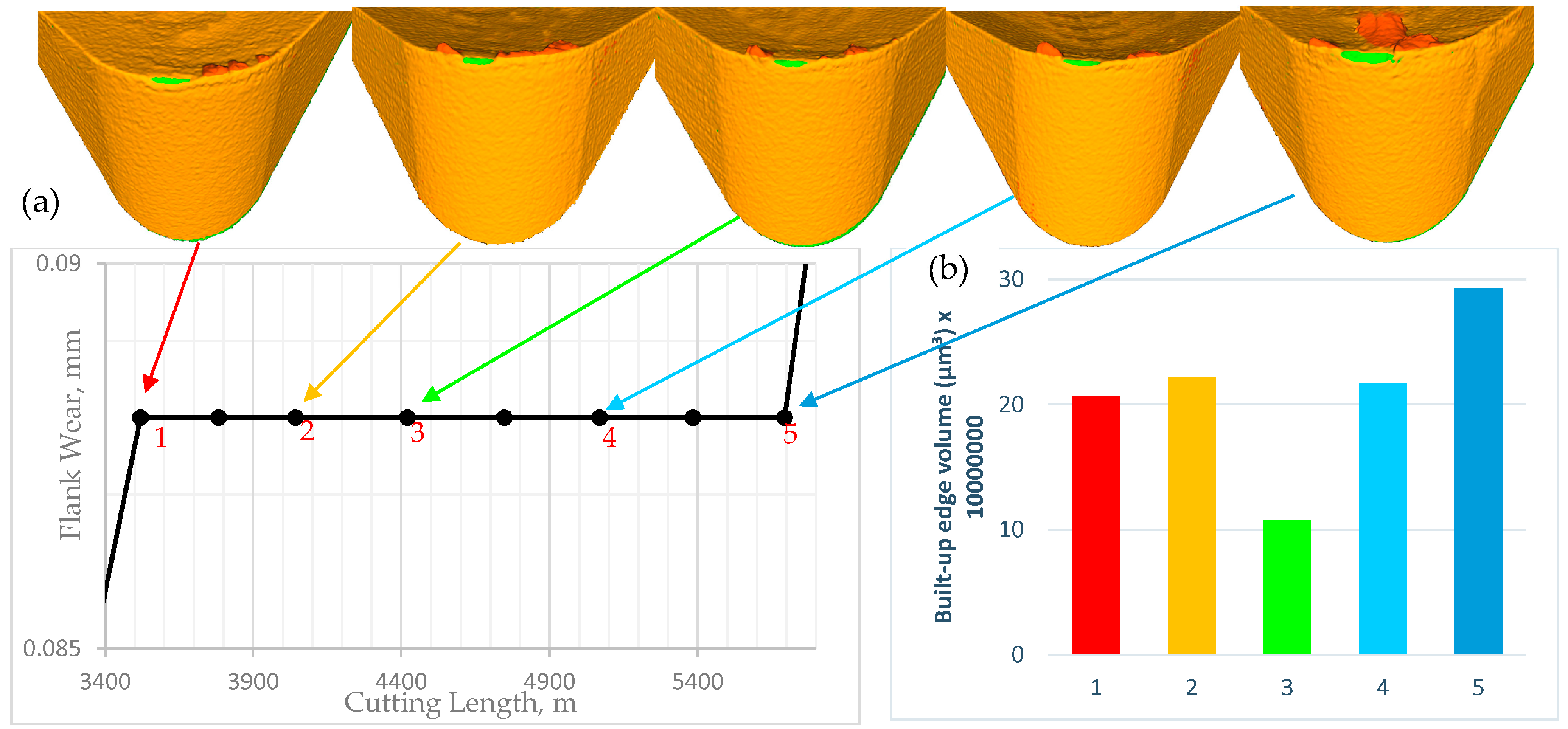
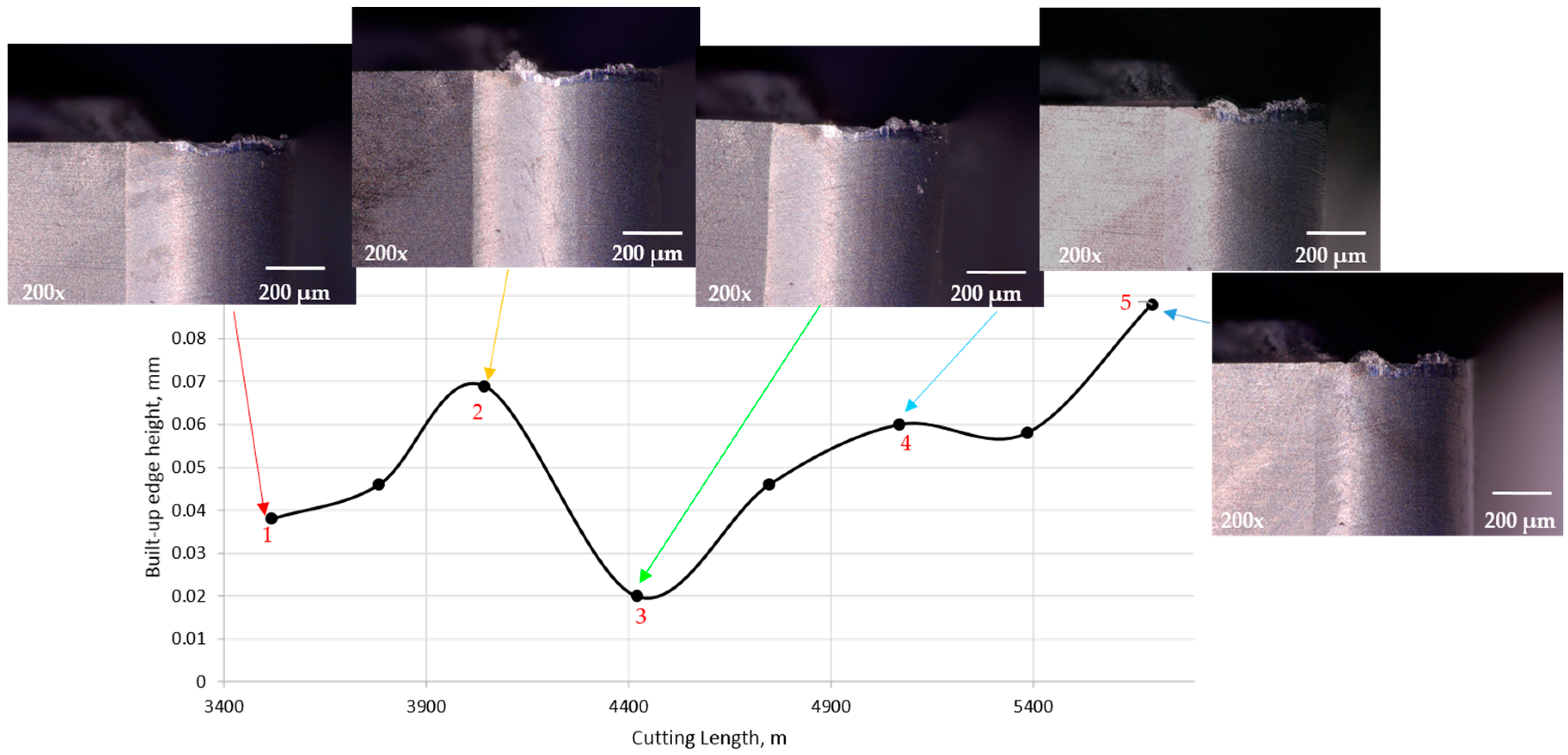
3.1. Investigation of the Built-up Edge in the Steady State Zone
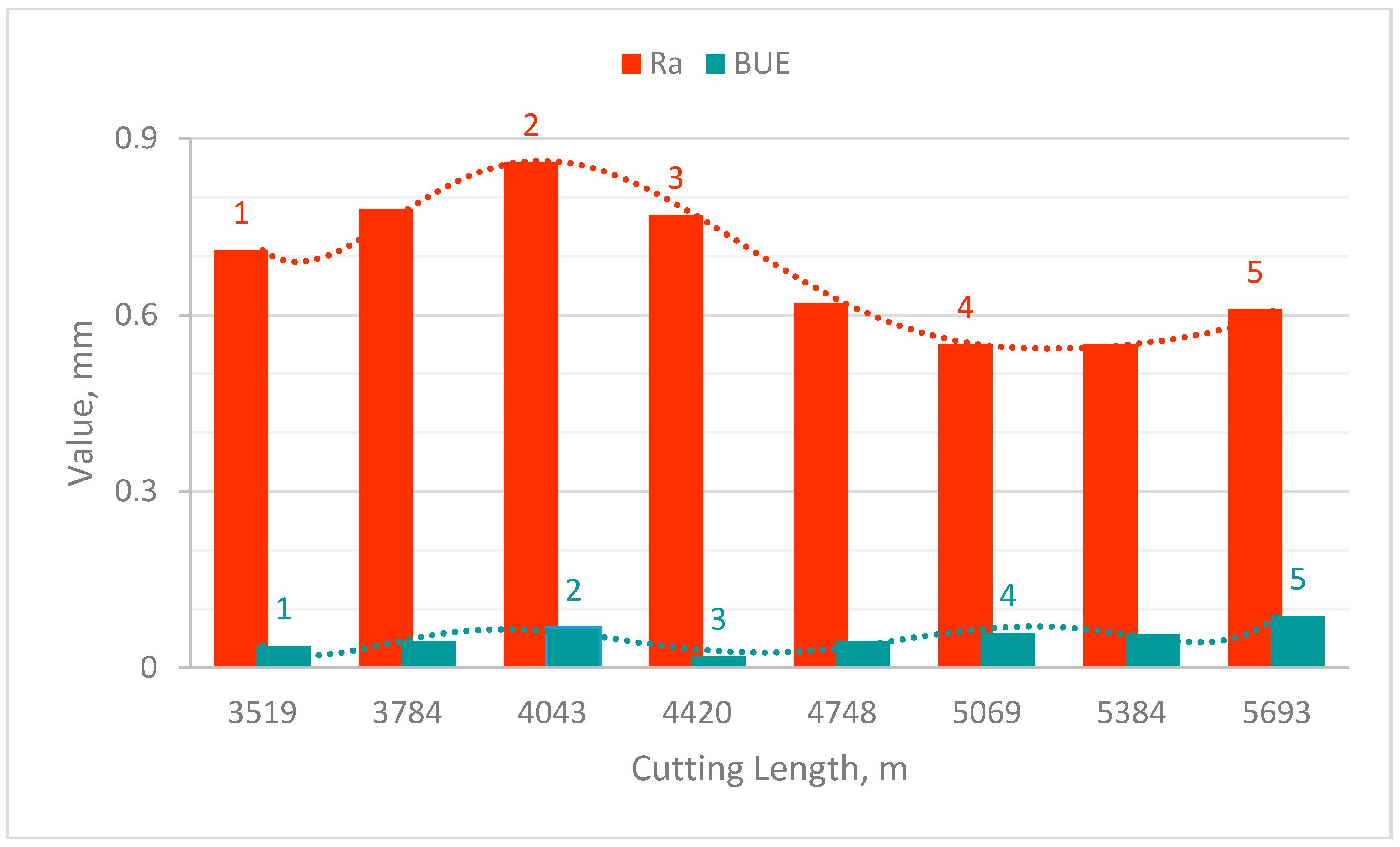
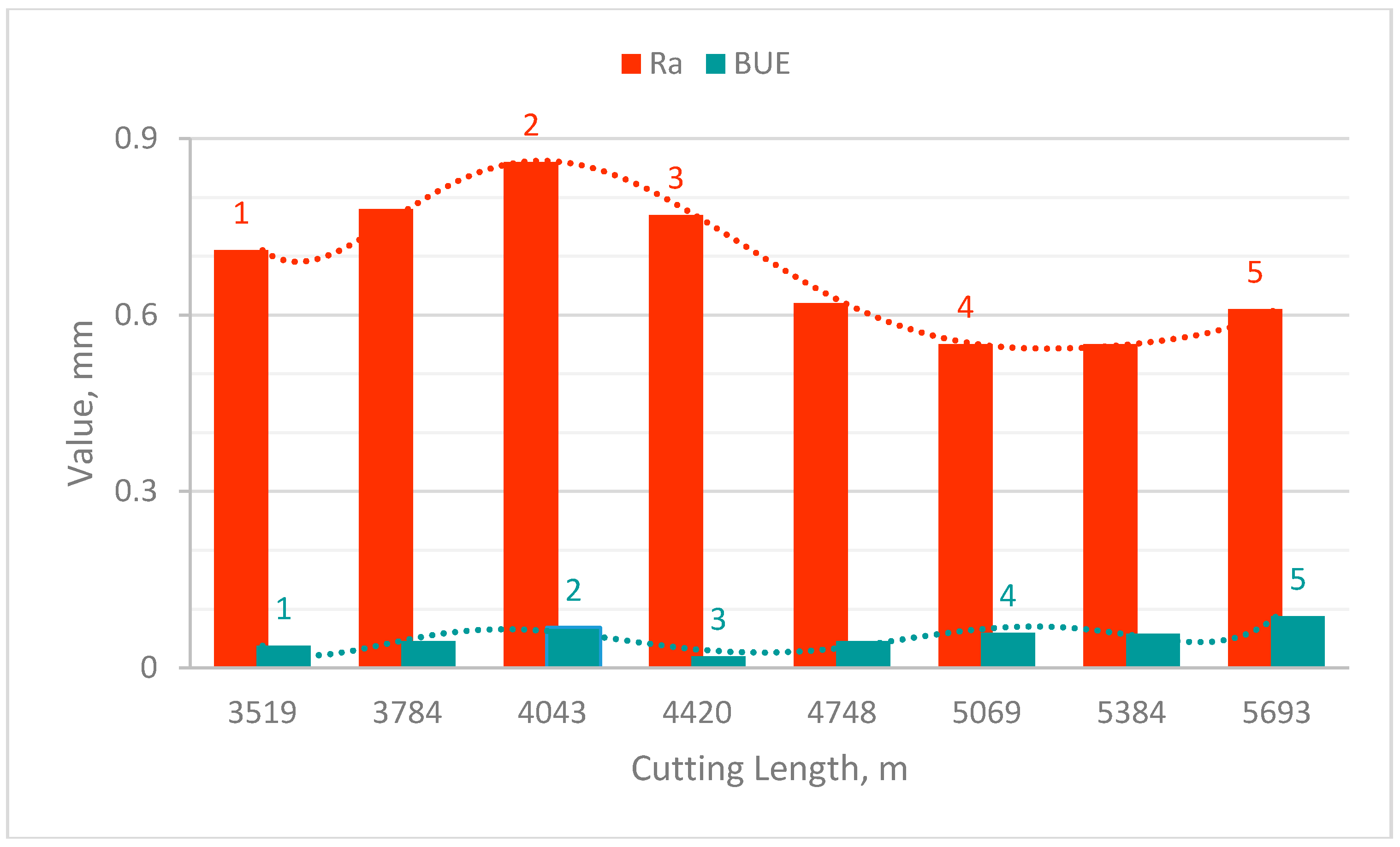
3.2. Effect of Built-up Edge Formation on Machined Surface and Chip Undersurface
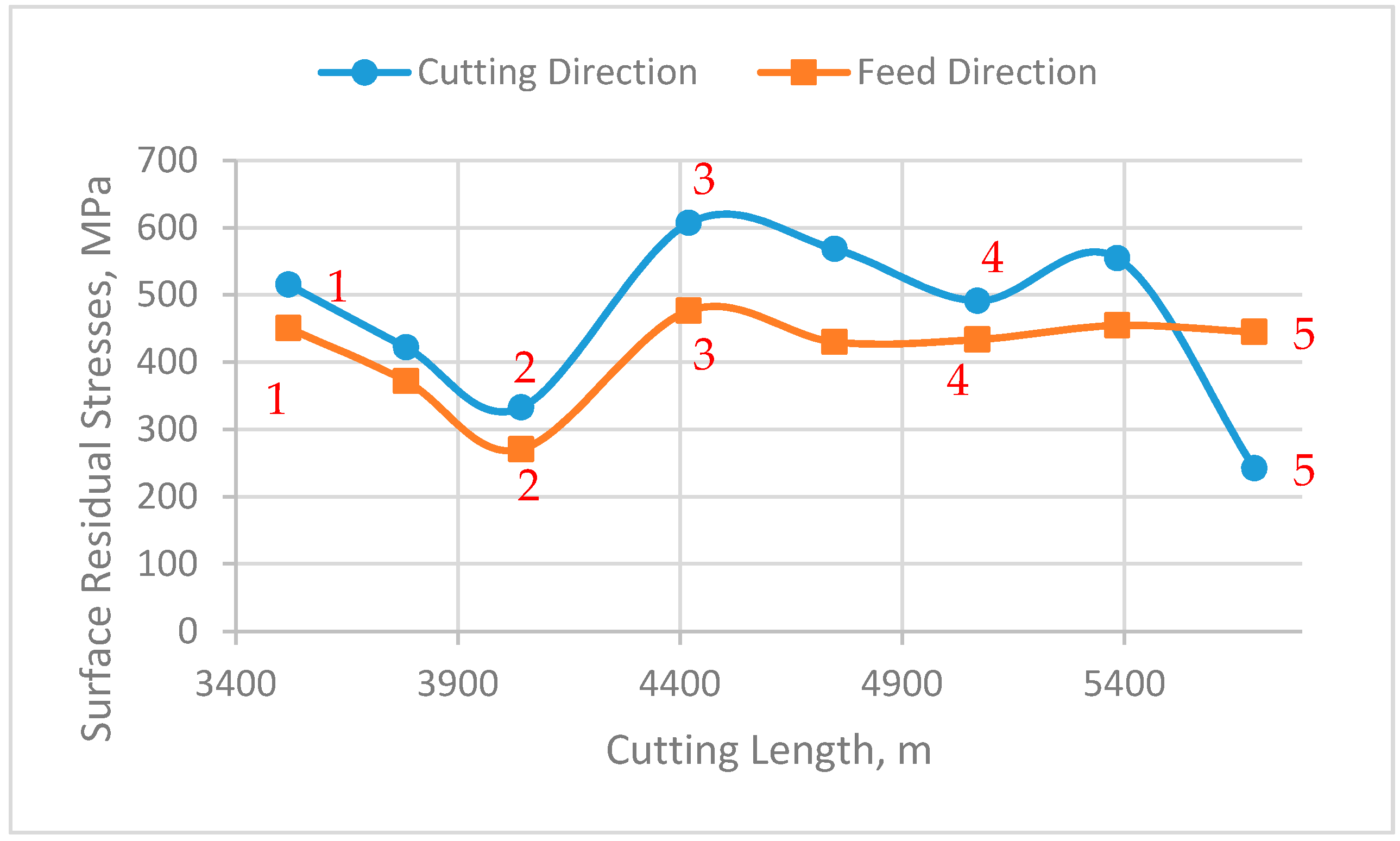
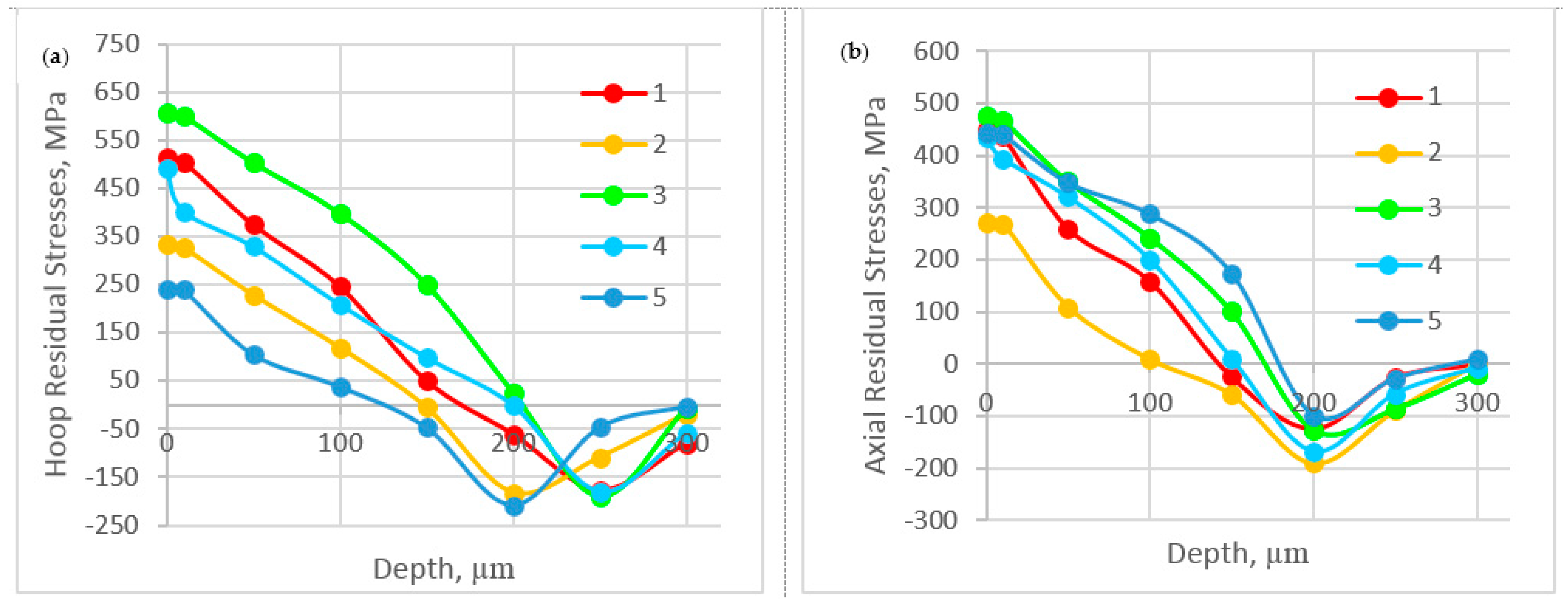
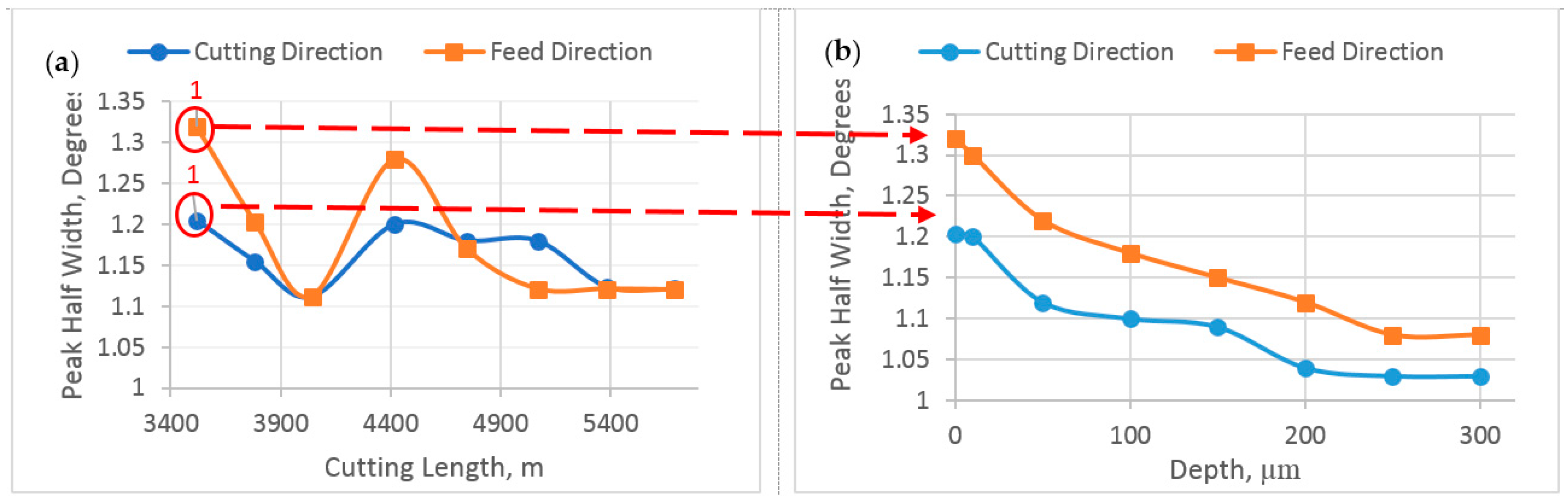
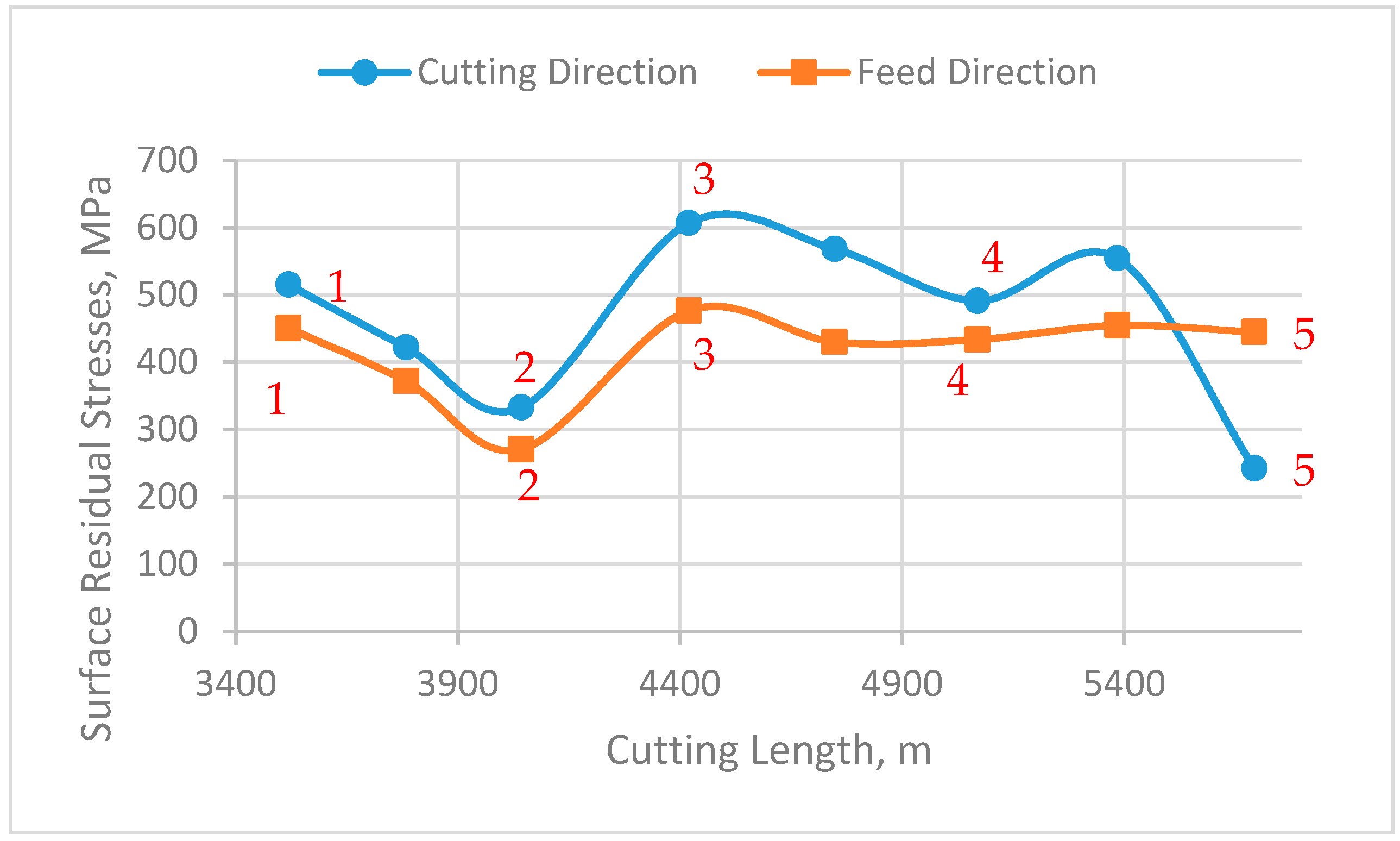
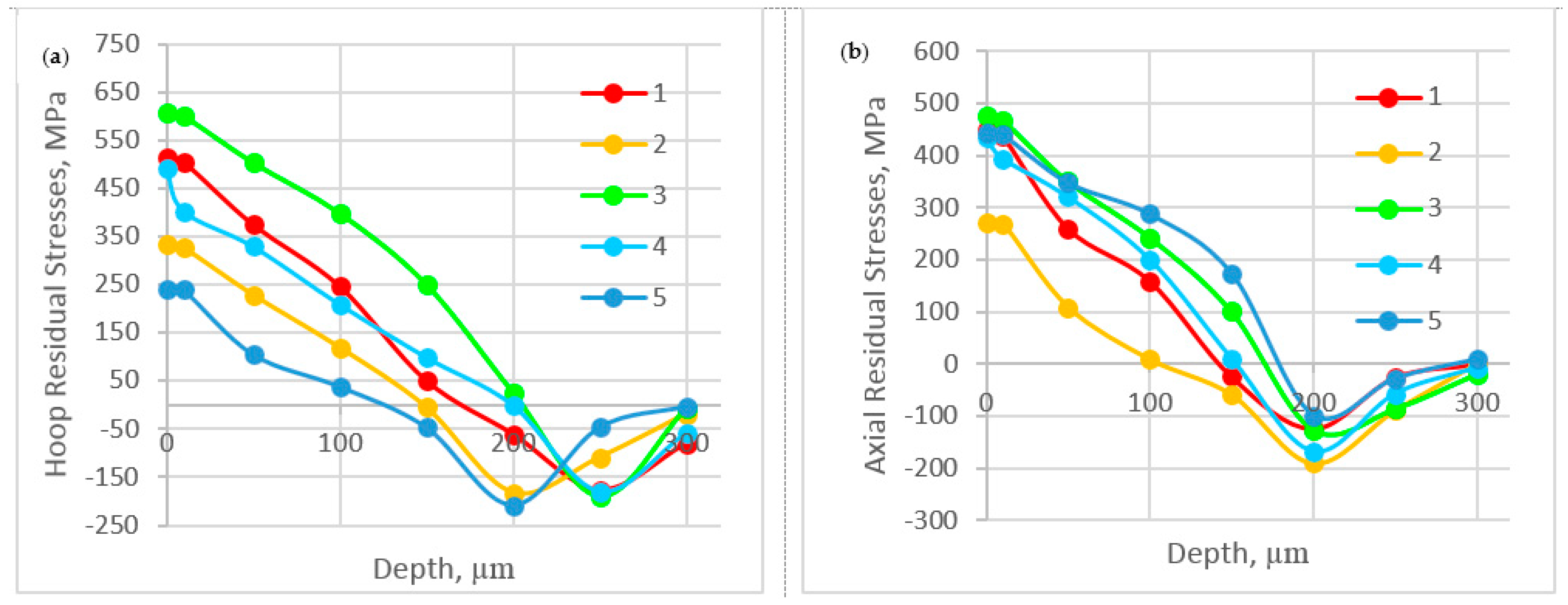
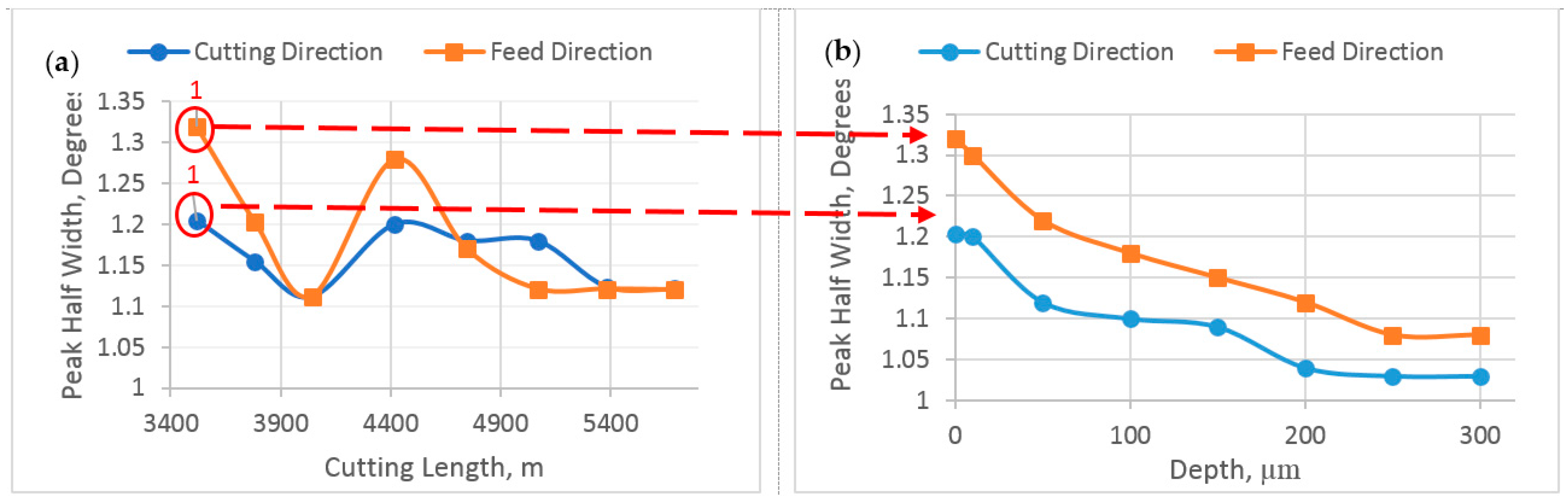
3.3. Effect of Bulti-up Edge Formation on Residual Stresses and Peak Half Width
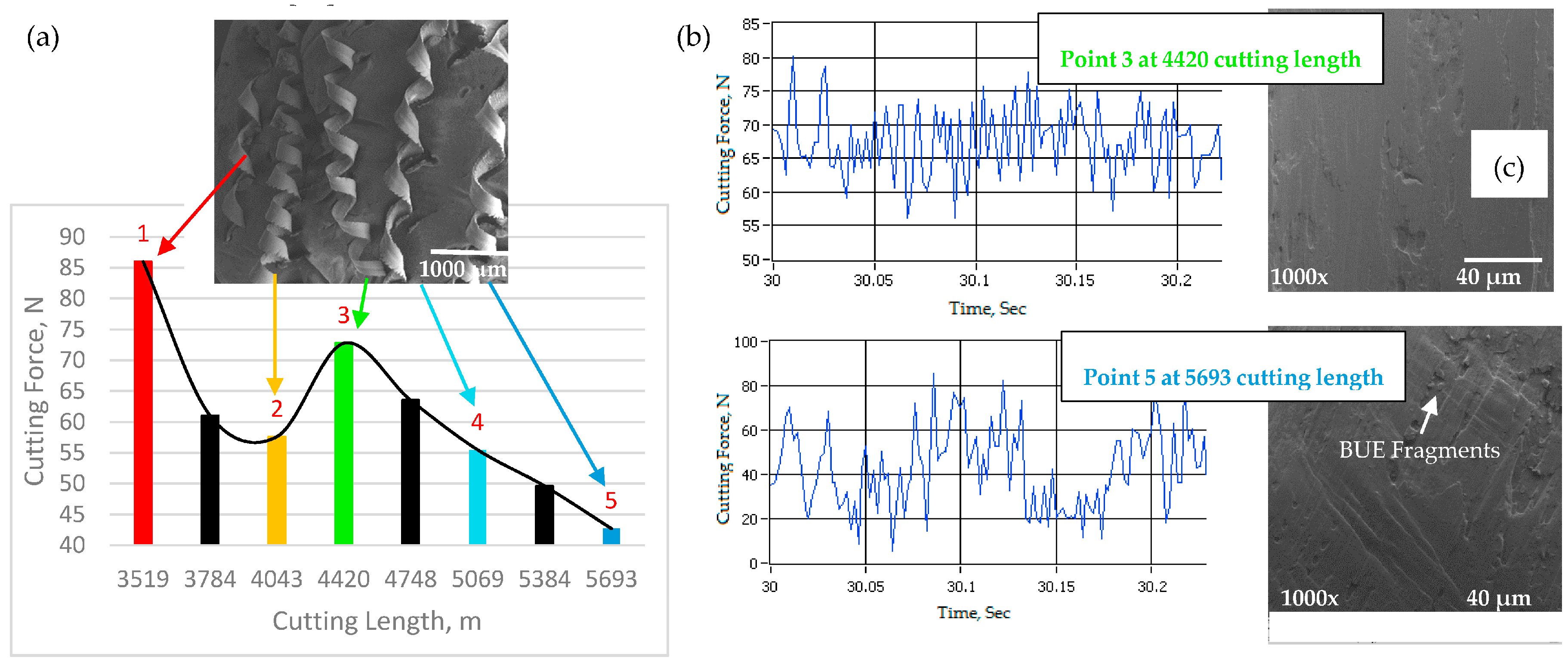
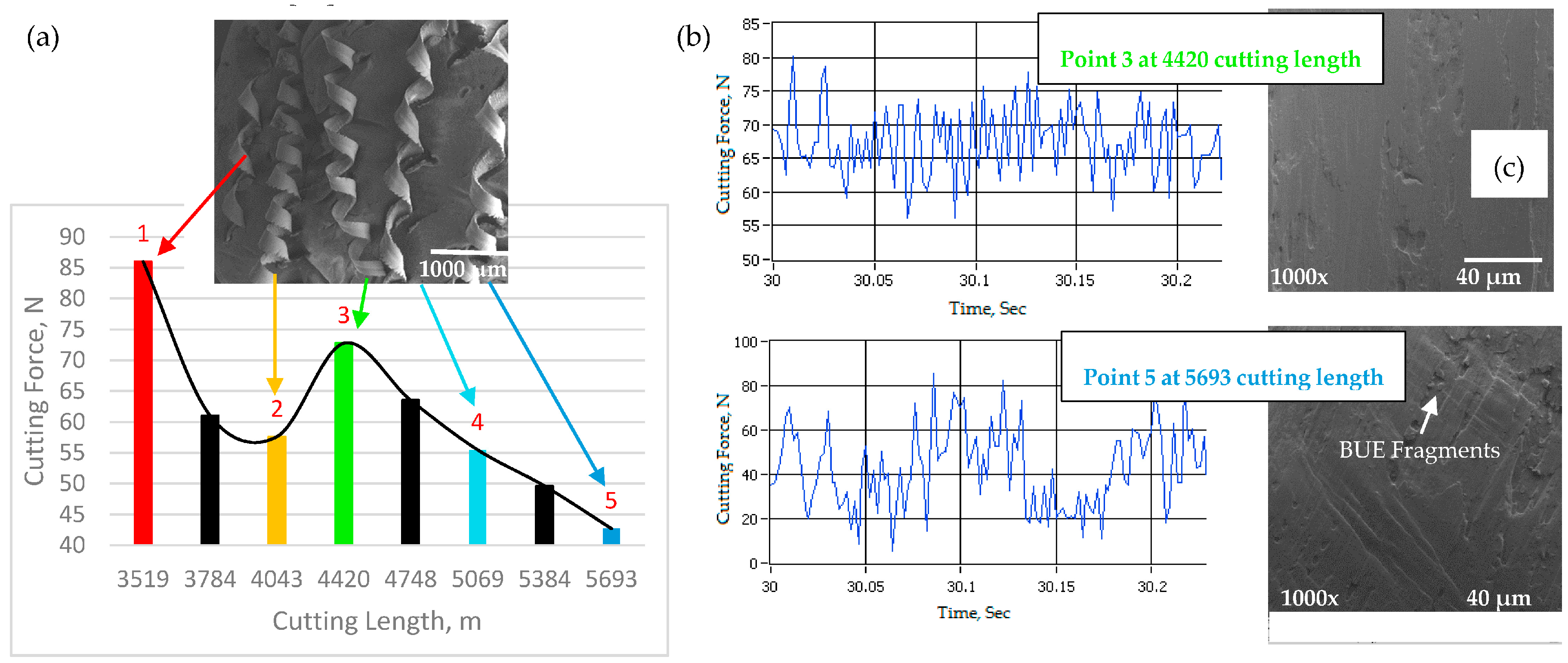
3.4. Effect of Built-up Edge Formation on Cutting Forces and Chip Formation
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Fernández-Abia, A.T.; Barreiro, J.; Fernández-Larrinoa, J.; López de Lacalle, L.N.; Fernández-Valdivielso, A.; Perreira, O.M. Behaviour of PVD coatings in the turning of austenitic stainless steels. Procedia Eng. 2013, 63, 133–141. [Google Scholar] [CrossRef]
- Outeiro, J.C.; Dias, A.M.; Lebrum, J.L.; Astakhov, V.P. Machining residual stresses in AISI 316L steel and Their correlation with the cutting parameters. Mach. Sci. Technol. Manuf. Technol. 2002, 6, 251–270. [Google Scholar] [CrossRef]
- Leppert, T.; Peng, R.L. Residual stresses in surface layer after dry and MQL turning of AISI 316L steel. Prod. Eng. Res. Dev. 2012, 6, 367–374. [Google Scholar] [CrossRef]
- Diniz, A.E.; Marcondes, F.C.; Coppini, N.L. The Performance Evaluation of Ceramic and Carbide Cutting Tools in Machining of Stainless Steels. Tecnologia da Usinagem dos Materiais, [Technology of Machining of Materials], 5th ed.; Artliber Editora: São Paulo, Brazil, 2006. [Google Scholar]
- Atlati, S.; Haddag, B.; Nouari, M.; Moufki, A. Effect of local friction and contact nature on the Built-Up Edge formation process in machining ductile metals. Tribol. Int. 2015, 90, 217–227. [Google Scholar] [CrossRef]
- Kuznetsov, V.D. Metal Transfer and Build up in Friction and Cutting; Gostekhizdat: Moscow, Russia, 1966. [Google Scholar]
- Fox-Rabinovich, G.S.; Paiva, J.M.; Gershman, I.; Aramesh, M.; Cavelli, D.; Yamamoto, K.; Dosbaeva, G.; Veldhuis, S.C. Control of self-organized criticality through adaptive behavior of nano-structured thin film coatings. Entropy 2016, 18, 290. [Google Scholar] [CrossRef]
- Jang, D.Y.; Watkins, T.R.; Kozaczek, K.J.; Hubbard, C.R.; Cavin, O.B. Surface residual stresses in machined austenitic stainless steel. Wear 1996, 194, 168–173. [Google Scholar] [CrossRef]
- Saoubi, R.M.; Outeiro, J.C.; Changeux, B.; Lebrun, J.L.; Dias, A.M. Residual stress analysis in orthogonal machining of standard and resulfurized AISI 316L steels. J. Mater. Process. Technol. 1999, 96, 225–233. [Google Scholar]
- Sauvage, X.; Le Breton, J.M.; Guillet, A.; Meyer, A.; Teillet, J. Phase transformation in surface layers of machined steels investigated by X-ray diffraction and Mössbauer spectrometry. Mater. Sci. Eng. 2003, 362, 181–186. [Google Scholar] [CrossRef]
- Kulkarni, A.P.; Joshi, G.G.; Sargade, V.G. Dry turning of AISI 304 austenitic stainless steel using AlTiCrN coated insert produced by HPPMS technique. Procedia Eng. 2013, 64, 737–746. [Google Scholar] [CrossRef]
- Takago, S.; Gotoh, M.; Sasaki, T.; Hirose, Y. The residual stress measurements of TiCN PVD films, International for Diffraction Data. Adv. X-ray Anal. 2002, 45, 365–370. [Google Scholar]
- Valiorgue, F.; Rech, J.; Hamdi, H.; Gilles, P.; Belg, J. 3D modeling of residual stresses induced in finish turning of an AISI304L stainless steel. Int. J. Mach. Tools Manuf. 2012, 53, 77–90. [Google Scholar] [CrossRef]
- Vashist, M.; Paul, S. Correlation between full width at half maximum (FWHM) of XRD peak with residual stress on ground surfaces. J. Philos. Mag. 2012, 92, 33. [Google Scholar] [CrossRef]
- Saoubi, R.M.; Outeiro, J.C.; Chandrasekaran, H.; Dillon, O.W.; Jawahir, I.S. A review of surface integrity in machining and its impact on functional performance and life of machined products. Int. J. Sustain. Manuf. 2008, 1, 203–236. [Google Scholar] [CrossRef]
- Jeelani, S.; Bailey, J.A. Residual stress distribution in machining annealed 18% nickel maraging steel. J. Eng. Mater. Technol. 1986, 108, 93–98. [Google Scholar] [CrossRef]
- Henriksen, E.K. Residual stresses in machined surfaces. Trans. ASME 1951, 73, 69–76. [Google Scholar]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: England, UK, 1987; ISBN 9780521347969. [Google Scholar]
- Fitzpatrick, M.E.; Fry, A.T.; Holdway, P.; Kandil, F.A.; Shackleton, J.; Suominen, L. Determination of Residual Stress by X-Ray Diffraction. National Physical Lab. Teddington. 2005. Available online: http://oro.oprn.ca.uk/11283/ (accessed on 24 October 2017).
- Outeiro, J.C.; Pina, J.C.; Saoubi, R.; Pusavec, F.; Jawahir, I.S. Analysis of residual stresses induced by dry turning of difficult to- machine materials. Ann. CIRP 2008, 57, 77–80. [Google Scholar] [CrossRef]
- Capello, E. Residual stresses in turning: Part I: Influence of process parameters. J. Mater. Process. Technol. 2005, 160, 221–228. [Google Scholar] [CrossRef]
- Deng, X.; Shet, C. Residual stresses and strains in orthogonal metal cutting. Int. J. Mach. Tool Technol. 2007, 43, 573–587. [Google Scholar]
- Xavior, M.A.; Adithan, M. Determining the influence of cutting fluids on tool wear and surface roughness during turning of AISI 304 austenitic stainless steel. J. Mater. Process. Technol. 2009, 209, 900–909. [Google Scholar] [CrossRef]
- Selvam, M.S.; Radhakrishnan, V. Characteristics of a surface machined with a single point tool. Tribology 1973, 6, 93–96. [Google Scholar] [CrossRef]
- Arunachalam, R.M.; Mannan, M.A.; Spowage, M.A. Surface integrity when machining age hardened Inconel 718 with coated carbide cutting tools. Int. J. Mach. Tools Manuf. 2004, 44, 1481–1491. [Google Scholar] [CrossRef]
- Nagawaka, Y.; Usami, K.; Minato, A.; Tamamura, T.; Sasaki, R.; Naruse, A. Effects of surface finish on residual stress distribution and stress corrosion cracking susceptibility of Type 304 Austenitic Stainless Steel In A Boiling 42% Mgcl/2 Solution. ICM3 1979, 2, 603–610. [Google Scholar]
- Wiesner, C. 3D modeling of residual stresses induced in finish turning of an AISI 304L stainless steel. Metall. Mater. Trans. 1992, 23, 989–996. [Google Scholar] [CrossRef]
- Liu, C.R.; Barash, M.M. Variables governing patterns of mechanical residual stress in a machined surface. J. Eng. Ind. 1982, 104, 257–264. [Google Scholar] [CrossRef]
- ISO 15510-Stainless Steels-Chemical Composition: Annex C: Classification of Grades, c.1: Stainless Steels; International Organization for Standardization: Geneva, Switzerland, 2014.
- ISO 3685–Tool Life Testing with Single-Point Turning Tools, 2nd ed.; International Organization for Standardization: Geneva, Switzerland, 1993; (Revised in 2017).
- ISO 25178-2 Geometrical Product Specifications (GPS)–Surface Texture: Areal Part 2: Terms, Definitions and Surface Texture Parameters; International Organization for Standardization: Geneva, Switzerland, 2012.
- Ulutan, D.; Ozel, T. Machining induced surface integrity in titanium and nickel alloys: A review. Int. J. Mach. Tools Manuf. 2011, 51, 250–280. [Google Scholar] [CrossRef]
- Natash, A.R.; Ghani, J.A.; Syariff, J.; Haron, C.H.C.; Hadi, M.A. Comparison of Dry and Cryogenic Machining on Chip Formation and Coefficient of Friction in Turning AISI 4340 Alloy Steel. Appl. Mech. Mater. 2014, 554, 7–11. [Google Scholar]
- Seid Ahmed, Y.; Paiva, J.M.; Covelli, D.; Veldhuis, S.C. Investigation of Coated Cutting Tool Performance during Machining of Super Duplex Stainless Steels through 3D Wear Evaluations. Coatings 2017, 7, 127. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Chemical Composition % | Proof Strength (0.2% Yield) MPa | Tensile Strength MPa | Elongation % | Rockwell Hardness HRC |
|---|---|---|---|---|---|
| C | 0.08 | 215 | 505 | 70 | 70 |
| Si | 0.75 | ||||
| Mn | 2.0 | ||||
| P | 0.045 | ||||
| S | 0.03 | ||||
| Cr | 20.0 | ||||
| Ni | 0.50 | ||||
| N | 0.10 |
| Young’s Modulus (GPa) | Poisson Ratio | Radiation | Bragg Angle (2Φ) | Filter | X ray Elastic Constant ½ S2 (MPa−1) | X ray Elastic Constant S1 (MPa−1) |
|---|---|---|---|---|---|---|
| 193 | 0.275 | kα | 118 | Cr | 7.036 × 10−6 | −1.597 × 10−6 |
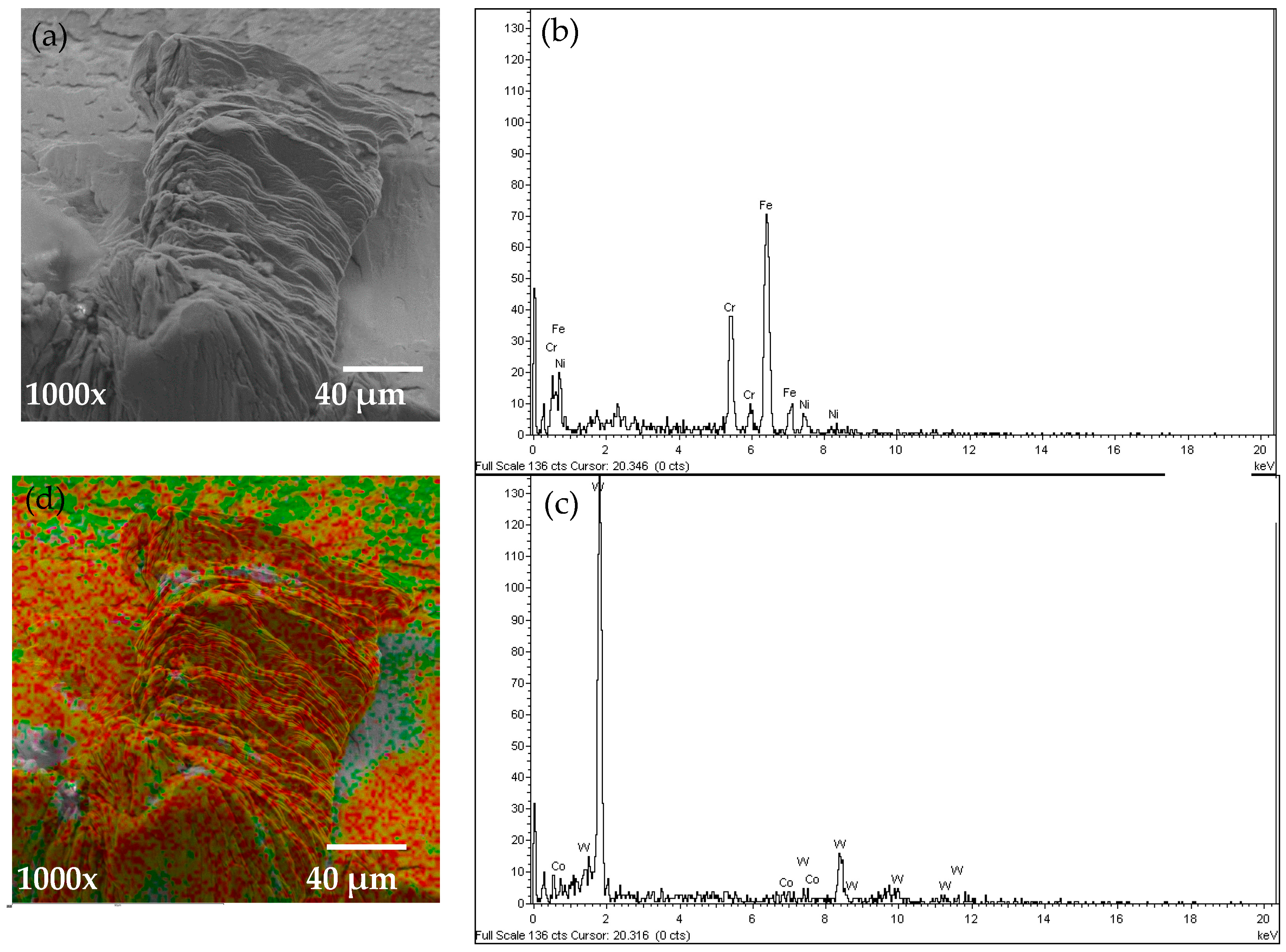
| Analysis of BUE | Analysis of Insert Surface |
|---|---|
| Fe% 70.90 | W% 94.87 |
| Cr% 29.10 | Co% 5.13 |
| Point 1 (3519 m) | Point 2 (4043 m) | Point 3 (4420 m) | Point 4 (5069 m) | Point 5 (5693 m) |
|---|---|---|---|---|
 | ||||
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmed, Y.S.; Fox-Rabinovich, G.; Paiva, J.M.; Wagg, T.; Veldhuis, S.C. Effect of Built-Up Edge Formation during Stable State of Wear in AISI 304 Stainless Steel on Machining Performance and Surface Integrity of the Machined Part. Materials 2017, 10, 1230. https://doi.org/10.3390/ma10111230
Ahmed YS, Fox-Rabinovich G, Paiva JM, Wagg T, Veldhuis SC. Effect of Built-Up Edge Formation during Stable State of Wear in AISI 304 Stainless Steel on Machining Performance and Surface Integrity of the Machined Part. Materials. 2017; 10(11):1230. https://doi.org/10.3390/ma10111230
Chicago/Turabian StyleAhmed, Yassmin Seid, German Fox-Rabinovich, Jose Mario Paiva, Terry Wagg, and Stephen Clarence Veldhuis. 2017. "Effect of Built-Up Edge Formation during Stable State of Wear in AISI 304 Stainless Steel on Machining Performance and Surface Integrity of the Machined Part" Materials 10, no. 11: 1230. https://doi.org/10.3390/ma10111230