Analysis of the Microstructure and Mechanical Properties of Titanium-Based Composites Reinforced by Secondary Phases and B4C Particles Produced via Direct Hot Pressing

 ,
, 
Abstract
:1. Introduction
2. Experimental
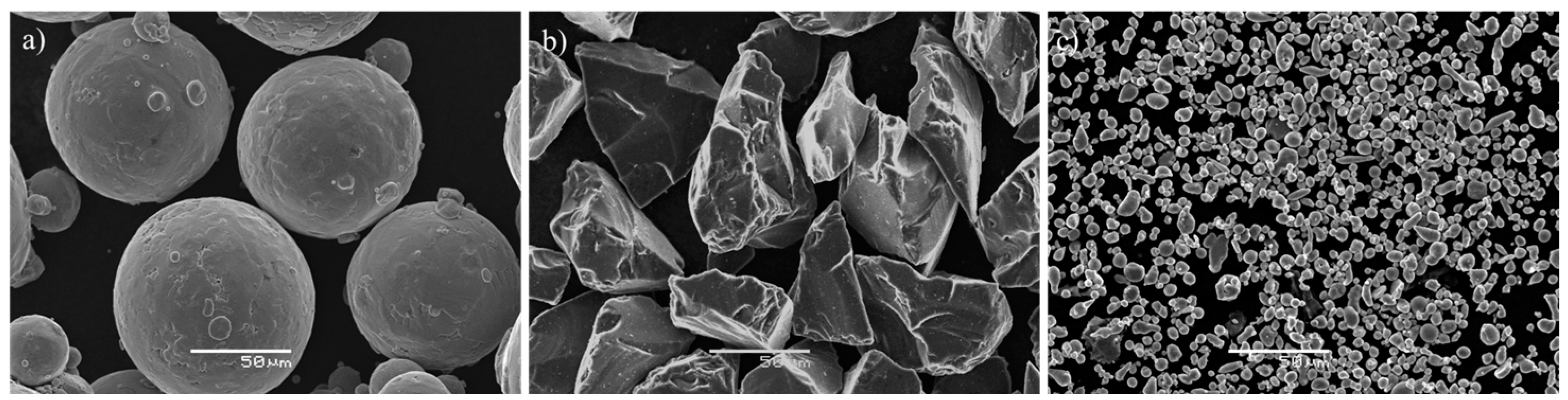
2.1. Starting Materials
2.2. Direct Hot Pressing
2.3. Specimen Characterization
3. Results and Discussion
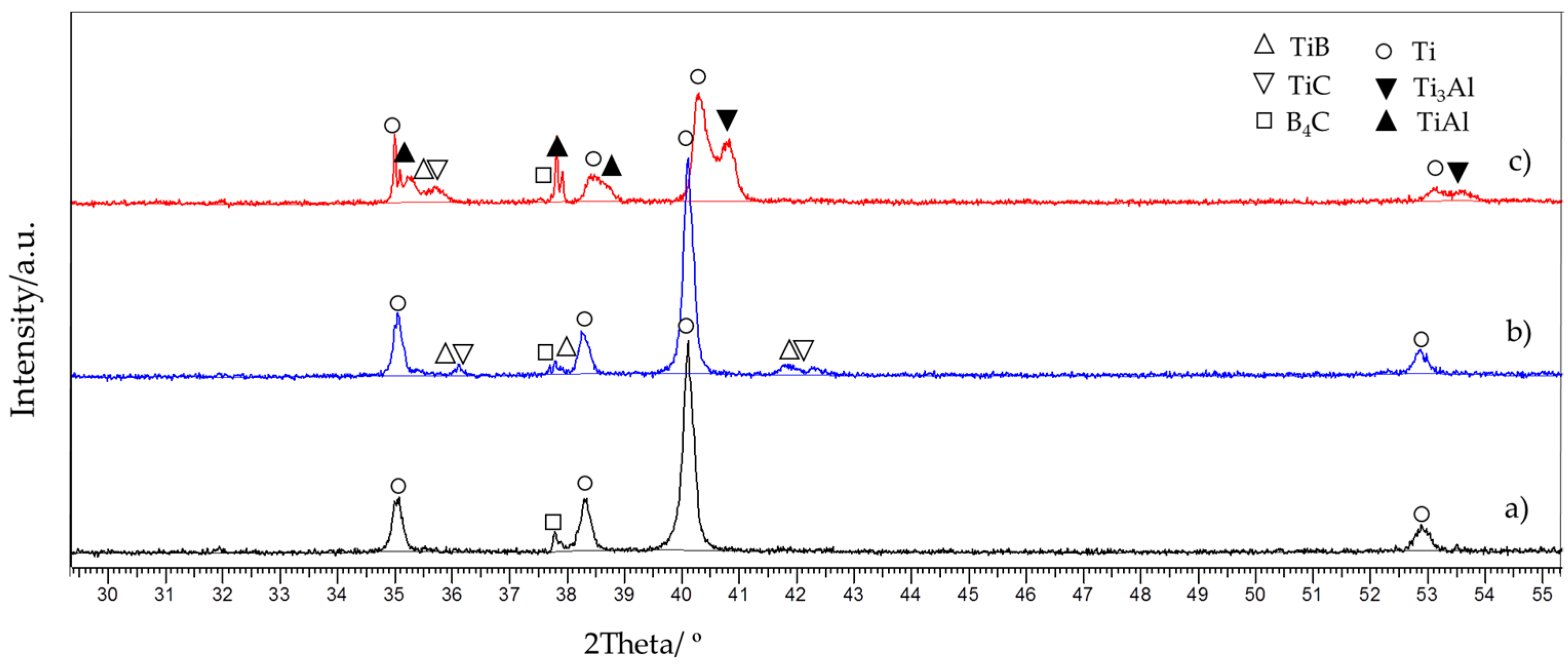
3.1. X-Ray Diffraction
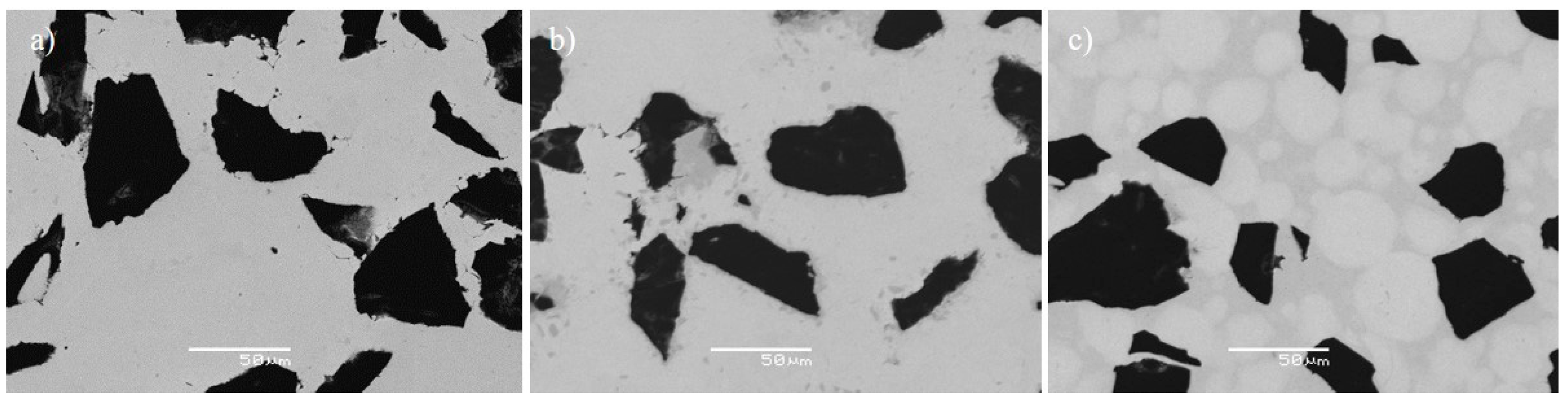
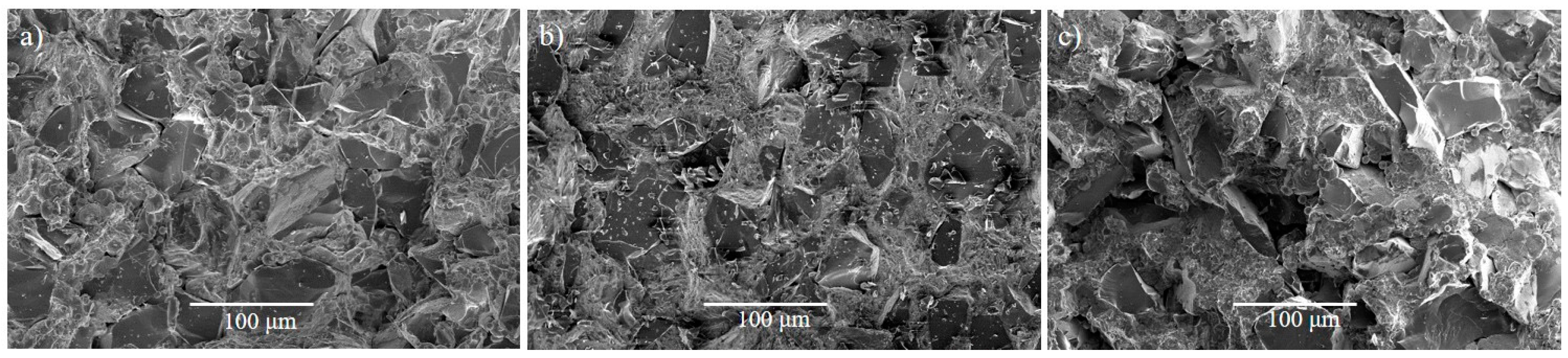
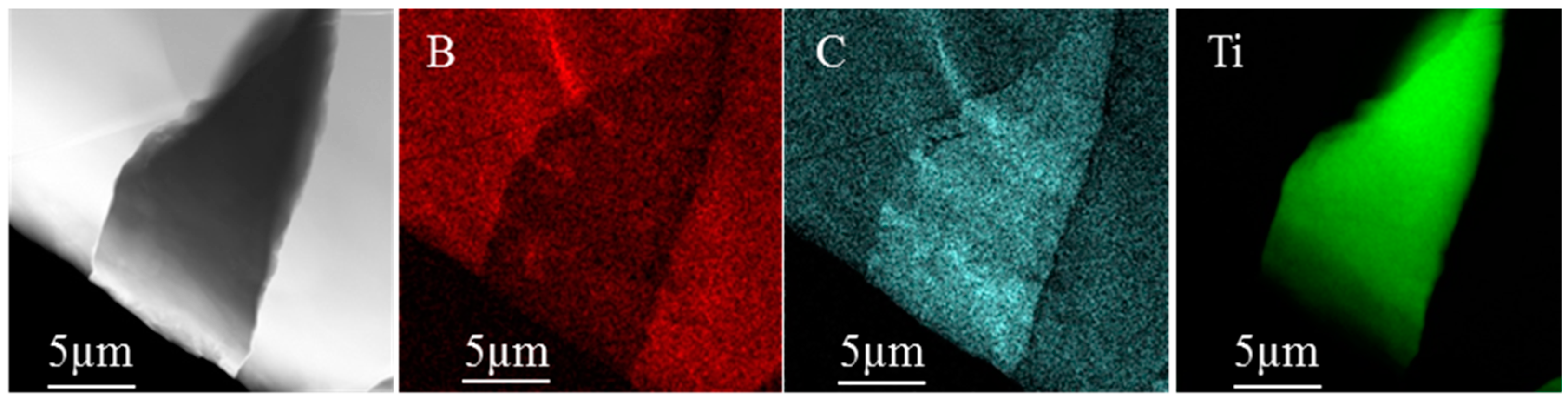
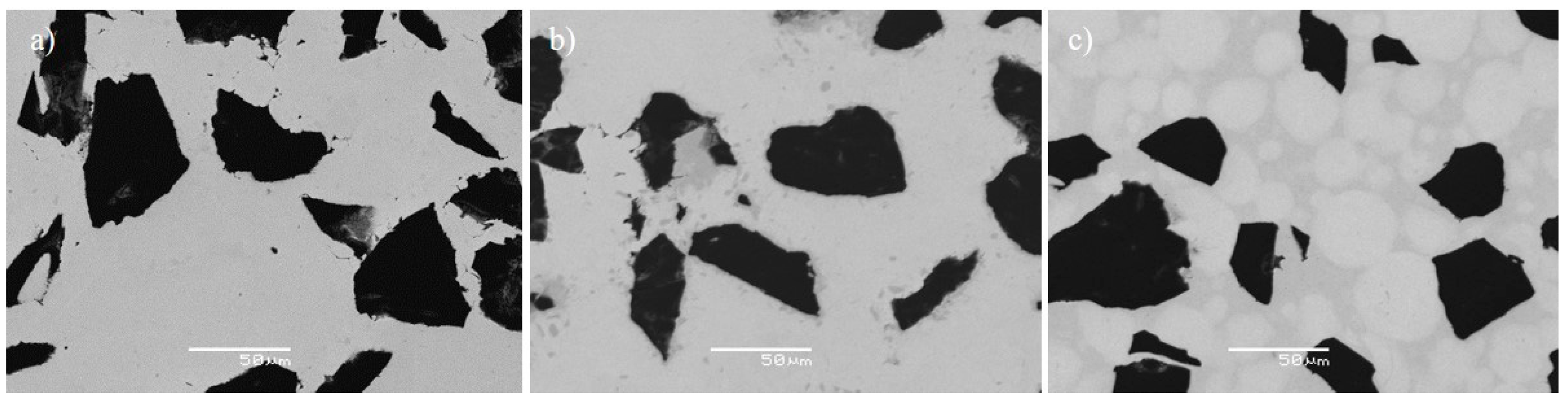
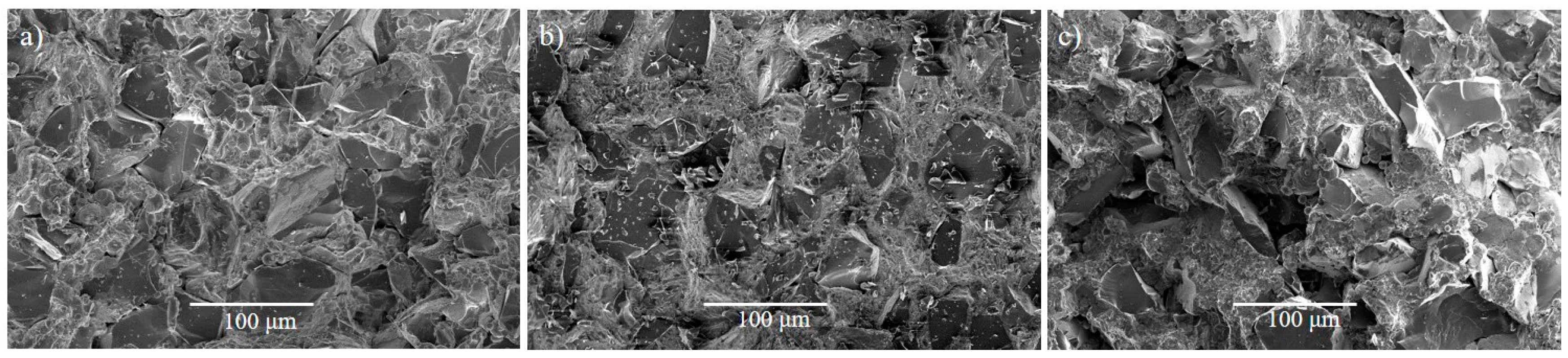
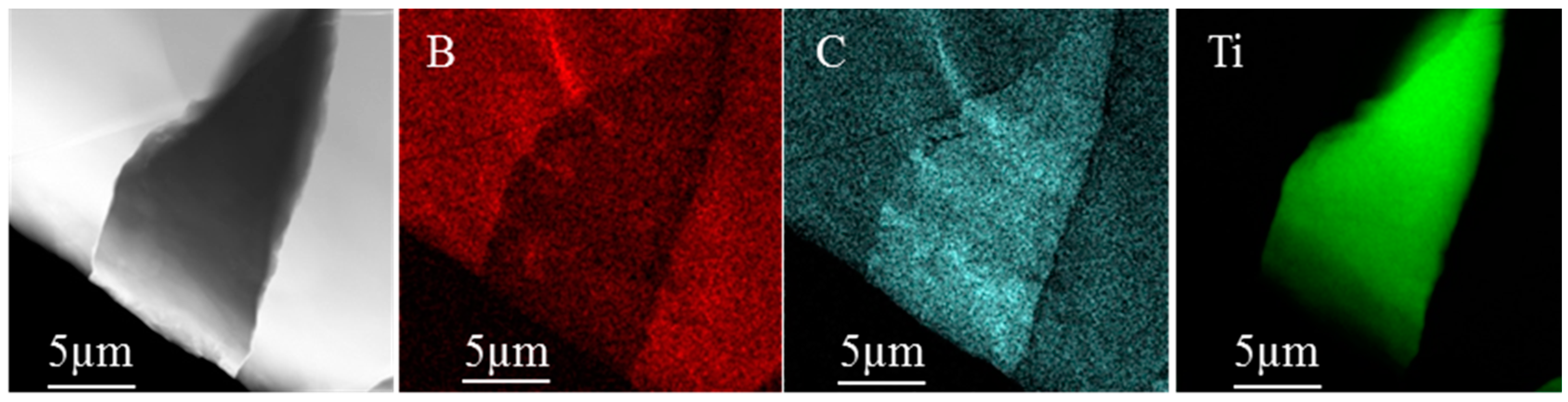
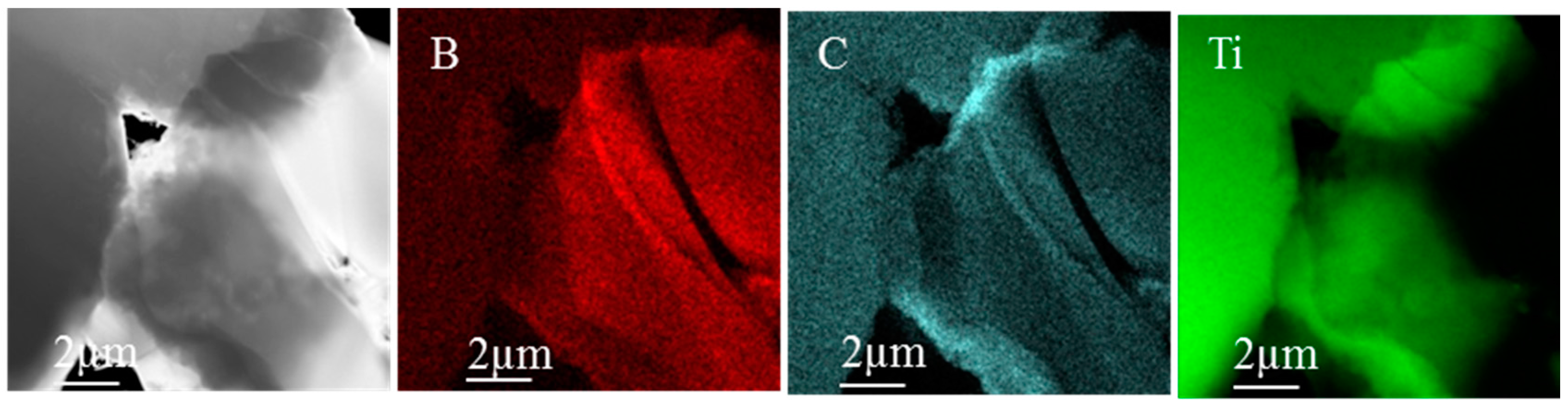
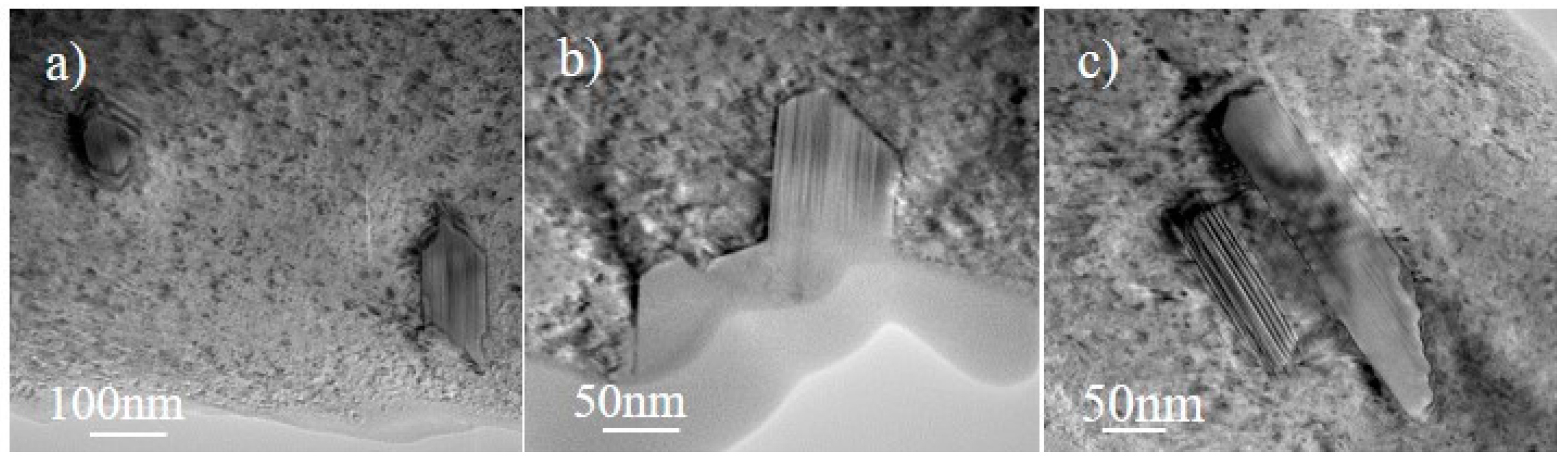
3.2. Microstructural Analysis
3.3. Densification, Hardness and Young’s Modulus
3.4. Tensile and Bending Properties
4. Conclusions
- -
- Composites manufactured at 900 °C did not present secondary phases; therefore, the strengthening effect of the in-situ-formed TiC-TiB remained undetected. Meanwhile the TMCs manufactured at 1000 °C showed improvement of the tensile strength at the expense of a reduction in ductile properties.
- -
- Considering the starting powder as an influencing factor, the origination of intermetallics slowed the in-situ TiC and TiB formed under the same processing conditions (1000 °C). This was confirmed by semi-quantitative analysis (RIR). Thus, TMCs from starting powder with Ti-Al presented better hardness and Young’s modulus; however, they possessed lower mechanical behaviour than composites without intermetallics.
- -
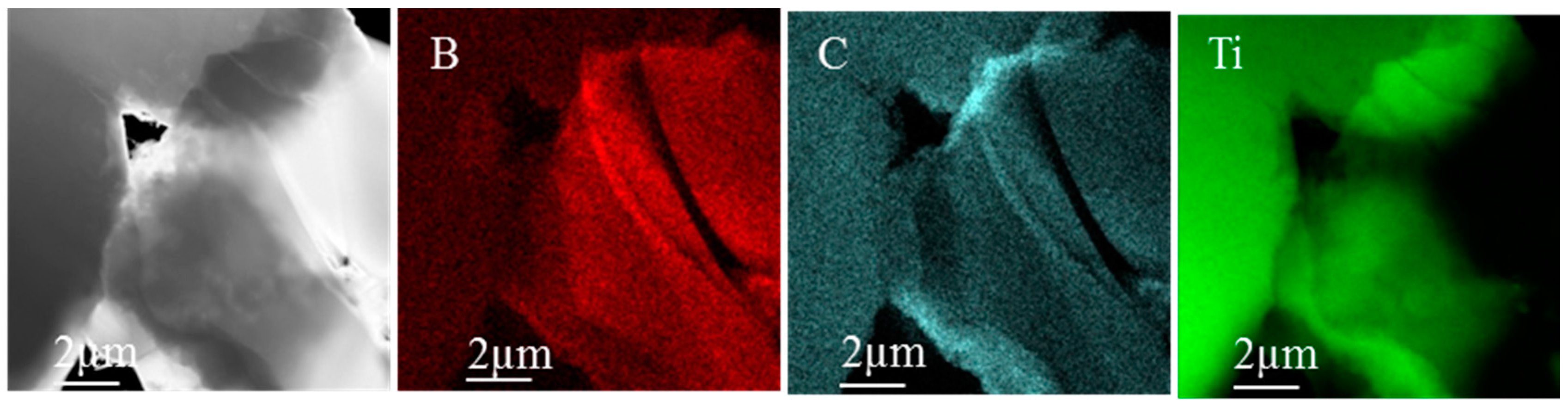
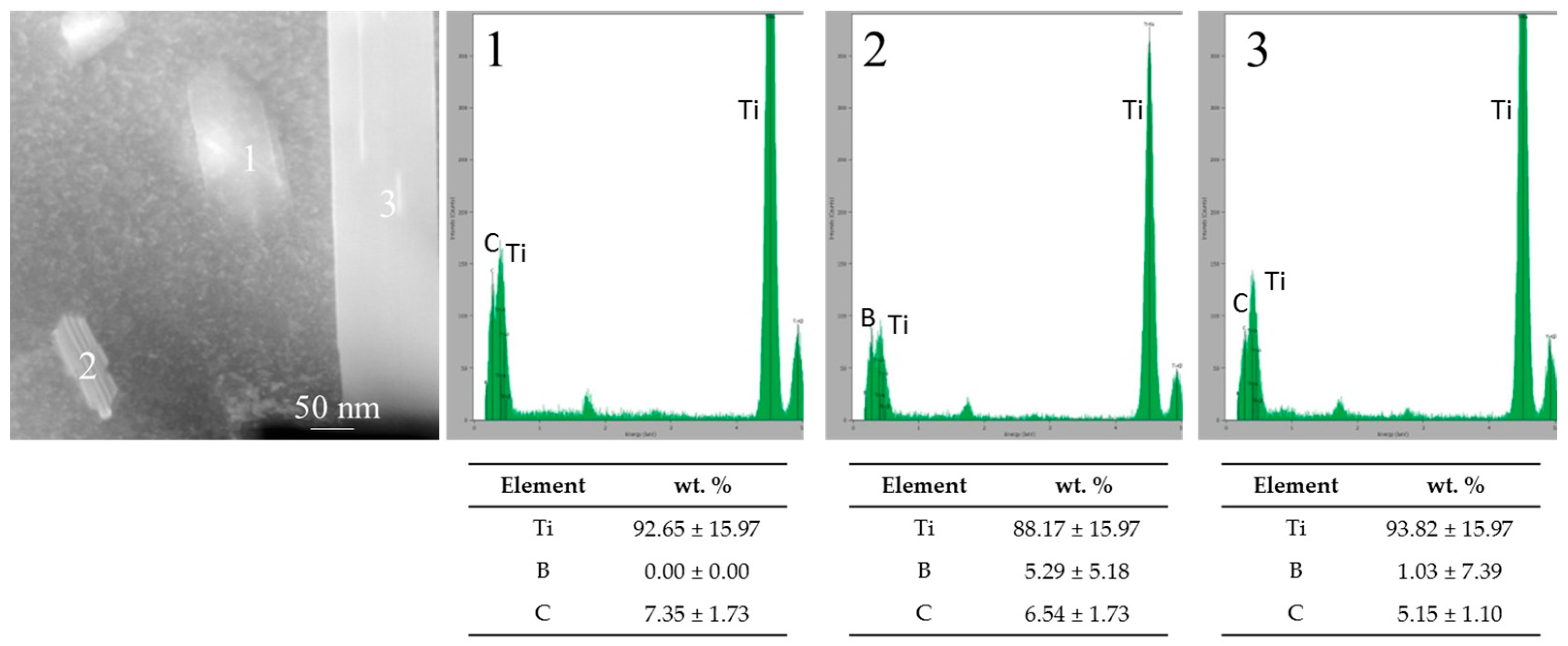
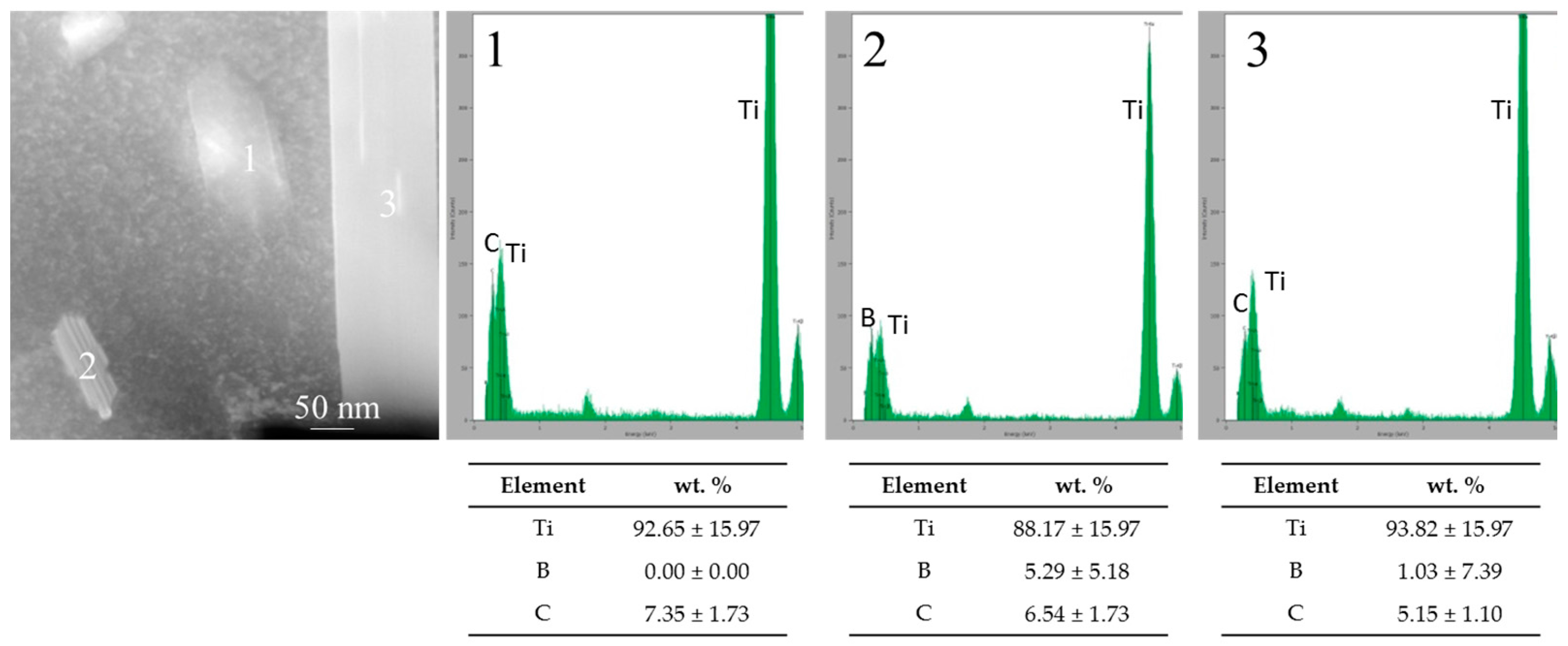
- Investigation of the in-situ-formed TiC and TiB revealed different shapes, morphologies and sizes in addition to the distribution of these reinforcements. Dispersion and distribution of such precipitates may affect the final properties of the specimens.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zadra, M.; Girardini, L. High-performance, low-cost titanium metal matrix composites. Mater. Sci. Eng. A 2014, 608, 155–163. [Google Scholar] [CrossRef]
- Campbell, F.C. Chapter 9—Metal Matrix Composites. In Manufacturing Technology for Aerospace Structural Materials; Elsevier Science: Oxford, UK, 2006; pp. 419–457. ISBN 978-1-85-617495-4. [Google Scholar]
- Arévalo, C.; Montealegre-Meléndez, I.; Ariza, E.; Kitzmantel, M.; Rubio-Escudero, C.; Neubauer, E. Influence of Sintering Temperature on the Microstructure and Mechanical Properties of In Situ Reinforced Titanium Composites by Inductive Hot Pressing. Materials 2016, 9, 919. [Google Scholar] [CrossRef]
- Li, S.; Kondoh, K.; Imai, H.; Chen, B.; Jia, L.; Umeda, J.; Fu, Y. Strengthening behavior of in situ-synthesized (TiC–TiB)/Ti composites by powder metallurgy and hot extrusion. Mater. Des. 2016, 95, 127–132. [Google Scholar] [CrossRef]
- Jimoh, A.; Sigalas, I.; Hermann, M. In Situ Synthesis of Titanium Matrix Composite (Ti-TiB-TiC) through Sintering of TiH2-BC. Mater. Sci. Appl. 2012, 3, 30–35. [Google Scholar] [CrossRef]
- Geng, L.; Ni, D.R.; Zhang, J.; Zheng, Z.Z. Hybrid effect of TiBw and TiCp on tensile properties of in situ titanium matrix composites. J. Alloys Compd. 2008, 463, 488–492. [Google Scholar] [CrossRef]
- Vadayar, K.S.; Rani, S.D.; Prasad, V.V.B. Effect of Boron Carbide Particle Size and Volume Fraction of TiB-TiC Reinforcement on Fractography of PM Processed Titanium Matrix Composites. Procedia Mater. Sci. 2014, 6, 1329–1335. [Google Scholar] [CrossRef]
- Monticelli, C.; Frignani, A.; Bellosi, A.; Brunoro, G.; Trabanelli, G. The corrosion behaviour of titanium diboride in neutral chloride solution. Corros. Sci. 2001, 43, 979–992. [Google Scholar] [CrossRef]
- Wang, M.; Lu, W.; Qin, J.; Ma, F.; Lu, J.; Zhang, D. Effect of volume fraction of reinforcement on room temperature tensile property of in situ (TiB + TiC)/Ti matrix composites. Mater. Des. 2006, 27, 494–498. [Google Scholar] [CrossRef]
- Jimoh, A. In-Situ Particulate-Reinforcement of Titanium Matrix Composites with Borides. Available online: http://hdl.handle.net/10539/9323 (accessed on 03 October 2017).
- Ozerov, M.; Stepanov, N.; Kolesnikov, A.; Sokolovsky, V.; Zherebtsov, S. Brittle-to-ductile transition in a Ti–TiB metal-matrix composite. Mater. Lett. 2017, 187, 28–31. [Google Scholar] [CrossRef]
- Balaji, V.S.; Kumaran, S. Densification and microstructural studies of titanium–boron carbide (B4C) powder mixture during spark plasma sintering. Powder Technol. 2014, 264, 536–540. [Google Scholar] [CrossRef]
- Li, S.; Kondoh, K.; Imai, H.; Chen, B.; Jia, L.; Umeda, J. Microstructure and mechanical properties of P/M titanium matrix composites reinforced by in-situ synthesized TiC–TiB. Mater. Sci. Eng. A 2015, 628, 75–83. [Google Scholar] [CrossRef]
- Jia, L.; Li, S.; Imai, H.; Chen, B.; Kondoh, K. Size effect of B4C powders on metallurgical reaction and resulting tensile properties of Ti matrix composites by in-situ reaction from Ti–B4C system under a relatively low temperature. Mater. Sci. Eng. A 2014, 614, 129–135. [Google Scholar] [CrossRef]
- Zhao, Q.; Liang, Y.; Zhang, Z.; Li, X.; Ren, L. Effect of Al content on impact resistance behavior of Al-Ti-B4C composite fabricated under air atmosphere. Micron 2016, 91, 11–21. [Google Scholar] [CrossRef] [PubMed]
- Lyu, S.; Sun, Y.; Ren, L.; Xiao, W.; Ma, C. Simultaneously achieving high tensile strength and fracture toughness of Ti/Ti-Al multilayered composites. Intermetallics 2017, 90, 16–22. [Google Scholar] [CrossRef]
- Wang, L.; Cheng, J.; Qiao, Z.; Yang, J.; Liu, W. Tribological behaviors of in situ TiB2 ceramic reinforced TiAl-based composites under sea water environment. Ceram. Int. 2017, 43, 4314–4323. [Google Scholar] [CrossRef]
- Yang, C.; Wang, F.; Ai, T.; Zhu, J. Microstructure and mechanical properties of in situ TiAl/Ti2AlC composites prepared by reactive hot pressing. Ceram. Int. 2014, 40, 8165–8171. [Google Scholar] [CrossRef]
- Al-dabbagh, J.B.; Tahar, R.M.; Harun, S.A. Structural and phase formation of TiAl alloys synthesized by mechanical alloying and heat treatment. Int. J. Nanoelectron. Mater. 2015, 8, 23–32. [Google Scholar]
- Dilip, J.J.S.; Miyanaji, H.; Lassell, A.; Starr, T.L.; Stucker, B. A novel method to fabricate TiAl intermetallic alloy 3D parts using additive manufacturing. Defin. Technol. 2017, 13, 72–76. [Google Scholar] [CrossRef]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Okulov, I.V.; Wendrock, H.; Bӧnisch, M.; Volegov, A.S.; Calin, M.; Eckert, J.; Dargusch, M.S. Nanoindentation and wear properties of Ti and Ti-TiB composite materials produced by selective laser melting. Mater. Sci. Eng. A 2017, 688, 20–26. [Google Scholar] [CrossRef]
- Zhang, J.; Ke, W.; Ji, W.; Fan, Z.; Wang, W.; Fu, Z. Microstructure and properties of insitu titanium boride (TiB)/titanium (Ti) composites. Mater. Sci. Eng. A 2015, 648, 158–163. [Google Scholar] [CrossRef]
- Yu, H.L.; Zhang, W.; Wang, H.M.; Ji, X.C.; Song, Z.Y.; Li, X.Y.; Xu, B.S. In-situ synthesis of TiC/Ti composite coating by high frequency induction cladding. J. Alloys Compd. 2017, 701, 244–255. [Google Scholar] [CrossRef]
- Miklaszewski, A. Ultrafast densification and microstructure evolution of in situ Ti/TiB metal matrix composite obtained by PPS approach. Int. J. Refract. Met. Hard Mater. 2017, 65, 34–38. [Google Scholar] [CrossRef]
- Tjong, S.C.; Mai, Y.-W. Processing-structure-property aspects of particulate- and whisker-reinforced titanium matrix composites. Compos. Sci. Technol. 2008, 68, 583–601. [Google Scholar] [CrossRef]
- Li, S.F.; Sun, B.; Kondoh, K.; Mimoto, T.; Imai, H. Influence of Carbon Reinforcements on the Mechanical Properties of Ti Composites via Powder Metallurgy and Hot Extrusion. Mater. Sci. Forum 2013, 750, 40–43. [Google Scholar] [CrossRef]
- Ni, D.R.; Geng, L.; Zhang, J.; Zheng, Z.Z. Fabrication and tensile properties of in situ TiBw and TiCp hybrid-reinforced titanium matrix composites based on Ti–B4C–C. Mater. Sci. Eng. A 2008, 478, 291–296. [Google Scholar] [CrossRef]
- Radhakrishna Bhat, B.V.; Subramanyam, J.; Bhanu Prasad, V.V. Preparation of Ti-TiB-TiC & Ti-TiB composites by in-situ reaction hot pressing. Mater. Sci. Eng. A 2002, 325, 126–130. [Google Scholar] [CrossRef]
- Wang, B.; Huang, L.J.; Geng, L.; Yu, Z.S. Modification of microstructure and tensile property of TiBw/near-α Ti composites by tailoring TiBw distribution and heat treatment. J. Alloys Compd. 2017, 690, 424–430. [Google Scholar] [CrossRef]
- ASM-International. Nondestructive Evaluation and Quality Control, 9th ed.; ASM: Novelty, OH, USA, 1989. [Google Scholar]
- Shamekh, M.; Pugh, M.; Medraj, M. Understanding the reaction mechanism of in-situ synthesized (TiC–TiB2)/AZ91 magnesium matrix composites. Mater. Chem. Phys. 2012, 135, 193–205. [Google Scholar] [CrossRef]
- Cui, X.; Fan, G.; Huang, L.; Gong, J.; Wu, H.; Zhang, T.; Geng, L.; Meng, S. Preparation of a novel layer-structured Ti3Al matrix composite sheet by liquid–solid reaction between Al foils and TiB/Ti composite foils. Mater. Des. 2016, 101, 181–187. [Google Scholar] [CrossRef]
- Cui, X.; Fan, G.; Geng, L.; Wang, Y.; Zhang, H.; Peng, H.-X. Fabrication of fully dense TiAl-based composite sheets with a novel microlaminated microstructure. Scr. Mater. 2012, 66, 276–279. [Google Scholar] [CrossRef]
- ASM Handbook, Volume 3: Alloy Phase Diagrams; Baker, H.; Okamoto, H. (Eds.) ASM: Novelty, OH, USA, 1997; p. 254. ISBN 0-87170-381-5. [Google Scholar]
- Zhang, J.; Lee, J.-M.; Cho, Y.-H.; Kim, S.-H.; Yu, H. Effect of the Ti/B4C mole ratio on the reaction products and reaction mechanism in an Al–Ti–B4C powder mixture. Mater. Chem. Phys. 2014, 147, 925–933. [Google Scholar] [CrossRef]
- Jia, L.; Wang, X.; Chen, B.; Imai, H.; Li, S.; Lu, Z.; Kondoh, K. Microstructural evolution and competitive reaction behavior of Ti-B4C system under solid-state sintering. J. Alloys Compd. 2016, 687, 1004–1011. [Google Scholar] [CrossRef]
- Li, S.; Sun, B.; Imai, H.; Kondoh, K. Powder Metallurgy Ti–TiC Metal Matrix Composites Prepared by In Situ Reactive Processing of Ti-VGCFs System. Carbon 2013, 61, 216–228. [Google Scholar] [CrossRef]
- Munir, K.S.; Zheng, Y.; Zhang, D.; Lin, J.; Li, Y.; Wen, C. Microstructure and mechanical properties of carbon nanotubes reinforced titanium matrix composites fabricated via spark plasma sintering. Mater. Sci. Eng. A 2017, 688, 505–523. [Google Scholar] [CrossRef]
- Materials Properties Handbook: Titanium Alloys; Boyer, R.R.; Welsch, G.; Collings, E.W. (Eds.) ASM: Novelty, OH, USA, 1994; p. 224. ISBN 978-0-87170-481-8. [Google Scholar]
- Zherebtsov, S.; Salishchev, G.; Galeyev, R.; Maekawa, K. Mechanical Properties of Ti6Al4V Titanium Alloy with Submicrocrystalline Structure Produced by Severe Plastic Deformation. Mater. Trans. 2005, 46, 2020–2025. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TMCs Composition | Temperature (°C) | Time (min) | Pressure (MPa) |
|---|---|---|---|
| Ti + 30 vol % B4C | 900 | 15 | 35 |
| Ti + 30 vol % B4C | 1000 | 15 | 35 |
| Ti+30 vol % B4C + 20 vol % Ti-Al | 1000 | 15 | 35 |
| Materials | Theo. Density (g·cm−3) | Arch. Density (g·cm−3) | Densification (%) | Average Composite Hardness (HV10) | Young´s Modulus (GPa) |
|---|---|---|---|---|---|
| Ti matrix-900 °C | 4.51 | 4.47 | 99.11 | 181.10 ± 5.71 | 85.67 ± 29.13 |
| Ti + 30 vol % B4C-900 °C | 3.91 | 3.77 | 96.48 | 241.10 ± 6.65 | 134.21 ± 5.62 |
| Ti + 30 vol %B4C-1000 °C | 3.91 | 3.87 | 99.07 | 342.40 ± 20.23 | 165.84 ± 4.64 |
| Ti + 30 vol % B4C + 20 vol % Ti-Al-1000 °C | 3.79 | 3.71 | 97.98 | 398.20 ± 23.41 | 164.42 ± 0.93 |
| Materials | Tensile Properties | Bending Properties | ||||
|---|---|---|---|---|---|---|
| Room Temperature | 250 °C | Room Temperature | ||||
| σUTS (MPa) | εmax (%) | σUTS (MPa) | εmax (%) | σUBS (MPa) | εmax (%) | |
| cp Ti-900 °C | 301.23 | 20.45 | - | - | - | - |
| Ti + 30 vol % B4C-900 °C | 323.42 | 0.42 | 248.48 | 12.31 | 636.78 | 1.501 |
| Ti + 30 vol % B4C-1000 °C | 425.84 | 0.23 | 311.04 | 10.02 | 511.30 | 1.091 |
| Ti + 30 vol % B4C + 20 vol % Ti-Al-1000 °C | 331.70 | 0.21 | 210.21 | 5.55 | 567.19 | 1.471 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Montealegre-Melendez, I.; Arévalo, C.; Ariza, E.; Pérez-Soriano, E.M.; Rubio-Escudero, C.; Kitzmantel, M.; Neubauer, E. Analysis of the Microstructure and Mechanical Properties of Titanium-Based Composites Reinforced by Secondary Phases and B4C Particles Produced via Direct Hot Pressing. Materials 2017, 10, 1240. https://doi.org/10.3390/ma10111240
Montealegre-Melendez I, Arévalo C, Ariza E, Pérez-Soriano EM, Rubio-Escudero C, Kitzmantel M, Neubauer E. Analysis of the Microstructure and Mechanical Properties of Titanium-Based Composites Reinforced by Secondary Phases and B4C Particles Produced via Direct Hot Pressing. Materials. 2017; 10(11):1240. https://doi.org/10.3390/ma10111240
Chicago/Turabian StyleMontealegre-Melendez, Isabel, Cristina Arévalo, Enrique Ariza, Eva M. Pérez-Soriano, Cristina Rubio-Escudero, Michael Kitzmantel, and Erich Neubauer. 2017. "Analysis of the Microstructure and Mechanical Properties of Titanium-Based Composites Reinforced by Secondary Phases and B4C Particles Produced via Direct Hot Pressing" Materials 10, no. 11: 1240. https://doi.org/10.3390/ma10111240