
Effect of Solidification Behavior on Microstructures and Mechanical Properties of Ni-Cr-Fe Superalloy Investment Casting


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
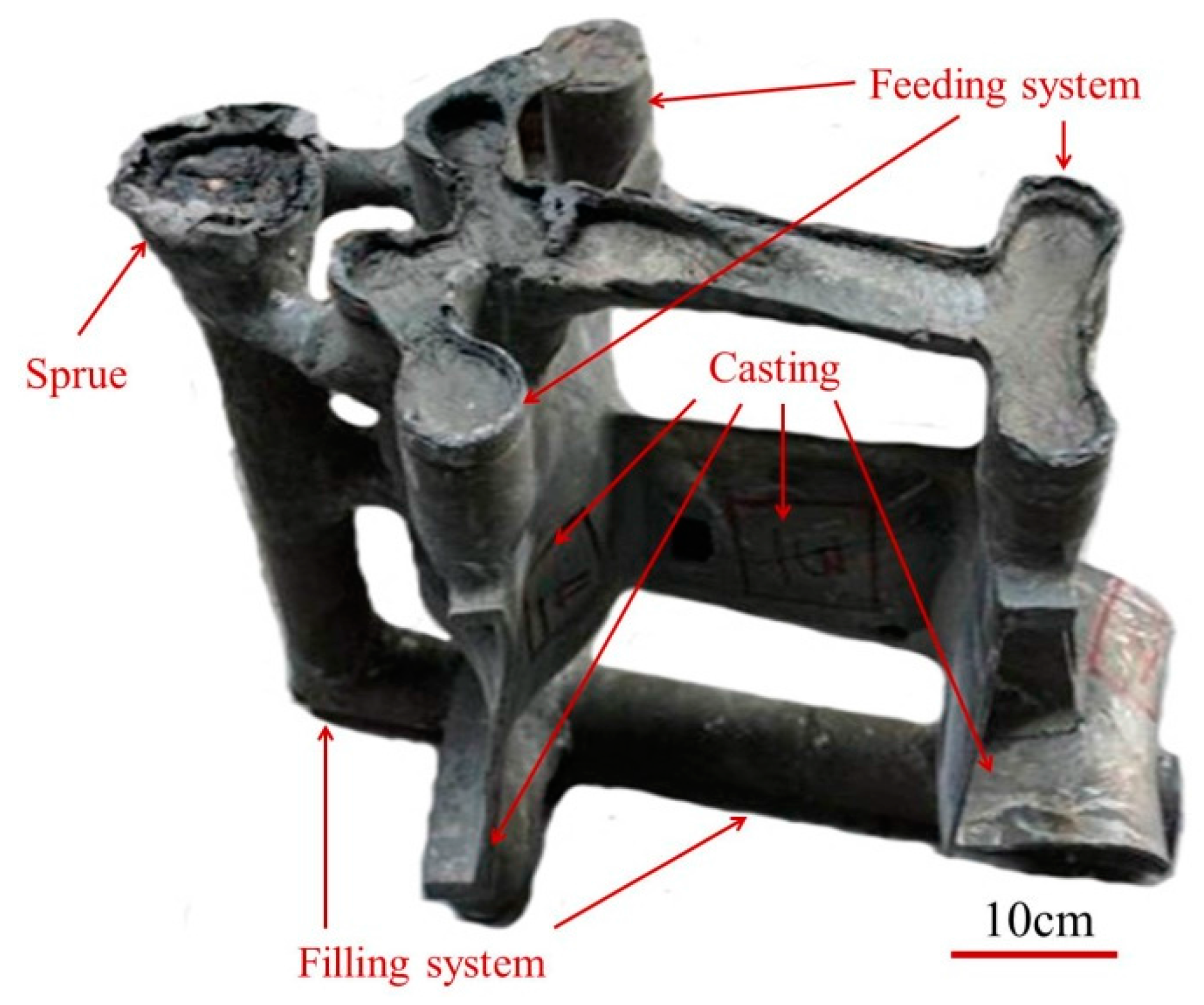
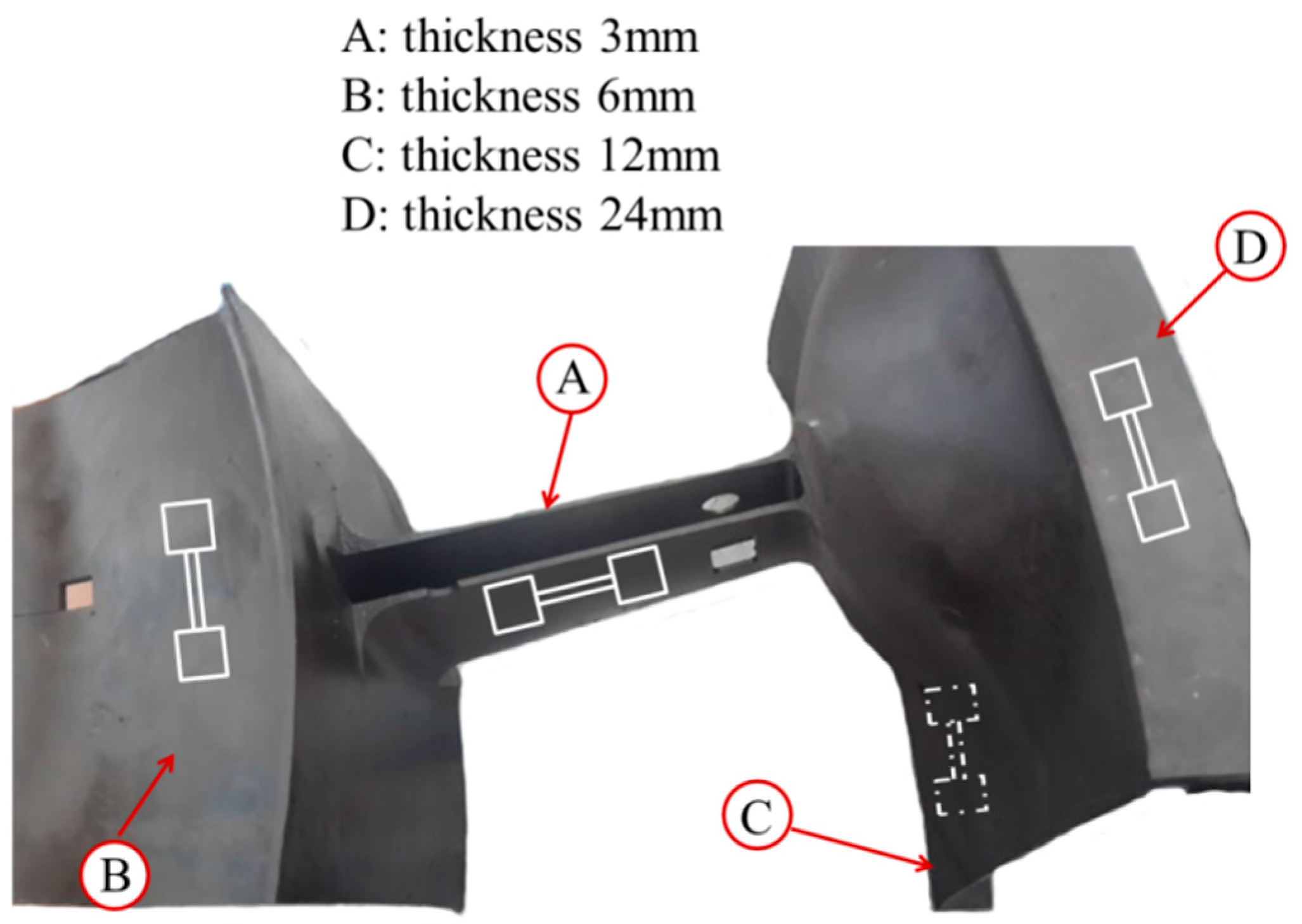
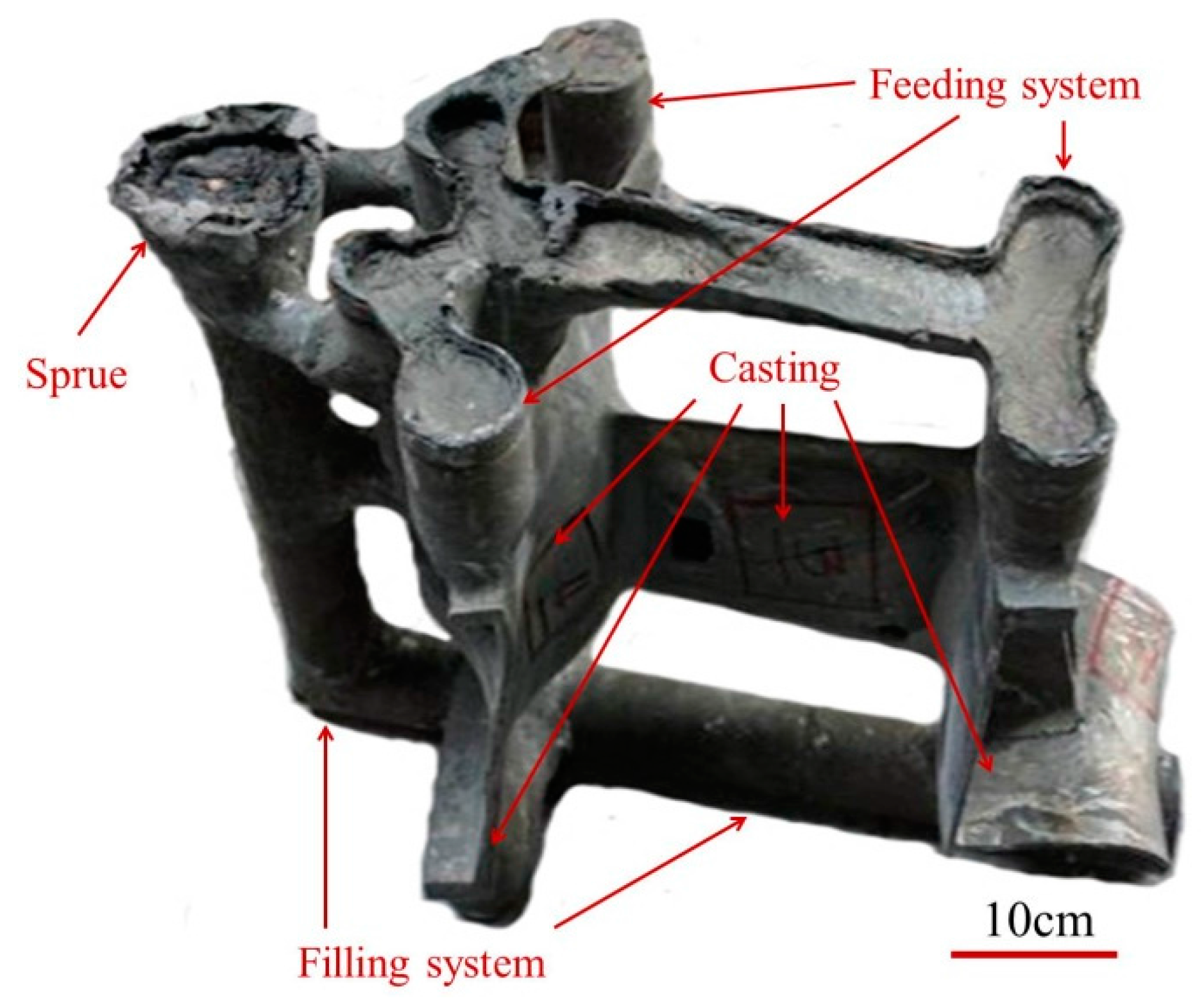
2.2. Investment Casting
2.3. Heat Treatment
2.4. Microstructure Analysis
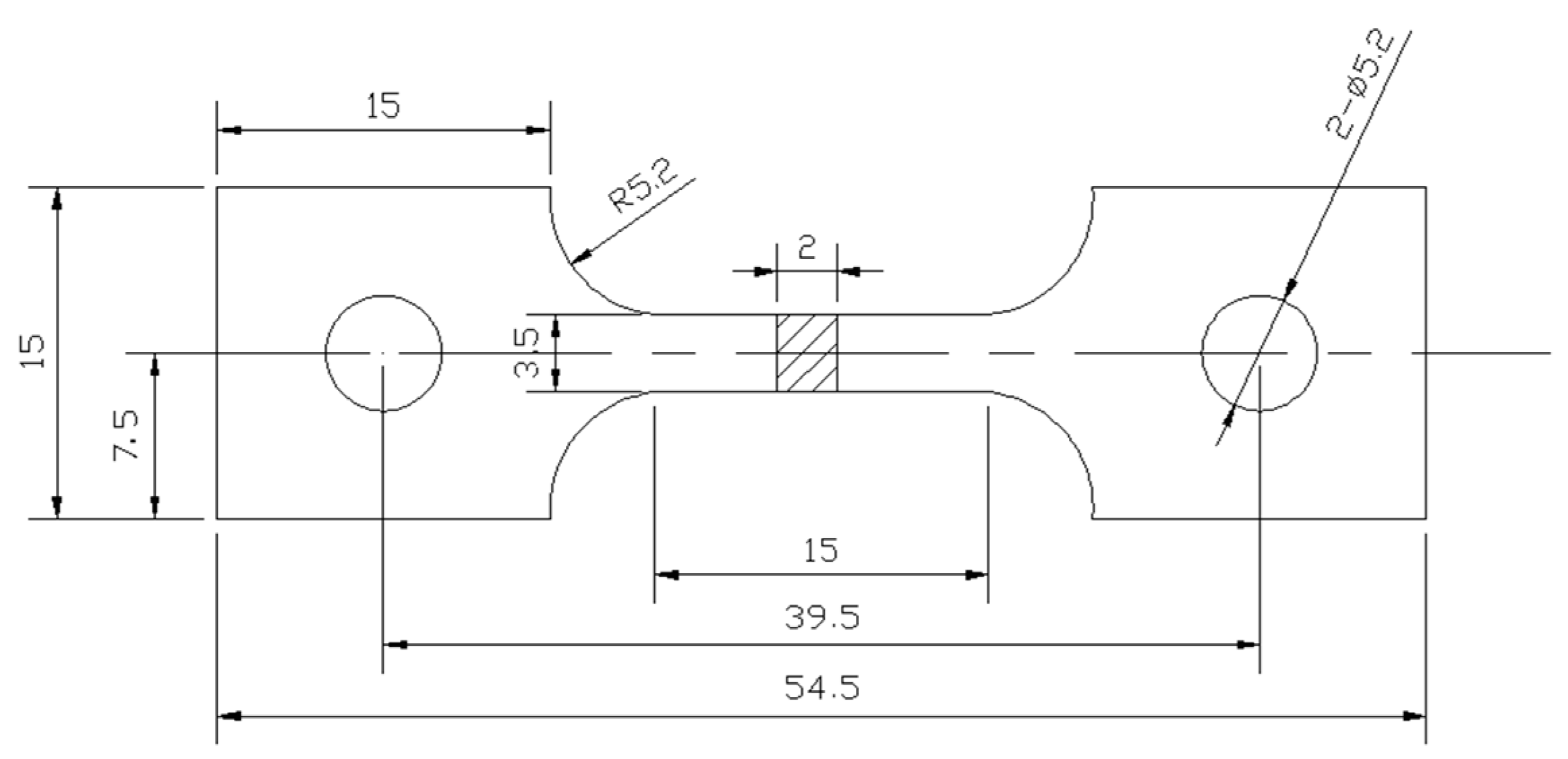
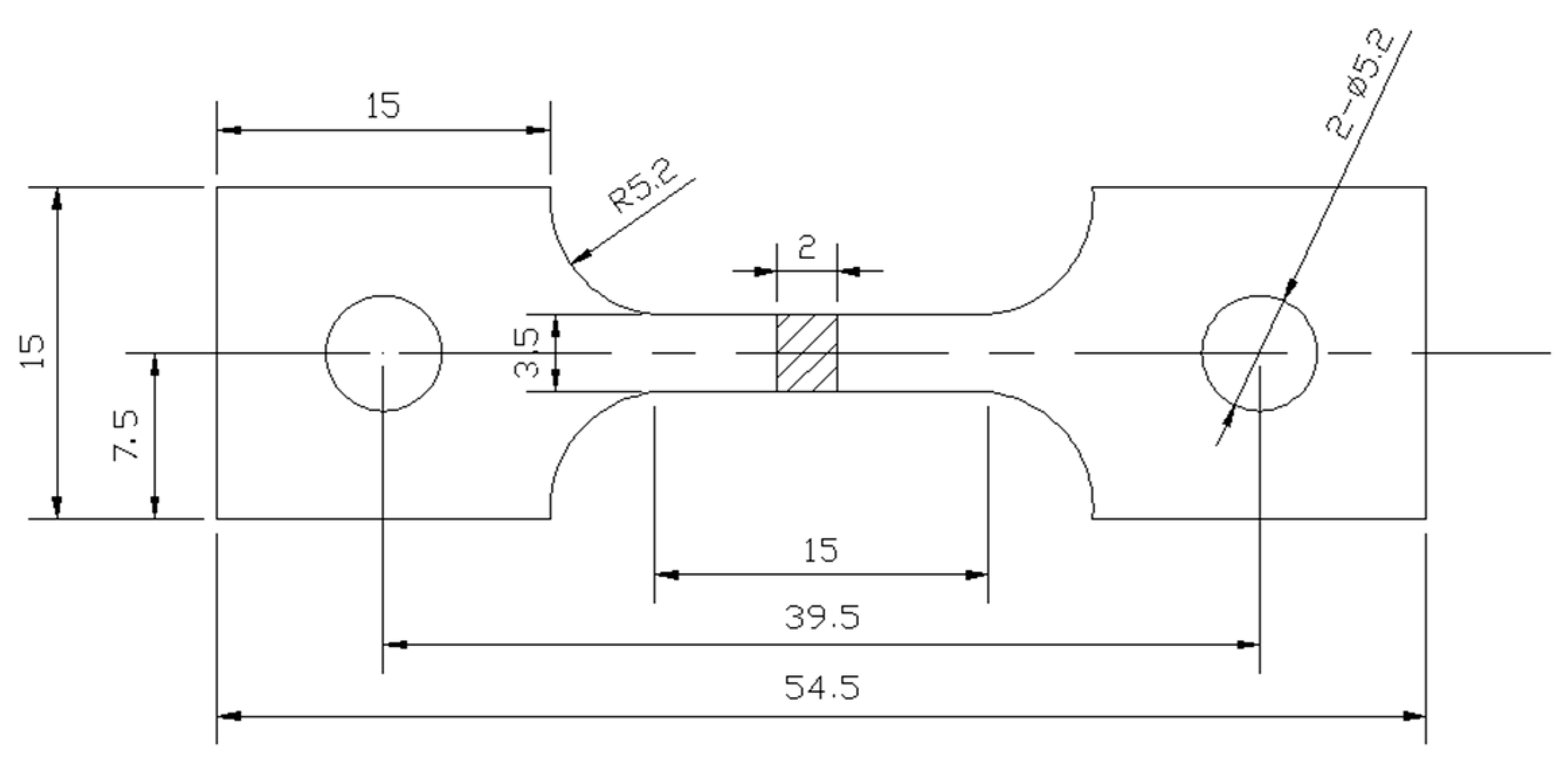
2.5. Properties Test
3. Results and Discussion
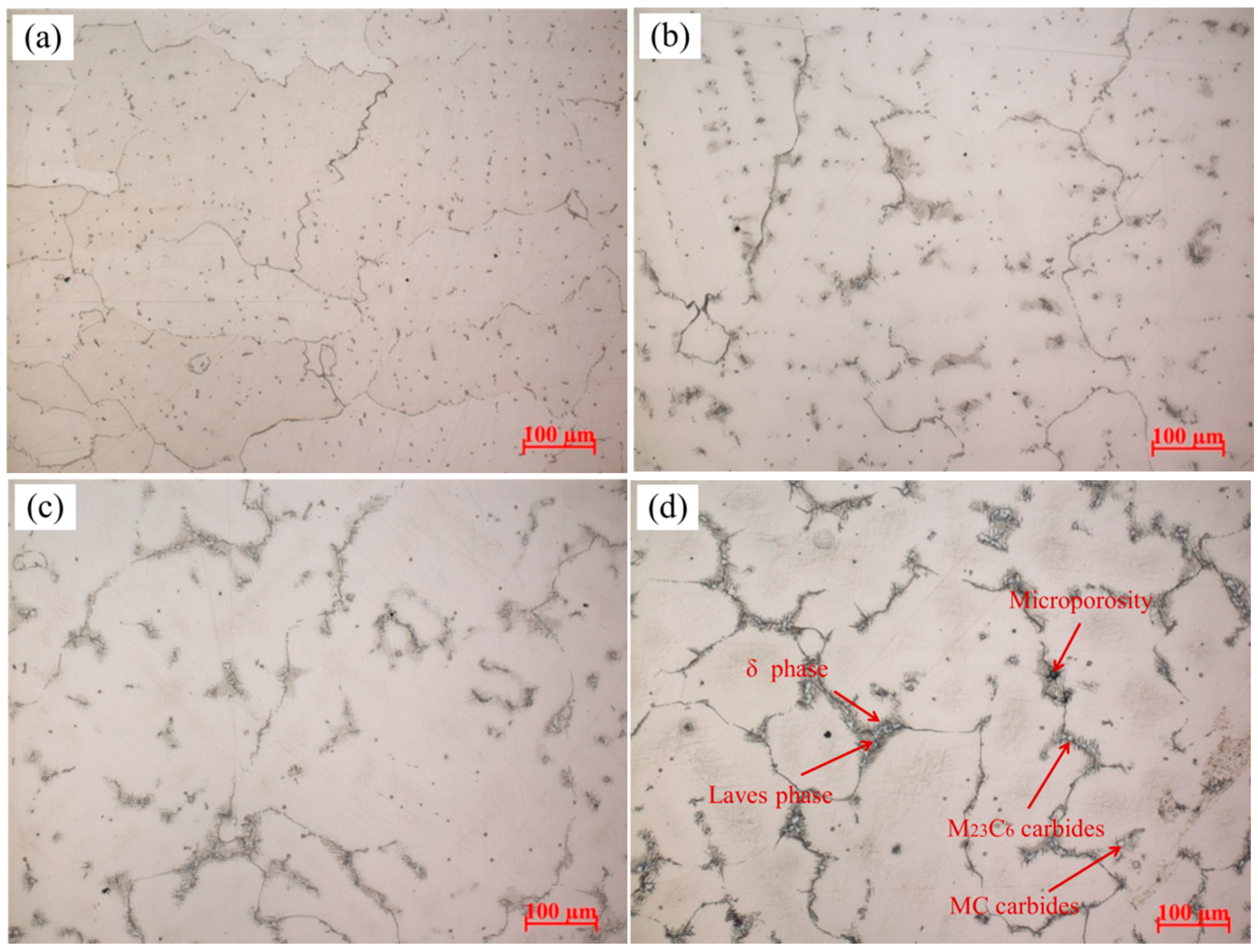
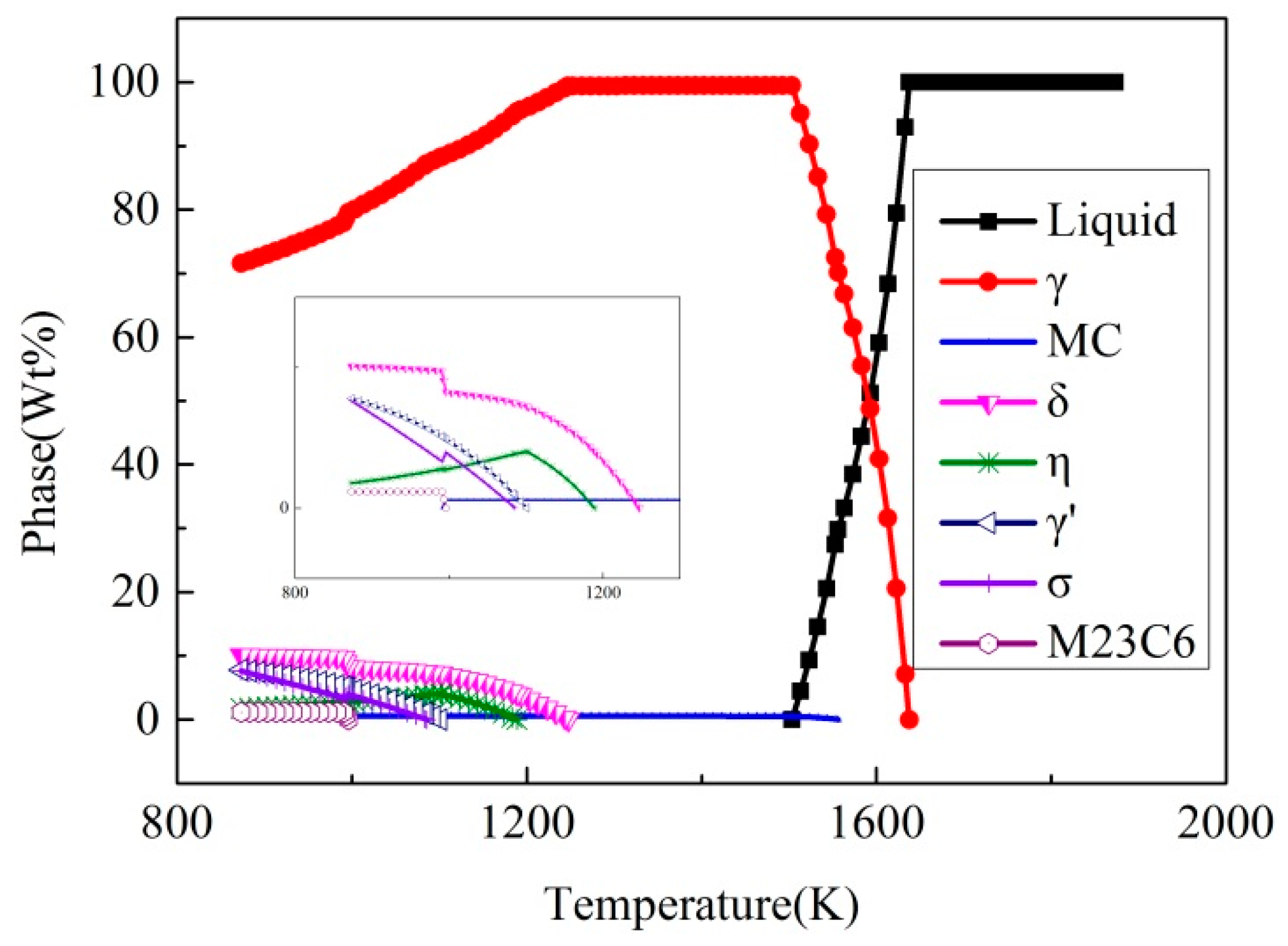
3.1. Microstructures of Superalloy
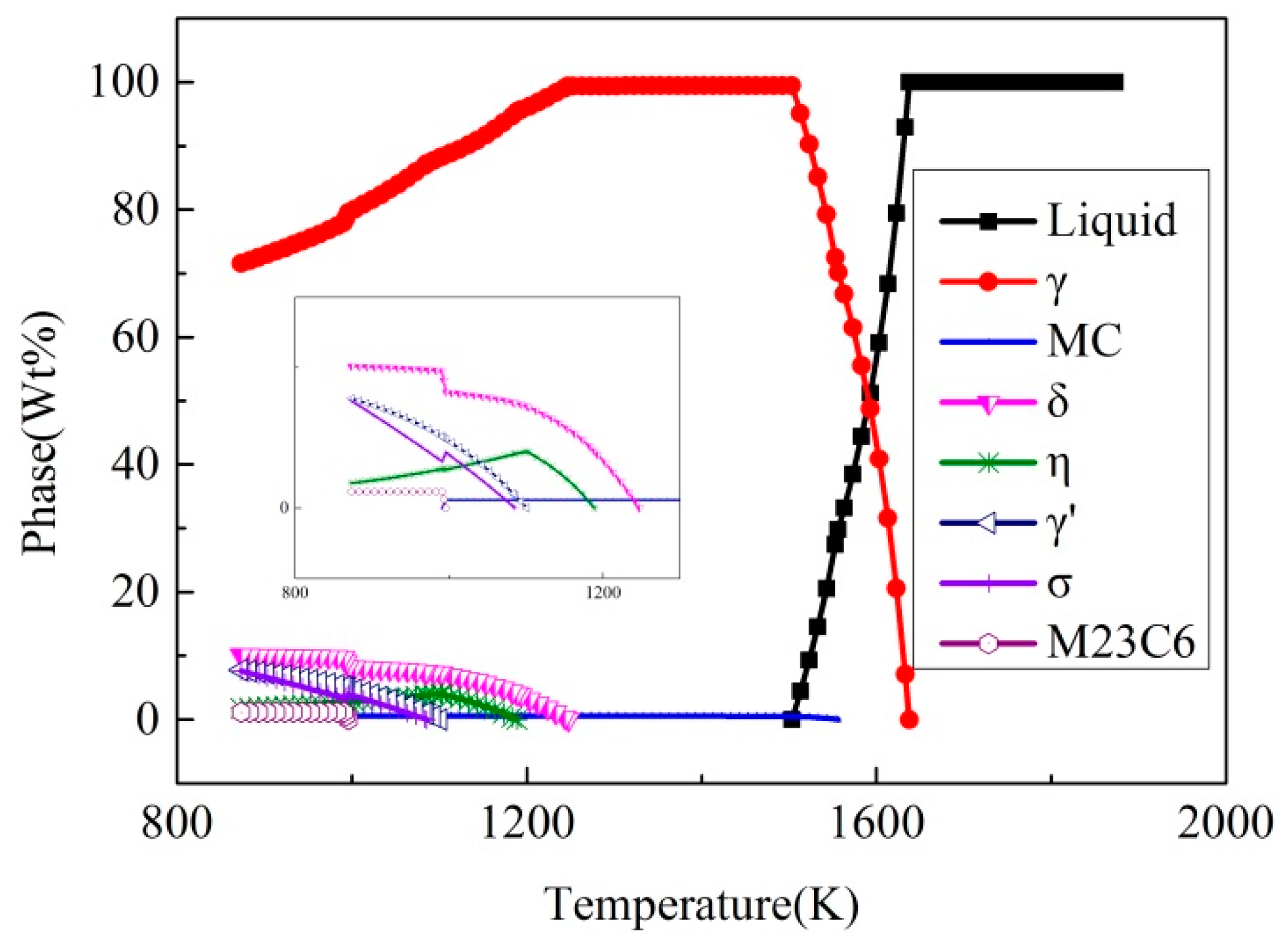
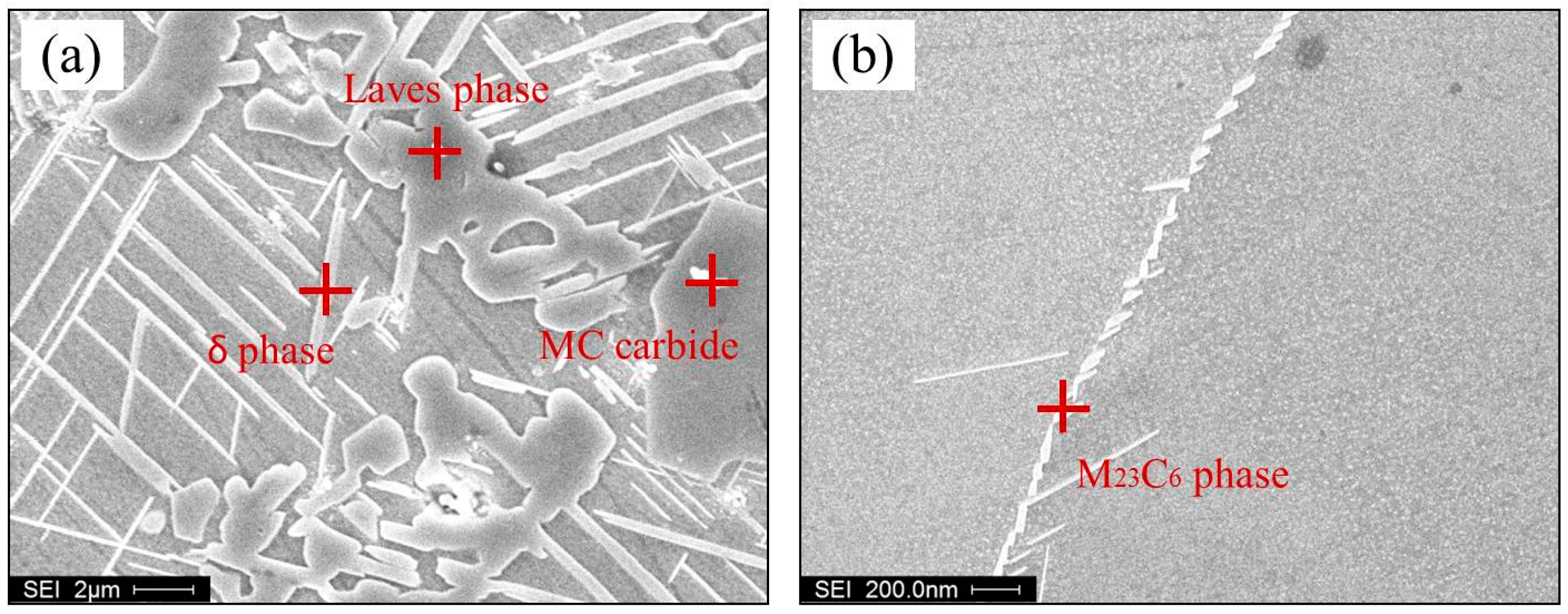
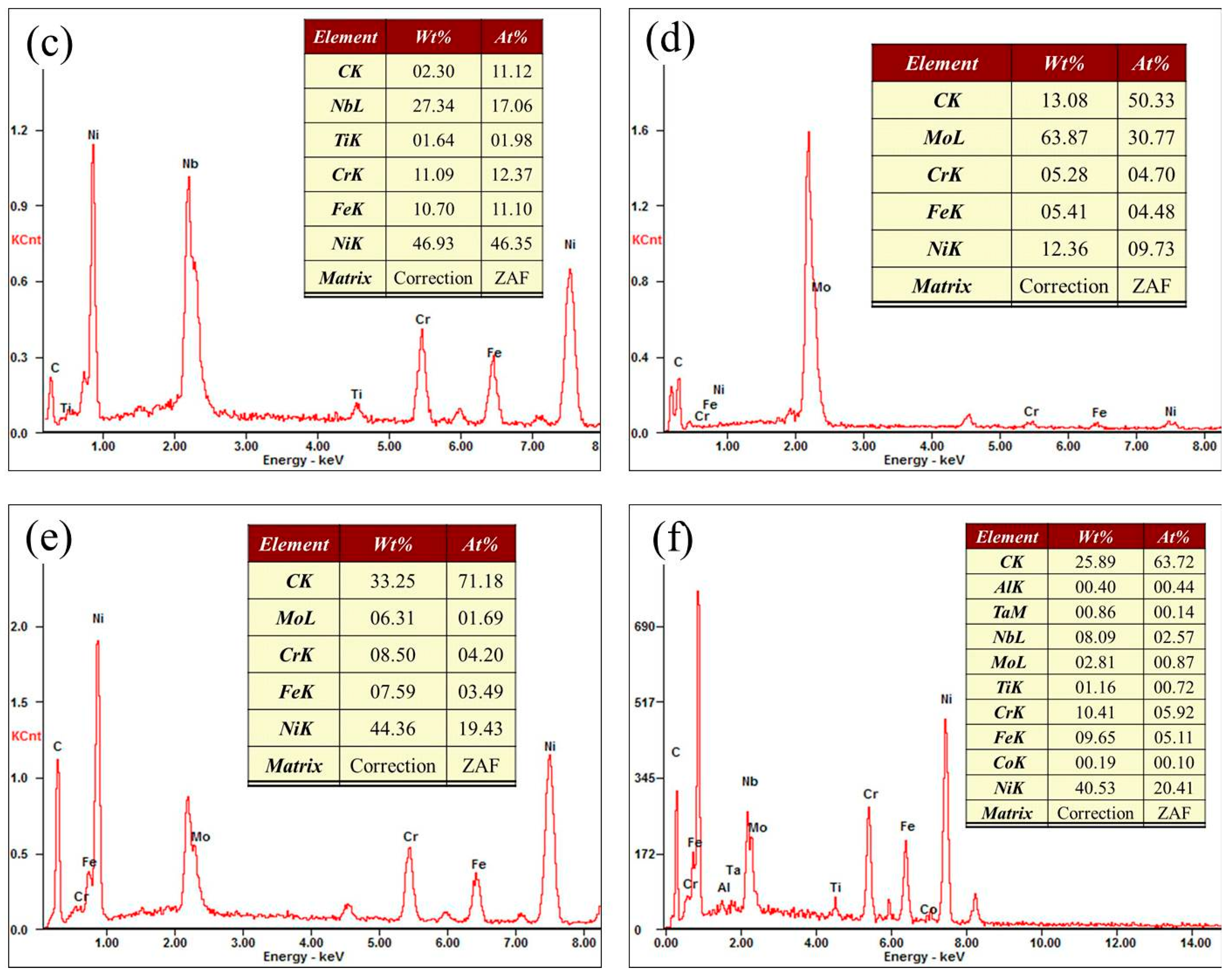
3.2. Characteristics of Laves Phases
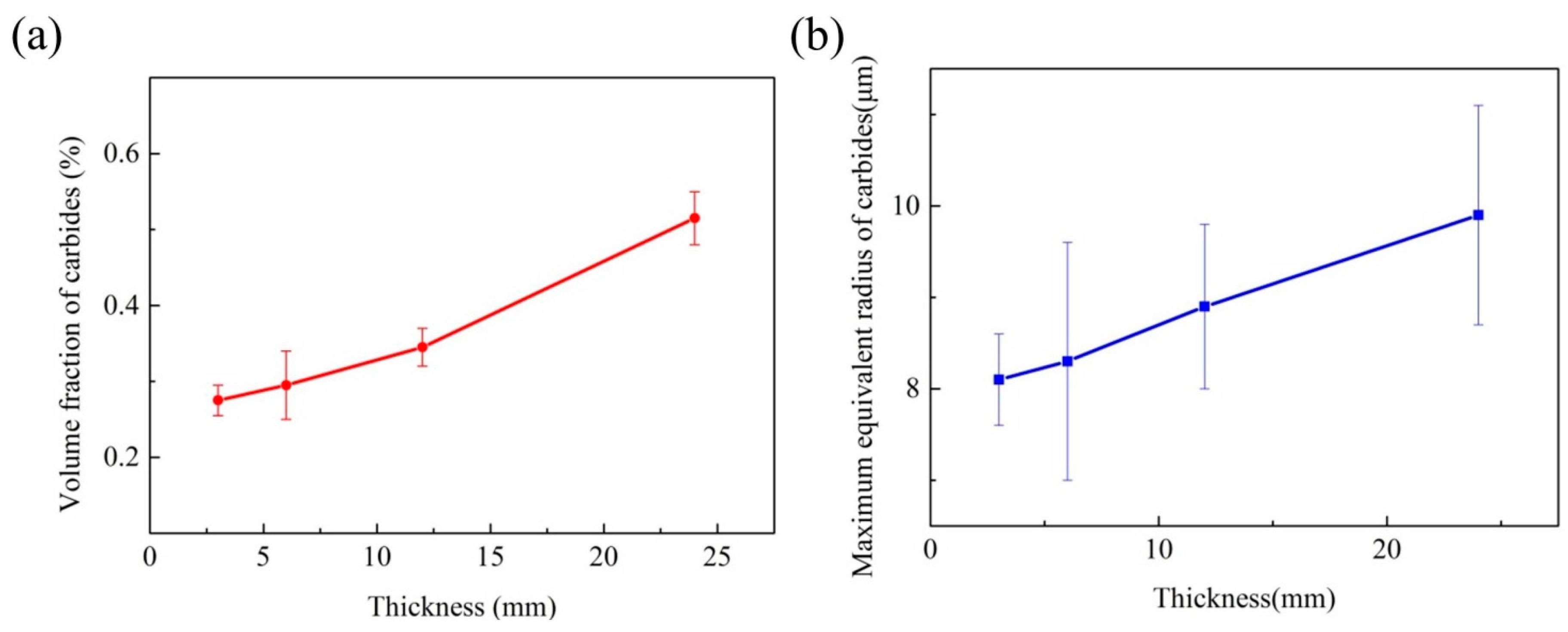
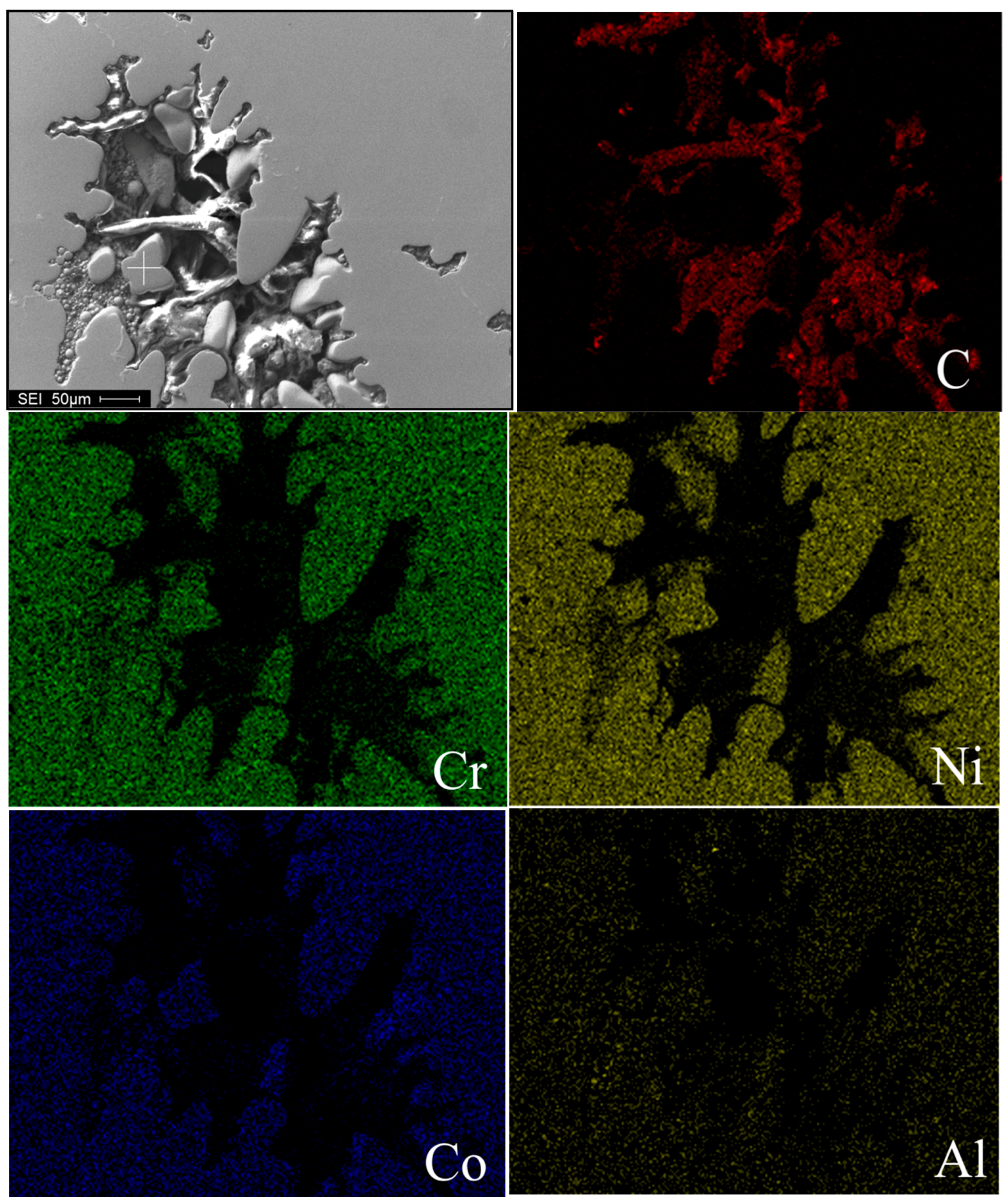
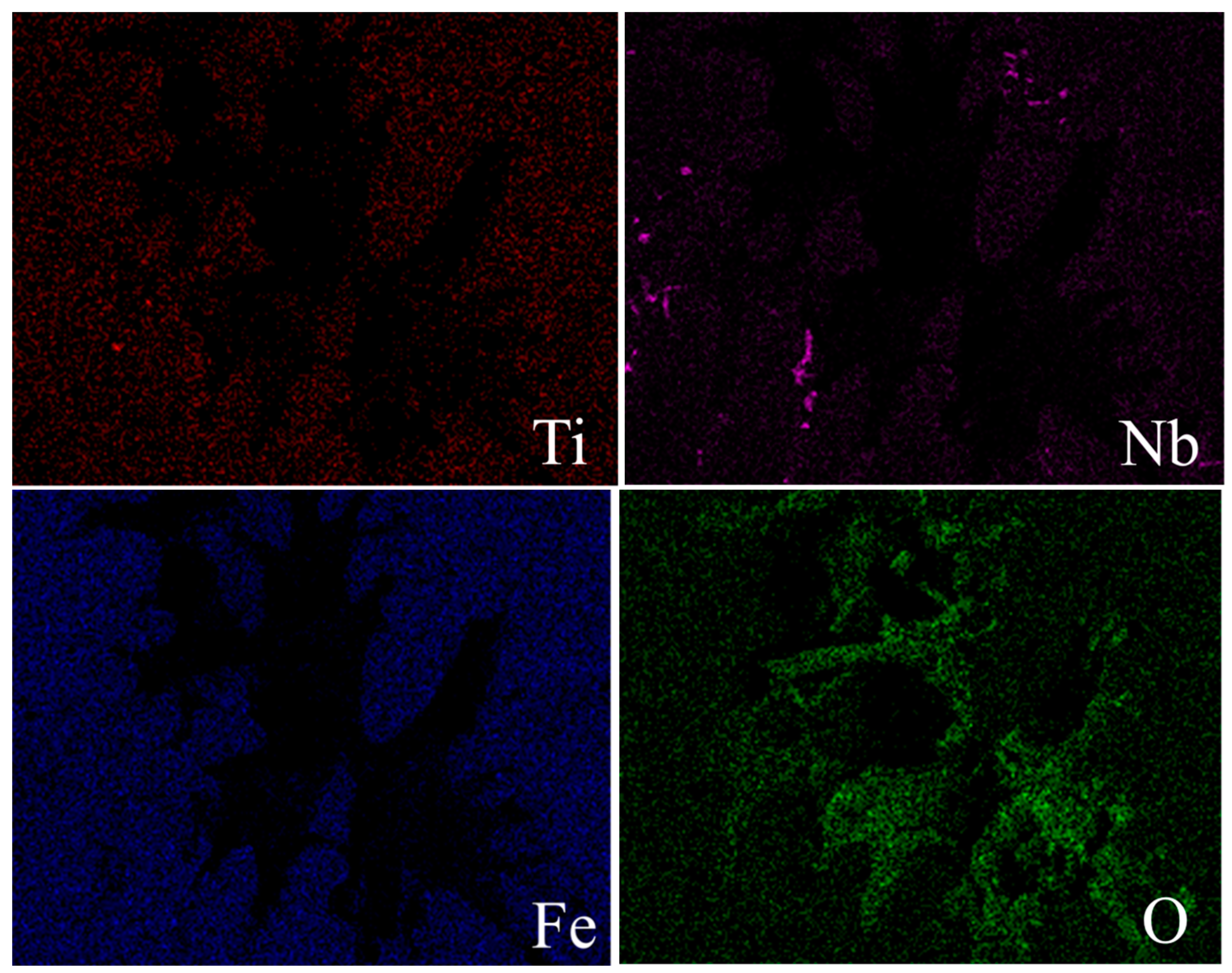
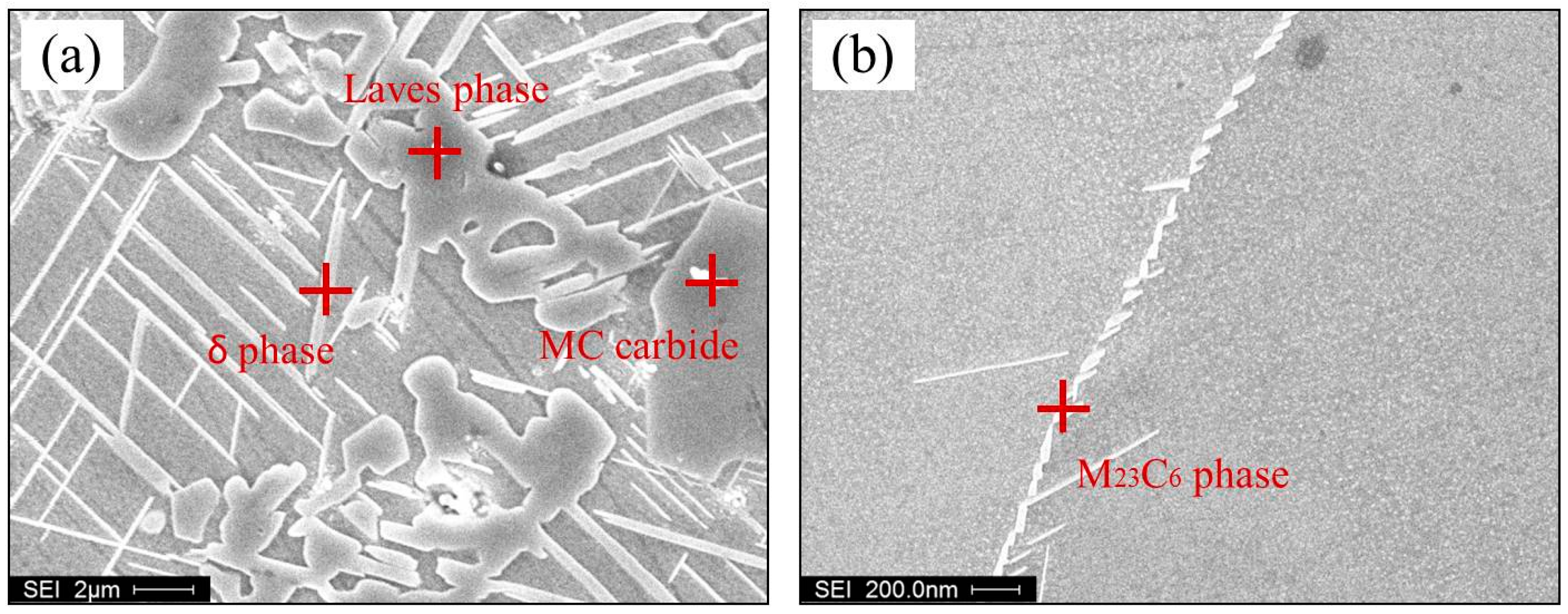
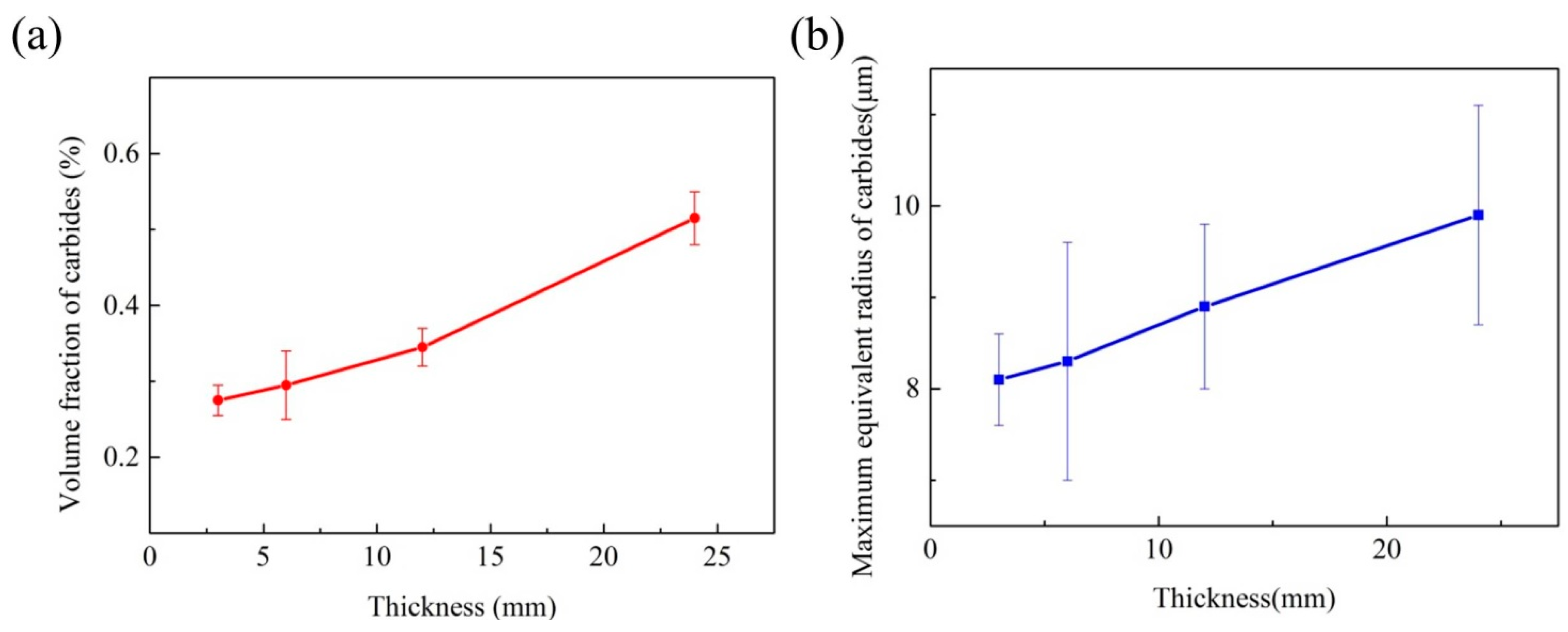
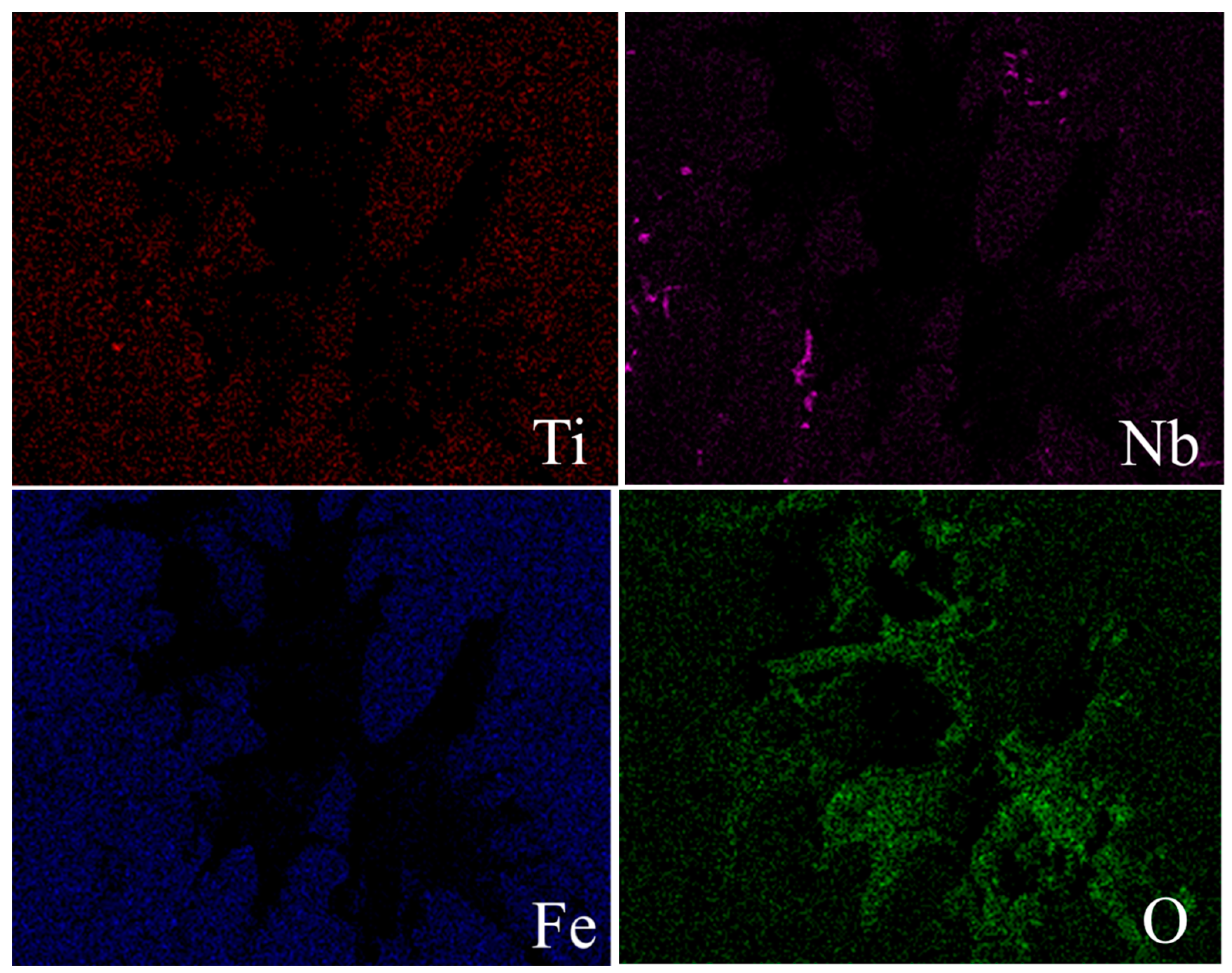
3.3. Characteristics of Carbides
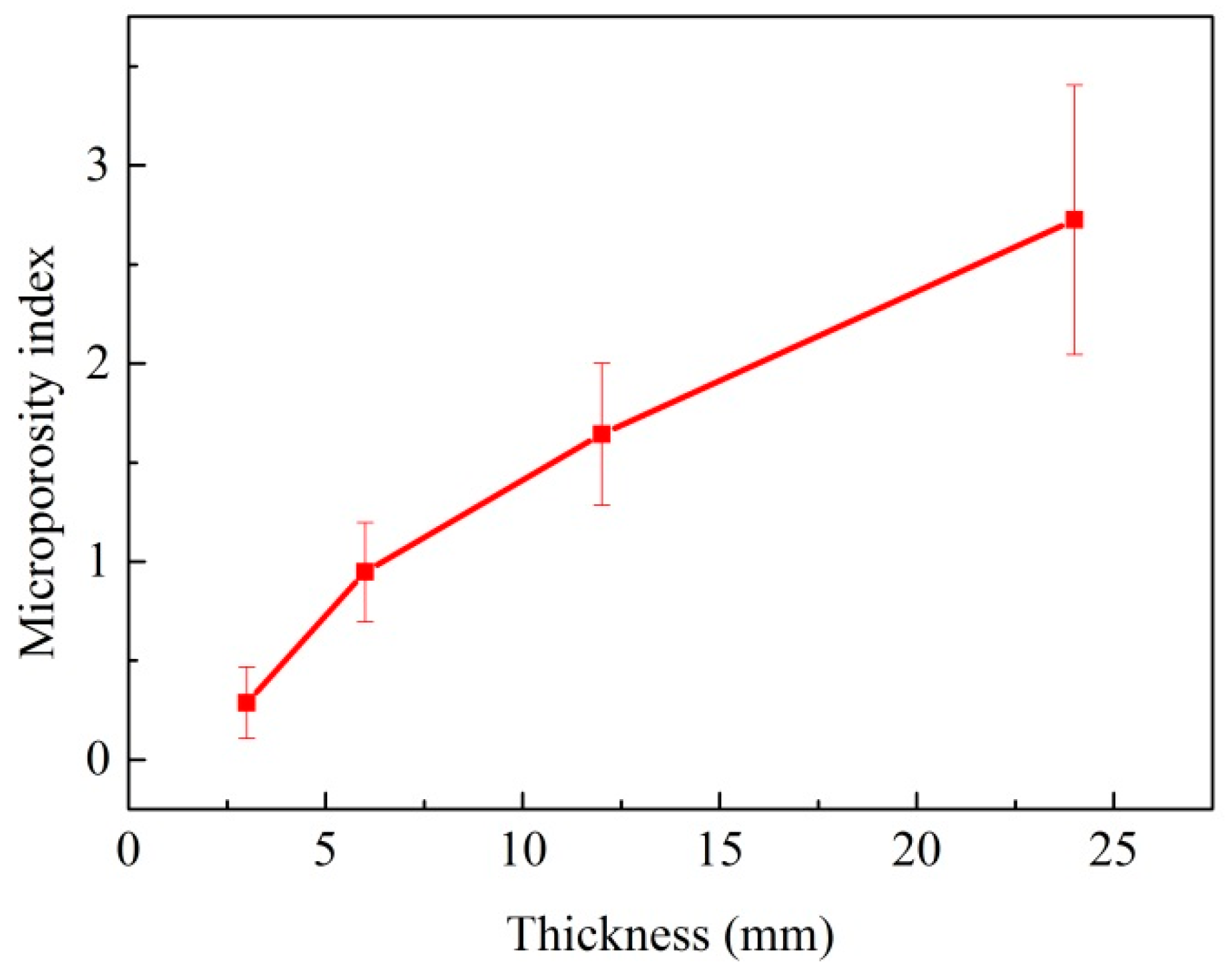
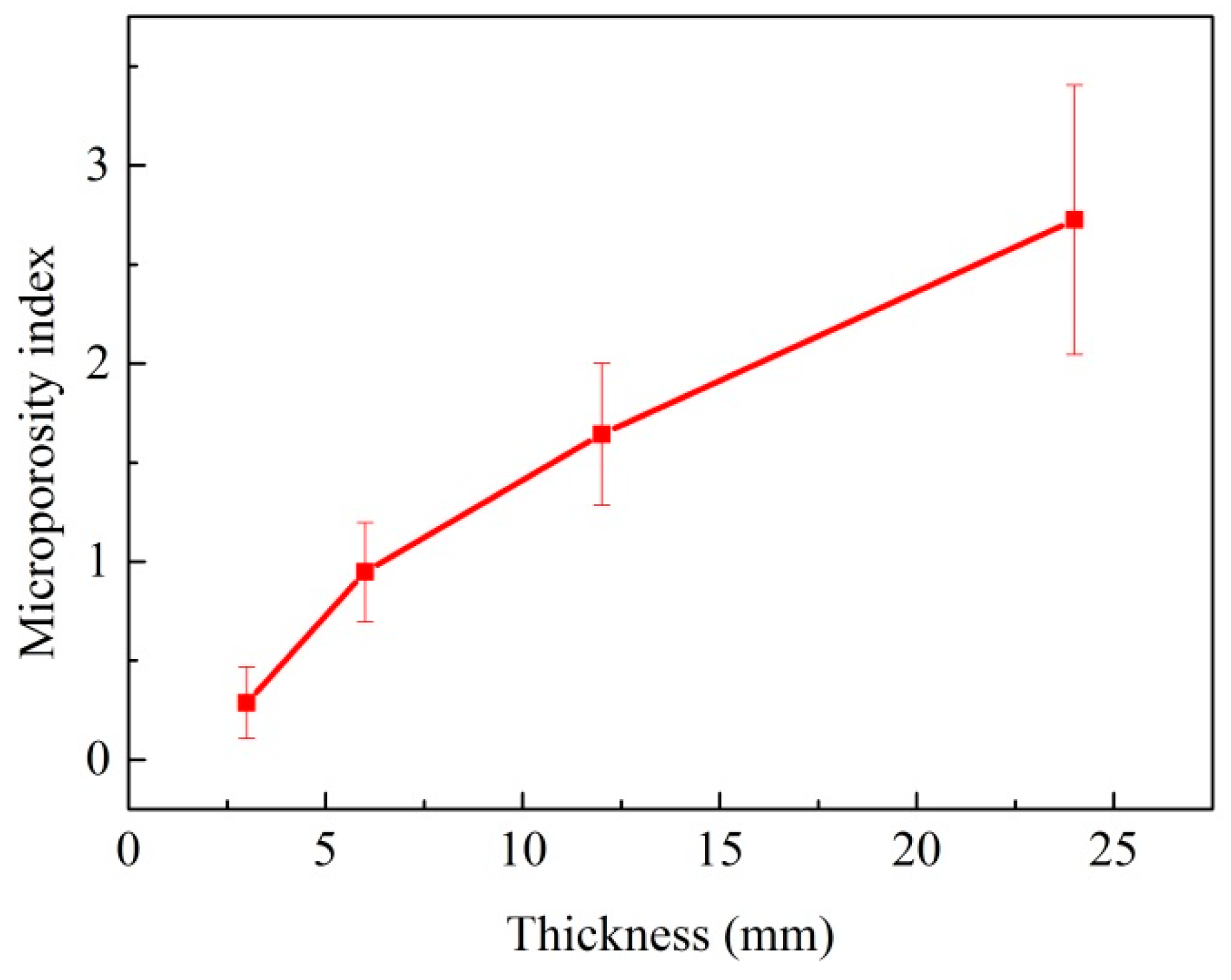
3.4. Microporosity
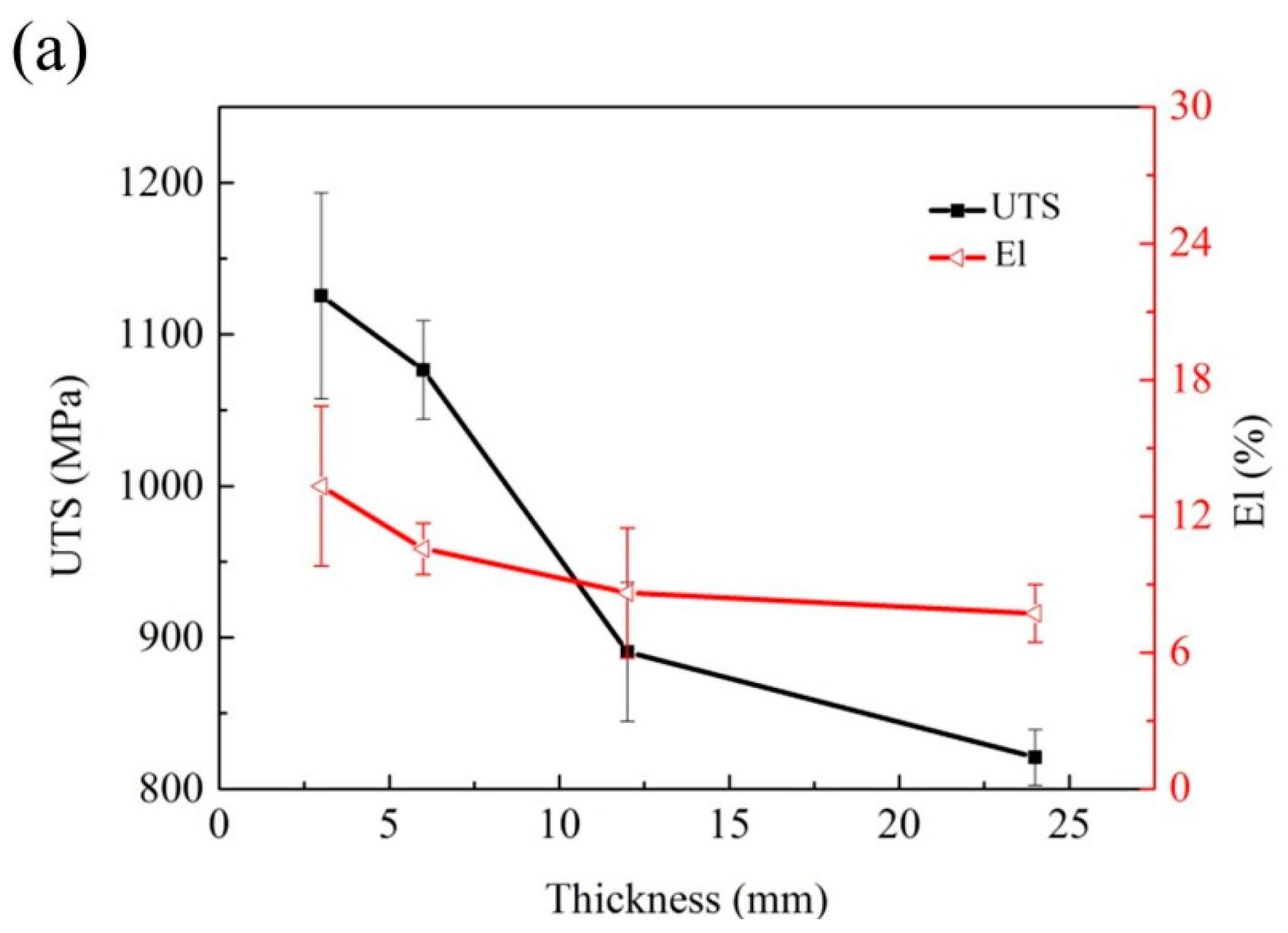
3.5. Mechanical Properties
4. Conclusions
- (1)
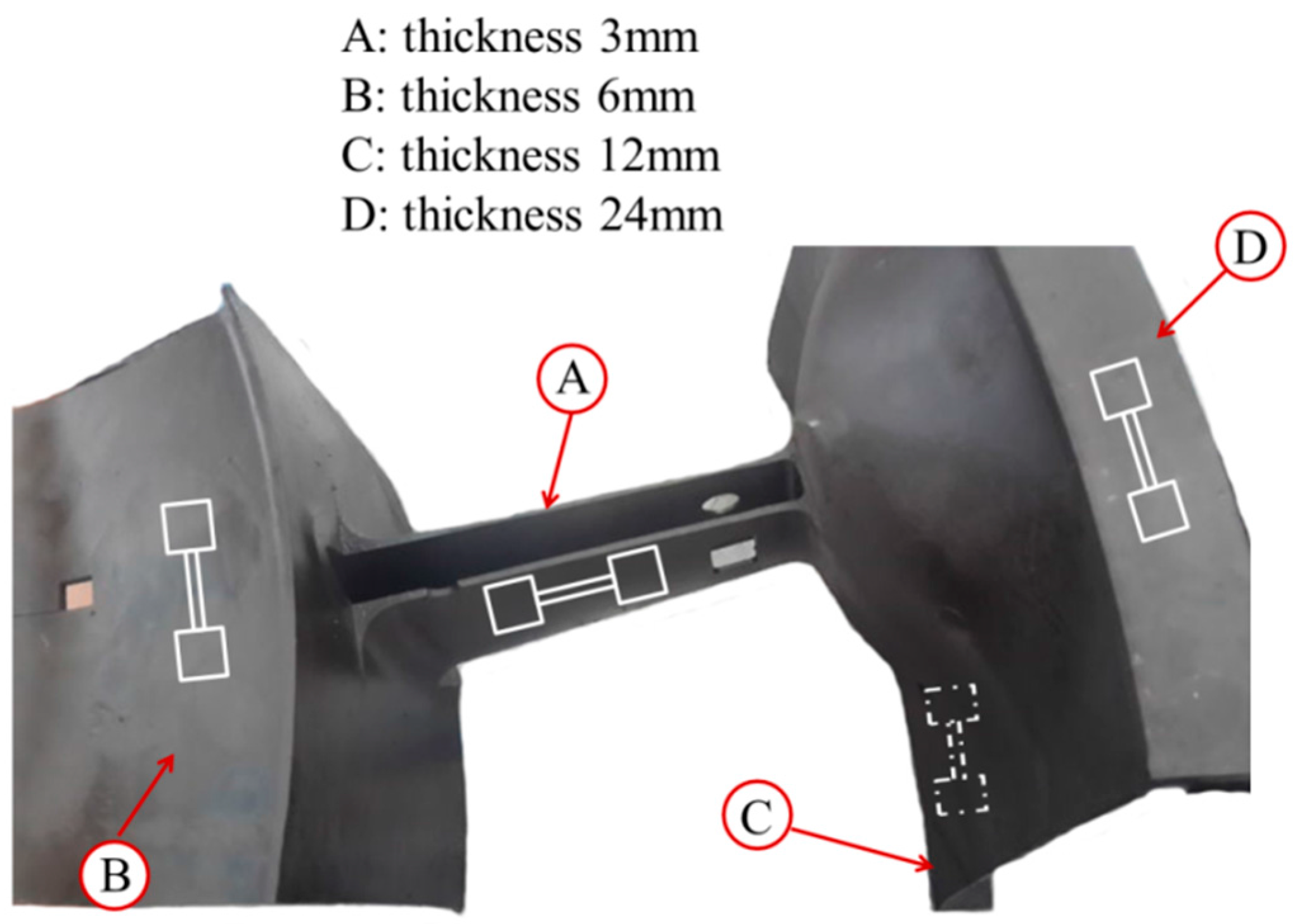
- Due to different solidification behavior, the microstructures and mechanical properties of the Ni-Cr-Fe superalloy investment casting greatly changes from 3 mm to 24 mm.
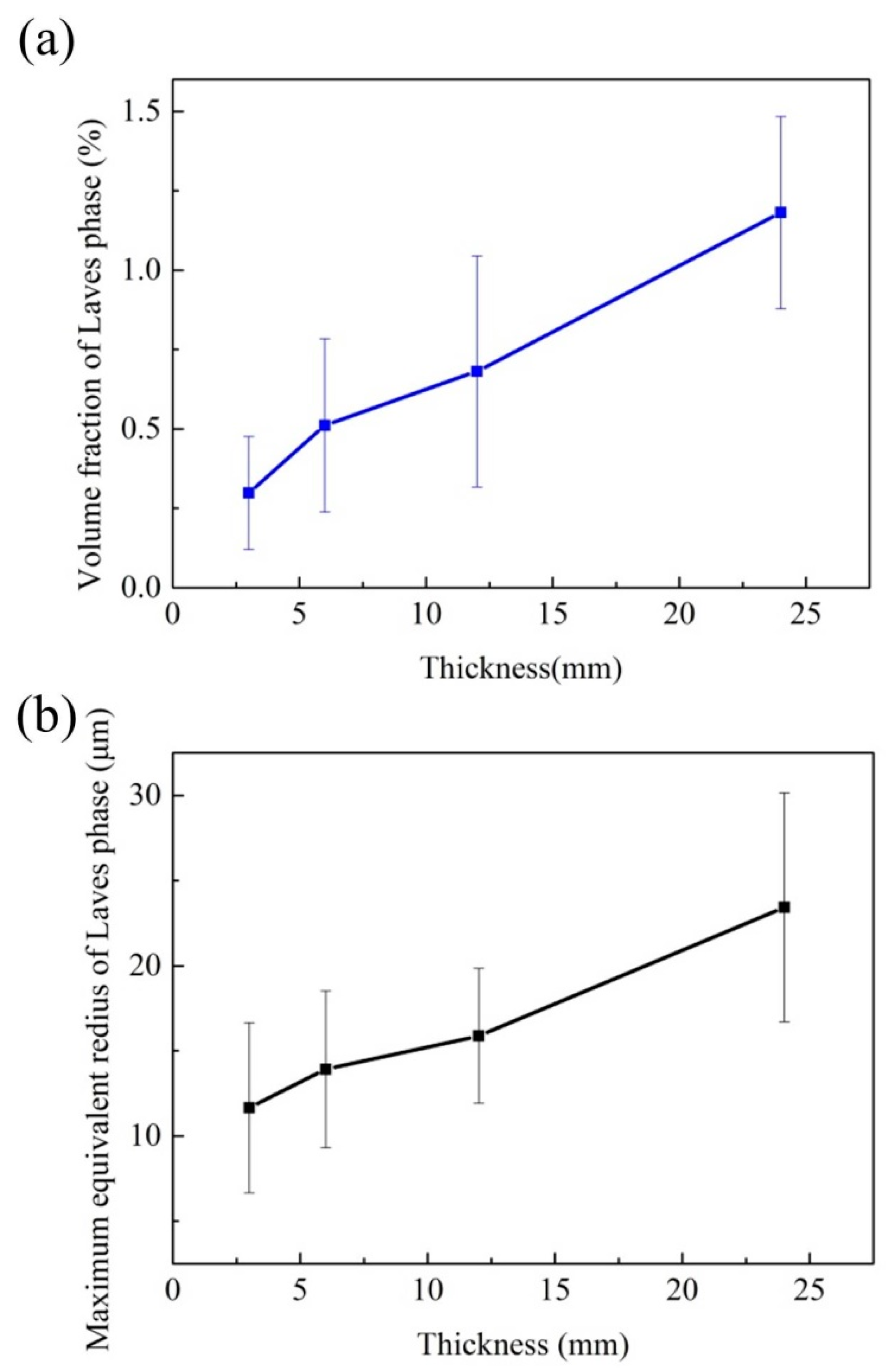
- (2)
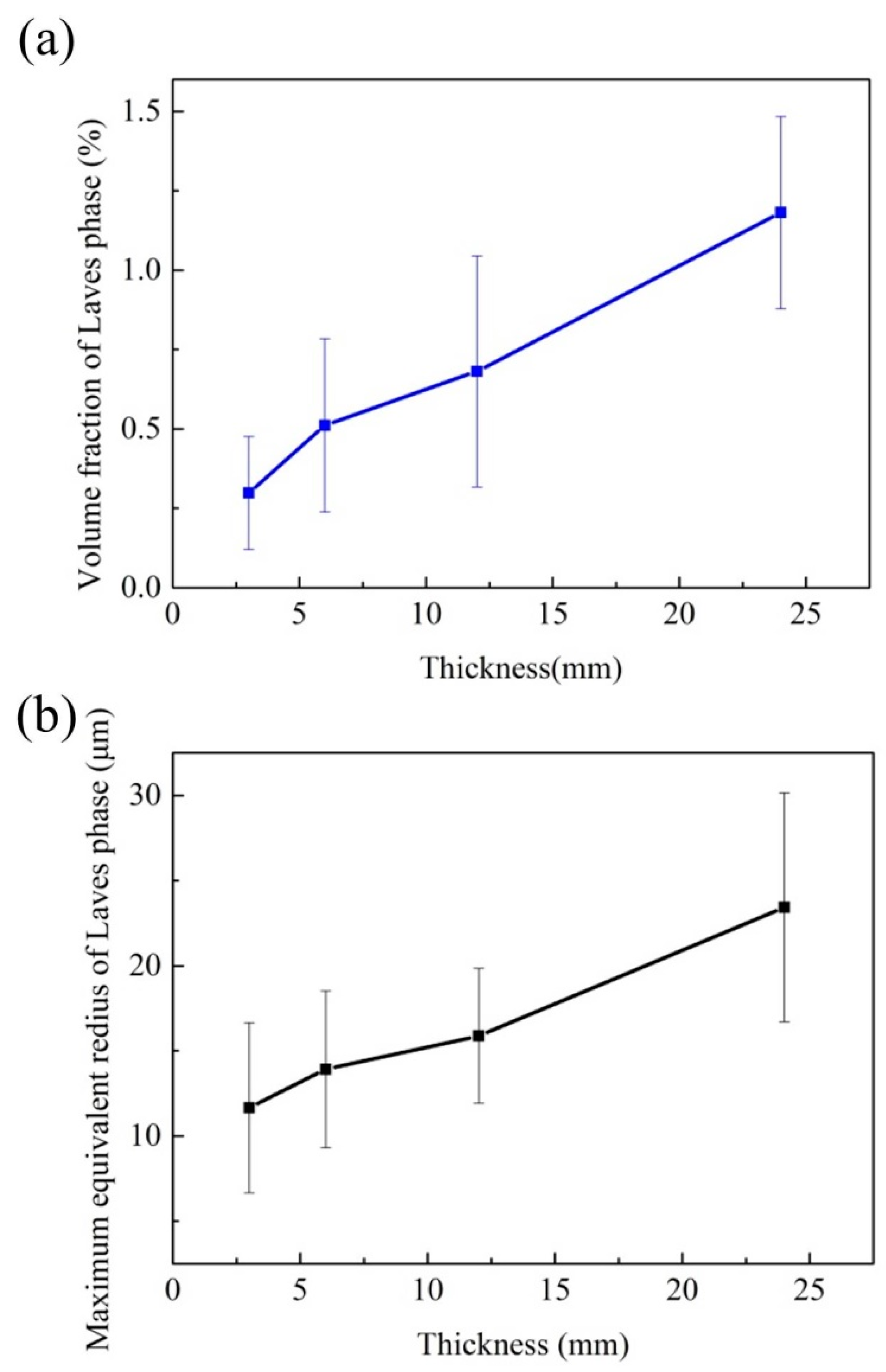
- As the thickness increases, the volume fraction of the Laves phase rises from 0.3% to 1.2%. The maximum equivalent radius of the Laves phase increases from 11.7 μm to 23.4 μm. The volume fraction and maximum equivalent radius of carbides increase from 0.3% to 0.5%, from 8.1 μm to 9.9 μm, respectively. In addition, the volume fraction of microporosity increases from 0.3% to 2.7%.
- (3)
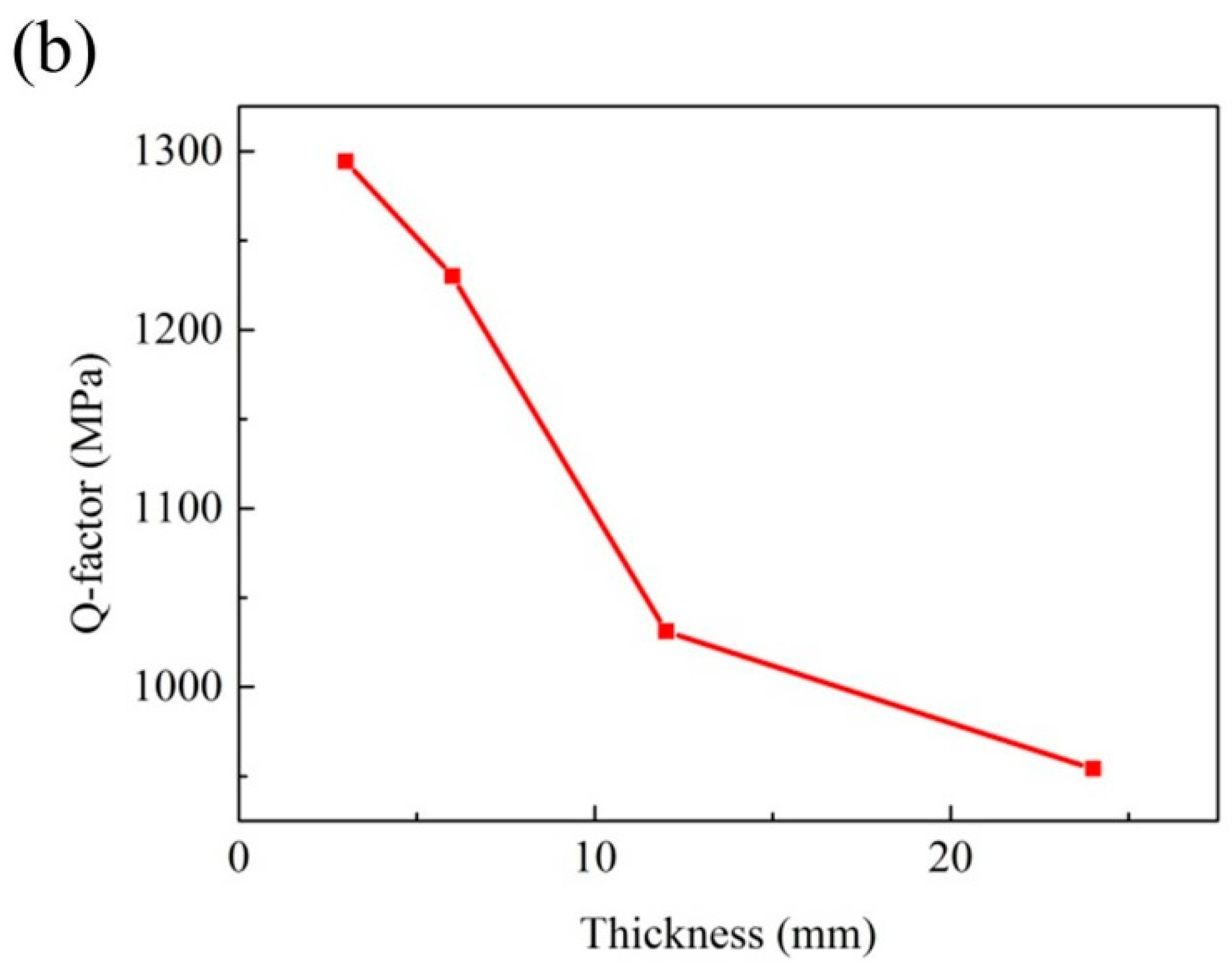
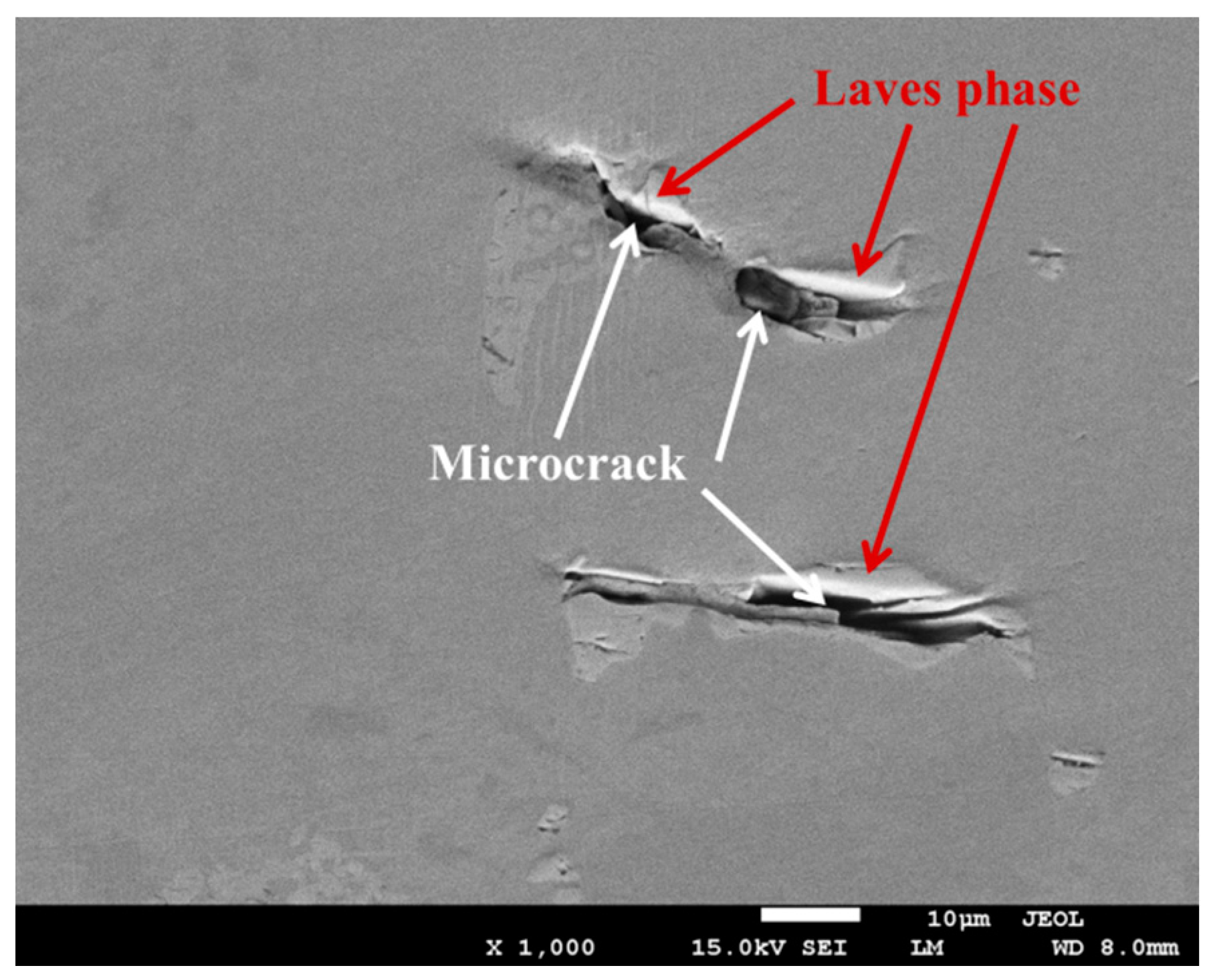
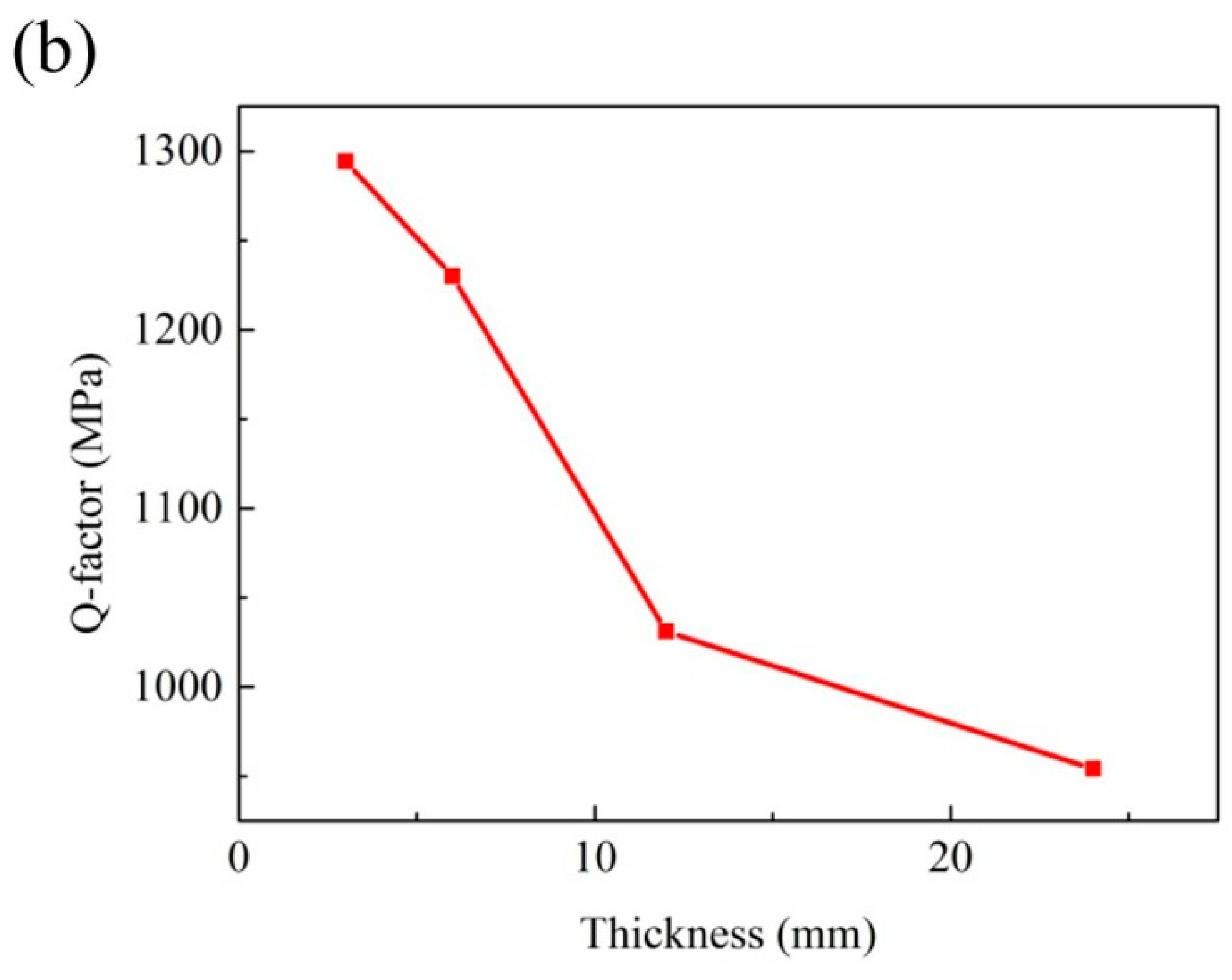
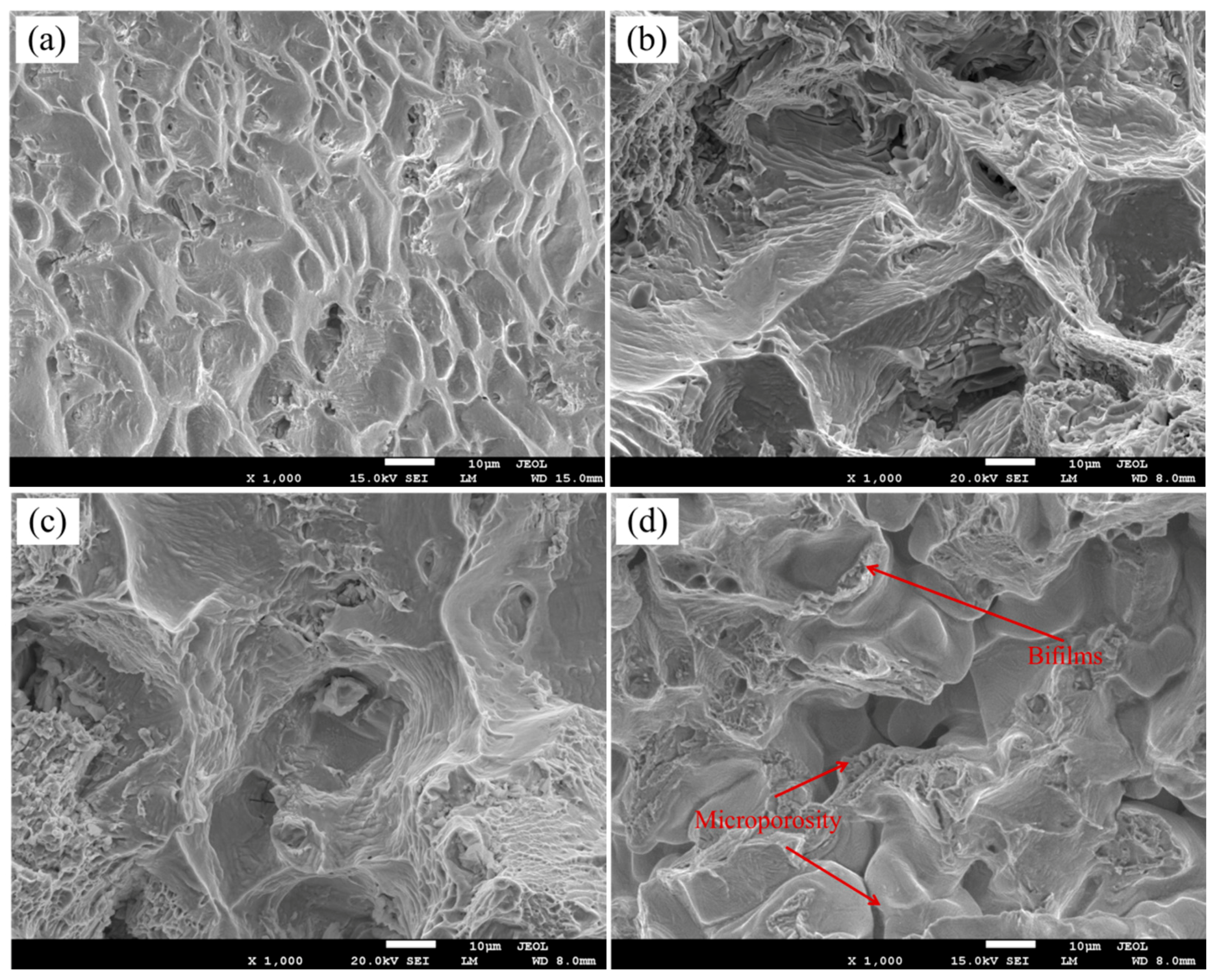
- The UTS reduced from 1125.5 MPa to 820.9 MPa, the El decreased from 13.3% to 7.7%, and the quality index (Q) reduced from 1294.2 MPa to 954.0 MPa. A typical brittle fracture mode was observed on the tensile fracture surface. As the solidification rate decreases, the smooth flat areas become small, and cracks propagated preferentially along the Laves phase in the absence of microporosity.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006. [Google Scholar]
- Cao, W.D.; Kennedy, R.L. New developments in wrought 718-type superalloys. Acta Metallurg. Sin. 2005, 18, 39–46. [Google Scholar]
- Bayha, T.D.; Lu, M.; Kloske, K.E. Investment Casting of Allvac 718 Plus Alloy. In Superalloys 718, 625, 706 and Various Derivatives; The Minerals, Metals and Materials Society: Pittsburgh, PA, USA, 2005; pp. 223–232. [Google Scholar]
- Kavoosi, V.; Abbasi, S.M.; Mirsaed, S.M.G.; Mostafaei, M. Influence of cooling rate on the solidification behavior and microstructure of IN738LC superalloy. J. Alloys Compd. 2016, 680, 291–300. [Google Scholar] [CrossRef]
- Rahimian, M.; Milenkovic, S.; Sabirov, I. Microstructure and hardness evolution in MAR-M247 Ni-based superalloy processed by controlled cooling and double heat treatment. J. Alloys Compd. 2013, 550, 339–344. [Google Scholar] [CrossRef]
- Chang, L.; Jin, H.; Sun, W. Solidification behavior of Ni-base superalloy Udimet 720Li. J. Alloys Compd. 2015, 653, 266–270. [Google Scholar] [CrossRef]
- Antonsson, T.; Fredriksson, H. The effect of cooling rate on the solidification of INCONEL 718. Metall. Mater. Trans. B 2005, 36, 85–96. [Google Scholar] [CrossRef]
- Karakose, E.; Keskin, M. Effect of microstructural evolution and elevated temperature on the mechanical properties of Ni-Cr-Mo alloys. J. Alloys Compd. 2015, 619, 82–90. [Google Scholar] [CrossRef]
- Whitesell, H.S.; Overfelt, R.A. Influence of solidification variables on the microstructure, macro segregation, and porosity of directionally solidified Mar-M247. Mater. Sci. Eng. A 2001, 318, 264–276. [Google Scholar] [CrossRef]
- Chen, Q.; Chen, Z.; Liu, F.; Cui, R.X.; Liang, T. The investigation of recrystallization developed in the largely undercooled Ni-3 at.% Sn alloy. J. Alloys Compd. 2015, 638, 109–114. [Google Scholar] [CrossRef]
- Ye, X.; Hua, X.; Wang, M.; Lou, S. Controlling hot cracking in Ni-based Inconel-718 superalloy cast sheets during tungsten inert gas welding. J. Mater. Proc. Technol. 2015, 222, 381–390. [Google Scholar] [CrossRef]
- Kang, M.; Wang, J.; Wang, K.; Ling, L.; Sun, B. Tensile properties and microstructures of investment complex shaped casting. Mater. Sci. Technol. 2014, 30, 1349–1353. [Google Scholar] [CrossRef]
- Il Kwon, S.; Bae, S.H.; Do, J.H.; Jo, C.Y.; Hong, H.U. Characterization of the Microstructures and the Cryogenic Mechanical Properties of Electron Beam Welded Inconel 718. Metall. Mater. Trans. A 2016, 47, 777–787. [Google Scholar] [CrossRef]
- Wang, L.; Li, Y.; Dong, J.; Zhang, M. Effect of cooling rates on segregation and density variation in the mushy zone during solidification of superalloy inconel 718. Chem. Eng. Commun. 2000, 10, 290–305. [Google Scholar] [CrossRef]
- Ling, L.S.B.; Han, Y.F.; Zhou, W.; Gao, H.Y.; Shu, D.; Wang, J.; Kang, M.D.; Sun, B.D. Study of Microsegregation and Laves Phase in INCONEL718 Superalloy Regarding Cooling Rate during Solidification. Metall. Mater. Trans. A 2015, 46, 354–361. [Google Scholar] [CrossRef]
- Radhakrishna, C.H.; Prasad Rao, K. The formation and control of Laves phase in superalloy 718 welds. J. Mater. Sci. 1997, 32, 1977–1984. [Google Scholar] [CrossRef]
- Chang, S.-H. In situ TEM observation of γ′, γ″ and δ precipitations on Inconel 718 superalloy through HIP treatment. J. Alloys Compd. 2009, 486, 716–721. [Google Scholar] [CrossRef]
- Shahriari, D.; Sadeghi, M.H.; Akbarzadeh, A. Precipitate Dissolution during Heat Treatment of Nimonic 115 Superalloy. Mater. Manuf. Process. 2009, 24, 559–563. [Google Scholar] [CrossRef]
- Liu, L.; Sommer, F.; Fu, H.Z. Effect of solidification conditions on MC carbides in a nickel-base superalloy IN 738 LC. Scr. Metall. Mater. 1994, 30, 587–591. [Google Scholar] [CrossRef]
- Appa Rao, G.; Satyanarayana, D.V.V. Influence of HIP processing on microstructure and mechanical properties of superalloy Udimet 720LI. Mater. Sci. Technol. 2011, 27, 478–486. [Google Scholar] [CrossRef]
- Lu, X.; Du, J.; Deng, Q. In situ observation of high temperature tensile deformation and low cycle fatigue response in a nickel-base superalloy. Mater. Sci. Eng. A 2013, 588, 411–415. [Google Scholar] [CrossRef]
- Lecomte-Beckers, J. Study of microporosity formation in nickel-base superalloys. Metall. Mater. Trans. A 1988, 19, 2341–2348. [Google Scholar] [CrossRef]
- Campbell, J. Complete Casting Handbook: Metal Casting Processes, Techniques and Design; Butterworth-Heinemann: Oxford, UK, 2011. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Ni | Co | Mo | Al | Ti | Nb | Ta | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.06 | 19.43 | 52.09 | 0.18 | 3.15 | 0.41 | 1.06 | 4.36 | 0.08 | Balance |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, M.; Wang, J.; Gao, H.; Han, Y.; Wang, G.; He, S. Effect of Solidification Behavior on Microstructures and Mechanical Properties of Ni-Cr-Fe Superalloy Investment Casting. Materials 2017, 10, 250. https://doi.org/10.3390/ma10030250
Kang M, Wang J, Gao H, Han Y, Wang G, He S. Effect of Solidification Behavior on Microstructures and Mechanical Properties of Ni-Cr-Fe Superalloy Investment Casting. Materials. 2017; 10(3):250. https://doi.org/10.3390/ma10030250
Chicago/Turabian StyleKang, Maodong, Jun Wang, Haiyan Gao, Yanfeng Han, Guoxiang Wang, and Shuxian He. 2017. "Effect of Solidification Behavior on Microstructures and Mechanical Properties of Ni-Cr-Fe Superalloy Investment Casting" Materials 10, no. 3: 250. https://doi.org/10.3390/ma10030250