1. Introduction
Derived from wood or agricultural materials—such as kenaf, jute, hemp, flax, or other natural resources—natural fibers have been widely used as reinforced materials for plastics [
1]. Water evaporation in natural fibers leads to the emergence of pores during the compounding process, which can result in inferior performances of wood-plastic composites (WPCs). Thus, the natural fibers must be pretreated to control moisture content at 1% to 3% [
2]. However, the natural fibers can still be prone to agglomeration, due to the formation of hydrogen bonds between cellulose molecules that contain many hydroxyl groups and thus cause uneven dispersion during mixing [
3,
4]. Moreover, the majority of polar (hydrophilic) natural fibers are not compatible with non-polar (hydrophobic) substances, due to the existence of hydroxyl groups on the cellulose and hemicellulose of natural fibers. Therefore, it can result in poor interfacial compatibility between the natural fibers and thermoplastics in WPCs [
5].
Wood fibers must be thoroughly pre-treated to obtain good dispersion [
6]. Heat treatment method—e.g., drying pretreatment, high-temperature pressurized steaming pretreatment, or normal-temperature pressurized steaming pretreatment—is the conventional pretreatment method. Lanjie Li et al. researched the influence of the oven drying method on PE/pine powder composite materials, the results showed that drying the pine powder at 105 °C for 7 h could provide WPCs with better mechanical properties [
7]. However, the effect of the drying modification mechanism on the mechanical properties has not been further studied. Moreover, the commonly used drying pretreatments—including oven drying, impinging stream drying, flash tube drying, etc. [
8,
9]—can still lead to wood fiber agglomeration and poor uniformity of the final moisture content and may not be appropriate for WPC production. Ayrilmis N. et al. aimed to enhance the dimensional stability of flat-pressed wood plastic composites containing fast growing wood fibers by a thermal-treatment method [
10]. The wood fibers were treated at three different temperatures (120, 150, or 180 °C) for 20 or 40 min in a laboratory autoclave. The results showed that thickness swelling and water absorption of the WPC panels significantly decreased with increasing the treatment temperature and time, and the flexural properties and internal bond strength were more seriously affected by the treatment. Yanjun Li et al. treated the bamboo at high temperature [
11]. The results showed that the contents of holocellulose decreased from 76.14% to 72.14% with the increase of treatment temperature from 100 °C to 180 °C and the slightly increased of lignin contents, while the change of the mechanical properties of bamboo/high-density polyethylene (HDPE) composites is not obvious. Xun G. et al. investigated high temperature and pressurized steaming/silane coupling co-modification on the properties of wood fiber/HDPE composites. These scholars asserted that the thermal stability, crystallinity, and dynamic thermal-mechanical properties of the composites were improved by high-temperature heat treatment [
12]. However, these methods usually have several disadvantages such as long treatment time, complexity, and low production.
A low-energy consuming and fast heat treatment method at a high temperature that provides a good dispersion, high product quality, and low moisture content to wood fibers will be one of the key technologies for WPC development. Few studies have examined the impact of a high-temperature hot air treatment on the quality of wood fibers, their dispersion in the plastic matrix, and the mechanical properties of WPCs. Compared to other heat treatments, impulse and cyclone heat treatment method can easily remove free water and most bound water of materials, due to the long residence time of material in the cyclone unit and acceleration and deceleration alternating in the impulse unit, which increases the mass and heat transfer efficiency. Moreover, high-temperature hot air can improve the fiber quality, which leads to a much lower number of free hydroxyl groups on the surface, a decreased polarity, a higher surface roughness, and a higher crystallinity of the cellulose.
This study explored modification mechanism of high-temperature hot air treatment and silane coupling agents on poplar fibers. The effect of the different treatment parameters on the fiber quality, the dispersion of wood fibers in the plastic matrix, chemical composition, crystallinity, holocellulose content, pH, and the thermal stability of fibers was determined to obtain the final product that could be used in WPCs. Meanwhile, it provides a new modification method to enhance the properties of HDPE/wood fiber composites.
2. Material and Methods
2.1. Raw Materials
HDPE (5000S resin, density 0.954 g·cm
−3, melt flow index 0.7 g/10 min, crystallinity percent 85%, and mol. wt. 3.0 × 10
5) from Daqing Petrochemical Co. (Daqing, China) was used in the study as the matrix. Harbin Yongxu Wood-based Panel Co., Ltd. (Heilongjiang, China) supplied the poplar wood veneers with sizes ranging from 50 cm to 100 cm in length, 30 cm to 50 cm in width, and 0.4 cm to 0.6 cm in thickness. Using a wood fiber mill (FY600, Fuyang Energy Technology Co., Ltd., Xuzhou, China), the poplar wood veneers were smashed and milled into poplar wood fibers with particle sizes ranging from 60- to 80-mesh [
13]. The characteristics of poplar wood fibers after milling are shown in
Table 1.
The silane coupling agent (A-187:
![Materials 10 00286 i001]()
CH
2OCH
2CH
2CH
2(CH
2)
3Si(OCH
3)
3) with a boiling point of 290 °C (Quanxi Chemical Co., Ltd., Nanjing, China), industrial-grade paraffin (density 0.95 g/cm
3, mol. wt. 3500) as lubricant, MgCl
2, NaNO
2, NaCl, KCl, Na
2SO
4, acetone, ethanol, and glacial acetic acid were used as raw materials in this study.
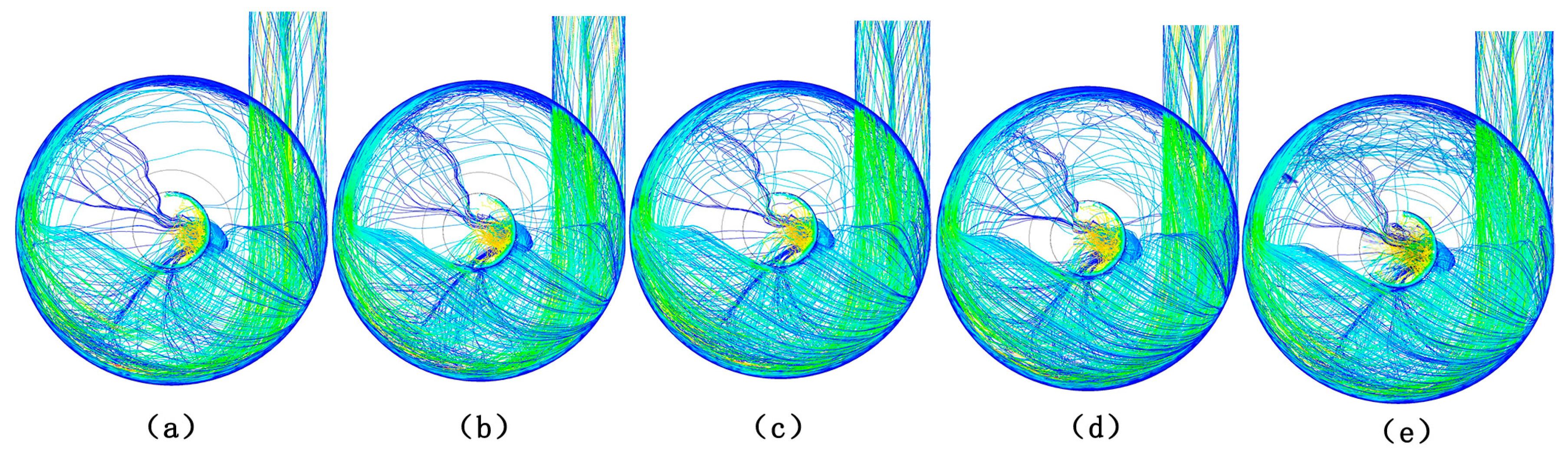
2.2. High-Temperature Hot Air Treatment/Silane Coupling Agent Modification of Poplar Wood Fibers
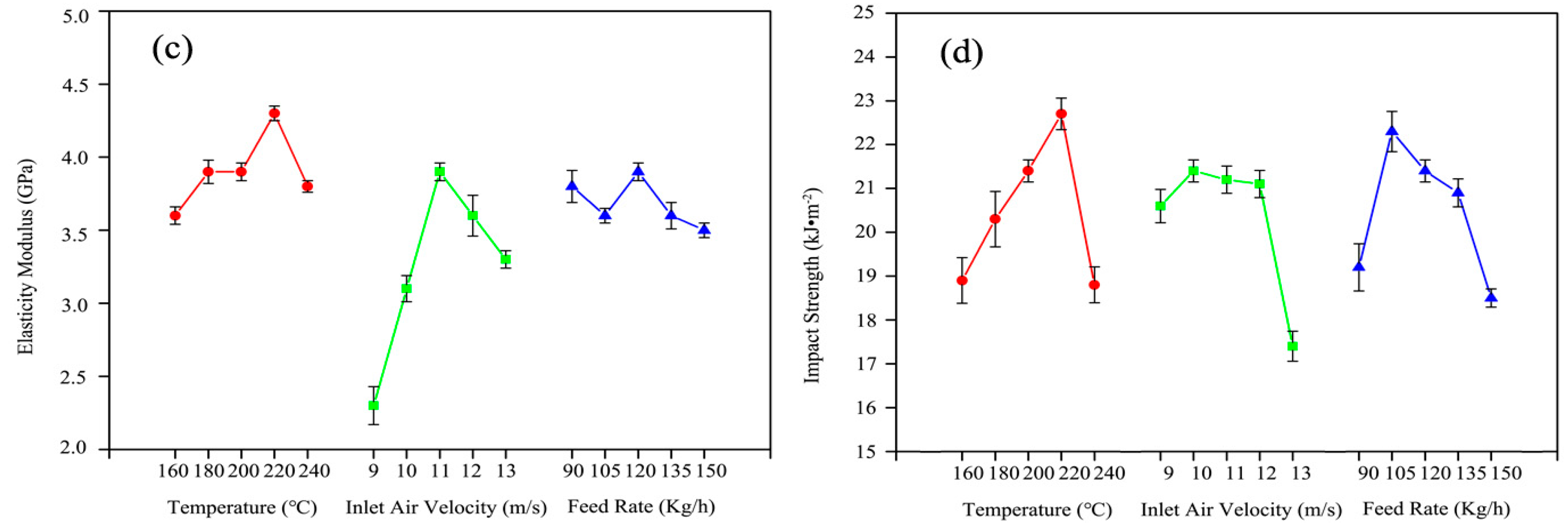
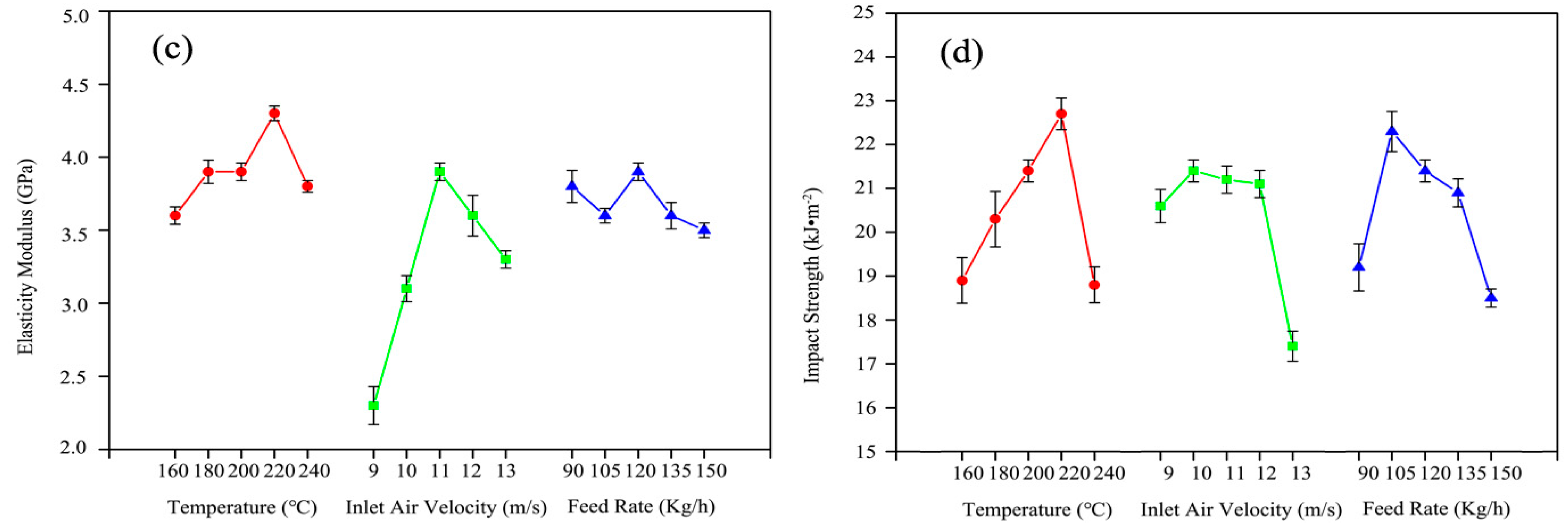
Poplar wood fibers were treated in a high-temperature environment with an impulse and cyclone heat treatment device (MQG-50, Jianda Equipment Co., Ltd., Changzhou, China). The optimal condition for high-temperature hot air (HTHA) treatment was selected through preliminary tests. The wood fibers were first subjected to high-temperature hot air generated using a heat generator, a screw feeder, and an induced draft fan at different temperatures (160, 180, 200, 220, 240 °C), inlet air velocity (9, 10, 11, 12, 13 m/s), and feed rate (90, 105, 120, 135, 150 kg/h). The silane coupling agent was then mixed with the HTHA-treated poplar wood fibers at a mass ratio of 3:100 in a high-speed mixer (SHR-10A, Tonghe Plastic Machinery Co., Ltd., Zhangjiagang, China). Afterwards, the modified poplar wood fibers were re-processed through the HTHA treatment device at low temperature (105 °C), air velocity (6 m/s), and feed rate (50 kg/h) for 5 min to decrease the moisture content to below 3%.
2.3. Preparation of Wood Fiber/HDPE Composites
Modified poplar wood fibers (50 wt. %), HDPE (48 wt. %), and paraffin [
14] (2 wt. %) were mixed and stirred in a high-speed mixer. The resultant uniform mixture was then placed into an SJSH30/SJ45 two-stage plastic extruder [
15] (Nanjing Rubber & Plastic Mechanic Co. Ltd., Nanjing, China). After granulation and extrusion molding, the standard specimens were prepared for impact, flexural, and tensile testing. There were six specimens in each group with the dimensions of 80 × 10 × 4 mm
3 (impact tests), 80 × 13 × 4 mm
3 (flexural tests), and 165 × 20 × 4 mm
3 (tensile tests).
2.4. Characterization of Wood Fibers
2.4.1. Fourier Transform Infrared Spectrometry Procedure and Analysis
Using the KBr disc technique (1 mg of sample powder/100 mg of KBr), the Fourier transform infrared spectrometry measurement was performed with a Nicolet Nexus 6700 FTIR spectrometer (American Thermo Fisher Scientific company, Waltham, MA, USA) at a resolution of 4 cm
−1, 32× scans, and a scanning range of 4000 cm
−1 to 600 cm
−1. Three replicate measurements were recorded for each condition [
16].
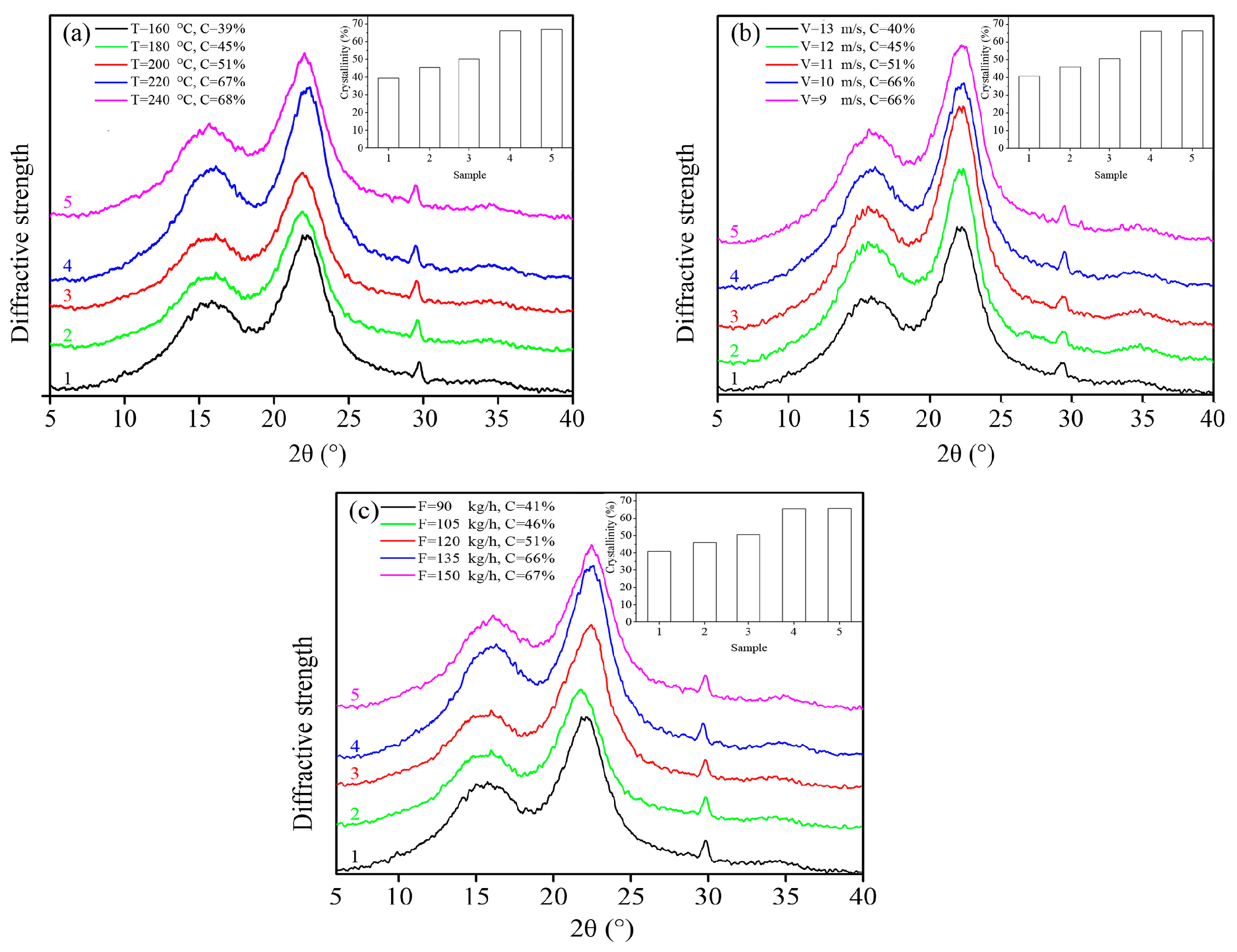
2.4.2. Wide-Angle X-ray Diffraction (WXRD)
A D/MAX 2200 X-ray diffractometer (Rigaku Corporation, Tokyo, Japan) was used to measure the WXRD patterns of the fiber samples before and after modification [
17]. Prior to the measurement, the samples were placed onto the supporter and pressed compactly. Over the angular range of 2θ = 5° to 40° and a step size of 5°/min, the WXRD data was generated by a diffractometer with Cu Kα radiation (λ = 1.542 Å) at 40 kV and 30 mA. The degree of crystallinity, or crystallinity index (
CI %), was evaluated for each sample using Equation (1),
where
Ac is the area of the crystalline reflection and
Aa is the area subtending the whole diffraction profile. The WXRD jade software (MDI JADE 6.5, Materials Data, Inc., Livermore, CA, USA) was adopted to calculate the diffraction peaks (002), the crystalline reflection, and the area subtending the whole diffraction profile.
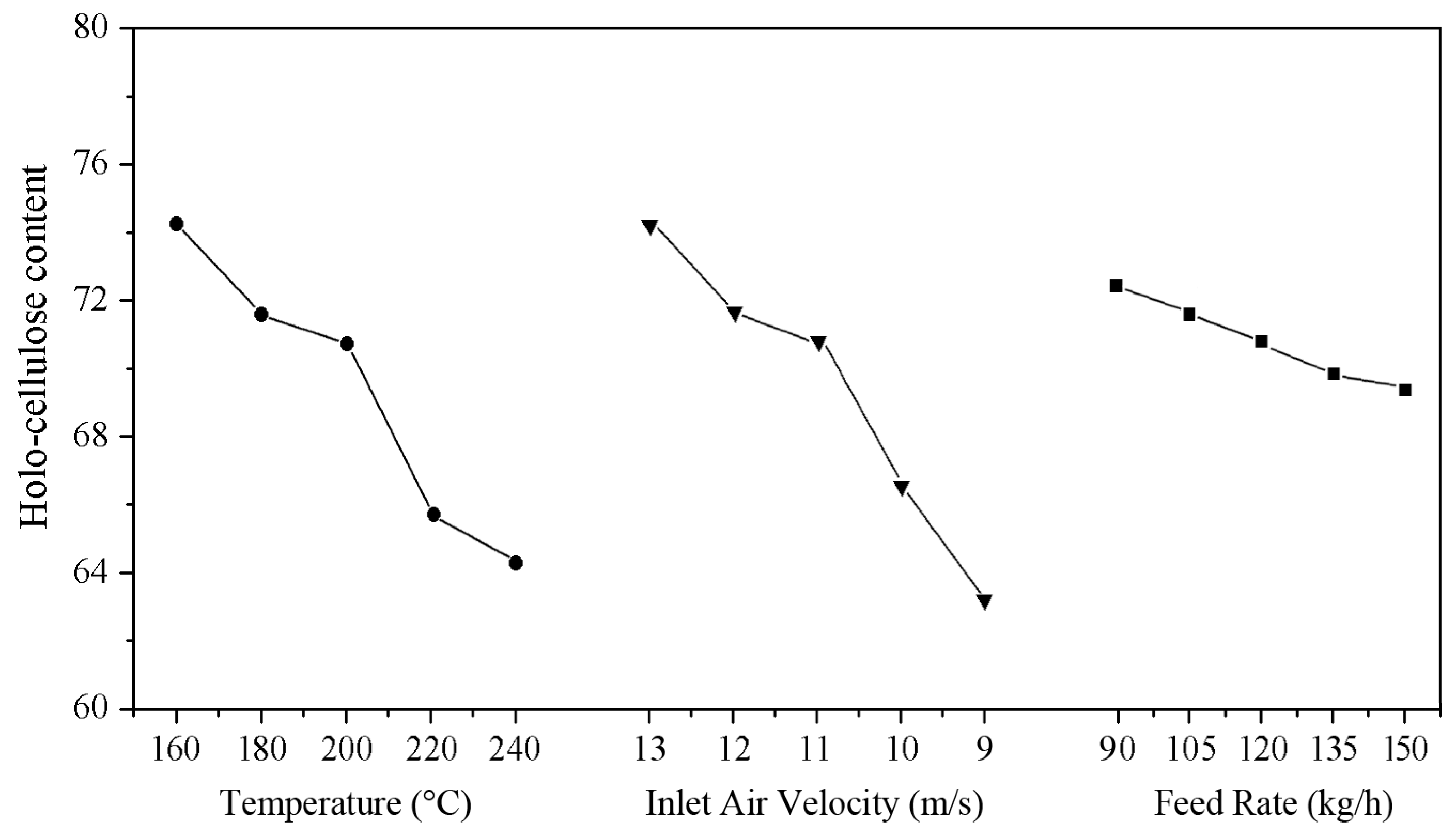
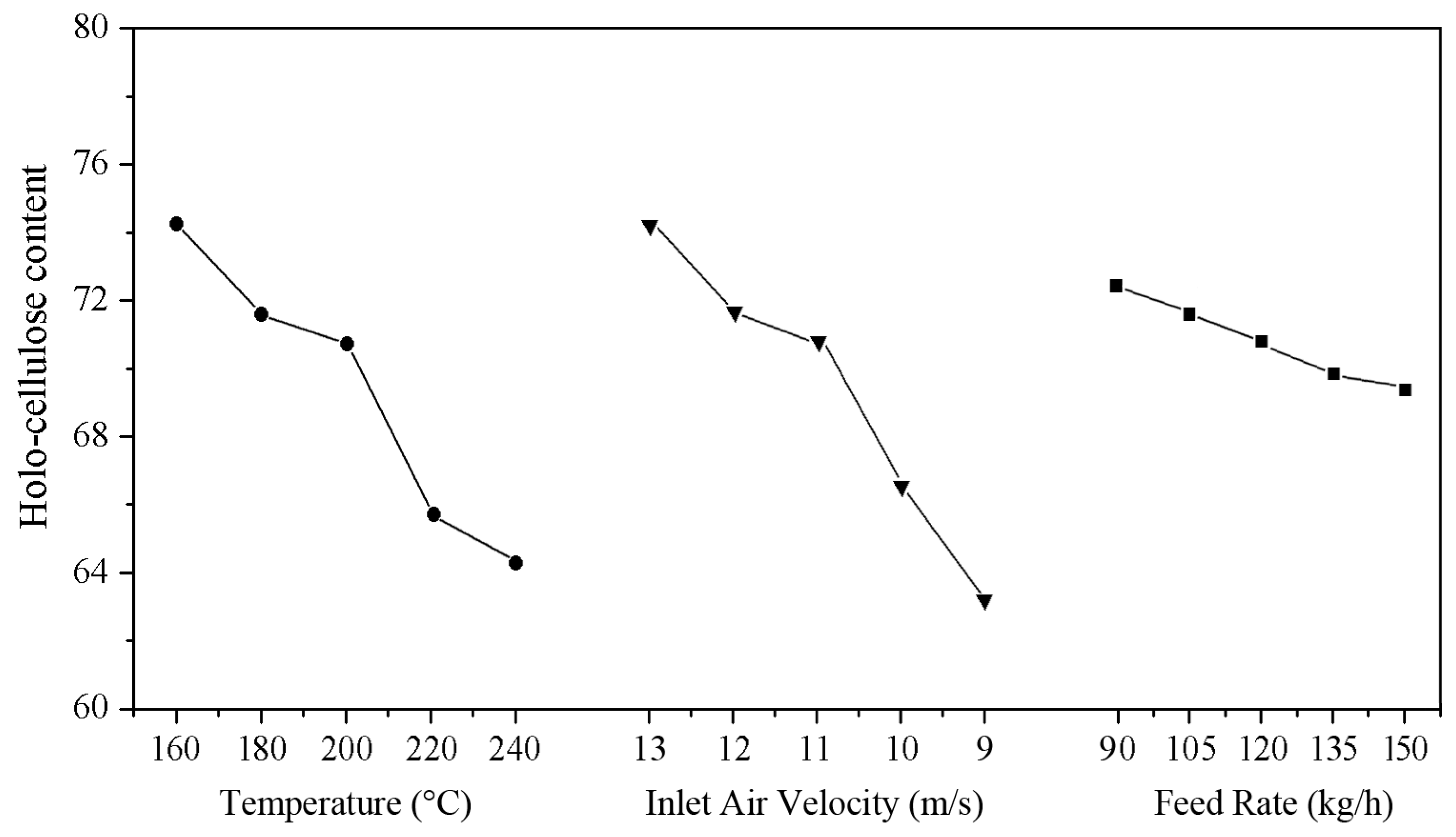
2.4.3. Holocellulose Extraction
According to the Chinese National Standard (GB/T 2677-1995) [
18], the sodium chlorite method was used to determine the holocellulose content. In the experiment, a mixture of toluene and ethanol was used to extract the substance from the modified poplar wood fibers, and then sodium chlorite and glacial acetic acid were added to the extracted substance for the delignification treatment. After washing, the extracted substances were dried in a drying oven (DHG-9030A, Shanghai Precision Instrument Co., Ltd., Shanghai, China) at 103 ± 2 °C. The sample was removed from the drying oven and weighed every two hours. When the mass change was less than 0.002 g, the absolute drying status of the substances was determined. The holocellulose content was calculated based on the oven-dried weight.
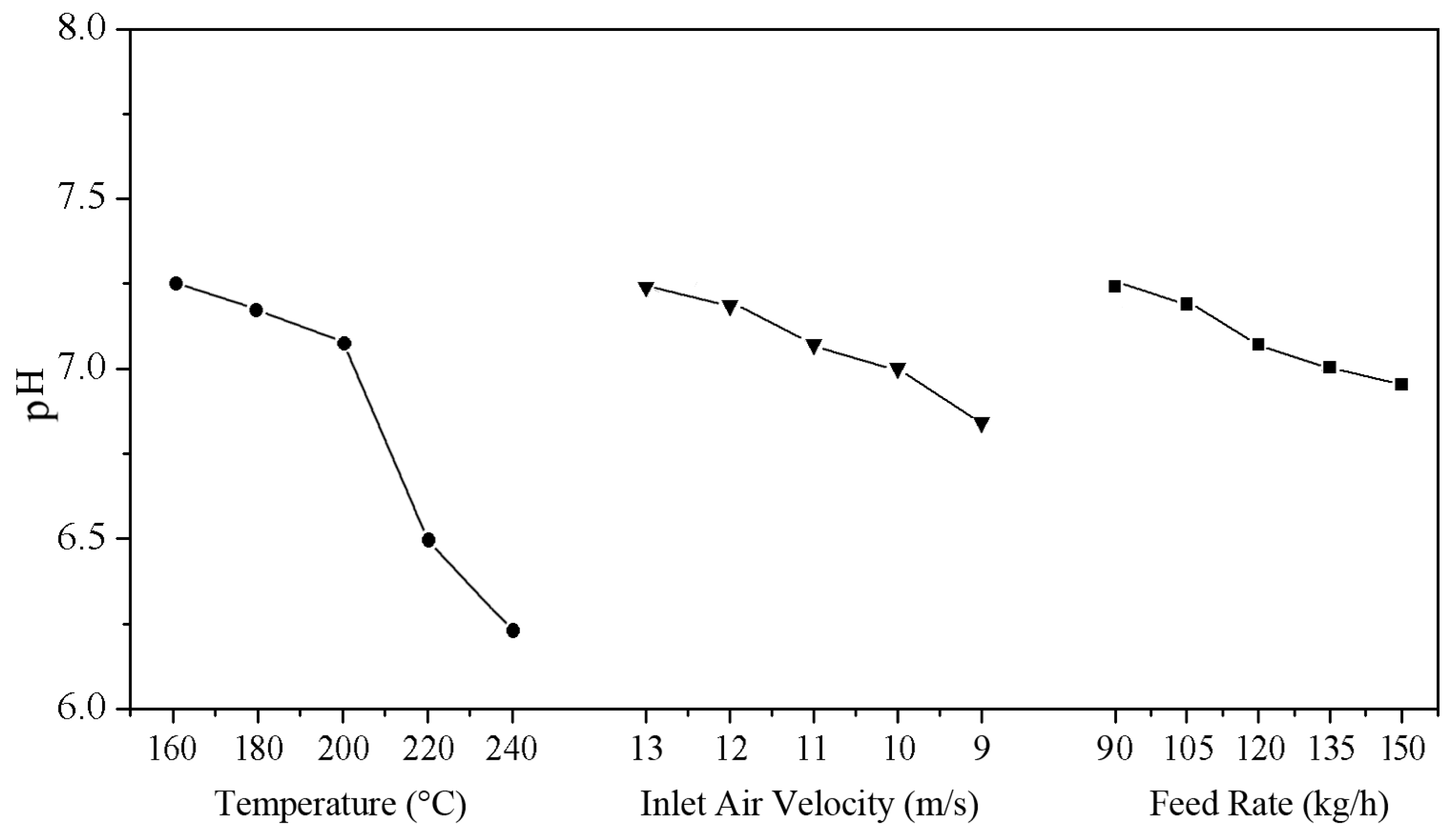
2.4.4. The pH Value
Three grams of wood fibers were weighed using an analytical electronic balance (range: 0–210 g, precision 0.1 mg) (model AE100, Mettler Instrument, Highstown, NJ, USA) and placed in a beaker. Then, 30 mL of distilled water was added to boil for 2 min and cool to room temperature. The mixture was further thoroughly stirred. The test for pH value of the modified poplar wood fibers was carried out based on GB/T 6043-2009 standard [
19].
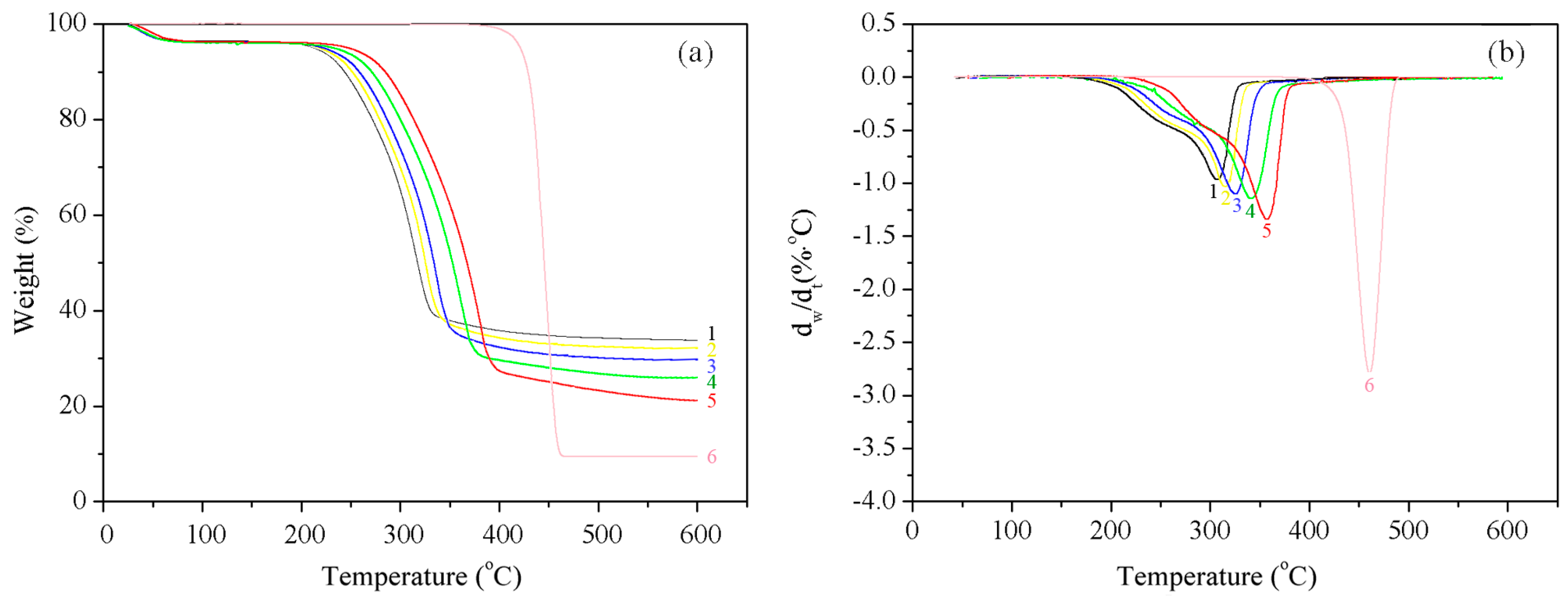
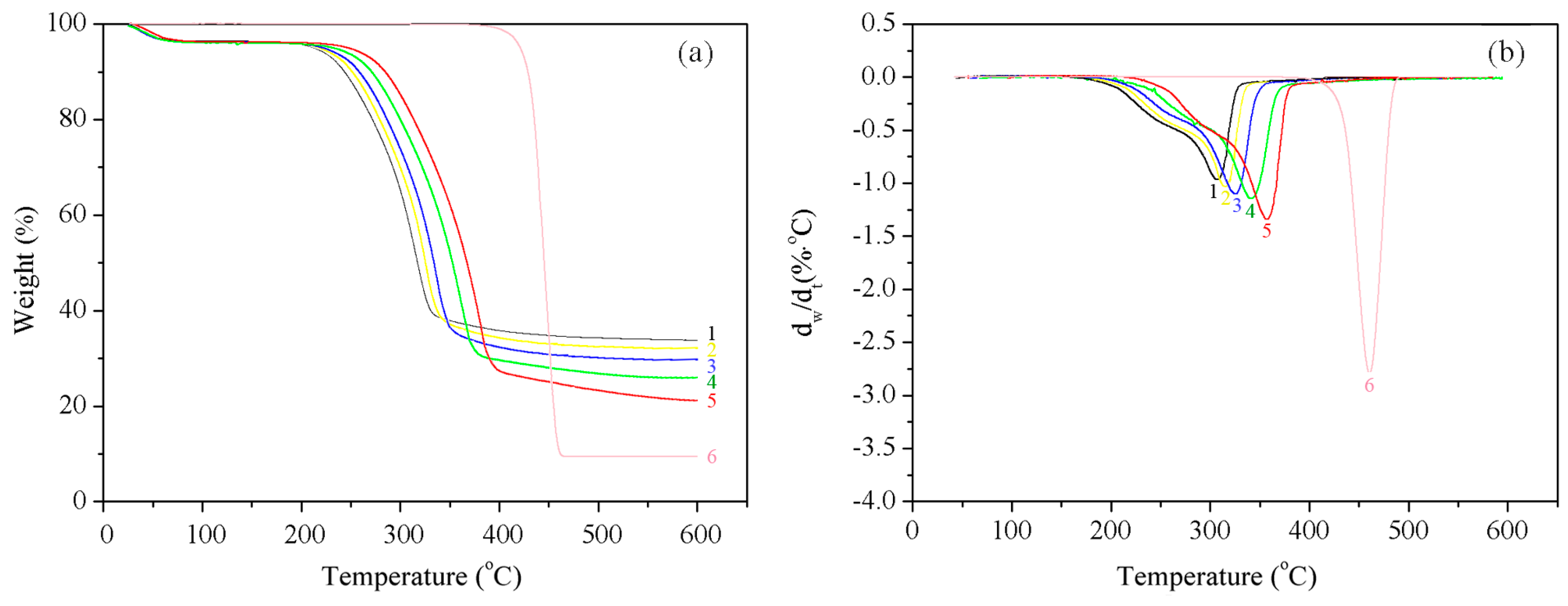
2.4.5. Thermogravimetric Analysis (TGA)
A TA 309F3 thermal gravimetric analyzer (TA Instruments, New Castle, DE, USA) was used to measure the thermal decomposition of modified poplar wood fibers during the heating process. The parameters were: a heating rate of 10 °C/min, a nitrogen flow rate of 30 mL/min, a temperature range of 20–600 °C, and a sample amount of 5 mg [
20].
2.5. Characterization of the Prepared Wood Fiber/HDPE Composites
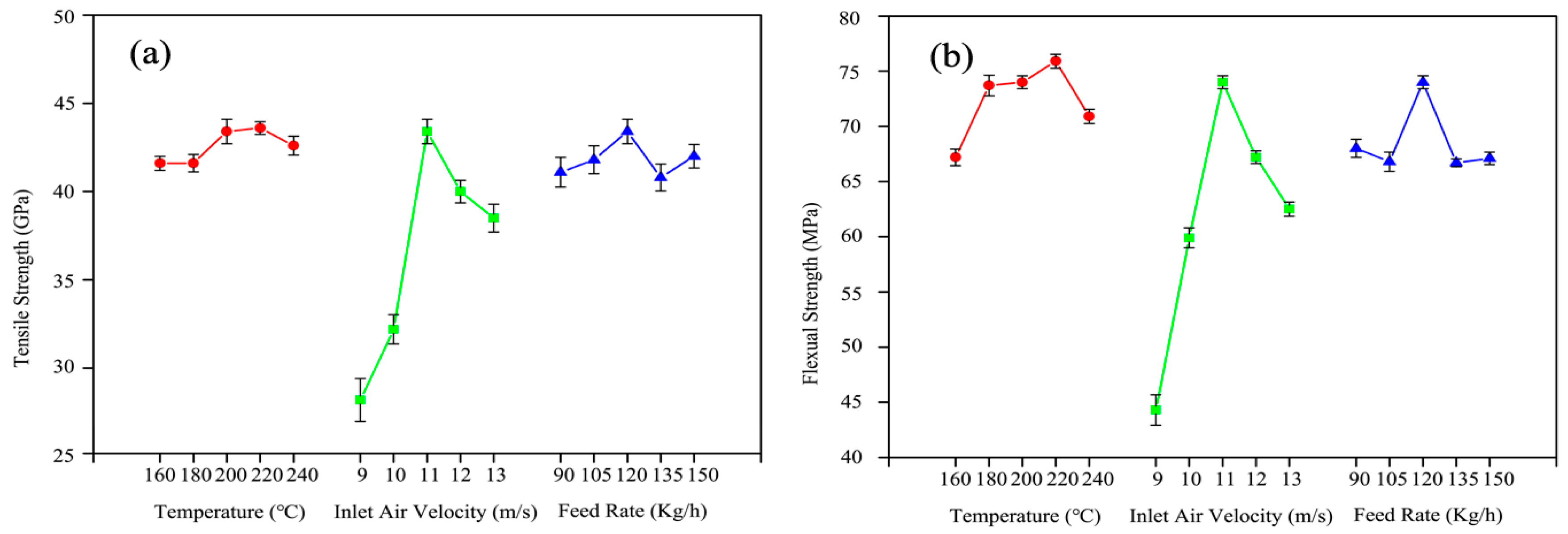
2.5.1. Mechanical Properties
The specimens with the typical dimensions of 165 × 20 × 4 mm
3 for tensile testing were measured using an RGT-20A electronic mechanics testing machine WDW-50 electronic mechanics testing machine (Changchun Kexin Instrument Equipment Co., Ltd., Changchun, China) according to ASTM D790 [
21]. A crosshead speed of 10 mm/min and a gauge length of 64 mm were used for the test. Flexural testing was conducted from specimens with a dimension of 80 × 13 × 4 mm
3 under the three-point bending test using the same Universal Testing Machine. A crosshead speed of 5 mm/min and a span length of 64 mm were used for the test. The impact strength was measured from specimens with a dimension of 80 × 10 × 4 mm
3 using a XJ-50G impact tester (Chengde Precision Testing Machine Co. Ltd., Chengde, China) according to ASTM D5628 [
22]. Each group of samples was simultaneously measured five times, and the mean value of five parallel measurements along with corresponding was taken to reflect the experiment result.
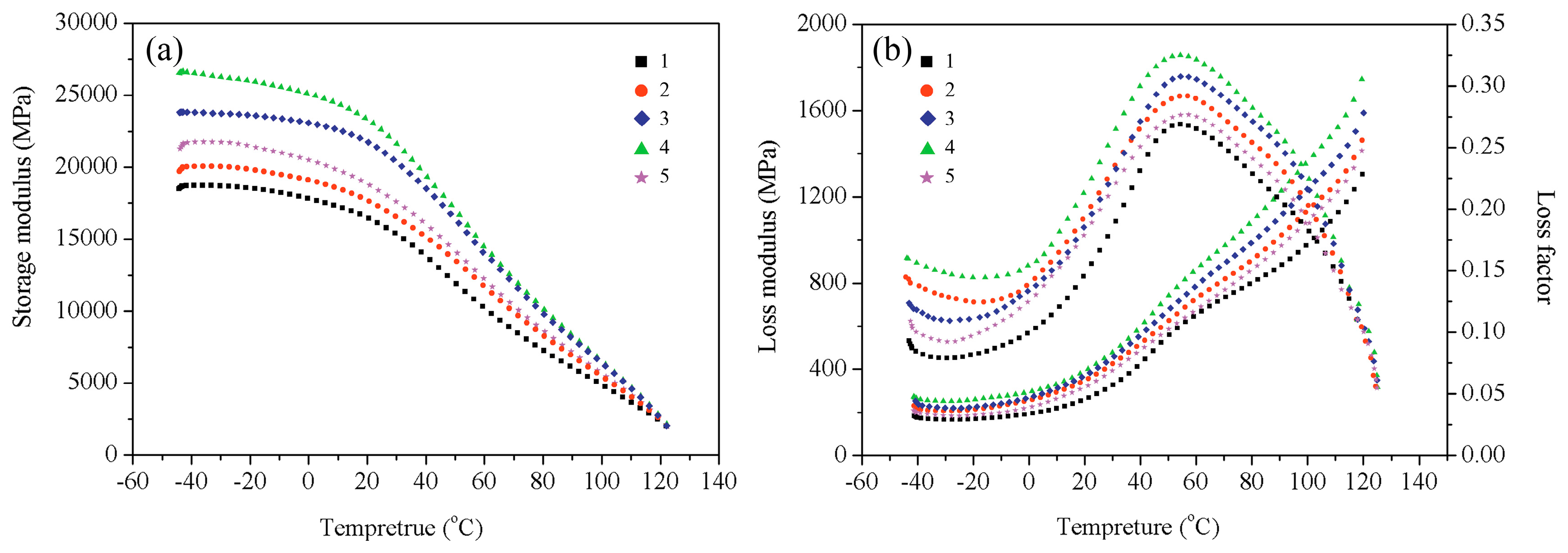
2.5.2. Dynamic Mechanical Analysis Test
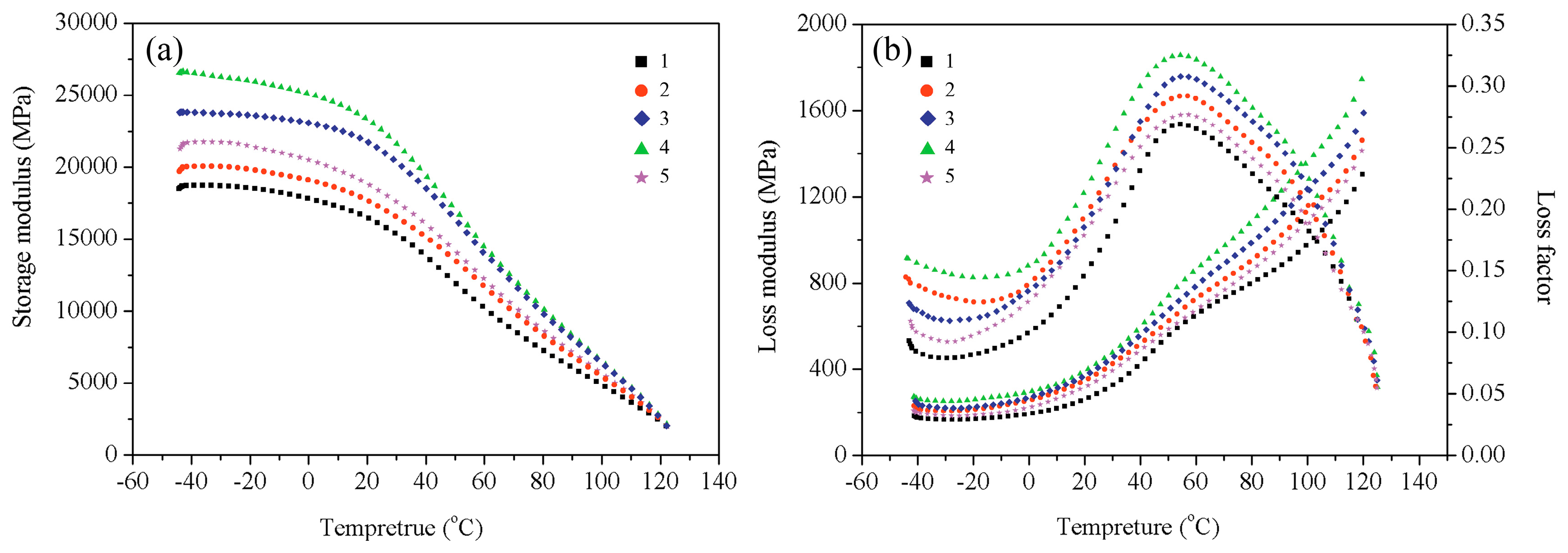
Dynamic mechanical analysis (DMA) of wood fiber/HDPE composites was performed using a TA Q800 analyzer (TA Instruments Inc., New Castle, DE, USA). The testing temperature ranged from 40 °C to 130 °C and the heating rate was 3 °C·min−1. Three replicates with dimensions of 35 mm in length, 12 mm in width, and 3 mm in thickness were performed for each sample.
The interfacial bonding between the modified poplar wood fiber and the polymer matrix can be evaluated using the adhesion factor (
A), which is determined from DMA data at 40 °C based on the study of Kubat et al. [
23] by using Equation (2):
where c and m subscripts represent composite and matrix, respectively, and
Vf is the fiber volume fraction. A low value of
A is an indicator of good adhesion or a high degree of interaction between the two phases and vice versa.
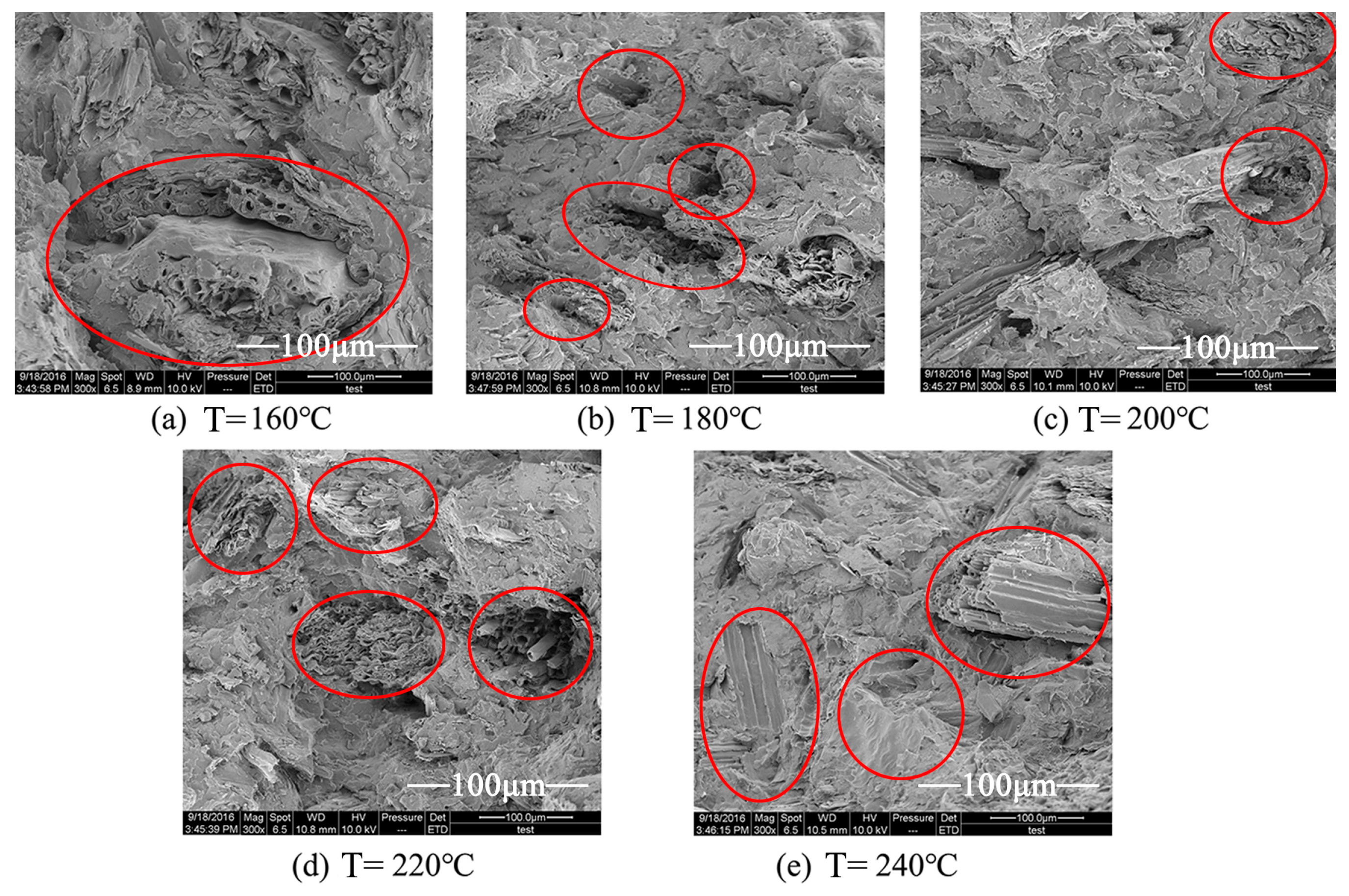
2.5.3. Scanning Electron Microscopy (SEM)
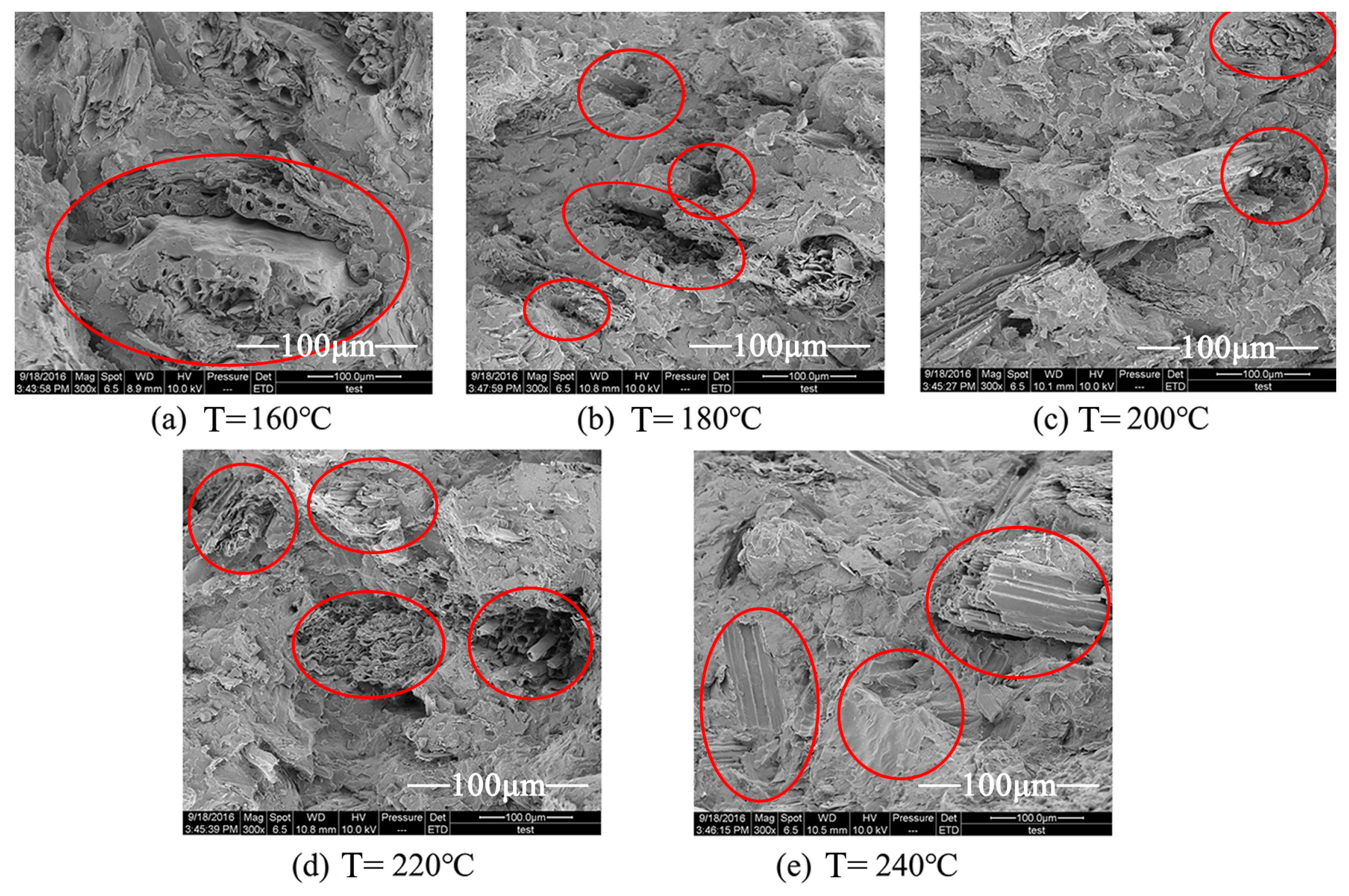
A QuanTa-200 Environmental Scanning Electron Microscope (FEI Company, Eindhoven, The Netherlands) was used to observe morphologies of wood fiber/HDPE composites. The magnification was 300×. The samples were taken from the tensile dumbbell test. The samples were frozen in liquid nitrogen and fractured to obtain a well-defined fiber/matrix interface. The samples were spray-coated with gold prior to the observation to enhance the surface conductivity, and observed under SEM at an acceleration voltage of 15 KV [
24].
2.5.4. Adsorption Measurements
Sixteen specimens with the dimensions of 10 × 10 × 4 mm
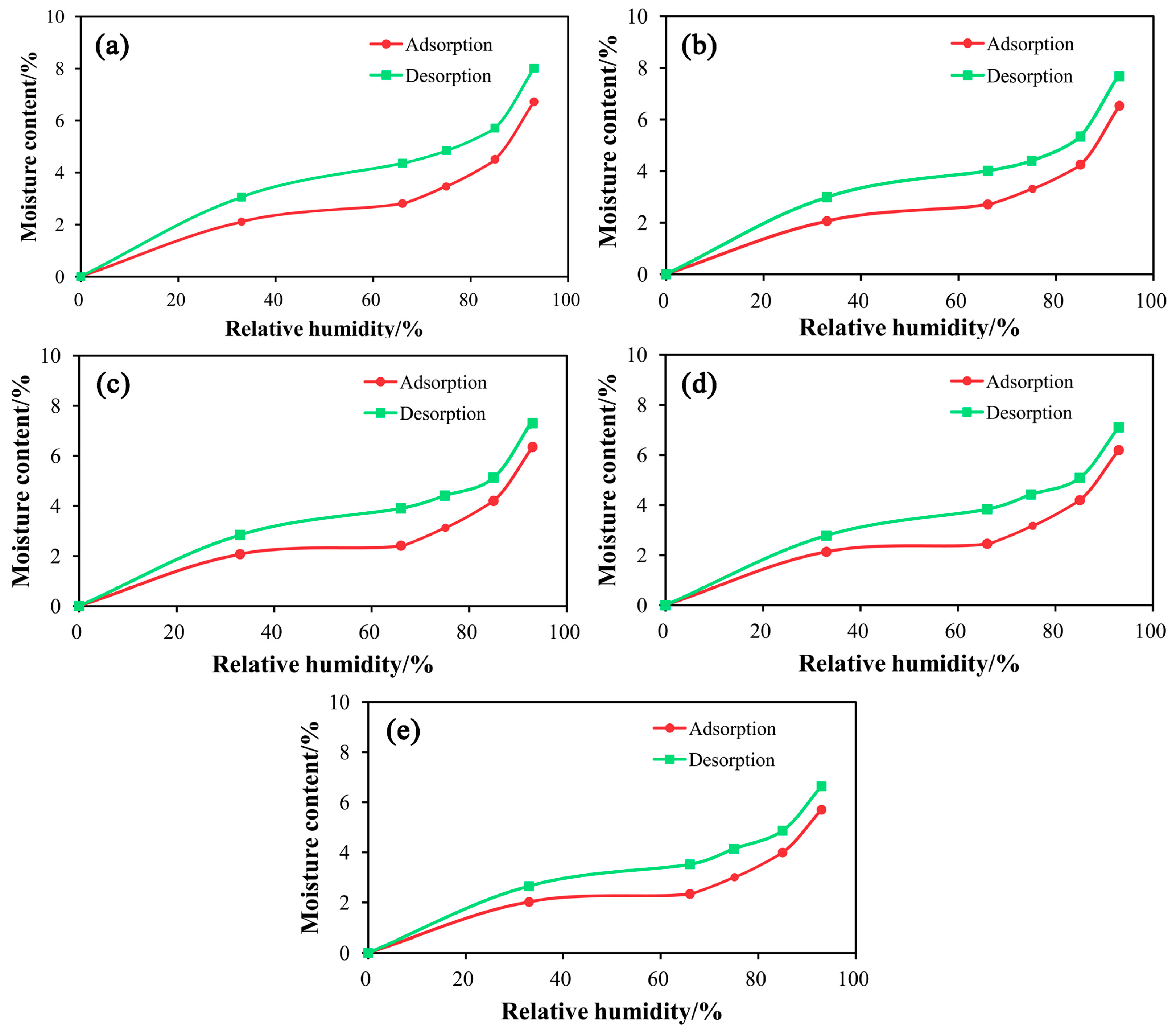
3 from each of the material types were randomly selected and numbered. First, the wood-plastic composite material was cut into the samples with above dimensions using small sample preparation equipment (XXZ-II, Chengde Jinjian Test Equipment Co., Chengde, China). Then, the burrs on the edge of the samples were removed with 800 mesh sandpaper (M10, Lifeng Sandpaper Co., Foshan, Guangdong, China). Eight specimens were placed in a DHG-9030A oven dryer (Shanghai Shuangxu Electronics Co., Shanghai, China) at 103 ± 2 °C to reach the absolute dry state for adsorption test. The remaining eight specimens were placed in distilled water until the saturation state for the desorption test. All of the samples were conditioned to reach equilibrium at a relative humidity of 33%, 66%, 75%, 85%, and 93%, respectively, in different saturated saline solutions of desiccators [
25]. The initial weight of all specimens was measured. The equilibrium moisture content (EMC) of each specimen was calculated based on the oven-dry weight. The following Equation (3) was used to measure the EMC, which was accurate to 0.01 g,
where
EMC (%) is the equilibrium moisture content of the sample,
W1 (g) is the sample mass after adsorption and desorption tests, and
W0 (g) is the absolute dry mass of the sample.
4. Conclusions
High-temperature hot air (HTHA) treatment and silane coupling agent were conducted for poplar fibers used in WPCs. The effects of HTHA treatment (i.e., temperature, inlet air velocity, feed rate) on the quality of modified poplar wood fibers and the properties of resultant composites were investigated. The results can be summarized as follows:
FTIR results indicated that the silane (A-187) and poplar wood fibers formed an effective chemical bond to enhance HDPE/wood fiber composites. The number of hydroxyl and carbonyl groups was reduced significantly with increasing temperature of HTHA, which decreased fiber polarity and resulted in a better compatibility between the fiber and plastic matrix.
After modification of HTHA and the silane coupling agent, the number of hydroxyl groups on the surface of the fibers and surface polarity decreased, whereas the crystallinity and thermal stability significantly increased. When the temperature of HTHA was 240 °C, the crystallinity of cellulose increased to 68%, an increase of 28% compared to poplar wood fibers at a HTHA temperature of 160 °C. Moreover, with increasing temperature of HTHA, the storage modulus and mechanical properties significantly improved. At a HTHA temperature of 220 °C, the storage modulus and the loss modulus of the composite both reached an optimum.
The equilibrium moisture content of the composite along the adsorption and the desorption direction both increased, whereas the equilibrium moisture content along the adsorption direction was less than that along desorption direction, resulting in a moisture hysteresis.
HTHA and silane coupling agent-treated fibers had good dispersibility and stability during the mixing or compounding process. Selecting an appropriate HTHA and silane coupling agent modification method is of significance for the performance of wood fibers and WPCs reinforced with fiber materials. Compared with the lower temperature condition of HTHA, the quality of fibers treated by HTHA at higher temperature, the composite material showed superior performance. With the increasing temperature of HTHA, the thermal stability of the wood fiber significantly improved; however, the holocellulose content and the pH of wood fibers gradually decreased.



 CH2OCH2CH2CH2(CH2)3Si(OCH3)3) with a boiling point of 290 °C (Quanxi Chemical Co., Ltd., Nanjing, China), industrial-grade paraffin (density 0.95 g/cm3, mol. wt. 3500) as lubricant, MgCl2, NaNO2, NaCl, KCl, Na2SO4, acetone, ethanol, and glacial acetic acid were used as raw materials in this study.
CH2OCH2CH2CH2(CH2)3Si(OCH3)3) with a boiling point of 290 °C (Quanxi Chemical Co., Ltd., Nanjing, China), industrial-grade paraffin (density 0.95 g/cm3, mol. wt. 3500) as lubricant, MgCl2, NaNO2, NaCl, KCl, Na2SO4, acetone, ethanol, and glacial acetic acid were used as raw materials in this study.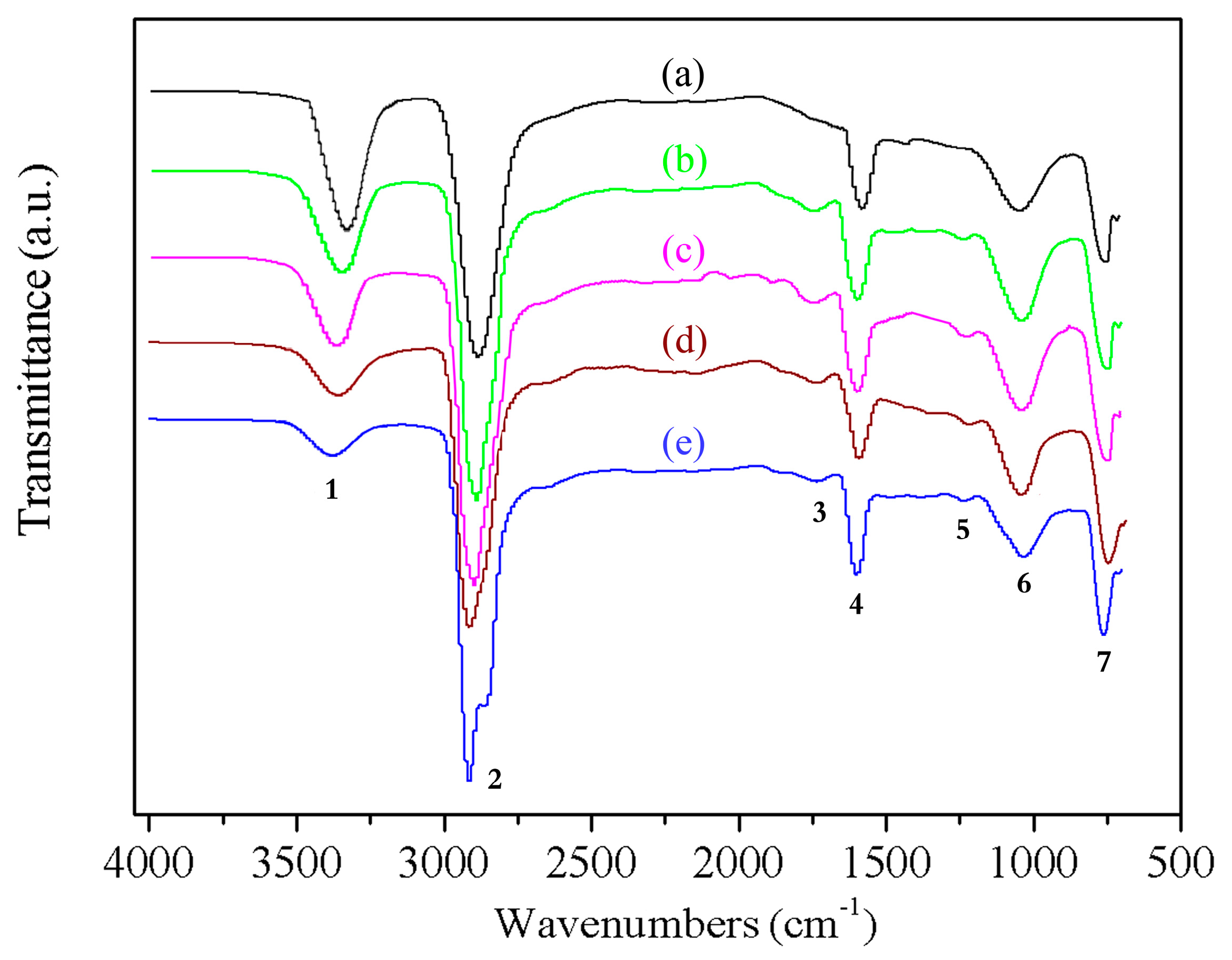




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}