
Improving the Flame Retardant Efficiency of Layer by Layer Coatings Containing Deoxyribonucleic Acid by Post-Diffusion of Hydrotalcite Nanoparticles


Abstract
:1. Introduction
2. Results and Discussion
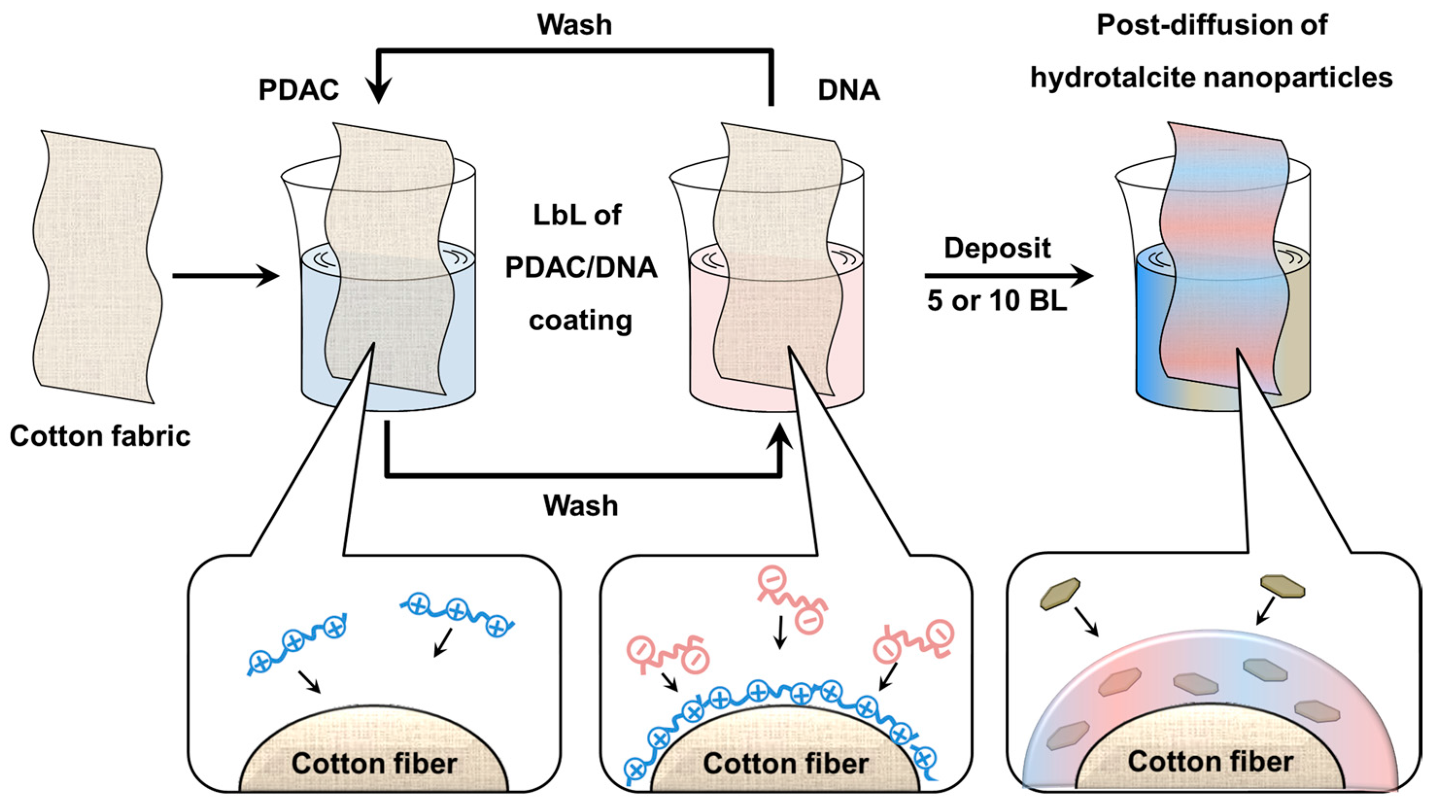
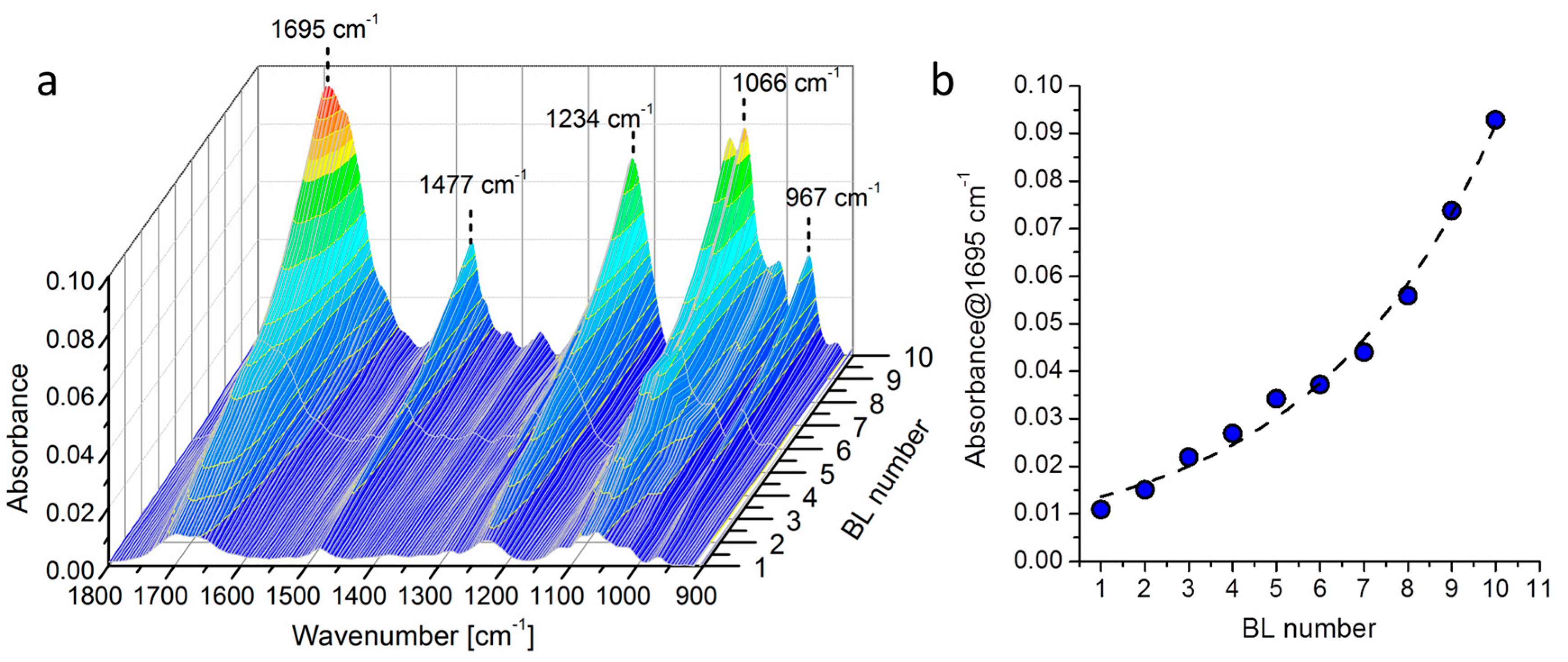
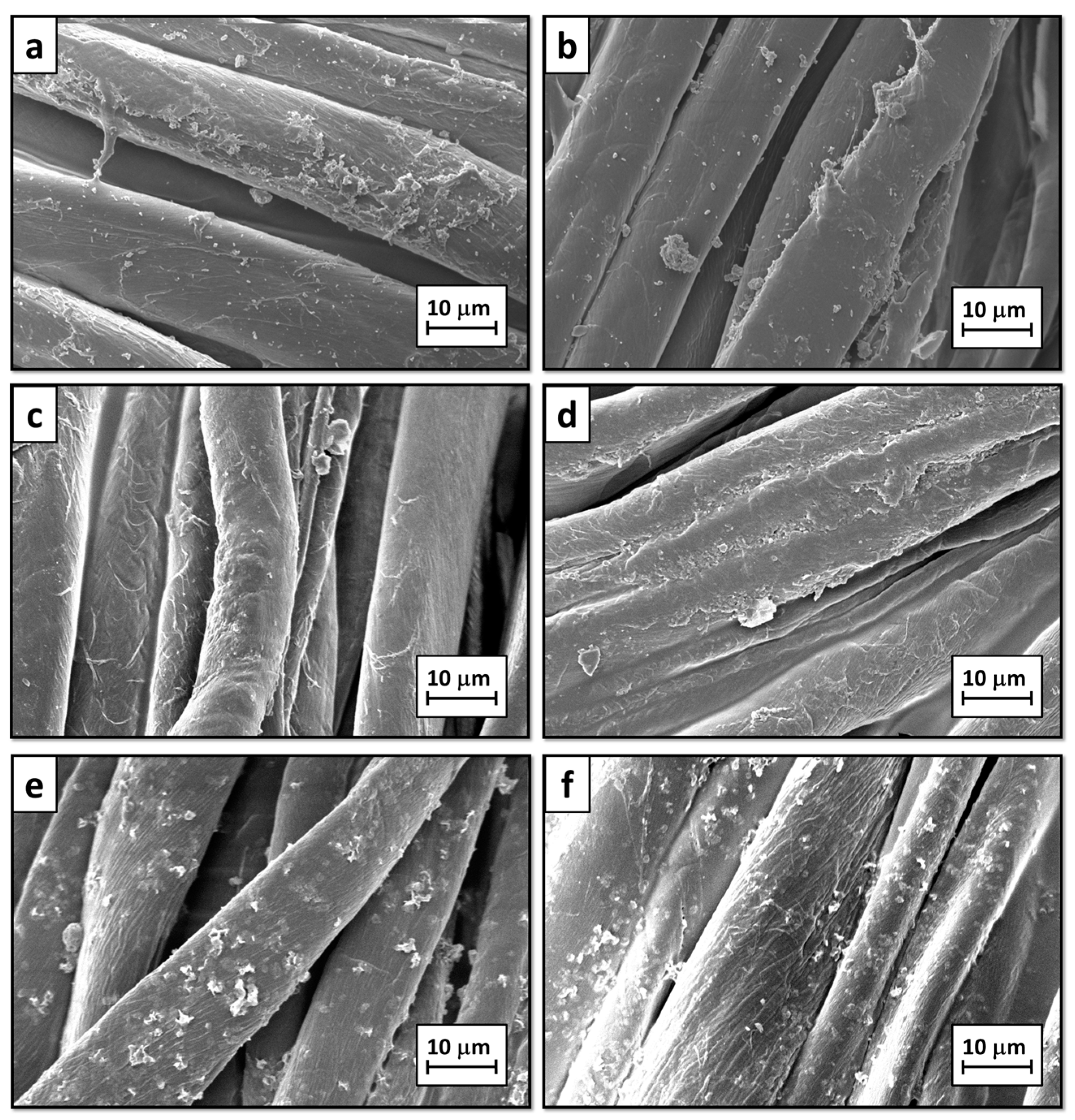
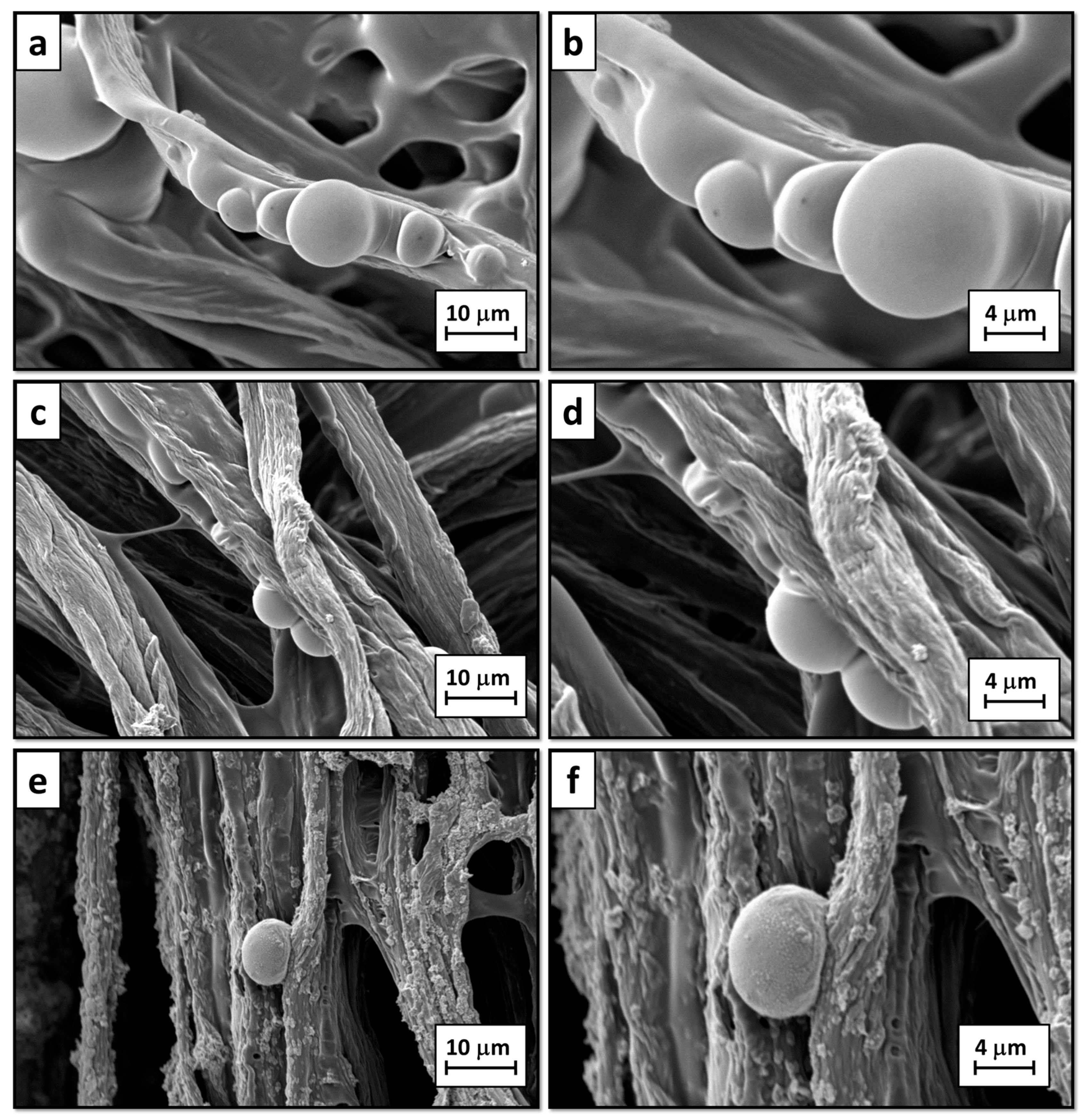
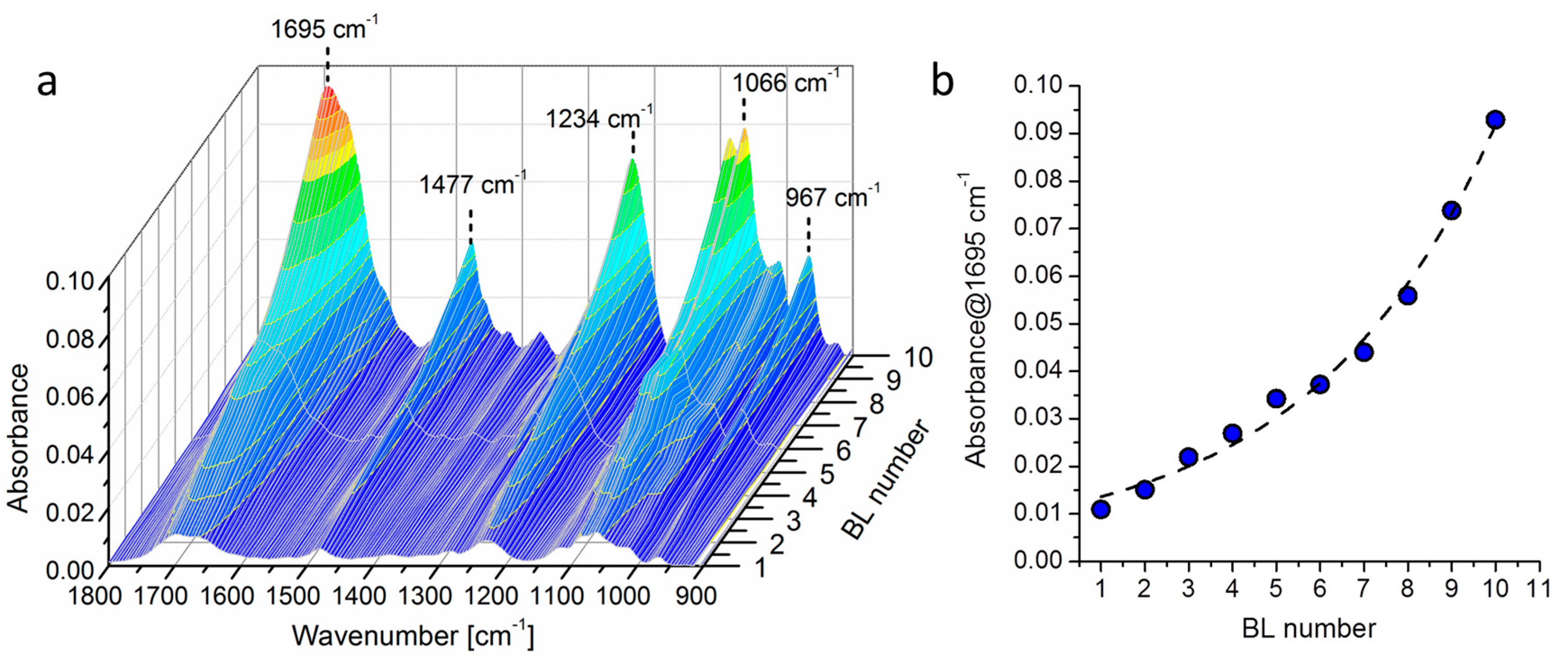
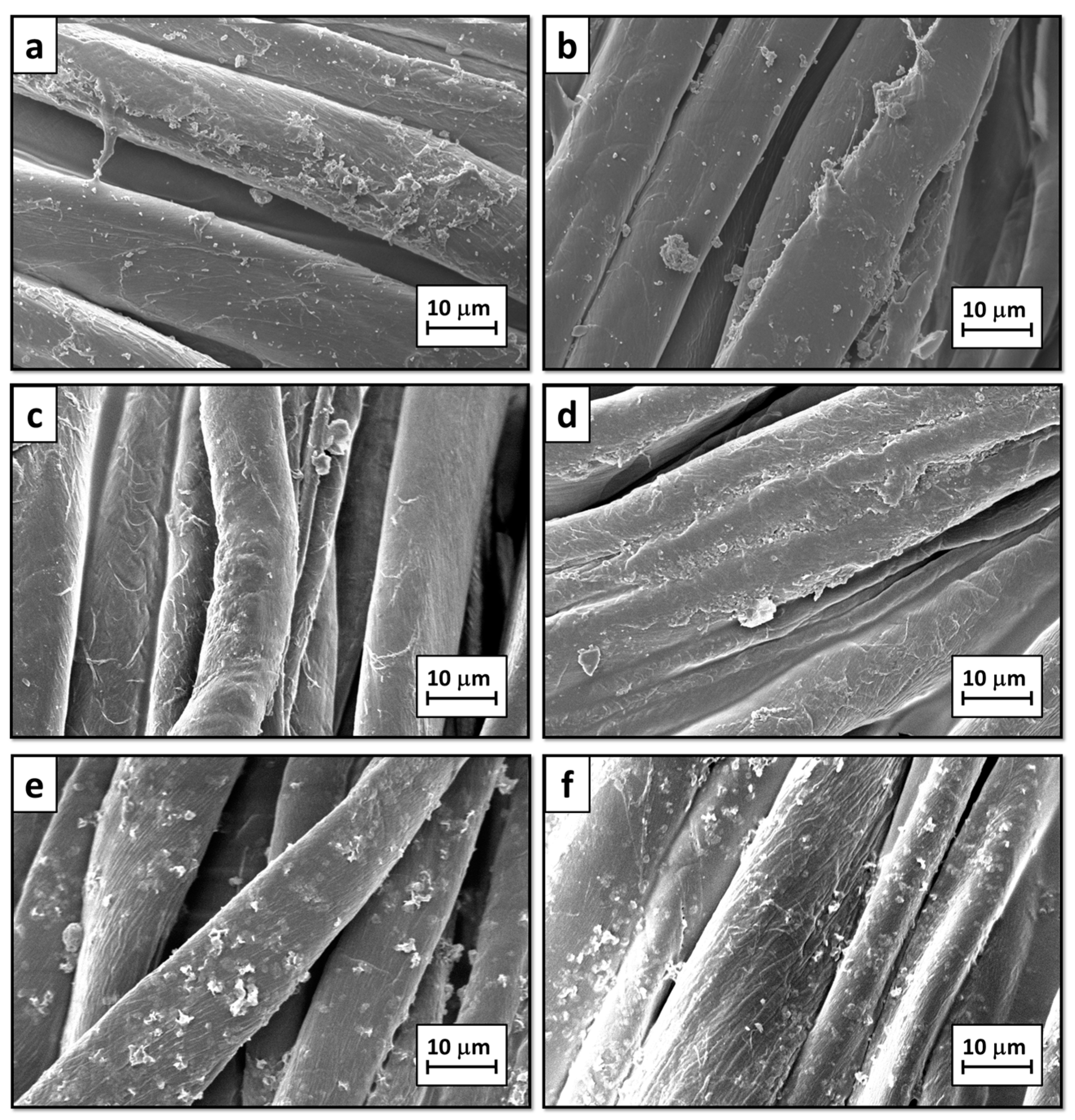
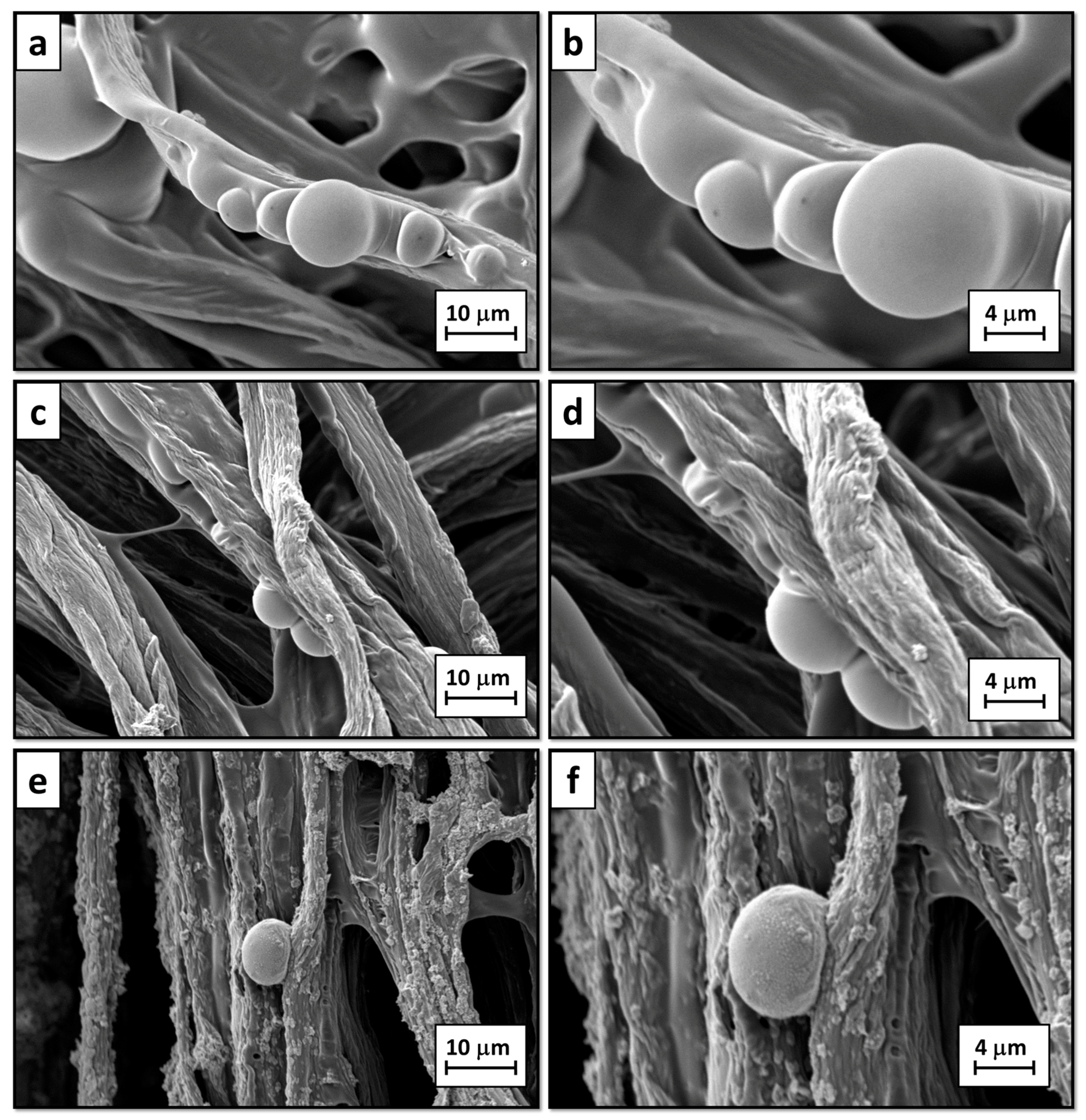
2.1. Coating Growth and Morphology on Cotton
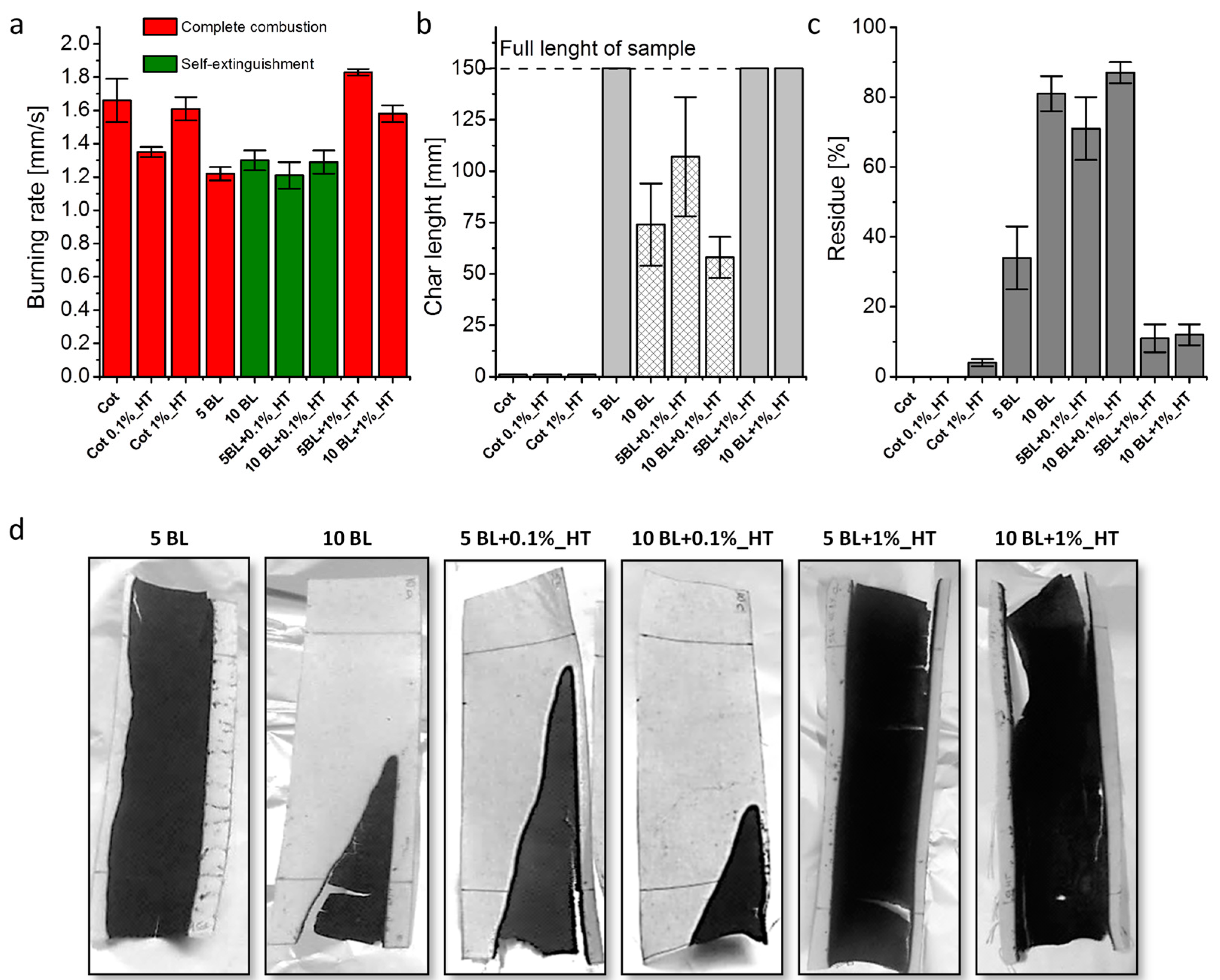
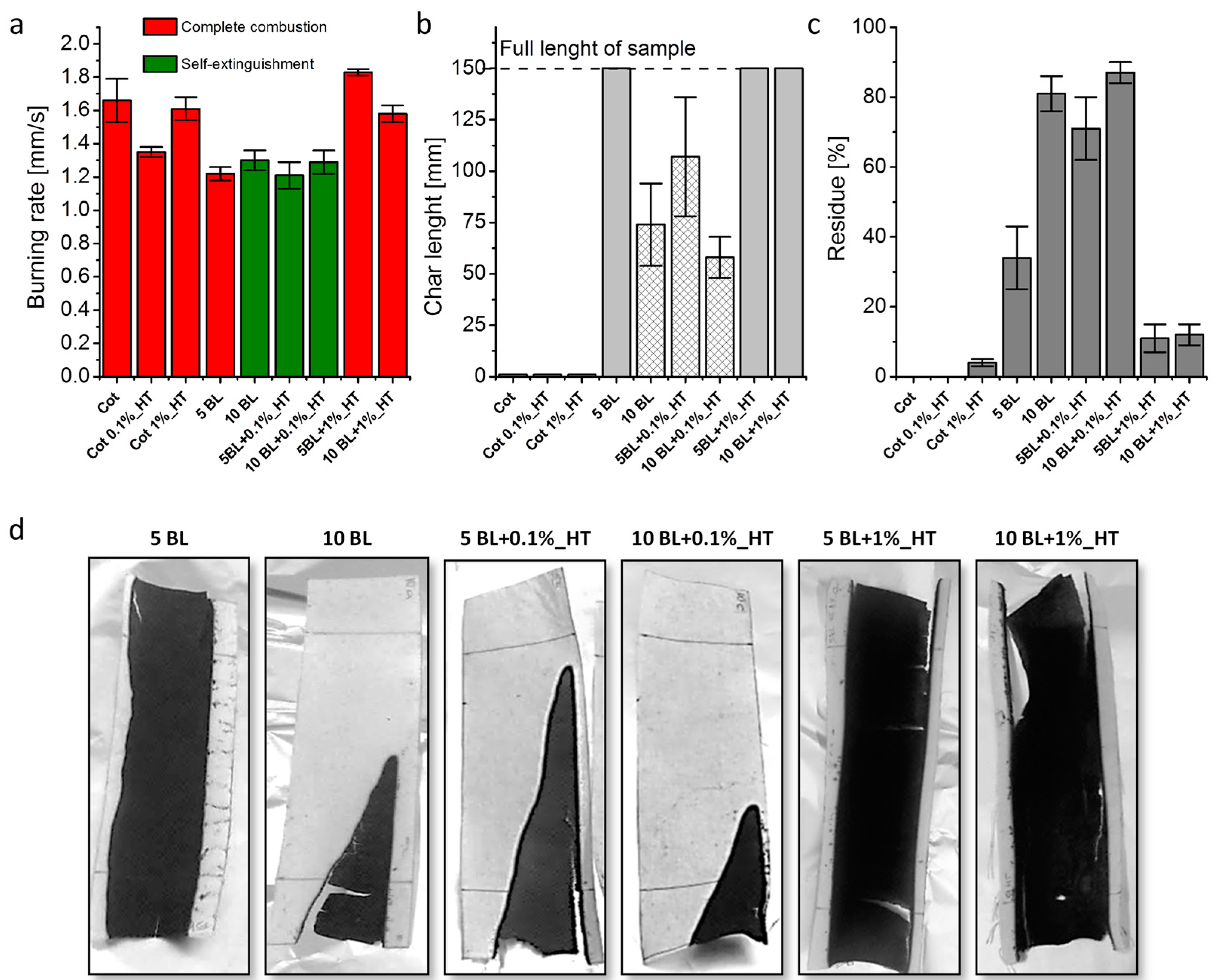
2.2. Flammability
2.3. Cone Calorimetry
2.4. Analysis of Post-Combustion Char Residue
3. Materials and Methods
3.1. Materials
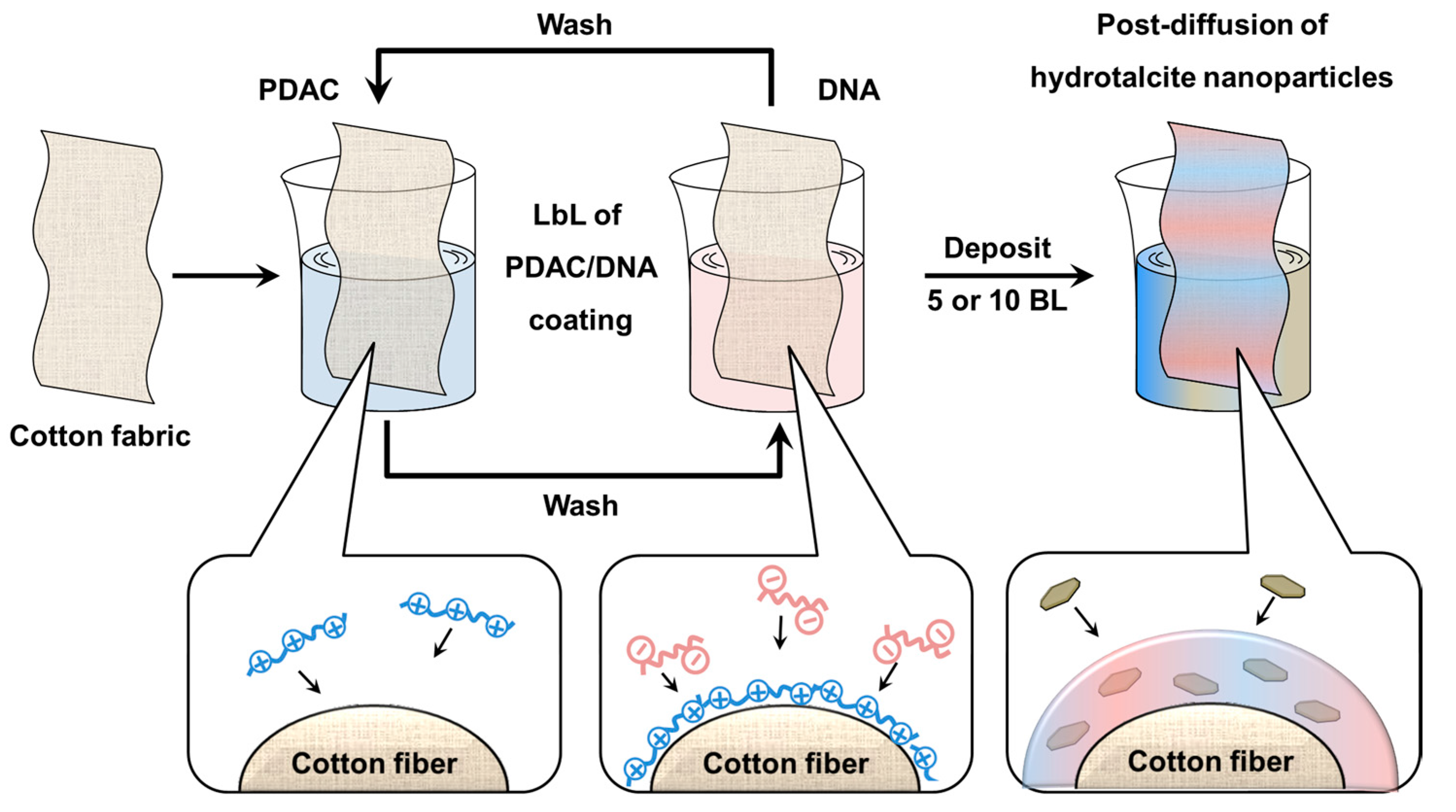
3.2. Layer by Layer Deposition and Post-Diffusion Process
3.3. Characterization of LbL Coatings and Treated Fabrics
4. Conclusions
Supplementary Materials
Author Contributions
Conflicts of Interest
References
- Decher, G.; Hong, J.D. In buildup of ultrathin multilayer films by a self-assembly process, 1 consecutive adsorption of anionic and cationic bipolar amphiphiles on charged surfaces. Macromol. Symp. 1991, 46, 321–327. [Google Scholar] [CrossRef]
- Hammond, P.T. Form and function in multilayer assembly: New applications at the nanoscale. Adv. Mater. 2004, 16, 1271–1293. [Google Scholar] [CrossRef]
- Shimazaki, Y.; Mitsuishi, M.; Ito, S.; Yamamoto, M. Preparation of the layer-by-layer deposited ultrathin film based on the charge-transfer interaction. Langmuir 1997, 13, 1385–1387. [Google Scholar] [CrossRef]
- Bergbreiter, D.E.; Tao, G.; Franchina, J.G.; Sussman, L. Polyvalent hydrogen-bonding functionalization of ultrathin hyperbranched films on polyethylene and gold. Macromolecules 2001, 34, 3018–3023. [Google Scholar] [CrossRef]
- Sun, J.; Wu, T.; Liu, F.; Wang, Z.; Zhang, X.; Shen, J. Covalently attached multilayer assemblies by sequential adsorption of polycationic diazo-resins and polyanionic poly(acrylic acid). Langmuir 2000, 16, 4620–4624. [Google Scholar] [CrossRef]
- Priolo, M.A.; Holder, K.M.; Guin, T.; Grunlan, J.C. Recent advances in gas barrier thin films via layer-by-layer assembly of polymers and platelets. Macromol. Rapid Commun. 2015, 36, 866–879. [Google Scholar] [CrossRef] [PubMed]
- Malucelli, G.; Carosio, F.; Alongi, J.; Fina, A.; Frache, A.; Camino, G. Materials engineering for surface-confined flame retardancy. Mater. Sci. Eng. R Rep. 2014, 84, 1–20. [Google Scholar] [CrossRef]
- Carosio, F.; Colonna, S.; Fina, A.; Rydzek, G.; Hemmerle, J.; Jierry, L.; Schaaf, P.; Boulmedais, F. Efficient gas and water vapor barrier properties of thin poly(lactic acid) packaging films: Functionalization with moisture resistant nafion and clay multilayers. Chem. Mater. 2014, 26, 5459–5466. [Google Scholar] [CrossRef]
- Ray, S.S.; Okamoto, M. Polymer/layered silicate nanocomposites: A review from preparation to processing. Prog. Polym. Sci. 2003, 28, 1539–1641. [Google Scholar]
- Kemmlein, S.; Herzke, D.; Law, R.J. Brominated flame retardants in the european chemicals policy of reach-regulation and determination in materials. J. Chromatogr. A 2009, 1216, 320–333. [Google Scholar] [CrossRef] [PubMed]
- Stieger, G.; Scheringer, M.; Ng, C.A.; Hungerbuhler, K. Assessing the persistence, bioaccumulation potential and toxicity of brominated flame retardants: Data availability and quality for 36 alternative brominated flame retardants. Chemosphere 2014, 116, 118–123. [Google Scholar] [CrossRef] [PubMed]
- Carosio, F.; Fontaine, G.; Alongi, J.; Bourbigot, S. Starch-based layer by layer assembly: Efficient and sustainable approach to cotton fire protection. ACS Appl. Mater. Interfaces 2015, 7, 12158–12167. [Google Scholar] [CrossRef] [PubMed]
- Huang, G.; Yang, J.; Gao, J.; Wang, X. Thin films of intumescent flame retardant-polyacrylamide and exfoliated graphene oxide fabricated via layer-by-layer assembly for improving flame retardant properties of cotton fabric. Ind. Eng. Chem. Res. 2012, 51, 12355–12366. [Google Scholar] [CrossRef]
- Carosio, F.; Alongi, J. Few durable layers suppress cotton combustion due to the joint combination of layer by layer assembly and uv-curing. RSC Adv. 2015, 5, 71482–71490. [Google Scholar] [CrossRef]
- Alongi, J.; Carosio, F.; Kiekens, P. Recent advances in the design of water based-flame retardant coatings for polyester and polyester-cotton blends. Polymers 2016, 8, 357. [Google Scholar] [CrossRef]
- Carosio, F.; Alongi, J. Ultra-fast layer-by-layer approach for depositing flame retardant coatings on flexible pu foams within seconds. ACS Appl. Mater. Interfaces 2016, 8, 6315–6319. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Pan, Y.-T.; Wan, J.-T.; Wang, D.-Y. An eco-friendly way to fire retardant flexible polyurethane foam: Layer-by-layer assembly of fully bio-based substances. RSC Adv. 2014, 4, 46164–46169. [Google Scholar] [CrossRef]
- Patra, D.; Vangal, P.; Cain, A.A.; Cho, C.; Regev, O.; Grunlan, J.C. Inorganic nanoparticle thin film that suppresses flammability of polyurethane with only a single electrostatically-assembled bilayer. ACS Appl. Mater. Interfaces 2014, 6, 16903–16908. [Google Scholar] [CrossRef] [PubMed]
- Carosio, F.; Cuttica, F.; Di Blasio, A.; Alongi, J.; Malucelli, G. Layer by layer assembly of flame retardant thin films on closed cell pet foams: Efficiency of ammonium polyphosphate versus DNA. Polym. Degrad. Stab. 2015, 113, 189–196. [Google Scholar] [CrossRef]
- Apaydin, K.; Laachachi, A.; Ball, V.; Jimenez, M.; Bourbigot, S.; Toniazzo, V.; Ruch, D. Polyallylamine-montmorillonite as super flame retardant coating assemblies by layer-by layer deposition on polyamide. Polym. Degrad. Stab. 2013, 98, 627–634. [Google Scholar] [CrossRef]
- Alongi, J.; Di Blasio, A.; Carosio, F.; Malucelli, G. Uv-cured hybrid organic-inorganic layer by layer assemblies: Effect on the flame retardancy of polycarbonate films. Polym. Degrad. Stab. 2014, 107, 74–81. [Google Scholar] [CrossRef]
- Guin, T.; Krecker, M.; Milhorn, A.; Hagen, D.A.; Stevens, B.; Grunlan, J.C. Exceptional flame resistance and gas barrier with thick multilayer nanobrick wall thin films. Adv. Mater. Interfaces 2015, 2, 1500214. [Google Scholar] [CrossRef]
- Alongi, J.; Carosio, F.; Malucelli, G. Layer by layer complex architectures based on ammonium polyphosphate, chitosan and silica on polyester-cotton blends: Flammability and combustion behaviour. Cellulose 2012, 19, 1041–1050. [Google Scholar] [CrossRef]
- Holder, K.M.; Huff, M.E.; Cosio, M.N.; Grunlan, J.C. Intumescing multilayer thin film deposited on clay-based nanobrick wall to produce self-extinguishing flame retardant polyurethane. J. Mater. Sci. 2015, 50, 2451–2458. [Google Scholar] [CrossRef]
- Hassouna, F.; Kashyap, S.; Laachachi, A.; Ball, V.; Chapron, D.; Toniazzo, V.; Ruch, D. Peculiar reduction of graphene oxide into graphene after diffusion in exponentially growing polyelectrolyte multilayers. J. Colloid Interface Sci. 2012, 377, 489–496. [Google Scholar] [CrossRef] [PubMed]
- Srivastava, S.; Ball, V.; Podsiadlo, P.; Lee, J.; Ho, P.; Kotov, N.A. Reversible loading and unloading of nanoparticles in “exponentially” growing polyelectrolyte LBL films. J. Am. Chem. Soc. 2008, 130, 3748–3749. [Google Scholar] [CrossRef] [PubMed]
- Alongi, J.; Di Blasio, A.; Cuttica, F.; Carosio, F.; Malucelli, G. Bulk or surface treatments of ethylene vinyl acetate copolymers with DNA: Investigation on the flame retardant properties. Eur. Polym. J. 2014, 51, 112–119. [Google Scholar] [CrossRef]
- Alongi, J.; Cuttica, F.; Carosio, F. DNA coatings from byproducts: A panacea for the flame retardancy of EVA, PP, ABS, PET, and PA6? ACS Sustain. Chem. Eng. 2016, 4, 3544–3551. [Google Scholar] [CrossRef]
- Alongi, J.; Tata, J.; Carosio, F.; Rosace, G.; Frache, A.; Camino, G. A comparative analysis of nanoparticle adsorption as fire-protection approach for fabrics. Polymers 2015, 7, 47–68. [Google Scholar] [CrossRef]
- Socrates, G. Infrared and Raman Characteristic Group Frequencies; Wiley: New York, NY, USA, 2004. [Google Scholar]
- Sun, W.; Liu, W.-L.; Hu, Y.-H. Ftir analysis of adsorption of poly diallyl-dimethyl-ammonium chloride on kaolinite. J. Cent. South Univ. Technol. 2008, 15, 373–377. [Google Scholar] [CrossRef]
- Taboury, J.; Liquier, J.; Taillandier, E. Characterization of DNA structures by infrared spectroscopy: Double helical forms of poly(dG-dC)•poly(dG-dC), poly(dD8G-dC)•poly(dD8G-dC), and poly(dG-dm5C)•poly(dG-dm5C). Can. J. Chem. 1985, 63, 1904–1909. [Google Scholar] [CrossRef]
- Carosio, F.; Di Blasio, A.; Alongi, J.; Malucelli, G. Green DNA-based flame retardant coatings assembled through layer by layer. Polymer 2013, 54, 5148–5153. [Google Scholar] [CrossRef]
- Alongi, J.; Cuttica, F.; Di Blasio, A.; Carosio, F.; Malucelli, G. Intumescent features of nucleic acids and proteins. Therm. Acta 2014, 591, 31–39. [Google Scholar] [CrossRef]
- Iturri Ramos, J. J.; Stahl, S.; Richter, R. P.; Moya, S. E. Water content and buildup of poly(diallyldimethylammonium chloride)/poly(sodium 4-styrenesulfonate) and poly(allylamine hydrochloride)/poly(sodium 4-styrenesulfonate) polyelectrolyte multilayers studied by an in situ combination of a quartz crystal microbalance with dissipation monitoring and spectroscopic ellipsometry. Macromolecules 2010, 43, 9063–9070. [Google Scholar]
- Alongi, J.; Tata, J.; Frache, A. Hydrotalcite and nanometric silica as finishing additives to enhance the thermal stability and flame retardancy of cotton. Cellulose 2011, 18, 179–190. [Google Scholar] [CrossRef]
- Wang, Z.; Han, E.; Ke, W. Influence of nano-LDHs on char formation and fire-resistant properties of flame-retardant coating. Prog. Org. Coat 2005, 53, 29–37. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | Weight Gain (%) | Description |
|---|---|---|
| Cot | - | Untreated cotton |
| Cot 0.1%_HT | 3 | Cotton treated by simple impregnation of HT at 0.1 or 1 wt % suspension |
| Cot 1%_HT | 7 | |
| 5BL | 6 | Cotton treated by 5 or 10BL of PDAC/DNA |
| 10BL | 13 | |
| 5BL + 0.1%_HT | 6 | Cotton treated by 5 or 10BL of PDAC/DANN followed by post-diffusion of HAT using 0.1 or 1 wt % suspensions |
| 10BL + 0.1%_HT | 14 | |
| 5BL + 1%_HT | 8 | |
| 10BL + 1%_HT | 15 |
| Sample | TTI ± σ (s) | pkHRR ± σ (kW/m2) | THR ± σ (MJ/m2) | Residue (%) |
|---|---|---|---|---|
| Cot | 29 ± 6 | 109 ± 5 | 1.9 ± 0.1 | 0 |
| Cot 0.1%_HT | 32 ± 5 | 109 ± 4 | 1.9 ± 0.1 | 1 |
| Cot 1%_HT | 37 ± 3 | 95 ± 3 | 2.1 ± 0.2 | 2 |
| 5BL | 15 ± 2 | 86 ± 2 | 1.5 ± 0.1 | 5 |
| 10BL | 16 ± 1 | 87 ± 5 | 1.5 ± 0.1 | 6 |
| 5BL + 0.1%_HT | 14 ± 2 | 82 ± 6 | 1.6 ± 0.2 | 8 |
| 10BL + 0.1%_HT | 15 ± 4 | 73 ± 16 | 1.4 ± 0.2 | 10 |
| 5BL + 1%_HT | 20 ± 2 | 71 ± 3 | 1.9 ± 0.2 | 7 |
| 10BL + 1%_HT | 10 ± 2 | 81 ± 1 | 2.2 ± 0.2 | 4 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Carosio, F.; Alongi, J.; Paravidino, C.; Frache, A. Improving the Flame Retardant Efficiency of Layer by Layer Coatings Containing Deoxyribonucleic Acid by Post-Diffusion of Hydrotalcite Nanoparticles. Materials 2017, 10, 709. https://doi.org/10.3390/ma10070709
Carosio F, Alongi J, Paravidino C, Frache A. Improving the Flame Retardant Efficiency of Layer by Layer Coatings Containing Deoxyribonucleic Acid by Post-Diffusion of Hydrotalcite Nanoparticles. Materials. 2017; 10(7):709. https://doi.org/10.3390/ma10070709
Chicago/Turabian StyleCarosio, Federico, Jenny Alongi, Chiara Paravidino, and Alberto Frache. 2017. "Improving the Flame Retardant Efficiency of Layer by Layer Coatings Containing Deoxyribonucleic Acid by Post-Diffusion of Hydrotalcite Nanoparticles" Materials 10, no. 7: 709. https://doi.org/10.3390/ma10070709