3.3. EB Welding with Pre-Heating
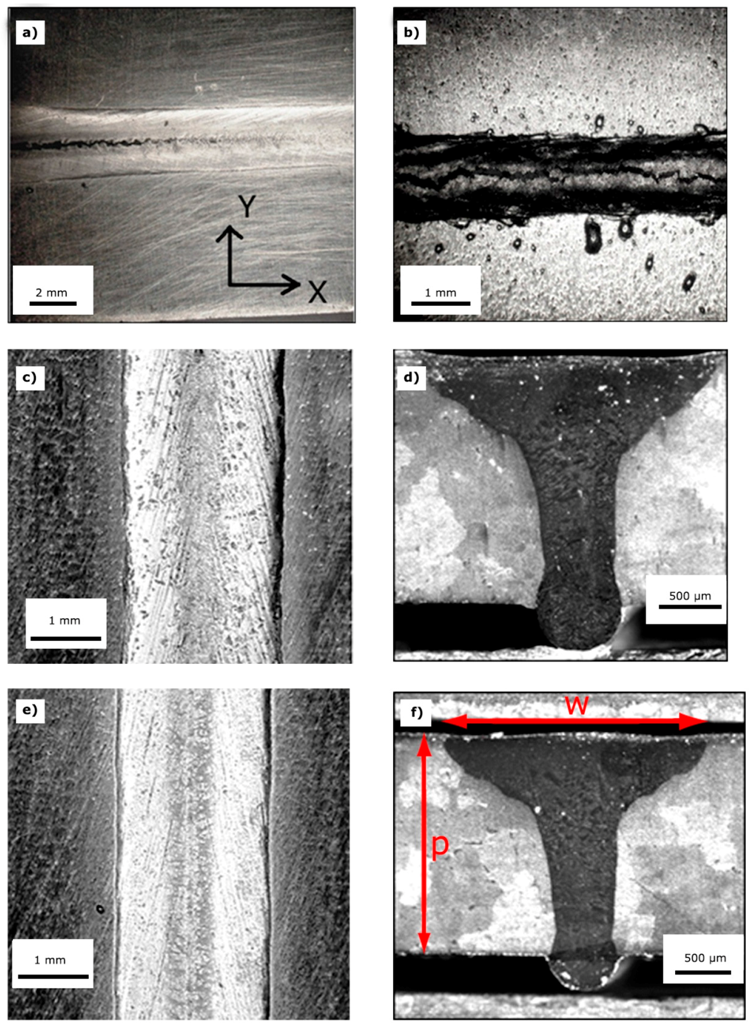
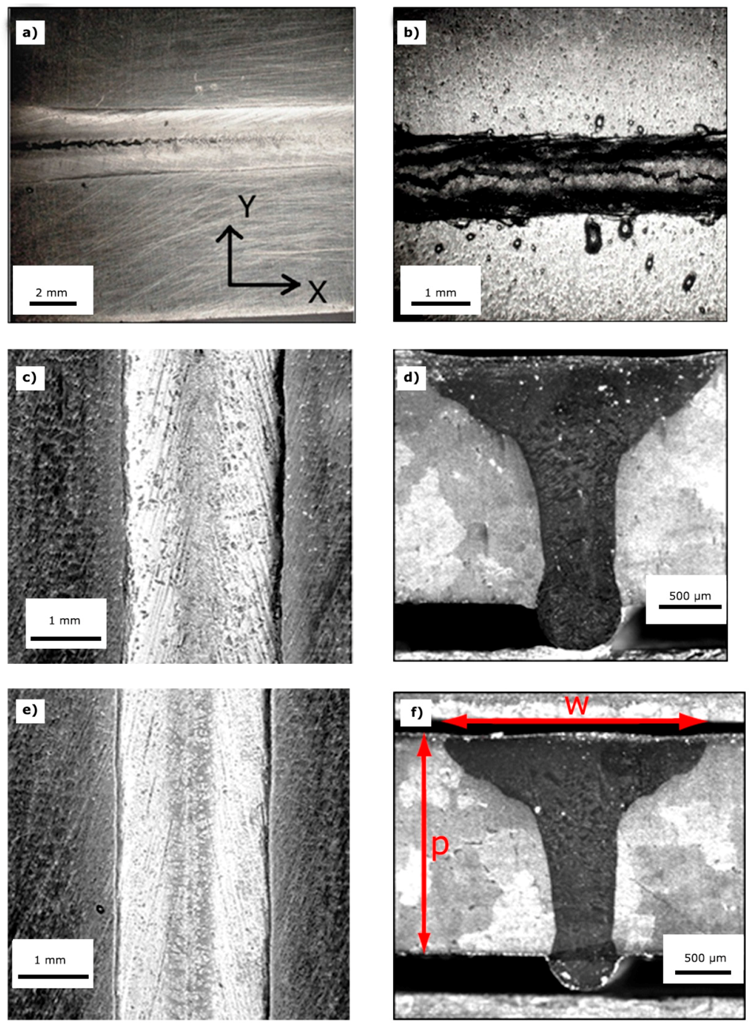
Figure 6a,c,e shows the seams obtained at PHT of 200 °C, and pass speeds of 1.0, 1.5 and 2.0 m/min, respectively. Lower pass speeds involve higher thermal loads, and consequently a larger amount of molten metal which contributes to the formation of hot cracks.
In the case of 1.0 m/min,
Figure 6a shows a long crack along the seam axis crossing the plate and emerging on the opposite side (
Figure 6b). The cracks are not observed at higher pass speeds (c and e). Furthermore, the comparison between the cross-sections in
Figure 6d and f indicates that the aspect ratio p/w (p: depth, w: maximum width) increases with increasing the pass speed (see also
Table 2). The aspect ratio describes the shape of the seam; for clarity, the parameters p and w are displayed in
Figure 6f.
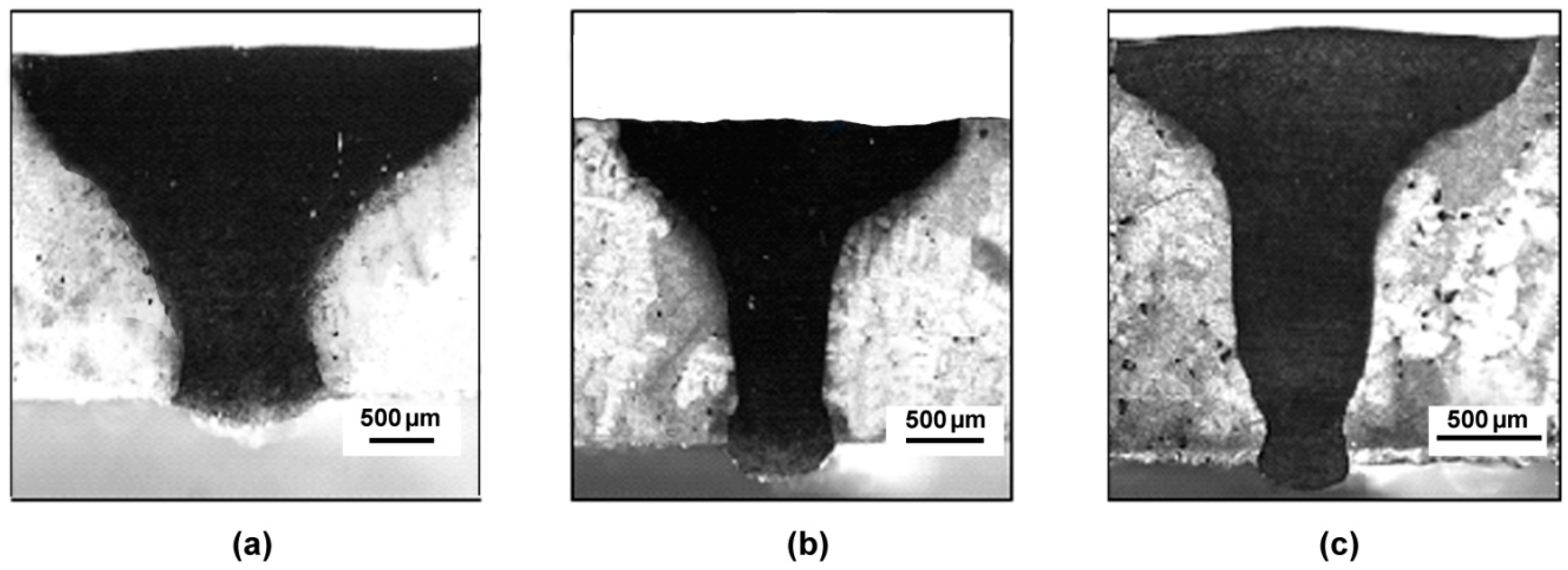
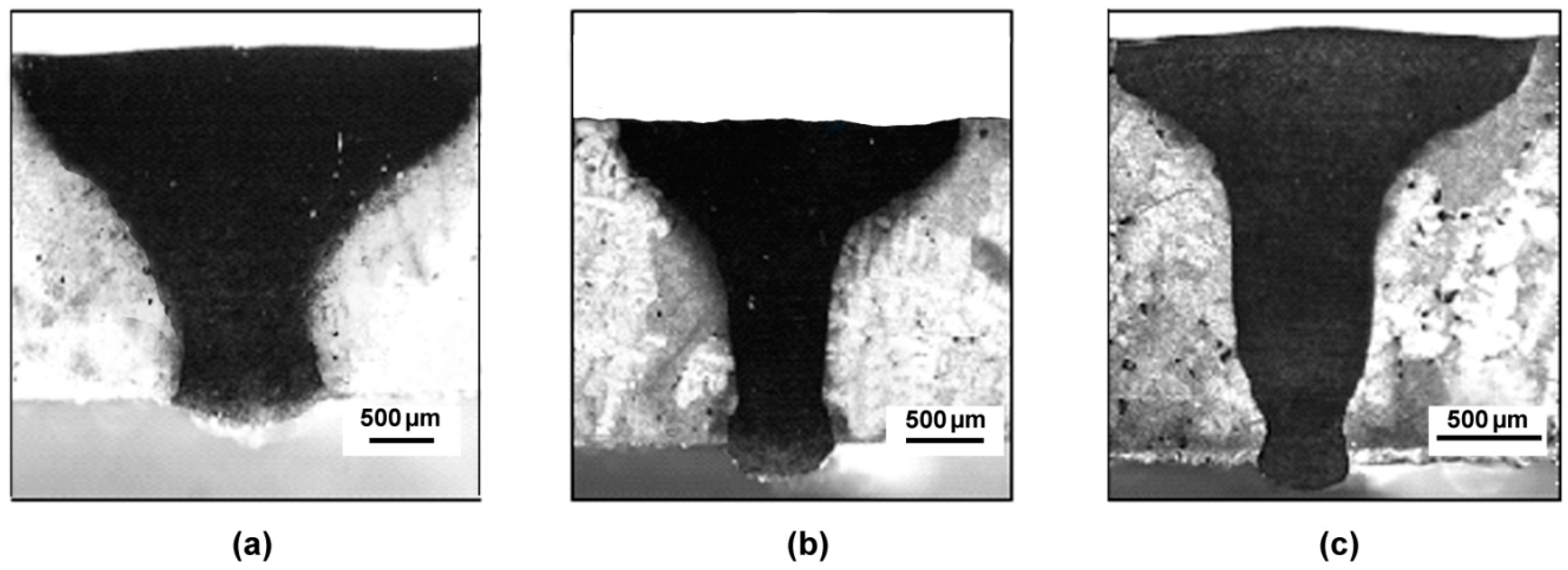
Considering the results of the tests with PHT of 200 °C, the following tests were performed with PHT of 300 °C by increasing the welding speeds (1.5, 2.0 and 2.5 m/min). Such a change was justified by the better energy adsorption on the work pieces at higher PHT, that allowed full penetration at 2.5 m/min and avoidance of hot cracking. Special attention was paid to liquation microfissures, which often occur in HAZ of Ni-base superalloy welds as the results of incipient melting of MC carbides, γ-γ’ eutectic and complex intermetallics, and are not detectable by X-ray examinations. Therefore, SEM observations at high magnification were conducted to assess the presence of such defects, but no microfissures were revealed.
Figure 7a–c displays the cross-sections of seams obtained with PHT of 300 °C, the corresponding values of w and aspect ratios p/w for the examined pass speeds p are reported in
Table 2. The aspect ratios were similar to those of cross-sections in
Figure 6; however, no cracks were observed in this case for the lower pass speed. Maximum width w and aspect ratio p/w of the joints observed in different conditions of welding pass speed and PHT are reported in
Table 2.
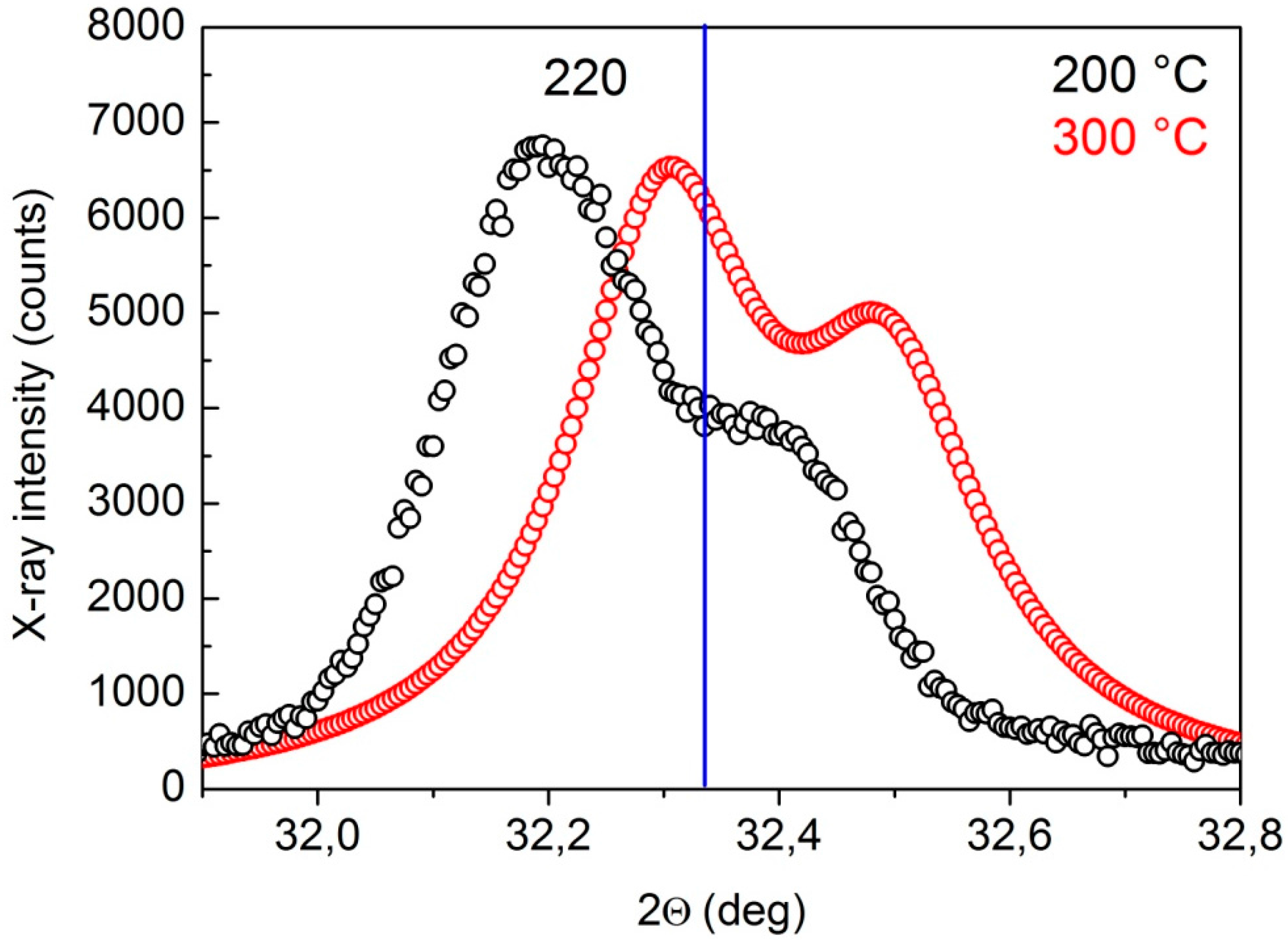
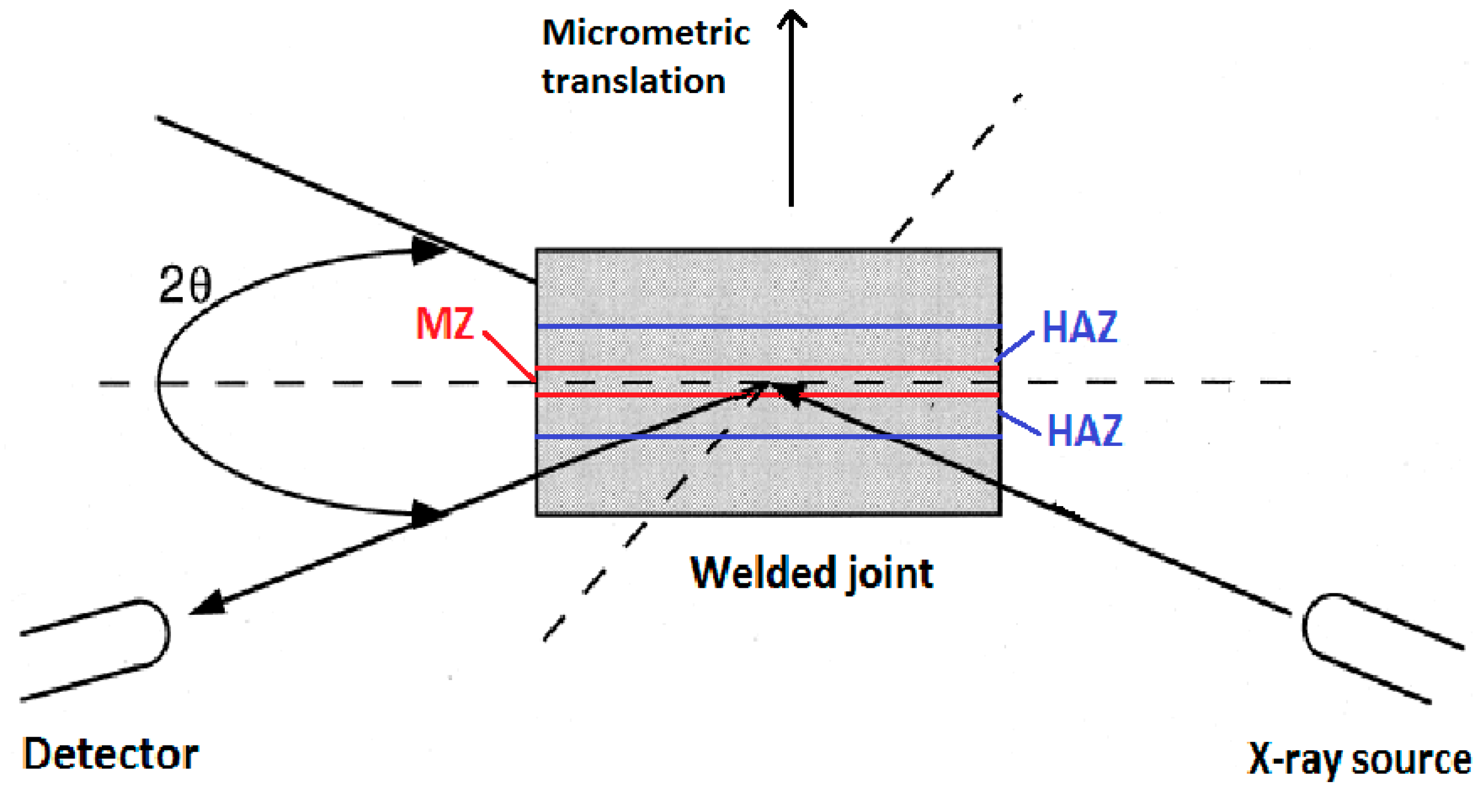
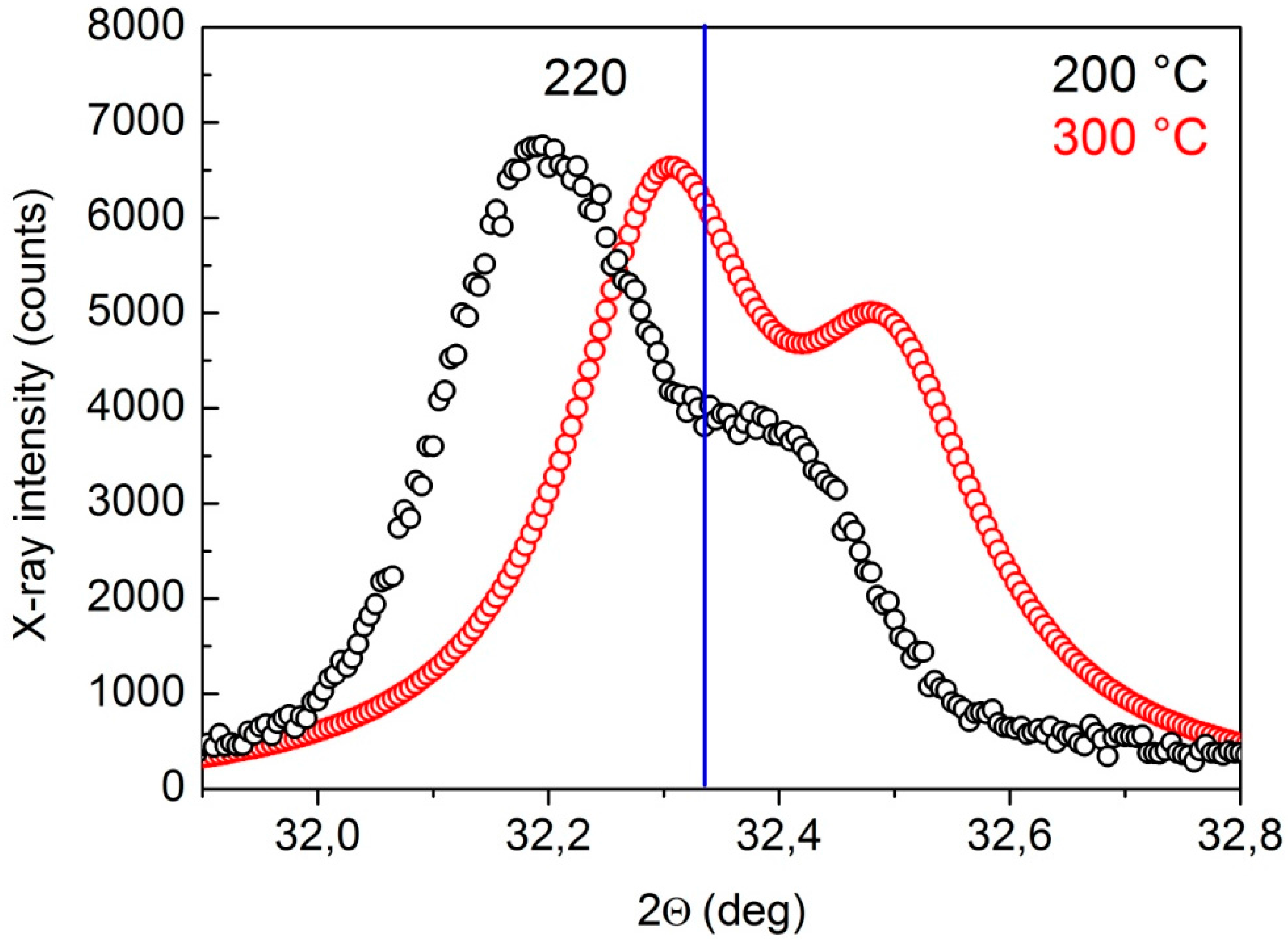
XRD precision peak profiles collected by focusing the beam in MZ show that PHT at 300 °C substantially guaranteed seams that were free of residual stresses for the lowest pass speed examined here. For example,
Figure 8 compared the {220} peak profiles of samples welded with PHT of 200 and 300 °C, and the same pass speed of 1.5 m/min. The peak position of the sample welded with PHT = 300 °C almost corresponded to that of BM (no stressed material) as indicated by the vertical blue line, whereas the position of the peak of sample welded with PHT = 200 °C was shifted to lower angles, indicating the presence of internal tensile stresses.
Generally, XRD peak shift arises from a change of lattice spacing that can have different causes, e.g., solid solutioning [
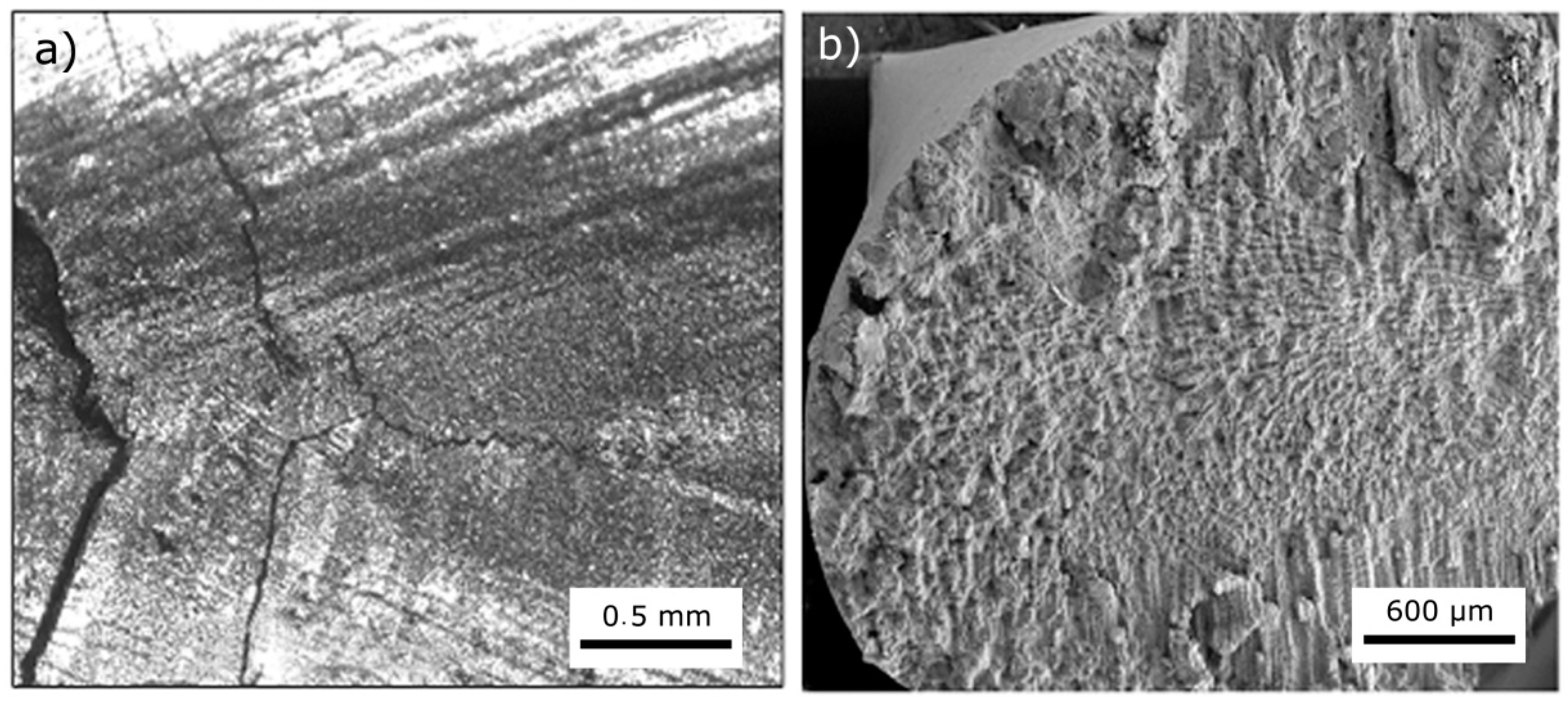
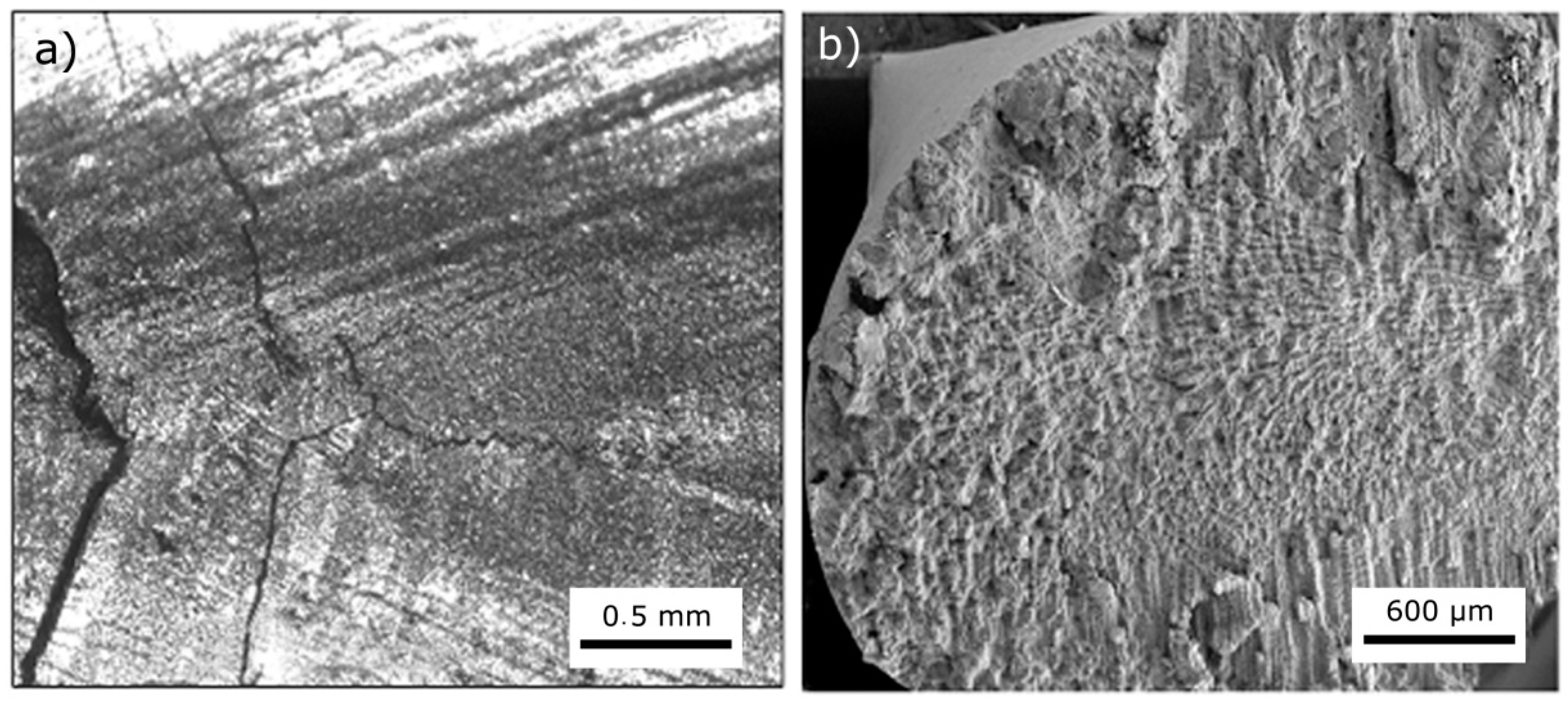
33] or defective structures. In the case of IN792 DS, the change arises from stresses of metal solidification which can be so intense that they give rise to cracks. Solidification cracking, which is observed frequently in castings and ingots, can also occur in welding. Such cracking is intergranular or, as in the present case, interdendritic (see
Figure 5b). It occurs during the terminal stage of solidification, when the tensile stresses developed across the adjacent grains or dendrites exceed the strength of the almost completely solidified weld metal. The solidifying weld metal tends to contract, owing to thermal contraction and solidification shrinkage. The surrounding metal also tends to contract, but not as much, because it is neither melted nor heated as much on average. Therefore, the contraction of the solidifying metal can be constrained by the surrounding metal thus tensile stresses develop in the solidifying weld metal. On these grounds, the pre-heating of the work-pieces becomes of crucial importance. This phenomenon has been widely investigated, and different models have been proposed. Anyway, all the theoretical models of solidification cracking embody the concept of the formation of a coherent, interlocking solid network that is separated by essentially continuous thin liquid films and thus is ruptured by the tensile stresses.
On the basis of present experimental results, the pre-heating of the plates at 300 °C could be considered a satisfactory solution to realize the EB joints of the IN792 DS superalloy. Therefore, hereinafter only the results obtained from samples realized in this condition will be presented and discussed.
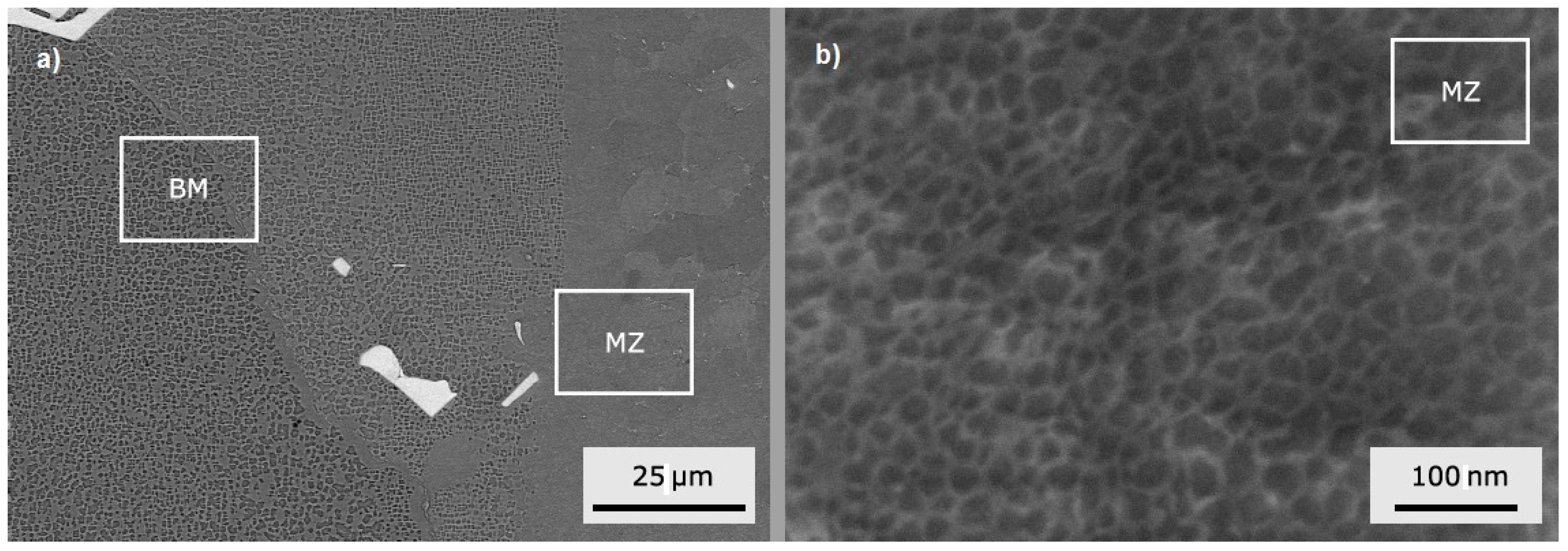
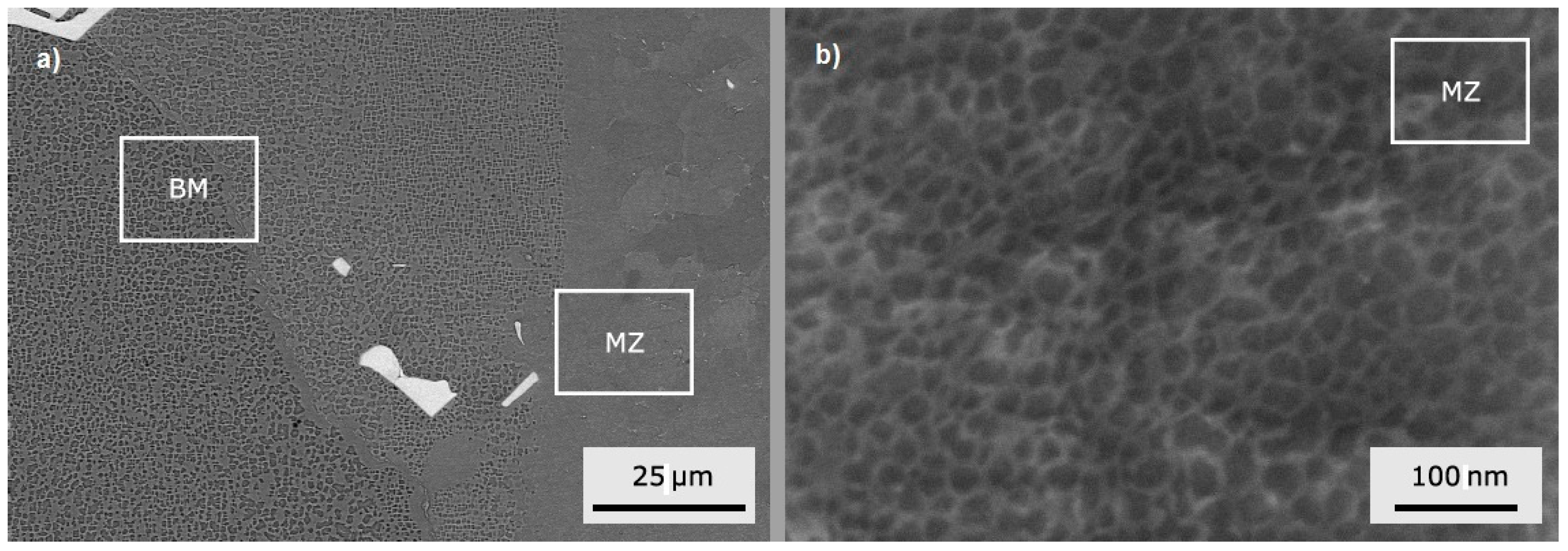
SEM micrographs in
Figure 9a,b show the upward side of the seam (PHT = 300 °C,
v = 2.5 m/min). The microstructure of MZ was completely different from that of the original material, and consists of nearly equiaxed grains of large size, which formed during the solidification of the melt pool (
Figure 9a). In MZ, the γ’ particles had an irregular, rounded shape, and a very small size ranging from 20 to 40 nm (
Figure 9b). After solidification the γ’ particles nucleated below solvus (~1120 °C) and, because of the rapid cooling to room temperature, had a very short time to grow, and thus their size was quite small.
The relative amount of γ’ phase in MZ and HAZ of the samples welded with PHT = 300 °C and different pass speeds, was determined through XRD and calculated by Equation (1). The content of γ’ phase in HAZ was substantially the same of BM and is not affected by different welding conditions, thus only the data of MZ are reported in
Table 3, together with the average hardness values.
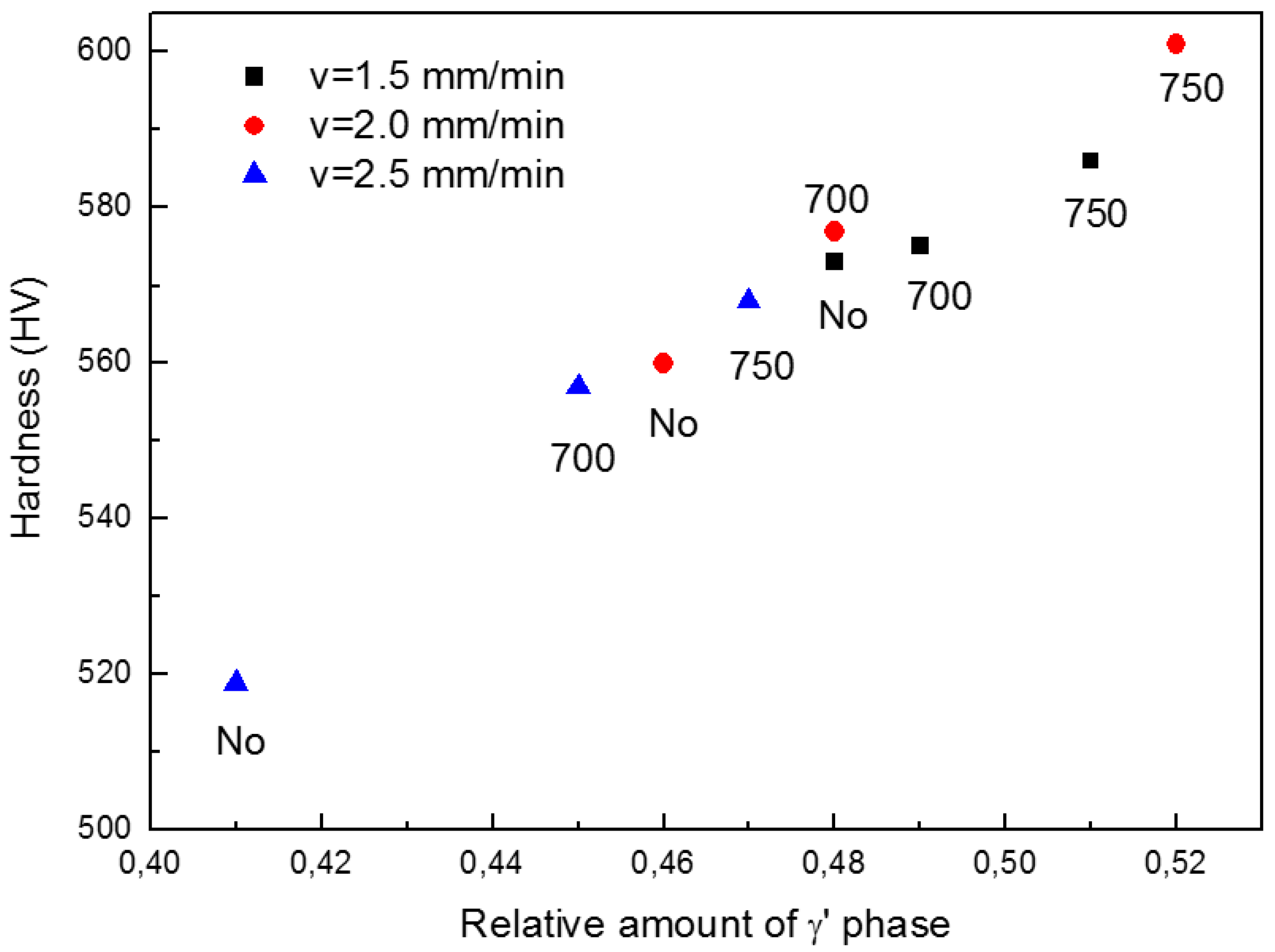
The quantity of γ’ phase depends on both PHT and welding pass speed, because these parameters affect the cooling rate of molten and solid metal; in particular the thermal profile below the γ’ solvus curve is of crucial importance because it controls nucleation and growth processes. The faster the cooling rate, the lower the amount of γ’ phase, because of the faster kinetics. The effect of pass speed is strictly connected to the energy transferred from the electron beam to the metal, and is higher for lower pass speeds. Therefore, lower speeds involve slower cooling rates and consequently the formation of larger relative amounts of γ’ phase: 0.48, 0.46 and 0.41 have been measured in the MZ of joints realized with 1.5, 2.0 and 2.5 m/min, respectively. Since hardness substantially depends on the quantity of γ’ phase, similar differences (573, 560 and 519 HV) are observed for the three examined pass speeds.
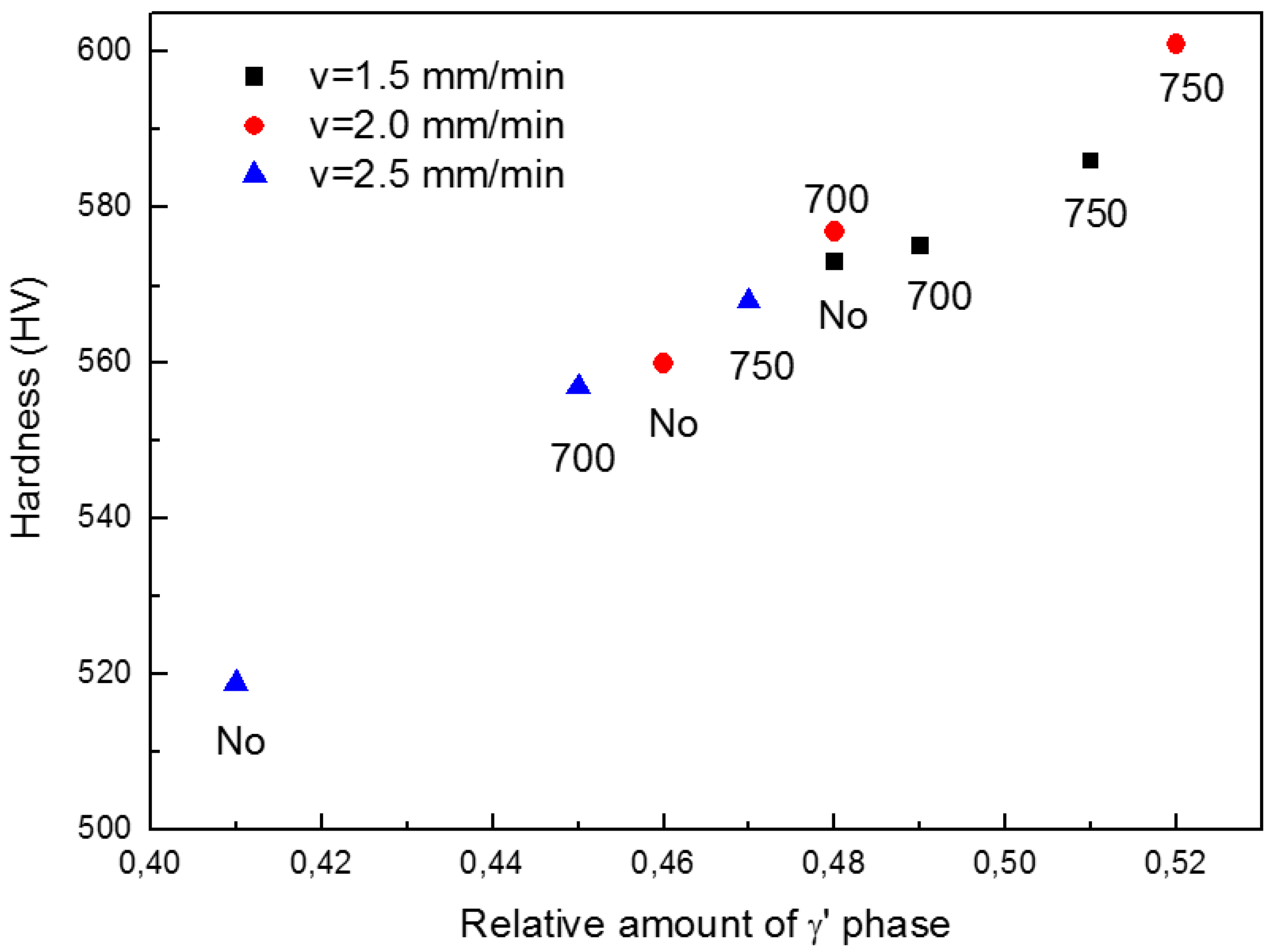
Table 3 also reports the relative amount of γ’ phase and hardness in MZ after PWHTs at 700 and 750 °C of the same samples. For all the different welding conditions, a slight increase of volume fraction of γ’ is found after PWHTs. The increase of the γ’ volume fraction was accompanied by an increase of hardness. To highlight the effects of PWHT temperature and welding speed on the amount of γ’ phase and hardness, data in
Table 3 was plotted in
Figure 10. The effects of PWHTs will be discussed in the next paragraph.
The high temperature structural stability and properties of Ni base superalloys are strongly affected by chemical gradients due to diffusive processes, which may change the γ’/γ interface energy, driving particle growth and morphology evolution [
34,
35,
36]. Therefore, it is important to evaluate possible segregation phenomena or significant differences of chemical concentration induced by welding process.
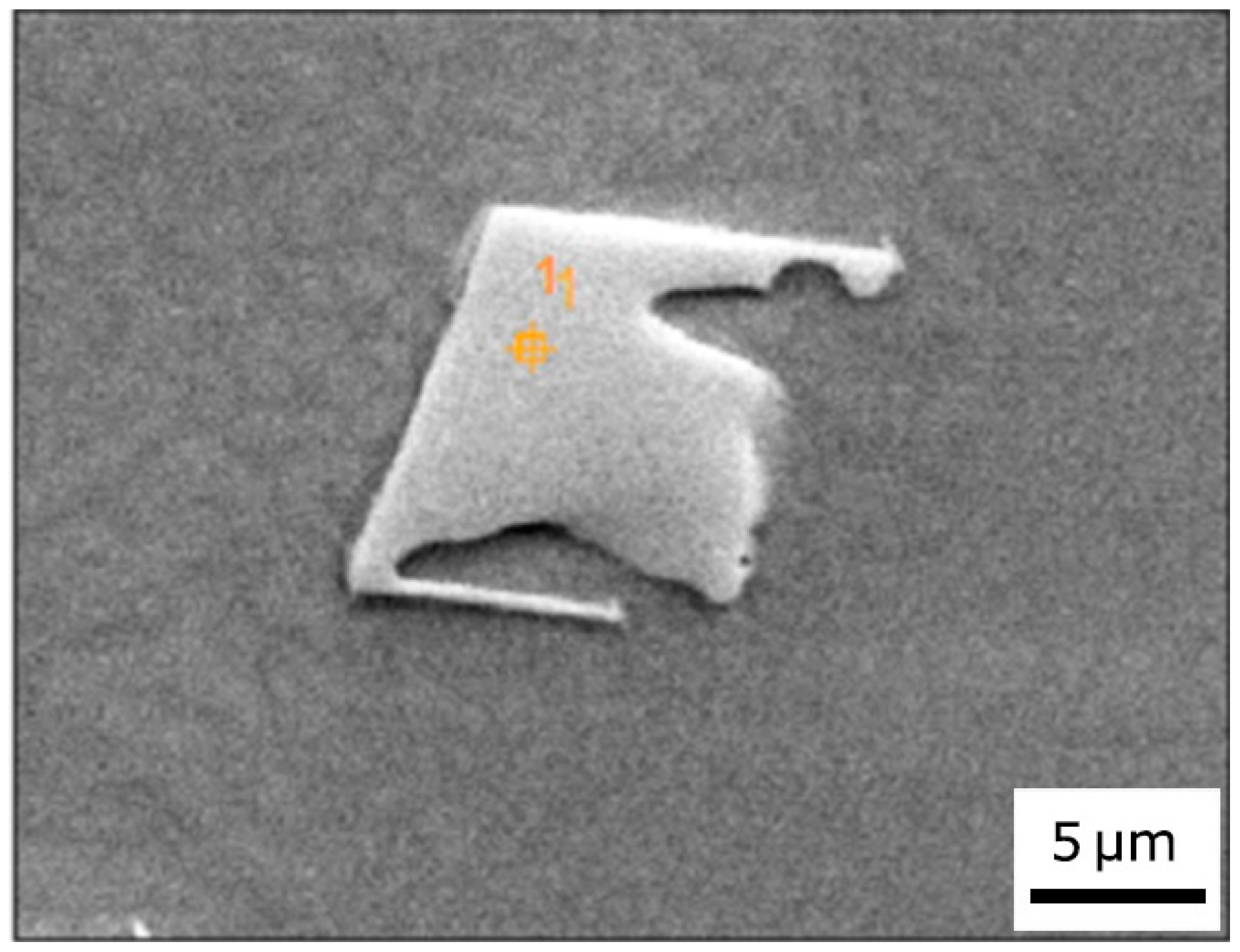
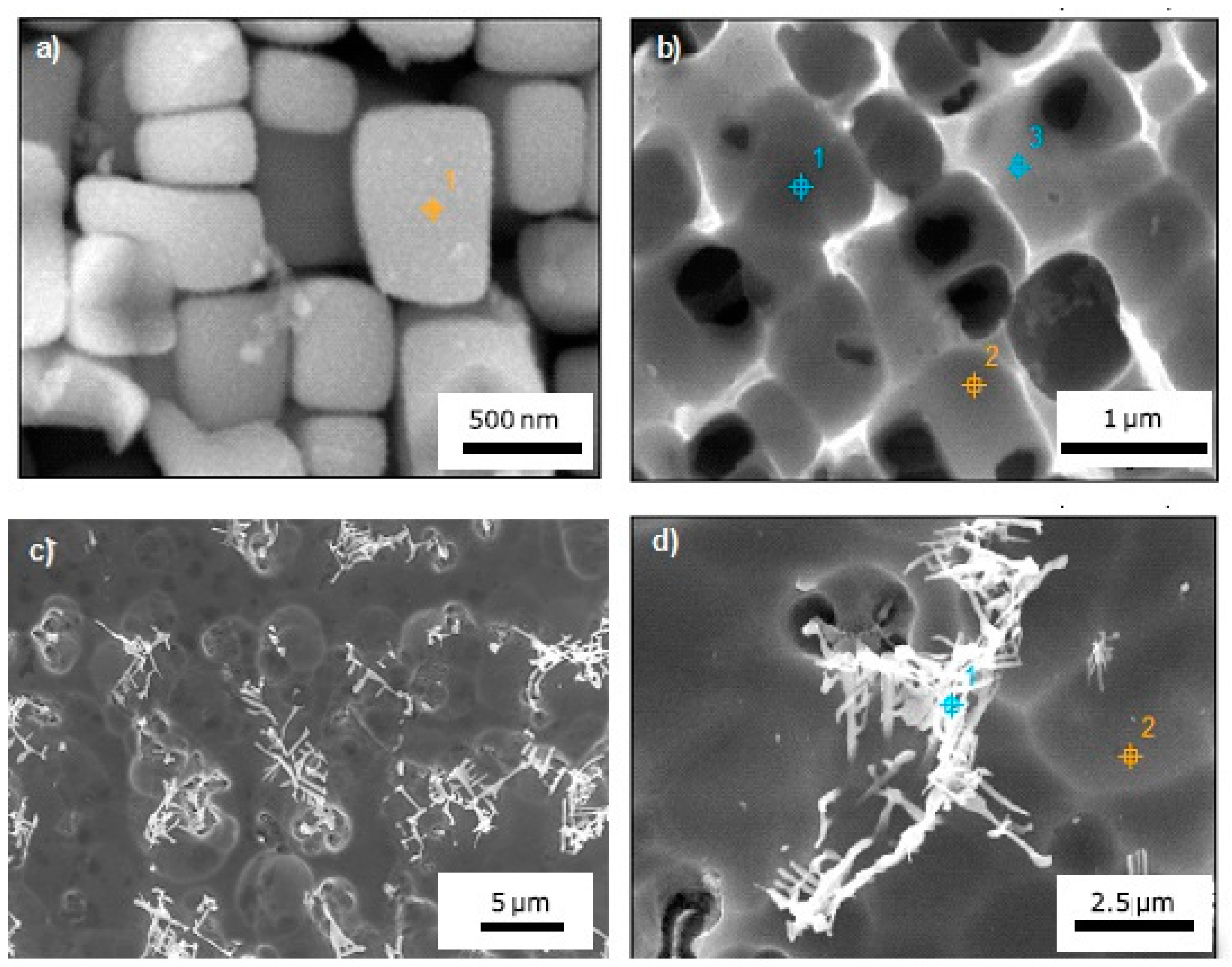
EDS measurements were conducted in MZ and HAZ of joints welded under different conditions. Data reported in
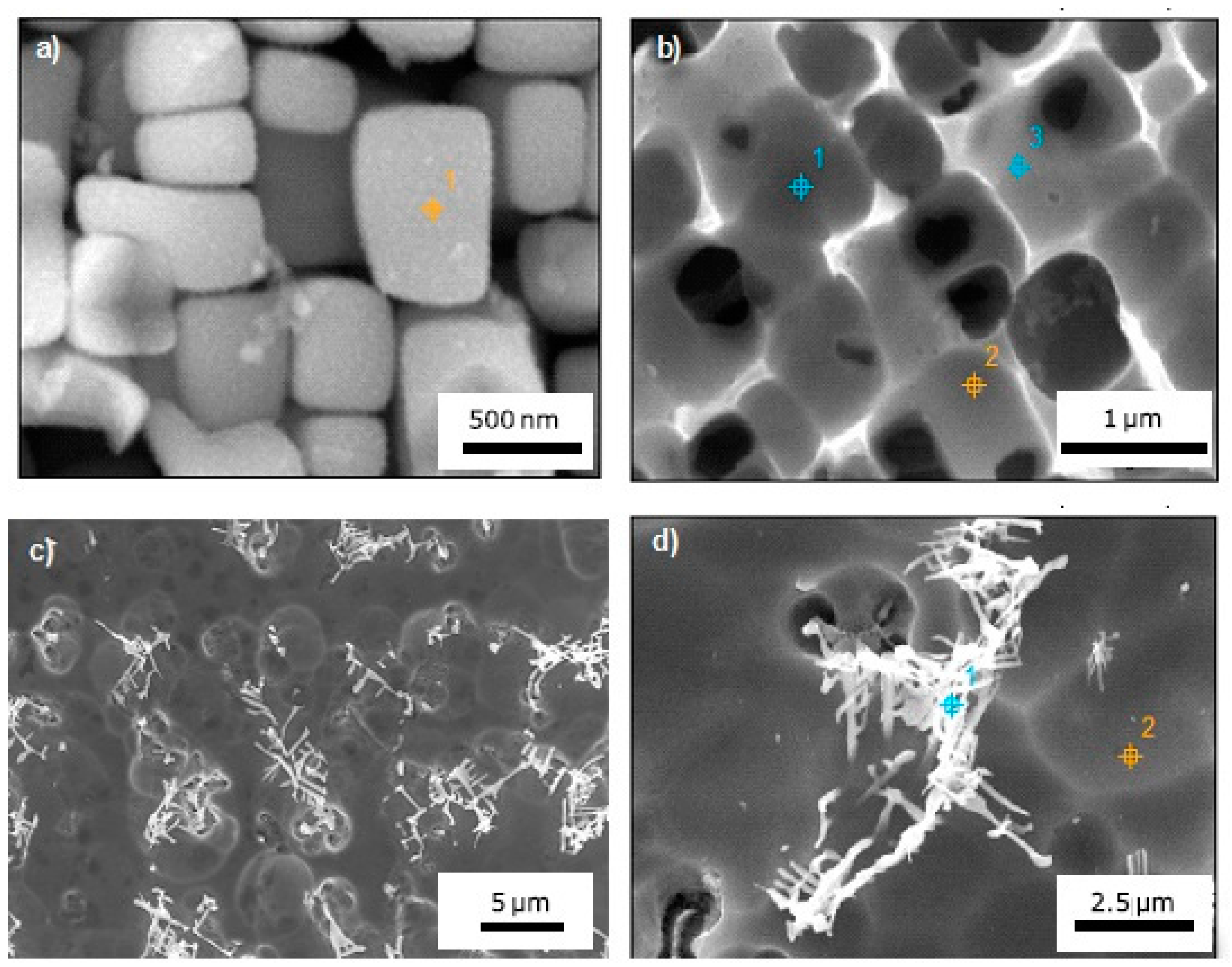
Table 4 are the average values of at least three acquisitions. A selective electro-etching allowed to perform EDS measurements on welds with PHT = 300 °C, pass speed of 1.5 m/min, and PWHT = 750 °C (
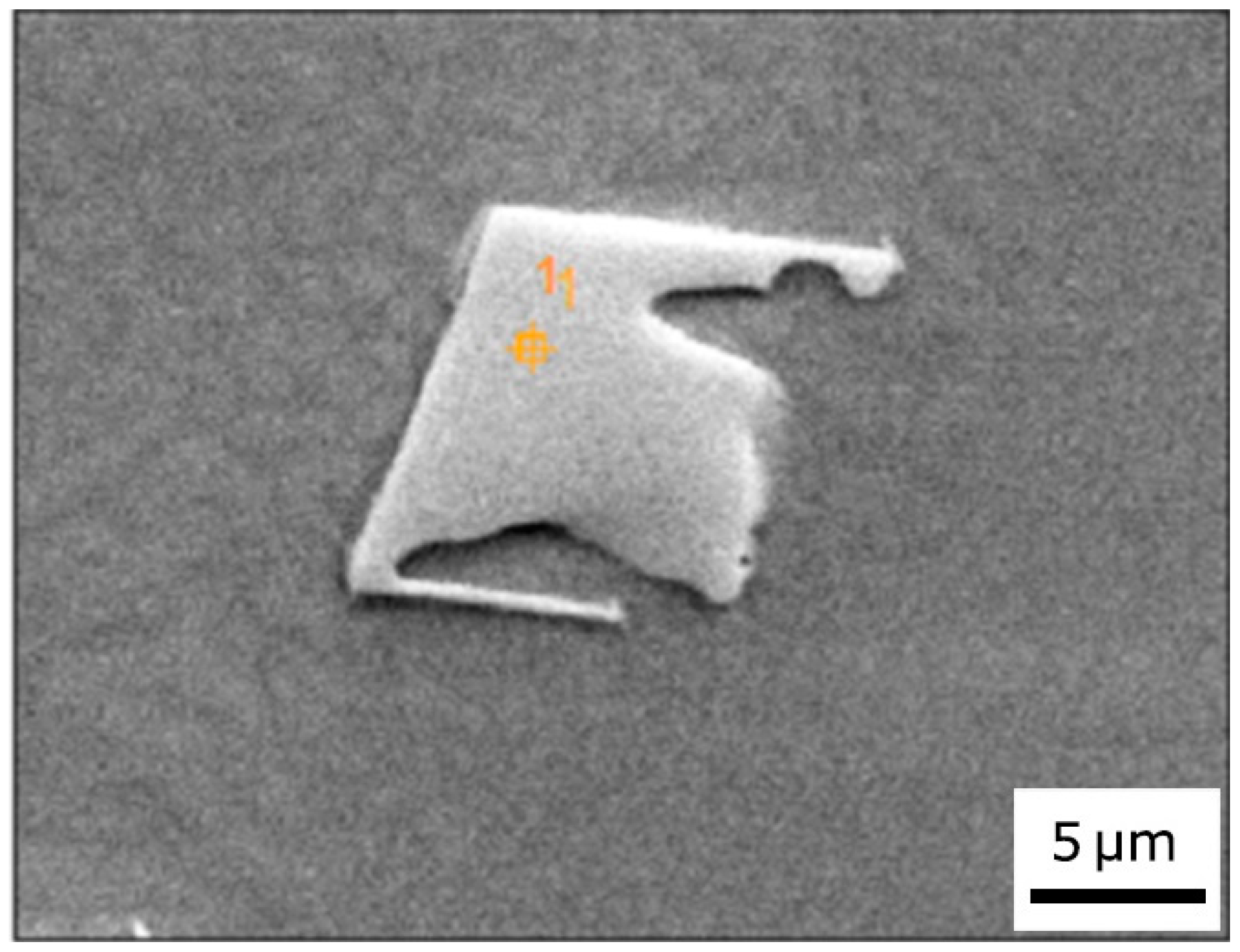
Figure 11a,b). The same etching procedure evidenced the presence of complex structures with Chinese script (CS) morphology inside the MZ (
Figure 11c,d). CS, which are interconnected strip carbides [
37], were also analyzed. It was not possible to detect the chemical composition of γ’ phase in MZ because the particle size was very small and the EDS spatial resolution with an acceleration voltage of 20 kV is not sufficiently high.
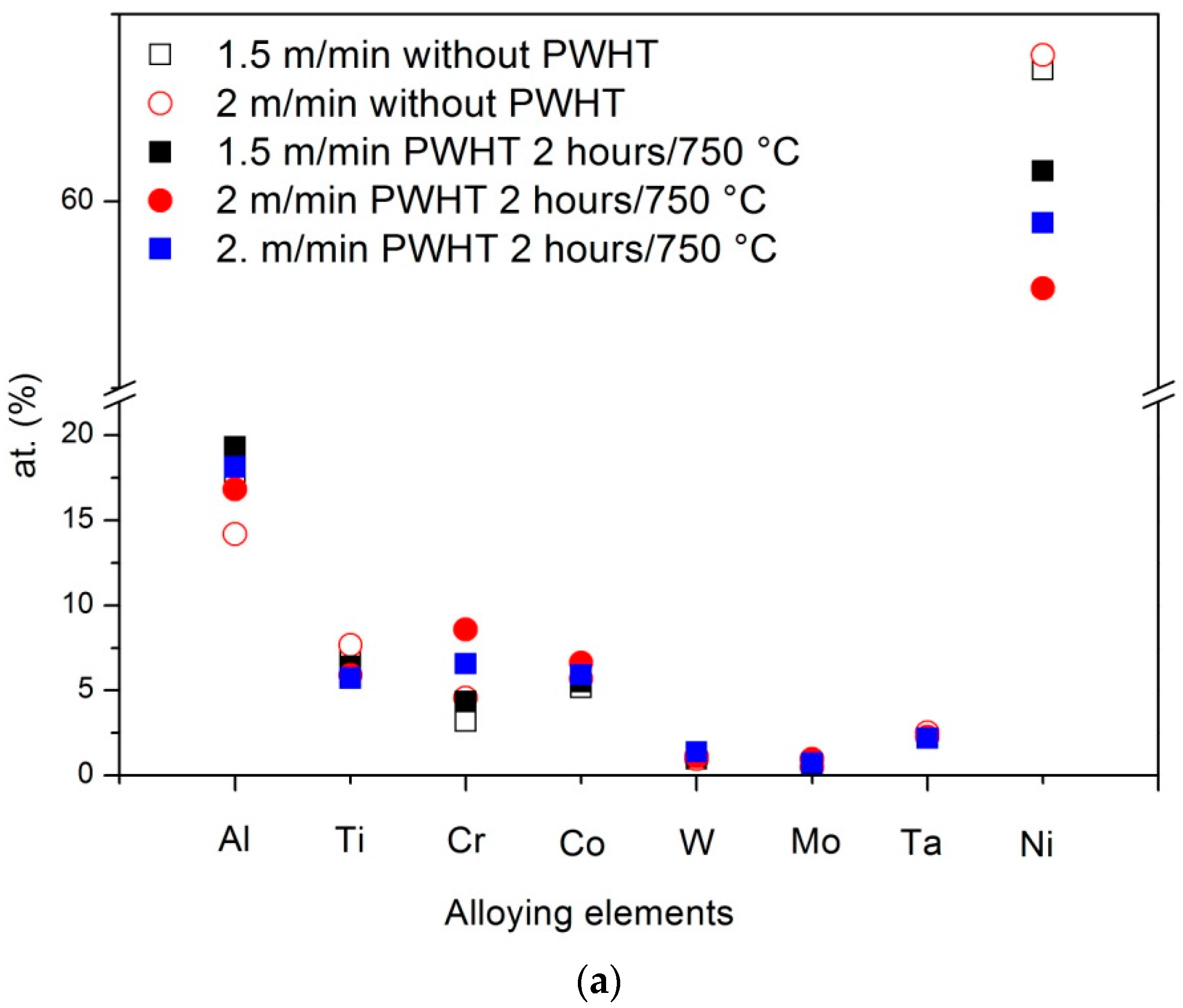
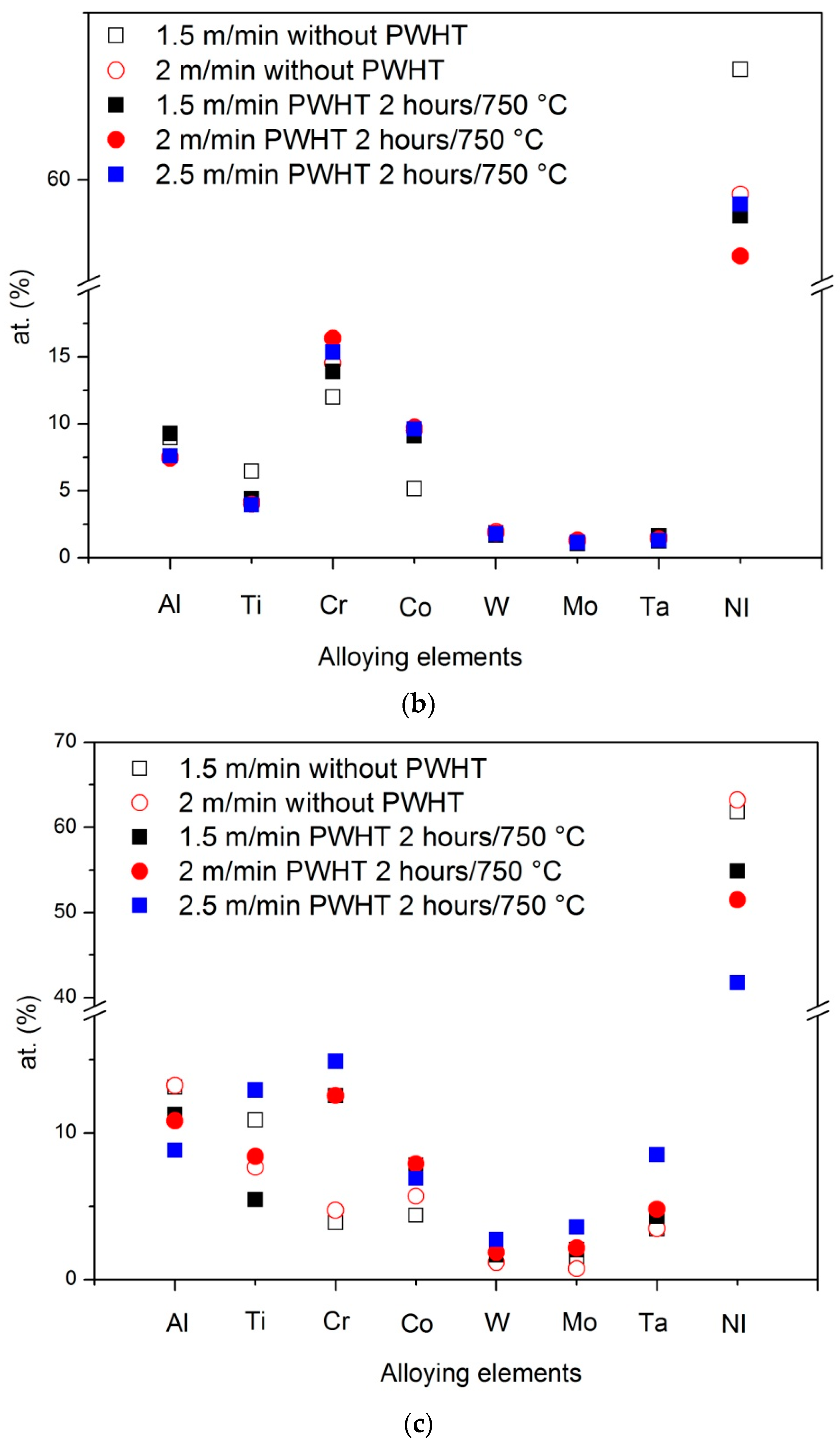
As expected, data of EDS analyses in
Table 4 show that the γ’ phase in BM was rich in Al, Ti, Ta, and Ni, while higher concentrations of Cr, Co, Mo and W were always observed in the γ phase. The γ phase in HAZ and MZ of joints prepared with different pass speeds exhibited small variations of composition, which were comparable with the experimental errors of EDS measurements. The same considerations can be made for γ’ phase in HAZ. Therefore, EB welding does not induce significant composition changes in γ and γ’ phases.
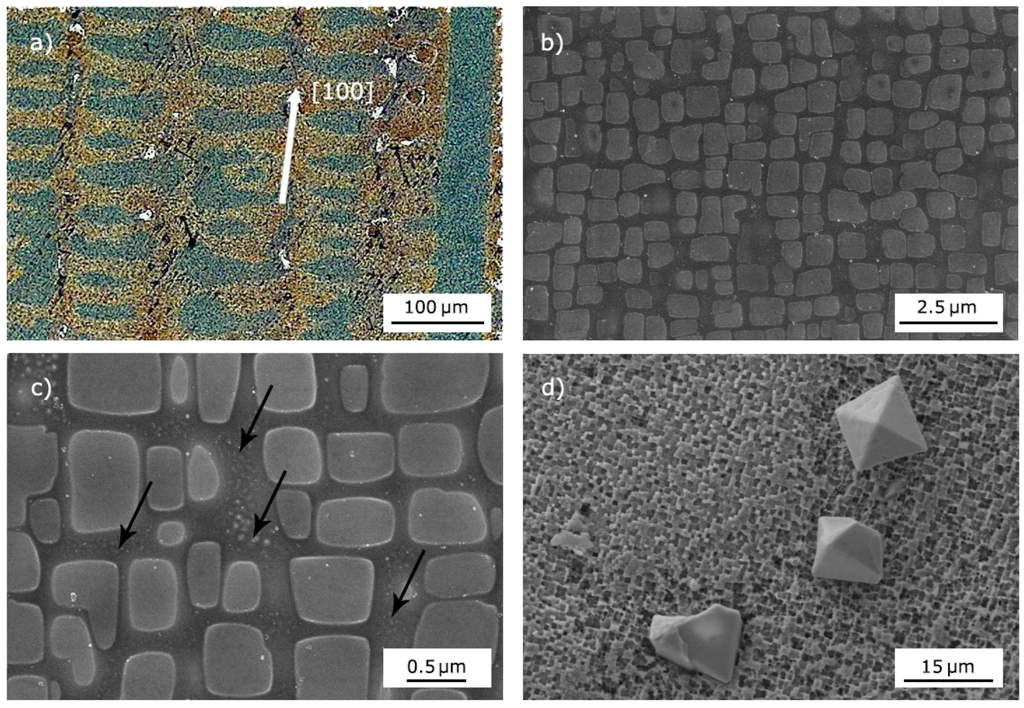
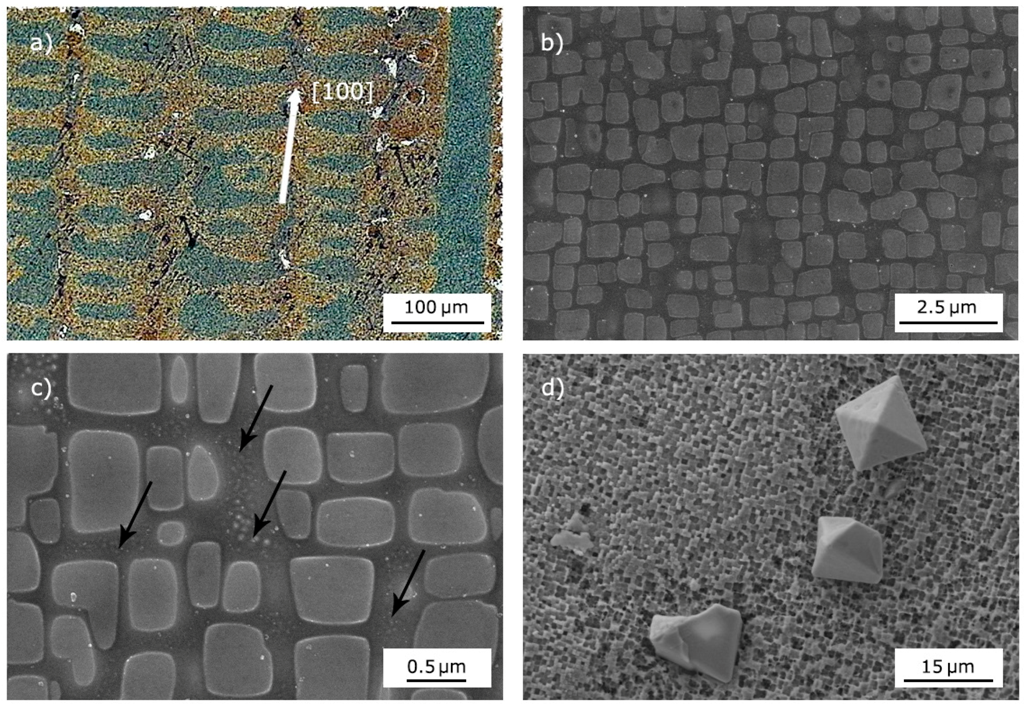
The γ-carbide eutectic reaction occurred during the final stage of the solidification. The Chinese script structures observed in the MZ were rich in Ti and Ta, with a total content (Ti + Ta) in the range of 11–14 at %, slightly depending on pass speed, while they are poor in Cr and Co content. Such carbide morphology occurs for high cooling rates (>25 μm·s
−1) [
38], whereas for lower cooling rates, carbides appear faceted (see for instance
Figure 3d) with a much higher (Ti + Ta) quantity around 85 at %.
The γ-intermetallic eutectic reaction could also occur and carbon content can be used to differentiate metal carbides and intermetallics with high contents of refractory metals such as W and Ta. In future work, the chemical compositions of Chinese scripts will be measured by a electron probe micro-analyzer (EPMA) to evidence the possible presence of complex intermetallics.
The type of carbides and, of course, the specific composition, mainly depends on the cooling rate. The effect of solidification rate on the precipitation and microstructure of directional solidification IN792 DS has been extensively studied by Sun et al. [
39], who determined the solidification sequence and the initial precipitation temperature of different phases. They evidenced that script carbides are turned into faceted carbide with a drop in solidification rate, and more specifically Chinese script carbides precipitate when the solidification rate is 50 mm/s, while faceted carbide precipitate when the solidification rate is lower than 5 mm/s.
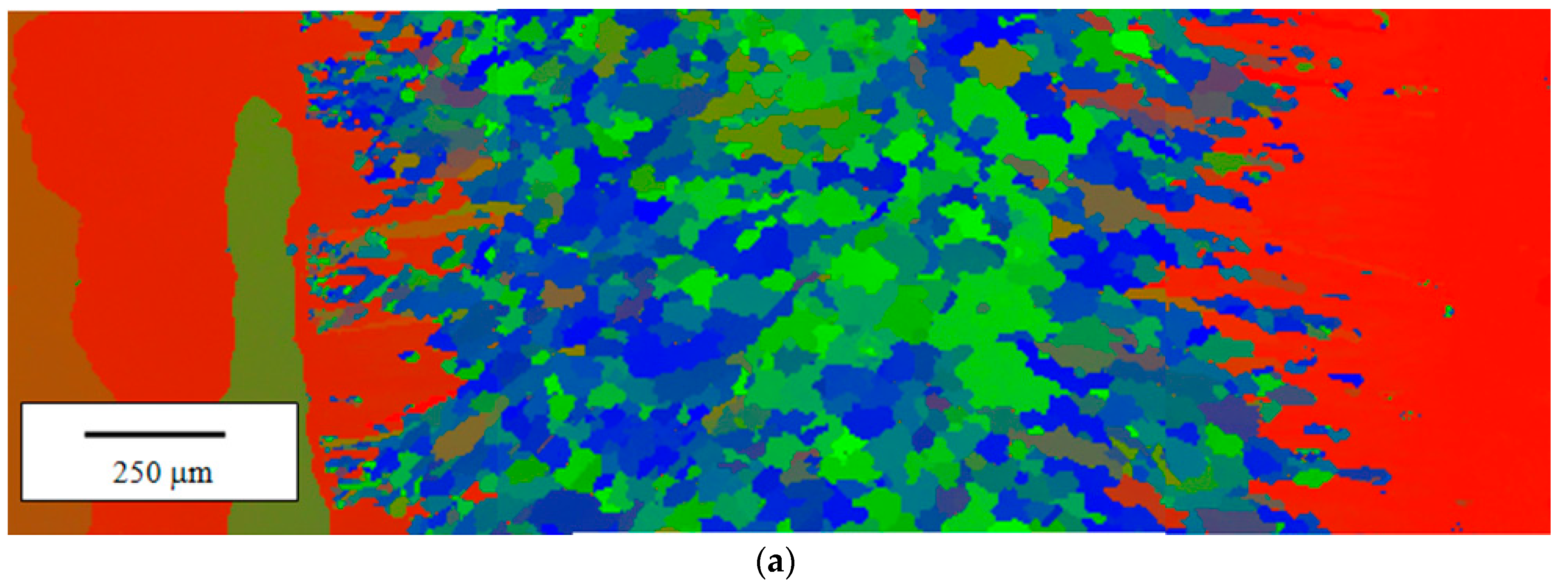
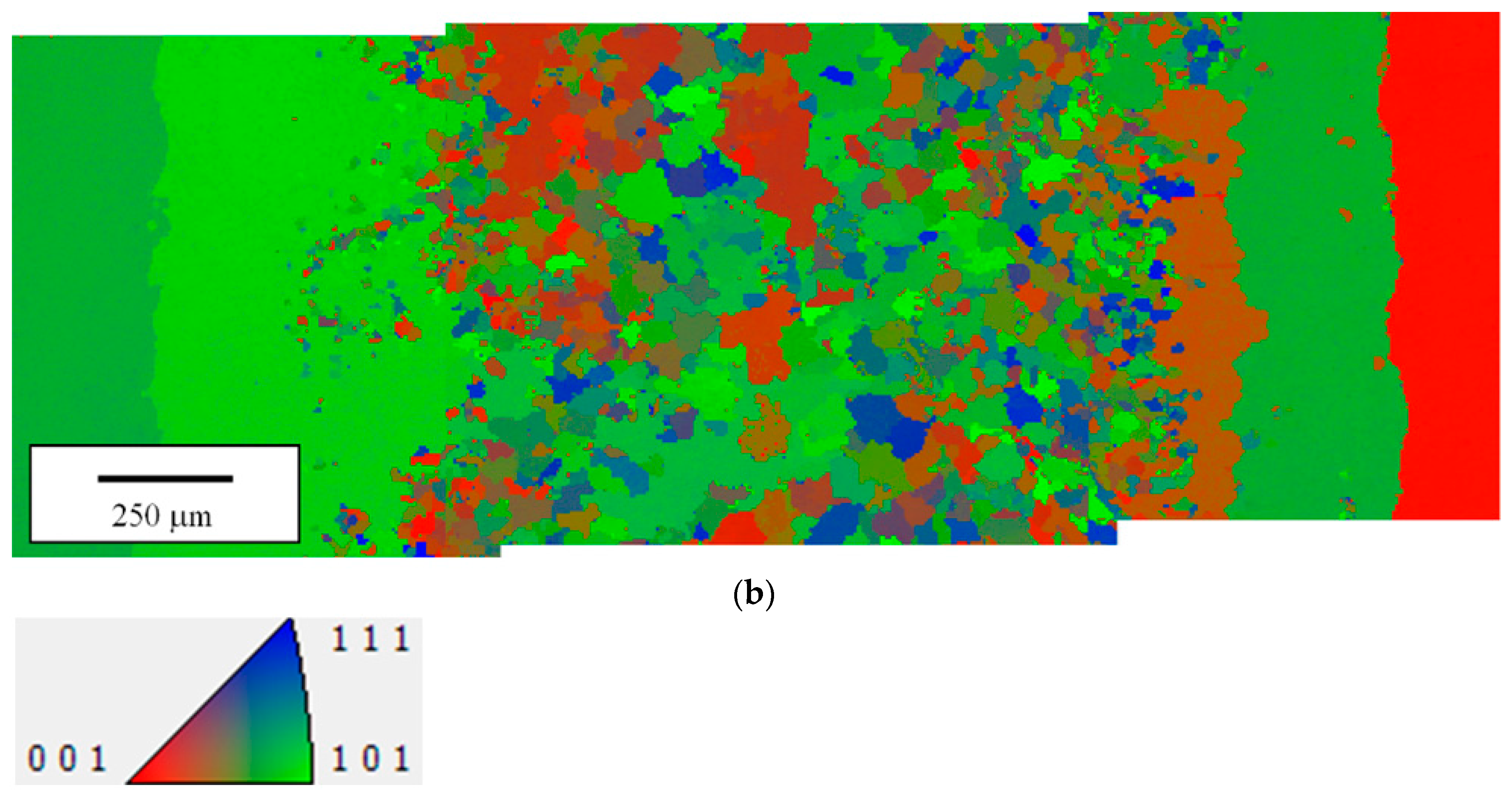
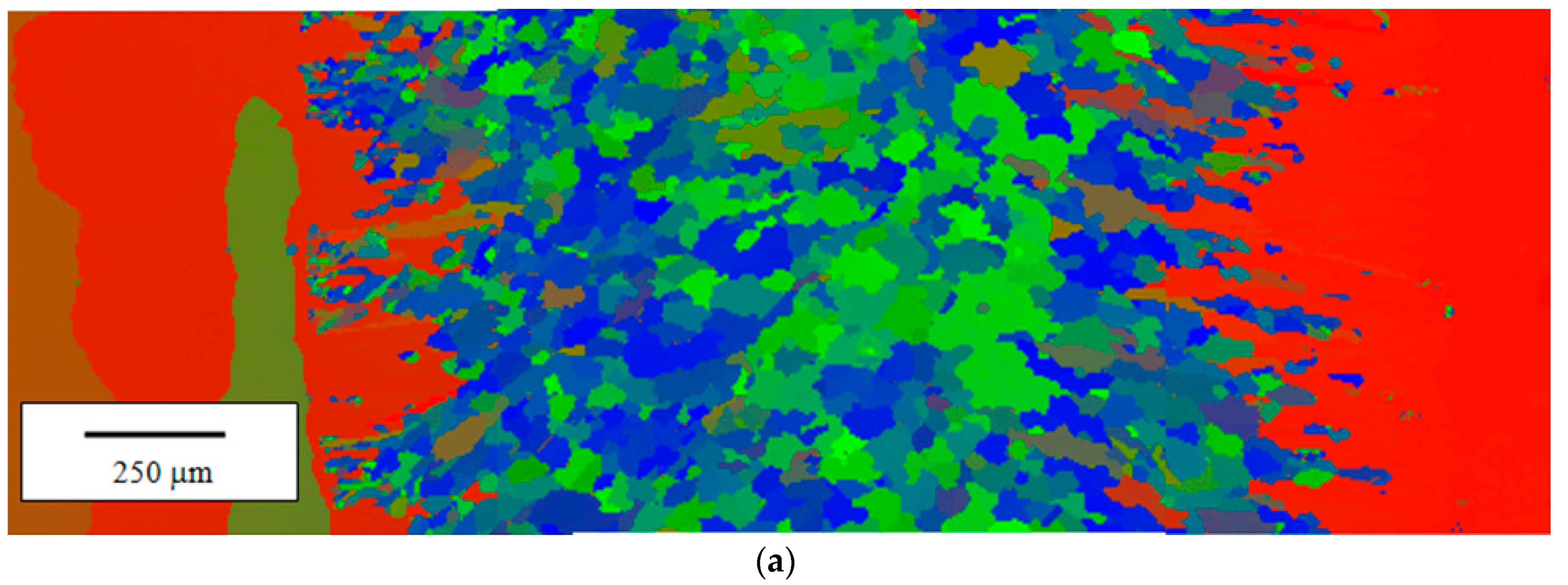
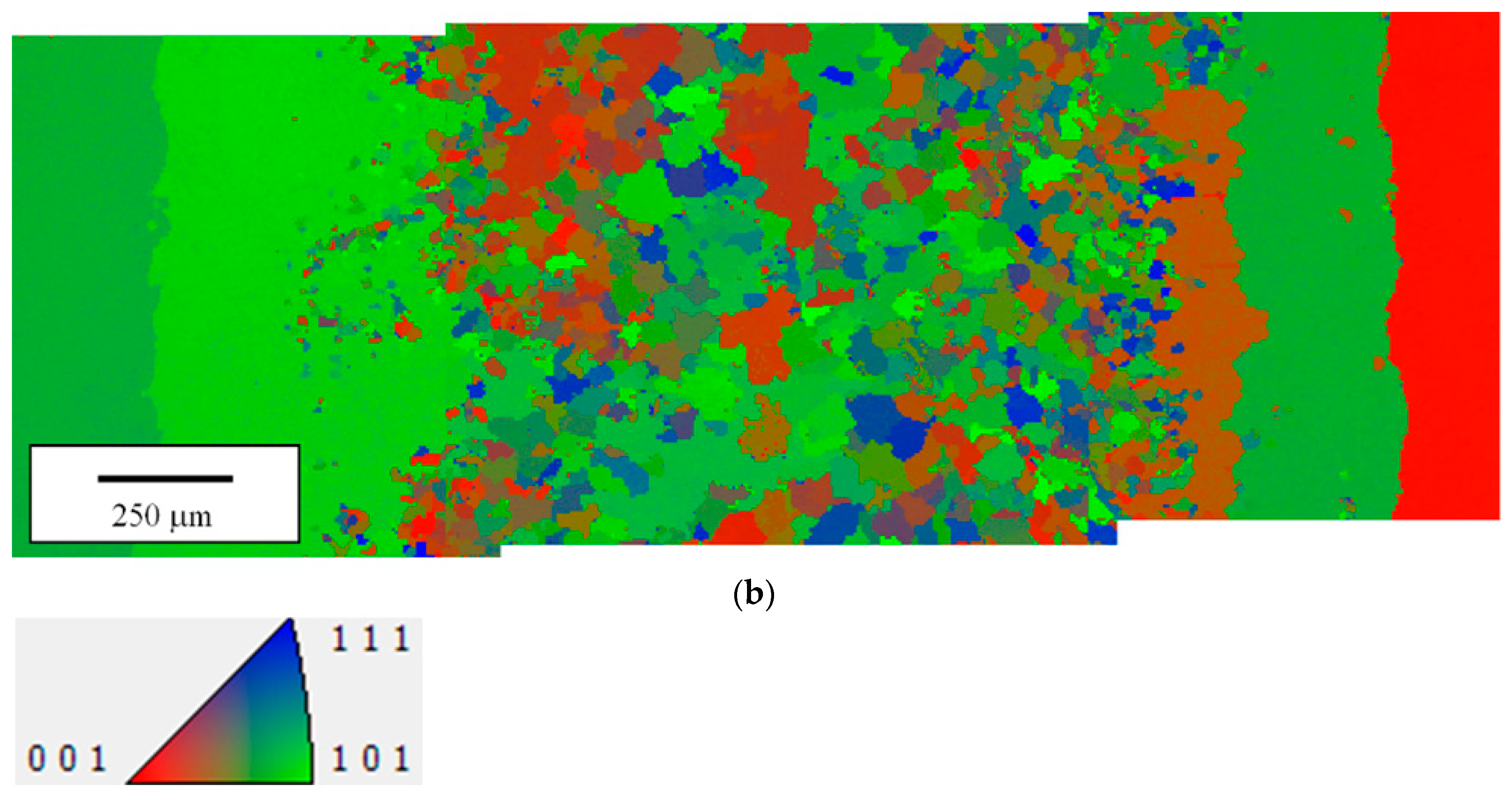
EBSD analysis of all the samples welded in different conditions confirms that the original columnar structure oriented along the [100] crystallographic orientation is completely lost in MZ. For example,
Figure 12a,b shows the EBSD orientation maps of the seams realized with PHT = 300 °C and two pass speeds,
v = 1.5 and 2.0 m/min: the grains in the MZ exhibit different orientations and the prevalent one is [101] (green), in particular for the welding pass speed of 2 m/min.
The formation of equiaxed grains instead of oriented dendrites depends on the temperature gradient in the liquid ahead the solid-liquid interface which is quite different in EB welding from that of the superalloy production process.
3.4. Effect of Post Welding Heat Treatments
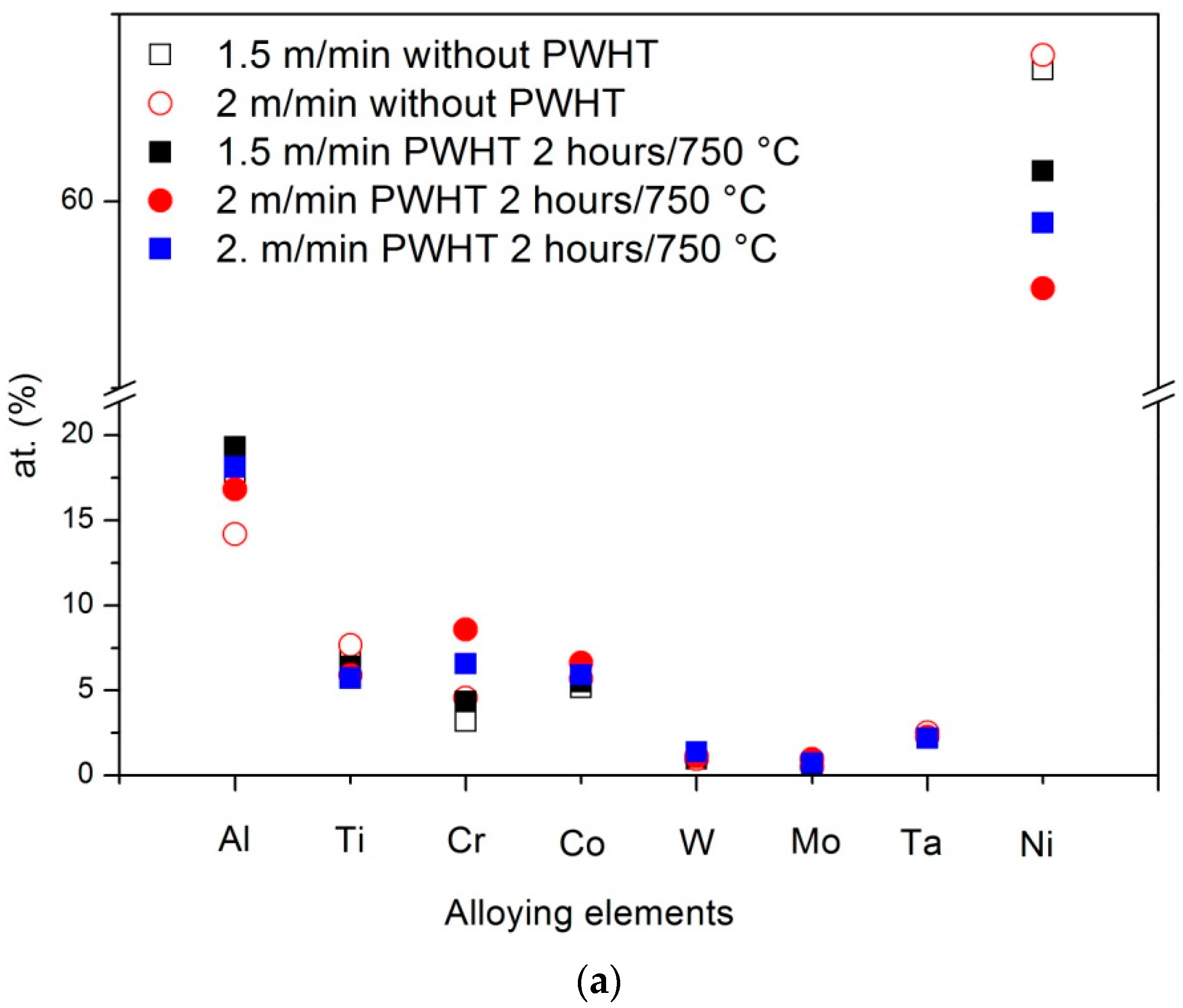
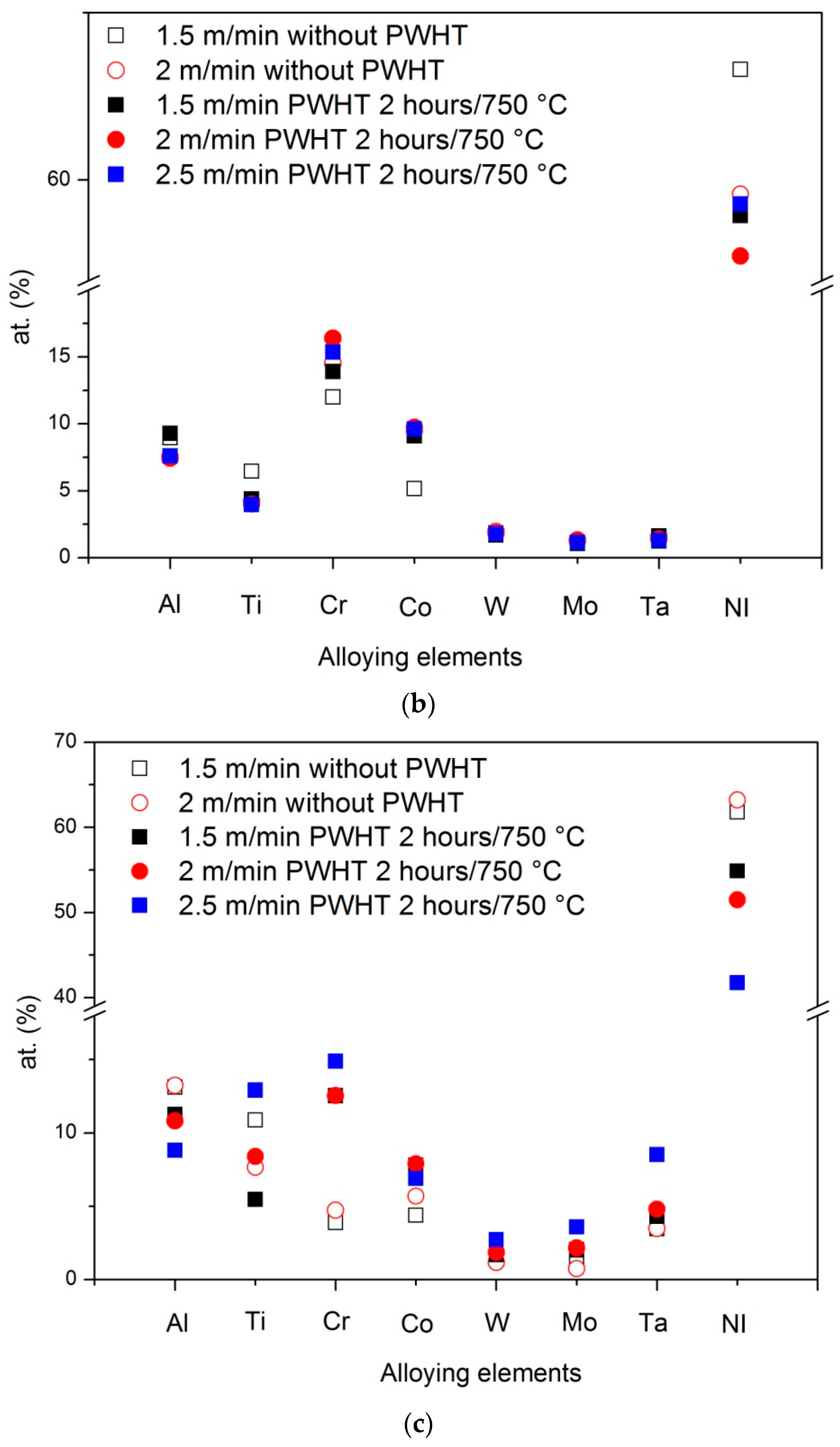
Welded samples were submitted to PWHTs for 2 h at 700 and 750 °C. EDS analyses shown in
Table 5 did not indicate significant composition differences of γ’ and γ’ in MZ and HAZ with respect the untreated samples, while the carbides with Chinese script morphology generally exhibit an higher Ta content. In order to highlight the effects of PWHT on samples realized with different pass speeds the compositions of γ and γ’ phases in HAZ and CS in MZ (see
Table 4 and
Table 5) have been plotted in
Figure 13.
After PWHT Ta and W contents of the Chinese script structures increase with increasing welding pass speed. Since carbide size tends to decrease and a more uniform distribution occurs with increasing welding speed the interference of measured carbide compositions by the background is more serious and some composition changes can be attributed to experimental conditions instead of physical processes.
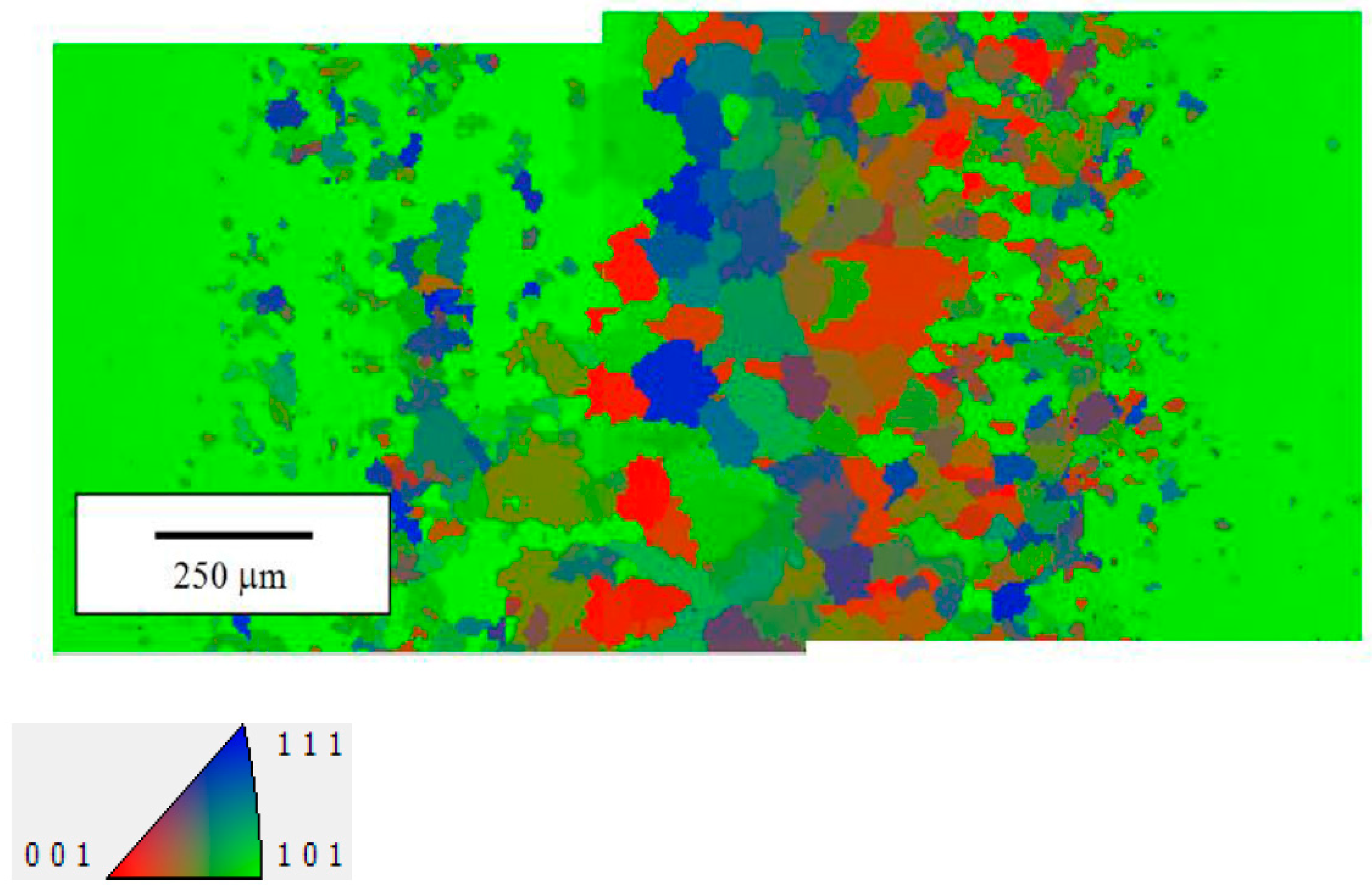
An example of EBSD map collected from a joint realized with PHT = 300 °C and pass speed
v = 2.0 m/min after PWHTs of 2 h at 700 °C is given in
Figure 14.
With reference to
Table 3, PWHTs at 700 and 750 °C increased the amount of γ’ for all the different welding conditions, and the effect seems to be more pronounced as the temperature increased. From
Table 3, there was a strict correlation between the increase of amount of γ’ phase and increase of hardness. In fact, the present results confirmed observations by other investigators [
40,
41], namely the precipitation of small particles of secondary γ’ from 600 to 875 °C determining an increase of IN792 yield stress and hardness. The phenomenon has been very carefully investigated by Strunz et al. [
42] through Small Angle Neutron Scattering (SANS) measurements.
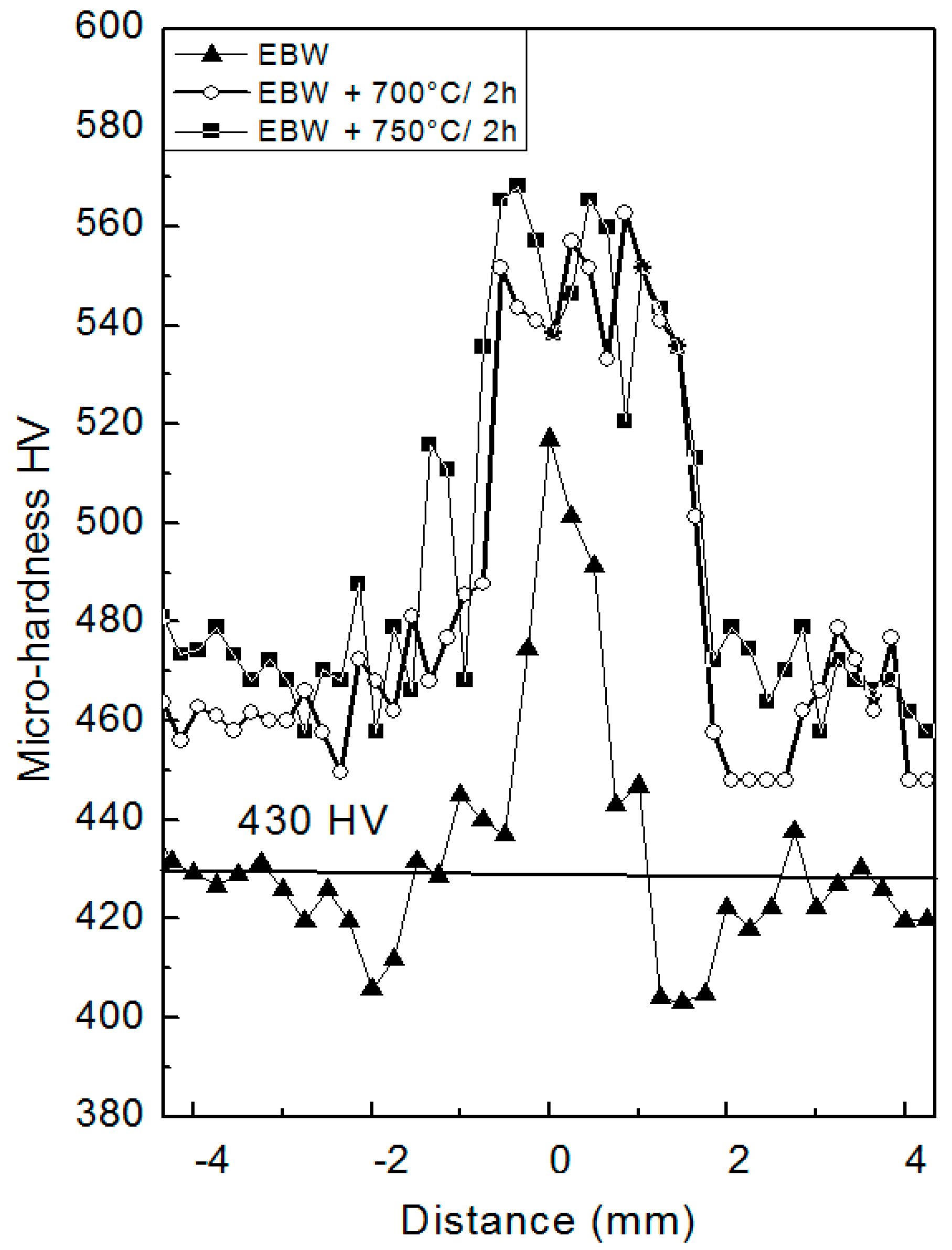
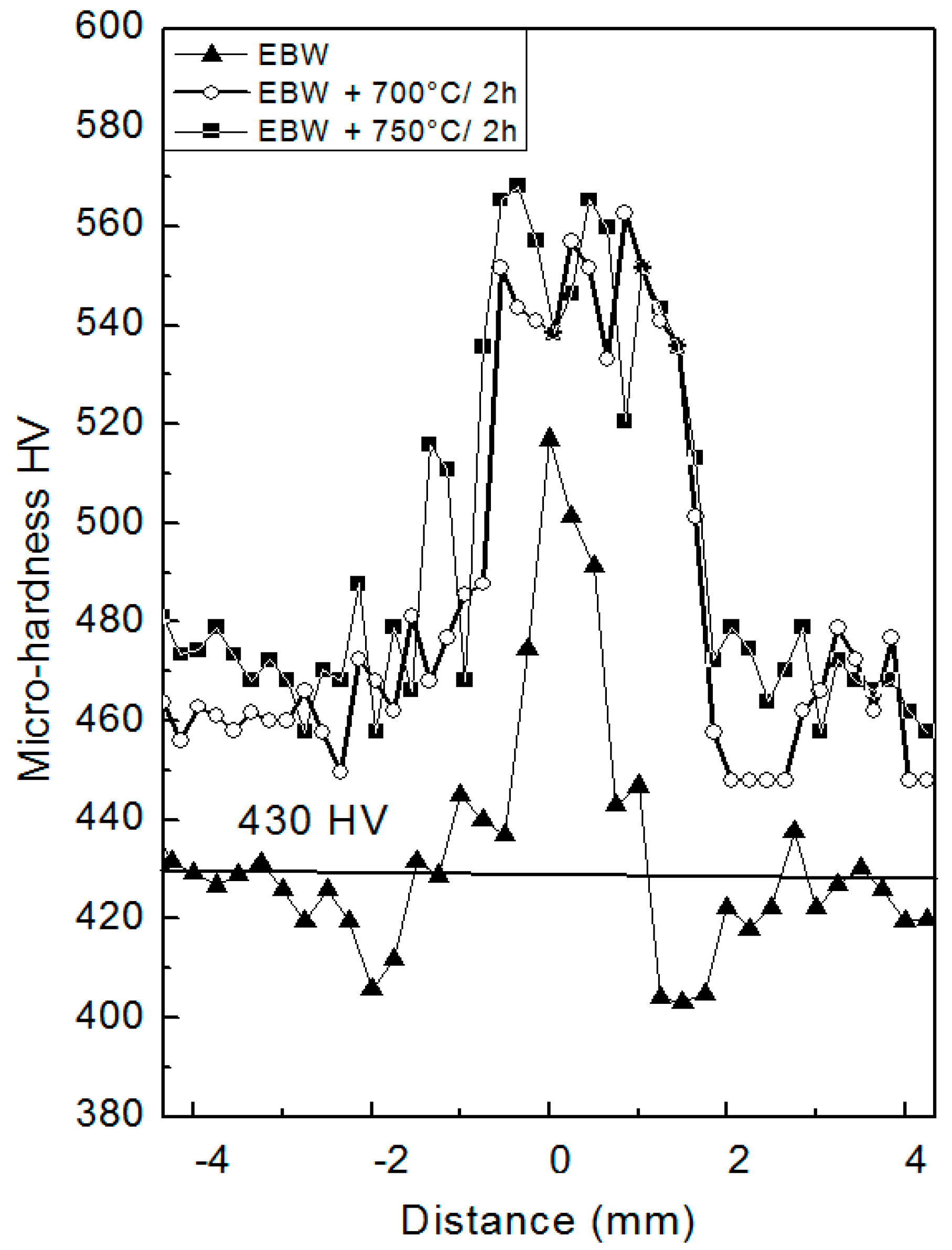
Figure 15 compares the micro-hardness profiles across a seam (PHT = 300 °C,
v = 2.5 m/min), before and after PWHT at 700 °C and 750 °C for 2 h. The horizontal line indicates the mean value of BM (430 HV).
In as-welded conditions, hardness exhibited a mean value of 410 HV in HAZ, and reached a maximum of 520 HV in MZ. The hardness of HAZ was always lower than the horizontal reference line. This trend depended on the specific microstructures in the three weld zones, in particular the γ’ particle size volume fraction and distribution seemed to play a fundamental role in determining the mechanical characteristics. After both heat treatments, the profiles shifted upwards with a remarkable improvement of hardness, while the peak-valley height was a little lower after 2 h at 750 °C, i.e., the mechanical properties across the seam became more homogeneous. As discussed before, the increase of hardness depended on the precipitation of secondary γ’ phase, due to the temperatures of PWHTs. In Strunz et al. [
42] it was reported that the precipitation of secondary γ’ in IN792 is maximum at about 725 °C, determining a significant increase of yield stress.

 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}