Influence of Embedding SMA Fibres and SMA Fibre Surface Modification on the Mechanical Performance of BFRP Composite Laminates

Abstract
:1. Introduction
2. Experimental Details
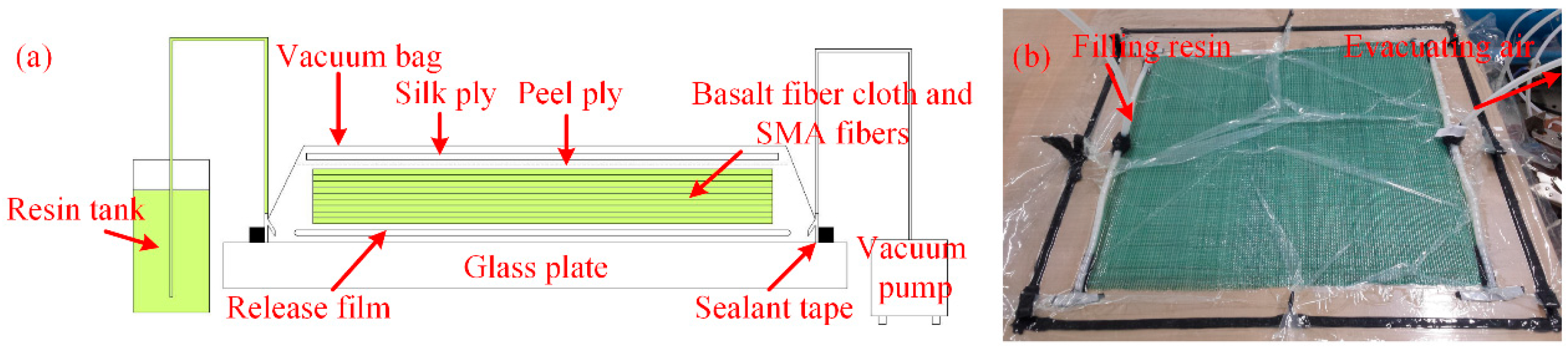
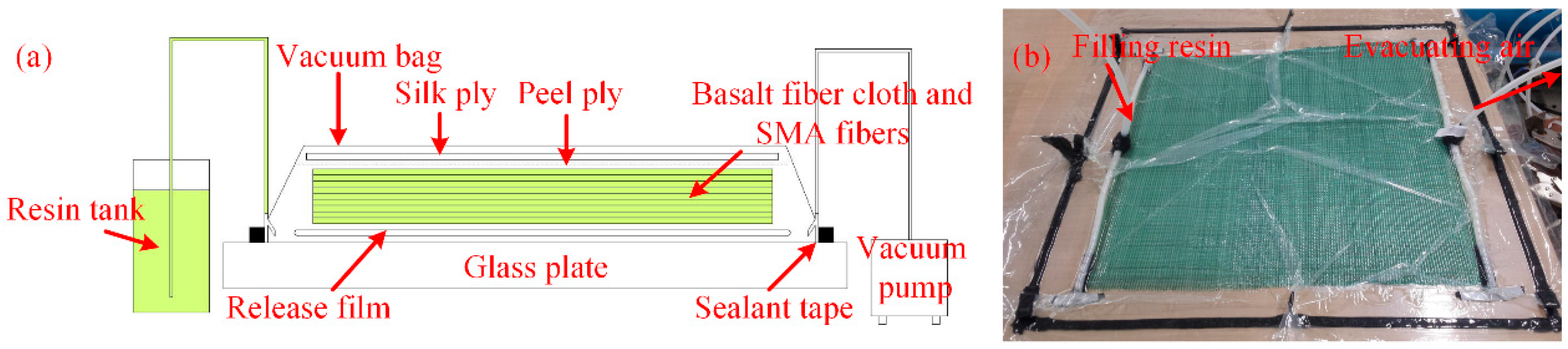
2.1. Materials and Manufacturing
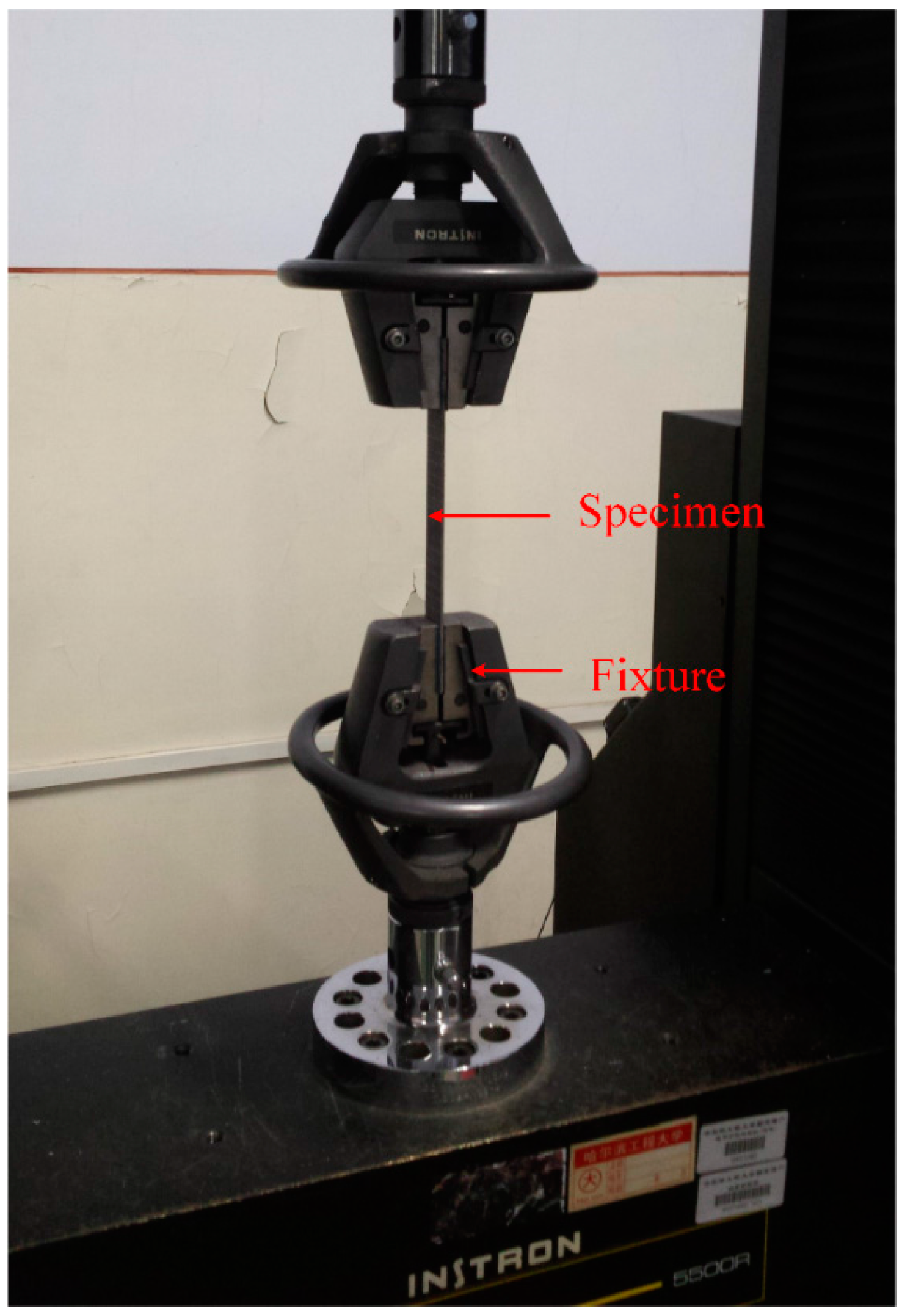
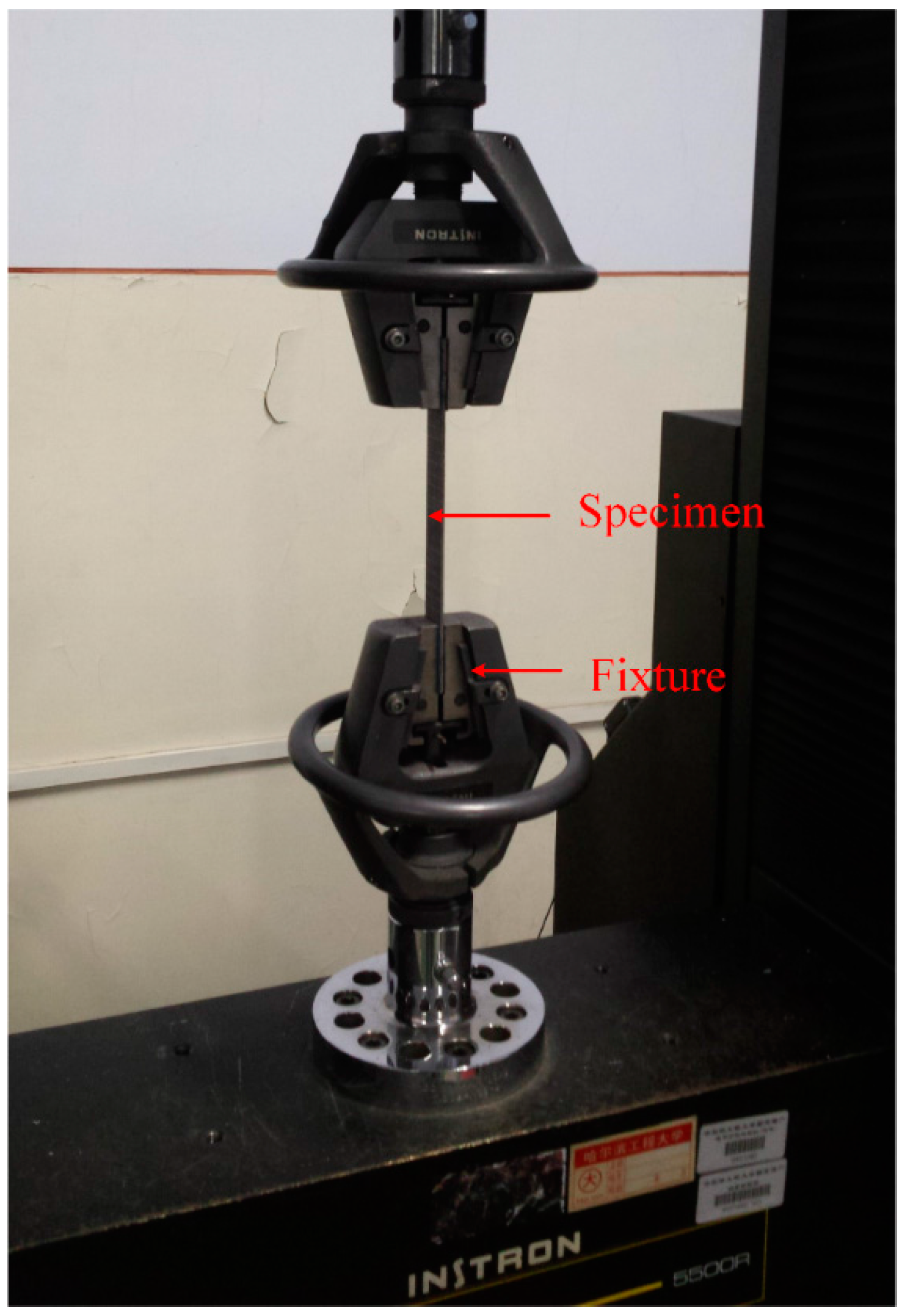
2.2. Tensile Test Setups
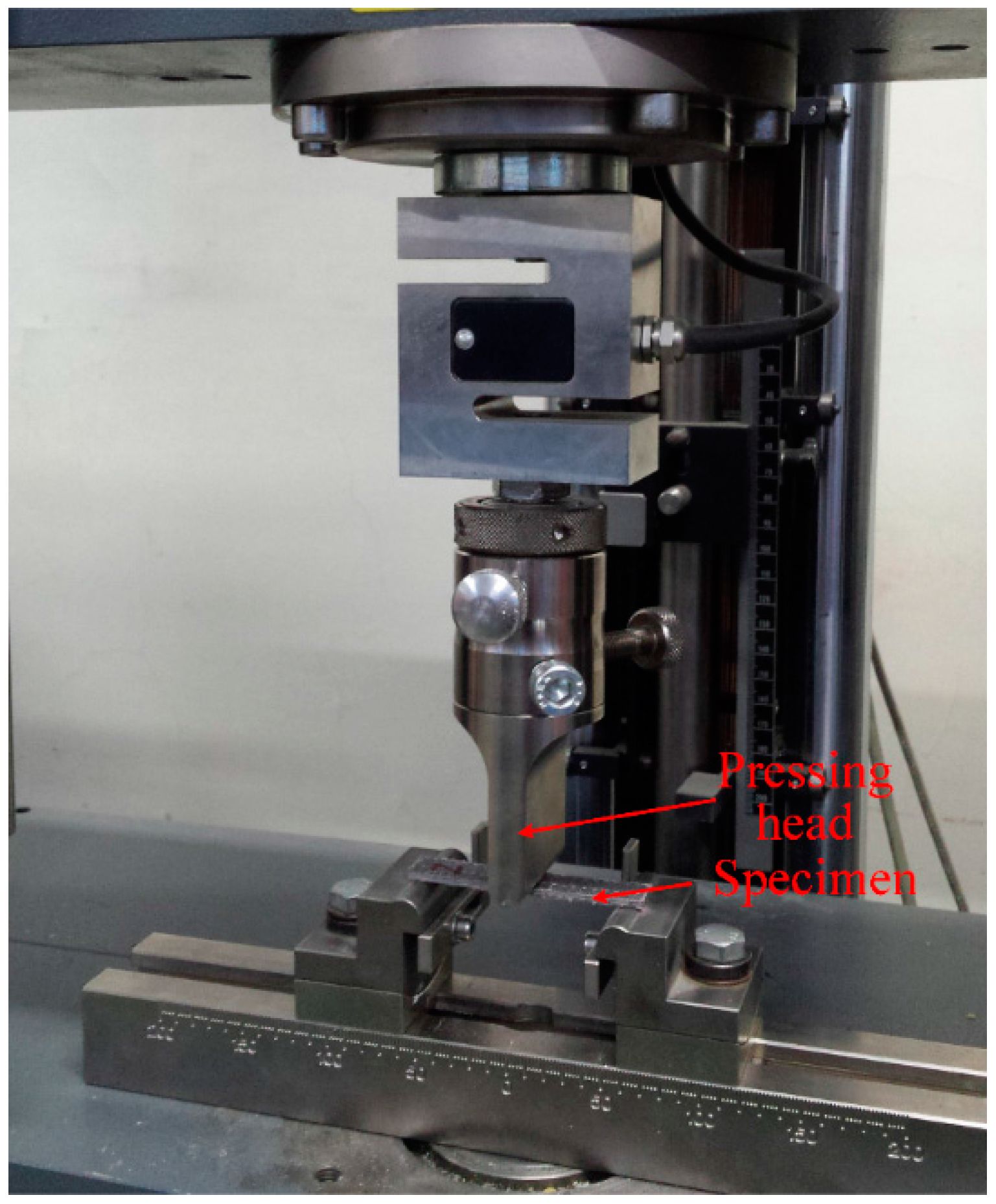
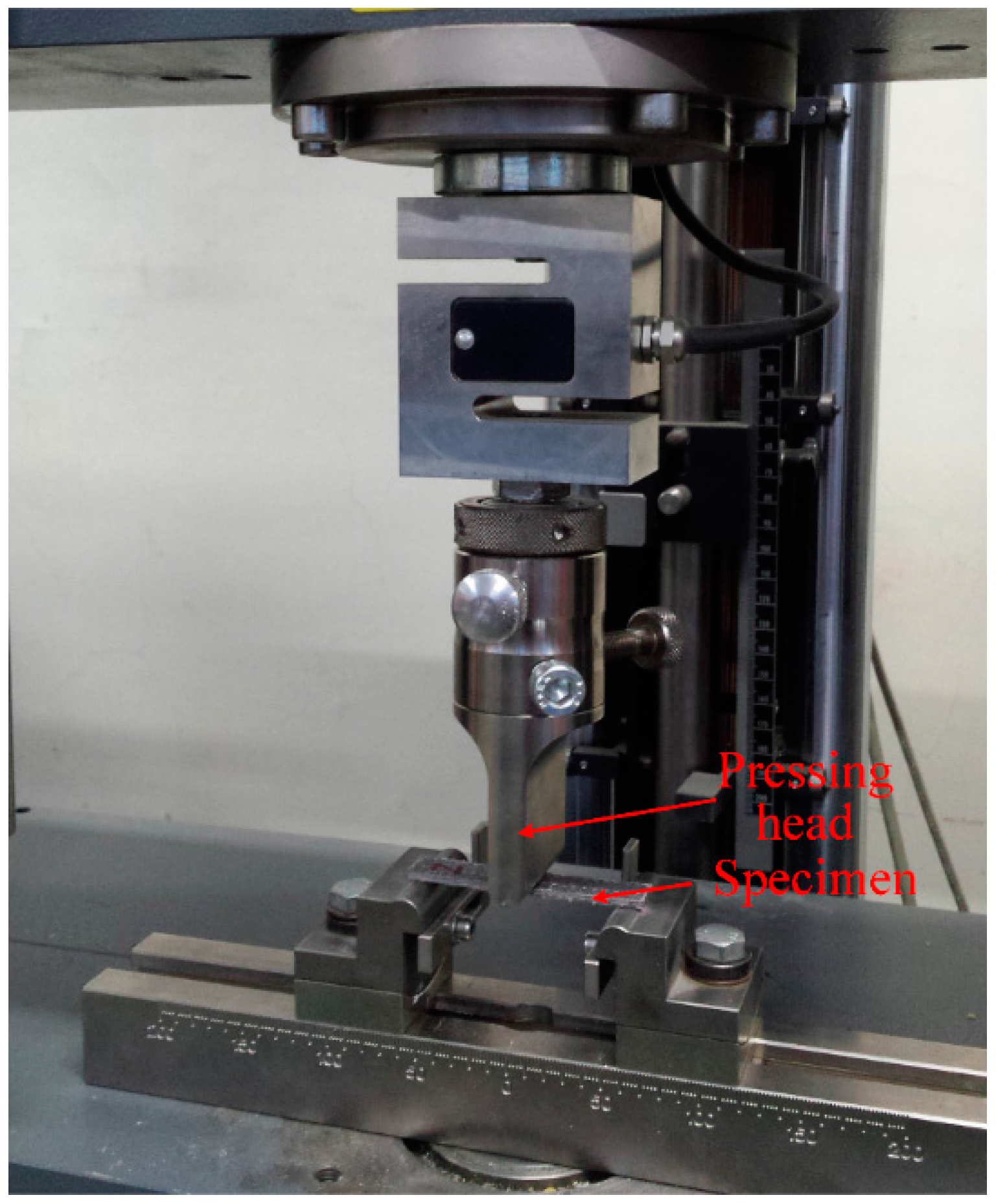
2.3. Three-Point Bending Test Setups
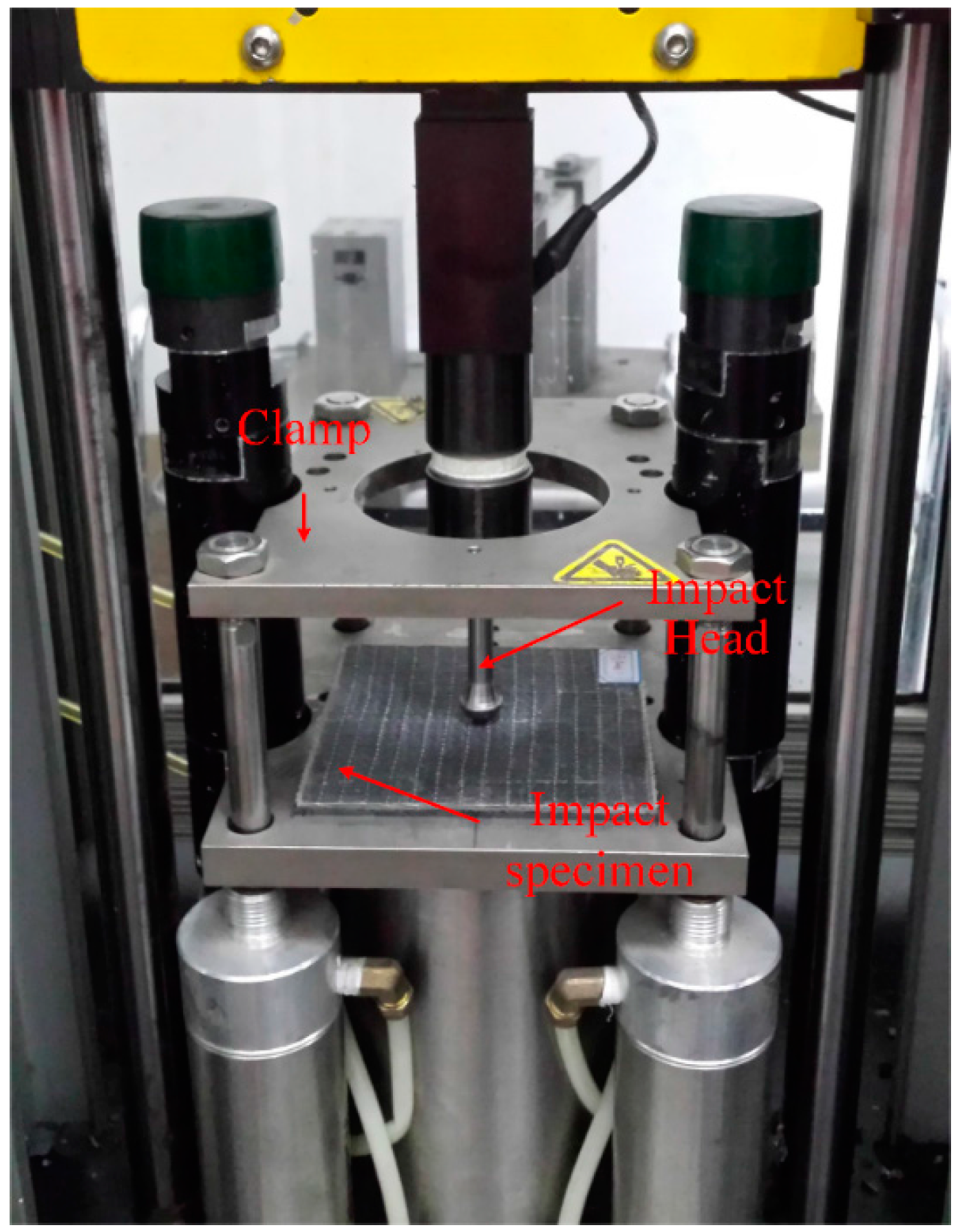
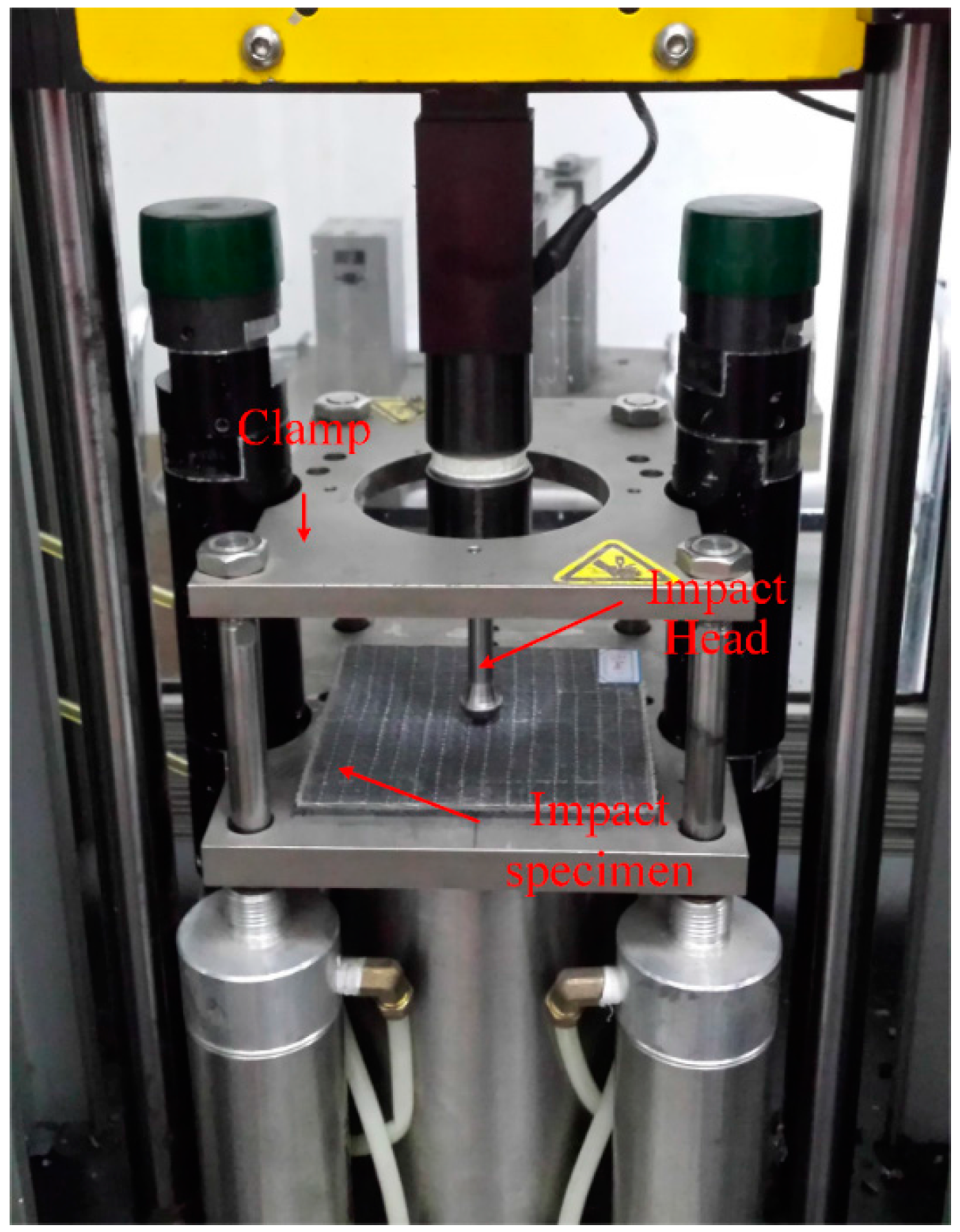
2.4. Drop-Weight Low-Velocity Impact Test Setup
3. Results and Discussion
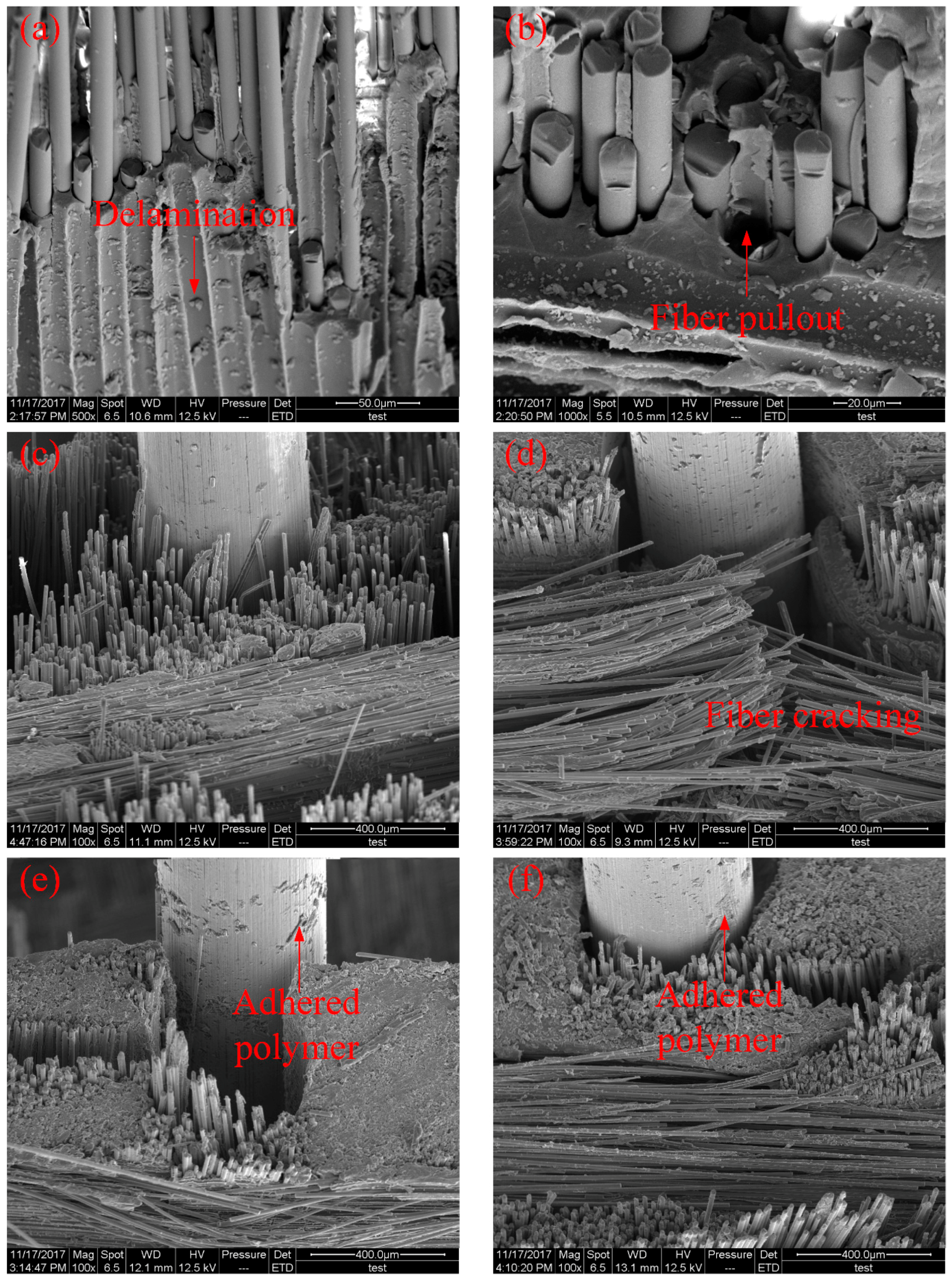
3.1. Micromorphology Analysis
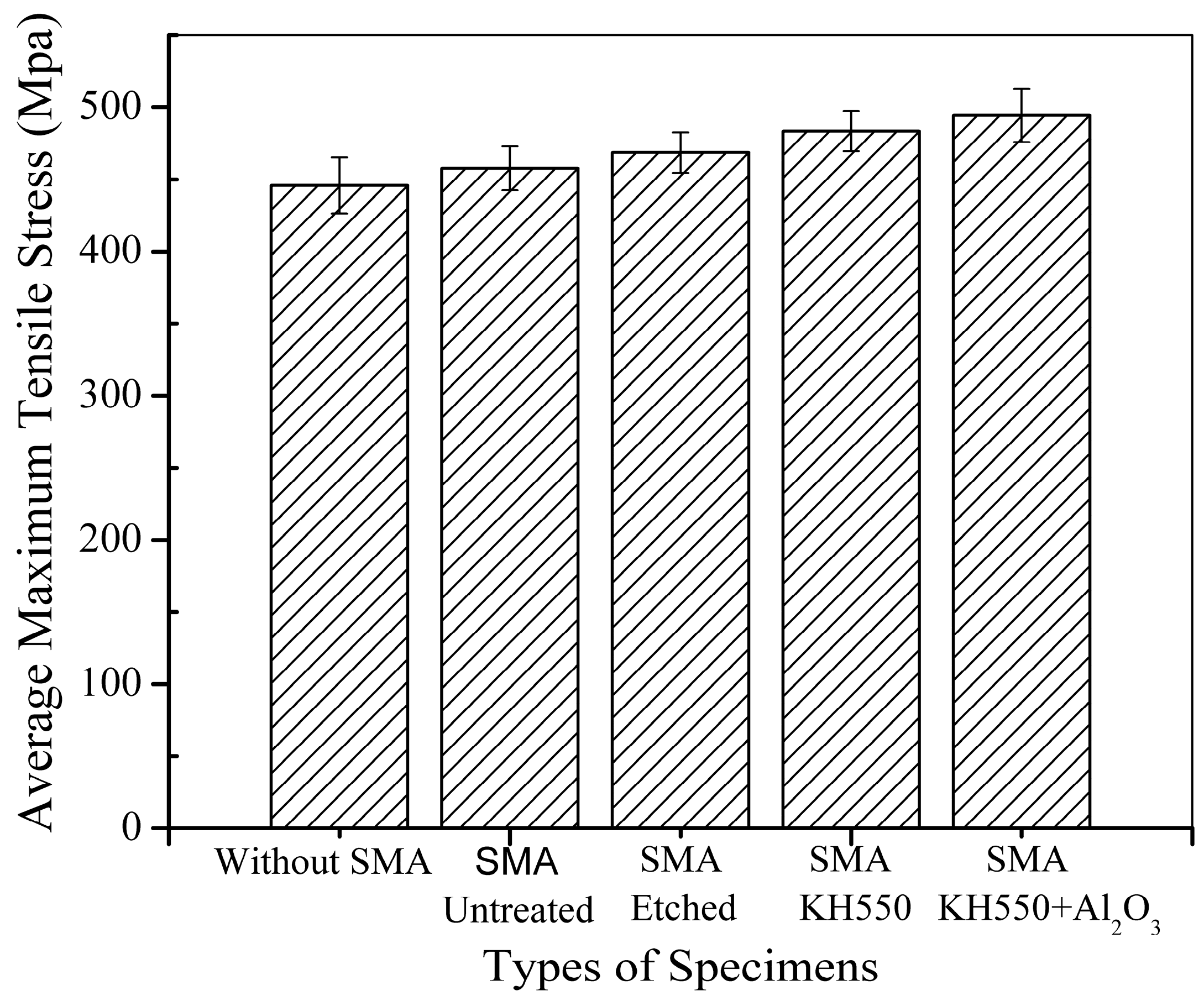
3.2. Influence of Embedding SMA Fibres and Surface Modification on Tensile Performance
3.3. Influence of Embedding SMA Fibres and Surface Modification on Flexural Performance
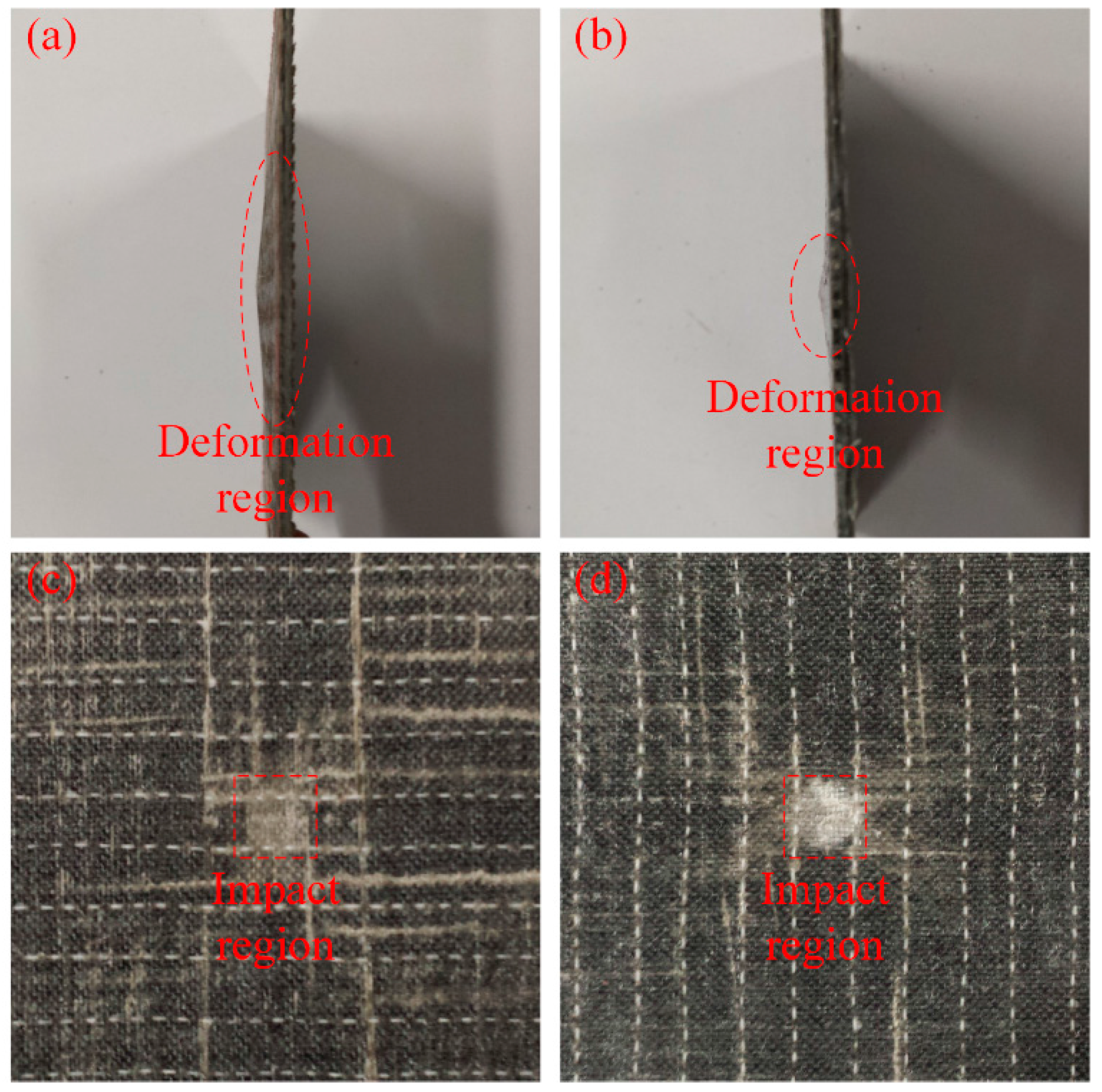
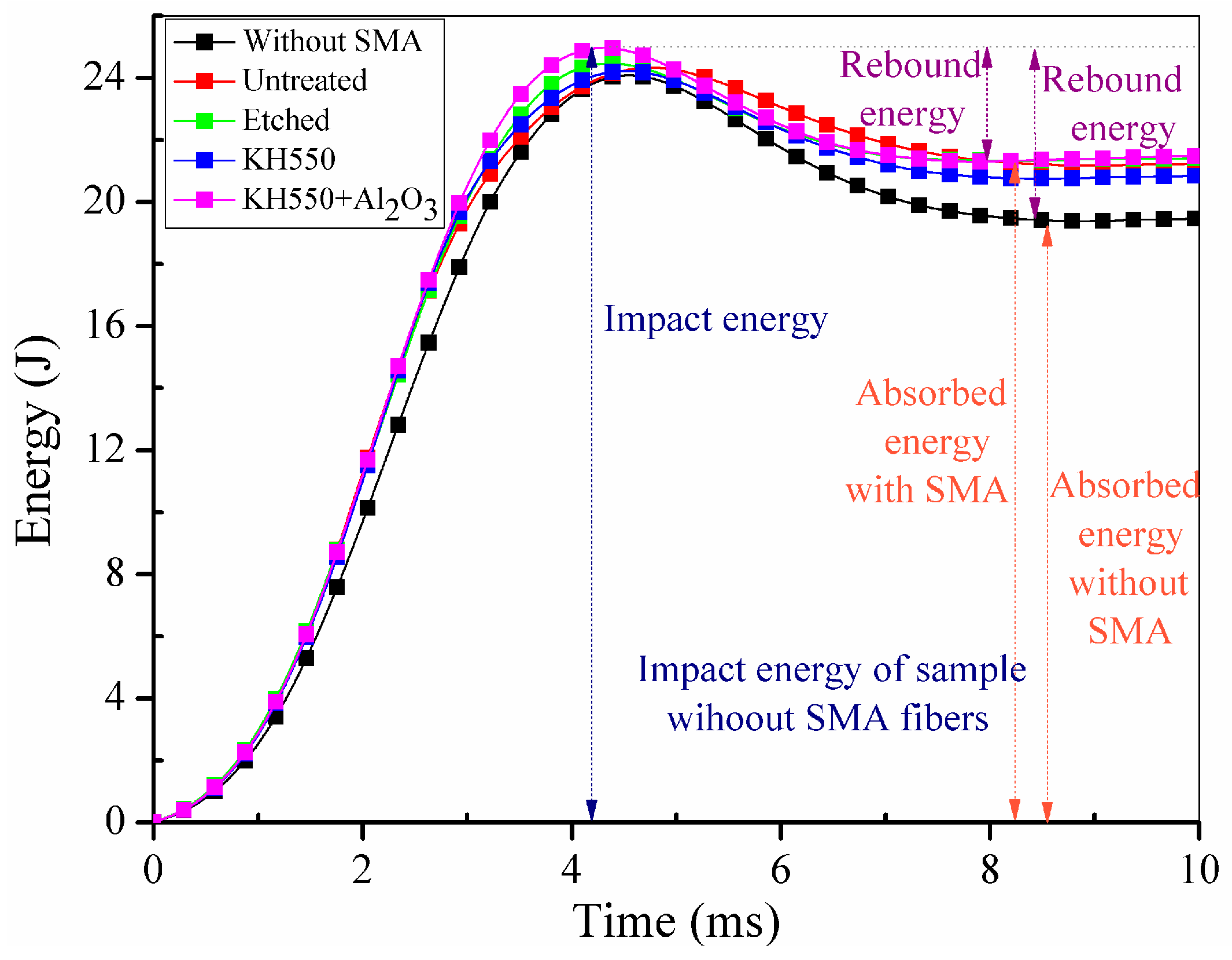
3.4. Influence of Embedding SMA Fibres and Surface Modification on Impact Resistance Performance
4. Conclusions
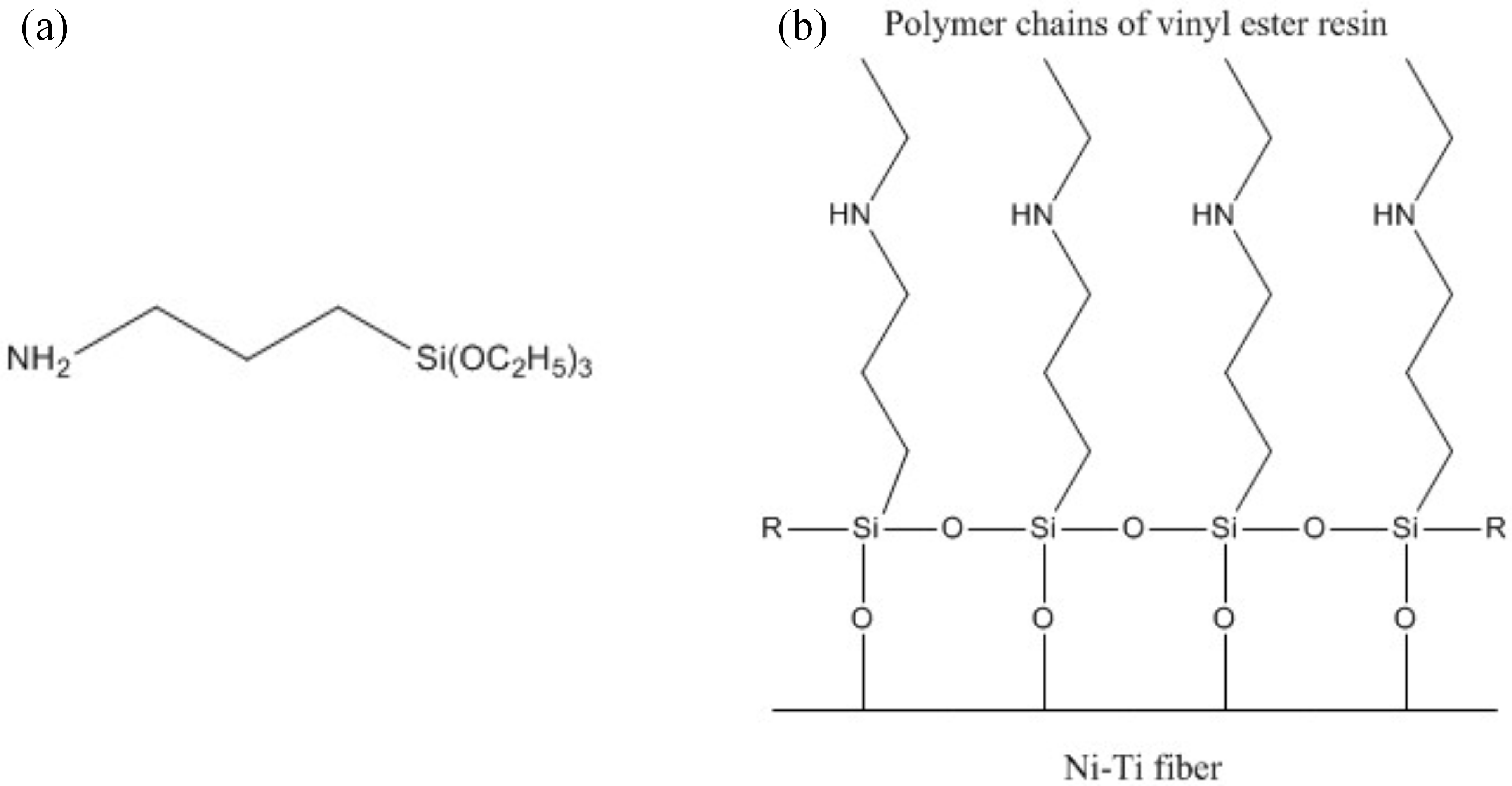
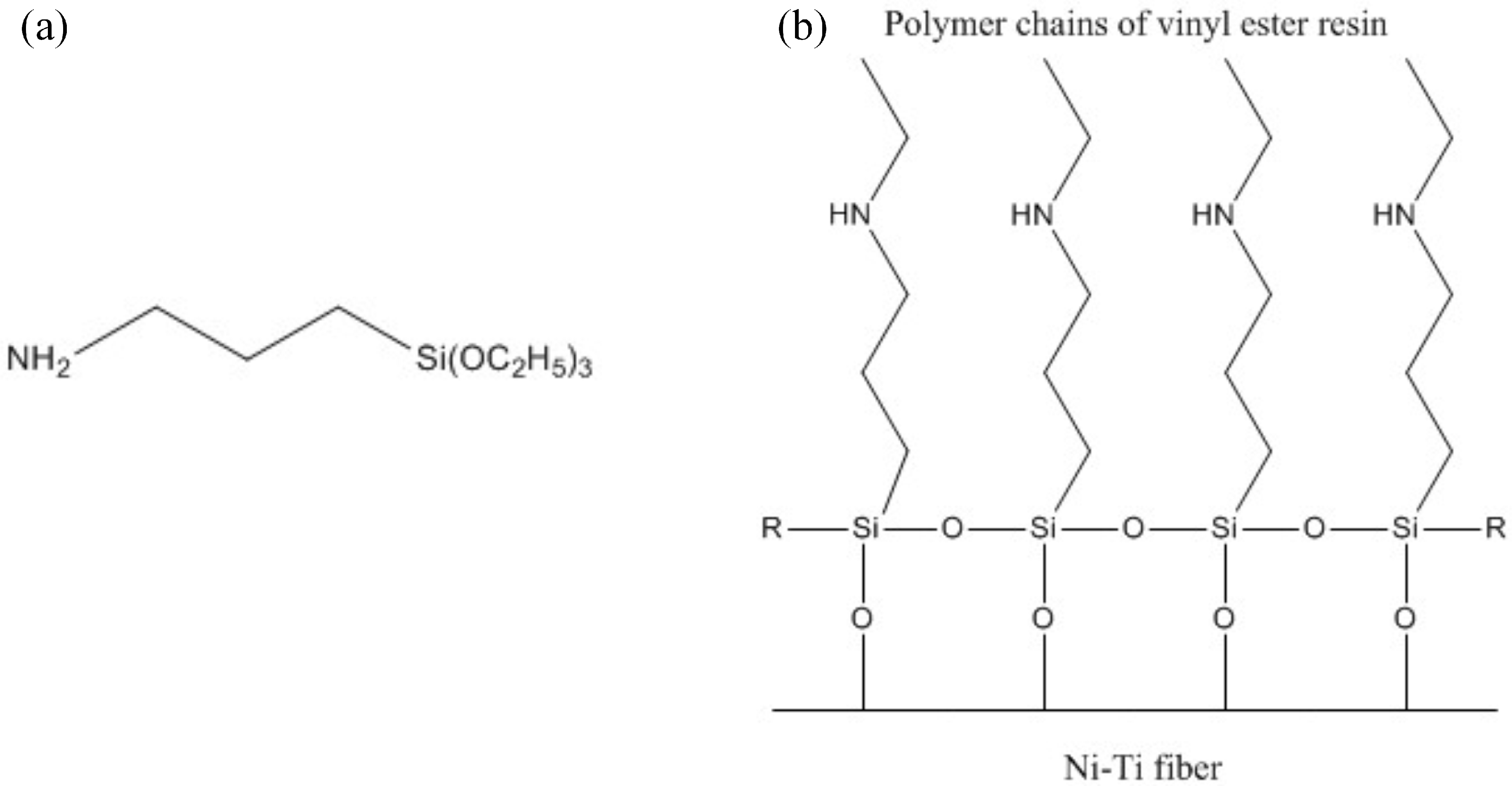
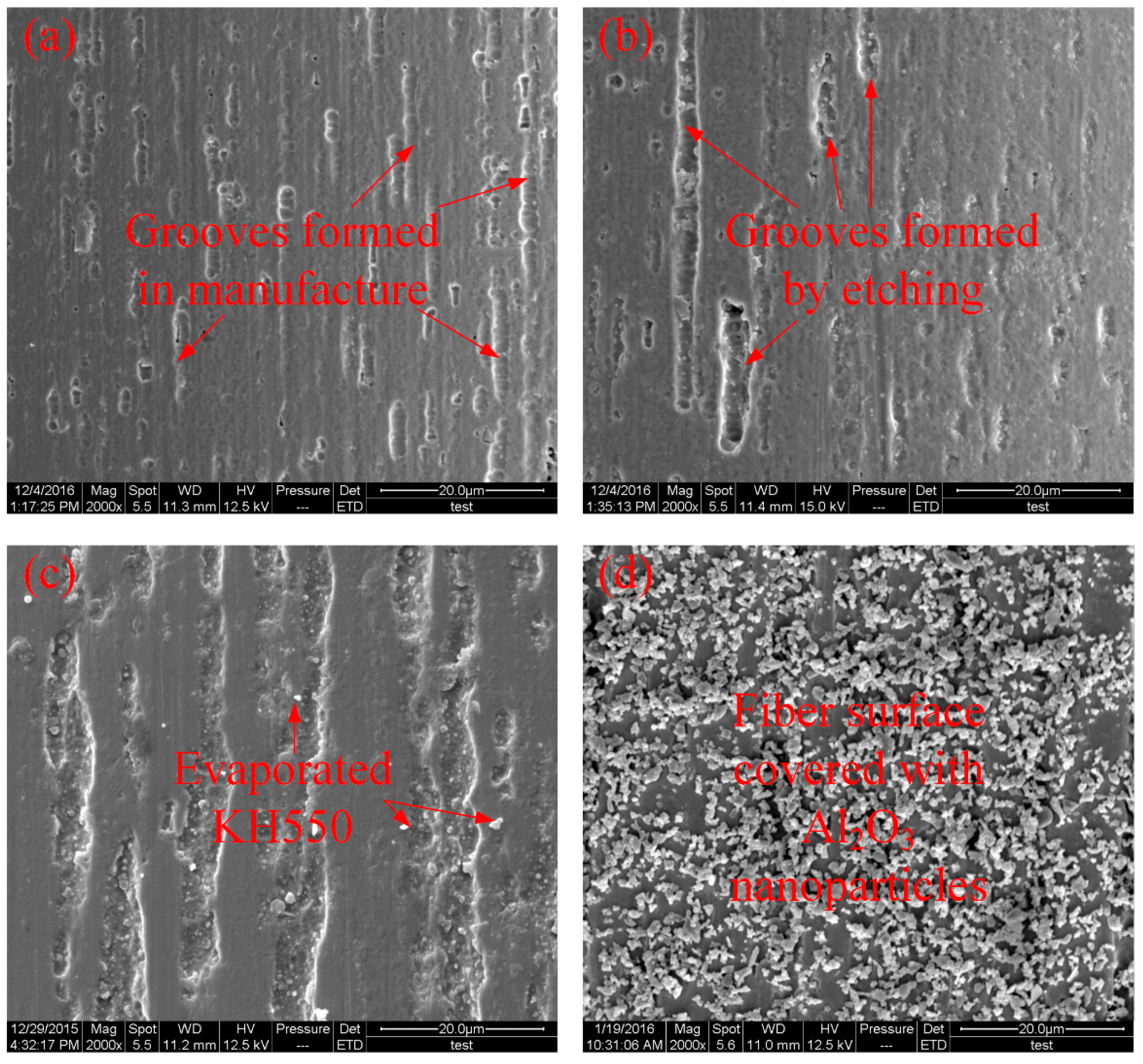
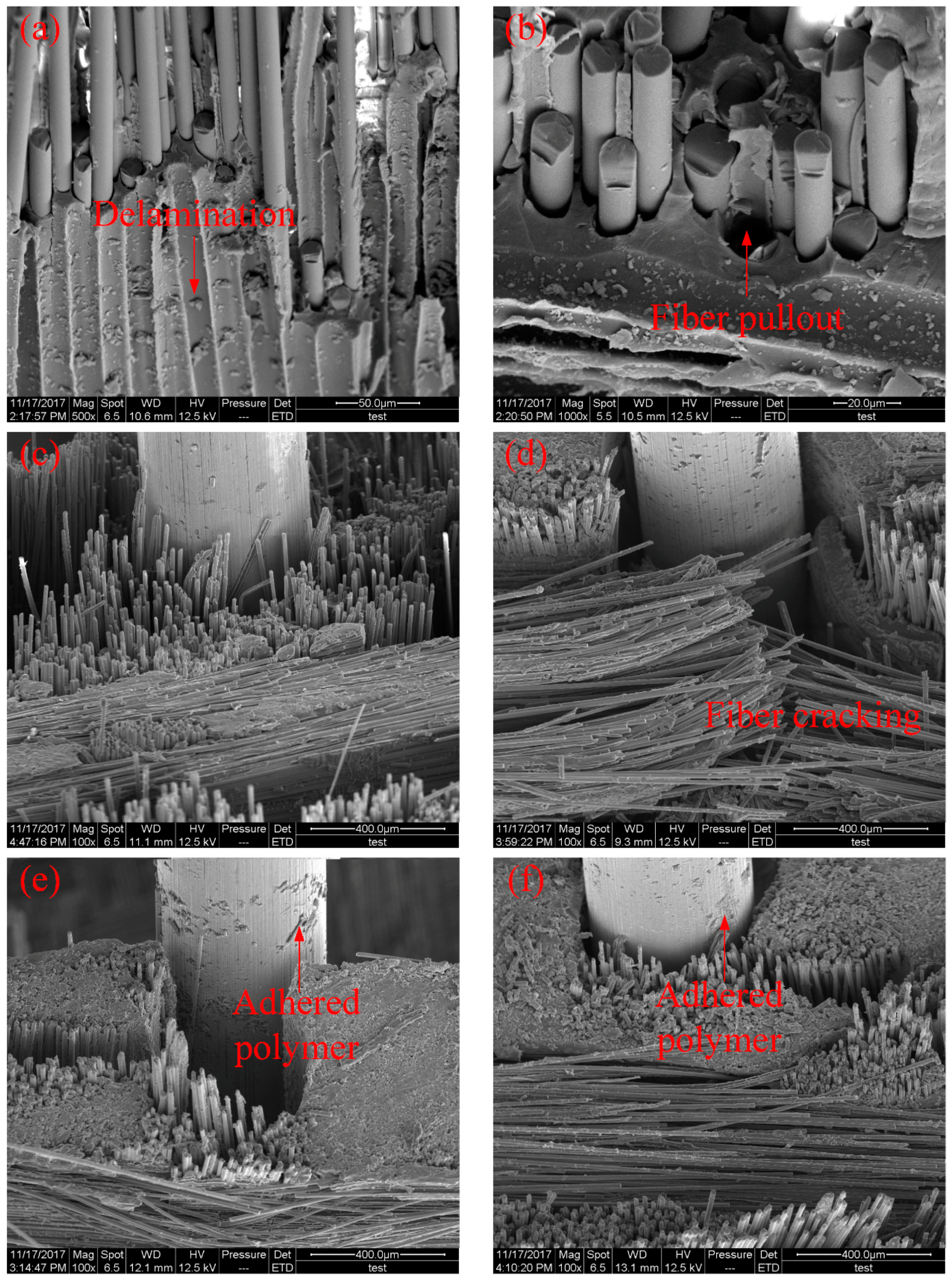
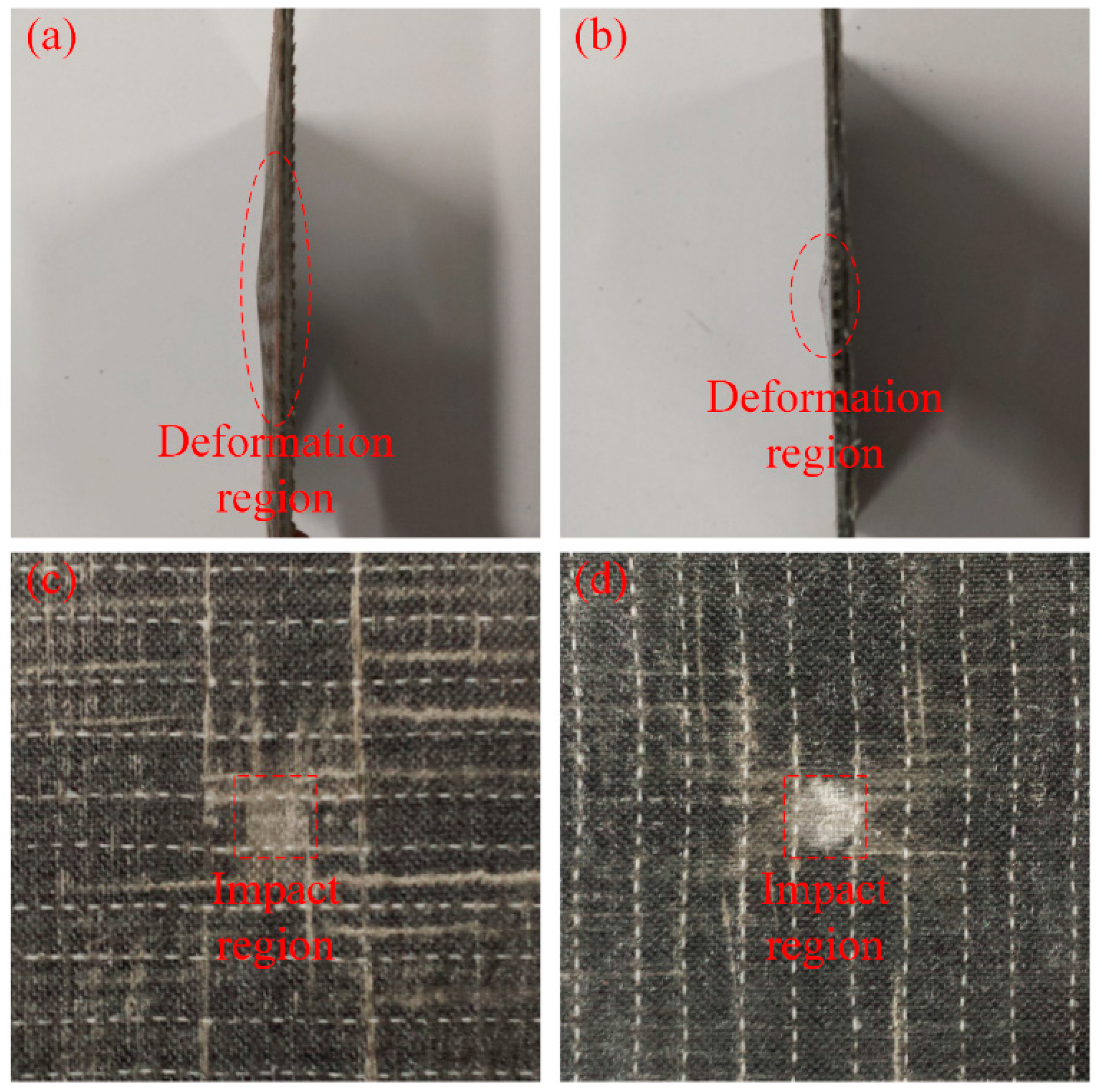
- The SEM images illustrated that the surface roughness of SMA fibres were enhanced by etching with H2SO4 and NaOH. The fibre surface modified with KH550 have no significant different from etched SMA fibre. After modified with both KH550 and Al2O3 nanoparticles, well dispersed nanoparticle can be found on the fibre surface, which significantly enhance the fibre surface roughness. After impact tests, it can be found that there are more polymer matrix adhered on the debonding SMA fibres, especially that modified with KH550 and both KH550 and Al2O3 nanoparticles, which prove the surface treatment can enhance the bonding between SMA fibres and polymer matrix.
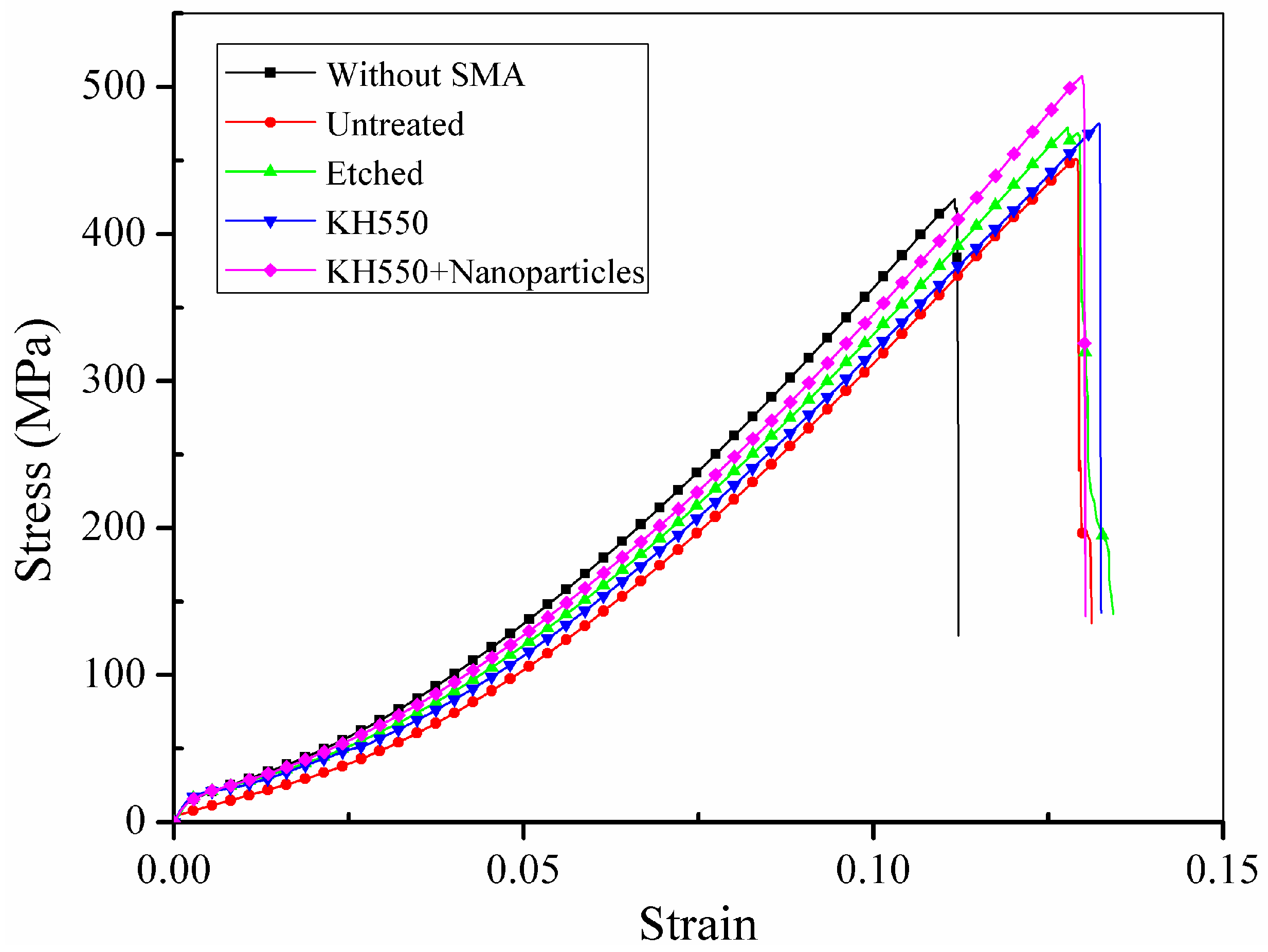
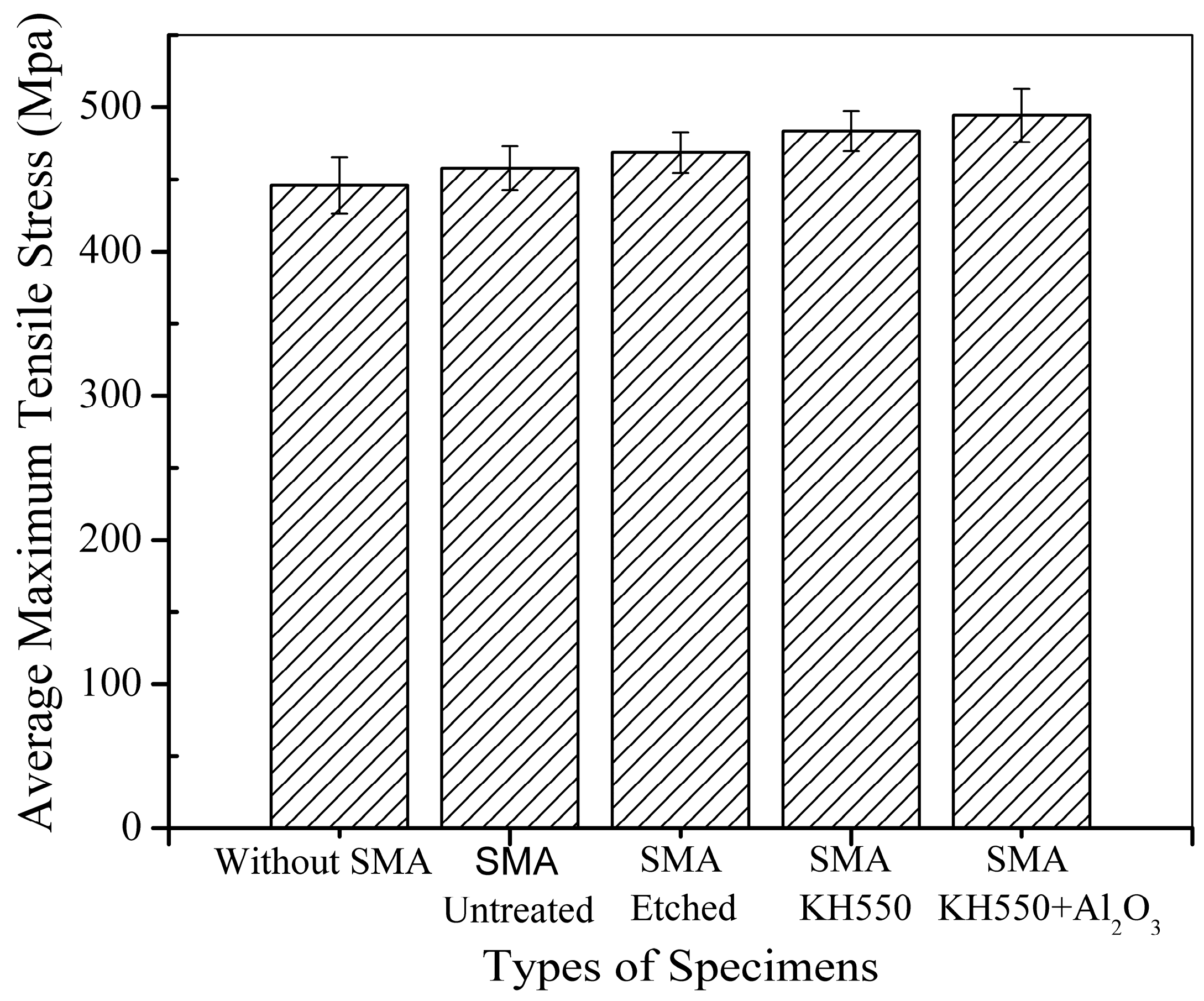
- In three point bending tests, specimens embedded with SMA fibres that were unmodified, corroded with H2SO4 and NaOH solution, modified by the silane coupling agent KH550, or modified by both the silane coupling agent KH550 and Al2O3 nanoparticles have a 2.66%, 5.10%, 8.43% and 10.91% enhancement in the average ultimate tensile strength, respectively, compared to the BFRP specimen without SMA fibres. The new modification method with both the silane coupling agent KH550 and Al2O3 nanoparticles show the best effect among all treatment methods because the interface roughness and chemical bonding between the Ni-Ti fibres and polymer matrix were both improved.
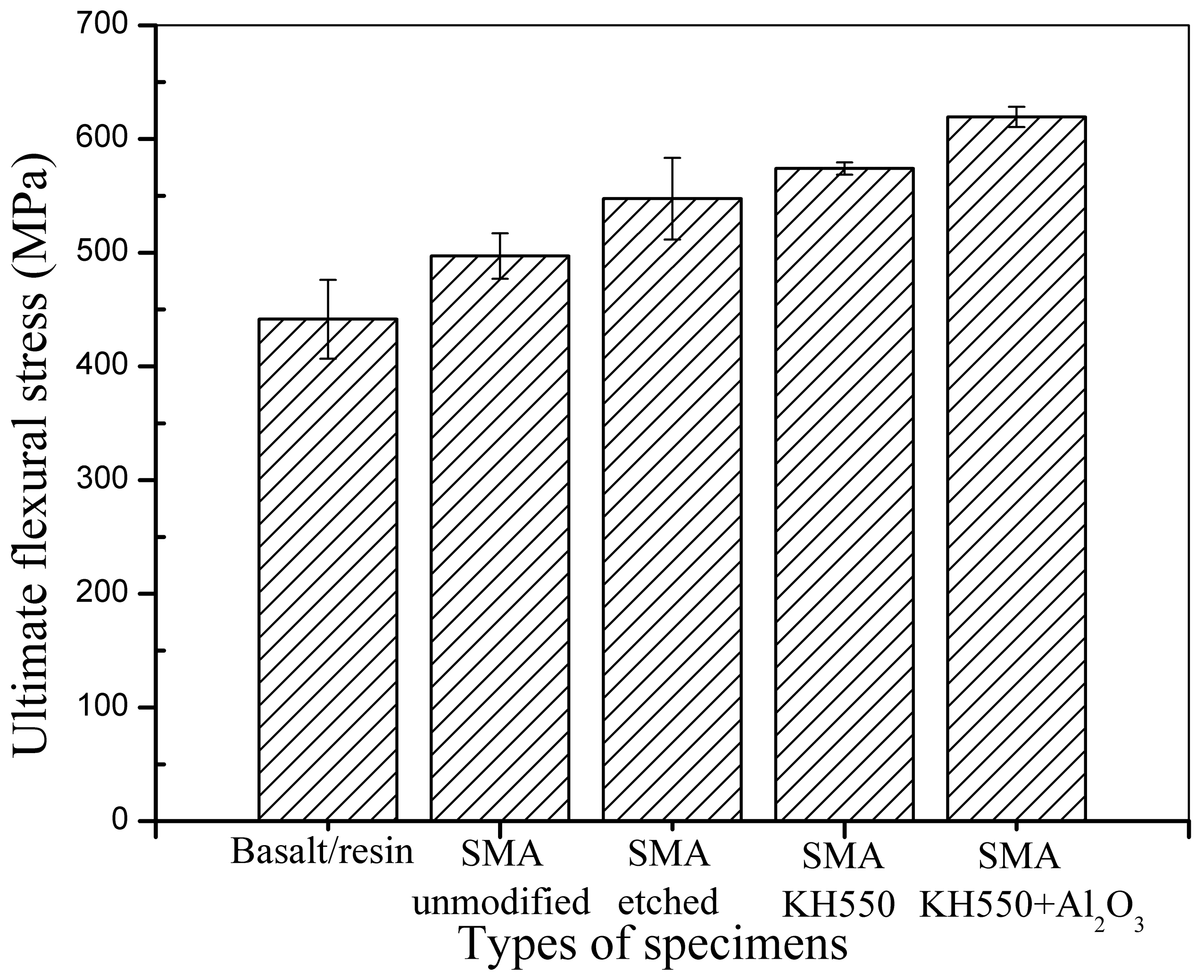
- The samples with embedded SMA fibres that were unmodified, corroded with H2SO4 and NaOH solution, modified by the silane coupling agent KH550, or modified by both the silane coupling agent KH550 and Al2O3 nanoparticles have a 12.60%, 24.02%, 30.02% and 40.31% enhancement in the average flexural strength, respectively, compared to the BFRP specimen without SMA fibres. Embedding SMA fibres in the BFRP composite laminate have better enhancement effects on the specimens for the three-point bending test than on the specimens for the tensile test, which can be attributed to the location of the SMA fibres in the bending-test specimens. SMA fibres located in the lower part of the specimens are exposed to larger stress, which better exploits the performance of Ni-Ti fibres.
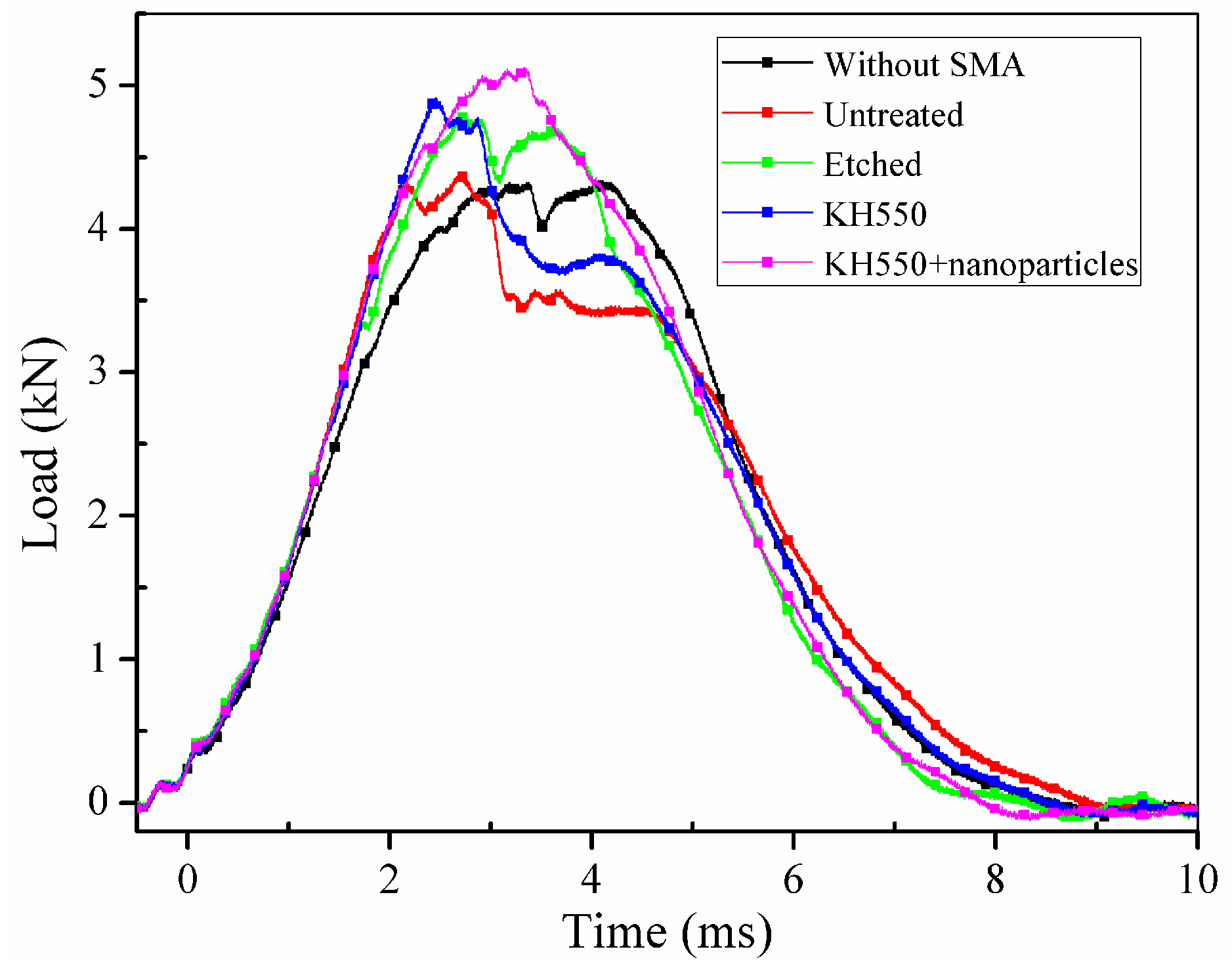
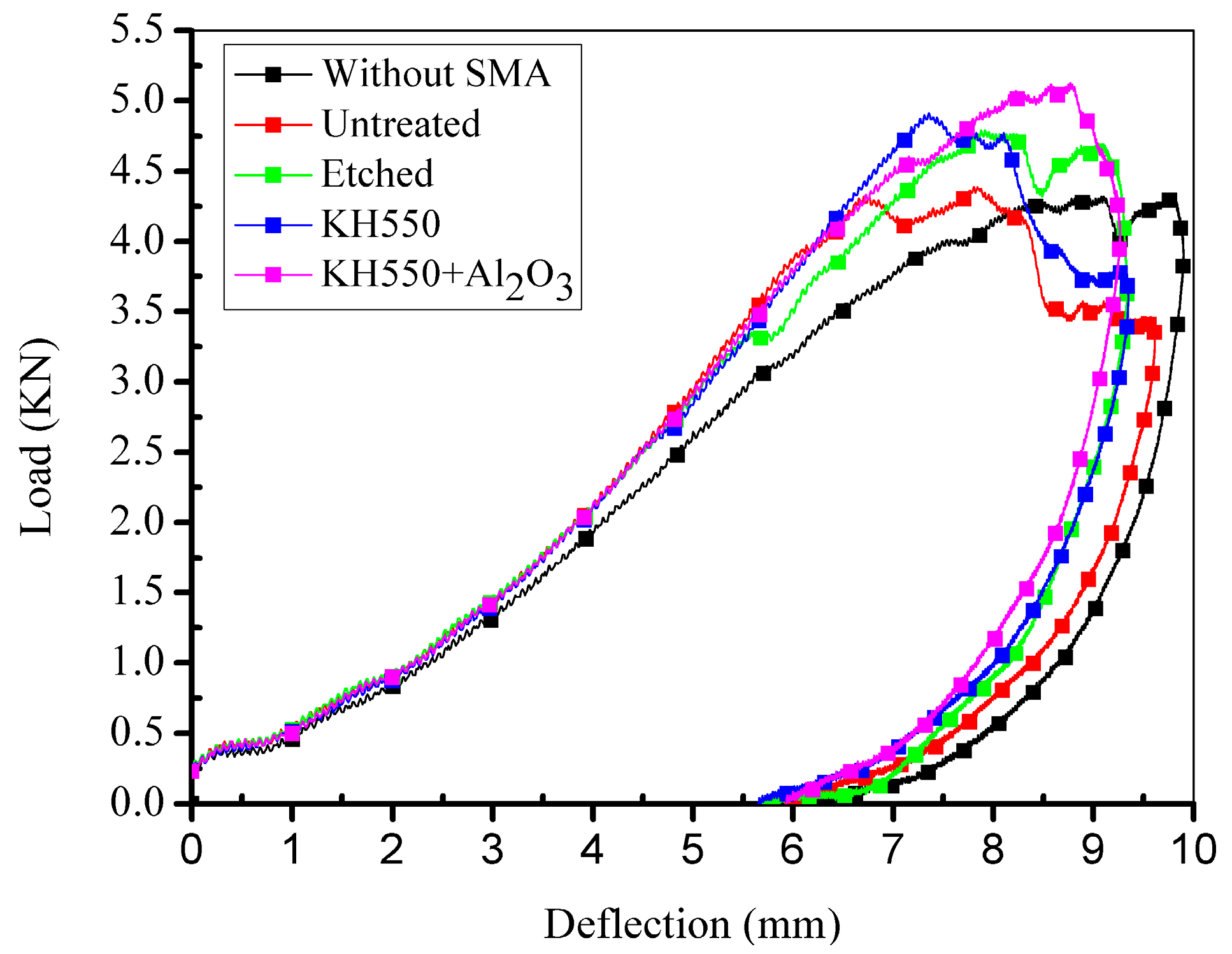
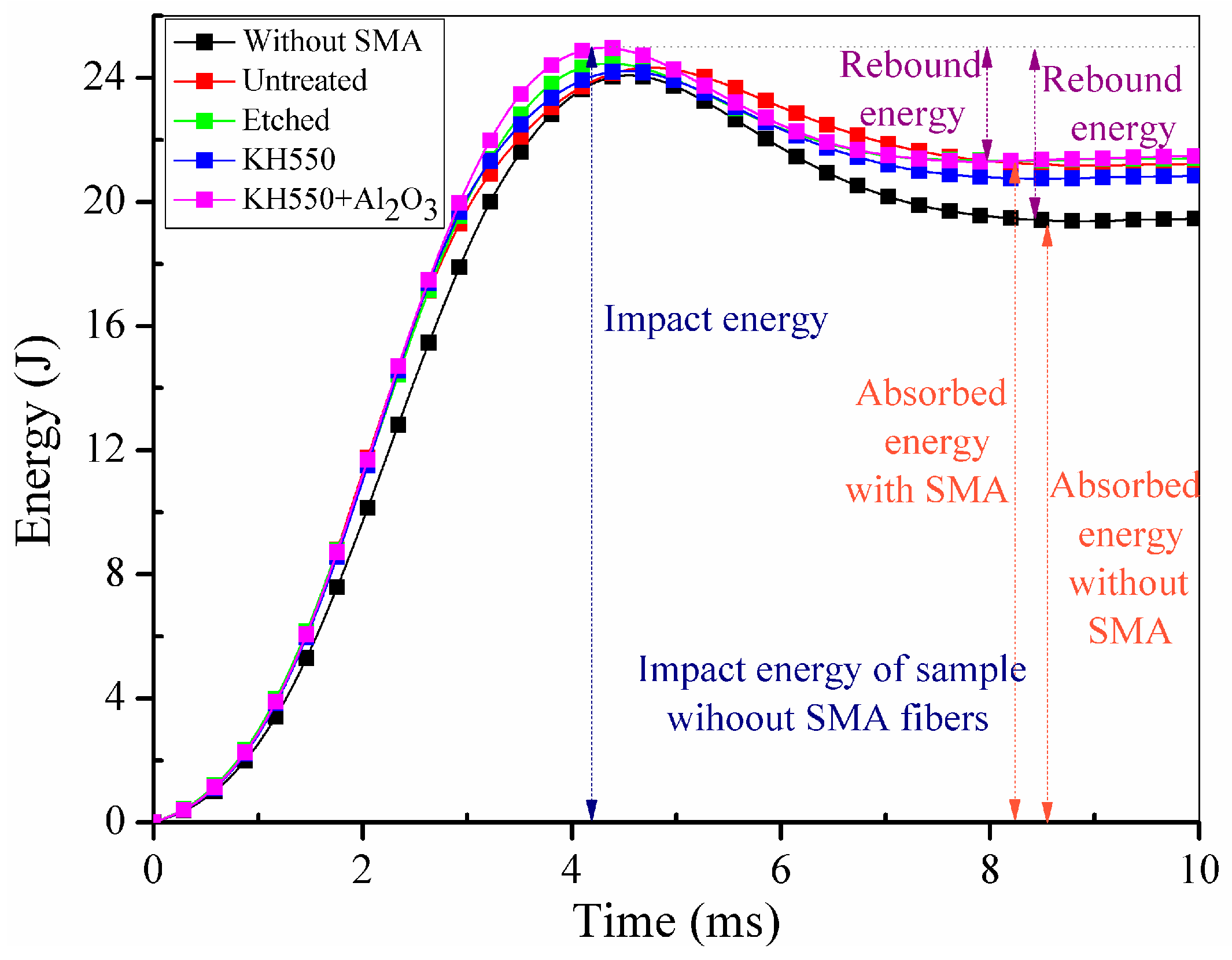
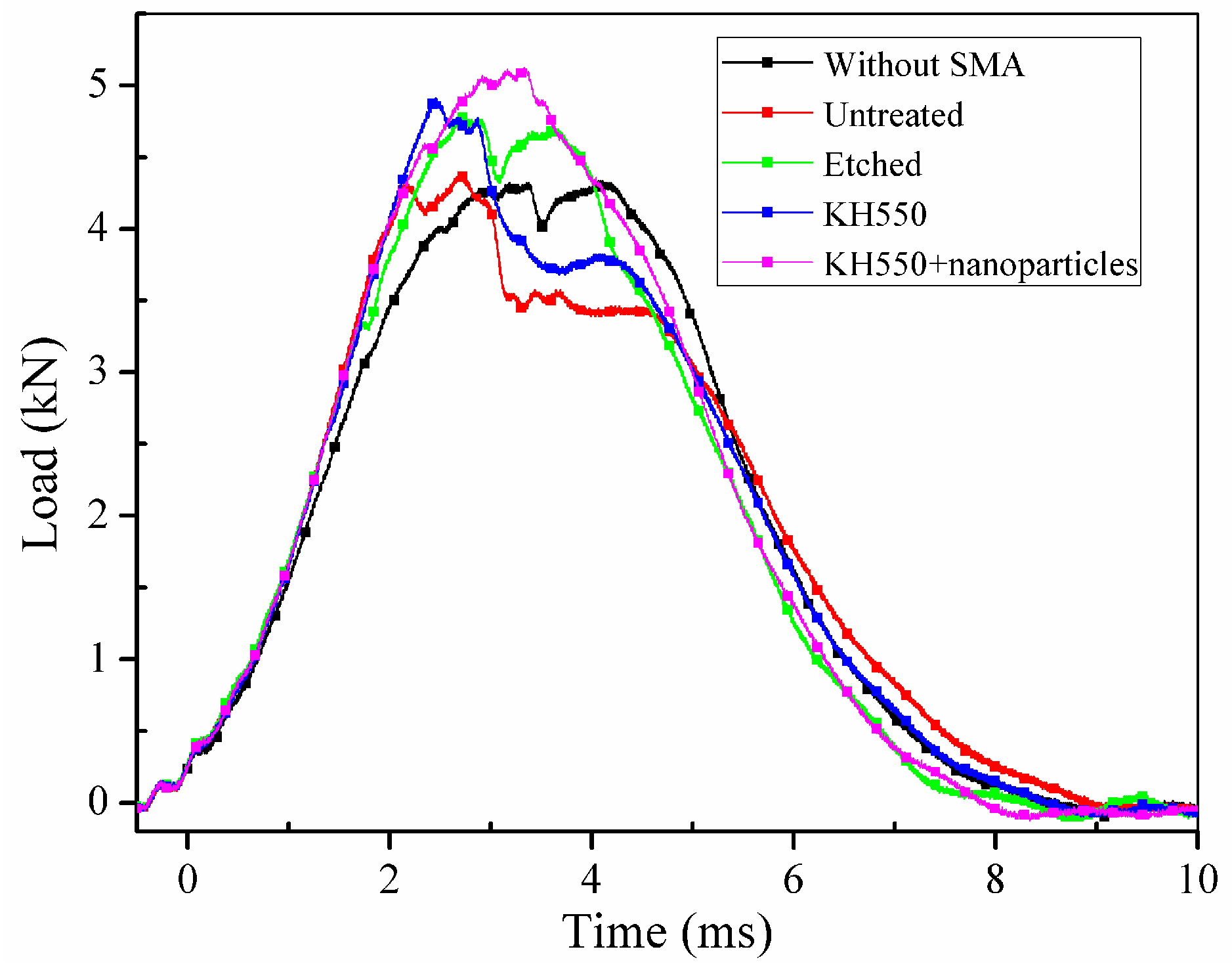
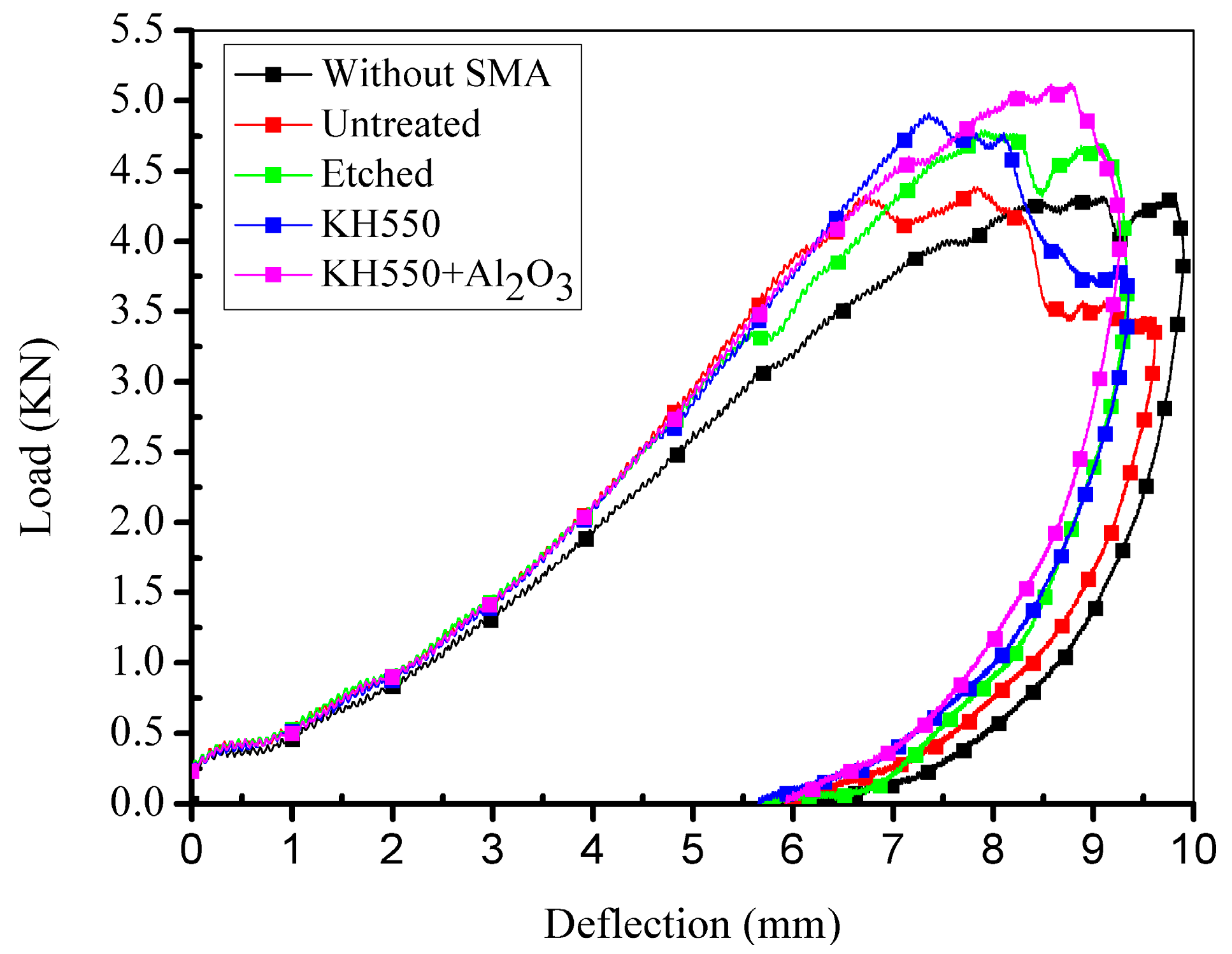
- In low-velocity impact test, specimens embedded with SMA fibres unmodified, corroded with H2SO4 and NaOH solution, modified by silane coupling agent KH550, modified with both silane coupling agent KH550 and Al2O3 nanoparticles have 5.11%, 16.55%, 19.22% and 24.33% enhancement in contact force, respectively, comparing to BFRP specimens without SMA fibres. Samples embedded with SMA fibres also have better energy absorption performance, which is induced by the SIM property of SMA fibres. Modification with both KH550 and Al2O3 nanoparticles also have the best effect among all the treatment methods.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Dhe, P. Tipping Crucible for Basalt Furnaces. U.S. Patent No. 1,462,446, 17 July 1923. [Google Scholar]
- Deák, T.; Czigány, T. Chemical composition and mechanical properties of basalt and glass fibres: A comparison. Text. Res. J. 2009, 79, 645–651. [Google Scholar] [CrossRef]
- Fiore, V.; Di Bella, G.; Valenza, A. Glass–basalt/epoxy hybrid composites for marine applications. Mater. Des. 2011, 32, 2091–2099. [Google Scholar] [CrossRef]
- Ramachandran, B.E.; Velpari, V.; Balasubramanian, N. Chemical durability studies on basalt fibres. J. Mater. Sci. 1981, 16, 3393–3397. [Google Scholar] [CrossRef]
- Di Ludovico, M.; Prota, A.; Manfredi, G. Structural upgrade using basalt fibres for concrete confinement. J. Compos. Constr. 2010, 14, 541–552. [Google Scholar] [CrossRef]
- Rousakis, T.C. Reusable and recyclable nonbonded composite tapes and ropes for concrete columns confinement. Compos. Part B Eng. 2016, 103, 15–22. [Google Scholar] [CrossRef]
- Lopresto, V.; Leone, C.; De Iorio, I. Mechanical characterisation of basalt fibre reinforced plastic. Compos. Part B Eng. 2011, 42, 717–723. [Google Scholar] [CrossRef]
- De Rosa, I.M.; Marra, F.; Pulci, G.; Santulli, C.; Sarasini, F.; Tirillò, J.; Valente, M. Post-impact mechanical characterisation of glass and basalt woven fabric laminates. Appl. Compos. Mater. 2012, 19, 475–490. [Google Scholar] [CrossRef]
- Wei, B.; Cao, H.; Song, S. Degradation of basalt fibre and glass fibre/epoxy resin composites in seawater. Corros. Sci. 2011, 53, 426–431. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Valente, M.; Valente, T.; Cioffi, S.; Iannace, S.; Sorrentino, L. Effect of basalt fibre hybridization on the impact behaviour under low impact velocity of glass/basalt woven fabric/epoxy resin composites. Compos. Part A Appl. Sci. Manuf. 2013, 47, 109–123. [Google Scholar] [CrossRef]
- Dehkordi, M.T.; Nosraty, H.; Shokrieh, M.M.; Minak, G.; Ghelli, D. Low velocity impact properties of intra-ply hybrid composites based on basalt and nylon woven fabrics. Mater. Des. 2010, 31, 3835–3844. [Google Scholar] [CrossRef]
- Petrucci, R.; Santulli, C.; Puglia, D.; Sarasini, F.; Torre, L.; Kenny, J.M. Mechanical characterisation of hybrid composite laminates based on basalt fibres in combination with flax, hemp and glass fibres manufactured by vacuum infusion. Mater. Des. 2013, 49, 728–735. [Google Scholar] [CrossRef]
- Živković, I.; Fragassa, C.; Pavlović, A.; Brugo, T. Influence of moisture absorption on the impact properties of flax, basalt and hybrid flax/basalt fibre reinforced green composites. Compos. Part B Eng. 2017, 111, 148–164. [Google Scholar] [CrossRef]
- Nisini, E.; Santulli, C.; Liverani, A. Mechanical and impact characterization of hybrid composite laminates with carbon, basalt and flax fibres. Compos. Part B Eng. 2016. [Google Scholar] [CrossRef]
- Fragassa, C.; Pavlovic, A.; Santulli, C. Mechanical and impact characterisation of flax and basalt fibre vinylester composites and their hybrids. Compos. Part B Eng. 2017. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Sarasini, F.; Tirilló, J.; Calabrese, L. Salt-fog spray aging of jute-basalt reinforced hybrid structures: Flexural and low velocity impact response. Compos. Part B Eng. 2017, 116, 99–112. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Badagliacco, D.; Enea, D.; Alaimo, G.; Valenza, A. Aging resistance of bio-epoxy jute-basalt hybrid composites as novel multilayer structures for cladding. Compos. Struct. 2017, 160, 1319–1328. [Google Scholar] [CrossRef]
- Wang, X.; Hu, B.; Feng, Y.; Liang, F.; Mo, J.; Xiong, J.; Qiu, Y. Low velocity impact properties of 3D woven basalt/aramid hybrid composites. Compos. Sci. Technol. 2008, 68, 444–450. [Google Scholar] [CrossRef]
- Bandaru, A.K.; Ahmad, S.; Bhatnagar, N. Ballistic performance of hybrid thermoplastic composite armors reinforced with Kevlar and basalt fabrics. Compos. Part A Appl. Sci. Manuf. 2017, 97, 151–165. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Di Bella, G.; Valenza, A. A review on basalt fibre and its composites. Compos. Part B Eng. 2015, 74, 74–94. [Google Scholar] [CrossRef]
- Dhand, V.; Mittal, G.; Rhee, K.Y.; Park, S.J.; Hui, D. A short review on basalt fibre reinforced polymer composites. Compos. Part B Eng. 2015, 73, 166–180. [Google Scholar] [CrossRef]
- Lei, H.; Wang, Z.; Tong, L.; Zhou, B.; Fu, J. Experimental and numerical investigation on the macroscopic mechanical behaviour of shape memory alloy hybrid composite with weak interface. Compos. Struct. 2013, 101, 301–312. [Google Scholar] [CrossRef]
- Zhou, G.; Lloyd, P. Design, manufacture and evaluation of bending behaviour of composite beams embedded with SMA wires. Compos. Sci. Technol. 2009, 69, 2034–2041. [Google Scholar] [CrossRef]
- Tsoi, K.A.; Stalmans, R.; Schrooten, J.; Wevers, M.; Mai, Y.W. Impact damage behaviour of shape memory alloy composites. Mater. Sci. Eng. A 2003, 342, 207–215. [Google Scholar] [CrossRef]
- Meo, M.; Marulo, F.; Guida, M.; Russo, S. Shape memory alloy hybrid composites for improved impact properties for aeronautical applications. Compos. Struct. 2013, 95, 756–766. [Google Scholar] [CrossRef]
- Rana, D.; Mandal, B.M.; Bhattacharyya, S.N. Analogue calorimetric studies of blends of poly(vinyl ester)s and polyacrylates. Macromolecules 1996, 29, 1579–1583. [Google Scholar] [CrossRef]
- Su, A.C.; Fried, J.R. Measurement of Flory-Higgins interaction parameter between unlike polymers via solution light scattering near “optical θ” state. Macromolecules 1986, 19, 1417–1421. [Google Scholar] [CrossRef]
- Deshpande, D.D.; Patterson, D.; Schreiber, H.P.; Su, C.S. Thermodynamic interactions in polymer systems by gas-liquid chromatography. IV. Interactions between components in a mixed stationary phase. Macromolecules 1974, 7, 530–535. [Google Scholar] [CrossRef]
- Rana, D.; Kim, H.L.; Kwag, H.; Choe, S. Hybrid blends of similar ethylene 1-octene copolymers. Polymer 2000, 41, 7067–7082. [Google Scholar] [CrossRef]
- Rana, D.; Kim, H.L.; Kwag, H.; Rhee, J.; Cho, K.; Woo, T.; Choe, S. Blends of ethylene 1-octene copolymer synthesized by Ziegler–Natta and metallocene catalysts. II. Rheology and morphological behaviors. J. Appl. Polym. Sci. 2000, 76, 1950–1964. [Google Scholar] [CrossRef]
- Rana, D.; Cho, K.; Woo, T.; Lee, B.H.; Choe, S. Blends of ethylene 1-octene copolymer synthesized by Ziegler–Natta and metallocene catalysts. I. Thermal and mechanical properties. J. Appl. Polym. Sci. 1999, 74, 1169–1177. [Google Scholar] [CrossRef]
- Rana, D.; Lee, C.H.; Cho, K.; Lee, B.H.; Choe, S. Thermal and mechanical properties for binary blends of metallocene polyethylene with conventional polyolefins. J. Appl. Polym. Sci. 1998, 69, 2441–2450. [Google Scholar] [CrossRef]
- Huang, C.; Xie, Y.; Zhou, L.; Huang, H. Enhanced surface roughness and corrosion resistance of NiTi alloy by anodization in diluted HF solution. Smart Mater. Struct. 2009, 18, 024003. [Google Scholar] [CrossRef]
- Jang, B.K.; Kishi, T. Adhesive strength between TiNi fibers embedded in CFRP composites. Mater. Lett. 2005, 59, 1338–1341. [Google Scholar] [CrossRef]
- Neuking, K.; Abu-Zarifa, A.; Eggeler, G. Surface engineering of shape memory alloy/polymer-composites: Improvement of the adhesion between polymers and pseudoelastic shape memory alloys. Mater. Sci. Eng. A 2008, 481, 606–611. [Google Scholar] [CrossRef]
- Rossi, S.; Deflorian, F.; Pegoretti, A.; D’Orazio, D.; Gialanella, S. Chemical and mechanical treatments to improve the surface properties of shape memory NiTi wires. J Surf. Coat. Technol. 2008, 202, 2214–2222. [Google Scholar] [CrossRef]
- Wong, M.H.; Cheng, F.T.; Man, H.C. Laser oxidation of NiTi for improving corrosion resistance in Hanks’ solution. Mater. Lett. 2007, 61, 3391–3394. [Google Scholar] [CrossRef]
- Wong, M.H.; Cheng, F.T.; Pang, G.K.H.; Man, H.C. Characterization of oxide film formed on NiTi by laser oxidation. Mater. Sci. Eng. A 2007, 448, 97–103. [Google Scholar] [CrossRef]
- Pequegnat, A.; Michael, A.; Wang, J.; Lian, K.; Zhou, Y.; Khan, M.I. Surface characterizations of laser modified biomedical grade NiTi shape memory alloys. Mater. Sci. Eng. C 2015, 50, 367–378. [Google Scholar] [CrossRef] [PubMed]
- Cui, Z.D.; Man, H.C.; Yang, X.J. Characterization of the laser gas nitrided surface of NiTi shape memory alloy. Appl. Surf. Sci. 2003, 208, 388–393. [Google Scholar] [CrossRef]
- Man, H.C.; Zhao, N.Q. Phase transformation characteristics of laser gas nitrided NiTi shape memory alloy. Surf. Coat. Technol. 2006, 200, 5598–5605. [Google Scholar] [CrossRef]
- Man, H.C.; Zhao, N.Q. Enhancing the adhesive bonding strength of NiTi shape memory alloys by laser gas nitriding and selective etching. Appl. Surf. Sci. 2006, 253, 1595–1600. [Google Scholar] [CrossRef]
- Wang, Z.; Liu, Y.; Lv, H.; Yang, B. Enhancement of interface performance between shape memory alloy fiber and polymer matrix using silane coupling agent KH550 and Al2O3 nanoparticles. Polym. Compos. 2017. [Google Scholar] [CrossRef]
- ASTM D3039/D3039M—17 Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. Available online: http://www.astm.org/cgi-bin/resolver.cgi?D3039D3039M-17 (accessed on 3 January 2018).
- ASTM D7264/D7264M—15 Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials. Available online: http://www.astm.org/cgi-bin/resolver.cgi?D7264D7264M-15 (accessed on 3 January 2018).
- ASTM D7136/D7136M—15 Standard Test Method for Measuring the Damage Resistance of a Fiber-Reinforced Polymer Matrix Composite to a Drop-Weight Impact Event. Available online: http://www.astm.org/cgi-bin/resolver.cgi?D7136D7136M-15 (accessed on 3 January 2018).
- Wetzel, B.; Rosso, P.; Haupert, F.; Friedrich, K. Epoxy nanocomposites–fracture and toughening mechanisms. Eng. Fract. Mech. 2006, 73, 2375–2398. [Google Scholar] [CrossRef]
- Cantwell, W.J.; Morton, J. Detection of impact damage in CFRP laminates. Compos. Struct. 1985, 3, 241–257. [Google Scholar] [CrossRef]
- Wyrick, D.A.; Adams, D.F. Residual strength of a carbon/epoxy composite material subjected to repeated impact. J. Compos. Mater. 1988, 22, 749–765. [Google Scholar] [CrossRef]
- Angioni, S.L.; Meo, M.; Foreman, A. Impact damage resistance and damage suppression properties of shape memory alloys in hybrid composites—A review. Smart Mater. Struct. 2010, 20, 013001. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group of Specimens | SMA Treatment Methods | Specimen Types | Dimension | Content of Basalt Fibres (vol %) | Number of SMA Fibres |
|---|---|---|---|---|---|
| 1 | Without SMA fibres | Tensile | 200 × 25 × 1.7 mm | 50.76 | __ |
| Three-point bending | 69 × 13 × 1.8 mm | 47.94 | __ | ||
| Impact | 100 × 100 × 1.8 mm | 47.94 | __ | ||
| 2 | Without treatment | Tensile | 200 × 25 × 1.7 mm | 50.76 | 10 |
| Three-point bending | 69 × 13 × 1.8 mm | 47.94 | 5 | ||
| Impact | 100 × 100 × 1.8 mm | 47.94 | 13 | ||
| 3 | Etched with H2SO4 and NaOH | Tensile | 200 × 25 × 1.7 mm | 50.76 | 10 |
| Three-point bending | 69 × 13 × 1.8 mm | 47.94 | 5 | ||
| Impact | 100 × 100 × 1.8 mm | 47.94 | 13 | ||
| 4 | KH550 | Tensile | 200 × 25 × 1.7 mm | 50.76 | 10 |
| Three-point bending | 69 × 13 × 1.8 mm | 47.94 | 5 | ||
| Impact | 100 × 100 × 1.8 mm | 47.94 | 13 | ||
| 5 | KH550 and Al2O3 nanoparticles | Tensile | 200 × 25 × 1.7 mm | 50.76 | 10 |
| Three-point bending | 69 × 13 × 1.8 mm | 47.94 | 5 | ||
| Impact | 100 × 100 × 1.8 mm | 47.94 | 13 |
| Specimen | Max. Contact Load/kN | Increase Ratio/% |
|---|---|---|
| Laminate without SMA fibres | 4.11 | __ |
| Laminate with untreated SMA fibres | 4.32 | 5.11 |
| Laminate with etched SMA fibres | 4.79 | 16.55 |
| Laminate with SMA fibres modified with KH550 | 4.90 | 19.22 |
| Laminate with SMA fibres modified with KH550 and Al2O3 nanoparticles | 5.11 | 24.33 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Wang, Z.; Li, H.; Sun, M.; Wang, F.; Chen, B. Influence of Embedding SMA Fibres and SMA Fibre Surface Modification on the Mechanical Performance of BFRP Composite Laminates. Materials 2018, 11, 70. https://doi.org/10.3390/ma11010070
Liu Y, Wang Z, Li H, Sun M, Wang F, Chen B. Influence of Embedding SMA Fibres and SMA Fibre Surface Modification on the Mechanical Performance of BFRP Composite Laminates. Materials. 2018; 11(1):70. https://doi.org/10.3390/ma11010070
Chicago/Turabian StyleLiu, Yanfei, Zhenqing Wang, Hao Li, Min Sun, Fangxin Wang, and Bingjie Chen. 2018. "Influence of Embedding SMA Fibres and SMA Fibre Surface Modification on the Mechanical Performance of BFRP Composite Laminates" Materials 11, no. 1: 70. https://doi.org/10.3390/ma11010070