Concrete Properties Comparison When Substituting a 25% Cement with Slag from Different Provenances

 ,
,
Abstract
:1. Introduction
2. Materials
- Cement: Portland Cement CEM I 52.5 R with the composition given in Table 1. This cement was selected due to the absence of any kind of additive that could mask the results. It was used as reference pattern. Density: 2.5 g/cm3. Specific surface area: >2800 cm2/gr.
- Sand: crushed limestone sand was used. Size ratio: fine aggregate 0/2, medium aggregate (sand) 0/4, and gravel 4/16.
- Water: domestic tap water.
- Additive: Superplasticizer. Concrete additive: UNE EN 934-2.
- Ground granulated blast furnace slag (GGBFS) with mechanical processing (M2): Initial aggregates are sand-like type 0/3 with a high humidity content (around 8–10%). They are dried and ground in origin. This is made by means of vertical roller mills specific to this material, which dries during grinding. This results in a maximum grain size of 0.063 mm; thus, it doesn’t require sieving. Density: 2.91 g/cm3. Specific surface area: 4620 cm2/gr.
- Unprocessed ladle furnace slag (LFS). Two different materials (with different compositions) were tested, coming from two different steel mills (used in M3 and M4, respectively). The only process they were subjected to was sieving in the lab with a 0.063 mm sieve. The fraction obtained through sieving was 23% and 15%, respectively.
- Unprocessed electric furnace slag from stainless steelmaking (M5), except sieving in the lab with a 0.063 mm sieve. The fraction obtained through sieving is 82%.
- Mix 1 (M1): Ordinary concrete without slag.
- Mix 2 (M2): Concrete with a 25% cement replaced with processed slag.
- Mix 3 (M3): Concrete with a 25% cement replaced with unprocessed slag.
- Mix 4 (M4): Concrete with a 25% cement replaced with unprocessed slag.
- Mix 5 (M5): Concrete with a 25% cement replaced with stainless steel slag.
3. Tests Description
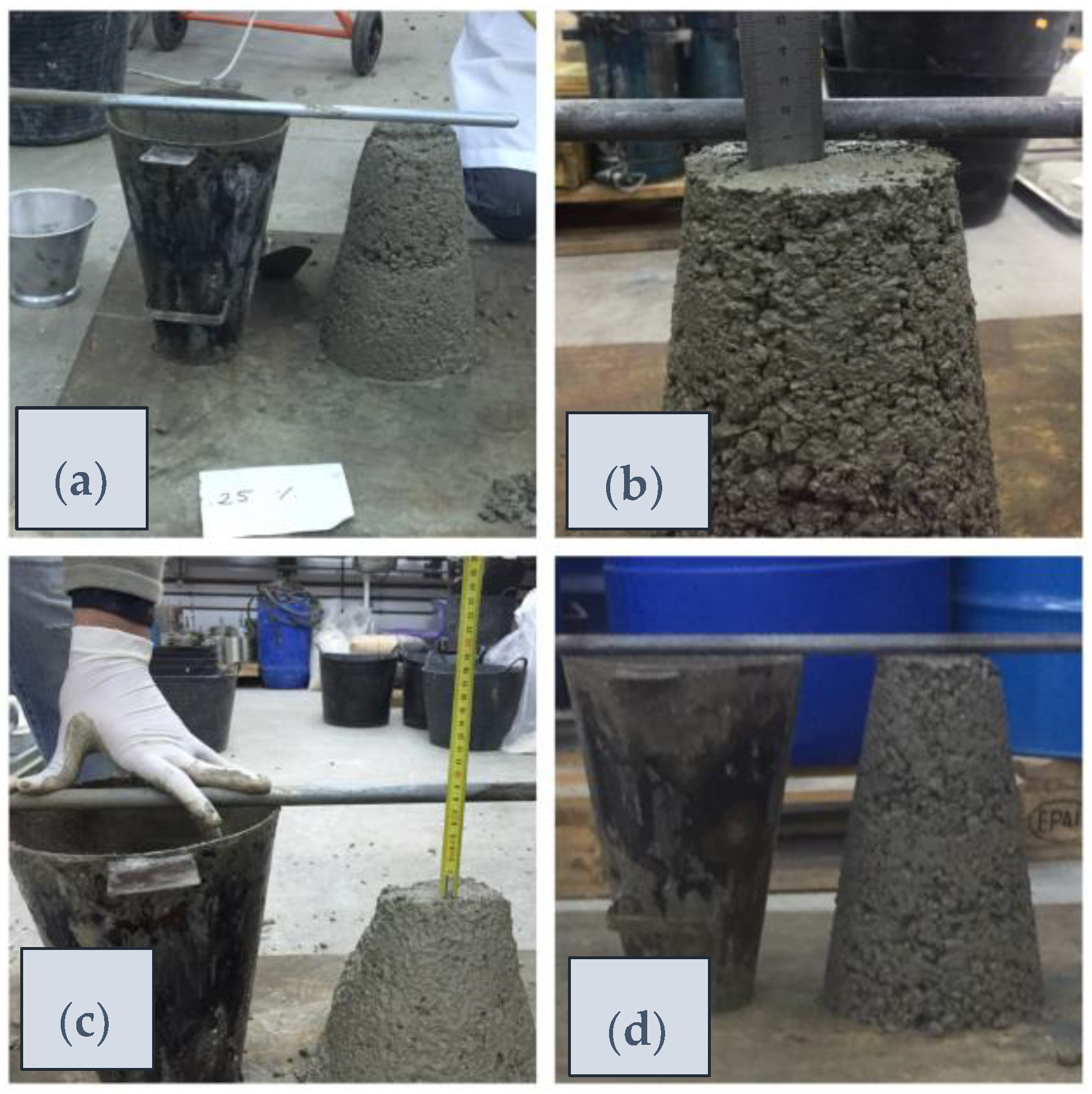
3.1. Slump Test
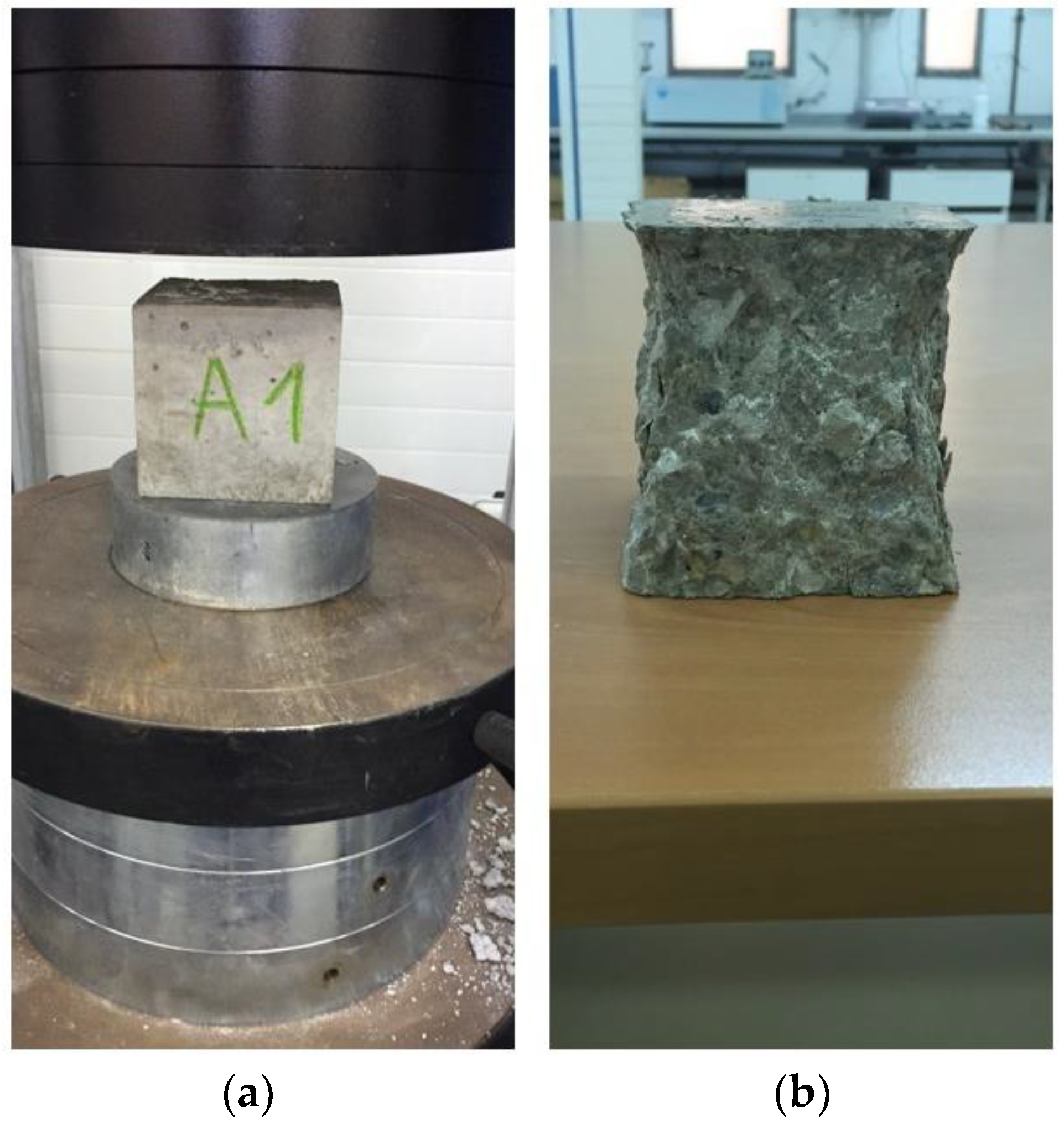
3.2. Compressive Strength Test
3.3. Depth of Penetration of Water Under Pressure Test
4. Results and Discussion
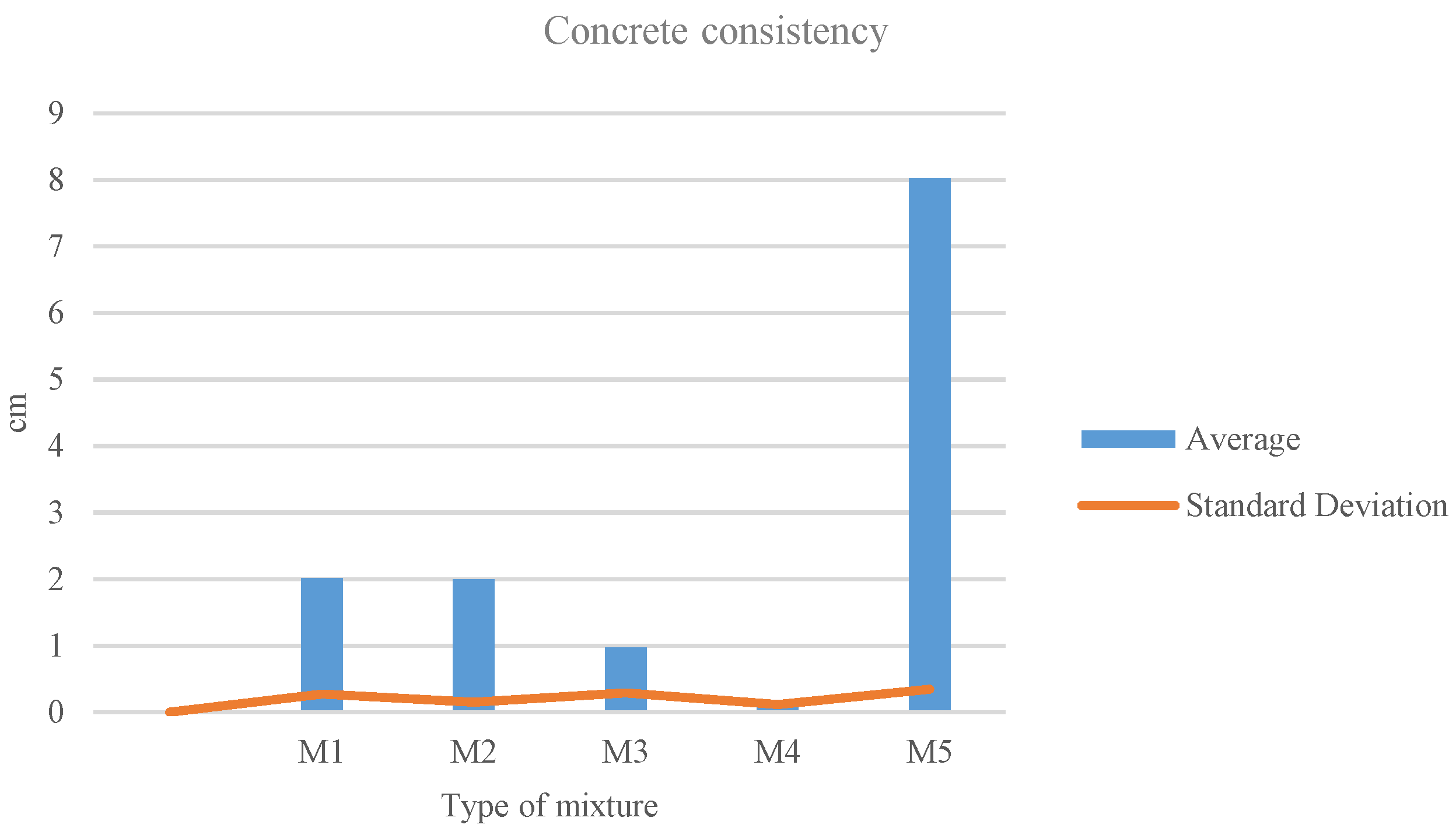
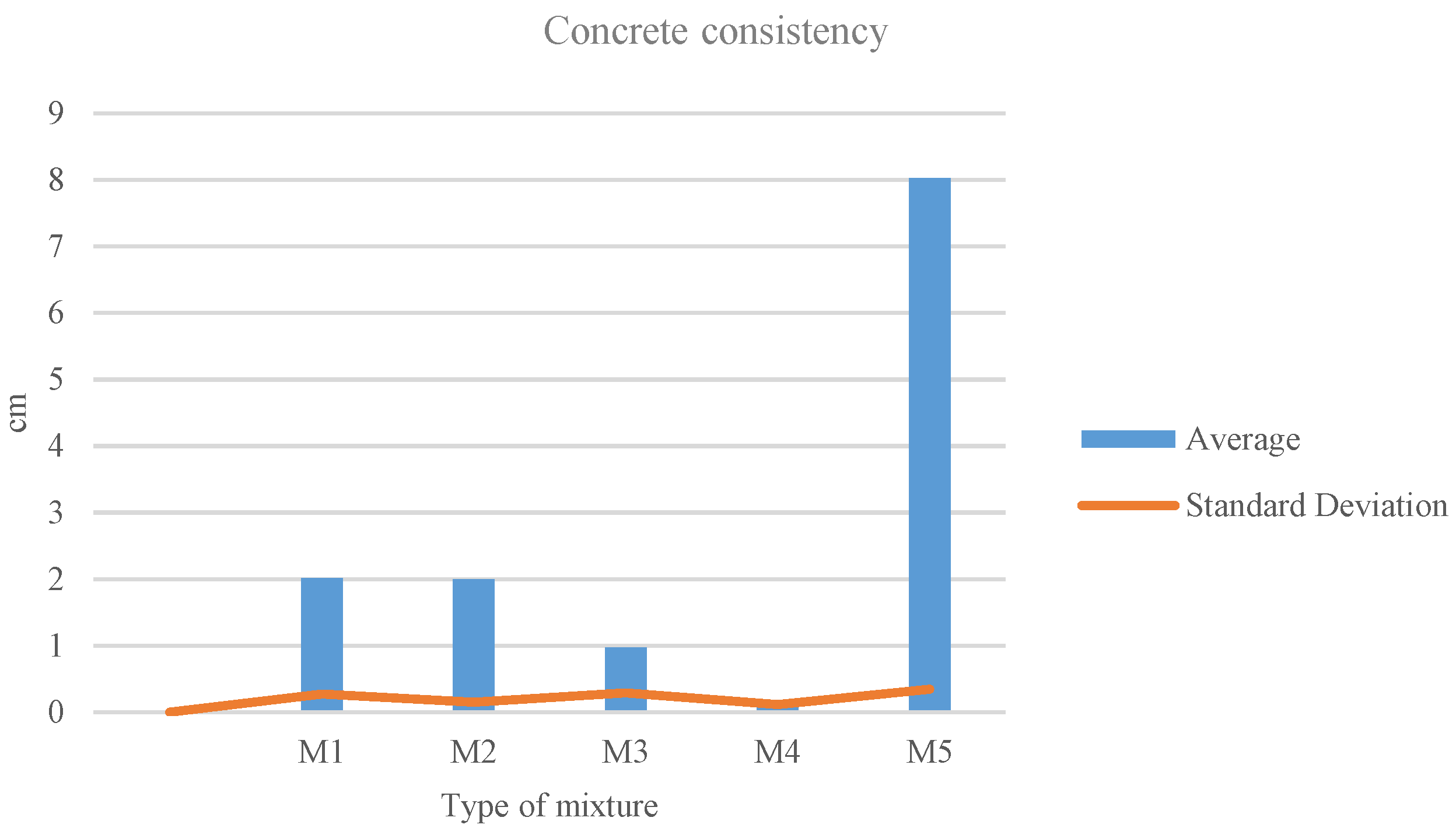
4.1. Consistency
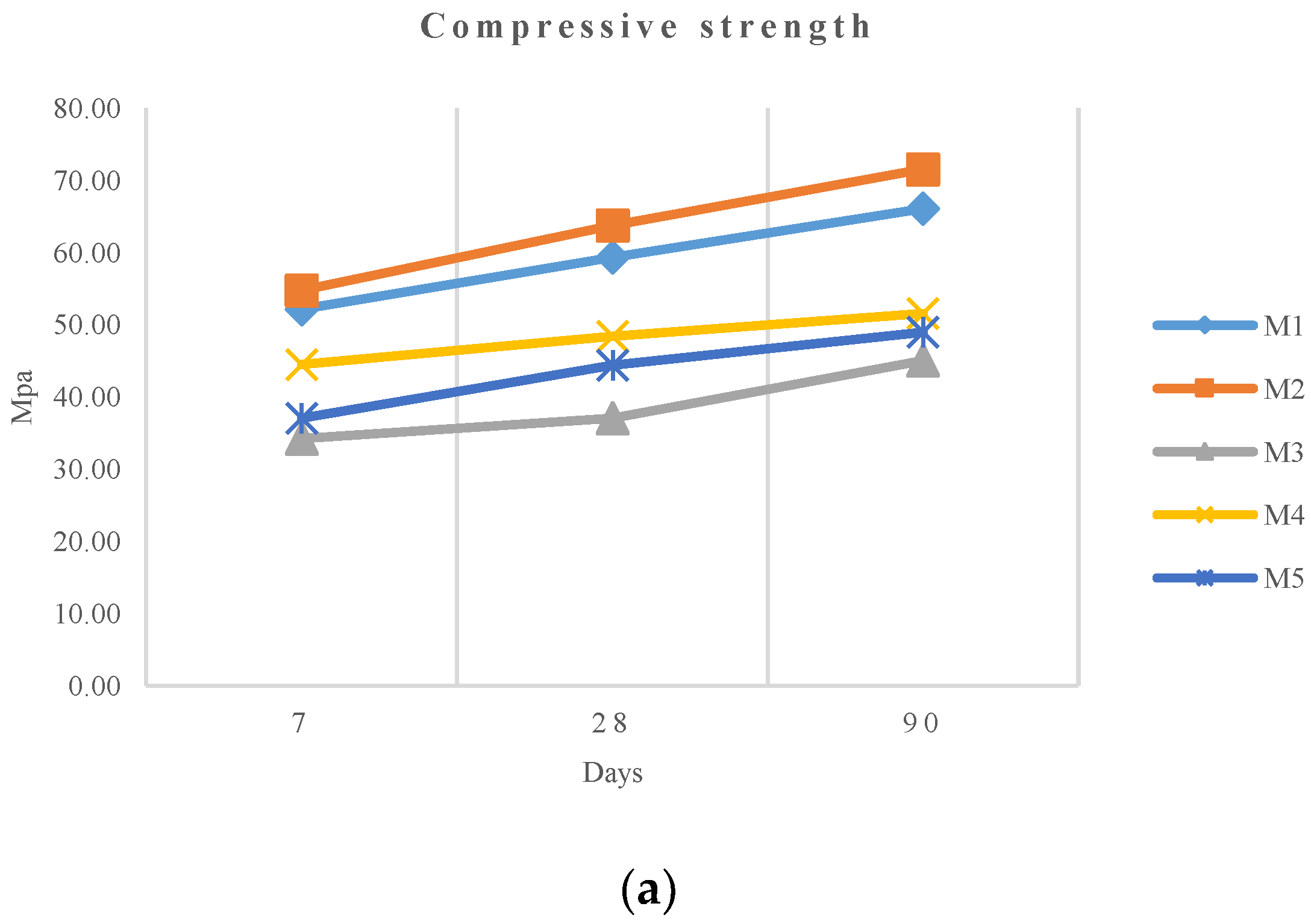
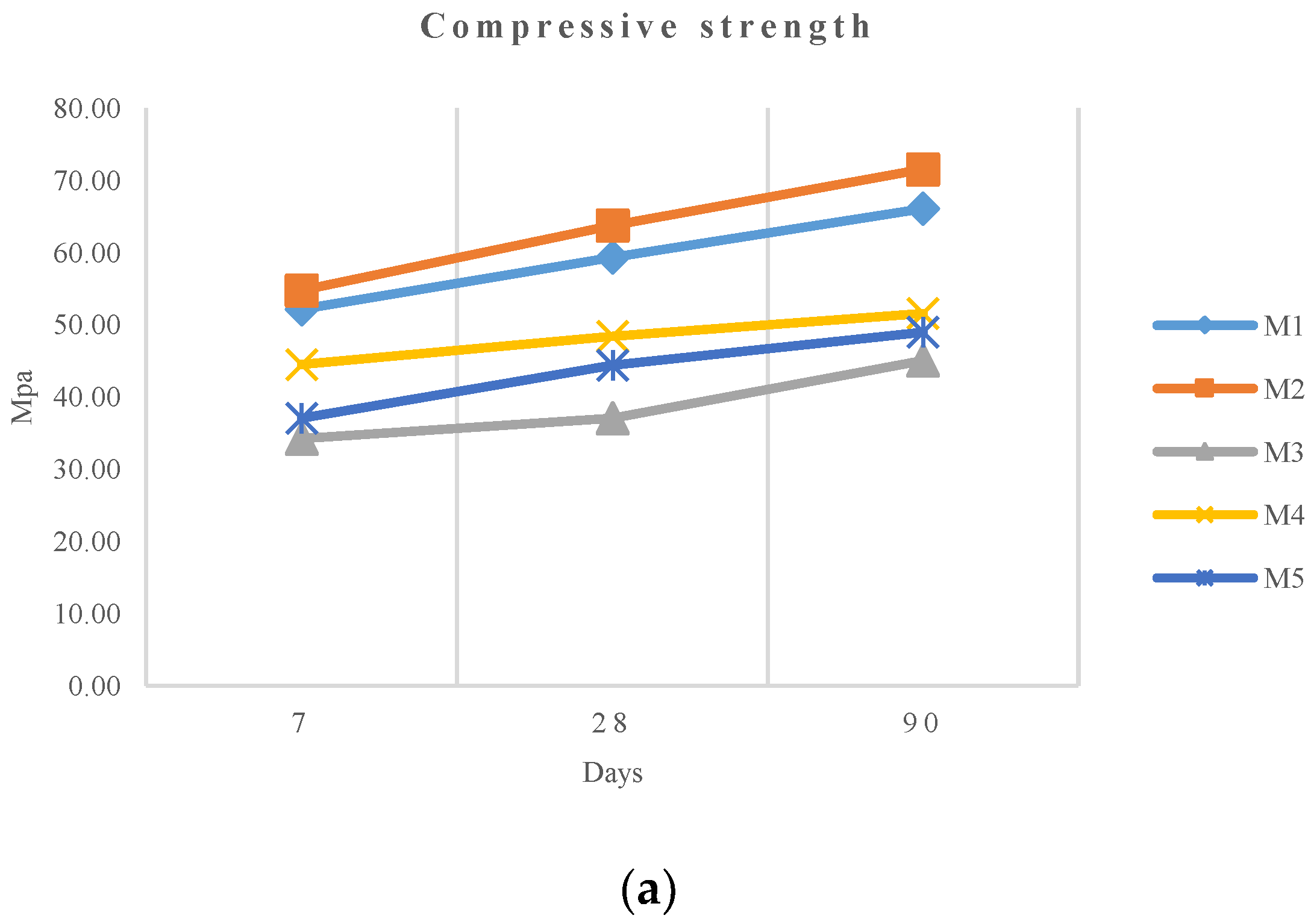
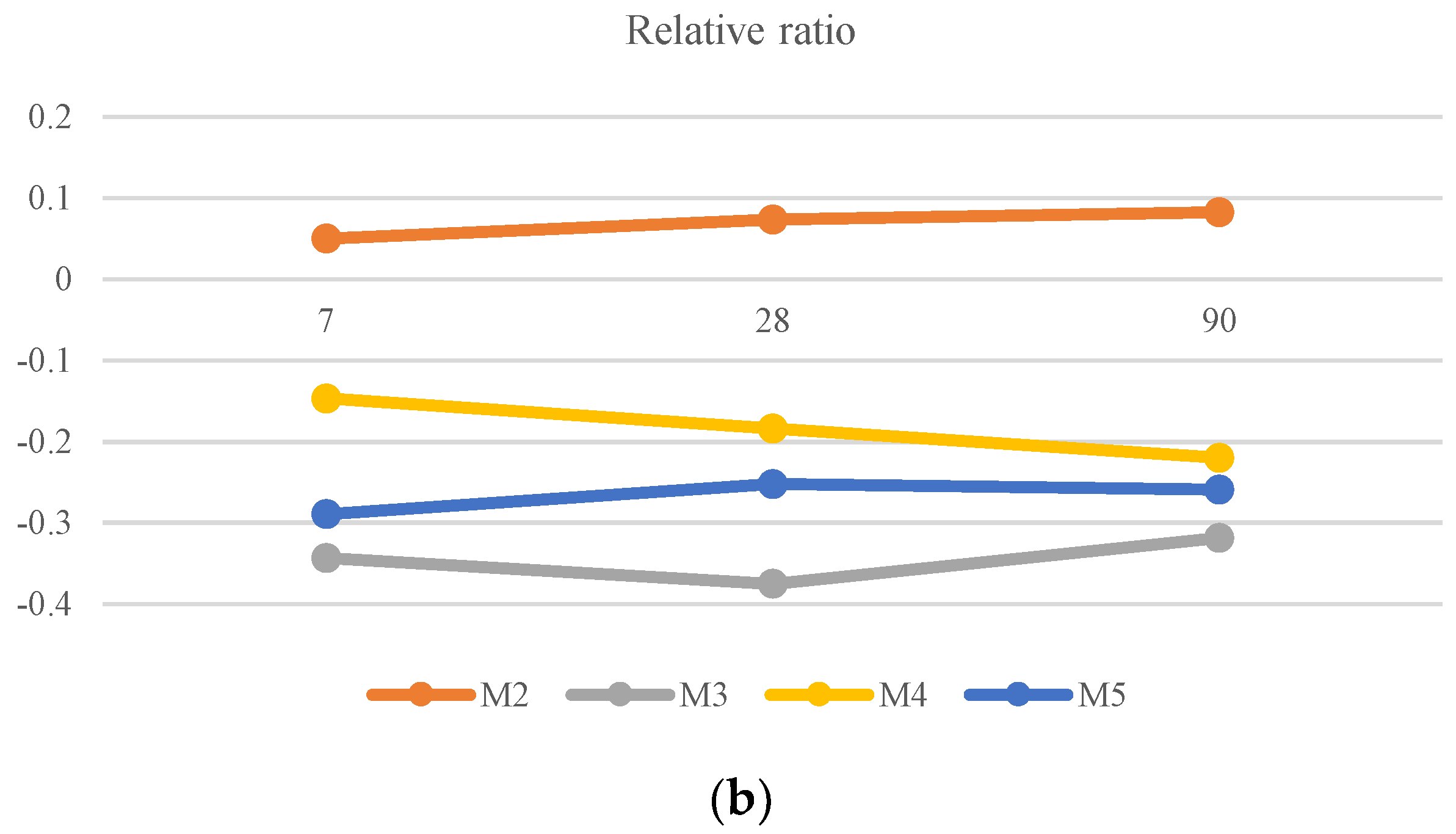
4.2. Compressive Strength
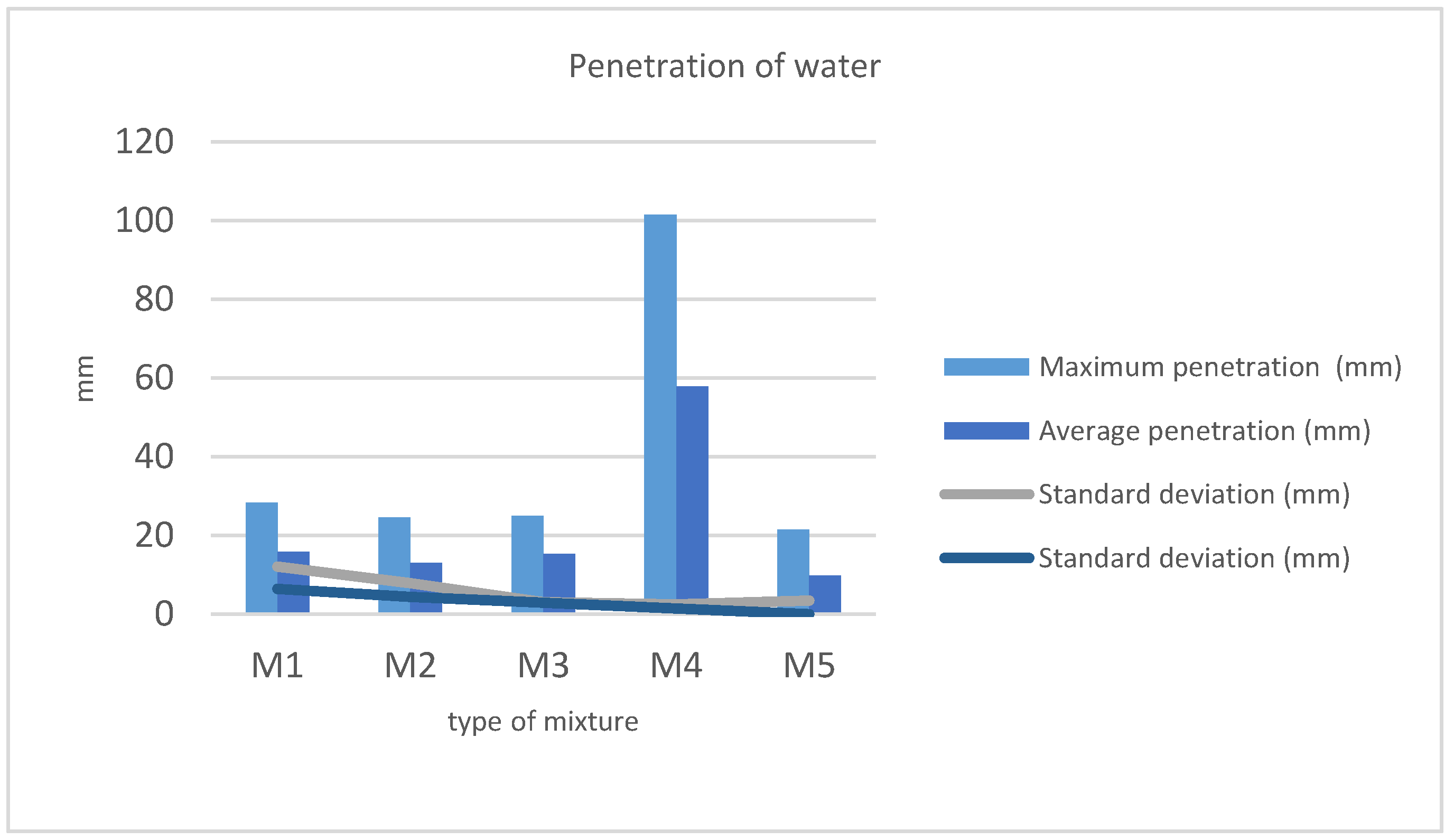
4.3. Depth of Penetration of Water
5. Conclusions
- (1)
- Regarding concrete consistency, stainless-steel slag furnaces (M5) provided excellent workability properties with a higher fluency, keeping a 0.5 water–cement ratio. On the other extreme, the M4 mixture provided a consistency that was extremely dry with cavities that undermined its properties. The other mixtures provided dry consistencies similar to that obtained with the reference mix (formulated with a low water–cement ratio).
- (2)
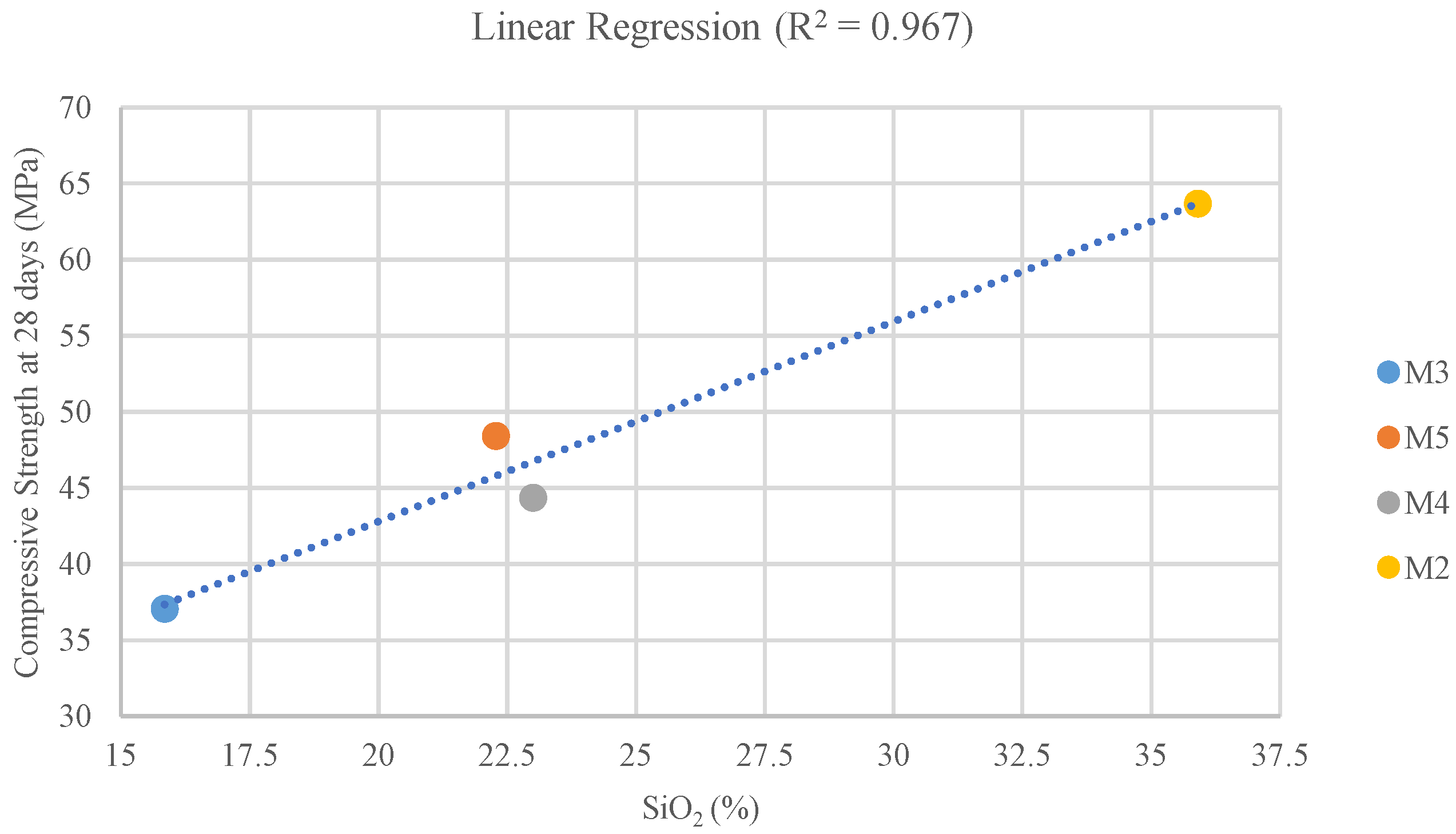
- The ground granulated blast furnace slag (M2), with the highest content of SiO2, showed a compressive strength gain of 8% relative to concrete with no slag substitution. On the other hand, the slag with the lowest content of SiO2 performed the worst in the compressive strength tests, obtaining a strength loss of 32%. Thus, as has been pointed out by other authors [44,45], the content of SiO2 affects directly the resultant compressive strength of the concrete.
- (3)
- Excepting the M4 mixture, the water penetration tests provided similar results for the different mixtures. In some cases, penetration was lower (M2 and M5) than the reference, and the reduction observed with M5 due to its exceptional fluency and workability was remarkable. M4 is the great exception and presents an extremely high maximum water penetration. This can be explained due to a possible lack of cohesion between particles during the curing process, because the consistency was too dry.
Author Contributions
Funding
Conflicts of Interest
References
- Boulding, K.E. Earth as a Space Ship; Washington State University: Pullman, WA, USA, 1965; pp. 1–2. [Google Scholar]
- Chemical Characteristics of Iron and Steel Slag: NIPPON SLAG ASSOCIATION. Available online: http://www.slg.jp/e/slag/character.html (accessed on 17 May 2018).
- Setién, J.; Hernández, D.; González, J.J. Characterization of ladle furnace basic slag for use as a construction material. Constr. Build. Mater. 2009, 23, 1788–1794. [Google Scholar] [CrossRef]
- Luxán, M.P.; Sotolongo, R.; Dorrego, F.; Herrero, E. Characteristics of the slags produced in the fusion of scrap steel by electric arc furnace. Cem. Concr. Res. 2000, 30, 517–519. [Google Scholar] [CrossRef]
- Abu-Eishah, S.I.; El-Dieb, A.S.; Bedir, M.S. Performance of concrete mixtures made with electric arc furnace (EAF) steel slag aggregate produced in the Arabian Gulf region. Constr. Build. Mater. 2012, 34, 249–256. [Google Scholar] [CrossRef]
- Gokce, A.; Beyaz, C.; Ozkan, H. Influence of fines content on durability of slag cement concrete produced with limestone sand. Constr. Build. Mater. 2016, 111, 419–428. [Google Scholar] [CrossRef]
- Pellegrino, C.; Cavagnis, P.; Faleschini, F.; Brunelli, K. Properties of concretes with Black/Oxidizing Electric Arc Furnace slag aggregate. Cem. Concr. Compos. 2013, 37, 232–240. [Google Scholar] [CrossRef]
- Pepe, M.; Koenders, E.A.B.; Faella, C.; Martinelli, E. Structural concrete made with recycled aggregates: Hydration process and compressive strength models. Mech. Res. Commun. 2014, 58, 139–145. [Google Scholar] [CrossRef]
- Manso, J.M.; Polanco, J.A.; Losañez, M.; González, J.J. Durability of concrete made with EAF slag as aggregate. Cem. Concr. Compos. 2006, 28, 528–534. [Google Scholar] [CrossRef]
- Cabrera-Madrid, J.A.; Escalante-García, J.I.; Castro-Borges, P. Resistencia a la compresión de concretos con escoria de alto horno. Estado del arte re-visitado. Rev. ALCONPAT 2016, 6, 64–83. [Google Scholar] [CrossRef]
- Ganjian, E.; Pouya, H.S. Effect of magnesium and sulfate ions on durability of silica fume blended mixes exposed to the seawater tidal zone. Cem. Concr. Res. 2005, 35, 1332–1343. [Google Scholar] [CrossRef]
- Colangelo, F.; Cioffi, R. Use of cement kiln dust, blast furnace slag and marble sludge in the manufacture of sustainable artificial aggregates by means of cold bonding pelletization. Materials 2013, 6, 3139–3159. [Google Scholar] [CrossRef] [PubMed]
- Andini, S.; Cioffi, R.; Colangelo, F.; Montagnaro, F.; Santoro, L. Effect of Mechanochemical Processing on Adsorptive Properties of Blast Furnace Slag. J. Environ. Eng. 2013, 139, 1446–1453. [Google Scholar] [CrossRef]
- Ortega, J.M.; Esteban, M.D.; Sánchez, I.; Climent, M.A. Performance of sustainable fly ash and slag cement mortars exposed to simulated and real in situ Mediterranean conditions along 90 warm season days. Materials 2017, 10, 1254. [Google Scholar] [CrossRef] [PubMed]
- Rubio Cintas, M.D.; Parrón Vera, M.A.; Contreras de Villa, F. Nuevos usos de las escorias y polvos de humo provocados por la siderurgia. An. Ing. Mec. 2008, 16, 1233–1238. [Google Scholar]
- Ortega, J.M.; Esteban, M.D.; Rodríguez, R.R.; Pastor, J.L.; Sánchez, I. Microstructural Effects of Sulphate Attack in Sustainable Grouts for Micropiles. Materials 2016, 9, 905. [Google Scholar] [CrossRef] [PubMed]
- Rubio, M.D.; Parrón, M.A.; Contreras, F. Resistencia mecánica de hormigones con sustitución de un porcentaje de cemento por polvos de humo de sílice y escoria de horno de arco eléctrico. In Comunicaciones V Congreso ACHE; Asociación Científico-Técnica del Hormigón Estructural: Madrid, Spain, 2011; pp. 1–10. [Google Scholar]
- Shi, C.; Zheng, K. A review on the use of waste glasses in the production of cement and concrete. Resour. Conserv. Recycl. 2007, 52, 234–247. [Google Scholar] [CrossRef]
- Wang, H.; Sun, X.; Wang, J.; Monteiro, P.J.M. Permeability of concrete with recycled concrete aggregate and pozzolanic materials under stress. Materials 2016, 9, 252. [Google Scholar] [CrossRef] [PubMed]
- Gambhir, M.L. Concrete Technology: Theory and Practice; Education, M.G.H., Ed.; Tata Mcgraw Hill Education Private Limited: New York, NY, USA, 2013; ISBN 8121900034. [Google Scholar]
- Hadjsadok, A.; Kenai, S.; Courard, L.; Michel, F.; Khatib, J. Durability of mortar and concretes containing slag with low hydraulic activity. Cem. Concr. Compos. 2012, 34, 671–677. [Google Scholar] [CrossRef] [Green Version]
- Gökalp, İ.; Uz, V.E.; Saltan, M.; Tutumluer, E. Technical and environmental evaluation of metallurgical slags as aggregate for sustainable pavement layer applications. Transp. Geotech. 2018, 14, 61–69. [Google Scholar] [CrossRef]
- Behiry, A.E.A.E.M. Evaluation of steel slag and crushed limestone mixtures as subbase material in flexible pavement. Ain Shams Eng. J. 2013, 4, 43–53. [Google Scholar] [CrossRef]
- Mahmoud, E.; Ibrahim, A.; El-Chabib, H.; Patibandla, V.C. Self-Consolidating Concrete Incorporating High Volume of Fly Ash, Slag, and Recycled Asphalt Pavement. Int. J. Concr. Struct. Mater. 2013, 7, 155–163. [Google Scholar] [CrossRef] [Green Version]
- Sas, W.; Gluchowski, A.; Radziemska, M.; Dzieciol, J.; Szymanski, A. Environmental and geotechnical assessment of the steel slags as a material for road structure. Materials 2015, 8, 4857–4875. [Google Scholar] [CrossRef] [PubMed]
- Xue, Y.; Wu, S.; Hou, H.; Zha, J. Experimental investigation of basic oxygen furnace slag used as aggregate in asphalt mixture. J. Hazard. Mater. 2006, 138, 261–268. [Google Scholar] [CrossRef] [PubMed]
- Shahbazi, M.; Rowshanzamir, M.; Abtahi, S.M.; Hejazi, S.M. Optimization of carpet waste fibers and steel slag particles to reinforce expansive soil using response surface methodology. Appl. Clay Sci. 2017, 142, 185–192. [Google Scholar] [CrossRef]
- Goodarzi, A.R.; Salimi, M. Stabilization treatment of a dispersive clayey soil using granulated blast furnace slag and basic oxygen furnace slag. Appl. Clay Sci. 2015, 108, 61–69. [Google Scholar] [CrossRef]
- Manso, J.M.; Ortega-López, V.; Polanco, J.A.; Setién, J. The use of ladle furnace slag in soil stabilization. Constr. Build. Mater. 2013, 40, 126–134. [Google Scholar] [CrossRef]
- Rodriguez, Á.; Manso, J.M.; Aragón, Á.; Gonzalez, J.J. Strength and workability of masonry mortars manufactured with ladle furnace slag. Resour. Conserv. Recycl. 2009, 53, 645–651. [Google Scholar] [CrossRef]
- Hybská, H.; Hroncová, E.; Ladomerský, J.; Balco, K.; Mitterpach, J. Ecotoxicity of concretes with granulated slag from gray iron pilot production as filler. Materials 2017, 10, 505. [Google Scholar] [CrossRef] [PubMed]
- Juckes, L.M. The volume stability of modern steelmaking slags. Miner. Process. Extr. Metall. Trans. Inst. Min. Metall. Sect. C 2003, 112, 177–197. [Google Scholar] [CrossRef]
- Monkman, S.; Shao, Y.; Shi, C. Carbonated Ladle Slag Fines for Carbon Uptake and Sand Substitute. J. Mater. Civ. Eng. 2009, 21, 657–665. [Google Scholar] [CrossRef]
- Wang, G.; Wang, Y.; Gao, Z. Use of steel slag as a granular material: Volume expansion prediction and usability criteria. J. Hazard. Mater. 2010, 184, 555–560. [Google Scholar] [CrossRef] [PubMed]
- Nishigaki, M. Producing permeable blocks and pavement bricks from molten slag. Stud. Environ. Sci. 1997, 71, 31–40. [Google Scholar] [CrossRef]
- Rubio, M.D.; Parrón, M.A.; Contreras, F. Method for producing cinder concrete. ES20130000758 20130803. 3 June 2015. [Google Scholar]
- European Comittee for Standardization EN 12390-2:2009—Testing Hardened Concrete—Part 2: Making and Curing Specimens for Strength Tests; European Comittee for Standardization: Brussels, Belgium, 2009.
- European Comittee for Standardization EN 12350-2:2009 Testing Fresh Concrete. Slump-Test; European Comittee for Standardization: Brussels, Belgium, 2009.
- European Comittee for Standardization EN 12390-3: 2001.Testing Hardenes Concrete. Part 3: Compressive Strength of Test Specimens; European Comittee for Standardization: Brussels, Belgium, 2001.
- European Comittee for Standardization EN 12390-4: 2009 Testing of Hardened Concrete. Part 4: Compressive Strength Specification for Testing Machines; European Comittee for Standardization: Brussels, Belgium, 2009.
- European Comittee for Standardization EN 12390-8:2009 Testing Hardened Concrete. Part 8: Depth of Penetration of Water under Pressure; European Comittee for Standardization: Brussels, Belgium, 2009.
- Flatt, R.J. Towards a prediction of superplasticized concrete rheology. Mater. Struct. Constr. 2004, 37, 289–300. [Google Scholar] [CrossRef]
- Ferraris, C.F.; Obla, K.H.; Hill, R. The influence of mineral admixtures on the rheology of cement paste and concrete. Cem. Concr. Res. 2001, 31, 245–255. [Google Scholar] [CrossRef]
- Cánovas, M.F.; Gaitan, V.H. Comportamiento de hormigones de alta resistencia reforzados con fibras de acero frente al impacto de proyectiles. Mater. Constr. 2012, 62, 381–396. [Google Scholar] [CrossRef] [Green Version]
- Sinica, M.; Sezeman, G.A.; Mikulskis, D.; Kligys, M.; Česnauskas, V. Impact of complex additive consisting of continuous basalt fibres and SiO2 microdust on strength and heat resistance properties of autoclaved aerated concrete. Constr. Build. Mater. 2014, 50, 718–726. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Slag Origin/Chemical Composition | Type of Slag | SiO2 | AL2O3 | Fe2O3 | CaO | MgO | Na2O | K2O | S | TiO2 | Cl | Limestone | P2O5 | Cr2O3 | MnO | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| % | % | % | % | % | % | % | % | % | % | % | % | % | ||||
| Cement (M1) | - | 20–22 | 4–10 | 4 | 55–62 | 2 | 0.3 | 0.3 | - | - | - | - | - | - | - | - |
| Processed slag (M2) | GGBFS | 35.9 | 11.2 | 0.3 | 40 | 7.7 | 0.2 | 0.4 | 0.8 | 0.6 | ˂0.1 | 0.5 | - | - | - | - |
| Unprocessed slag type 1 (M3) | LFS | 15.85 | 16.53 | 0.83 | 57 | 7.7 | - | - | 1.46 | - | - | - | ˂0.1 | ˂0.1 | 0.53 | - |
| Unprocessed slag type 2 (M4) | LFS | 22.28 | 9.37 | 0.84 | 56.94 | 7.37 | 0 | - | - | 0.46 | - | - | 0 | 0 | 0.44 | 0.58 |
| Stainless steel slag (M5) | EAF | 23 | 5.27 | 1.41 | 56.9 | 6.23 | - | - | - | 1.5 | - | - | ˂0.1 | 2.96 | 1.68 | - |
| Binder | Aggregates | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Mix | Water (w/b Ratio) | Dosage | Cement | Slag | Additive | Dosage | Fine Sand 0–2 | Sand 0–4 | Gravel 4–16 |
| M1 | 0.5 | 300 kg/m3 | 100% | 0% | 3.9 kg/m3 | 2033.8 kg/m3 | 15% | 35% | 50% |
| M2-M3-M4-M5 | 0.5 | 300 kg/m3 | 75% | 25% | 3.9 kg/m3 | 2033.8 kg/m3 | 15% | 35% | 50% |
| Mix | Slump | Standard Deviation | Consistency |
|---|---|---|---|
| M1 | 2.0 | 0.3 | Dry |
| M2 | 2.0 | 0.2 | Dry |
| M3 | 1.0 | 0.3 | Dry |
| M4 | 0.1 | 0.1 | Dry |
| M5 | 8.0 | 0.3 | Soft |
| Days/Mixes | 7 | Standard Deviation (7) | 28 | Standard Deviation (28) | 90 | Standard Deviation (90) | % Strength Gain |
|---|---|---|---|---|---|---|---|
| M1 | 52.12 | 5.23 | 59.34 | 3.87 | 66.05 | 2.38 | 0% |
| M2 | 54.73 | 2.52 | 63.69 | 3.08 | 71.51 | 5.15 | 8% |
| M3 | 34.22 | 1.65 | 37.07 | 0.98 | 45.01 | 5.69 | −32% |
| M4 | 44.48 | 1.02 | 48.42 | 0.34 | 51.54 | 0.54 | −22% |
| M5 | 37.04 | 4.54 | 44.38 | 4.66 | 48.94 | 5.64 | −26% |
| Mix | Maximum Penetration (mm) | Standard Deviation (mm) | Average Penetration (mm2) | Standard Deviation (mm2) |
|---|---|---|---|---|
| M1 | 28.3 | 12.09 | 15.8 | 6.42 |
| M2 | 24.5 | 7.83 | 13.0 | 4.43 |
| M3 | 25.0 | 3 | 15.3 | 2.91 |
| M4 | 101.5 | 2.5 | 57.8 | 1.5 |
| M5 | 21.5 | 3.5 | 9.8 | 0.015 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Parron-Rubio, M.E.; Perez-García, F.; Gonzalez-Herrera, A.; Rubio-Cintas, M.D. Concrete Properties Comparison When Substituting a 25% Cement with Slag from Different Provenances. Materials 2018, 11, 1029. https://doi.org/10.3390/ma11061029
Parron-Rubio ME, Perez-García F, Gonzalez-Herrera A, Rubio-Cintas MD. Concrete Properties Comparison When Substituting a 25% Cement with Slag from Different Provenances. Materials. 2018; 11(6):1029. https://doi.org/10.3390/ma11061029
Chicago/Turabian StyleParron-Rubio, María Eugenia, Francisca Perez-García, Antonio Gonzalez-Herrera, and María Dolores Rubio-Cintas. 2018. "Concrete Properties Comparison When Substituting a 25% Cement with Slag from Different Provenances" Materials 11, no. 6: 1029. https://doi.org/10.3390/ma11061029