Improved Mechanical and Tribological Properties of Metal-Matrix Composites Dispersion-Strengthened by Nanoparticles

Abstract
:1. Introduction
2. Results and Discussion
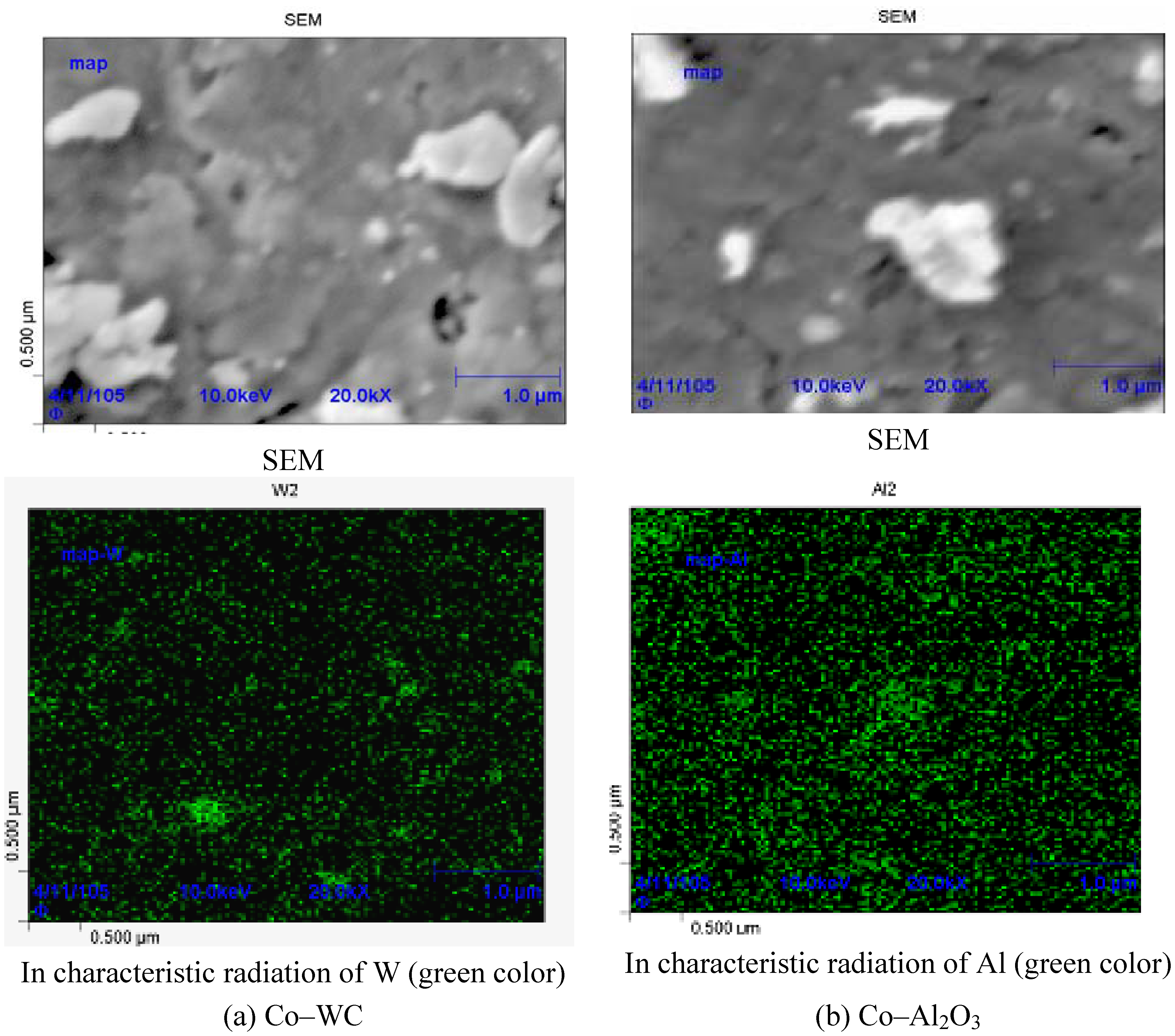
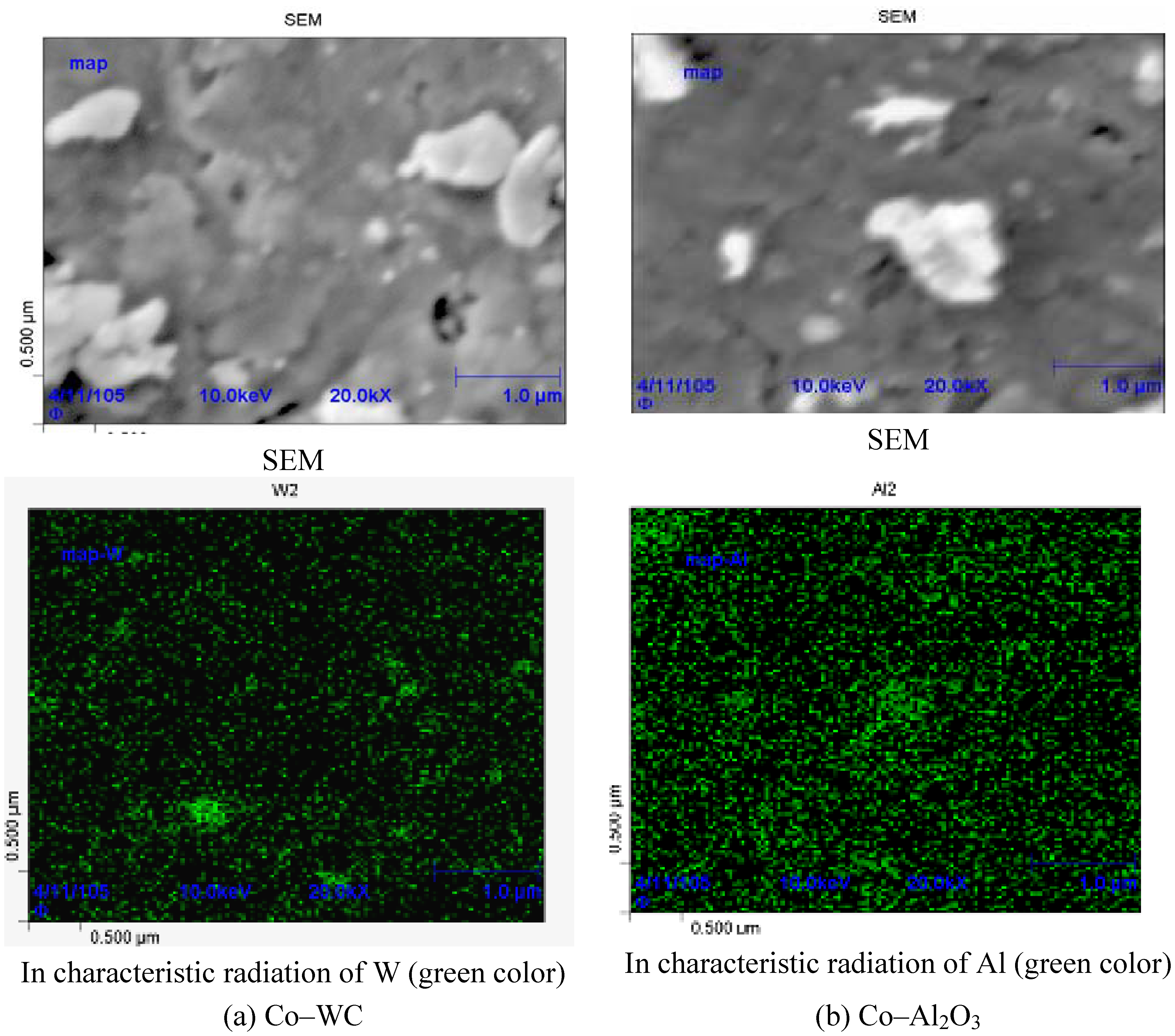
2.1. Optimization the intermixing process


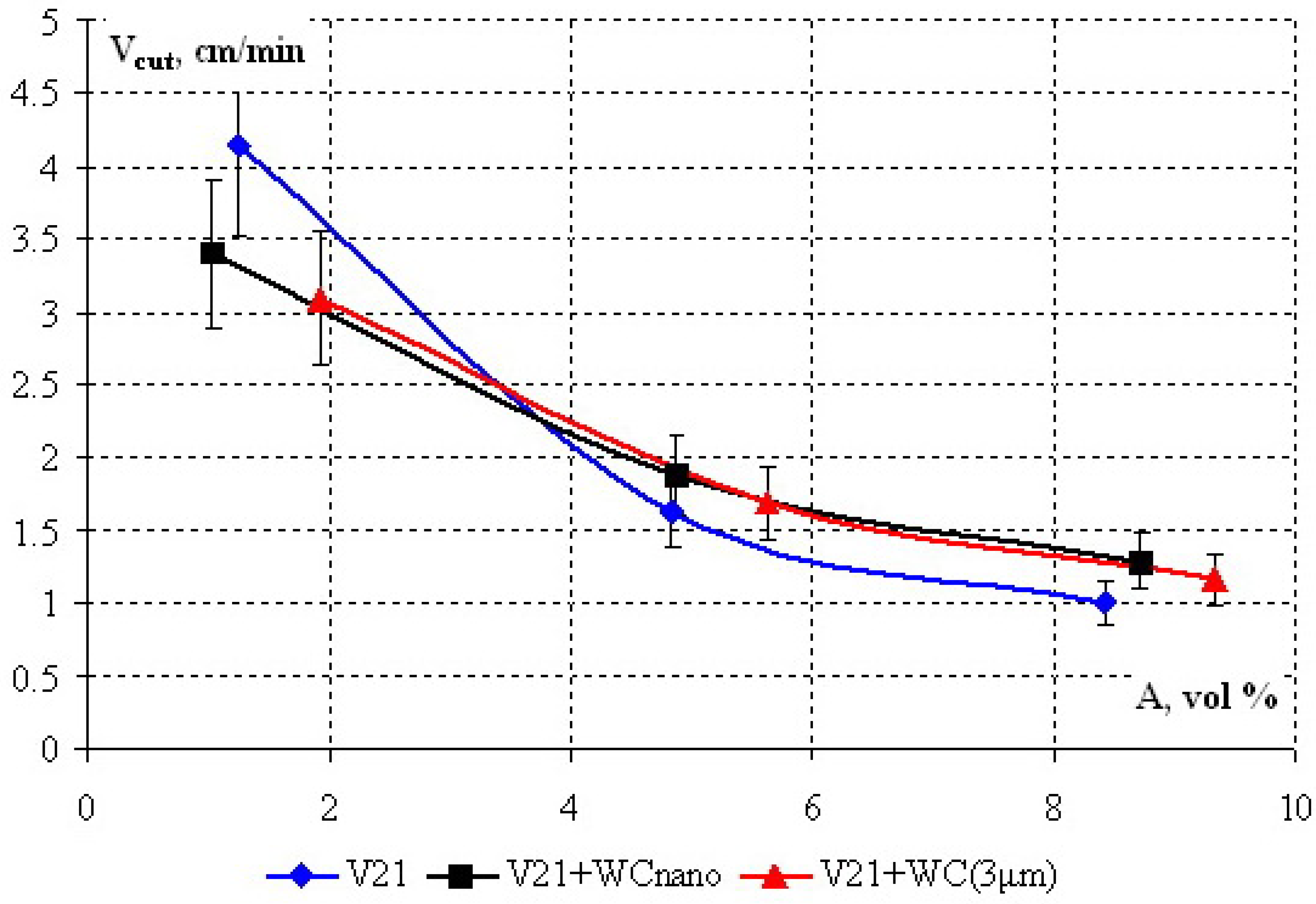
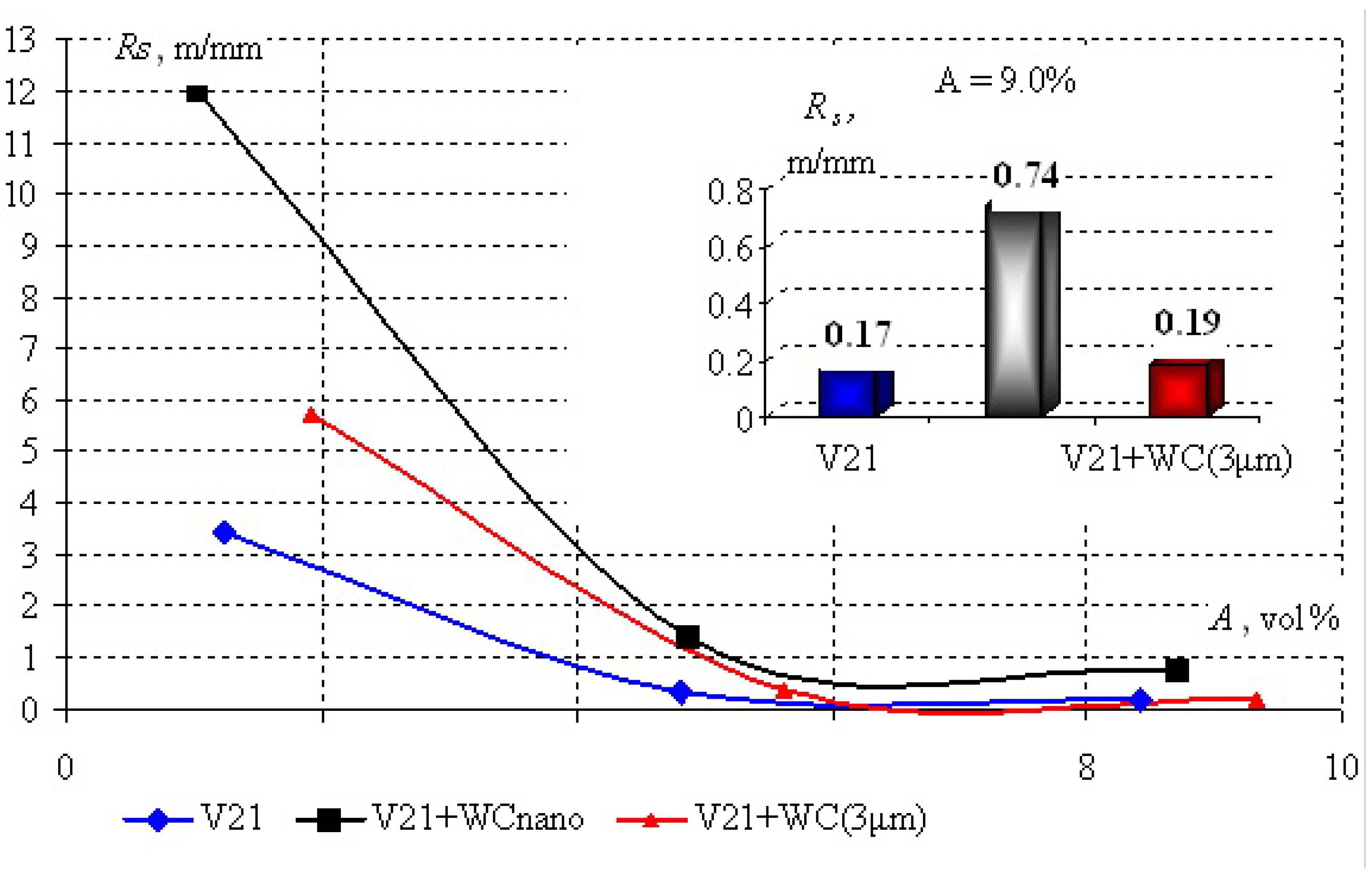
2.2. Mechanical and tribological properties of hot-pressed samples dispersion-strengthened with nanoparticles

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition, wt % | Ts, °C | ρ, g/cm3 | Porosity, % | Hardness, HRB | σb, MPa | KCU, J/cm2 |
|---|---|---|---|---|---|---|
| Co | 880 | 8.64 | 2.9 | 105 | 1150 | 4.6 |
| Co "0", τmix = 3 min | 880 | 8.40 | 5.7 | 107 | 1560 | 3.3 |
| Co–6% WC | 900 | 8.52 | 6.0 | 105 | 1140 | 3.4 |
| Co–2% WC | 900 | 8.49 | 6.0 | 106 | 1360 | 4.2 |
| Co–6% W | 900 | 8.04 | 13.3 | 97 | 790 | 3.2 |
| Co–0.92% Al2O3 | 900 | 8.29 | 5.8 | 107 | 988 | 3.69 |
| Co–3.3% Al2O3 | 900 | 7.12 | 16.1 | 97 | 140 | 2.3 |
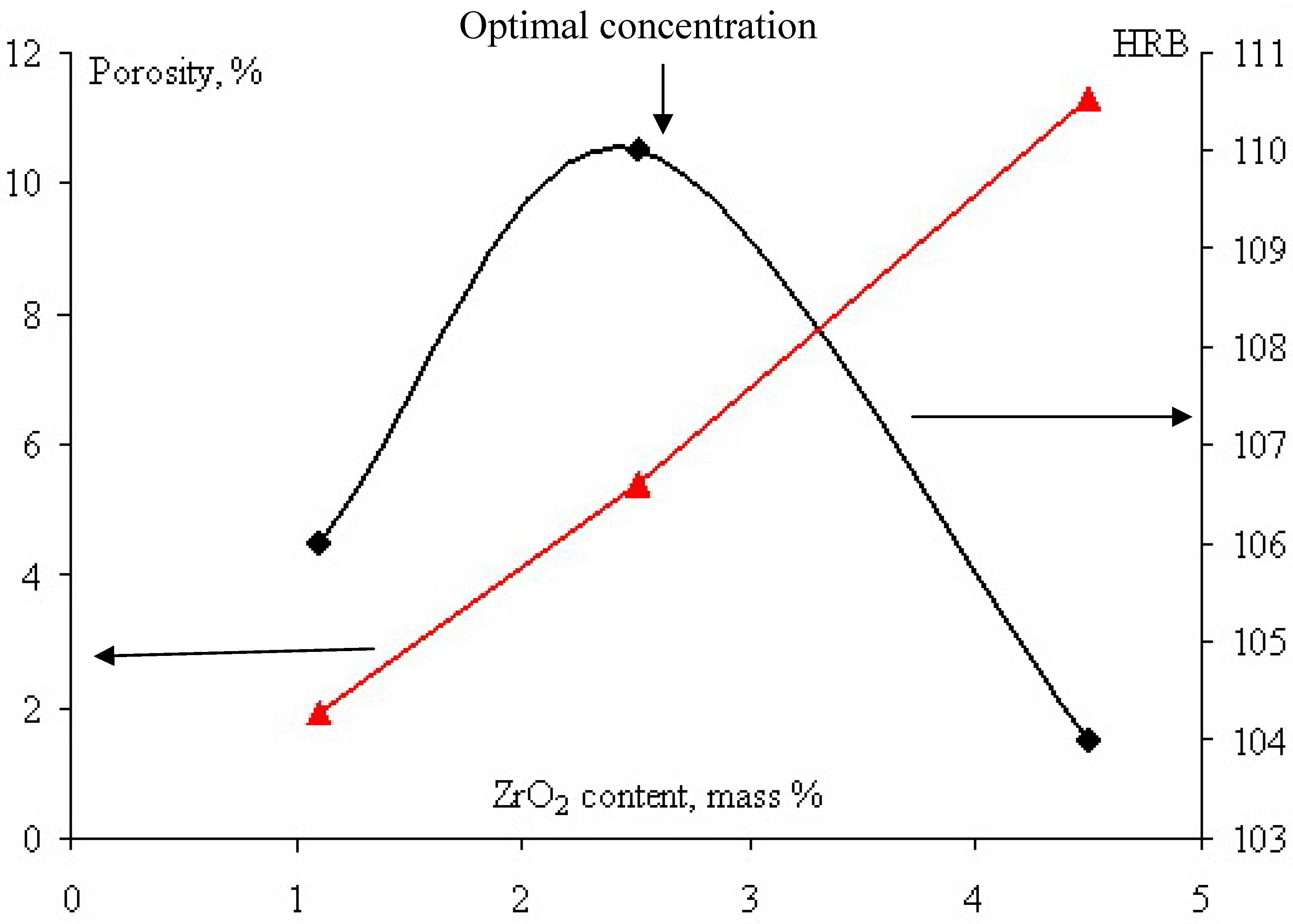
| Co–1.13% ZrO2 | 900 | 8.44 | 1.9 | 106 | 970 | 4.3 |
| Co–2.56% ZrO2 | 900 | 8.34 | 5.4 | 110 | 1230 | 3.2 |
| Co–4.53% ZrO2 | 900 | 7.69 | 11.3 | 104 | 1060 | 2.5 |
| V21 | 845 | 7.89 | 3.0 | 89 | 890 | 3.76 |
| V21 "0" | 845 | 7.78 | 4.2 | 91 | 960 | 3.48 |
| V21–1% Al2O3 | 860 | 7.74 | 3.8 | 102 | 910 | 2.72 |
| V21–2% Al2O3 | 860 | 7.65 | 4.0 | 103 | 690 | 2.46 |
| V21–3.3% Al2O3 | 860 | 7.74 | 4.2 | 104 | 900 | 2.09 |
| V21–1.3% ZrO2 | 860 | 7.84 | 3.1 | 99 | 990 | 3.01 |
| V21–2.9% ZrO2 | 860 | 7.77 | 3.2 | 106 | 770 | 2.57 |
| V21–5% ZrO2 | 860 | 7.68 | 3.5 | 104 | 660 | 2.63 |
| V21–2% WC | 860 | 7.94 | 3.3 | 104 | 1070 | 4.04 |
| V21–4% WC | 860 | 7.98 | 3.6 | 103 | 1050 | 4.11 |
| V21–6% WC | 860 | 8.04 | 4.0 | 102 | 1370 | 3.03 |
| B13 | 865 | 8.30 | 4.0 | 97 | 870 | 4.2 |
| B13 "0" | 865 | 8.21 | 5.1 | 107 | 1060 | 3.8 |
| B13–6% WC | 880 | 8.24 | 7.3 | 100 | 900 | 3.0 |
| B13–4% WC | 880 | 8.22 | 6.7 | 105 | 1170 | 3.9 |
| B13–2% WC | 880 | 8.29 | 5.0 | 105 | 1020 | 3.5 |
| B13–2.6% ZrO2 | 880 | 8.11 | 4.9 | 101 | 740 | 2.8 |
| B13–1.3% ZrO2 | 880 | 8.14 | 5.2 | 106 | 750 | 3.4 |
| B13–1.3% (ZrO2–5% Y2O3) | 880 | 8.16 | 5.0 | 105 | 850 | 3.7 |
| B13–2% Al2O3 | 880 | 7.84 | 7.2 | 99 | 570 | 2.7 |
| B13–1.6% Si3N4 | 880 | 8.00 | 4.9 | 105 | 600 | 3.8 |
| B13–0.8% Si3N4 | 880 | 8.12 | 4.8 | 106 | 810 | 3.5 |

| Composition, wt % | μ | W, mm3/(N m) × 10–5 |
|---|---|---|
| Co | 0.68 | 1.72 |
| Co "0" | 0.84 | 1.30 |
| Co–2% WC | 0.89 | 0.61 |
| Co–6% WC | 0.68 | 0.28 |
| Co–6% W | 0.77 | 0.41 |
| Co-0.92% Al2O3 | 0.66 | 0.77 |
| Co–3.3% Al2O3 | 0.76 | 17.08 |
| Co–1.13% ZrO2 | 0.63 | 0.56 |
| Co–2.56% ZrO2 | 0.82 | 1.56 |
| Co–4.53% ZrO2 | 0.77 | 2.52 |
| V21 | 0.67 | 1.33 |
| V21 "0" | 0.64 | 1.73 |
| V21–1% Al2O3 | 0.69 | 1.47 |
| V21–2% Al2O3 | 0.68 | 2.3 |
| V21–3.3% Al2O3 | 0.66 | 1.00 |
| V21–1.3% ZrO2 | 0.65 | 1.64 |
| V21–2.9% ZrO2 | 0.67 | 0.92 |
| V21–5% ZrO2 | 0.68 | 1.33 |
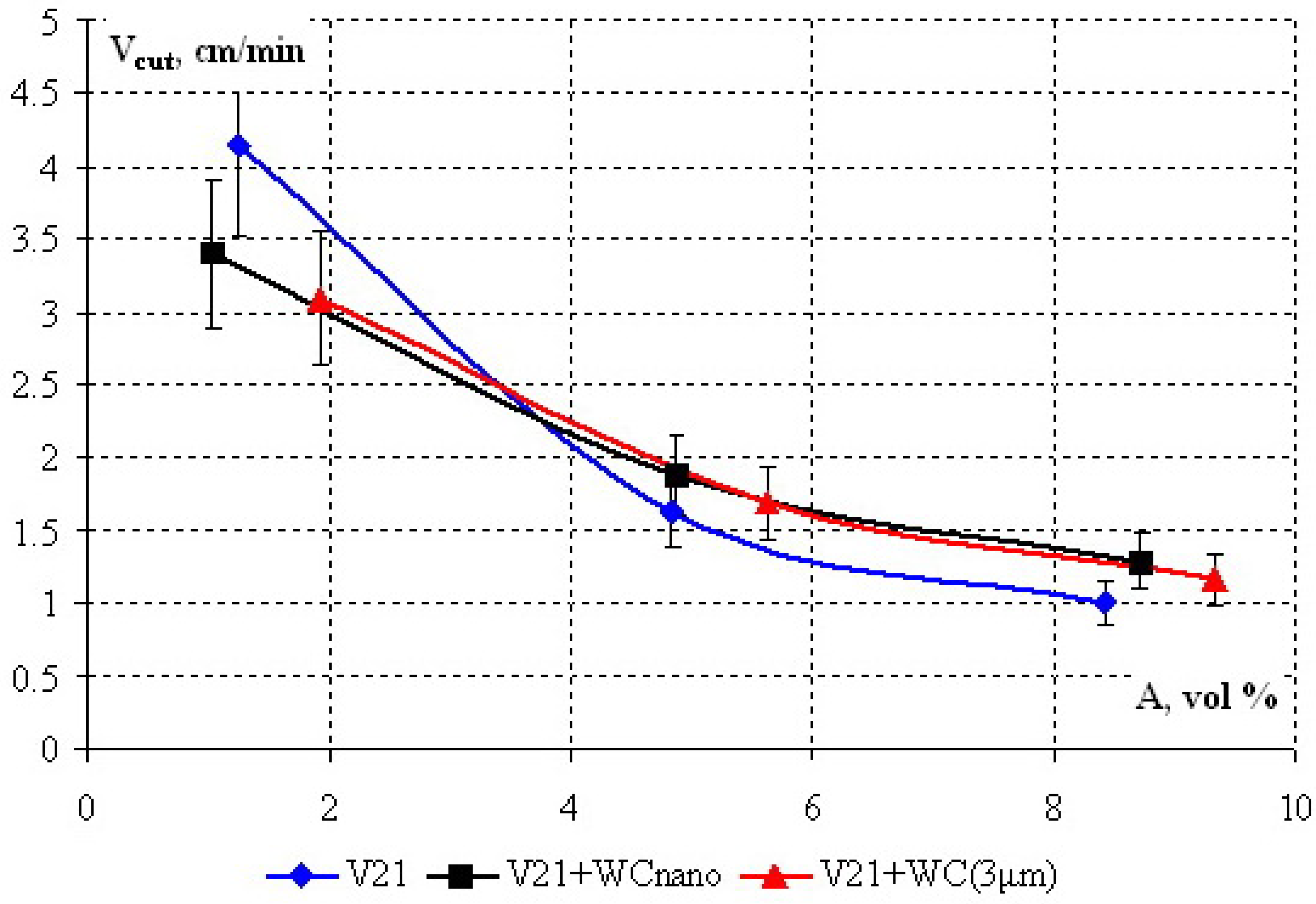
| V21 + 2 % WC | 0.64 | 1.10 |
| V21 + 4 % WC | 0.98 | 0.77 |
| V21 – 6 % WC | 0.79 | 0.34 |
| B13 | 0.82 | 4.82 |
| B13 "0" | 0.73 | 0.481 |
| B13–6% WC | 0.93 | 0.609 |
| B13–4% WC | 0.74–0.89 | 0.096 |
| B13–2% WC | 0.84 | 0.274 |
| B13–2.6% ZrO2 | 0.71 | 6.86 |
| B13–2 % Al2O3 | 0.81 | 9.51 |
| B13–1.6 % Si3N4 | 0.72–0.86 | 0.059 |
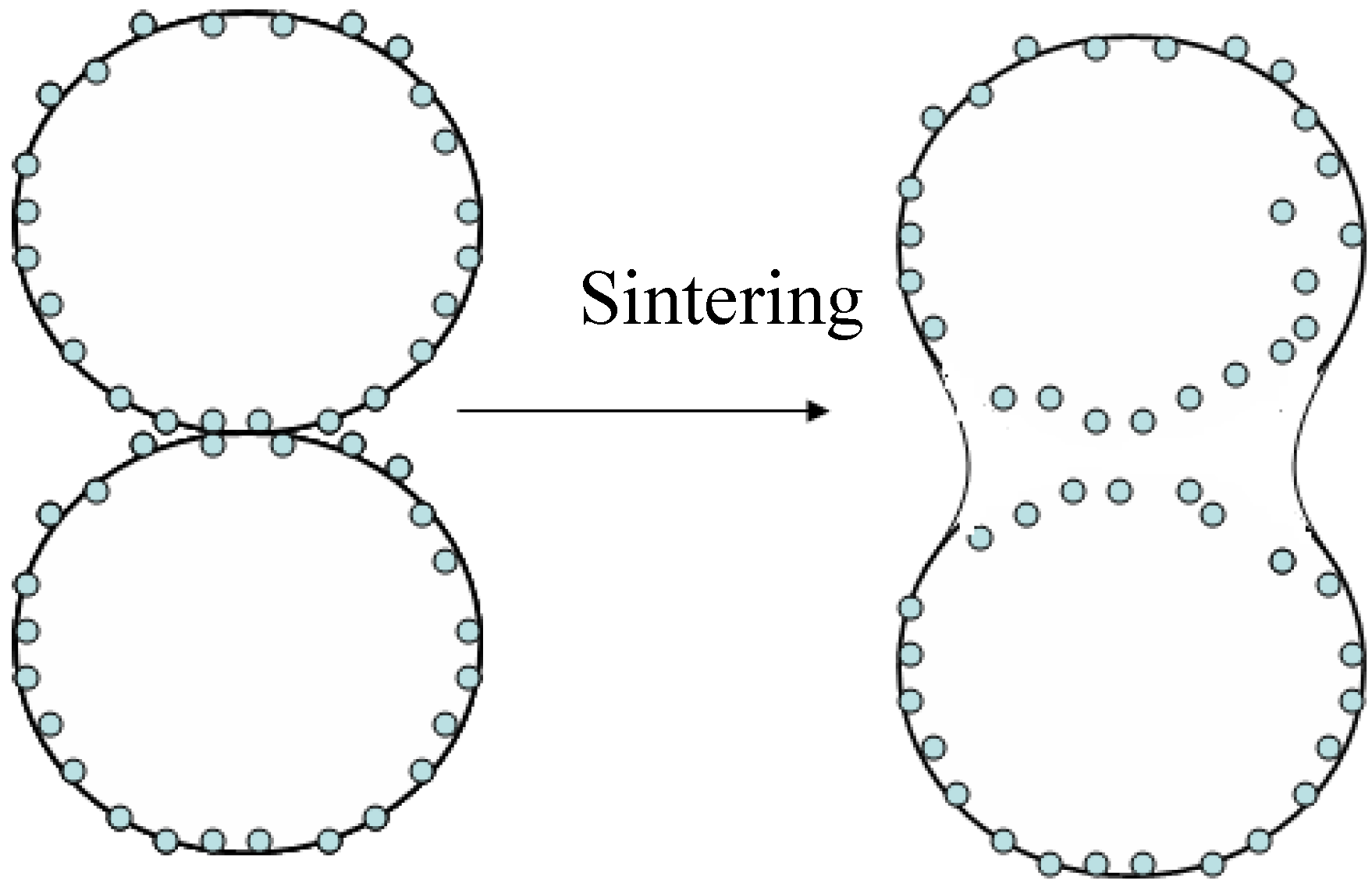
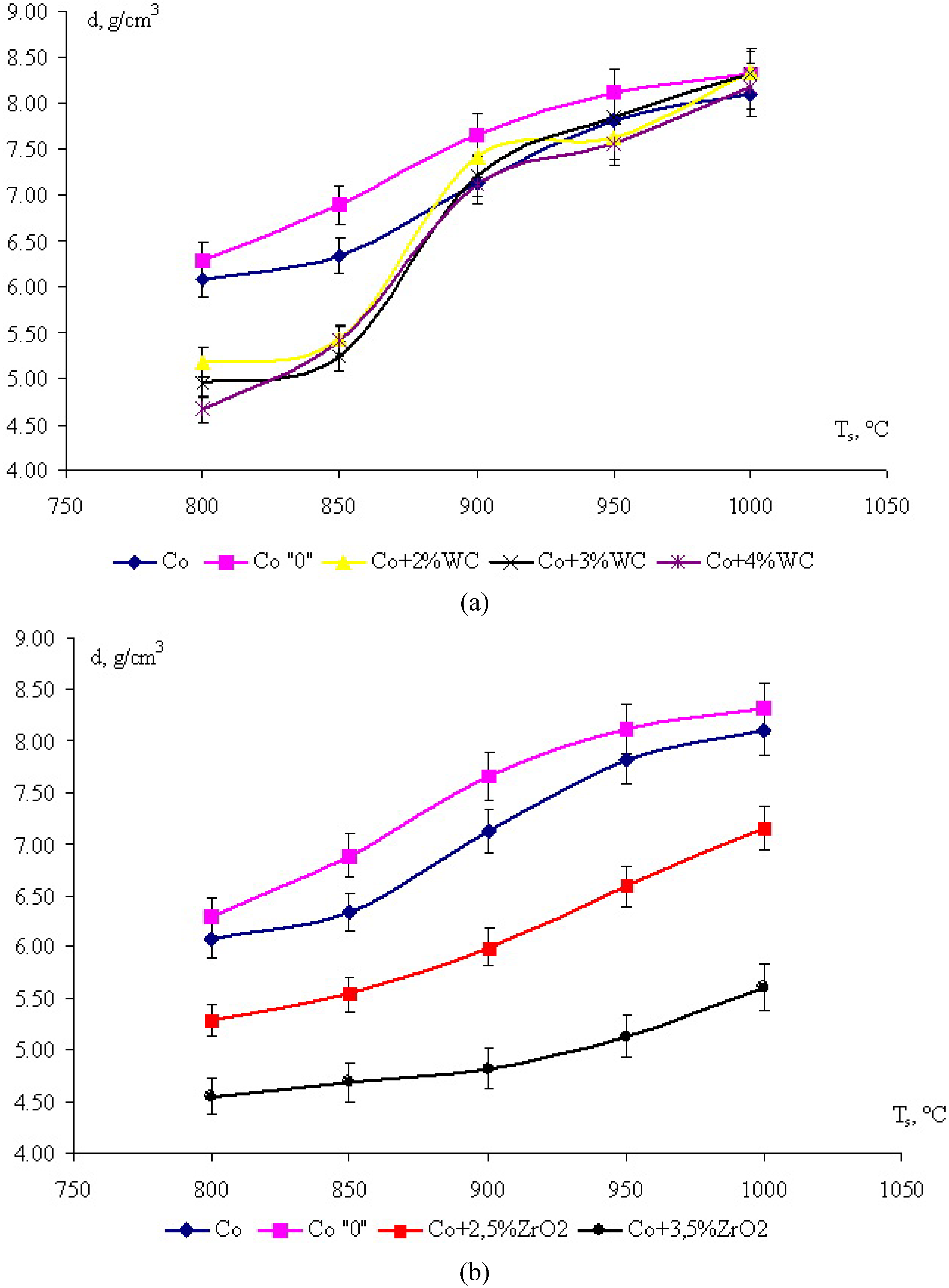
2.3. Effect of nanoparticles on the sintering process
2.4. Implementation of developed DS alloys
| Segment geometry, mm | Segments per drill | Segment production method | |
|---|---|---|---|
| Diamond drill ∅ = 100 mm | 24 × 3.5 × 7 | 9 | Hot pressing in inert atmosphere |
3. Experimental Section
| Particle size, μm | Composition, wt % | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Co | Fe | Ni | Cu | W | Sn | Cr | P | ||
| Co | 0.5–3 | 99.25 | – | – | 0.75 | – | – | – | – |
| V21 | 2–6 | 15 | 74 | – | 9 | – | 1 | – | 1 |
| B13 | 2–20 | 0.5 | 12 | 34 | 42 | 0.5 | 6.5 | 4 | – |
| Particle size d, nm | Specific surface Ssp, m2/g | Apparent density ρap, g/cm3 | Impurities, wt % | Production method | |
|---|---|---|---|---|---|
| Al2O3 | 10–40 | 13–25 | 0.2 | 0.014–0.2 | Plasmochemical synthesis |
| ZrO2 | 10–40 | 10–14 | 0.5 | 0.1–0.05 | Plasmochemical synthesis |
| WC | 20–100 | 6–9 | 2.4 | up to 5 % | Plasmochemical synthesis |
| Si3N4 | 10–100, fibers | 10–20 | 0.5 | up to 3 % | SHS |
4. Conclusions
Acknowledgements
References and Notes
- Ylikerälä, J.; Gasik, M. Cobalt price hikes set search for alternates in train. Metal Powder Report 2004, 59, 36–39. [Google Scholar]
- Spriano, S.; Chen, Q.; Settineri, L.; Bugliosi, S. Low content and free cobalt matrixes for diamond tools. Wear 2005, 259, 1190–1196. [Google Scholar] [CrossRef]
- Anosov, U.L.; Antonova, T.N.; Bondarev, E.K. Sinteticheskie Sverhtverdye Materialy (Synthetic Extra-Hard Materials); Naukova Dumka: Kiev, USSR, 1986; Volume 2. [Google Scholar]
- Di Ilio, A.; Togna, A. A theoretical wear model for diamond tools in stone cutting. Int. J. Mach. Tool. Manuf. 2003, 43, 1171–1177. [Google Scholar]
- Zhanga, Q.H.; Zhang, J.H.; Sun, D.M.; Wang, G.D. Study on the diamond tool drilling of engineering ceramics. J. Mater. Process. Technol. 2002, 122, 232–236. [Google Scholar] [CrossRef]
- Tonshoff, H.K.; Hillmann-Apmann, H. Diamond tools for wire sawing metal components. Diamond Relat. Mater. 2002, 11, 742–748. [Google Scholar] [CrossRef]
- Borri-Brunetto, M.; Carpinteri, A.; Invernizzi, S. Characterization and mechanical modeling of the abrasion properties of sintered tools with embedded hard particles. Wear 2003, 254, 635–644. [Google Scholar] [CrossRef]
- Wang, C.Y.; Clausen, R. Computer simulation of stone frame sawing process using diamond blades. Int. J. Mach. Tool. Manuf. 2003, 43, 559–572. [Google Scholar] [CrossRef]
- Wang, C.Y.; Clausen, R. Marble cutting with single point cutting tool and diamond segments. Int. J. Mach. Tool. Manuf. 2002, 42, 1045–1054. [Google Scholar] [CrossRef]
- Brook, B. Principles of diamond tool technology for sawing rock. Int. J. Rock Mech. Mining Sci. 2002, 39, 41–58. [Google Scholar] [CrossRef]
- Konstanty, J. Theoretical analysis of stone sawing with diamonds. J. Mater. Process. Technol. 2002, 123, 146–154. [Google Scholar] [CrossRef]
- Portnoi, K.I.; Babich, B.N. Dispersno-Uprochnennye Materially (Dispersion-Strengthened Materials; Metallurgiya: Мoscow, Russia, 1974. [Google Scholar]
- Cao, G.; Chen, X.; Kysar, J.W.; Lee, D.; Gan, Y.X. The mean free path of dislocations in nanoparticle and nanorod reinforced metal composites and implication for strengthening mechanisms. Mech. Res. Commun. 2007, 34, 275–282. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D.L. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: A model for predicting their yield strength. Scr. Mater. 2006, 54, 1321–1326. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D.L. Contribution of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites. Mater. Sci. Eng. A 2008, 483–484, 148–152. [Google Scholar] [CrossRef]
- Ramakrishnan, N. An analytical study on strengthening of particulate reinforced metal matrix composites. Acta Mater. 1996, 44, 69–77. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, D.L. A model for predicting the particle size dependence of the low cycle fatigue life in discontinuously reinforced MMCs. Scr. Mater. 2004, 51, 863–867. [Google Scholar] [CrossRef]
- Zaitsev, A.A.; Kurbatkina, V.V.; Levashov, E.A. Effect of nanodispersed additives on the sintering process and properties of powdered cobalt alloys. Russ. J. Non-Ferrous Met. 2008, 49, 120–125. [Google Scholar] [CrossRef]
- Zaitsev, A.A.; Kurbatkina, V.V.; Levashov, E.A. Features of the influence of nanodispersed additives on the process of and properties of the sintered Fe–Co–Cu–Sn alloy. Russ. J. Non-Ferrous Met. 2008, 49, 414–419. [Google Scholar] [CrossRef]
- Levashov, E.A.; Andreev, V.A.; Kurbatkina, V.V. Svyazka dlya izgotovleniya almaznogo instrumenta (Binder for the Fabrication of Diamond Tools). Russ. Patent 2286241, 2007. [Google Scholar]
- Levashov, E.A.; Andreev, V.A.; Kurbatkina, V.V. Svyazka dlya izgotovleniya almaznogo instrumenta (Binder for the Fabrication of Diamond Tools). Russ. Patent 2286242, 2007. [Google Scholar]
- Levashov, E.A.; Andreev, V.A.; Kurbatkina, V.V. Svyazka dlya izgotovleniya almaznogo instrumenta (Binder for the Fabrication of Diamond Tools). Russ. Patent 2286243, 2007. [Google Scholar]
- Levashov, E.A.; Andreev, V.A.; Kurbatikina, V.V. Binder for the Fabrication of Diamond Tools. WO Appl. 2007/055 616, 2007. [Google Scholar]
- Levashov, E.A.; Andreev, V.A.; Kurbatkina, V.V. Binder for the Fabrication of Diamond Tools. US Patent Appl. 12/084923, 2008. [Google Scholar]
- Borisova, A.L. Compatibility of Refractory Compounds with Metals and Graphite: A Handbook; Naukova Dumka: Kiev, USSR, 1985. [Google Scholar]
- Panov, V.S.; Chuvilin, A.M. Technology and Properties of Sintered Hard Alloys and Items; [in Russian]; Izd. MISiS: Moscow, Russian, 2001. [Google Scholar]
© 2010 by the authors; licensee Molecular Diversity Preservation International, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Levashov, E.; Kurbatkina, V.; Alexandr, Z. Improved Mechanical and Tribological Properties of Metal-Matrix Composites Dispersion-Strengthened by Nanoparticles. Materials 2010, 3, 97-109. https://doi.org/10.3390/ma3010097
Levashov E, Kurbatkina V, Alexandr Z. Improved Mechanical and Tribological Properties of Metal-Matrix Composites Dispersion-Strengthened by Nanoparticles. Materials. 2010; 3(1):97-109. https://doi.org/10.3390/ma3010097
Chicago/Turabian StyleLevashov, Evgenii, Victoria Kurbatkina, and Zaytsev Alexandr. 2010. "Improved Mechanical and Tribological Properties of Metal-Matrix Composites Dispersion-Strengthened by Nanoparticles" Materials 3, no. 1: 97-109. https://doi.org/10.3390/ma3010097