Strain Measurements within Fiber Boards. Part I: Inhomogeneous Strain Distribution within Medium Density Fiberboards (MDF) Loaded Perpendicularly to the Plane of the Board


Abstract
:1. Introduction
2. Experimental Section
2.1. Internal Bond Strength Measurement
2.2. Density Profile Measurement
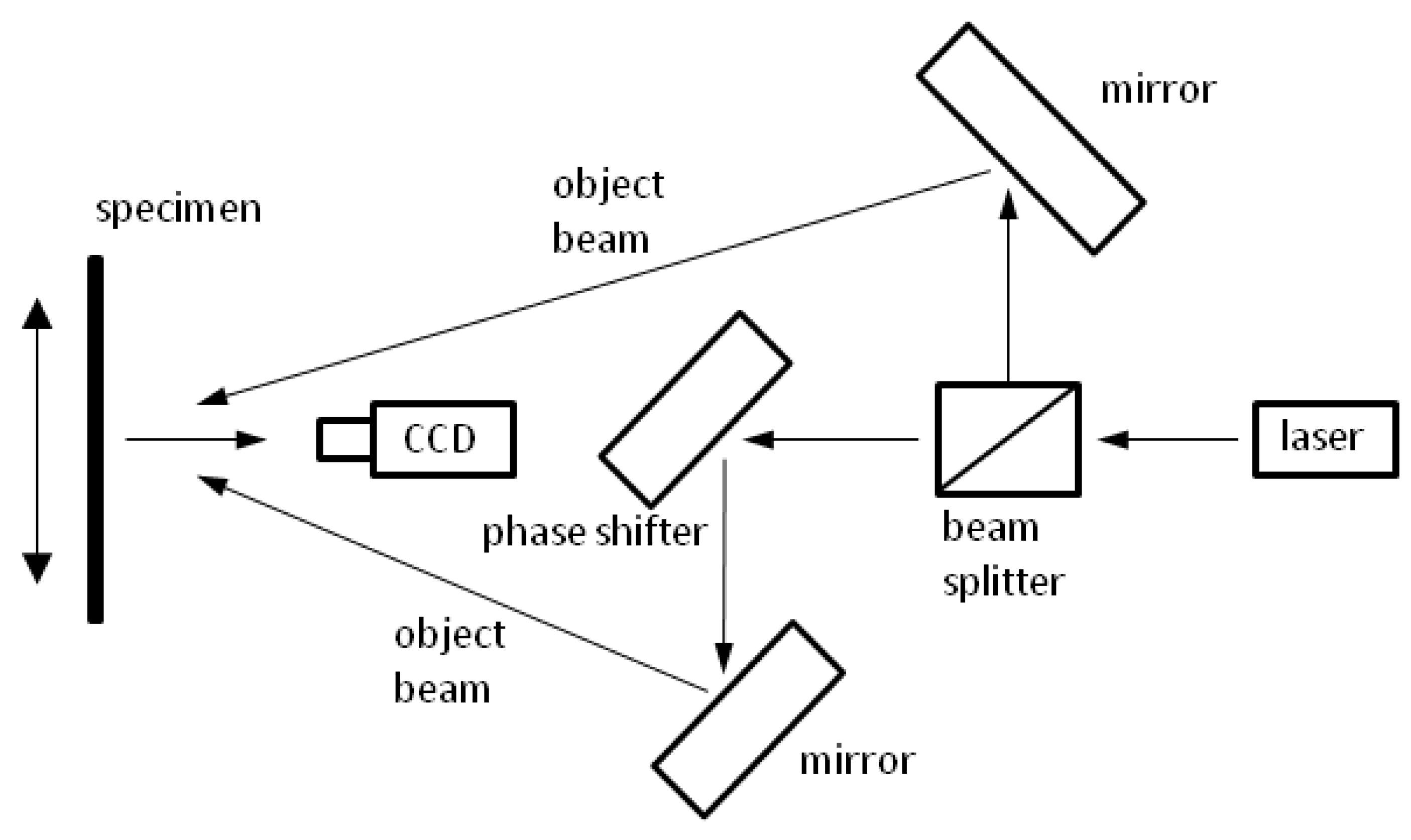
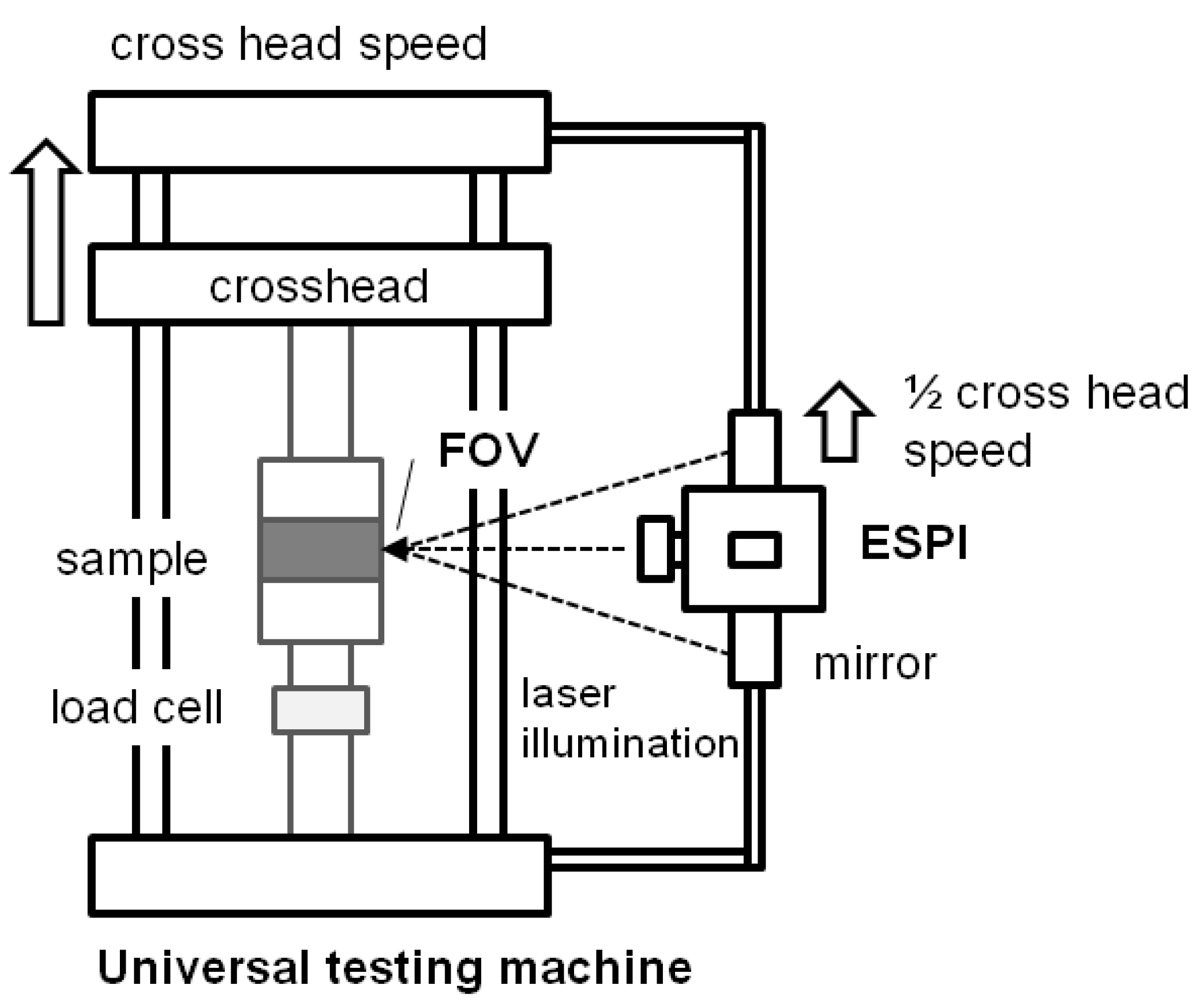
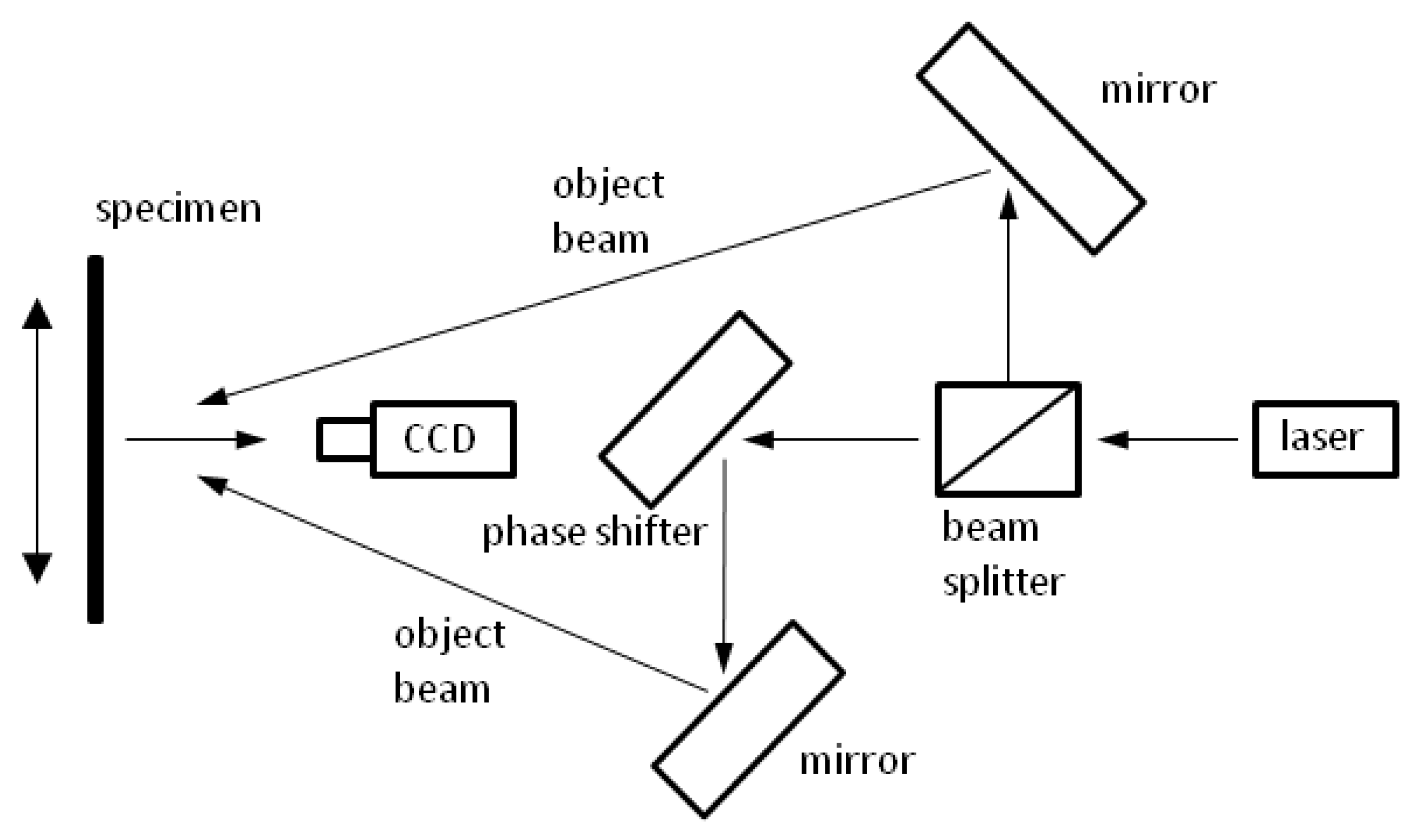
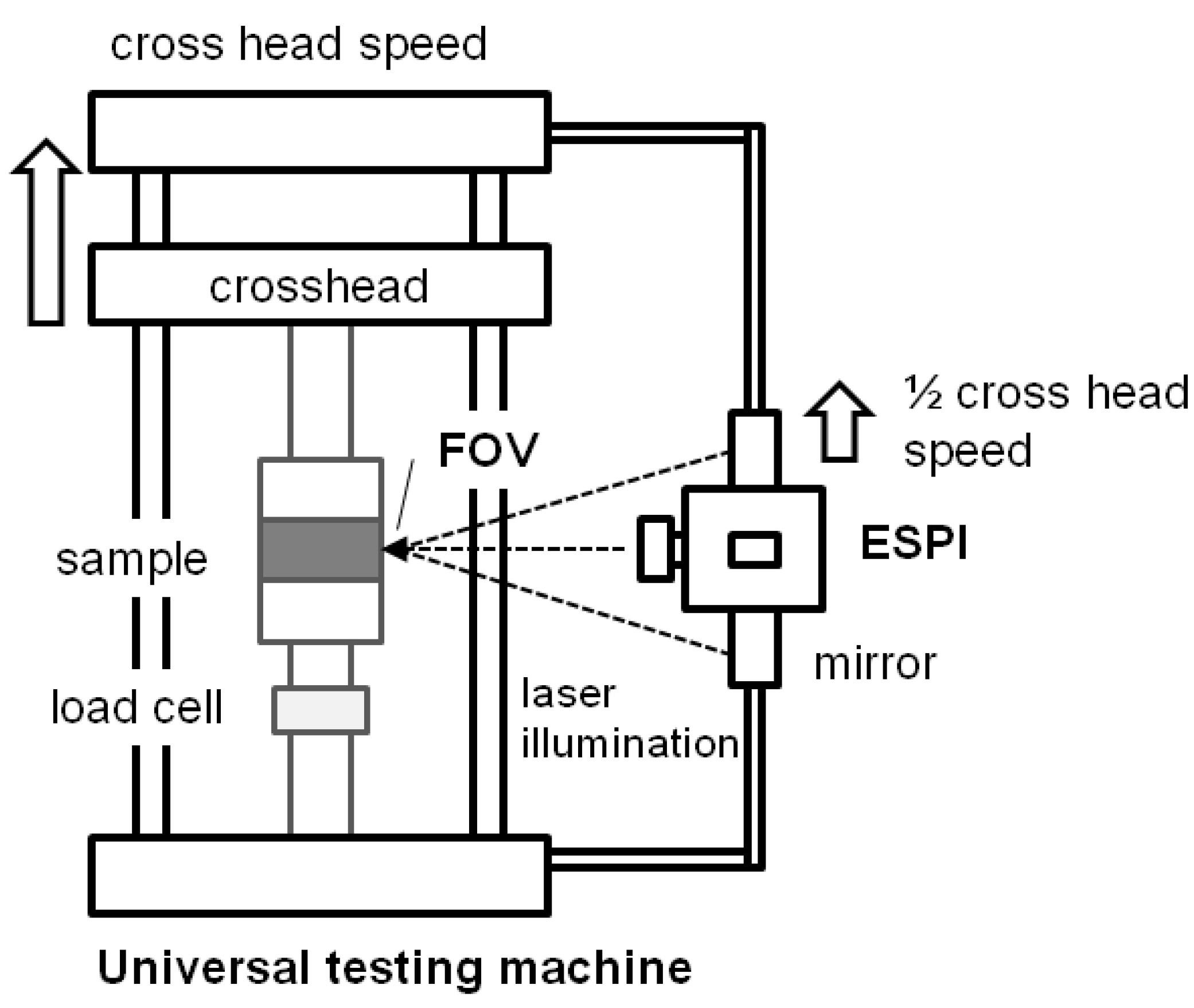
2.3. Speckle Measurement
3. Results and Discussion
3.1. Internal Bond Testing
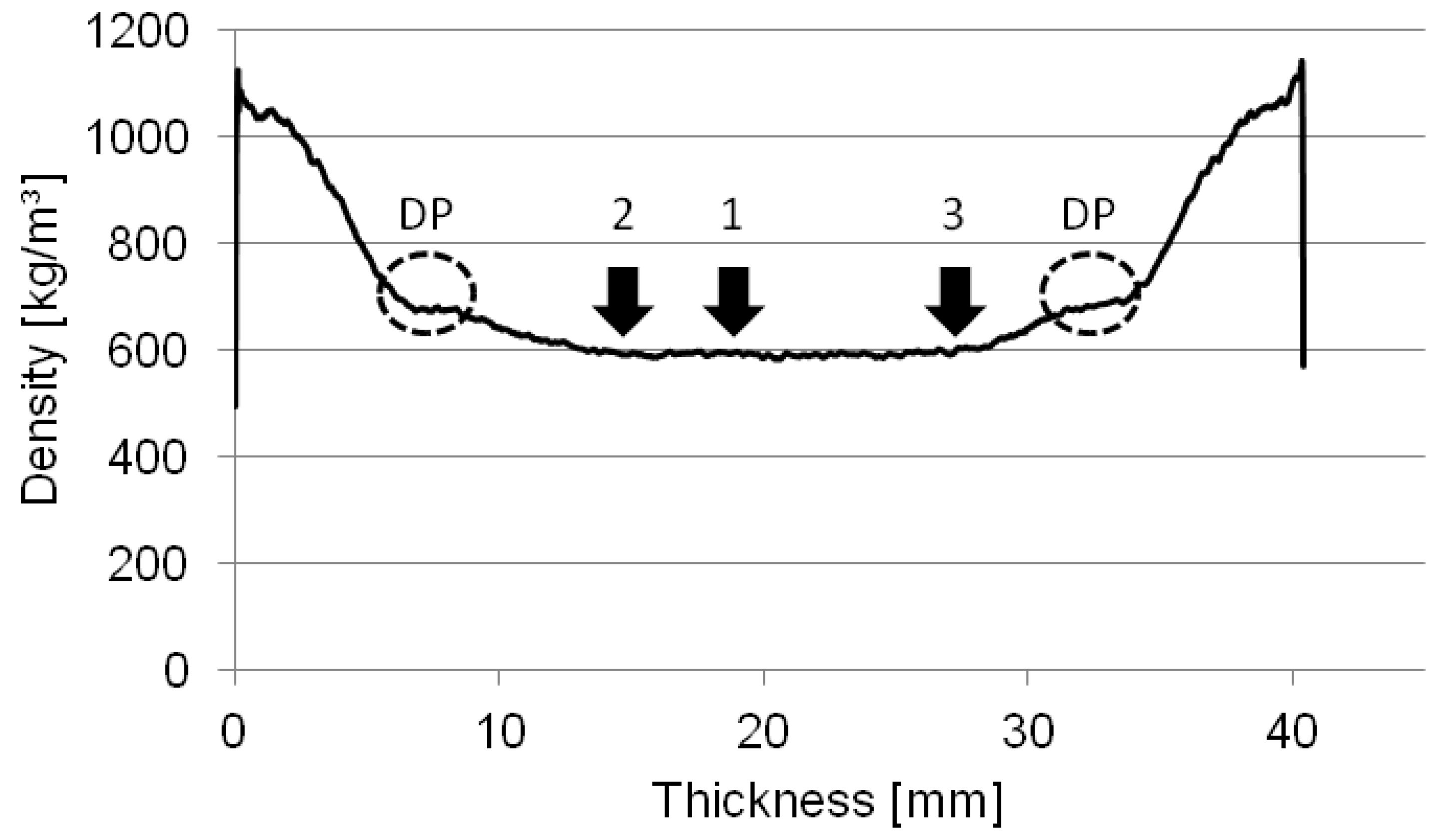
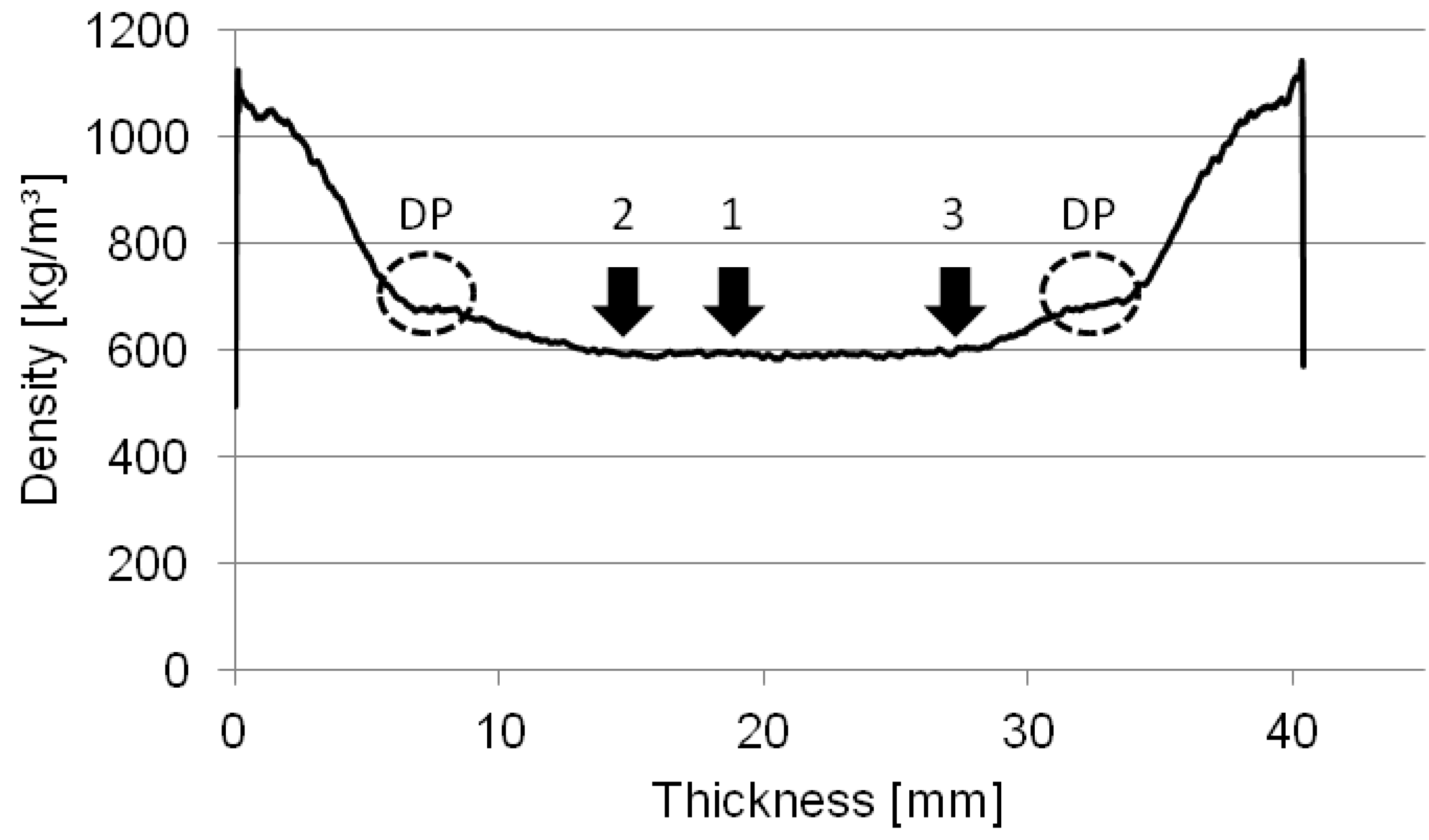
3.2. Density Profile Measurement

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Mean density (kg/m³) | Minimum Density (kg/m³) | Maximum Density (kg/m³) | Failure Density (kg/m³) |
|---|---|---|---|---|
| 1 | 708.7 | 563.7 | 1130.1 | 590.2 (26.3 mm) |
| 2 | 714.9 | 563.5 | 1138.9 | 589.7 (22.6 mm) |
| 3 | 708.2 | 561.2 | 1125.2 | 587.5 (26.7 mm) |
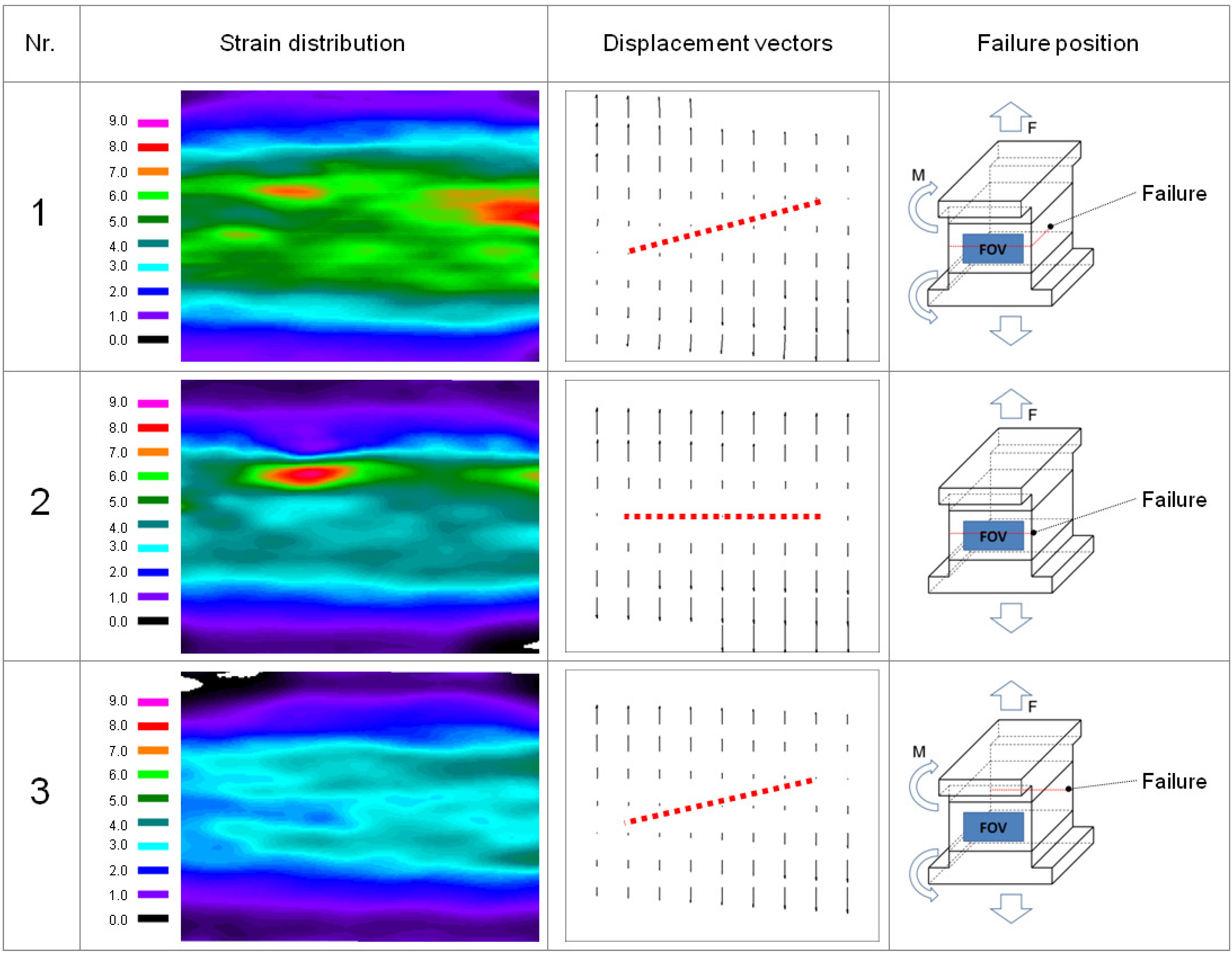
3.3. Speckle Measurement

4. Conclusions
Acknowledgments
References
- Maxwell, J.W.; Gran, G.; Waters, G.D. Experiments with blowline blending for MDF. In Proceedings of the Eighteenth Washington State University International Particleboard/Composite Materials Series Symposium at Washington State University, Pullman, WA, USA, 27–29 March 1984.
- Waters, G.D. Medium density fibreboard blowline blending theories in and around the Black Box. In Proceedings of the NPA Resin and Blending Seminar, Irving, TX, USA, 3 May 1990.
- Roffael, E.; Dix, B.; Schneider, T.; Kraft, R. Extractable urea in MDF prepared using the blowline- and blender-technique. Eur. J. Wood Wood Prod. 2003, 61, 73–74. [Google Scholar]
- Roffael, E.; Schneider, T.; Dix, B. On paraffin sizing of medium density fiberboards (MDF) Part 2: Influence of resination process (blender and blowline technique) and method of adding paraffin dispersion within the blender- and blowline-process on paraffin sizing of medium density fibreboards (MDF). Eur. J. Wood Wood Prod. 2005, 63, 272–277. [Google Scholar]
- Wang, S.; Winistorfer, P.M.; Young, T.M.; Helton, C. Step-closing pressing of medium density fiberboard: Part 2. Influences on panel performance and layer characteristics. Eur. J. Wood Wood Prod. 2001, 59, 311–318. [Google Scholar]
- Park, B.D.; Riedl, B.; Hsu, E.W.; Shields, J. Hot-pressing process optimization by response surface methodology. For. Prod. J. 1999, 49, 62–68. [Google Scholar]
- Carvalho, L.M.H.; Costa, M.R.N.; Costa, C.A.V. Modeling rheology in the hot-pressing of MDF: Comparison of mechanical models. Wood Fiber Sci. 2001, 33, 395–411. [Google Scholar]
- Cao, J.; Zhang, X.; Liu, Y. Fuzzy control of medium density fiberboard hot-pressing. In Proceedings of 2nd IEEE Conference on Industrial Electronics and Applications, ICIEA, Harbin, China, 23–25 May 2007.
- Heinemann, C. Charakterisierung der Aushärtung von Aminoharzen in einer Holzpartikelmatrix durch Evaluierung von Festigkeiten und Reaktionskinetik. Ph.D. Dissertation, Department of Biology, Hamburg University, Hamburg, Germany, 2004. [Google Scholar]
- Particleboards and Fiberboards—Determination of Tensile Strength Perpendicular to the Plane of the Board; CSN EN 319. Österreichisches Normungsinstitut: Vienna, Austria, 1993. Available online: http://www.en-standard.eu/en-319-particleboards-and-fibreboards-determination-of-transverse-tensile-strength-perpendicular-to-the-plane-of-the-board/?gclid=COiK7vH_z7ACFYeu4godjx0xWA (accessed on 15 June 2012).
- Winistorfer, P.M.; di Carlo, D. The effect of moisture content, resin non-volatile content, and assembly time on properties of mixed hardwood strandboard. For. Prod. J. 1988, 38, 57–62. [Google Scholar]
- Dunky, M.; Niemz, P. Holzwerkstoffe und Leime, 1st ed.; Springer: Heidelberg, Germany, 2002; pp. 786–789. [Google Scholar]
- Dai, C.; Yu, C.; Jin, J. Theoretical modelling of bonding characteristics and performance of wood composites. Part IV. Internal bond strength. Wood Fiber Sci. 2008, 40, 146–160. [Google Scholar]
- May, H.A. Zusammenhänge zwischen eigenschaften, rohstoffkomponenten und dem dichteprofil von spanplatten. Teil 4: Einflüsse der dichteunterschiede und rohstoffe auf die zugfestigkeit senkrecht zur plattenebene und die scherfestigkeit. Holz Roh Werkst. 1983, 41, 271–275. [Google Scholar]
- Schulte, M.; Frühwald, A. Some investigations concerning density profile, internal bond and relating failure position of particleboard. Eur. J. Wood Wood Prod. 1996, 54, 289–294. [Google Scholar]
- Schulte, M.; Frühwald, A. Shear modulus, internal bond and density profile of medium density fibre board (MDF). Eur. J. Wood Wood Prod. 1996, 54, 49–55. [Google Scholar]
- Eberhardsteiner, J. Biaxial testing of orthotropic materials using electronic speckle pattern interferometry. Measurement 1995, 16, 139–148. [Google Scholar] [CrossRef]
- Müller, U.; Sretenovic, A.; Vincenti, A.; Gindl, W. Direct measurement of strain distribution along a wood bond line. Part1: Shear strain concentration in a lap joint specimen by means of electronic speckle pattern interferometry. Holzforschung 2005, 59, 300–306. [Google Scholar]
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Rathke, J.; Sinn, G.; Konnerth, J.; Müller, U. Strain Measurements within Fiber Boards. Part I: Inhomogeneous Strain Distribution within Medium Density Fiberboards (MDF) Loaded Perpendicularly to the Plane of the Board. Materials 2012, 5, 1115-1124. https://doi.org/10.3390/ma5061115
Rathke J, Sinn G, Konnerth J, Müller U. Strain Measurements within Fiber Boards. Part I: Inhomogeneous Strain Distribution within Medium Density Fiberboards (MDF) Loaded Perpendicularly to the Plane of the Board. Materials. 2012; 5(6):1115-1124. https://doi.org/10.3390/ma5061115
Chicago/Turabian StyleRathke, Jörn, Gerhard Sinn, Johannes Konnerth, and Ulrich Müller. 2012. "Strain Measurements within Fiber Boards. Part I: Inhomogeneous Strain Distribution within Medium Density Fiberboards (MDF) Loaded Perpendicularly to the Plane of the Board" Materials 5, no. 6: 1115-1124. https://doi.org/10.3390/ma5061115