Resin Flow Behavior Simulation of Grooved Foam Sandwich Composites with the Vacuum Assisted Resin Infusion (VARI) Molding Process

Abstract
:1. Introduction

2. Results and Discussion
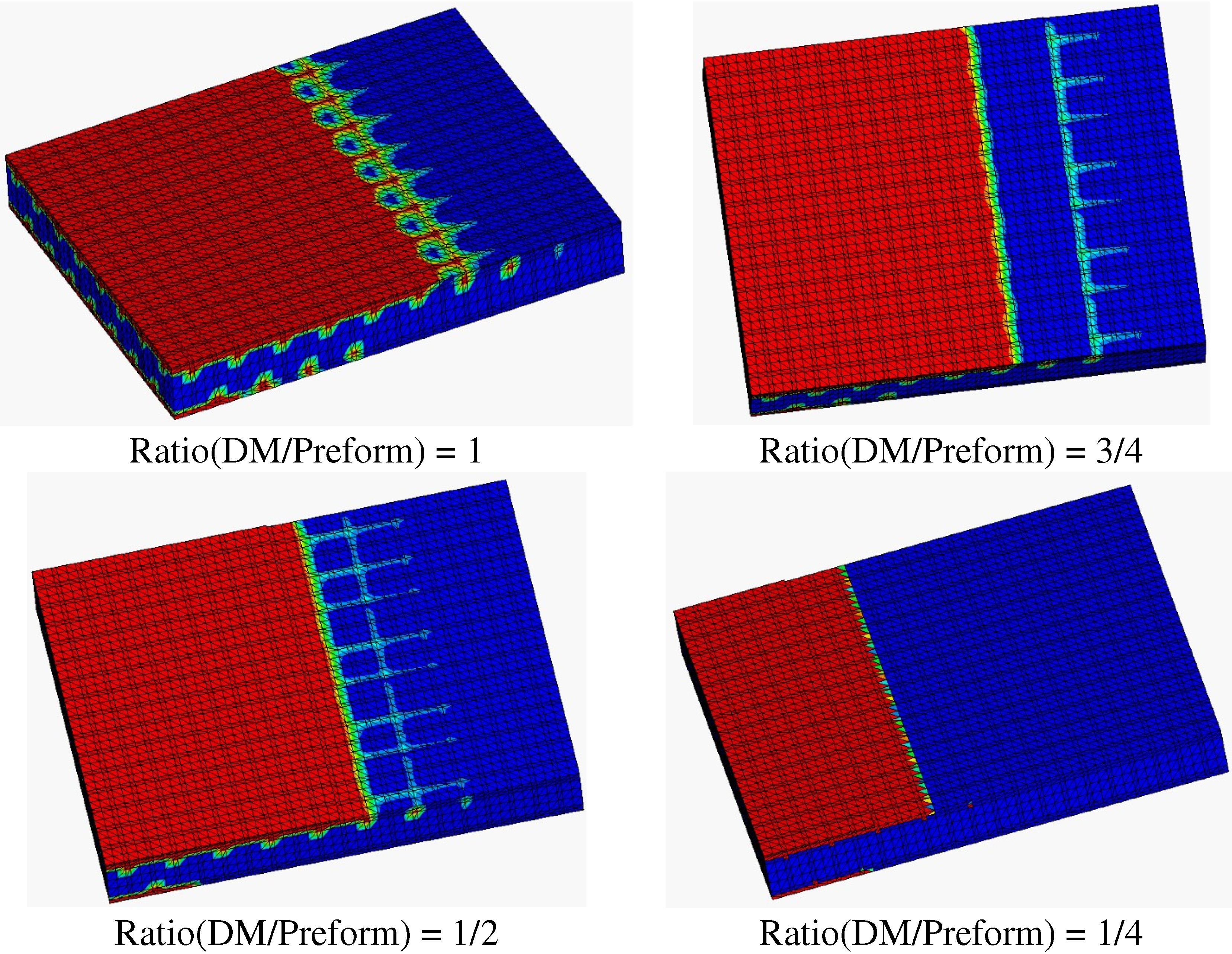
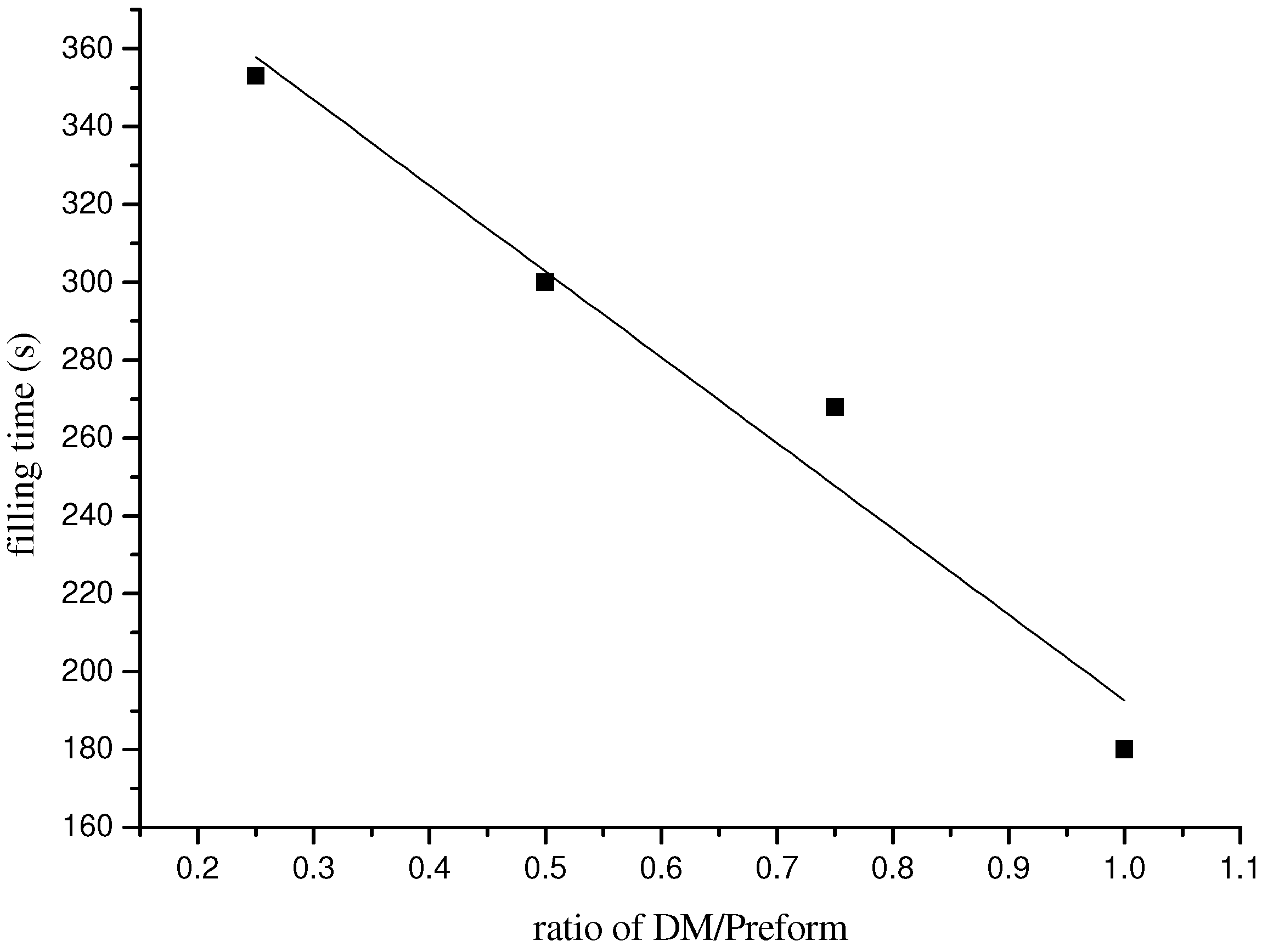
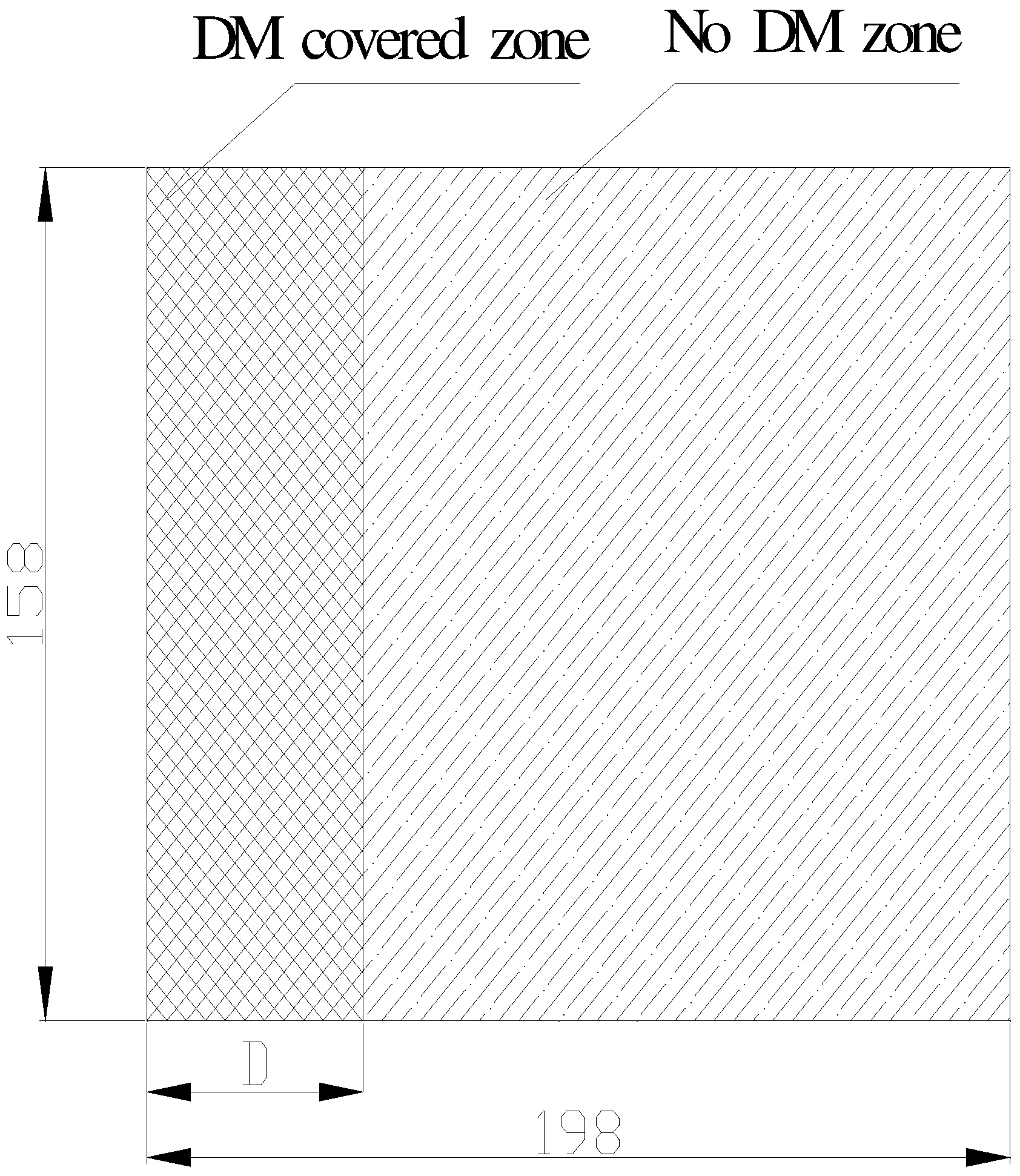
2.1. Influence of Ratio of DM/Preform on Resin Flow

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ratio of DM/preform | Filling time (s) (simulation results) | Filling time (s) (experiment results) |
|---|---|---|
| 0 | 3768 | 3780 |
| 1/4 | 378 | 353 |
| 1/2 | 315 | 300 |
| 3/4 | 251 | 268 |
| 1 | 187 | 180 |


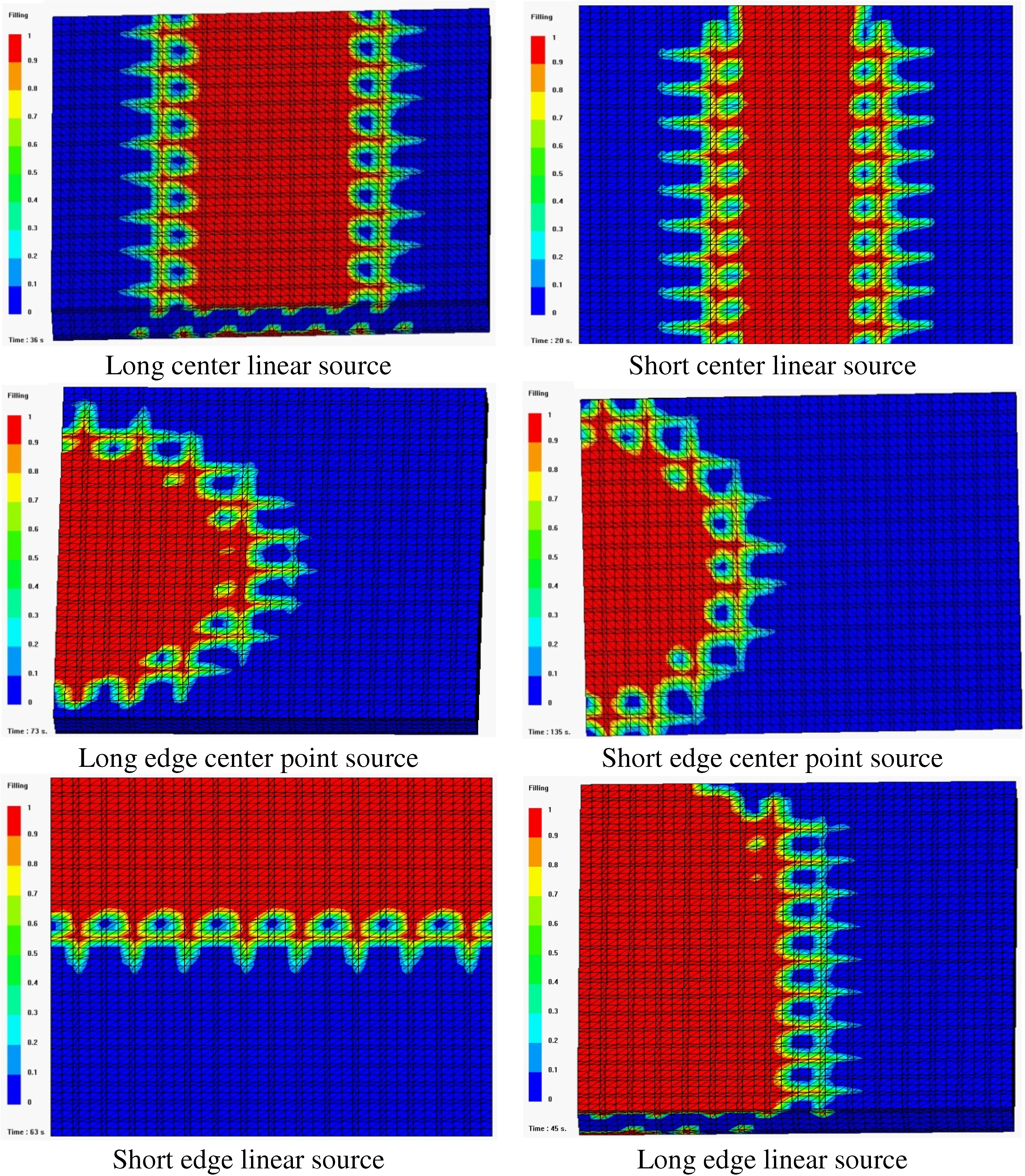
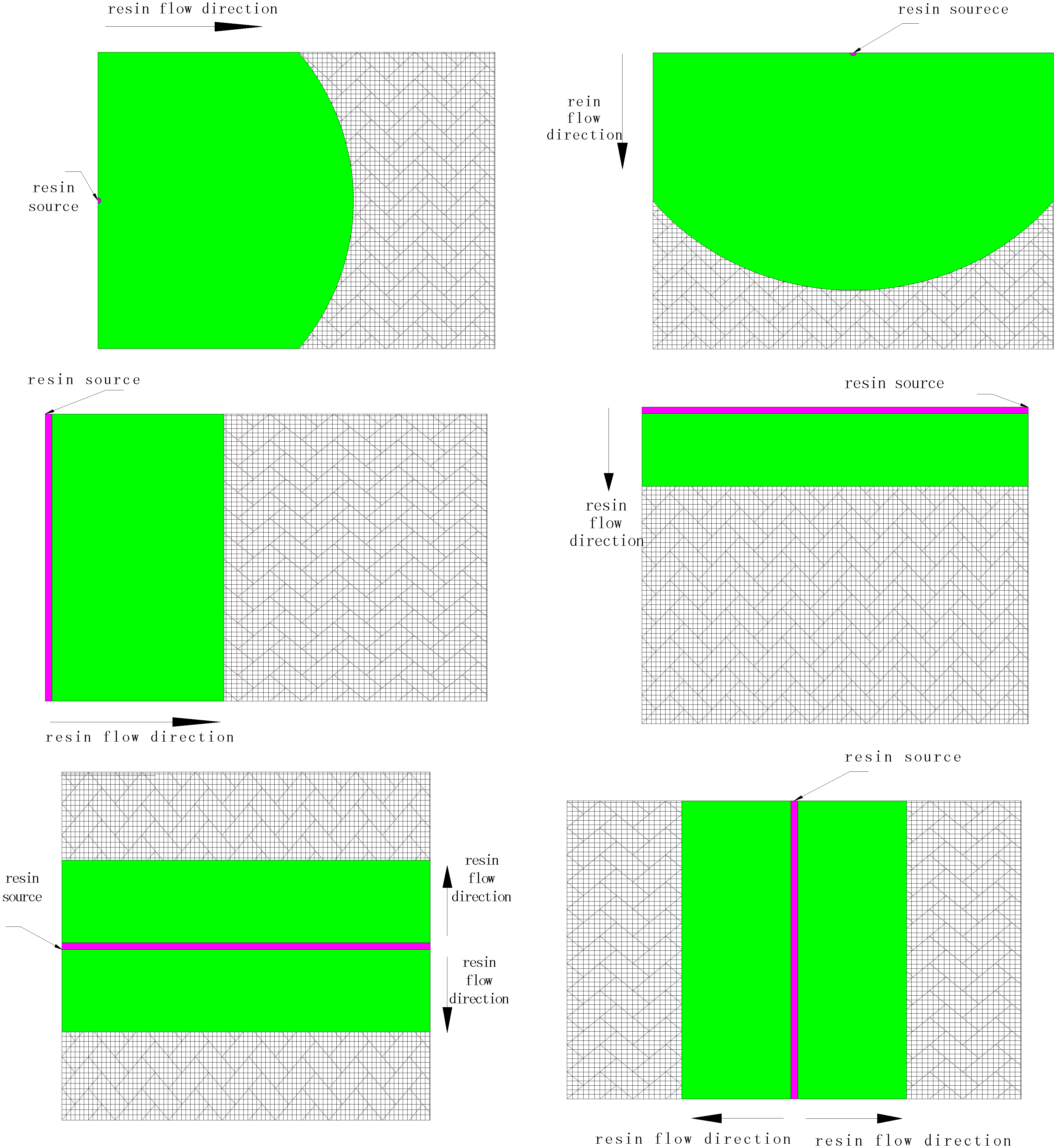
2.2. Influence of Resin Source Pattern on Resin Flow
| Souce pattern | Flow pattern |
|---|---|
| point source | radial flow |
| linear source | unidirectional flow |
| peripheral source | mixing flow |
| multilateral source | mixing flow |
| mixed source | mixing flow |
| Resin source pattern | Filling time (s) | |
|---|---|---|
| Simulation results | Experiment results | |
| Short edge center point source | 245 | 240 |
| Long edge center point source | 216 | 220 |
| Short edge linear source | 188 | 190 |
| Long edge linear source | 183 | 180 |
| Short center linear source | 100 | 105 |
| Long center linear source | 128 | 122 |

3. Experimental Section
3.1. Mathematical Model and Three-Dimensional Model (3D Model)
3.1.1. Mathematical Model and Rationale
3.1.2. Construction of 3D Model and Cell Division


3.2. Materials and Experimental Design
3.2.1. Materials

3.2.2. Comparative tests of Ratio of DM/Preform

| Experiment number | DM/preform |
|---|---|
| 1 | 0 |
| 2 | 1/4 |
| 3 | 1/2 |
| 4 | 3/4 |
| 5 | 1 |
3.2.3. Comparative Tests of Resin Source Pattern

| Experiment number | Resin source pattern |
|---|---|
| 1 | short edge center point source |
| 2 | long edge center point source |
| 3 | short edge linear source |
| 4 | long edge linear source |
| 5 | long edge center linear source |
| 6 | short edge center linear source |
4. Conclusions
Acknowledgments
References
- Dai, J.; Hahn, H.T. Flexural behavior of sandwich beams fabricated by vacuum-assisted resin transfer molding. Compos. Struct. 2003, 61, 247–253. [Google Scholar] [CrossRef]
- Zhang, J.; Li, D.; Li, X.; Huang, L.; Zhang, D. Processing technology of sandwich with compound core of composite p illar and foam plastic. Mater. Sci. Technol. 2008, 16, 76–81. [Google Scholar]
- Yan, H.; Sun, H.; Ling, Y.; Jiang, W.; Fu, Q. Progress of moulding technology of resin-matrix composite/foam plastic sandwich. Aerosp. Mater. Technol. 2004, 34, 12–15. [Google Scholar]
- Dong, C.J. Development of a process model for the vacuum assisted resin transfer molding simulation by the response surface method. Compos. Part A 2006, 37, 1316–1324. [Google Scholar] [CrossRef]
- Wei, J.; Zhang, Y.; Guo, W. Development of vacuum assisted resin infusion (VARI). Dev. Appl. Mater. 2010, 25, 99–105. [Google Scholar]
- Bender, D.; Schuster, J.; Heider, D. Flow rate control during vacuum-assisted resin transfer molding (VARTM) processing. Compos. Sci. Technol. 2006, 66, 2265–2271. [Google Scholar] [CrossRef]
- Dong, C. A modified rule of mixture for the vacuum-assisted resin transfer moulding process simulation. Compos. Sci. Technol. 2008, 68, 2125–2133. [Google Scholar] [CrossRef]
- Heider, D.; Simacek, P.; Dominauskas, A.; Deffor, H.; Advani, S.; Gillespie, J.W., Jr. Infusion design methodology for thick-section, low-permeability preforms using inter-laminar flow media. Compos. Part A 2007, 38, 525–534. [Google Scholar] [CrossRef]
- Alms, J.B.; Advani, S.G.; Glancey, J.L. Liquid composite molding control methodologies using vacuum induced preform relaxation. Compos. Part A 2011, 42, 57–65. [Google Scholar] [CrossRef]
- Grujicic, M.; Chittajallu, K.M.; Walsh, S. Non-isothermal preform infiltration during the vacuum-assisted resin transfer molding (VARTM) process. Appl. Surf. Sci. 2005, 245, 51–64. [Google Scholar] [CrossRef]
- Gokce, A.; Chohra, M.; Advani, S.G.; Walsh, S. Permeability estimation algorithm to simultaneously characterize the distribution media and the fabric preform in vacuum assisted resin transfer molding process. Compos. Sci. Technol. 2005, 65, 2129–2139. [Google Scholar] [CrossRef]
- Nalla, A.R.; Fuqua, M.; Glancey, J.; Lelievre, B. A multi-segment injection line and real-time adaptive, model-based controller for vacuum assisted resin transfer molding. Compos. Part A 2007, 38, 1058–1069. [Google Scholar] [CrossRef]
- Brouwer, W.D.; van Herpt, E.C.F.C.; Labordus, M. Vacuum injection moulding for large structural applications. Compos. Part A 2003, 34, 551–558. [Google Scholar] [CrossRef]
- Zong, H.; Su, Y.; Yu, W. VARI Simulation of typical surface part and relevant experimental analysis (in Chinese). Polym. Mater. Sci. Eng. 2010, 26, 156–159. [Google Scholar]
- Su, Y.; Zong, Z.; Cao, J.; Wei, Y.; Zhou, C. Study on Simulation of flow channel design in manufacturing typical plane and surface parts by using VARI process. J. Mater. Eng. 2009, 1–3. [Google Scholar]
- Cheng, T.; Wu, Y.; Zhang, X. Study on simulation technology of composites by VARI process molding. In Proceedings of 2010 ESI Forum, Beijing, China, 27–28 May 2010.
- Yang, J.; Xiao, J.; Zeng, J.; Liu, J. Resin flow behavior of vacuum infusion molding process. Aerosp. Mater. Technol. 2007, 5, 22–26. [Google Scholar]
- Yang, J.; Xiao, J.; Zeng, J.; Peng, C.; Feng, X.; Liu, Z. Effect of distribution medium on resin flow behavior in vacuum infusion molding Process. Acta Mater. Compos. Sin. 2010, 27, 1–8. [Google Scholar]
- Zhao, C.; Zhang, G.; Li, S. Study of resin flow behavior in VARI molding process of glass fiber woven reinforced composite materials. Eng. Plast. Appl. 2012, 40, 65–68. [Google Scholar]
- Qin, Z.; Chen, Y.; Li, S. The influence analysis of holes in foam of composite materials for resin molding. J. Mater. Eng. 2009, S2, 141–146. [Google Scholar]
- Simacek, P.; Heider, D.; Gillespie, J.W., Jr.; Advani, S. Post-filling flow in vacuum assisted resin transfer molding processes: Theoretical analysis. Compos. Part A 2009, 40, 913–924. [Google Scholar] [CrossRef]
- Trochu, F.; Ruiz, E.; Achim, V.; Soukane, S. Advanced numerical simulation of liquid composite molding for process analysis and optimization. Compos. Part A 2006, 37, 890–902. [Google Scholar] [CrossRef]
- Liu, X.L. Isothermal flow simulation of liquid composite molding. Compos. Part A 2000, 31, 1295–1302. [Google Scholar] [CrossRef]
- Lam, Y.C.; Joshi, S.C.; Liu, X.L. Numerical simulation of the mould-flling process in resin-transfer moulding. Compos. Sci. Technol. 2000, 60, 845–855. [Google Scholar] [CrossRef]
- Johnson, R.J.; Pitchumani, R. Simulation of active flow control based on localized perform heating in a VARTM process. Compos. Part A 2006, 37, 1815–1830. [Google Scholar] [CrossRef]
- Govignon, Q.; Bickerton, S.; Kelly, P.A. Simulation of the reinforcement compaction and resin flow during the complete resin infusion process. Compos. Part A 2010, 41, 45–57. [Google Scholar] [CrossRef]
- Liu, Q.; Zhao, L.; Hang, F.; Gao, Q.; Wu, G.; Zhao, P.; Lu, J. The Application of simulation soft ware in the studies of aeronatural typical structure component (in Chinese). J. Mater. Eng. 2007, 1, 202–206. [Google Scholar] [CrossRef]
- Wei, J.; Guo, W.; Zhang, Y. Study on simulation technology of foam sandwich structural composites VARI process molding. Dev. Appl. Mater. 2011, 6, 29–36. [Google Scholar]
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Zhao, C.; Zhang, G.; Wu, Y. Resin Flow Behavior Simulation of Grooved Foam Sandwich Composites with the Vacuum Assisted Resin Infusion (VARI) Molding Process. Materials 2012, 5, 1285-1296. https://doi.org/10.3390/ma5071285
Zhao C, Zhang G, Wu Y. Resin Flow Behavior Simulation of Grooved Foam Sandwich Composites with the Vacuum Assisted Resin Infusion (VARI) Molding Process. Materials. 2012; 5(7):1285-1296. https://doi.org/10.3390/ma5071285
Chicago/Turabian StyleZhao, Chenhui, Guangcheng Zhang, and Yibo Wu. 2012. "Resin Flow Behavior Simulation of Grooved Foam Sandwich Composites with the Vacuum Assisted Resin Infusion (VARI) Molding Process" Materials 5, no. 7: 1285-1296. https://doi.org/10.3390/ma5071285