2.1. High-Voltage Consolidation
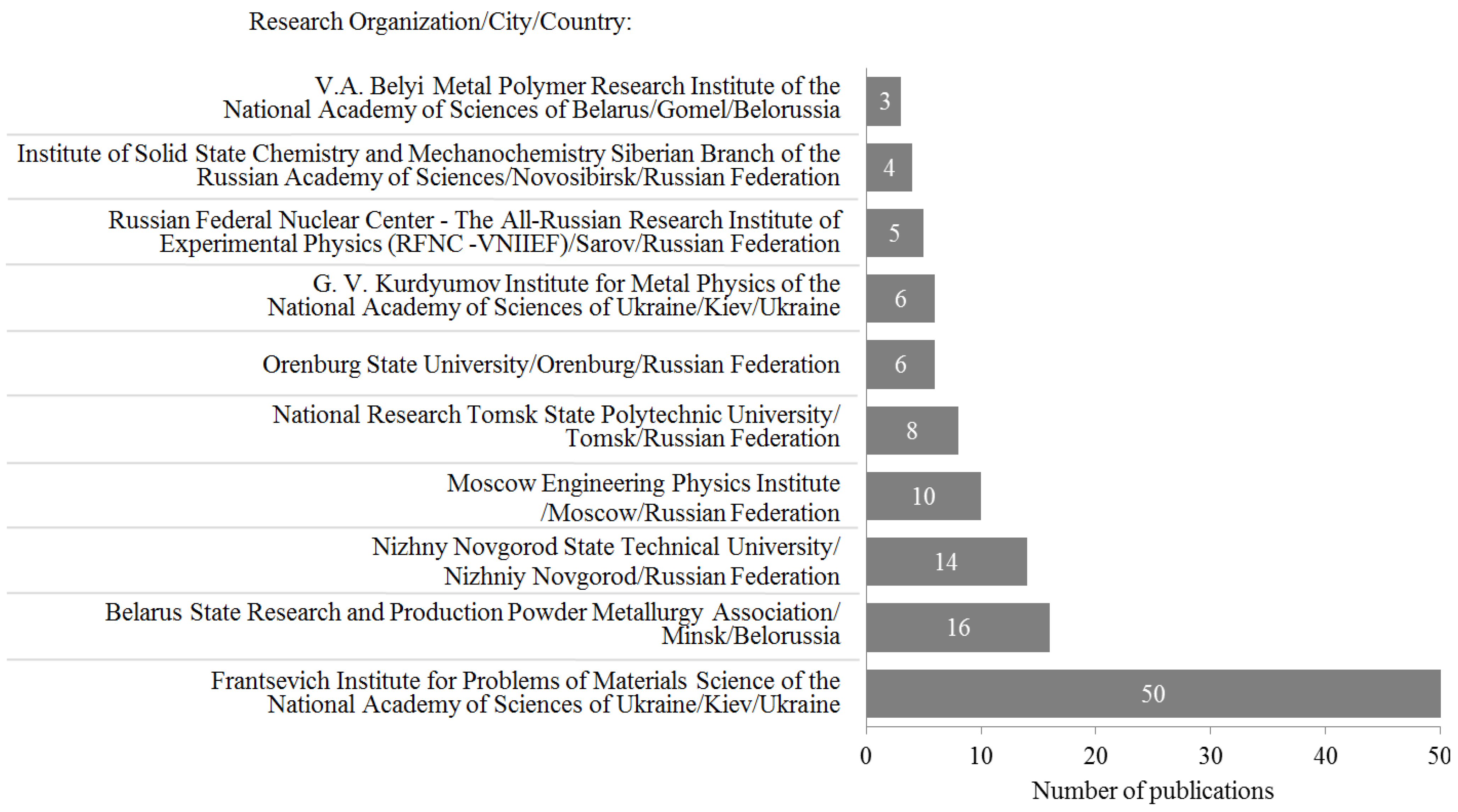
The conducted analysis has shown that the largest number of articles on high-voltage consolidation were published by researchers from Belarus State Research and Production Powder Metallurgy Association, Minsk—Kaptsevich, Belyavin, Min’ko, Maximenko and others, who together published more than 20 articles. Research in this area was also conducted in the Moscow Engineering Physics Institute by Balankin, Gorbachev and Grigoryev, who presented more than 15 publications and developed five experimental facilities of this type.
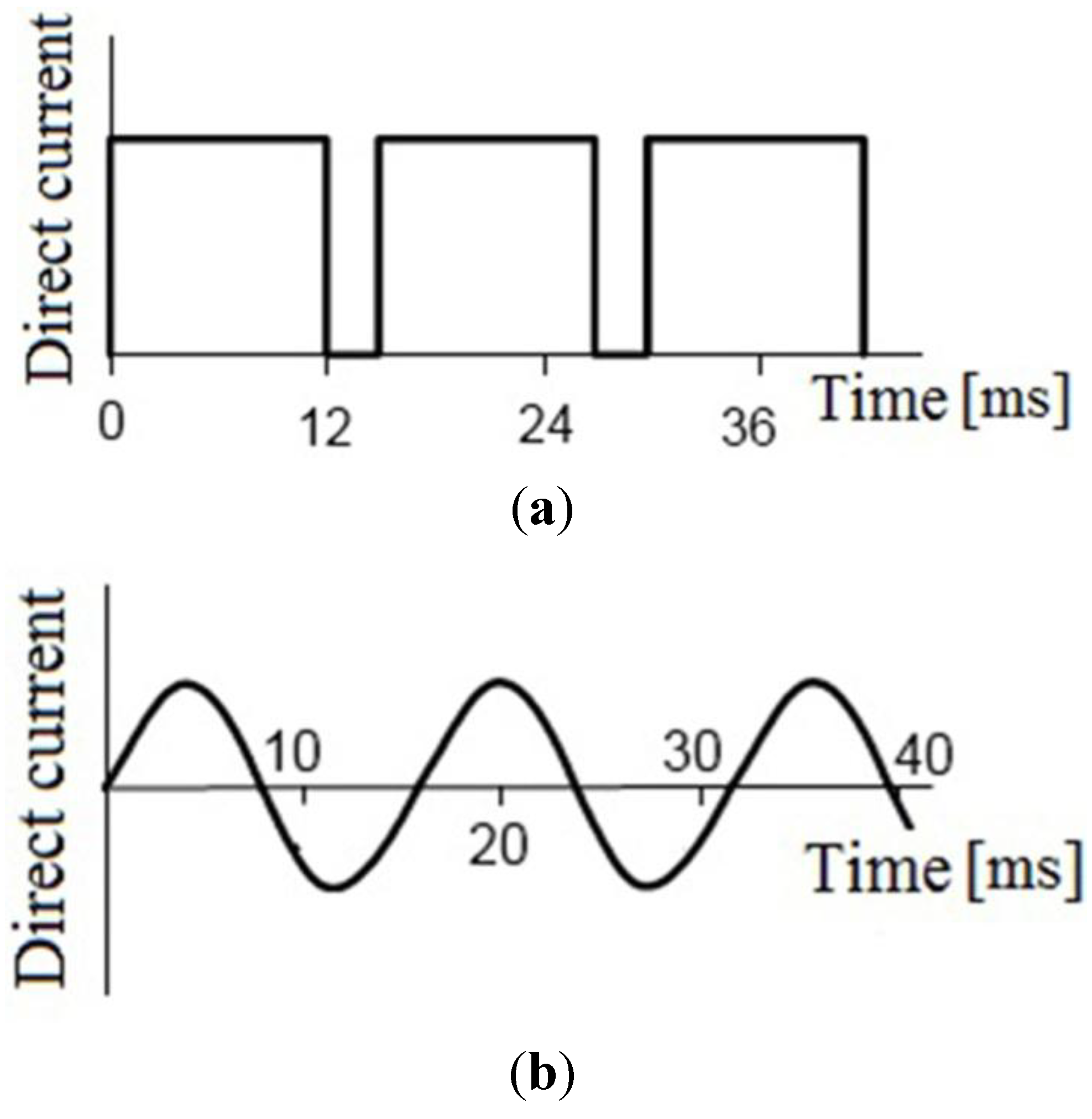
This section presents sintering methods, in which a short electric pulse passes through the powder to be sintered. A typical current oscillogram of the process is shown in
Figure 4 [
28]. Such sintering methods are referred to as electric pulse sintering. In addition, two-stage sintering is considered, in which consolidation proceeds in two steps and includes shaping by a high-voltage pulse followed by sintering in a steady-state regime for several minutes (up to 10 min).
At the first stage, the particle surface is cleaned making it easier for the particles to be sintered at a later stage [
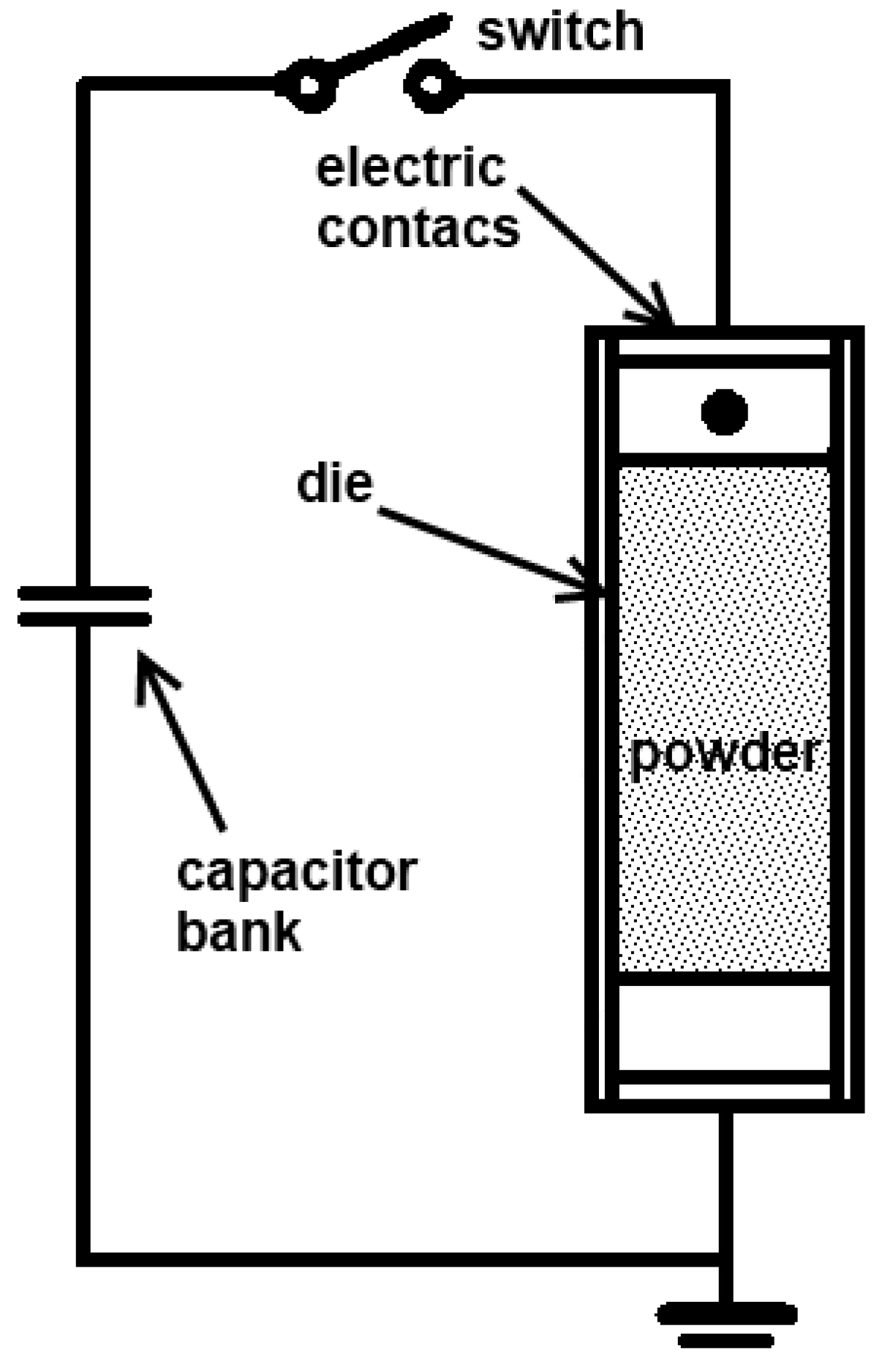
22]. A characteristic feature of these methods is a high voltage and a short duration of the pulse. The main advantages of this consolidation method include a possibility of grain growth retardation, which is especially important for nanosized powders, and sintering without any protective atmosphere due to short processing times. A schematic of an electric pulse sintering set-up is shown in
Figure 5 [
29].
Figure 4.
Current oscillogram in electric pulse sintering.
Figure 4.
Current oscillogram in electric pulse sintering.
Figure 5.
Schematic of an electric pulse sintering set-up.
Figure 5.
Schematic of an electric pulse sintering set-up.
The earliest publication in USSR that described experiments, in which electric current was passing through a powder sample, is the patent of 30 November 1931 on the method of making tools with a working surface of metal carbides. The authors of that patent are Saraphanov and Liventsev [
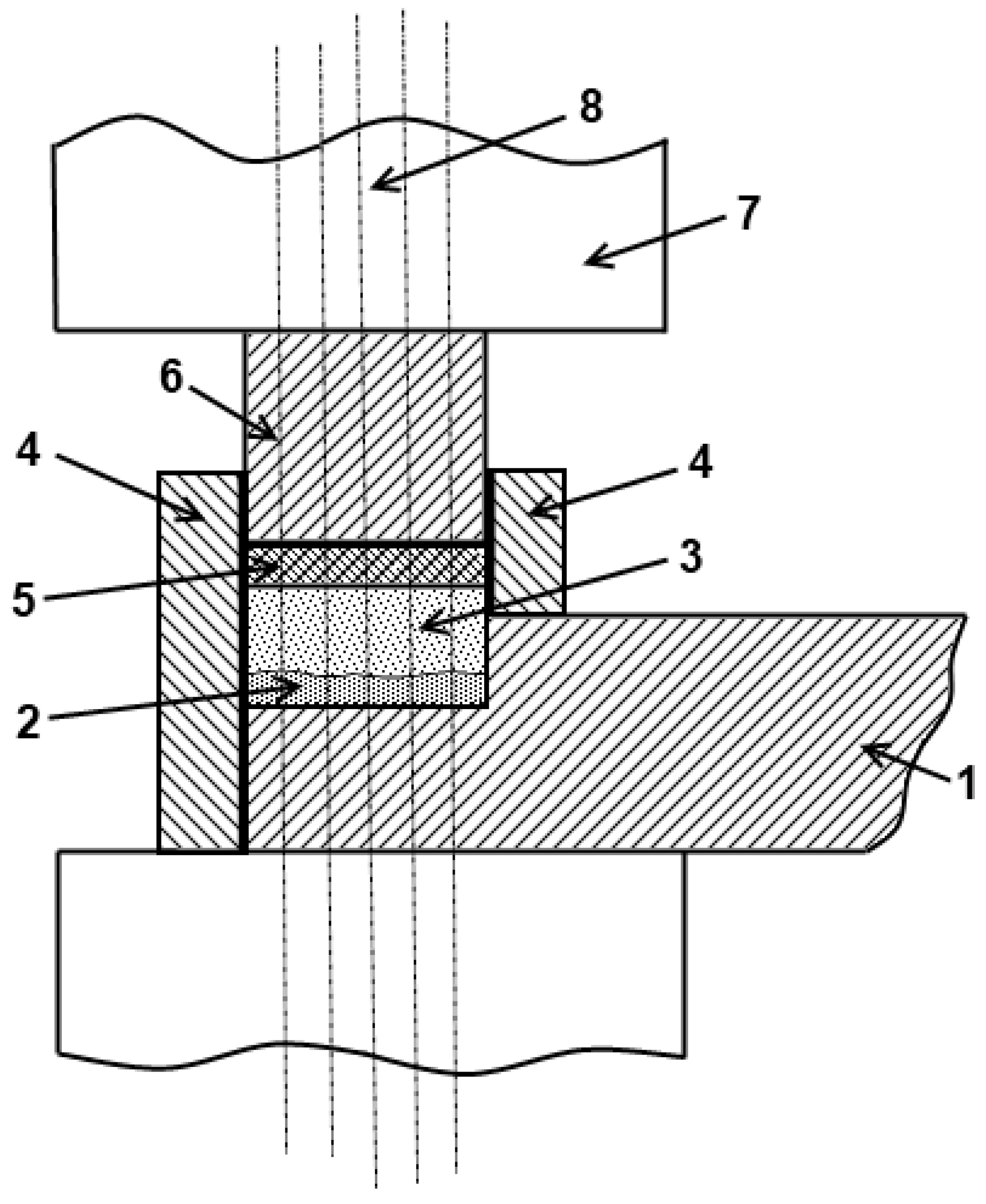
1]. The patent presents a method of making coatings from wolfram carbide powders by means of a butt-welding apparatus. In this coating deposition method, two layers are sintered and joined to the substrate, one layer is produced from a tungsten powder mixed with a metal with a lower melting temperature while the other is made of a mixture of tungsten carbide with a lower melting temperature component used in a lower content than in the first layer. A schematic of the set-up is shown in
Figure 6.
Figure 6.
Schematic of the coating deposition set-up using electric current-assisted sintering of the powder layers: 1—tool to be coated (substrate); 2—lower powder layer; 3—upper powder layer; 4—refractory die; 5—graphite washer; 6—water-cooled snap; 7—clamps of a butt-welding apparatus or a press; and 8—the current path.
Figure 6.
Schematic of the coating deposition set-up using electric current-assisted sintering of the powder layers: 1—tool to be coated (substrate); 2—lower powder layer; 3—upper powder layer; 4—refractory die; 5—graphite washer; 6—water-cooled snap; 7—clamps of a butt-welding apparatus or a press; and 8—the current path.
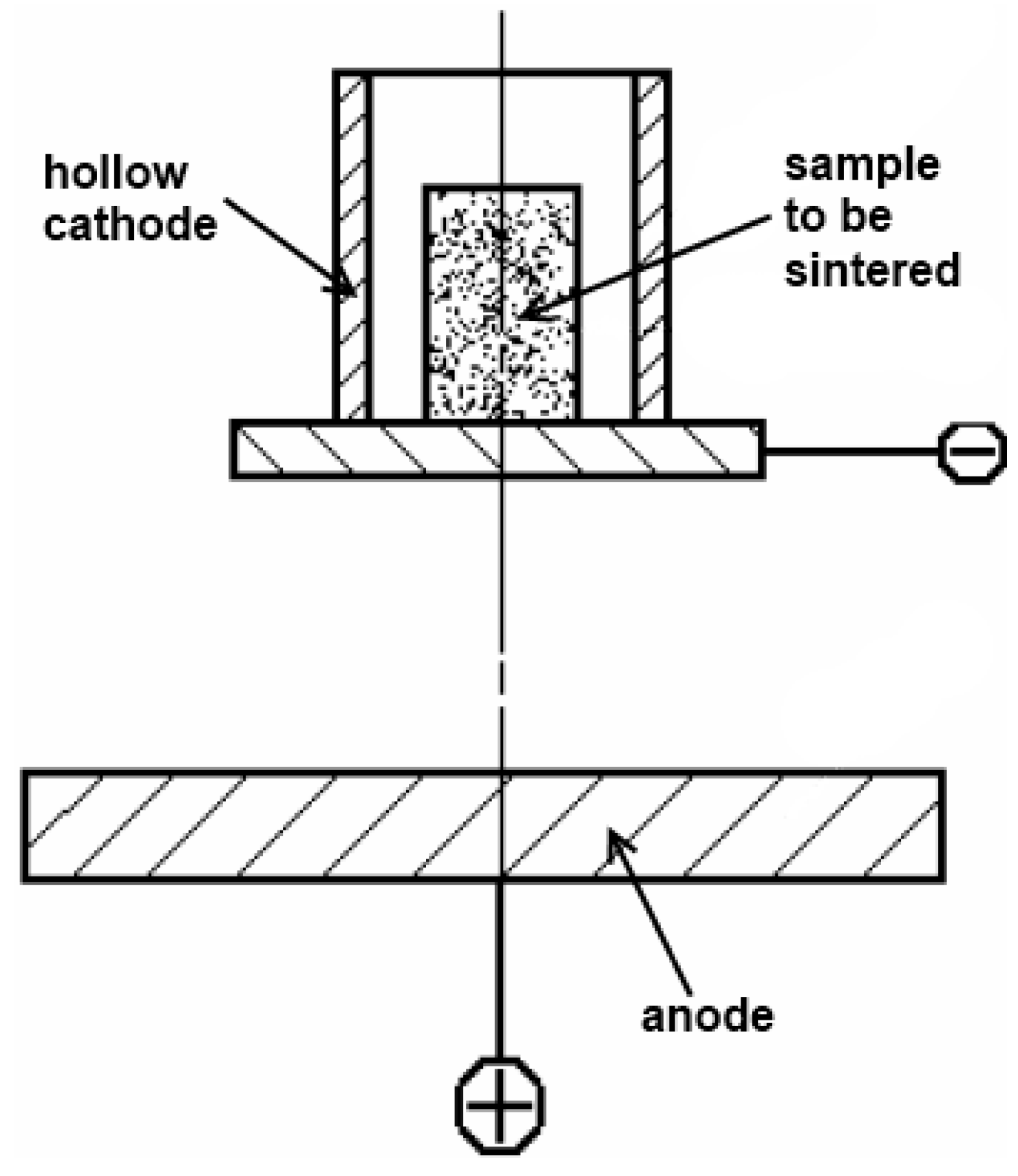
An interesting electric current-assisted consolidation method was studied in Tomsk Polytechnic Institute [
25]. Sintering was performed in a laboratory glow discharge set-up. The set-up is a vacuum chamber with a cathode and an anode (
Figure 7). The power of a direct current source is 1 kW. The vacuum system allows adjustment of the air or ammonia pressure from atmospheric to 1 MPa. The electric current and applied pressure can be varied in this set-up. Consolidation in a glow discharge formed at certain values of residual pressure and applied potential proceeds as cations accelerated by an electric field impact on the cathode and the sample causing their heating. The sample is additionally heated by the electric current passing directly through it. The heat transferred from the cathode assembly also contributes to the total heating of the sample.
Figure 7.
Schematic of the set-up for sintering in the plasma of a glow discharge.
Figure 7.
Schematic of the set-up for sintering in the plasma of a glow discharge.
Samples sintered from zirconia in a glow discharge in ammonia showed increased hardness and fracture toughness. However, when sintered in a glow discharge in air, no noticeable property improvements relative to conventionally sintered materials were observed [
25]. A possibility to increase the stability of the glow discharge and prevent its transformation into an arc discharge was suggested based on the introduction of an element of variable resistance [
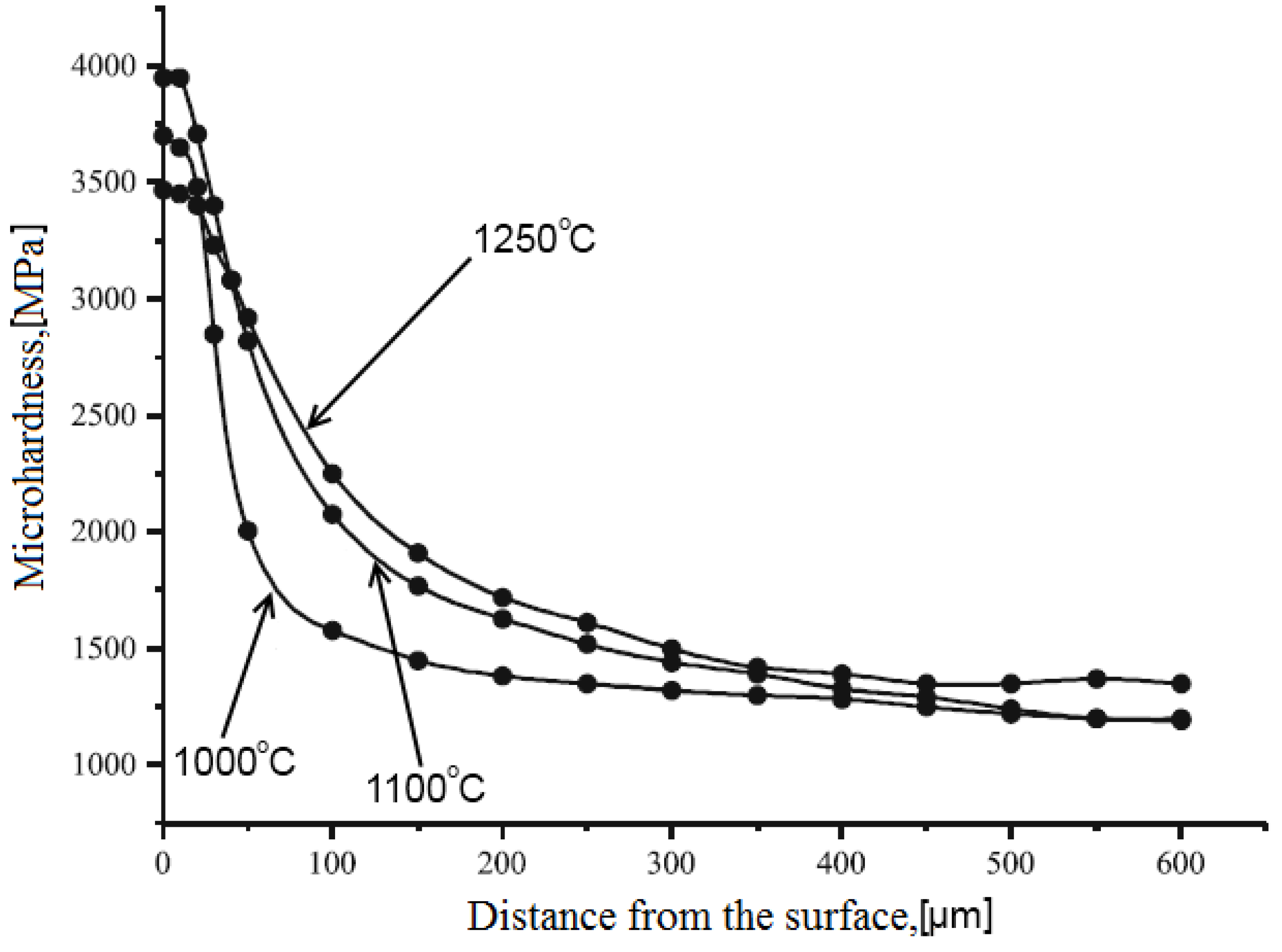
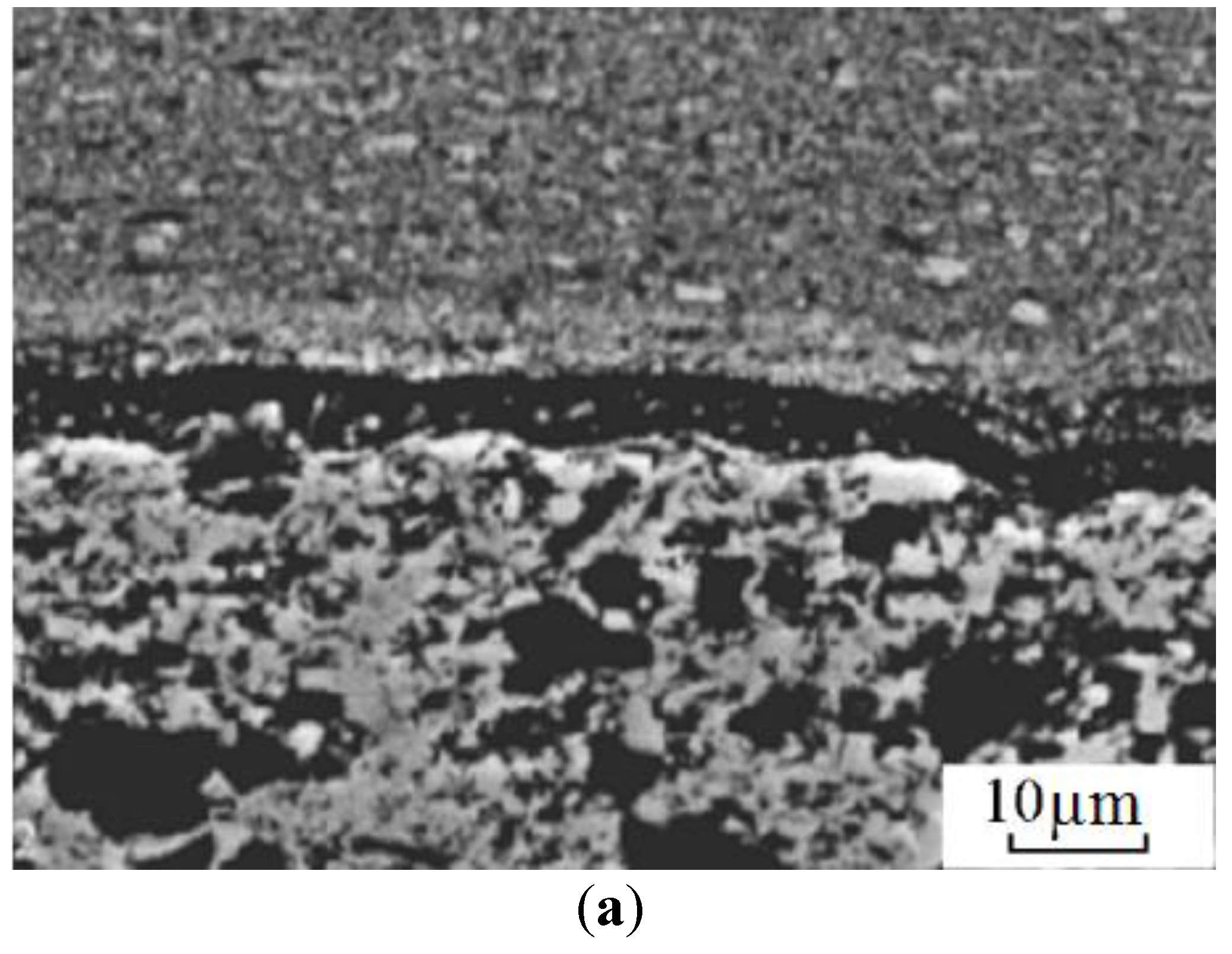
26]. The developed sintering method was proposed by the authors as a promising technique of consolidation of antifriction materials based on Ti-alloys. The surface layer of the sample sintered in the ammonia plasma is 2.5 times harder than the rest of the sample (
Figure 8).
Figure 8.
Microhardness profiles for Fe-FeTi samples sintered at different temperatures in the ammonia plasma.
Figure 8.
Microhardness profiles for Fe-FeTi samples sintered at different temperatures in the ammonia plasma.
Consolidation of powders with the help of electric current can be performed in such a manner that a layer of the powder material is sintered to a substrate and while it is rolled between two rollers, an electric pulse is passed through the assembly [
12]. An earlier publication revealed the difficulties of working with ferromagnetic powders, which tended to move away from the strip influenced by an alternating magnetic field associated with the current passing through the rollers [
30]. However, the problem could be solved by using a direct current.
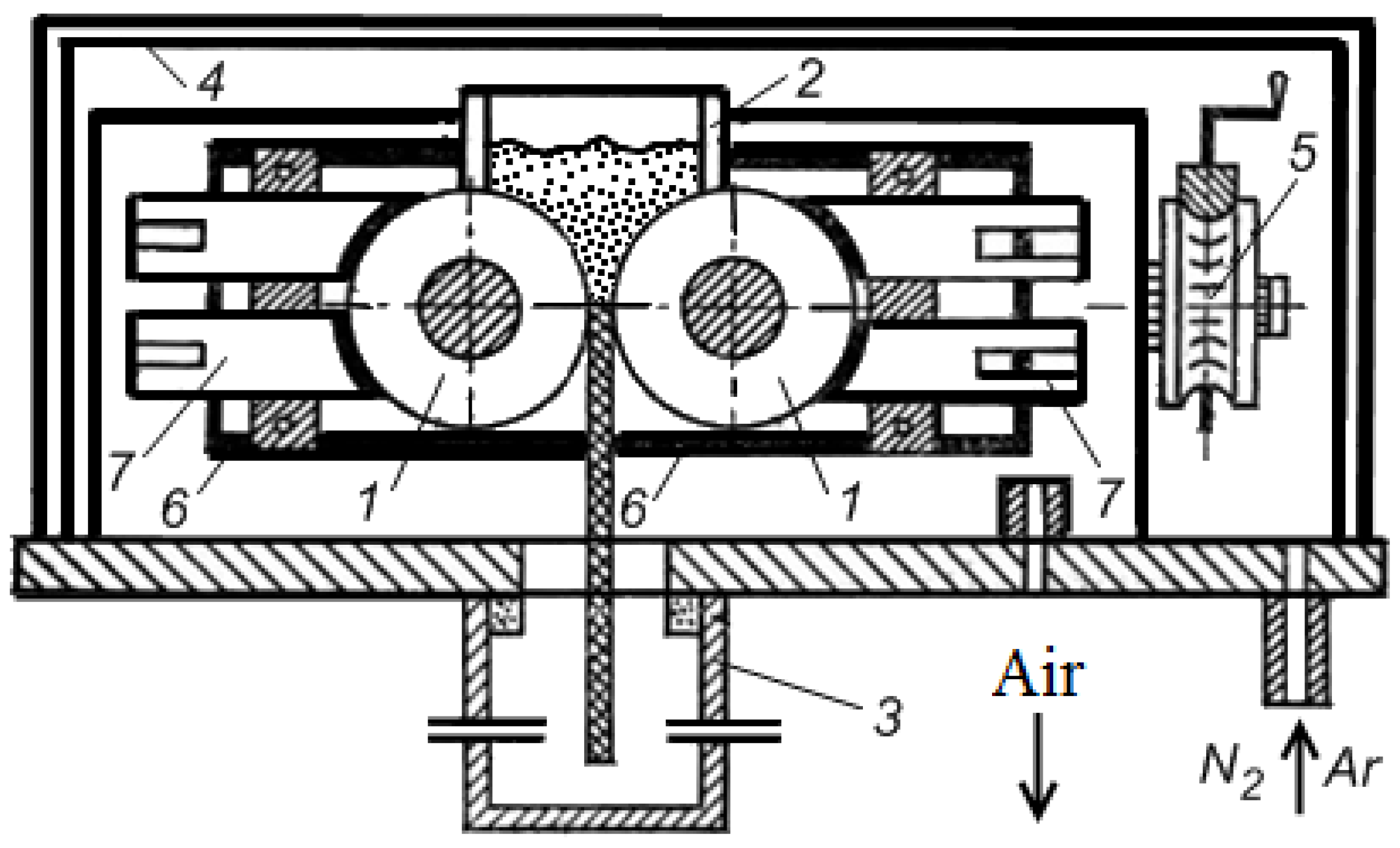
In order to study the electric current-assisted formation of coatings from powders, a series of set-ups were designed in the Institute of Powder Metallurgy, Belarus (
Figure 9) [
12]. The investigations showed that before the processing could be used on an industrial scale, certain challenges needed to be tackled, such as preventing powder sticking to the rollers and ensuring a better quality of the substrate surface for stronger adhesion of the coating. As possible solutions, the authors suggest using a flux compound to remove oxide films from the surface of the substrate, depositing galvanic coatings or employing specially designed rollers, e.g., graphite water-cooled rollers. As a general conclusion, the authors point to the high potential of this method and a possibility of automation.
Figure 9.
Schematic of the set-up to produce composite strips: 1—contact welding apparatus; 2—substrate strip; 3—calibrating tool; 4—dispenser box; 5—flattening tool; 6—powder feeder; and 7—pulley with a strip.
Figure 9.
Schematic of the set-up to produce composite strips: 1—contact welding apparatus; 2—substrate strip; 3—calibrating tool; 4—dispenser box; 5—flattening tool; 6—powder feeder; and 7—pulley with a strip.
Scientists from Belarus State Research and Production Powder Metallurgy Association, Minsk used a pilot-production facility to conduct high-voltage electric pulse sintering [
31,
32,
33,
34,
35,
36,
37,
38,
39,
40,
41,
42,
43,
44,
45,
46,
47,
48].
This facility had a capacitor bank [
39], the pulse duration was 10–100 μs [
35], current densities were in the range of 10
5–10
6 kA/m
2 [
38], the powder was sintered in air and in argon [
40,
42] after a pressing operation at 2–20 MPa [
37,
40]. The influence of pressure on the sintering results was studied [
45]. The optimal pre-pressing parameters were found based on the measured resistivity, bending strength and radial shrinkage as functions of applied pressure.
Belyavin
et al. [
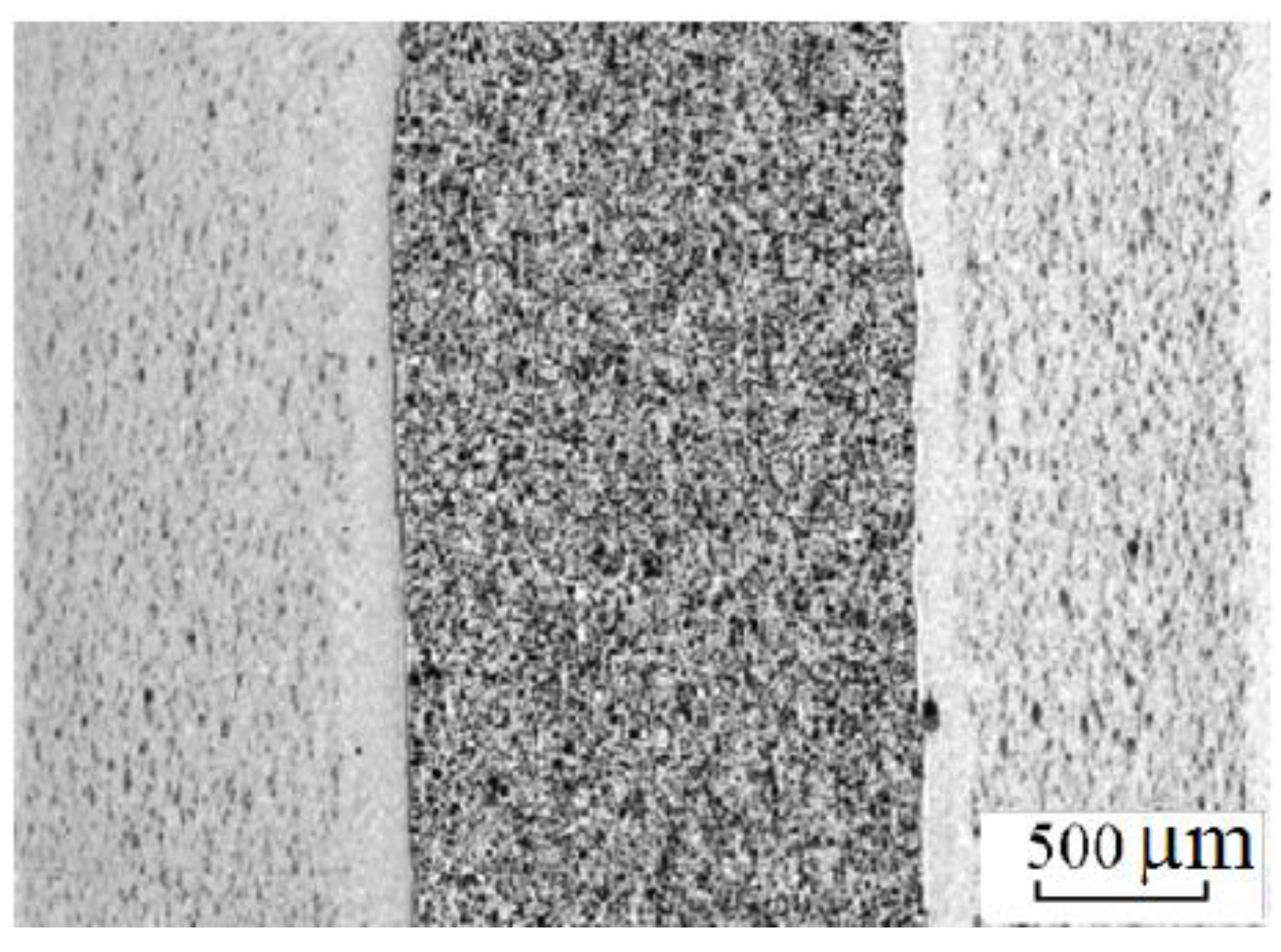
36] succeeded in consolidating long-length porous permeable parts from titanium. The dependences of the resistance of the sintered parts on the pressure and sample length were obtained by Kaptsevich
et al. [
40]. The stability of the sintered part pre-pressed at a pressure of 10 MPa is achieved when the sample height is 20–80 mm while the height to diameter ratio is in the range from 7:1 to 27:1. These results created grounds for the development of other consolidation methods for this type of sintered parts [
38]. The best results were obtained when the length of the sample was increased step by step. No visible boundary was observed between different parts of the sample, which maintained uniformly distributed porosity and the same level of properties along its length.
An interesting investigation was conducted in the Joint Institute for High Temperatures of the Russian Academy of Sciences in 1999 aimed at finding the parameters of the first stage of electric pulse sintering that would make it unnecessary to perform the second stage [
22]. The influence of the voltage of the properties of the sintered material was mainly studied. In another publication, Konotop
et al. [
49] considered the selection of the working parameters of pulsed current sources. The main area of the studies was sintering at voltages of 3 kV and higher. The experiments were conducted with current sources VIU-20 (Kharkov Polytechnic Institute, Kharkov, Ukraine) and VIU-50 (Kharkov Polytechnic Institute, Kharkov, Ukraine), which are used to fabricate anodes of metal-oxide-semiconductor capacitors by means of electric pulse sintering. The authors concluded that the optimal voltage range for VIU-50 was 13–15 kV, while for VIU-20 it was 30–33 kV, which is higher than the voltage normally used.
The effect of the durations of the two sintering stages on the properties of the Cu-Sn sintered material was studied by Baidenko
et al. [
50]. The results of the study show that the duration of the first sintering stage plays a decisive role. As the duration of the second stage increases from 0 to 15 s, the density of the sintered material increases from 41.5% to 97.8% (
Table 1). As the duration of the second stage increases up to 20–25 s, the density remains practically unchanged. The maximum density (97.8%) is reached in the sample sintered for 30 s at the second stage. The material hardness experiences a 4-fold increase as the second stage duration increases from 0 to 15 s, the bending strength reaches maximum for the sample sintered for 15 s while the fracture toughness is maximal for the sample sintered for 25 s at the second stage.
Table 1.
Hardness and relative density of Cu-Sn materials consolidated by two-stage electric pulse sintering using different duration of the stages.
Table 1.
Hardness and relative density of Cu-Sn materials consolidated by two-stage electric pulse sintering using different duration of the stages.
| No. | Duration of the stages, s | Relative density, % | Hardness HRB | Fracture toughness kJ/m2 |
|---|
| t1 | t2 |
|---|
| 1 | 10 | 30 | 93.7 | 82.0 | 5.0 |
| 2 | 15 | 30 | 94.6 | 84.0 | 5.4 |
| 3 | 20 | 30 | 94.9 | 85.0 | 5.3 |
| 4 | 25 | 30 | 95.0 | 88.0 | 6.1 |
| 5 | 30 | 0 | 41.5 | 20.0 | 1.7 |
| 6 | 30 | 5 | 54.8 | 24.0 | 1.8 |
| 7 | 30 | 10 | 74.6 | 55.0 | 2.8 |
| 8 | 30 | 15 | 96.6 | 89.0 | 5.6 |
| 9 | 30 | 20 | 96.8 | 92.0 | 6.0 |
| 10 | 30 | 25 | 97.1 | 91.0 | 9.5 |
| 11 | 30 | 30 | 97.8 | 93.0 | 5.7 |
Electric pulse sintering has been studied in Moscow Engineering Physics Institute since 1975 [
7,
8,
9,
10,
11,
51,
52].
Figure 10 shows the underlying principle of the process. Powder 1 is placed in die 2 made of a dielectric material. The pressure is transferred to the sample through punches 3 also acting as electrodes. The punches carry the pulsed current over to the material being sintered in the die.
Figure 10.
Schematic of an electric pulse sintering set-up.
Figure 10.
Schematic of an electric pulse sintering set-up.
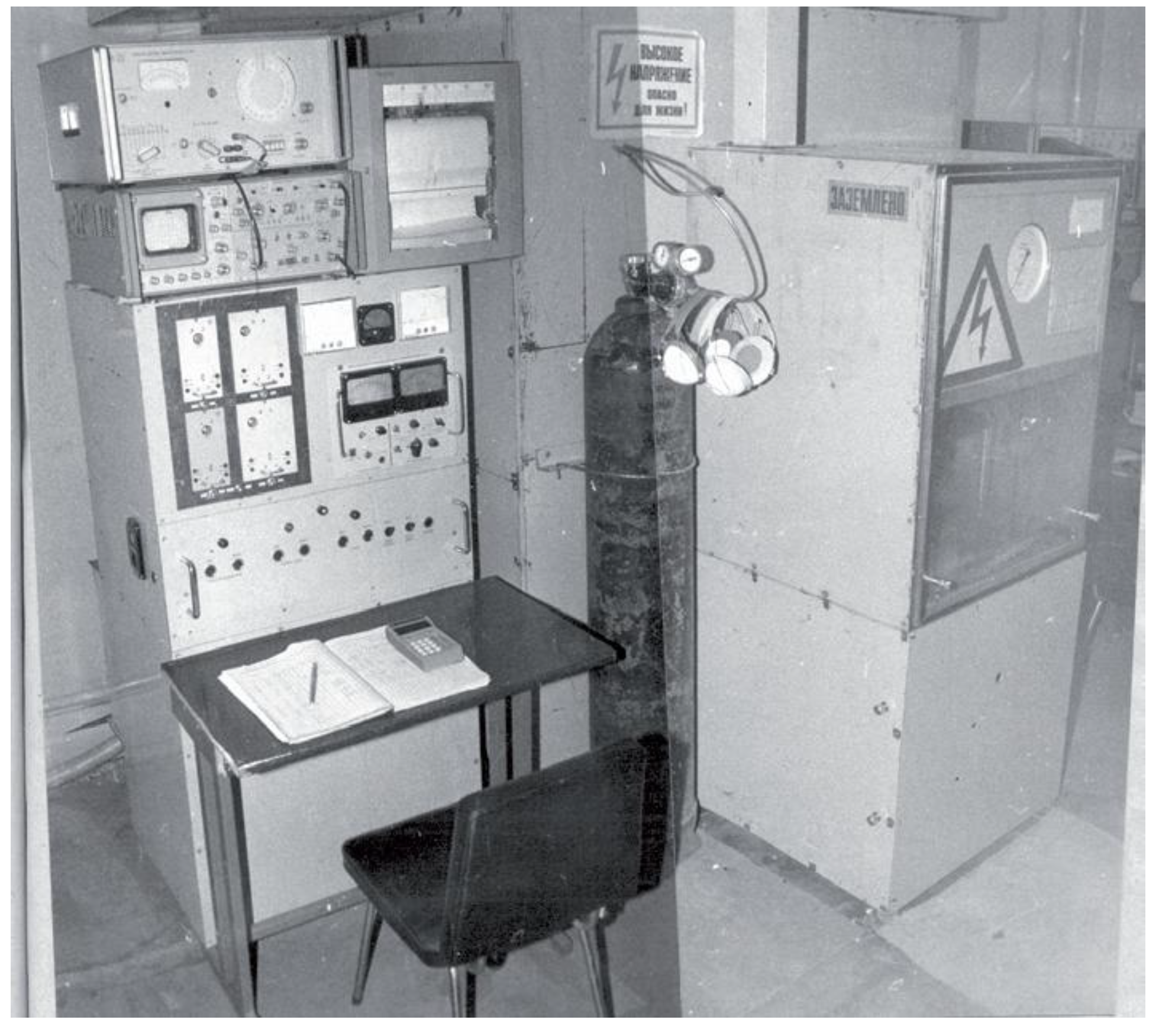
The kinetics of electric pulse sintering was investigated by Grigoryev [
28,
53], who used an experimental facility shown in
Figure 11.
Figure 11.
An electric pulse sintering facility.
Figure 11.
An electric pulse sintering facility.
The set-up includes an energy storage device—a capacitor bank capable of storing up to 75 kJ—a commutator (trigatron switch) capable of withstanding current pulses up to 10
6 A, a system for temperature measurements, a device to record the densification kinetics and a pressing system (an air cylinder developing a force of 50 kN). The die is made of a ceramic non-conducting material; the punches are made of molybdenum. The sequence of processes involved in the powder sintering was studied in detail, which allowed the authors to conclude that during sintering the punches move at a constant speed. The speed increases with increasing current amplitude and applied pressure. The density of sintered material depends on the current amplitude. The process duration is 6–16 ms. A conclusion made previously was confirmed [
54] on the following relationship between the discharge duration
t0, densification time
t1 and the time necessary for the sintered sample to cool through heat dissipation
t2:
t0 <
t1 <<
t2.
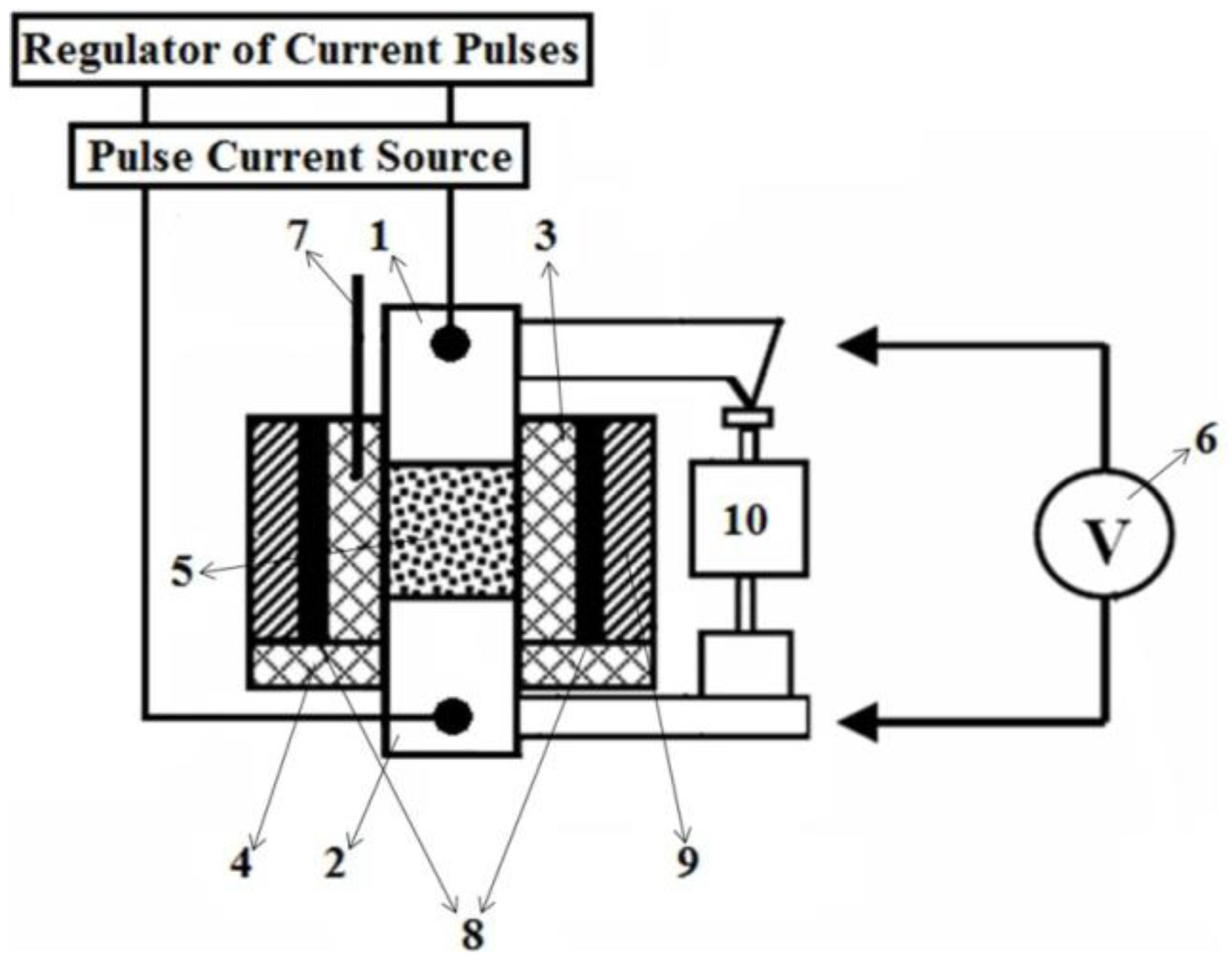
In Dagestan State Technical University and Dagestan State University, sintering of silicon carbide ceramics was studied [
55,
56]. A schematic of the set-up is shown in
Figure 12. The insulating dies were made of sapphire. High-power pulse generators were used as current sources.
Figure 12.
Block-diagram of the electric pulse sintering facility to sinter SiC ceramics: 1 and 2—electrodes; 3—die; 4—insulating washer; 5—powder compact; 6—voltmeter; 7—thermocouple; 8—heating element; 9—steel belt; and 10—pressure gauge.
Figure 12.
Block-diagram of the electric pulse sintering facility to sinter SiC ceramics: 1 and 2—electrodes; 3—die; 4—insulating washer; 5—powder compact; 6—voltmeter; 7—thermocouple; 8—heating element; 9—steel belt; and 10—pressure gauge.
In Frantsevich Institute for Problems of Materials Science, National Academy of Sciences of Ukraine, electric pulse sintering of powders at a constant pressure was studied [
6,
57]. Mixtures of iron with Mn, C, Ti, Cr and Si were investigated.
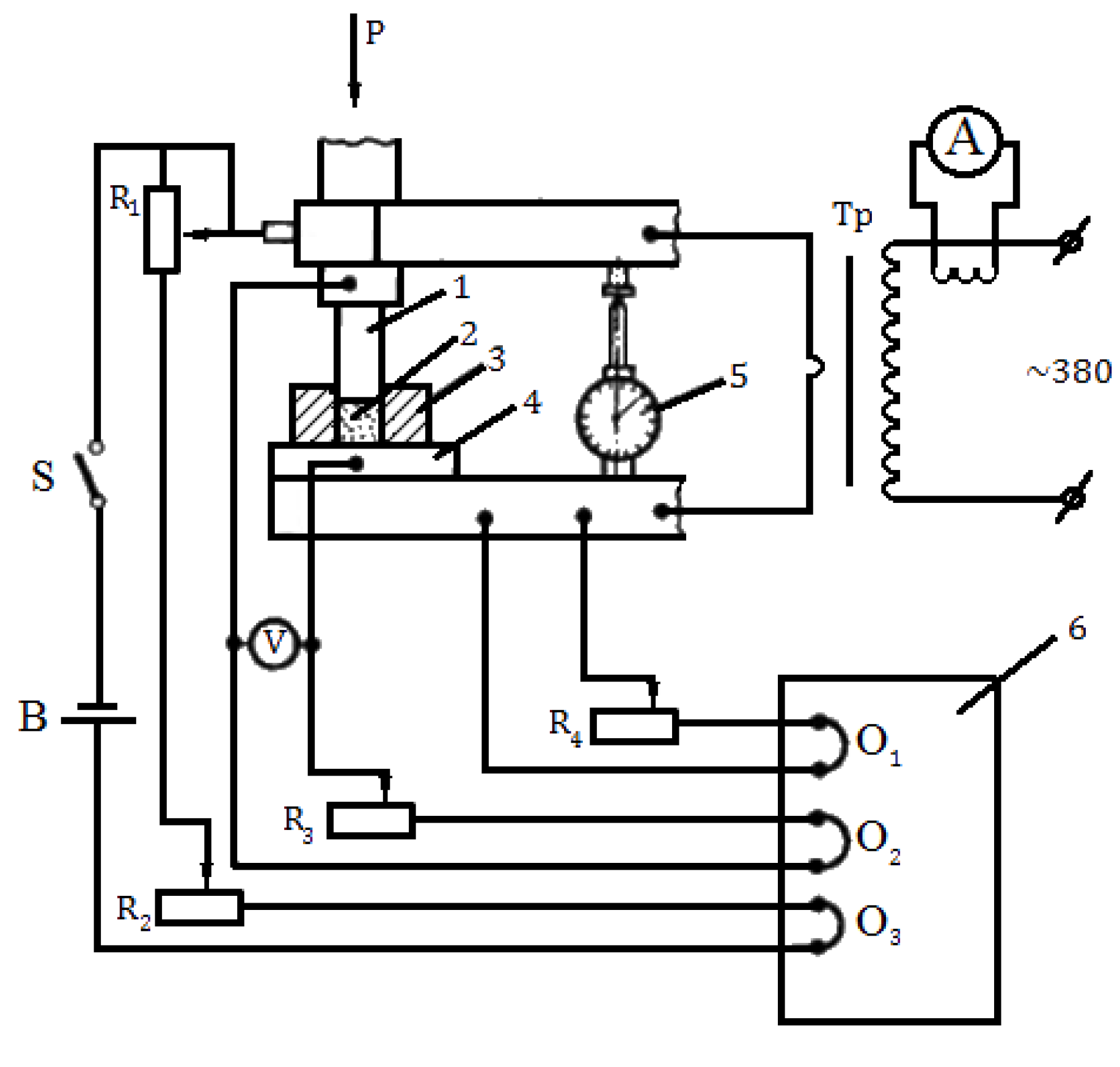
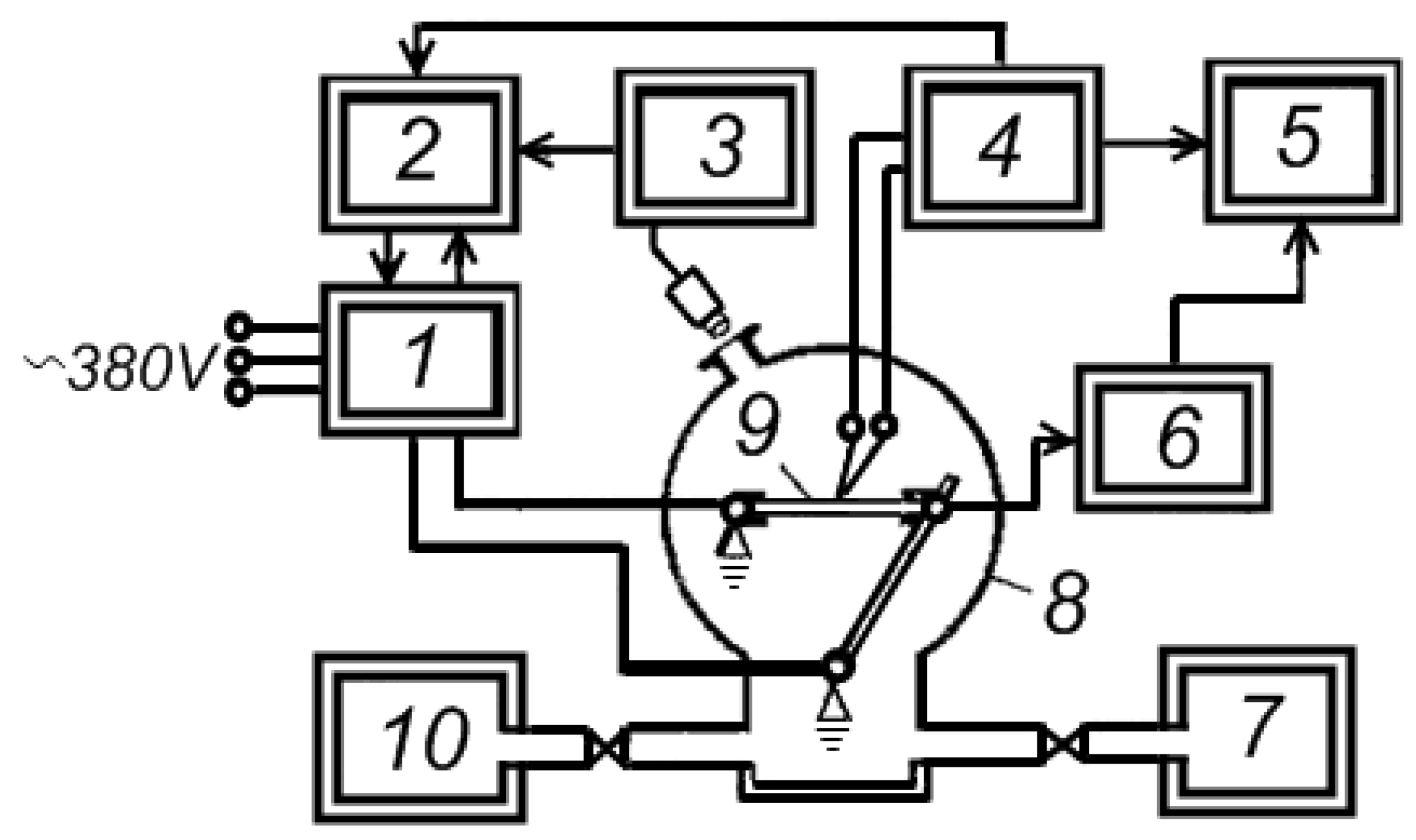
The experiments were conducted using a contact welding facility of MRP-400 type. The pulsed current cycles were controlled by a circuit breaker of PISh-200 type. A schematic of the set-up is shown in
Figure 13.
Figure 13.
A set-up to record shrinkage during electric pulse sintering: R1—rheocord; R2, R3, R4—rheostats; V—voltmeter; Tp—transformer; A—ammeter; O1, O2, O3—oscilloscope probes; B—current source; S—switch; 1—movable punch; 2—powder compact; 3—die; 4—fixed punch; 5—dial indicator; and 6—oscilloscope.
Figure 13.
A set-up to record shrinkage during electric pulse sintering: R1—rheocord; R2, R3, R4—rheostats; V—voltmeter; Tp—transformer; A—ammeter; O1, O2, O3—oscilloscope probes; B—current source; S—switch; 1—movable punch; 2—powder compact; 3—die; 4—fixed punch; 5—dial indicator; and 6—oscilloscope.
2.2. Low-Voltage Consolidation
This section reviews electric current-assisted methods that use low voltages. To refer to such methods, different terms are used, such as spark plasma sintering and electric discharge sintering. Different types of equipment and a wide range of experimental parameters have been used; many studies were conducted under an applied pressure.
A significant contribution to the development of low-voltage electric current-assisted methods was made by researchers of Frantsevich Institute for Problems of Materials Science, National Academy of Sciences of Ukraine. The majority of studies performed until 2007 in this Institute and other research organizations were conducted using a facility developed and manufactured by a research team led by Raichenko in 1976 [
5]. In the following years, ERAN 2/1 set-up was also used in Frantsevich Institute for Problems of Materials Science [
58,
59,
60,
61,
62,
63]. In 2008–2010, Gevorkyan and Gutsalenko in Kharkov published a series of articles on sintering of ceramic materials using a hot-pressing facility with direct current heating [
64,
65,
66,
67,
68]. In Nizhny Novgorod State Technical University, a team led by Mal’tsev conducted studies on sintering of powders during rolling [
13,
14,
15,
16,
17,
18,
19,
20]. In the middle of the 1960s, Frantsevich Institute for Problems of Materials Science developed a sintering method based on the use of high-frequency currents [
69,
70,
71,
72,
73]. Dresvyannikov, Kolpakov, Doronin and other researchers of Kazan State Technical University conducted studies on spark plasma sintering [
21,
23,
74,
75,
76,
77,
78,
79]. Scientists from Kurdyumov Institute of Metal Physics, National Academy of Sciences of Ukraine have also made contributions to the development of this area (Andrushchik, Balakshina, Oshkaderov, Severyanina and others) [
80,
81,
82,
83,
84,
85,
86].
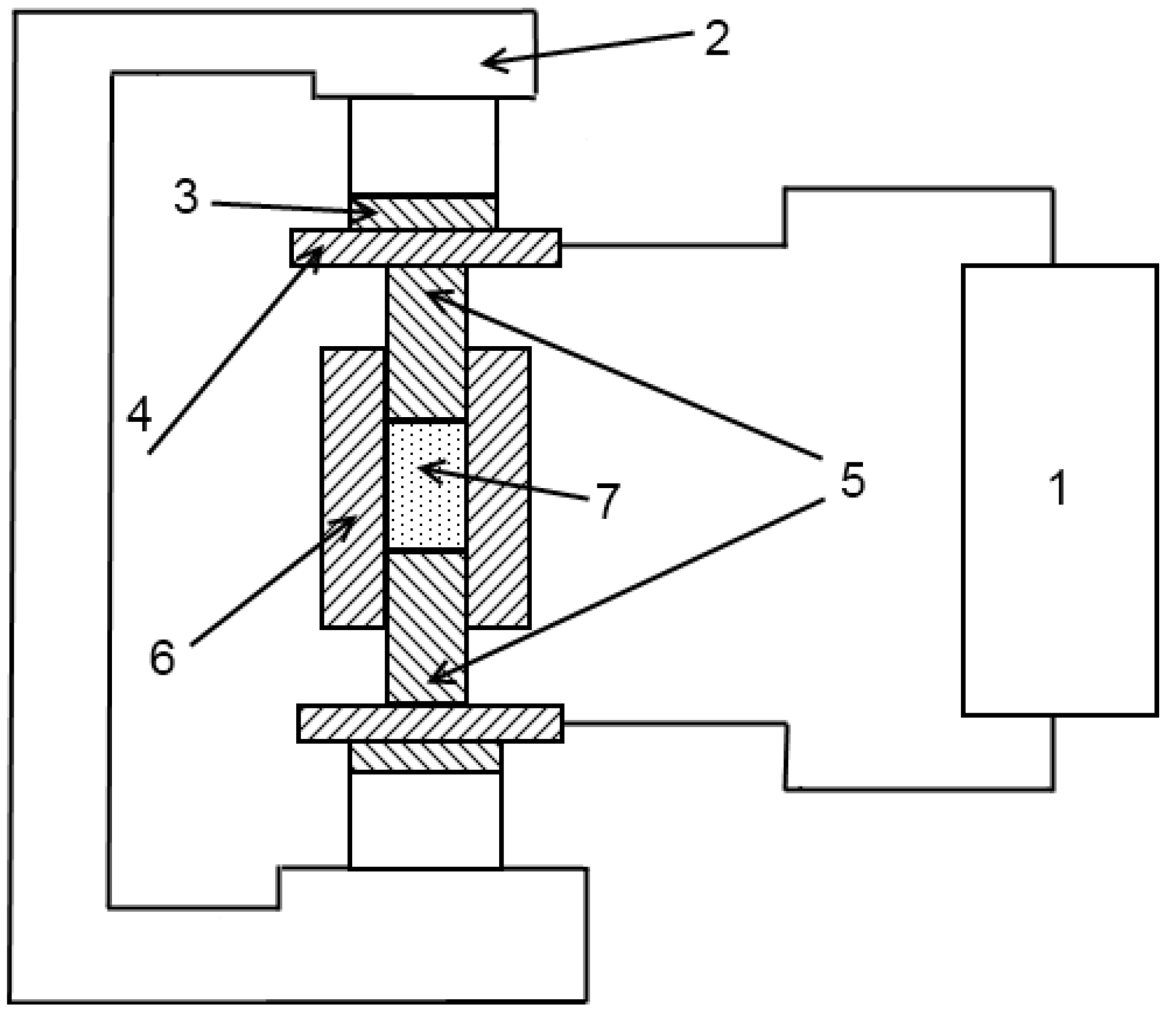
In 1976, sintering of binary powder mixtures was studied in Frantsevich Institute for Problems of Materials Science, Ukraine [
5]. A facility developed in this Institute to perform the sintering experiments is shown in
Figure 14.
Figure 14.
Schematic of an electric discharge sintering set-up: 1—current source; 2—press; 3—insulating plates; 4—current-carrying plates; 5—punches (electrodes); 6—die; and 7—powder compact.
Figure 14.
Schematic of an electric discharge sintering set-up: 1—current source; 2—press; 3—insulating plates; 4—current-carrying plates; 5—punches (electrodes); 6—die; and 7—powder compact.
The studies were aimed at comparing the defect state of the materials obtained under different conditions. In the first series of experiments, the current density was varied from 397 to 624 A/cm2 while other parameters remained constant (frequency of 2.6 kHz, sintering time of 30 s, applied pressure of 85–88 kg/cm2). In the second series, the sintering time was varied from 10 to 45 s while the current density was constant (624 A/cm2).
The same year Raichenko and his colleagues studied electric discharge sintering of aluminum, copper, iron [
87] and electrolytic nickel [
88], and a year later, in 1977, reactive sintering of the Cu-Al powder mixture by the electric discharge method was reported [
89]. Sintering was performed using the set-up of
Figure 14.
Raichenko
et al. [
90,
91,
92], Svechkov
et al. [
93], Baidenko
et al. [
94,
95,
96] and Ryabinina
et al. [
97,
98] conducted a large number of experiments using this set-up.
Raichenko and his colleagues [
99,
100] studied the processes occurring at the inter-particle contacts during electric discharge sintering in the case of spherical particles. They also sintered tool materials by electric discharge sintering and studied the influence of the content of an abrasive component on the mechanical properties and microstructure [
101].
Ryabinina (Orenburg Polytechnic University) studied the interaction of the punches (electrodes) with a metallic powder [
102,
103,
104,
105] and sintering of composite materials [
106,
107,
108]. The electric discharge sintering experiments were conducted using the facility designed in Frantsevich Institute for Problems of Materials Science, Ukraine.
Scientists from Kurdyumov Institute of Metal Physics, National Academy of Sciences of Ukraine (Andrushchik
et al [
80,
81,
82]) investigated the governing relationships of electric contact sintering of pre-pressed powder compacts for an extended period of time.
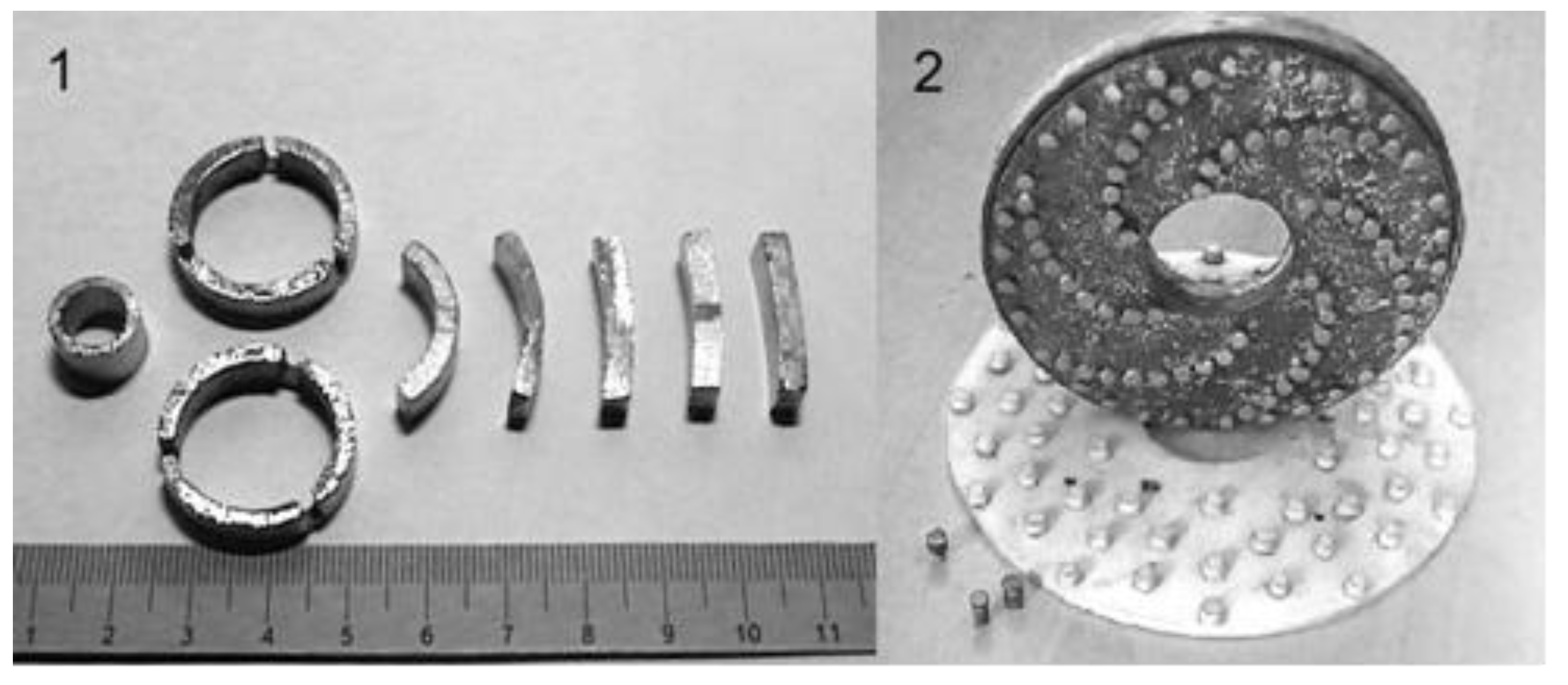
These investigations allowed the development an automated prototype set-up to sinter ring-shaped samples (
Figure 15). Sintering was performed in hydrogen.
In 1985, Hermel
et al [
83], Andrushchik
et al [
84,
85] conducted research on electric contact sintering of iron powders. The method uses electric current (alternating or direct) that passes directly through the sample, which can be 50–150 mm long and can have a cross-section of 50 mm
2. By varying the pulse duration, the authors changed the power input in the sample, which in turn, allowed control of the heating rate. The heating rate could be varied between 10 and 500 °C/s, the voltage between 0 and 50 V; the maximum current was 1500 A. The experimental set-up consists of three main parts: a power unit, a control and automation unit and a heating chamber (
Figure 15) [
86].
Figure 15.
Principle scheme of the electric contact sintering set-up: 1—power unit; 2—control unit; 3—photoelectric pyrometer; 4—temperature recording unit; 5—recording potentiometer; 6—electrical dilatometer; 7—gas system; 8—working chamber; 9—sample; and 10—vacuum station.
Figure 15.
Principle scheme of the electric contact sintering set-up: 1—power unit; 2—control unit; 3—photoelectric pyrometer; 4—temperature recording unit; 5—recording potentiometer; 6—electrical dilatometer; 7—gas system; 8—working chamber; 9—sample; and 10—vacuum station.
The same set-up was used by Andrushchik and Oshkaderov [
86] in 2003 to study electric contact sintering of iron-based alloys.
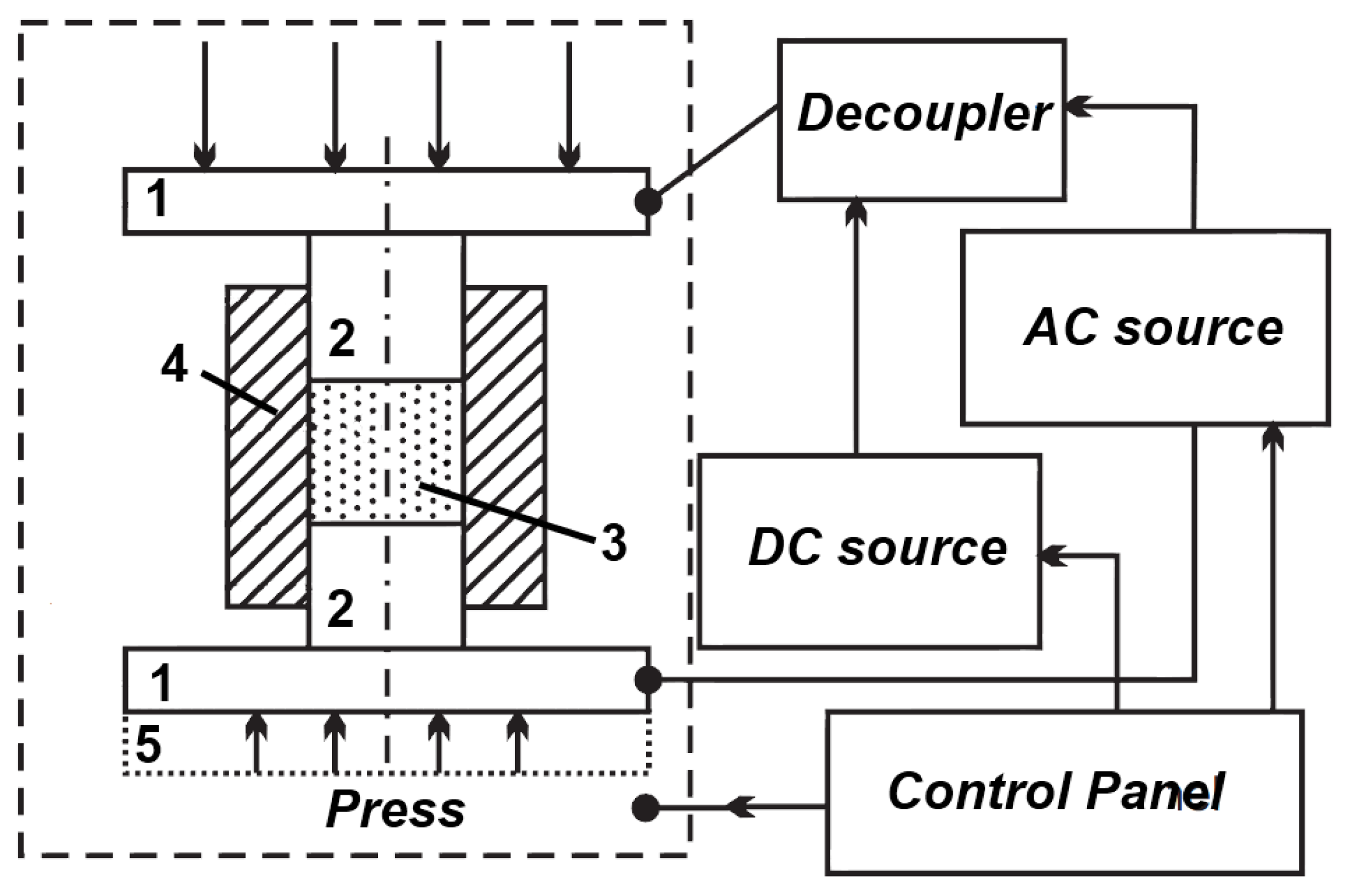
Electric discharge sintering was also conducted using ERAN 2/1 facility of Frantsevich Institute for Problems of Materials Science, National Academy of Sciences of Ukraine [
58,
59,
60,
61] shown in
Figure 16. This facility allows heating samples 8 mm in diameter up to 1700 °C in 90–120 s.
The samples were sintered under the following conditions: an alternating current of 0.3 kA, a direct current of 1.1 kA and a pressure of 80 MPa were used. Electric current was applied to the powder compact using graphite tooling. When graphite tooling is heated up to 1100 °C, it can react with oxygen to form CO, which serves as protective atmosphere for the consolidated samples.
Figure 16.
ERAN 2/1 installation for electric discharge sintering: 1—current-carrying plates of the hydraulic press; 2—punches (electrodes), graphite MPG-6; 3—powder mixture; 4—die, MPG-6 graphite; and 5—press.
Figure 16.
ERAN 2/1 installation for electric discharge sintering: 1—current-carrying plates of the hydraulic press; 2—punches (electrodes), graphite MPG-6; 3—powder mixture; 4—die, MPG-6 graphite; and 5—press.
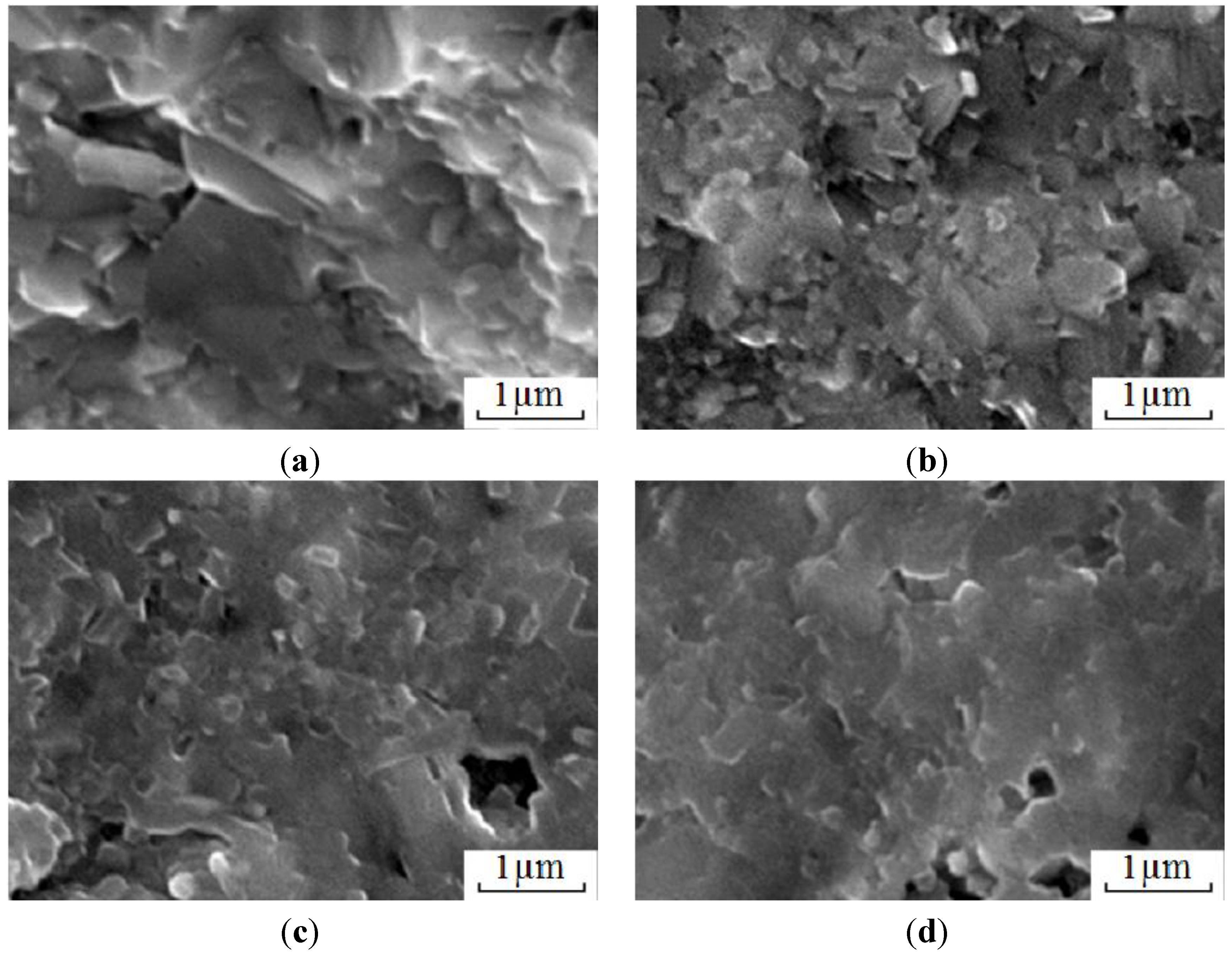
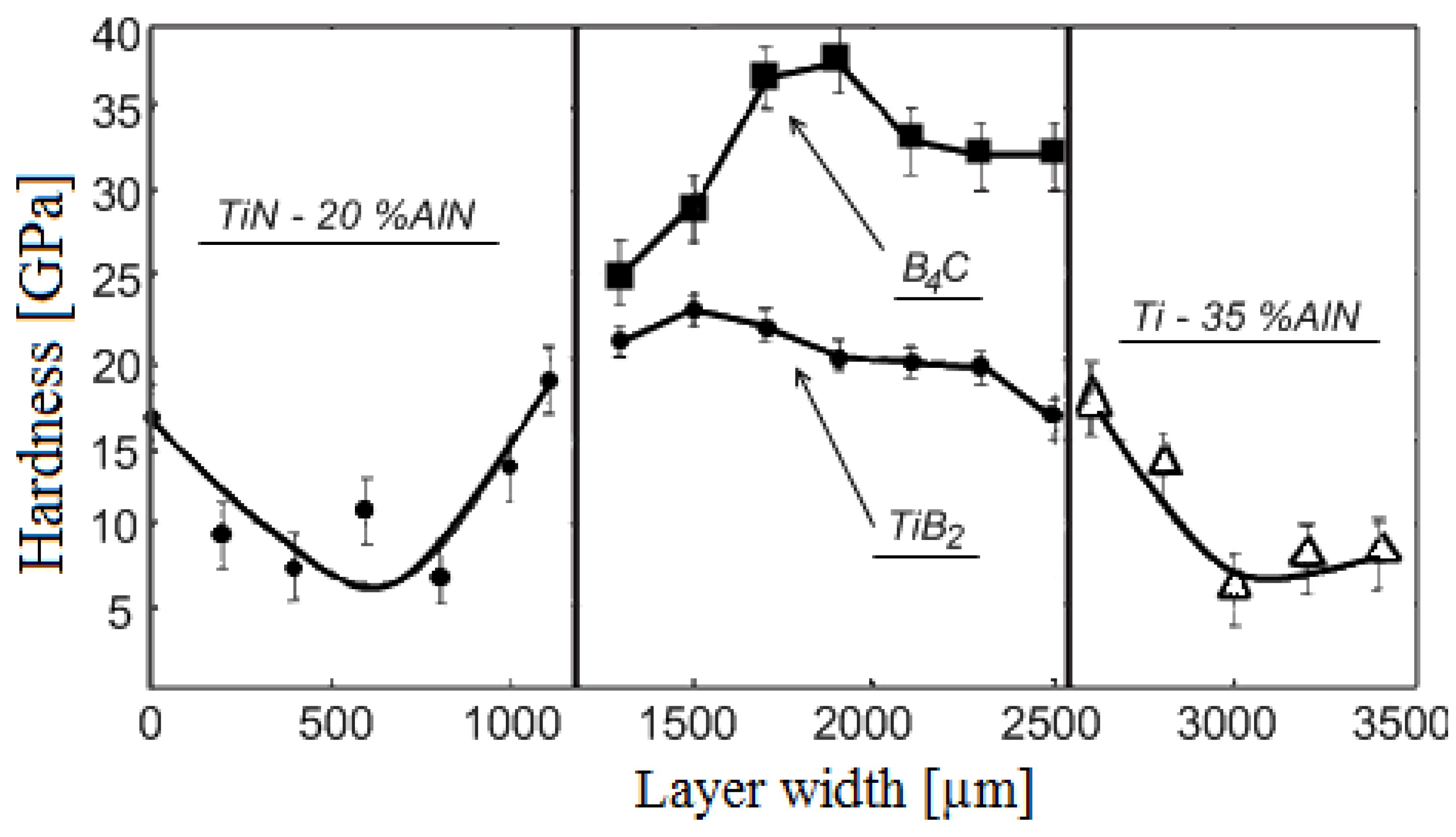
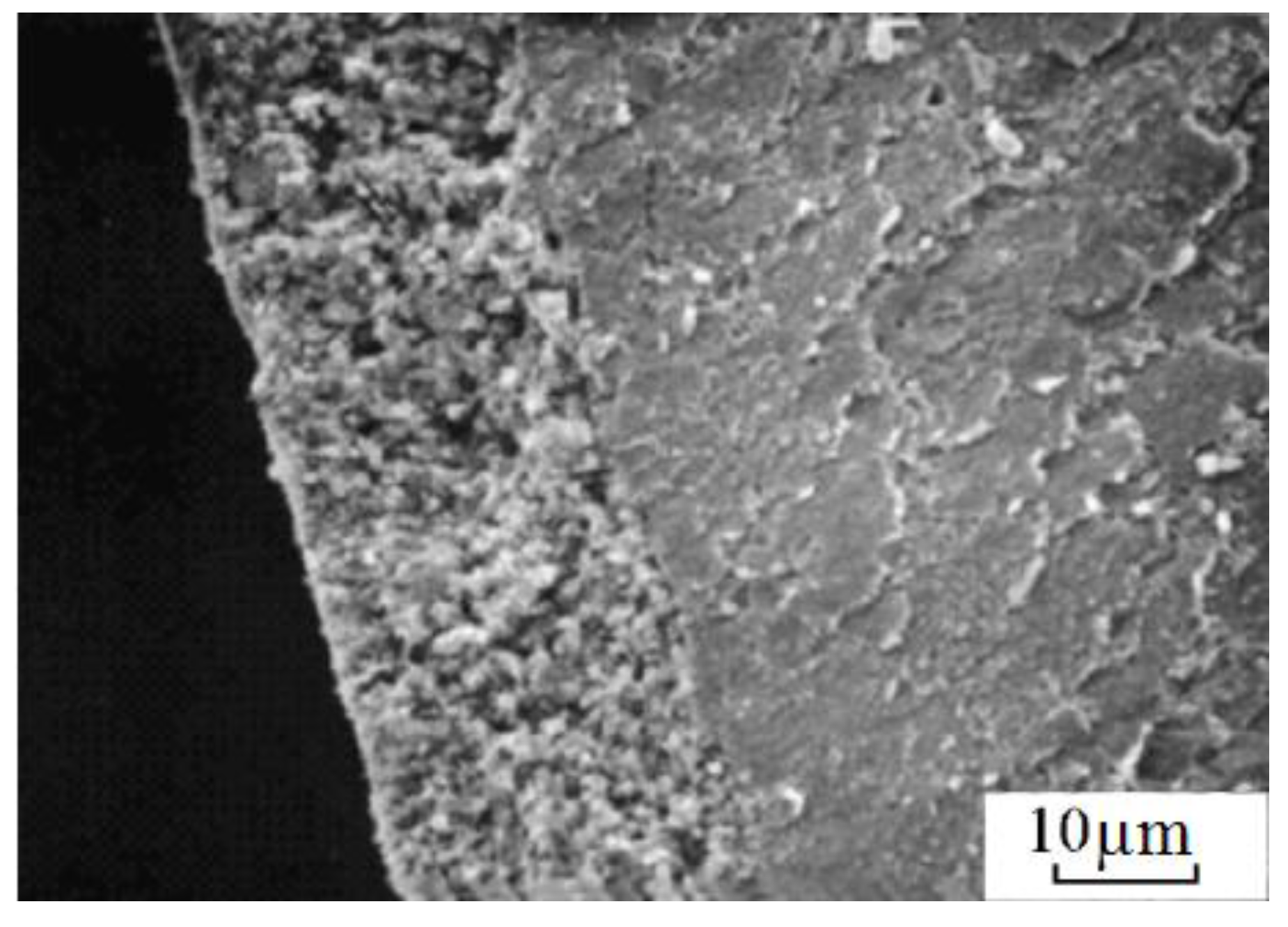
This set-up was subsequently used to sinter different materials. In Frantsevich Institute for Problems of Materials Science, National Academy of Sciences of Ukraine, titania ceramics was sintered using this method. In particular, Petukhov [
62] studied the influence of the processing parameters on the sintering behavior of the TiN-TiB
2 composites. Sintering was performed in air in a graphite die applying direct and alternating currents simultaneously. The density of the direct current was 5 × 10
6 A/m
2 while that of the alternating current was in the (2.0–2.5)·10
6 A/m
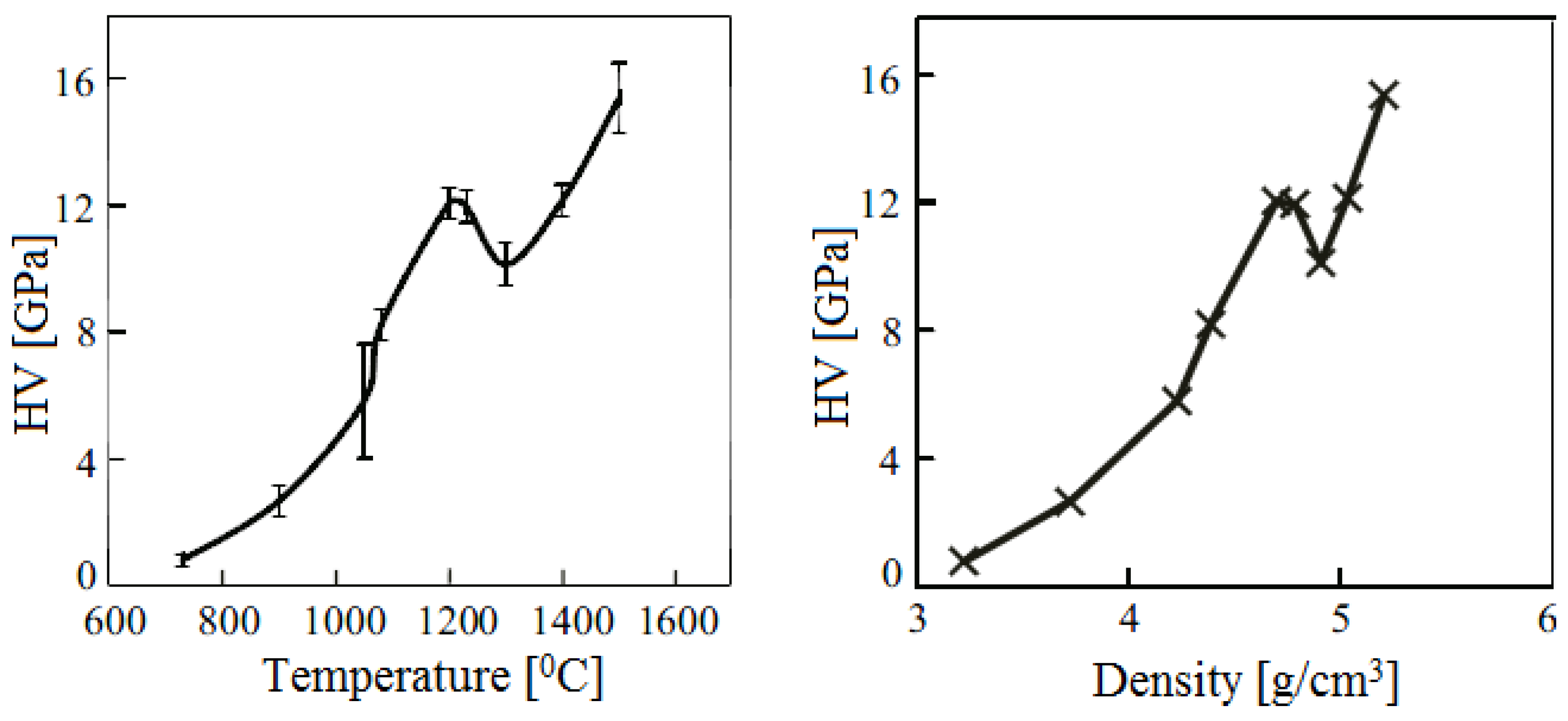
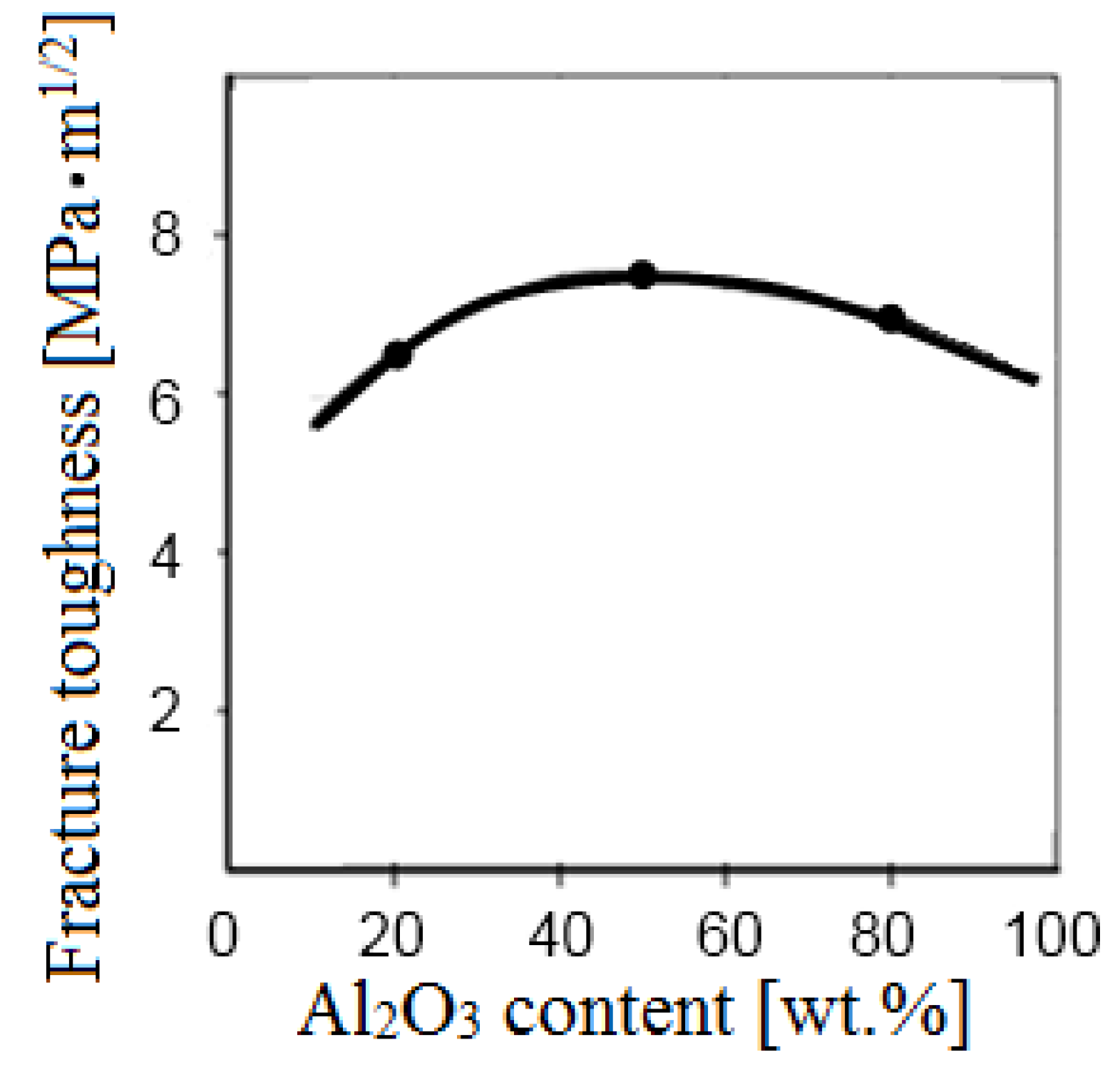
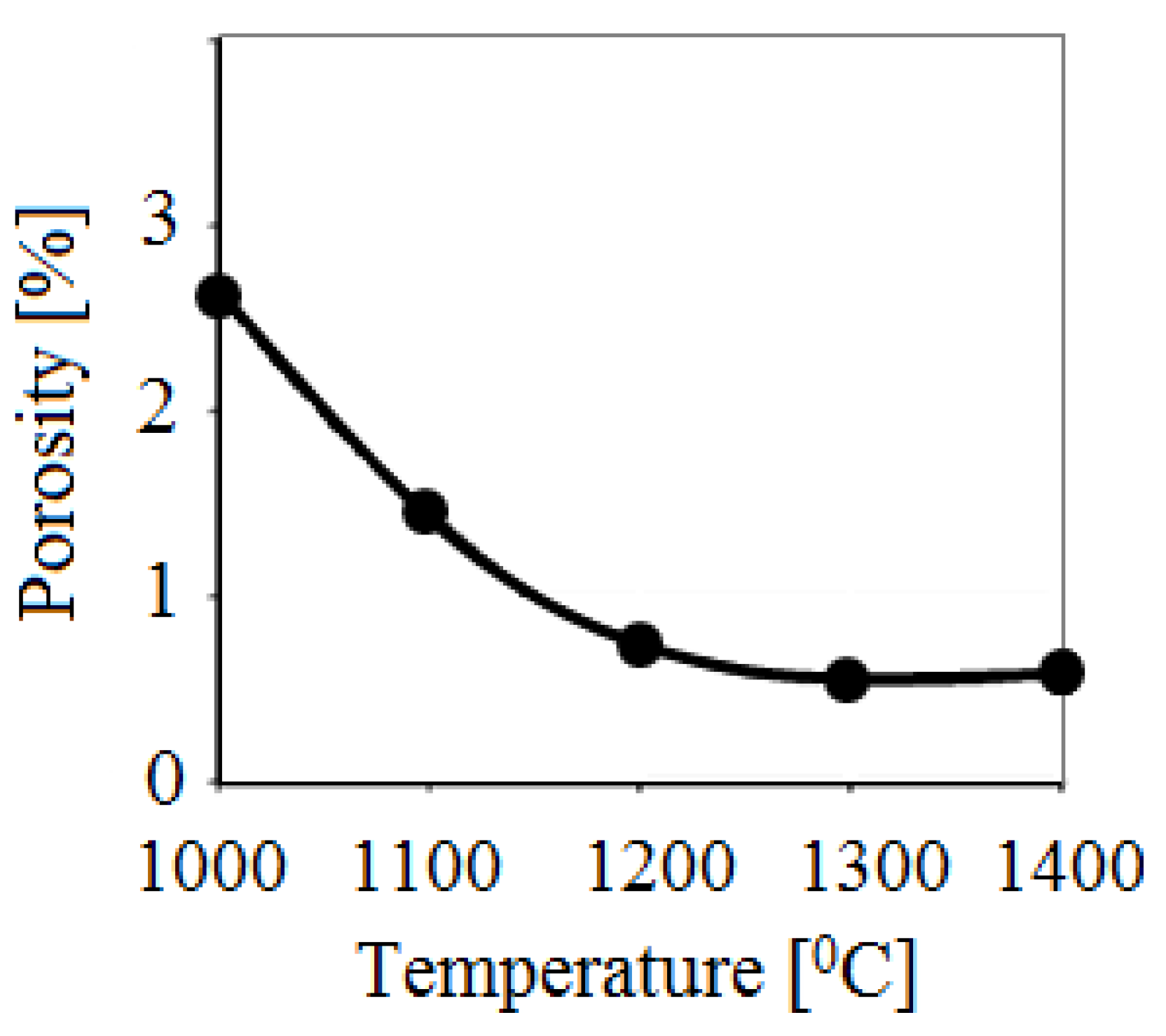
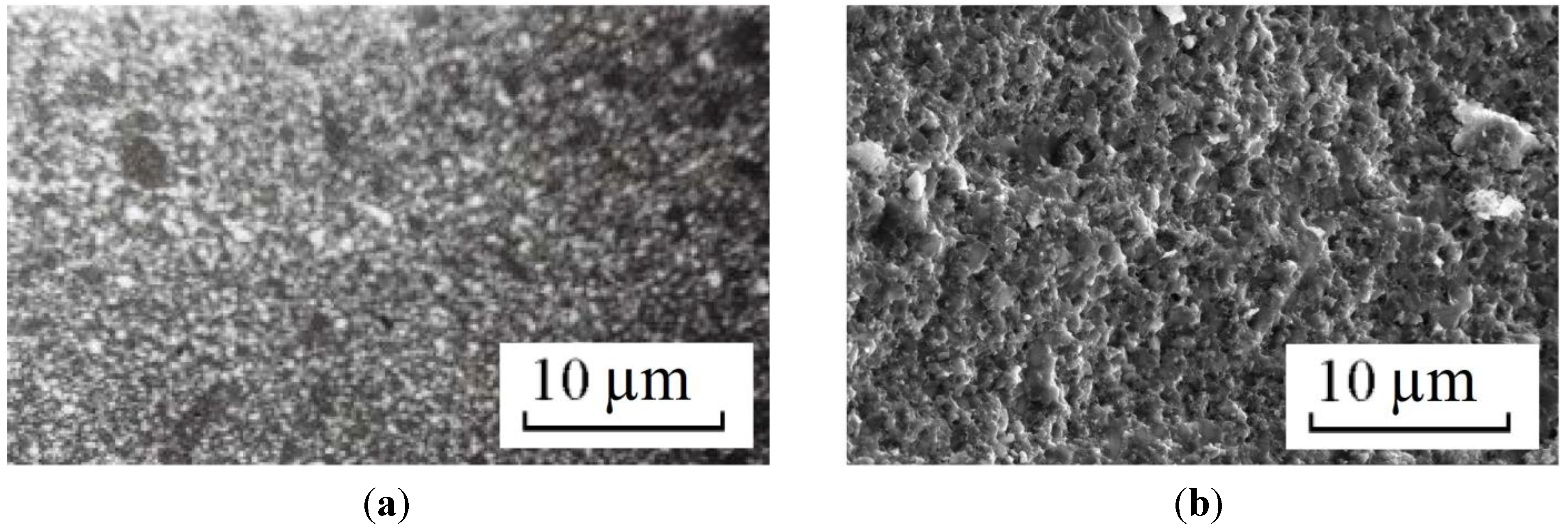
2 range, the frequency was 5 kHz, the heating rate was 28–42 °C/s and the total sintering time was 180 s. The applied pressure was 60–80 MPa. This helped establish an optimal electric contact between the graphite punch and the powder particles. The same material was also sintered using a sintering facility made by Sumitomo (Japan). In these experiments, a pulsed current was passed through the sample placed in a graphite die. The powders were treated in vacuum of 0.133 Pa to remove hydrogen. The total sintering time was 480–670 s, the heating rate was 2–4 °C/s and the applied pressure was 40 MPa. The first sintering method was shown to be more efficient resulting in a more uniform microstructure of the sintered samples of varied density and better mechanical properties.
A TiN powder was sintered using ERAN 2/1 set-up [
63] at a heating rate of 425 °C/min and a maximum temperature of 1500 °C. No isothermal holding of the sample at the maximum temperature was used.
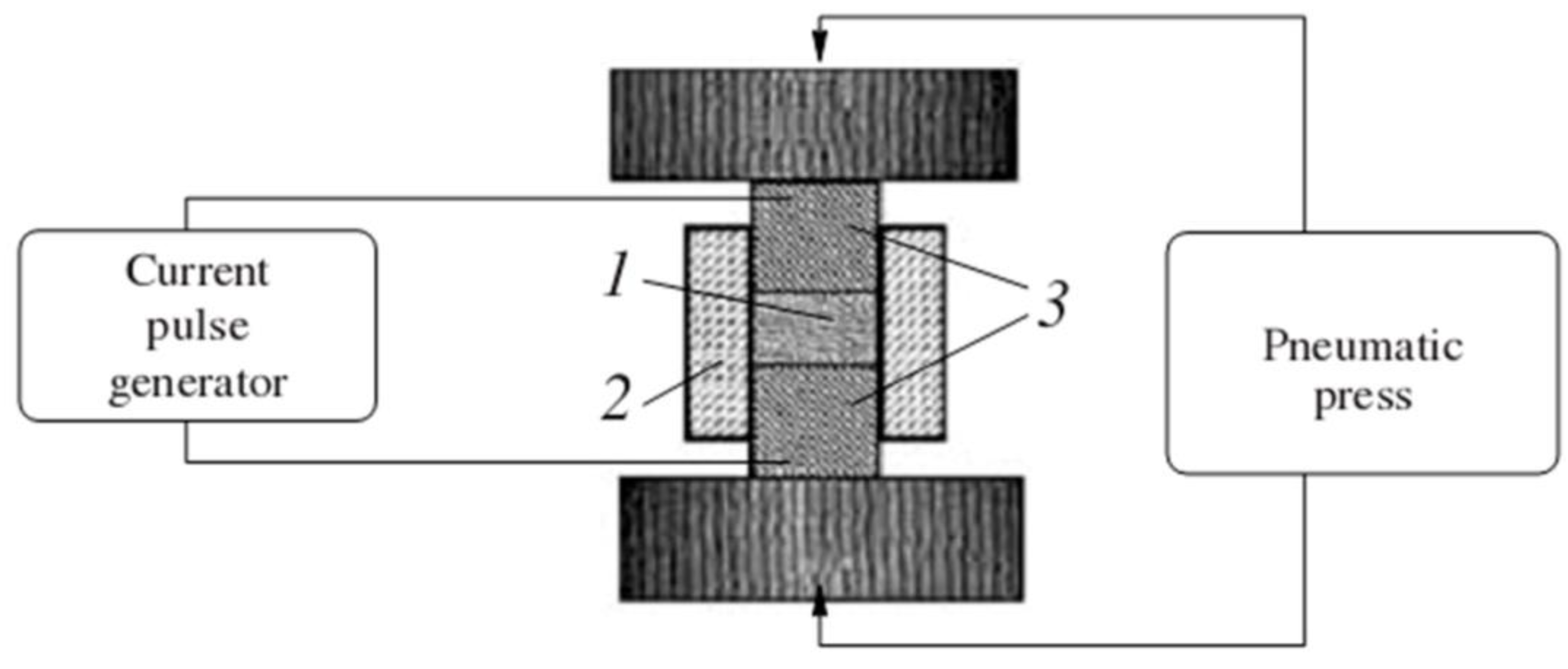
In 2009, a collaborative work was done by several research organizations in Russia (Nizhny Novgorod State Technical University, Russian Federal Nuclear Center—The All-Russian Research Institute of Experimental Physics and Institute of Metallurgy, Russian Academy of Sciences) on sintering of tungsten pseudoalloys [
109,
110]. Consolidation was performed by spark plasma sintering using a Dr. Sinter SPS-625 (SYNTEX Inc, Kawasaki, Japan) and by conventional pressure-less sintering. In both cases, before sintering the powders were hydrostatically pressed at a pressure of 50 MPa.
Low-voltage sintering was studied in Kazan State Technical University by Dresvyannikov [
74], Kolpakov
et al. [
75,
76]. They synthesized Fe
3Al by spark plasma sintering using a SPS-511S apparatus (SYNTEX Inc, Kawasaki, Japan) [
74,
75], sintered Al
2O
3-Fe cermets [
76] and synthesized different ceramic materials [
23]. The applied pressure in all experiments was 50 MPa. The heating time was 12 min. The samples were held at the maximum temperature (1000 °C) for 5 min.
Dresvyannikov
et al. [
77], Kolpakov
et al. [
21] sintered Fe-, Co- and Al-based precursors using a spark plasma sintering facility manufactured by Thermal Technology LLC (Santa Rosa, CA, USA). The samples were held for 30 min in a graphite die at a pressure of 60 MPa and at a temperature of 1200 °C. The heating rate was 50 °C/min and the residual pressure in the sintering chamber 0.8 × 10
−2–3 × 10
−2 Hg.
Petrova
et al. [
78,
79] investigated sintering of oxide nanopowders at different pressures and temperatures using the same facility.
Sintering of metal-ceramic materials by high-frequency currents (70 kHz) was studied in 1965–1966, in particular, a LZ-67 high-frequency facility (Leningrad factory of high-frequency systems, Sankt-Petersburg, Russia) was employed to sinter the piston-rings of the ZIL-158 motor [
69,
70].
For sintering of ring-shaped parts, a rotary set-up was specially constructed including a multi-turn inductor (Research and Production Association of Automotive Industry Autoprom). Sintering was conducted under an applied pressure.
Nikitina conducted sintering at the following parameters:
Icircuit = 0.7 A;
Ianode = 1 A;
U = 1 V [
106]. The samples were heated at a rate of 20 °C/min until indication of melting appeared. No holding at the maximum temperature was used; the samples were cooled in air. During sintering, the electric parameters changed and their final values were as follows:
Icircuit = 0.6 A;
Ianode = 1.2 A;
U = 0.8 V. The optimal heating regime for the Fe (balance)-1.35%, C-2%, Cu-4% composition corresponded to a combination of the following conditions:
Icircuit = 0.2 A;
Ianode = 0.9 A;
U = 7 V and a holding time of 38 s [
107].
In 1989, Plekhanov [
71] studied the process of making sealing rings on the basis of iron using sintering by high-frequency currents.
Sintering of pre-pressed rings was performed through 3-step heating, which included indirect heating, heating in a transverse magnetic field by an inductor and heating by a ring inductor. The author developed and assembled a set-up for sintering ring-shaped samples by high-frequency currents.
Ermakov and Krautman [
72] studied the sintering processes induced by high-frequency currents in steel powders.
In Orenburg State University, peculiarities of additional densification were considered for the compacts sintered form iron powders by high-frequency currents [
73].
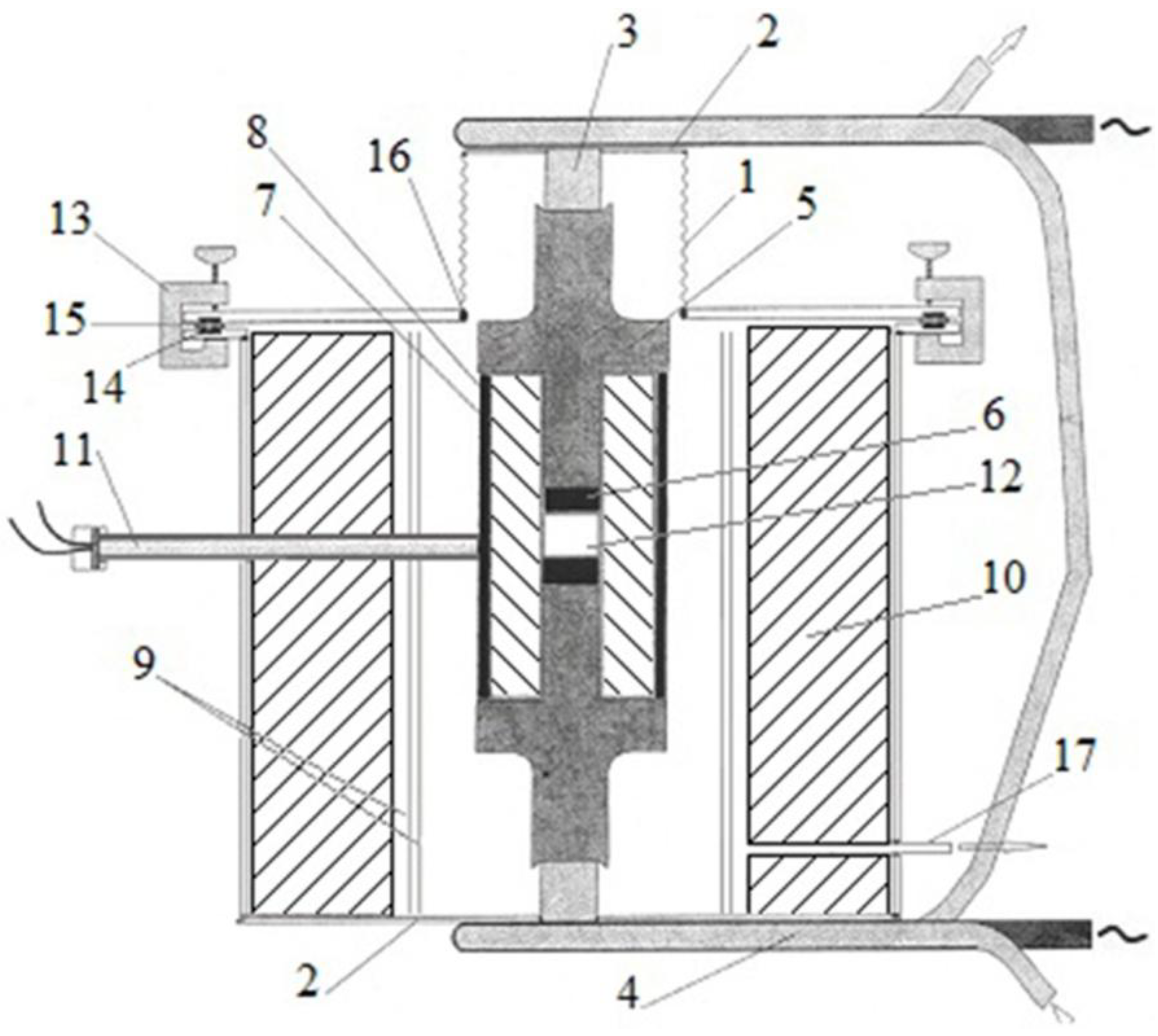
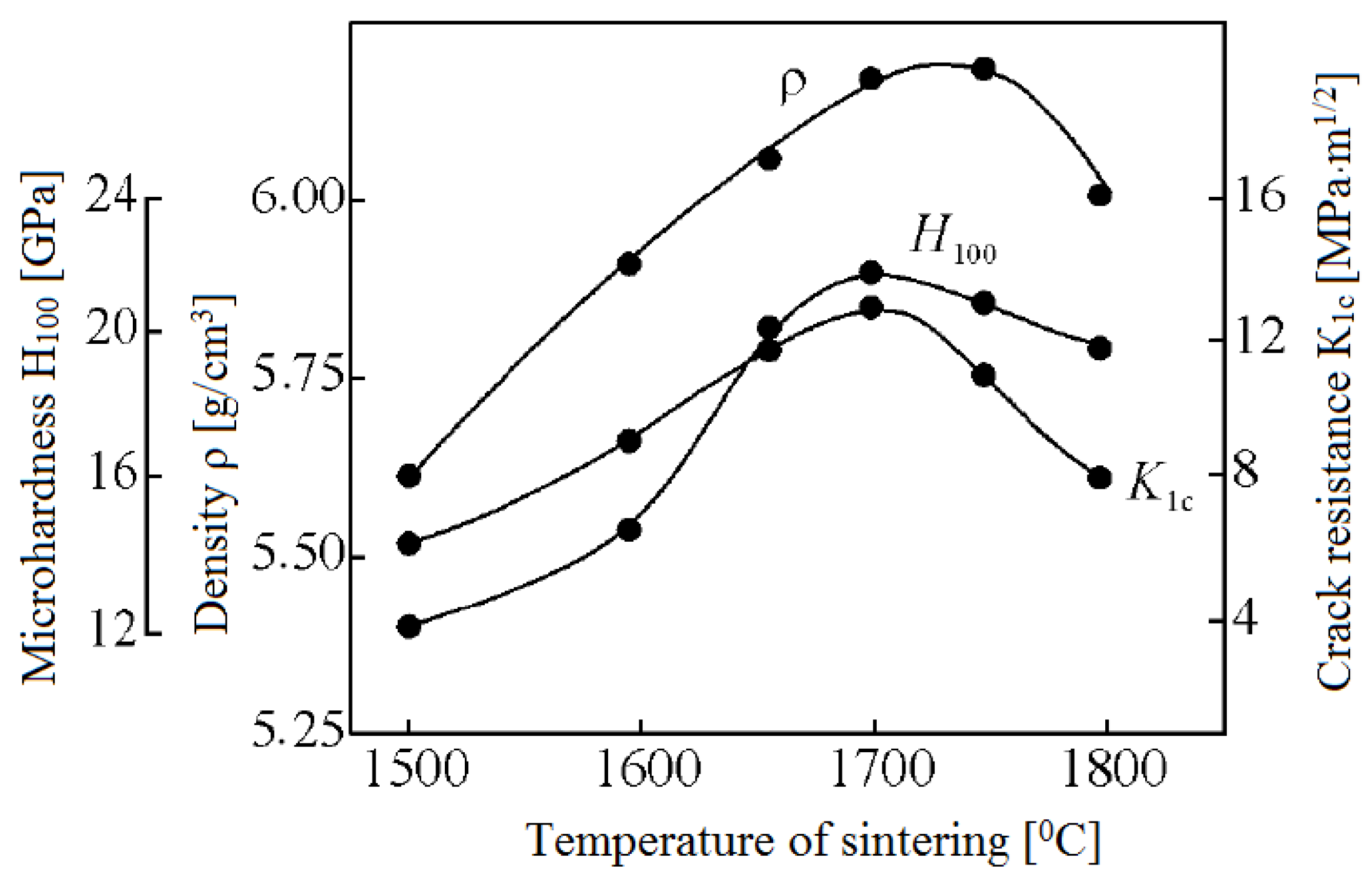
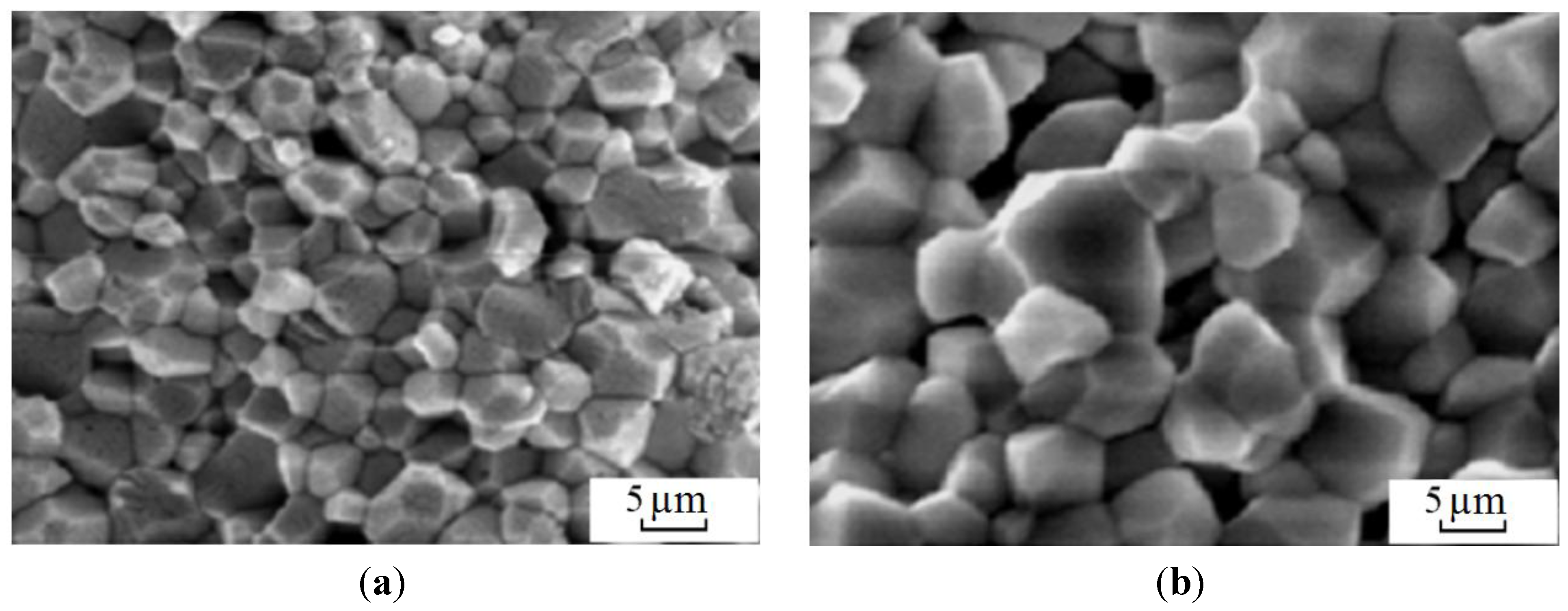
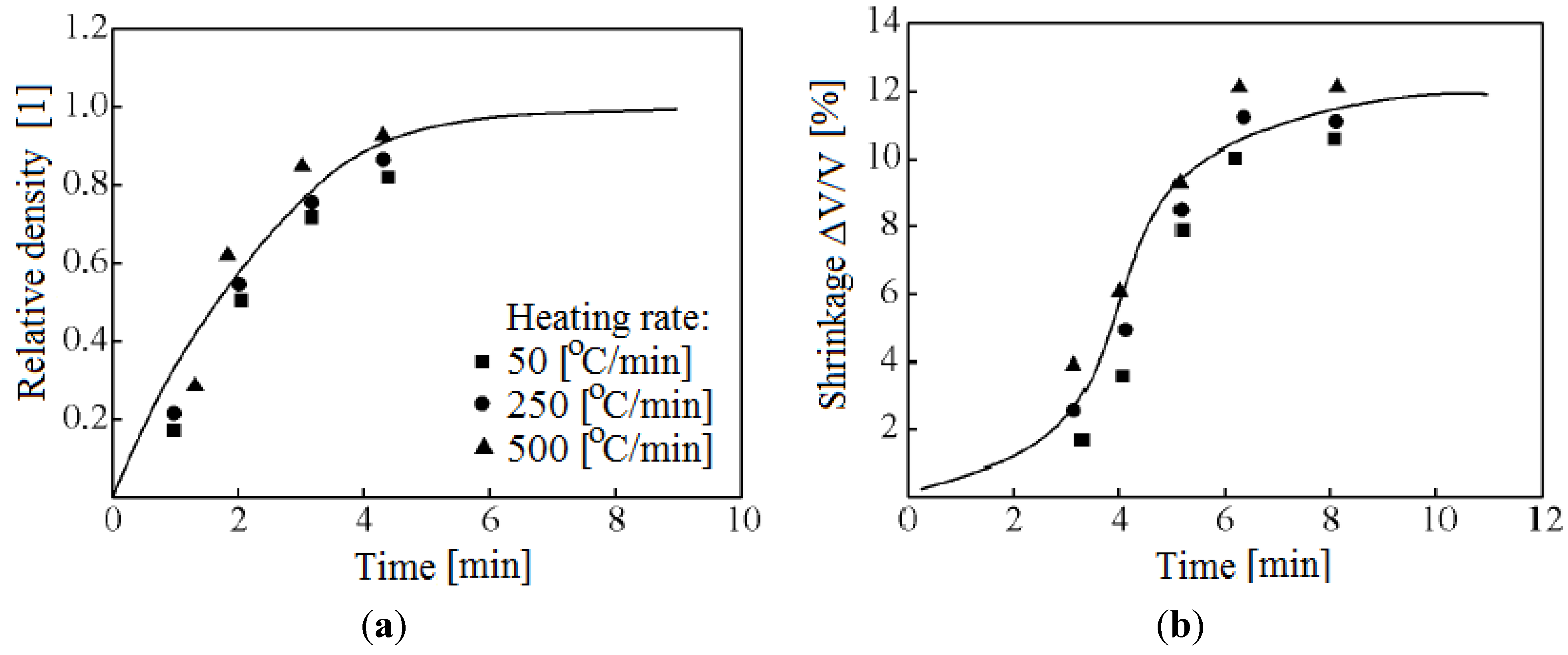
In Kharkov, Gevorkyan and Gutsalenko [
64,
65,
66] investigated the sintering mechanisms of ceramic powder materials during hot-pressing, in which electric current was allowed to pass through the powder (
Figure 17). The powders were heated at a rate of 50, 250 and 500 °C/min up to 1400 °C without any binders [
106]. The samples were 19 mm in diameter and 5 mm high. They were held at the maximum temperature for 2 min.
Figure 17.
Schematic of the hot-pressing facility using direct passage of alternating current of industrial frequency through the powder to be consolidated manufactured by Research and Development Enterprise “Cermet-U” (Kharkov, Ukraine): 1—sylphon (steel Cr8Ni10Ti); 2—flanges (steel Cr18Ni10Ti); 3—self-cooled electrodes (copper alloy); 4—water-cooled electrodes (copper tube); 5—punches (graphite); 6—spacer (graphite), 7—split die (graphite); 8—bushing (a carbon-based composite); 9—shields (Mo-alloyed steel); 10—thermal insulation; 11—thermocouple W-Re–5/20; 12—sample to be consolidated; 13—clamps (dielectric); 14—gasket (rubber); 15—gasket (dielectric); 16—vacuum welds; and 17—inlet (for a vacuum pump).
Figure 17.
Schematic of the hot-pressing facility using direct passage of alternating current of industrial frequency through the powder to be consolidated manufactured by Research and Development Enterprise “Cermet-U” (Kharkov, Ukraine): 1—sylphon (steel Cr8Ni10Ti); 2—flanges (steel Cr18Ni10Ti); 3—self-cooled electrodes (copper alloy); 4—water-cooled electrodes (copper tube); 5—punches (graphite); 6—spacer (graphite), 7—split die (graphite); 8—bushing (a carbon-based composite); 9—shields (Mo-alloyed steel); 10—thermal insulation; 11—thermocouple W-Re–5/20; 12—sample to be consolidated; 13—clamps (dielectric); 14—gasket (rubber); 15—gasket (dielectric); 16—vacuum welds; and 17—inlet (for a vacuum pump).
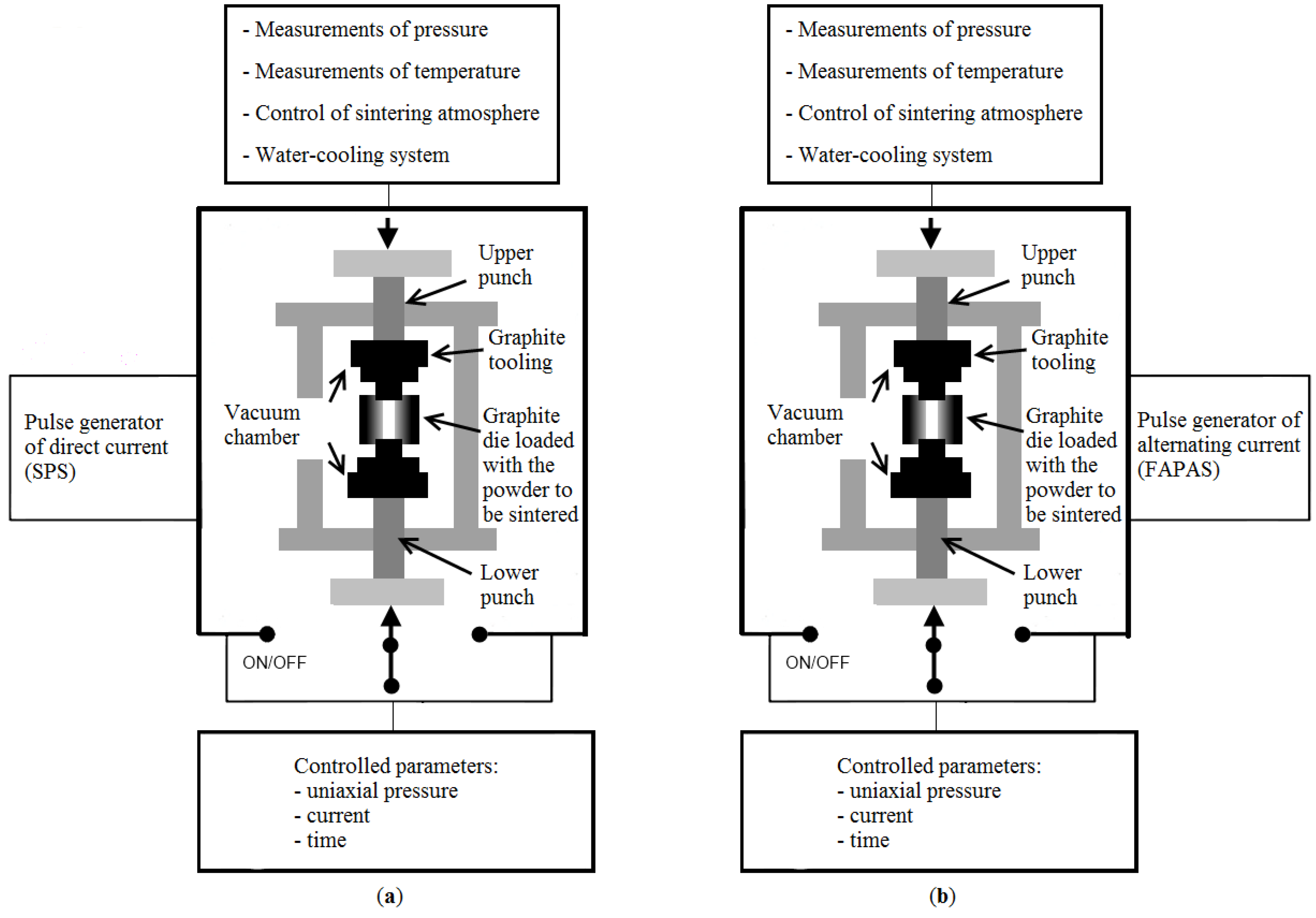
In another publication, Gevorkyan and Gutsalenko [
67] considered theoretical aspects of electroconsolidation by electric current directly passing through submicron and nanopowders under applied pressure. Different sintering techniques were compared, in particular, the FAST (SPS) technique and FAPAS (Field Activated Pressure Assisted Synthesis) that uses alternating current of industrial frequency (
Figure 18 and
Figure 19).
Figure 18.
(a) Schematic of spark plasma sintering (SPS) and (b) field activated pressure assisted synthesis (FAPAS) facilities.
Figure 18.
(a) Schematic of spark plasma sintering (SPS) and (b) field activated pressure assisted synthesis (FAPAS) facilities.
Figure 19.
(a) SPS mode: 100 kN, 15 V, 5 kA, direct current, pulse period 14 ms, relative pulse duration 12:2; and (b) FAPAS mode: 100 kN, 10 B, 1.75 kA, alternating current 60 Hz. (Dijon-Belfort, France; Davis, CA, USA).
Figure 19.
(a) SPS mode: 100 kN, 15 V, 5 kA, direct current, pulse period 14 ms, relative pulse duration 12:2; and (b) FAPAS mode: 100 kN, 10 B, 1.75 kA, alternating current 60 Hz. (Dijon-Belfort, France; Davis, CA, USA).
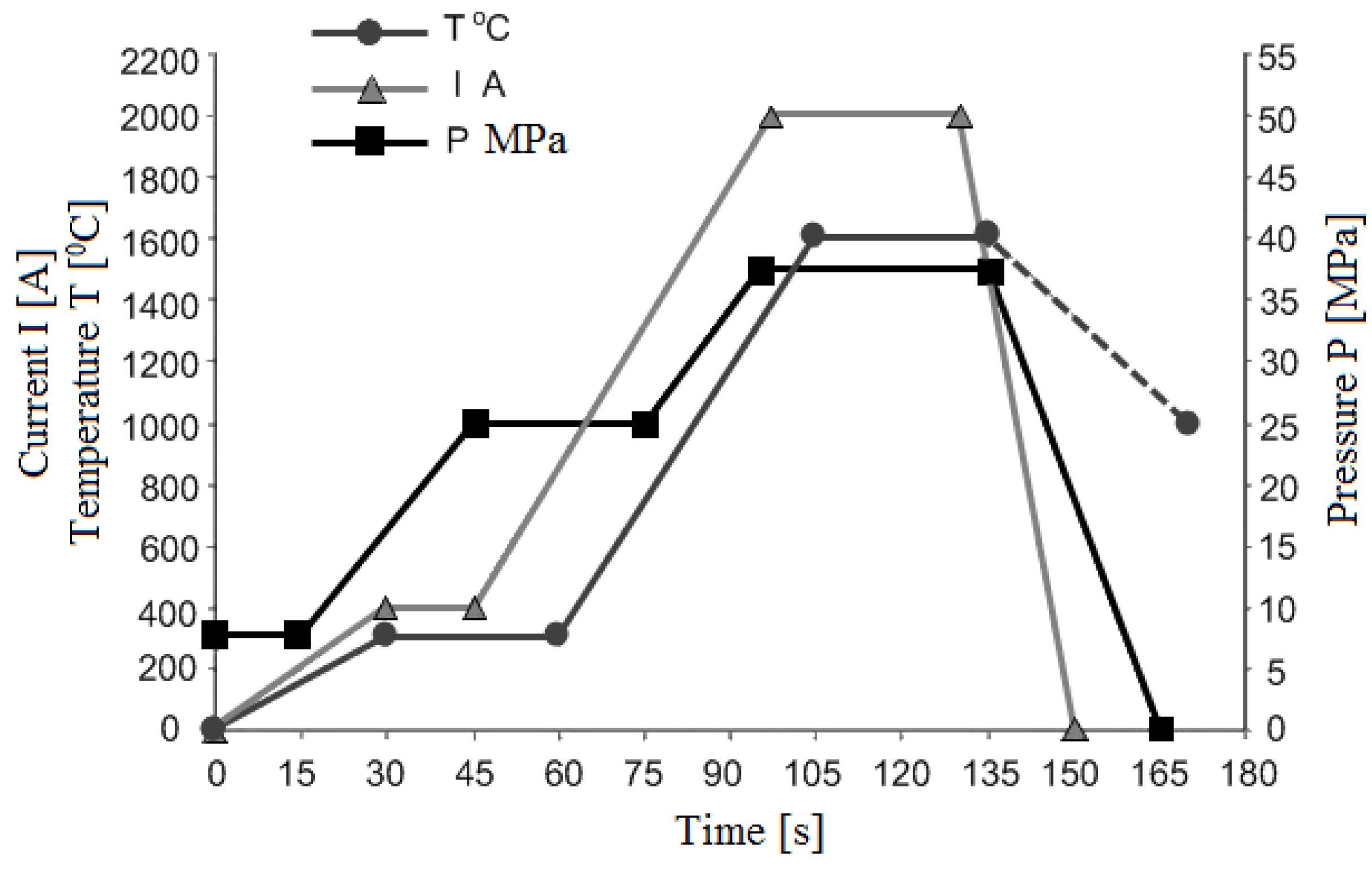
In 2010, Gevorkyan and Gutsalenko developed a consolidation method for refractory nanopowders based on the use of electric current during hot-pressing. Experiments were conducted using a composite Al
2O
3-WC mixture at a voltage ranging from 5 to 10 V and at an alternating current of 1500–2000 A [
24,
68]. Consolidation resulted in the formation of compacts of uniform microstructure and density due to the effect of electric current passing directly through the sample.
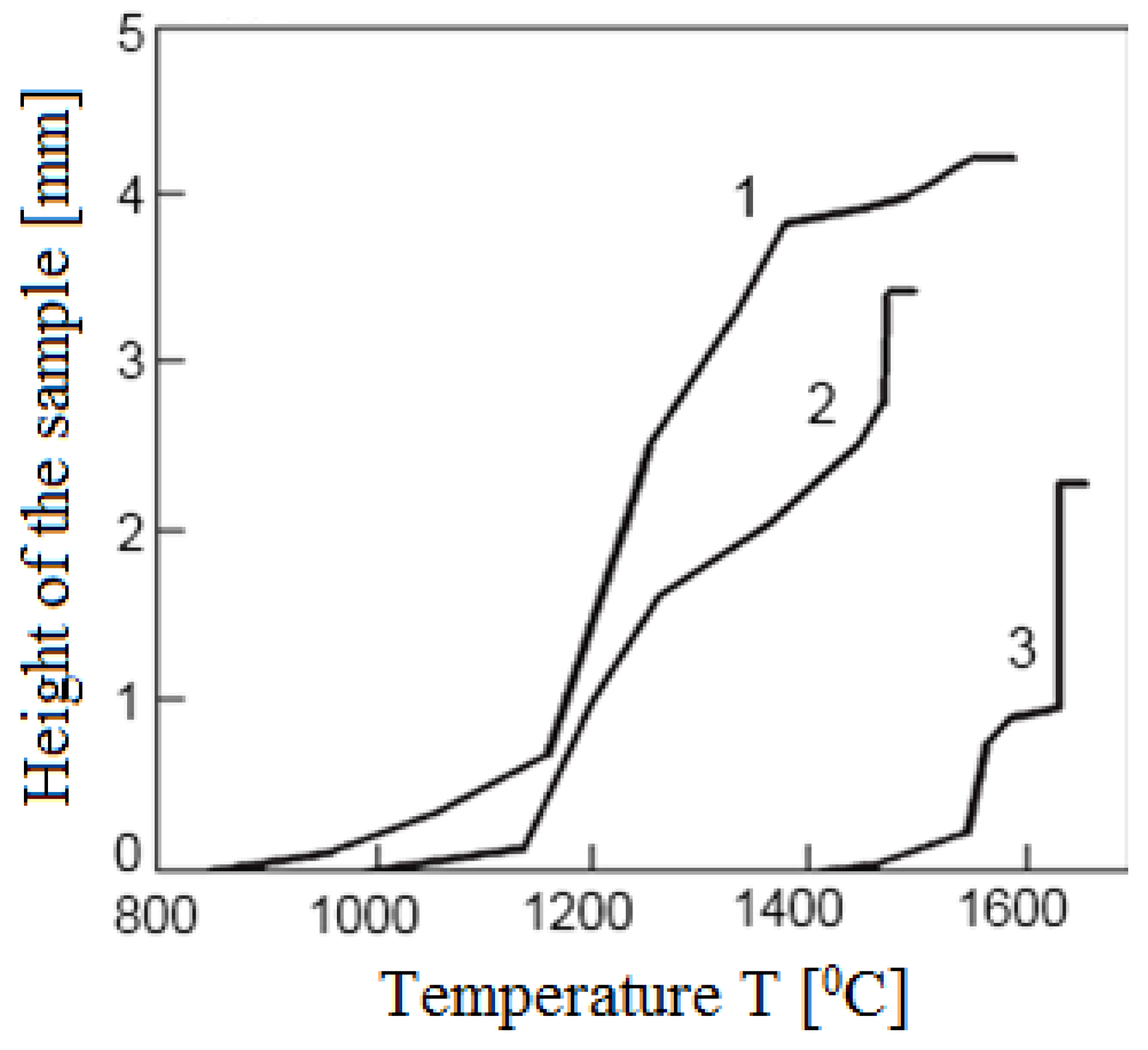
Figure 20 shows the variations in the sintering parameters during the process.
Figure 20.
Hot-pressing conditions of Al2O3-WC nanopowder mixtures (50/50 wt %).
Figure 20.
Hot-pressing conditions of Al2O3-WC nanopowder mixtures (50/50 wt %).
In Nizhny Novgorod State Technical University, Mal’tsev and his group studied electric current-assisted sintering of conducting powders during powder rolling [
13,
14,
15,
16,
17,
18]. A set-up was developed and manufactured (
Figure 21) [
19,
20,
111]. This set-up allows conducting sintering of the powders by electric current simultaneously shaping them by the rollers. The heat dissipation is balanced by high heating rates, with which it is possible to increase the voltage amplitude of the current pulse between the powder and the rollers (electrodes).
Figure 21.
Schematic of the set-up for electric pulse sintering of powders during rolling.
Figure 21.
Schematic of the set-up for electric pulse sintering of powders during rolling.
The set-up includes a rolling mill with a working stand 1, rollers 2, contact elements 3, electrodes 4, an energy block 5 and a measuring unit. The rolling mill has an asynchronous motor 6 of a power of 12 kW with a start and reverse device, a step-down spiral gear 7, a four-step gear-box 8, a transfer gear-box 9 with cardan rods 10, which are connected with the rollers through insulating spacers (
Figure 21).
A schematic of the working stand is shown in
Figure 22. The working stand can support horizontal rollers 1 (electrodes) 0.1 or 0.2 m in diameter made of hardened steel CrWMn or 35CrMnSiN. Rollers with demountable working barrels made of a conducting material as well as a bin for the gravity feed of the powder 2 can be installed. A hollow leakproof cylinder 3 is included to cool the strips. The working stand can be placed in a gas chamber 4 to create the required atmosphere (argon, nitrogen). Inert gases are used to purge the system, vacuum pumping (by forevacuum pumps) is simultaneously used. In order to control the thickness of the strip, the working stand contains pressure screw devices 5. These devices are placed opposite to each of the roller necks. The working stand is insulated by special spacers 6 from the rollers and contact elements 7. The contact element is a sliding plate and is made of MG-2 or a Mo-Cu pseudoalloy.
Figure 22.
Working stand.
Figure 22.
Working stand.
The authors have shown that by changing the parameters of the pulsed current, the power of the set-up can be varied and, therefore, the heating of the powder can be controlled. The voltage in the secondary circuit was varied in the interval of 3.15–20.9 V, the maximum effective current was 3.82 kA, the pulse duration was 0.02–0.26 s and the pauses between the pulses were from 0.02 to 0.40 s.
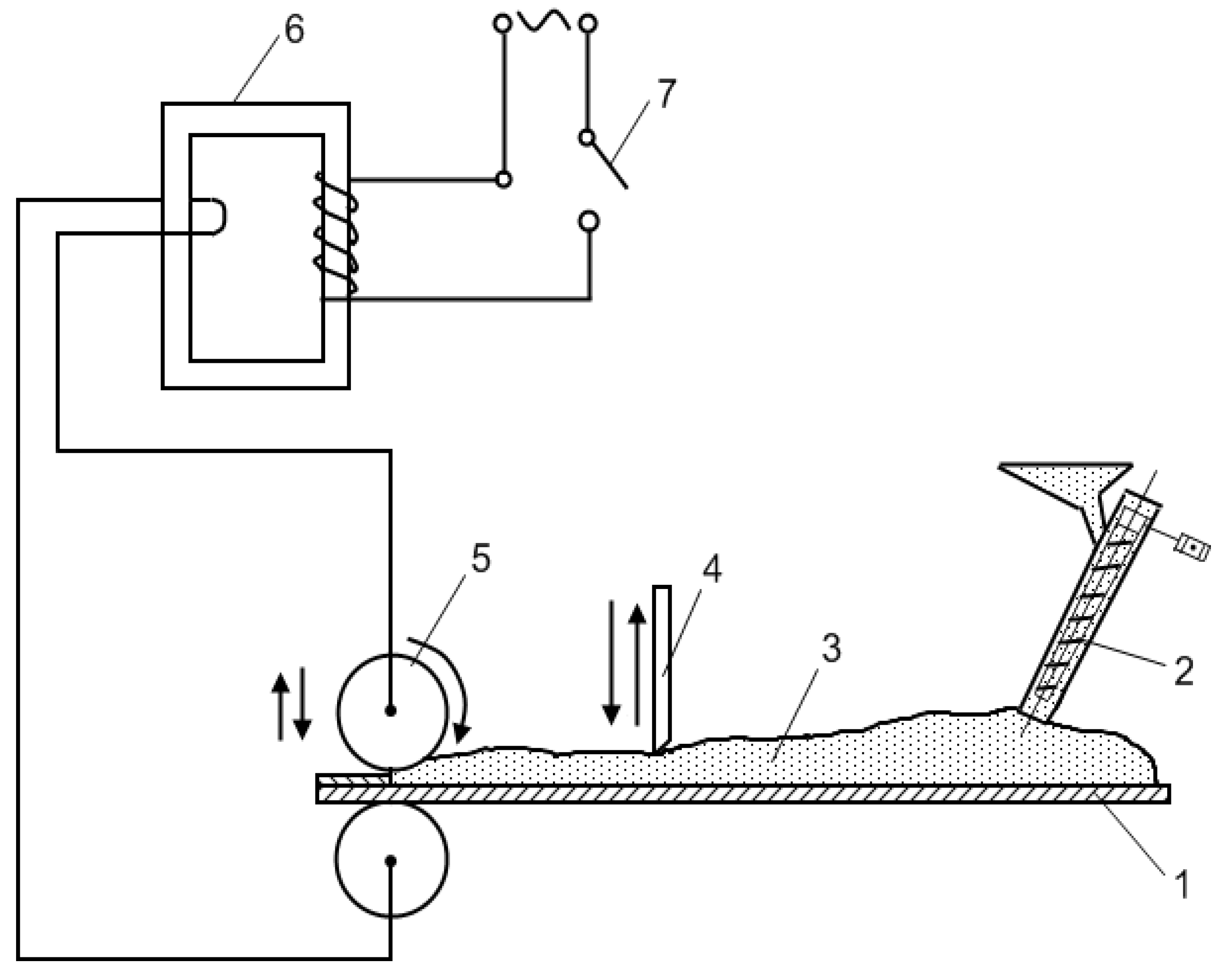
An earlier publication on electric current-assisted sintering of conducting powers during rolling was co-authored by Semenov, Semenov and Kondratov [
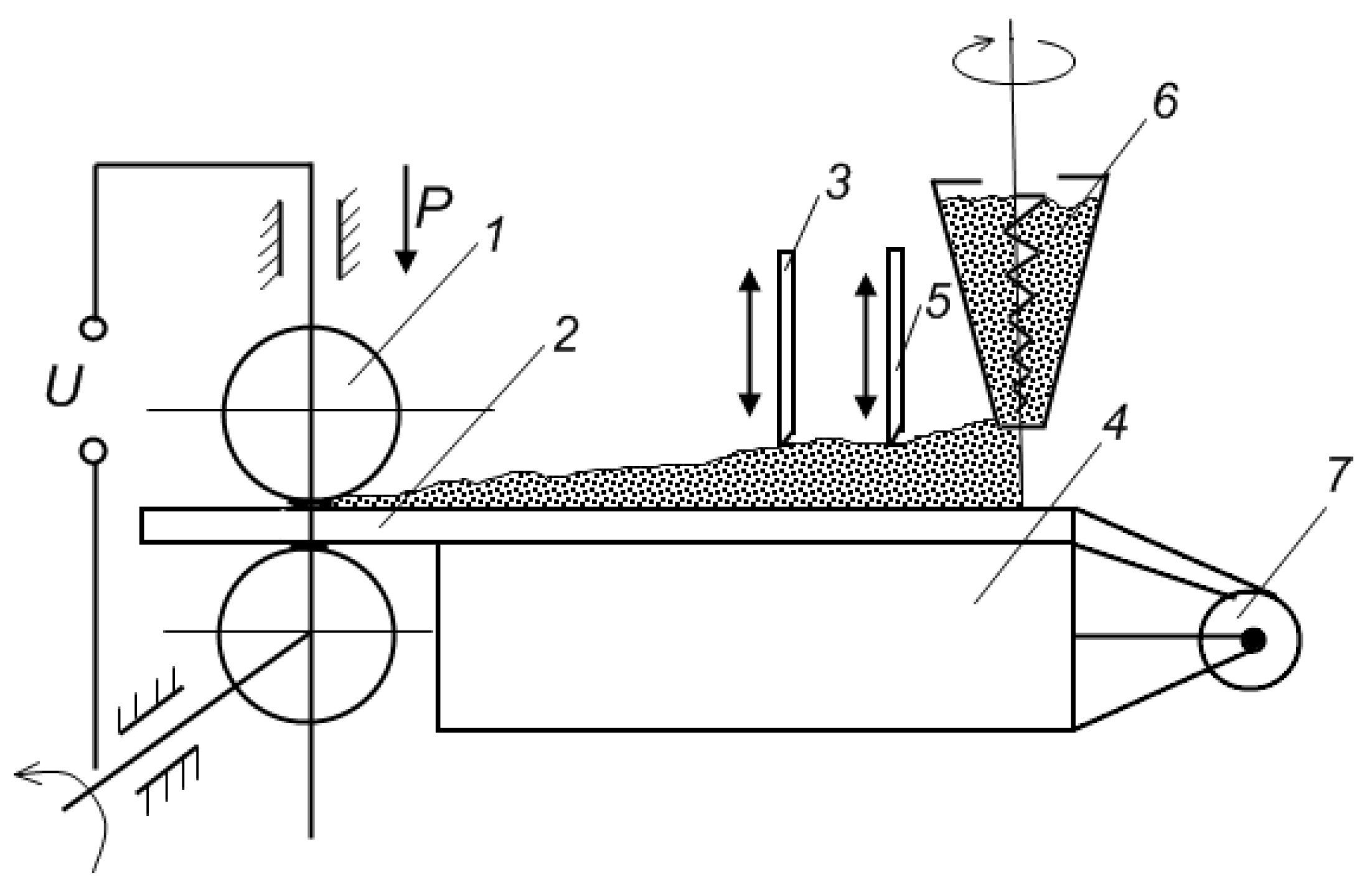
112]. In 1964, in Zaporozhie, a facility for depositing antifriction, sealing and protective coatings on metallic parts was developed (
Figure 23). In this work, powders of copper with additions of Pb, Sn, Fe and graphite were investigated.
Figure 23.
Schematic of the set-up for powder rolling: 1—table; 2—conveyer worm; 3—powder; 4—powder adjuster; 5—rollers (electrodes); 6—transformer; and 7—switch.
Figure 23.
Schematic of the set-up for powder rolling: 1—table; 2—conveyer worm; 3—powder; 4—powder adjuster; 5—rollers (electrodes); 6—transformer; and 7—switch.
The samples were sintered by applying a force of 6.58 kN between the rollers and a current of 8000–12000 A. Pulses 0.38 s long were applied every 0.02 s. The table moved at a velocity of 20 mm/s, the voltage was 380 V.
Frantsevich Institute for Problems of Materials Science, National Academy of Sciences of Ukraine in collaboration with National Institute for Materials Science, Japan investigated SPS of the TiN-TiB
2 composites using a Dr. Sinter 1050 facility (Sumitomo Coal Mining Co., Tokyo, Japan) [
113]. This facility allows recording electric current, voltage, temperature and residual pressure in the chamber in real time during sintering.
Experiments were conducted in vacuum (7.5 × 10−2 torr) under a pulsed current (the ratio of the ON:OFF durations was 12:2). The samples were heated up to 900 °C at an applied pressure of 60 MPa, which was further increased up to 80 MPa. The heating rate was 140 °C/min from room temperature up to 700 °C, during further heating up to 1600 °C, higher heating rates were used (112.5–300 °C/min). The sample was held at the maximum temperature for 3 min. The total heating cycle was 12–17 min.
Another investigation of the influence of pressure and current density on densification during electric discharge sintering was conducted in Frantsevich Institute for Problems of Materials Science, National Academy of Sciences of Ukraine using a facility shown in
Figure 24 [
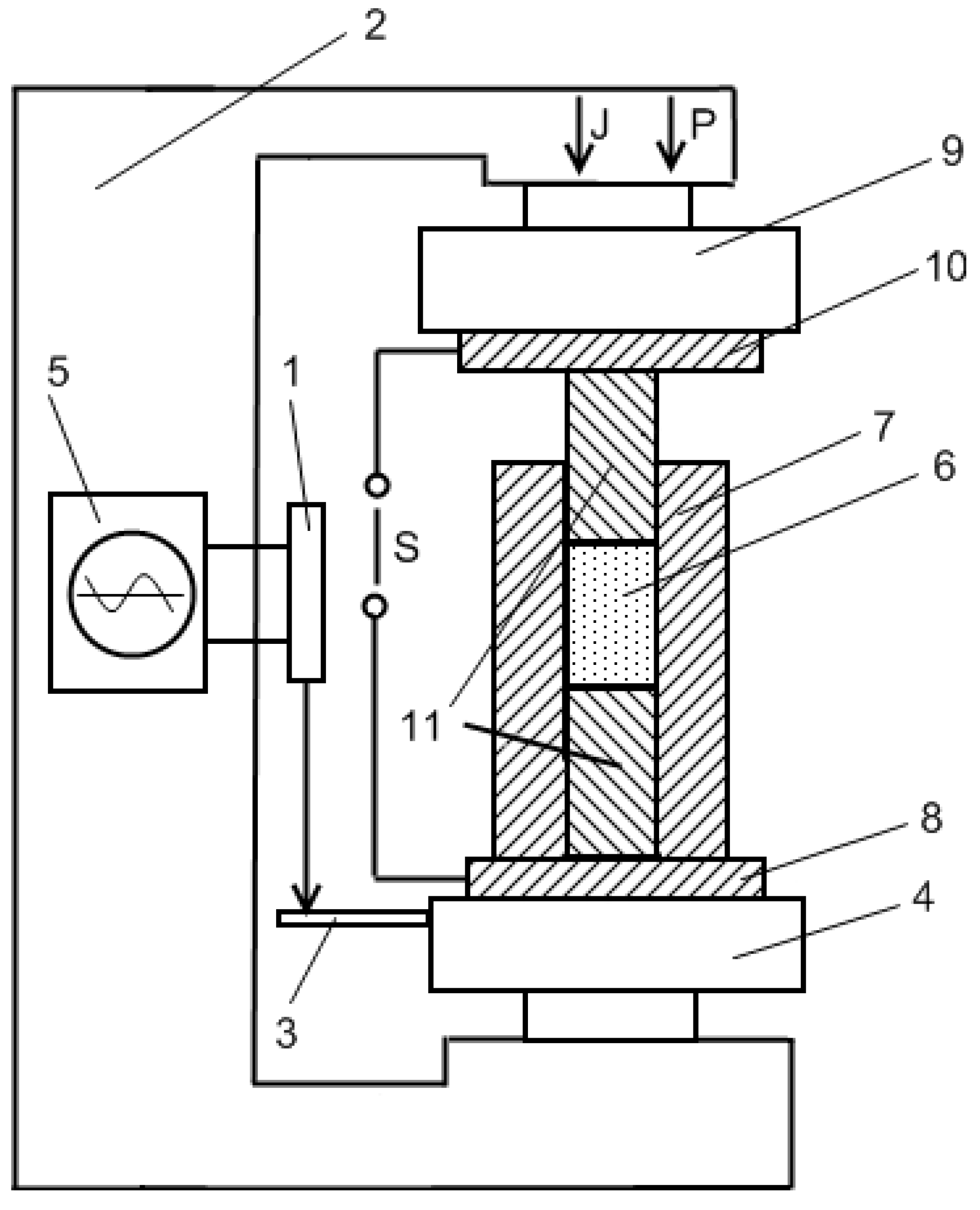
114]. An electric measuring element 1 is fixed on the frame of the set-up 2 and on a solid metallic strip 3 connected to the slider 4. A change in density during sintering is registered by an oscillograph 5. A powder 6 is poured into a die 7, which is placed on a conductive plate 8. The pressure in the die was created by a plunger 9, which was connected to a conductive plate 10. Punches 11 conduct electric current, which is a combination of direct and alternating currents, to the powder compact.
Figure 24.
Schematic of an electric discharge sintering set-up.
Figure 24.
Schematic of an electric discharge sintering set-up.
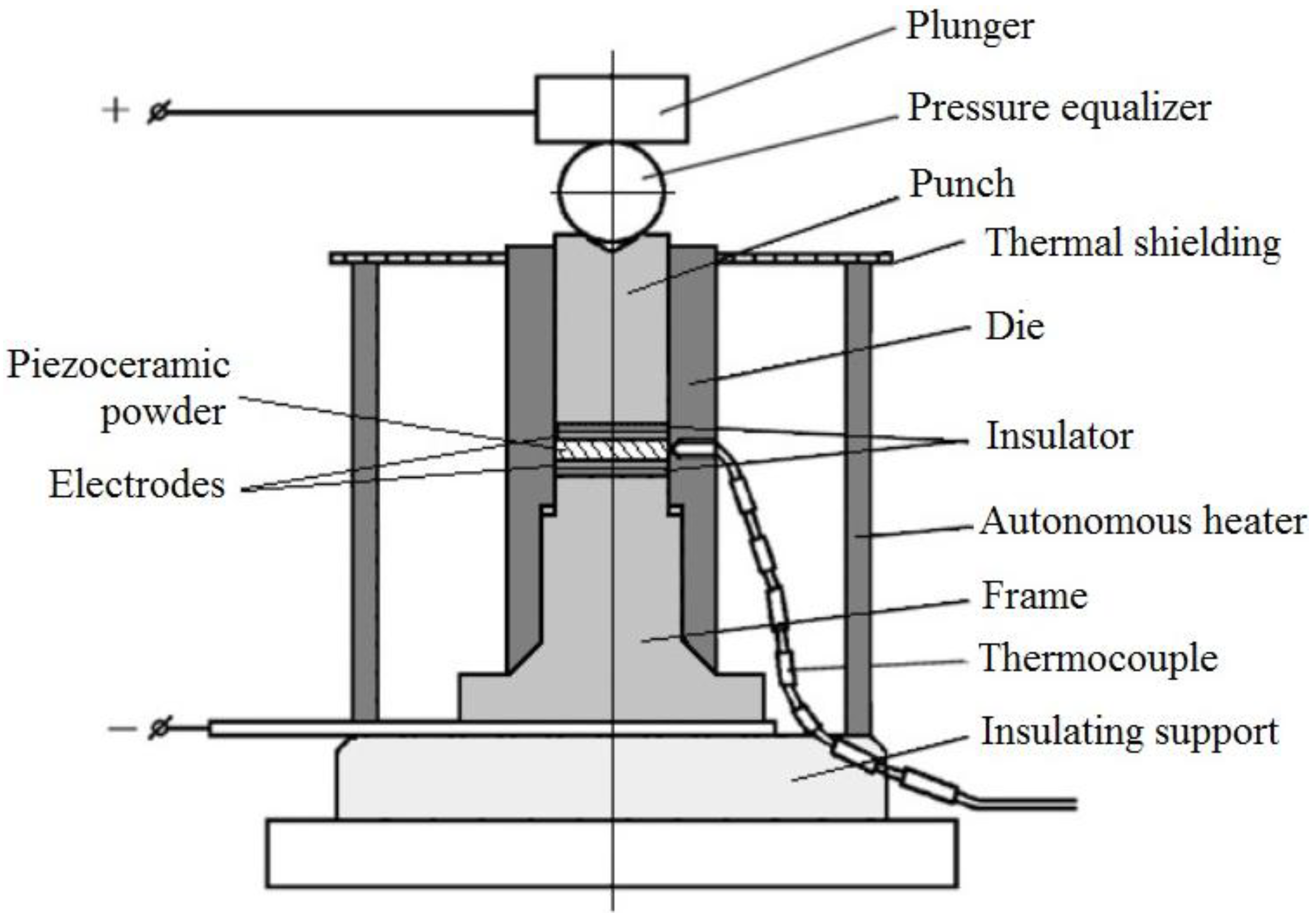
Ekimov, Amelchenko, Fillipov and Utenkov studied the piezoelectric materials [
115]. A scheme of the experimental set-up that was used in their experiments is shown in
Figure 25.
Figure 25.
A set-up for pressing, sintering and polarization of piezoceramic materials: 1—plunger; 2—pressure equalizer; 3—punch; 4—thermal shielding; 5—die; 6—insulator; 7—a piezoceramic powder; 8—electrodes; 9—autonomous heater; 10—frame; 11—thermocouple; and 12—insulating support.
Figure 25.
A set-up for pressing, sintering and polarization of piezoceramic materials: 1—plunger; 2—pressure equalizer; 3—punch; 4—thermal shielding; 5—die; 6—insulator; 7—a piezoceramic powder; 8—electrodes; 9—autonomous heater; 10—frame; 11—thermocouple; and 12—insulating support.
Stepanova
et al. [
116], Lyakhov
et al. [
117], Dudina
et al. [
118] conducted studies on sintering of composite powders in an SPS apparatus (Sumitomo Coal Mining Co., Ltd, Tokyo, Japan).
In 1988, Belousov, Pilipchenko and other researchers of Ivano-Frankivsk National Technical University of Oil and Gas studied the self-propagating high-temperature synthesis in Ti and C mixtures mixed in a 4:1 ratio [
119]. The set-up used in their experiments was a vacuum chamber containing a quartz glass die and two graphite punches. During the experiments, the voltage, current, applied pressure and temperature of the powder sample were monitored. The voltage was in the range of 2–24 V.
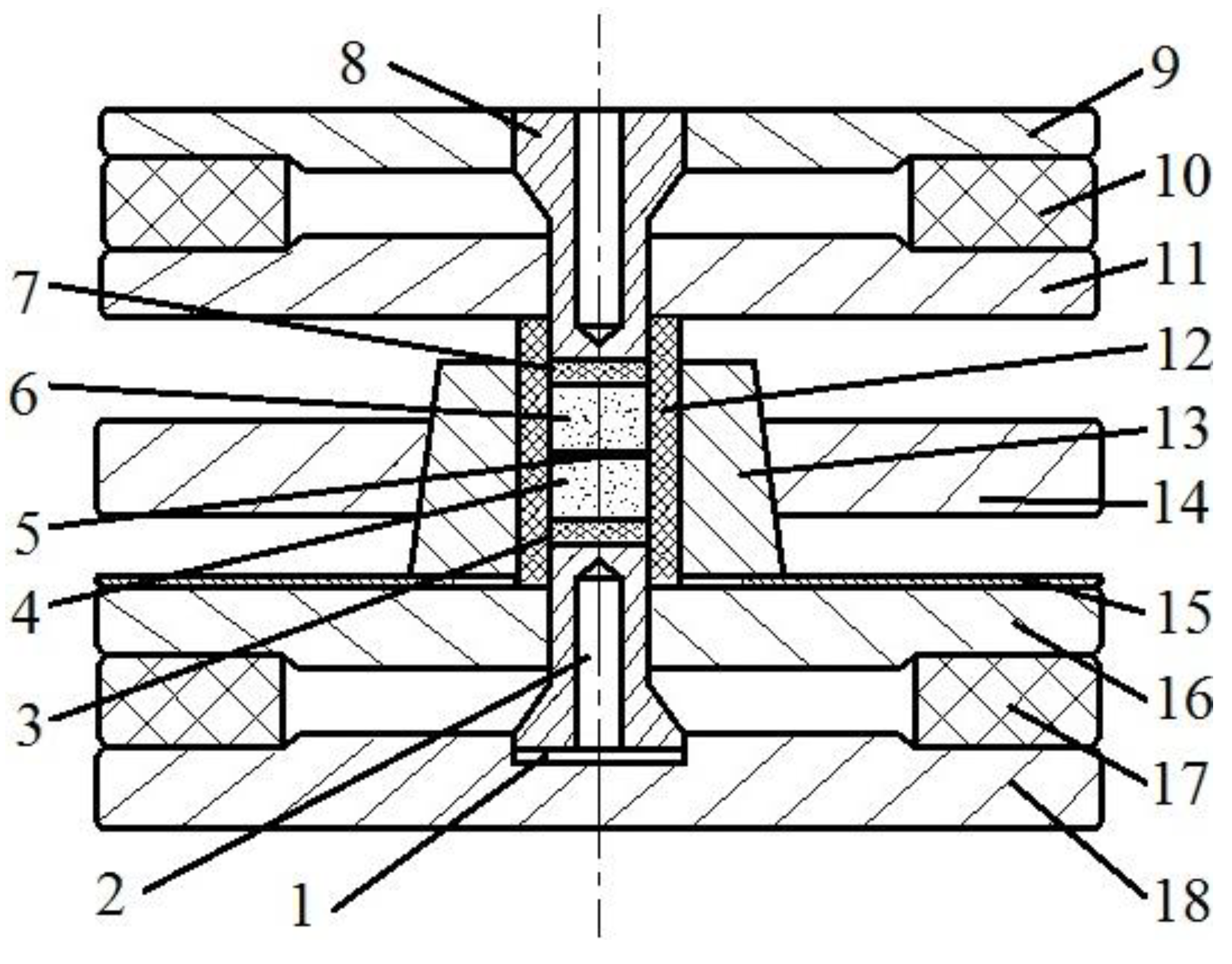
In Bakul Institute for Superhard Materials, a set-up was developed for sintering of diamond-containing composite materials (
Figure 26) [
120]. In this set-up, the sample, which has been previously compressed in a container made of lithographic stone, experiences the direct action of electric current passing through it. This method is suitable for consolidating materials at pressure up to 0.5 GPa very rapidly (in 10 s), which allows the mechanical properties of the diamond phase to be retained, usually susceptible to conditions of hot-pressing. The proposed method is relatively cheap and simple presenting an alternative to the current technology. However, sintering of large-scale parts is difficult due to high temperature gradients.
Figure 26.
Technological assembly for sintering of diamond-containing composite materials. Design details: 1—copper spacer; 2—lower punch; 3—lower thermally-insulating plug; 4—lower briquette; 5—separating gasket; 6—upper briquette; 7—upper thermally-insulating plug; 8—upper punch; 9—upper stake; 10—upper rubber gasket; 11—upper die; 12—lithographic stone container; 13—split die; 14—fastening case; 15—insulator; 16—lower die; 17—lower rubber gasket; and 18—supporting block.
Figure 26.
Technological assembly for sintering of diamond-containing composite materials. Design details: 1—copper spacer; 2—lower punch; 3—lower thermally-insulating plug; 4—lower briquette; 5—separating gasket; 6—upper briquette; 7—upper thermally-insulating plug; 8—upper punch; 9—upper stake; 10—upper rubber gasket; 11—upper die; 12—lithographic stone container; 13—split die; 14—fastening case; 15—insulator; 16—lower die; 17—lower rubber gasket; and 18—supporting block.
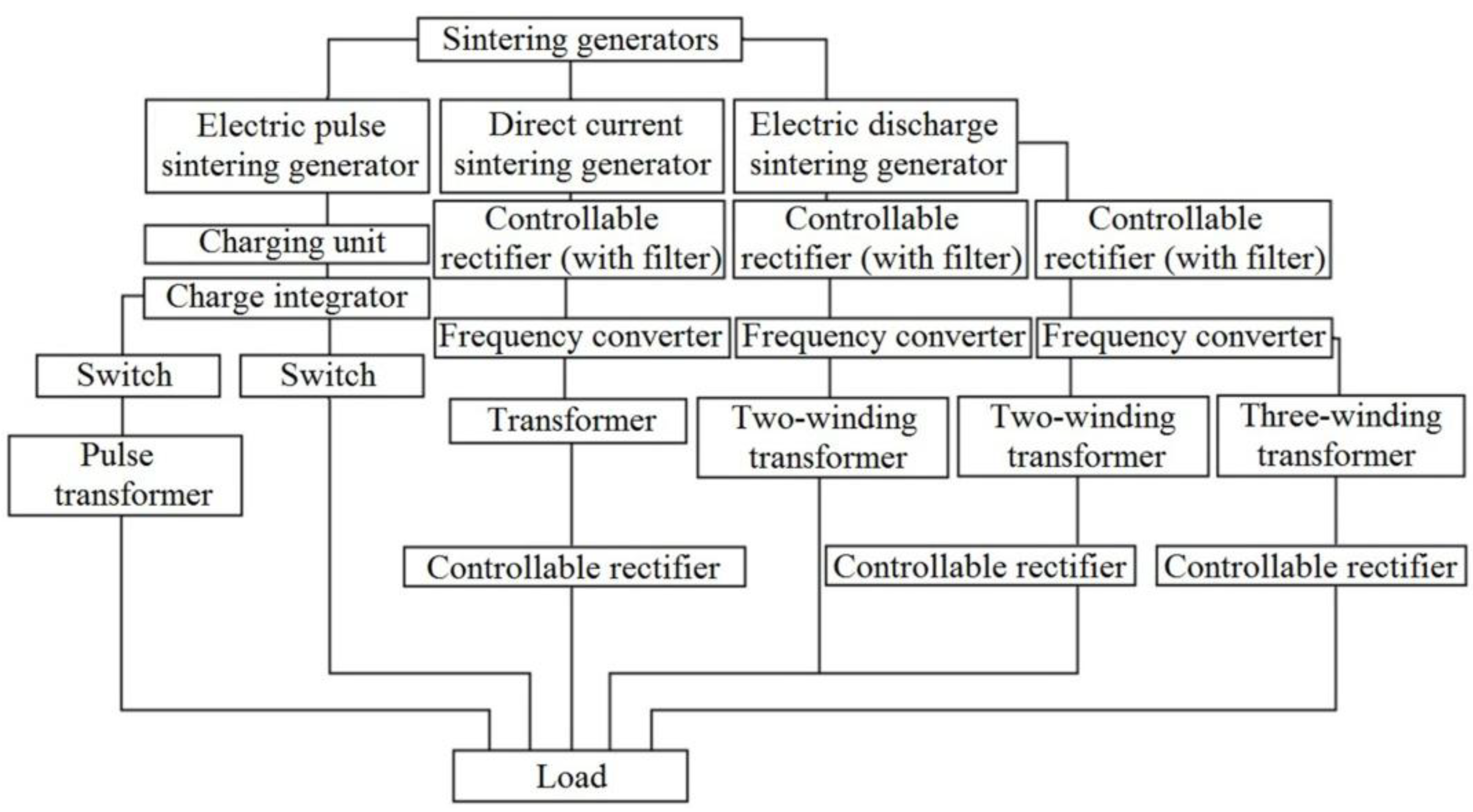
Kurashko
et al. [
121] of the Institute of Pulse Processes and Technologies, National Academy of Sciences of Ukraine analyzed the generator schemes used for sintering, searching for a more efficient solution. The classification of the generators is presented in
Figure 27. The generator used in electric pulse sintering has an electric diagram showing how the load is connected in the circuit. A capacitor is connected though a switch to the load and is charged up to a selected voltage. A series of decaying pulses pass through the load.
Figure 27.
Classification of generator circuits used in sintering facilities.
Figure 27.
Classification of generator circuits used in sintering facilities.
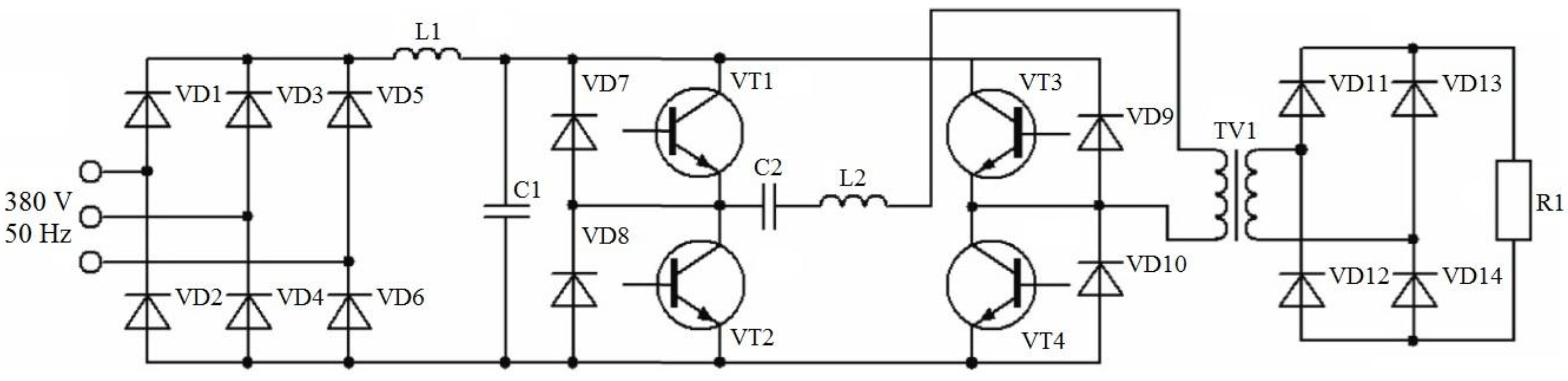
In this paper, an electric diagram of a generator used for low-voltage sintering experiments is given (
Figure 28). The generator has a transistor-based bridge inverter. This scheme allows for a flexible control of the ratio of the direct and alternating current components passing through the sample. A generator with a power of <10 kW can be developed.
Figure 28.
Electric diagram of a generator used for sintering experiments. The generator has a transistor-based bridge inverter.
Figure 28.
Electric diagram of a generator used for sintering experiments. The generator has a transistor-based bridge inverter.
It can be concluded that the studies in the area of electric current-assisted sintering of powder materials using electric currents directly passing through the sample were actively developing throughout the whole period considered. Several sintering set-ups were designed; some of them were modernized and were used until recently. Modern low-voltage sintering facilities and sintering parameters were described. A large amount of work was done to optimize the sintering conditions for different material systems. Several authors performed a comparative analysis of the sintering results produced on one and the same material consolidated by different sintering techniques.

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}













































