Surface Roughness and Morphology Customization of Additive Manufactured Open Porous Ti6Al4V Structures

Abstract
:1. Introduction
2. Results
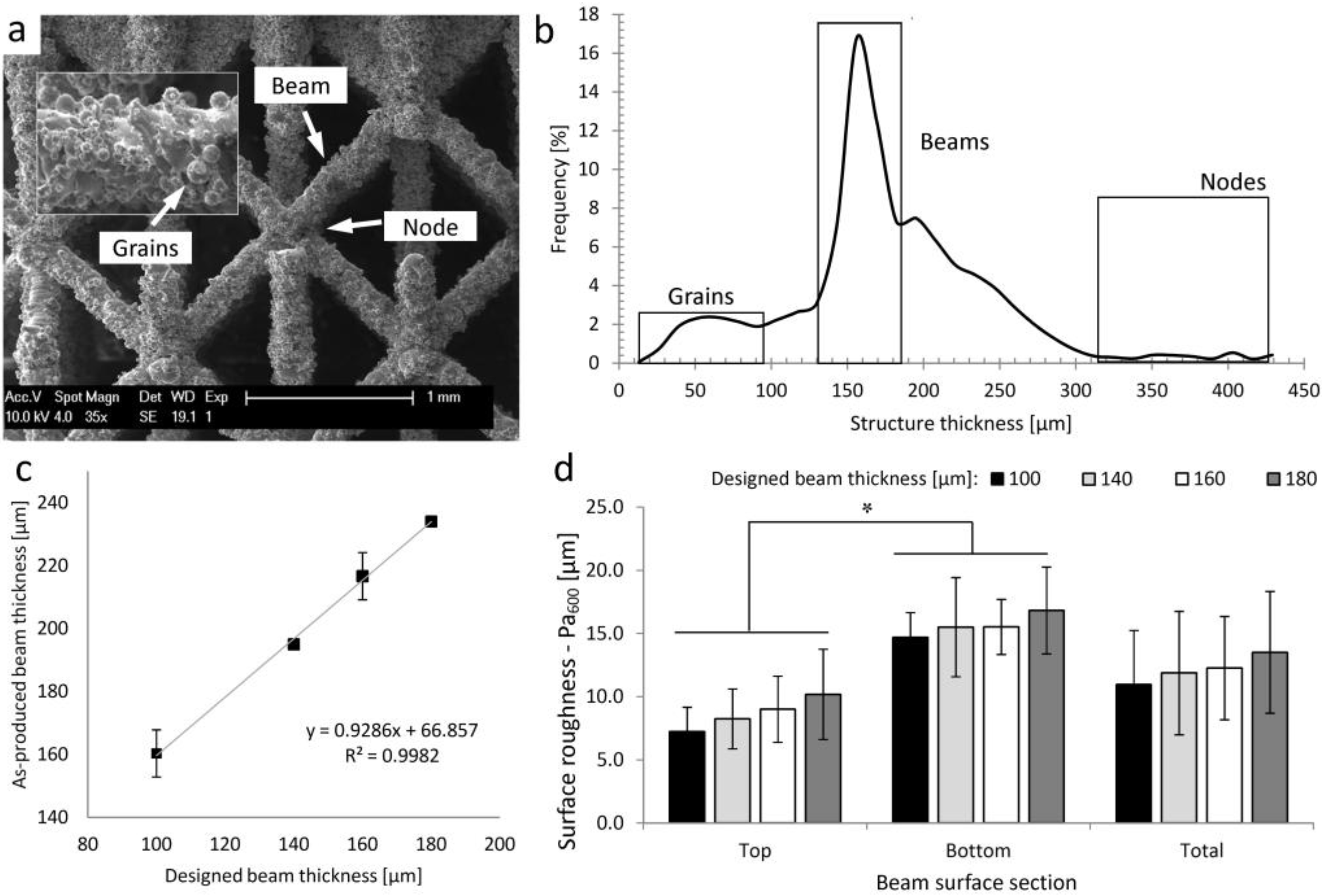
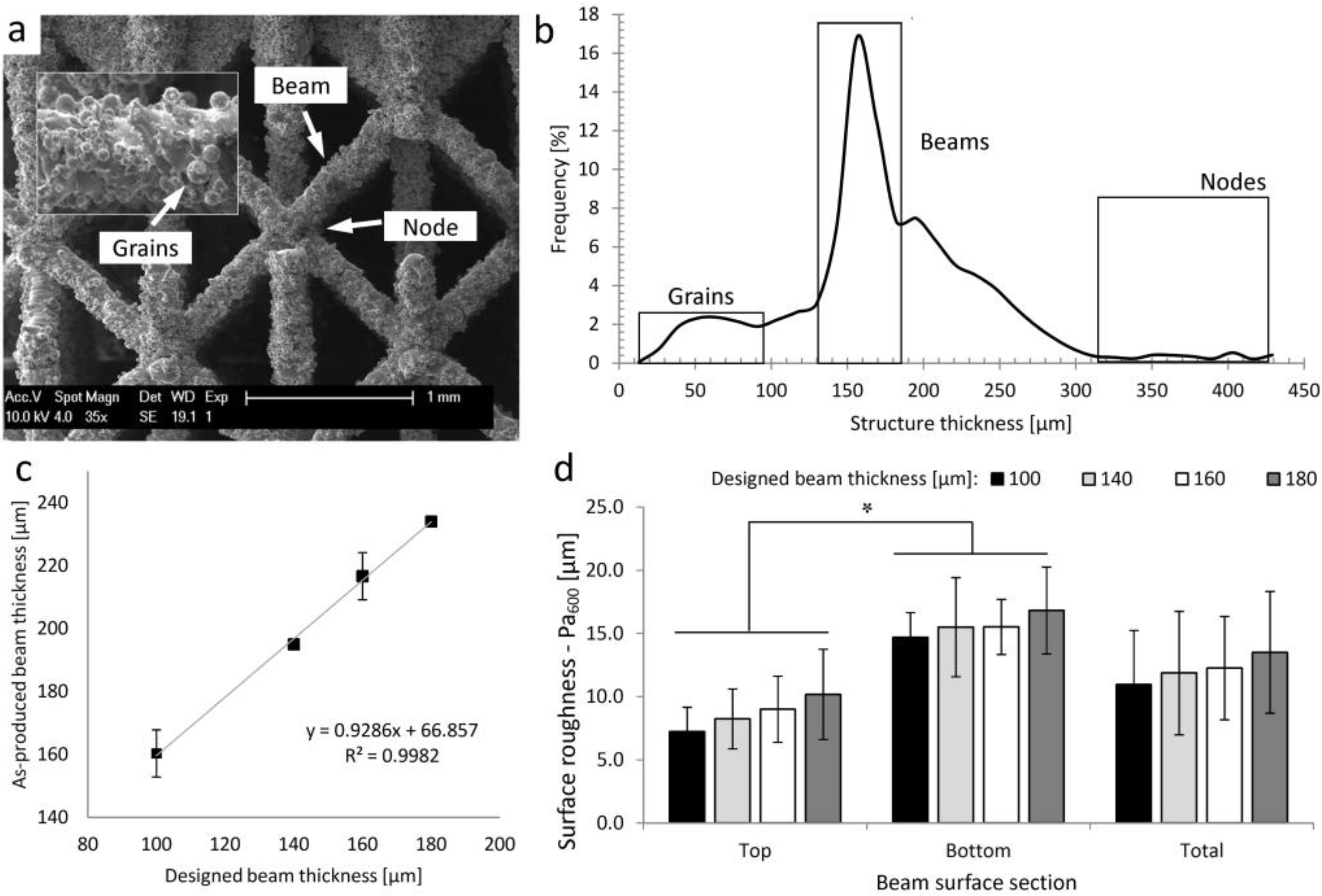
2.1. Ti6Al4V Open Porous Structures
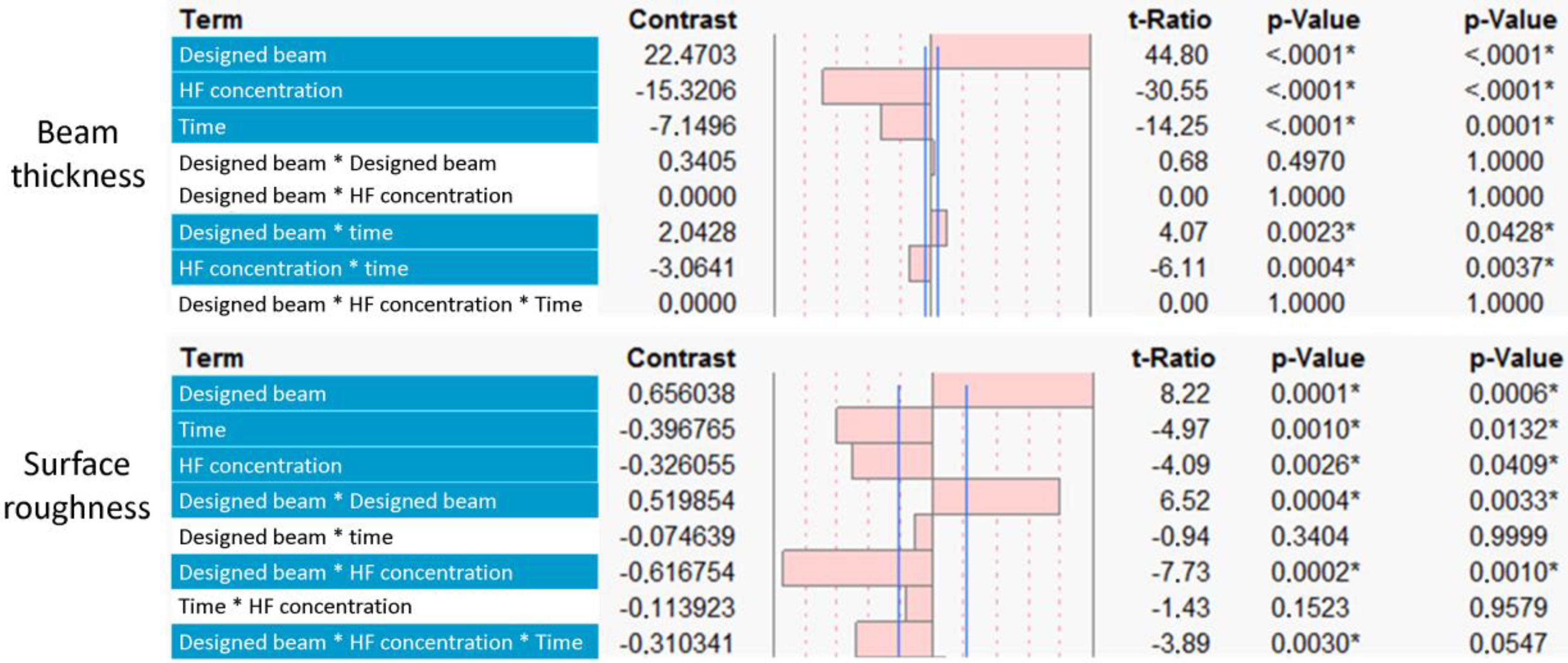
2.2. Multi-Level Factorial Analysis for the Surface Treatment of SLM Porous Ti6Al4V Structures: Main and Interactive Effects
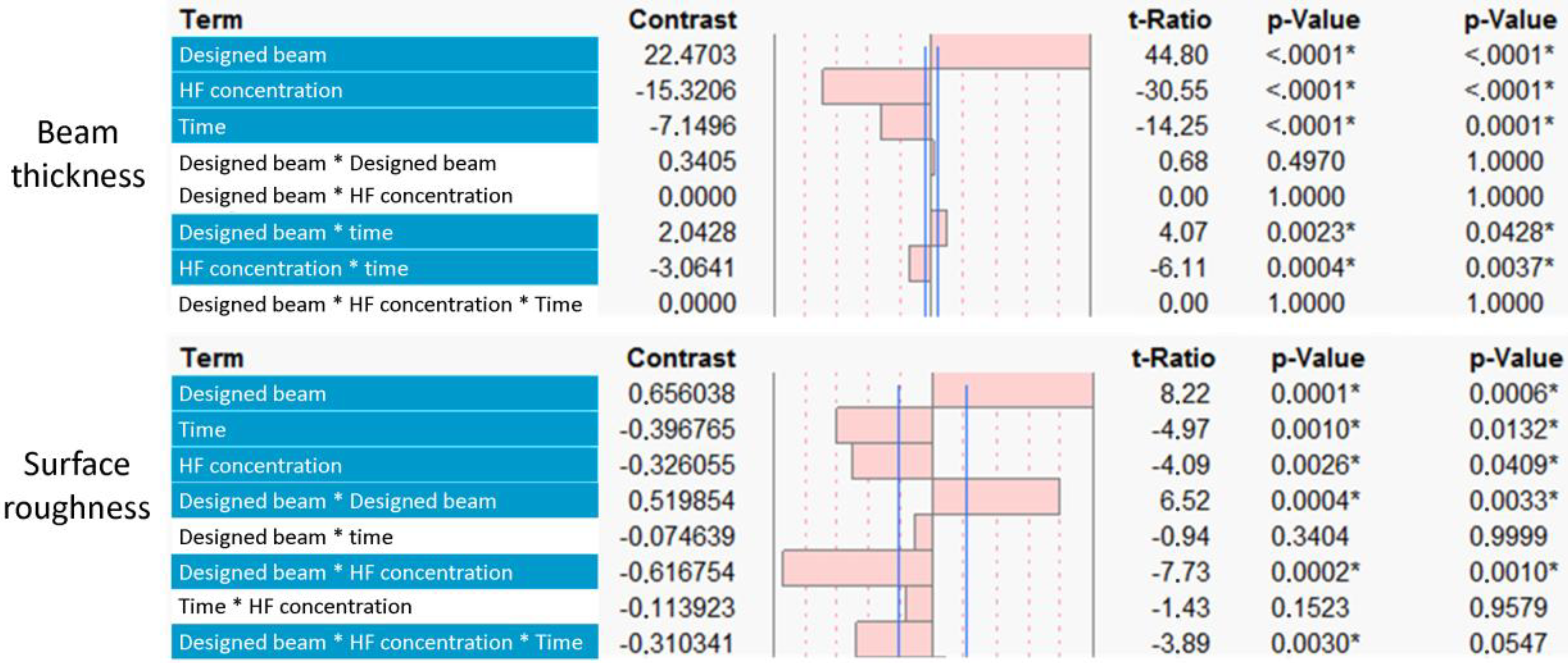
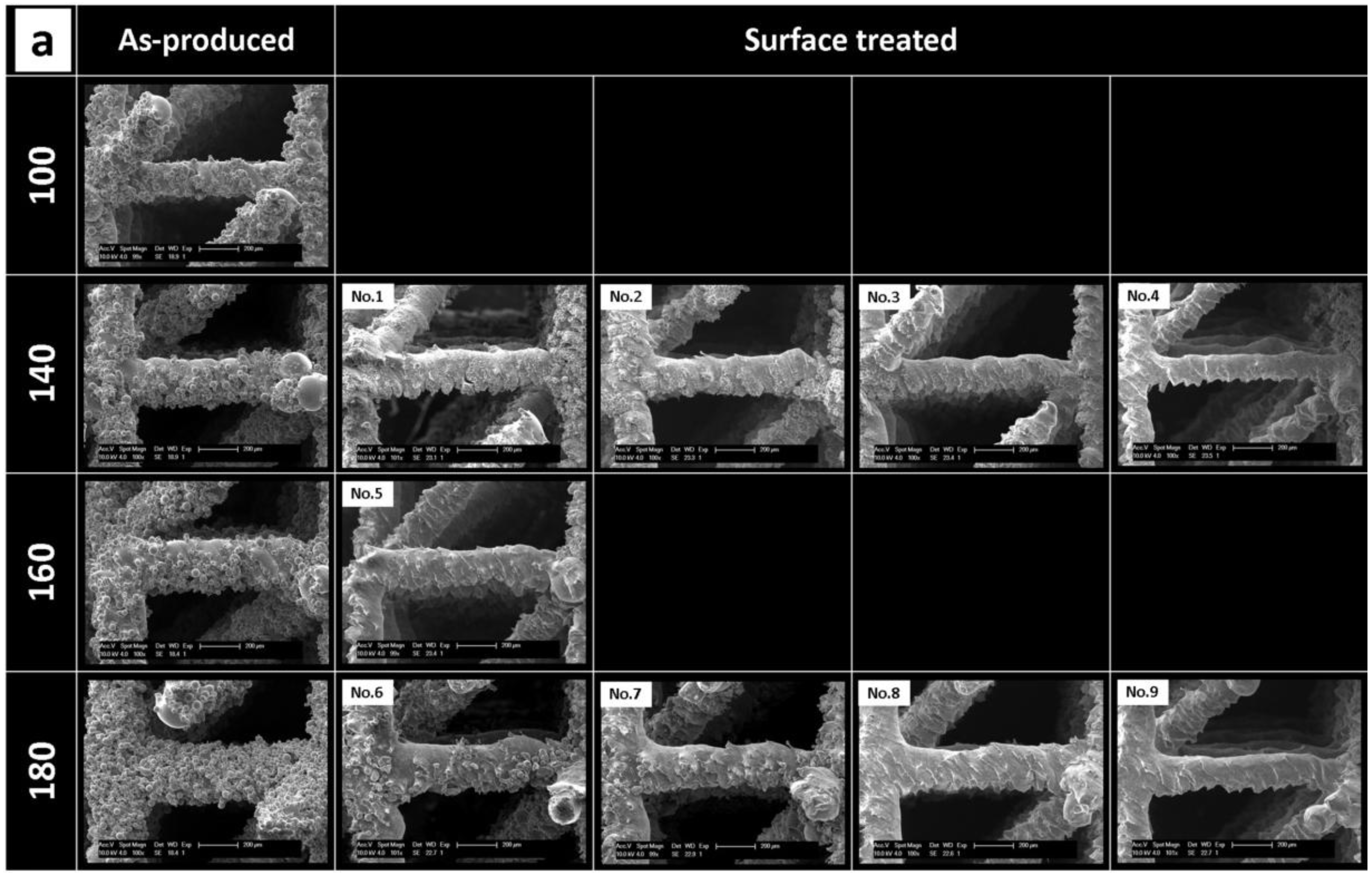
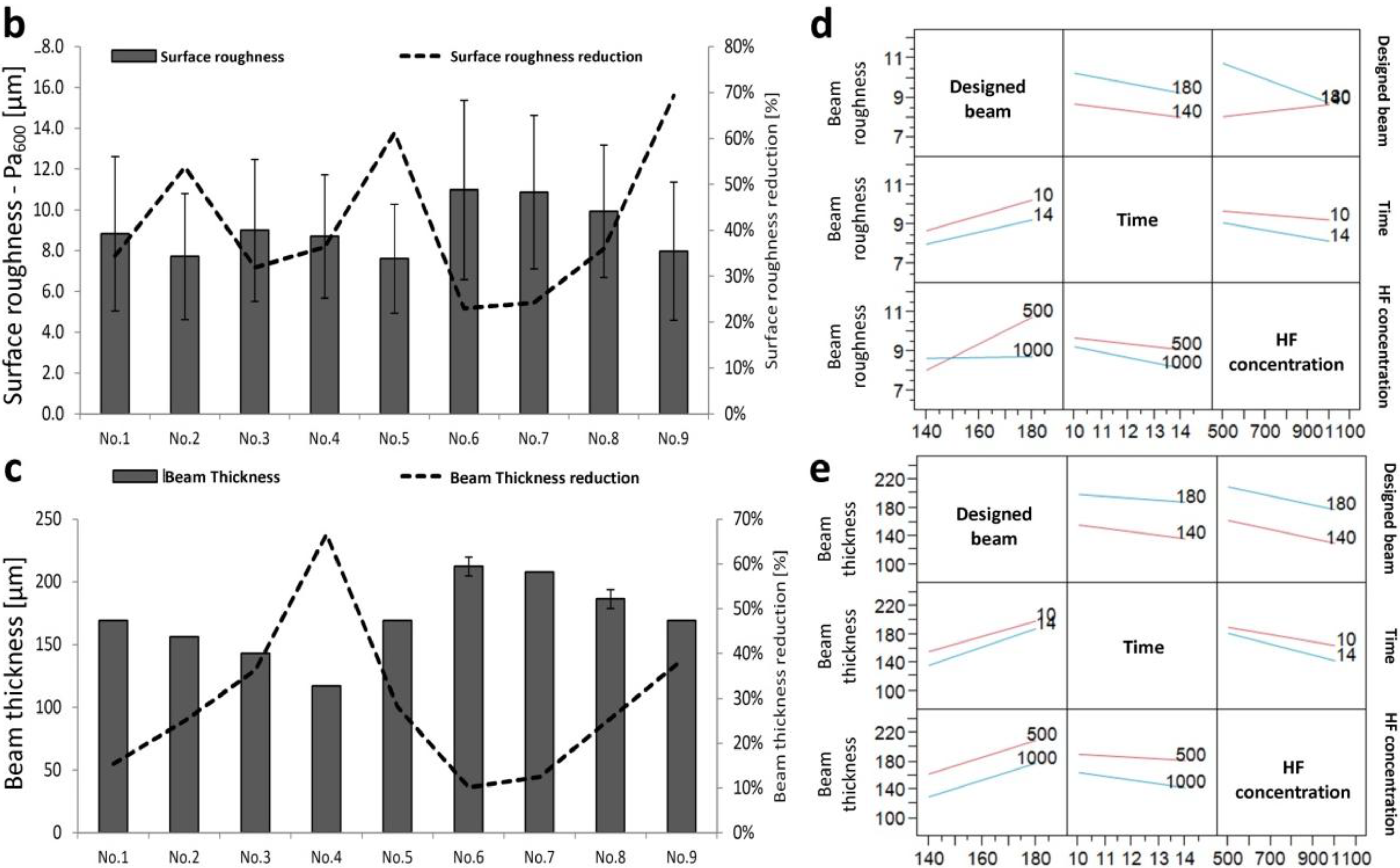
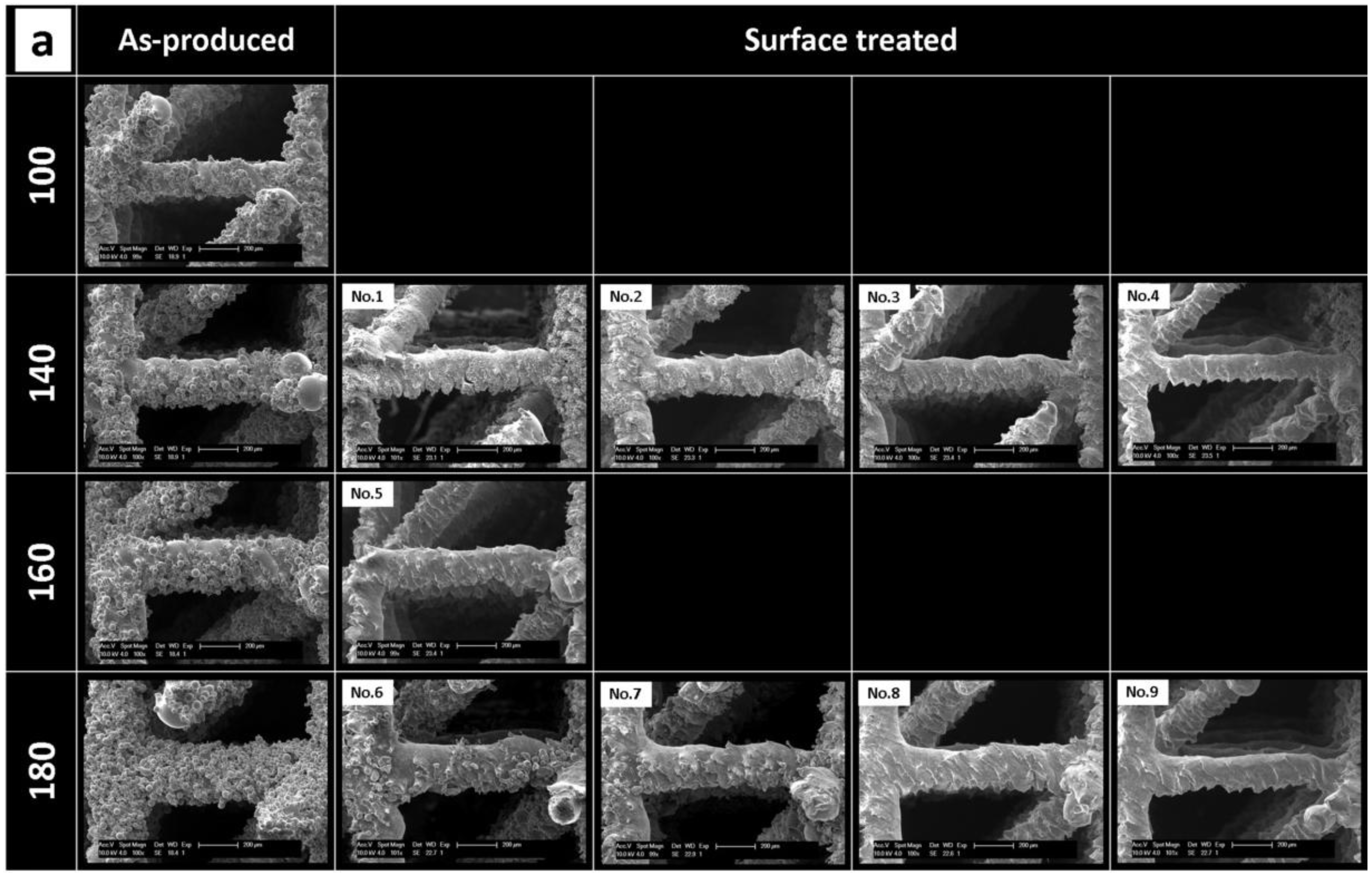
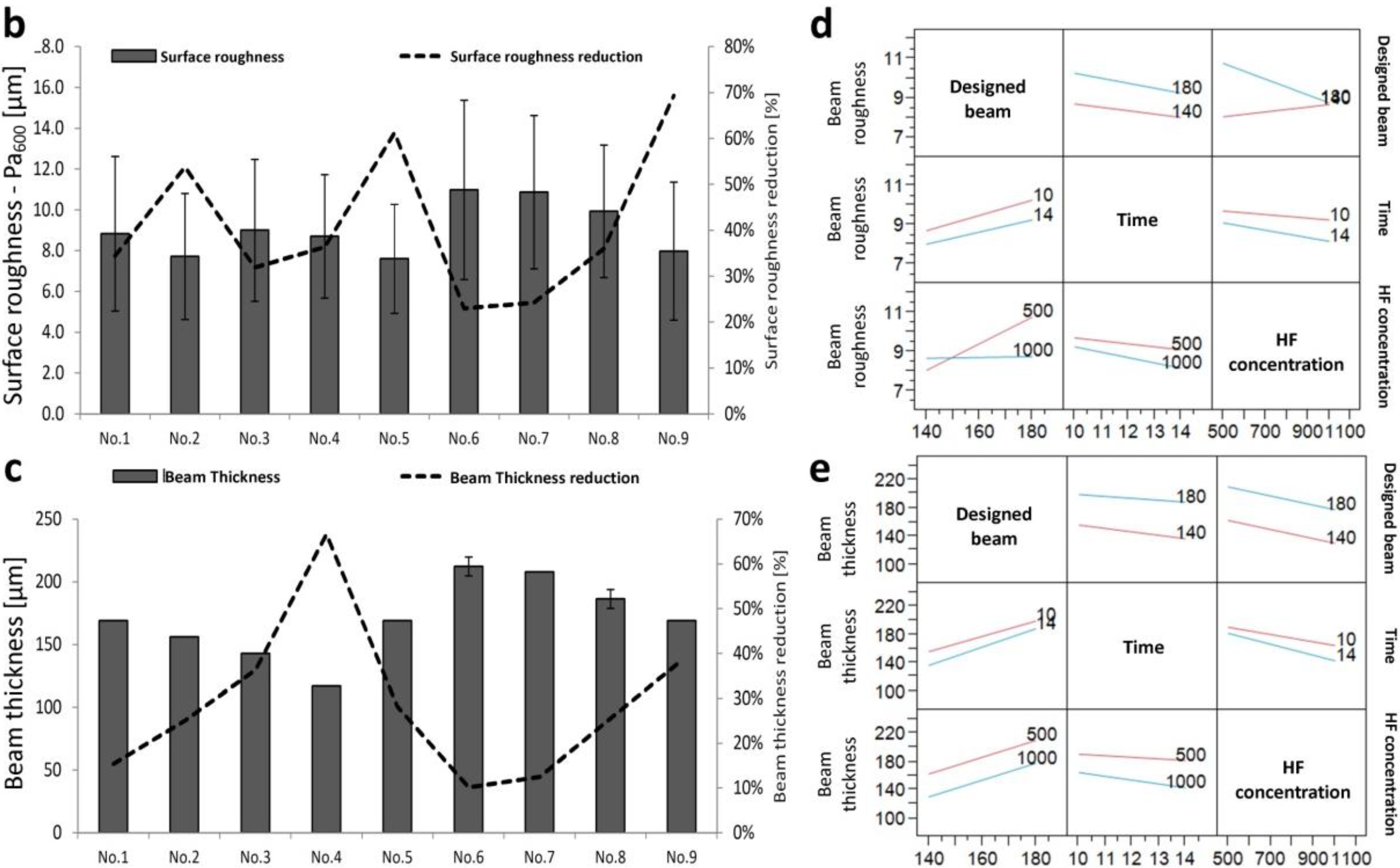
2.2.1. Response to Surface Treatment: Surface Roughness Reduction
2.2.2. Response to Surface Treatment: Beam Thickness Reduction
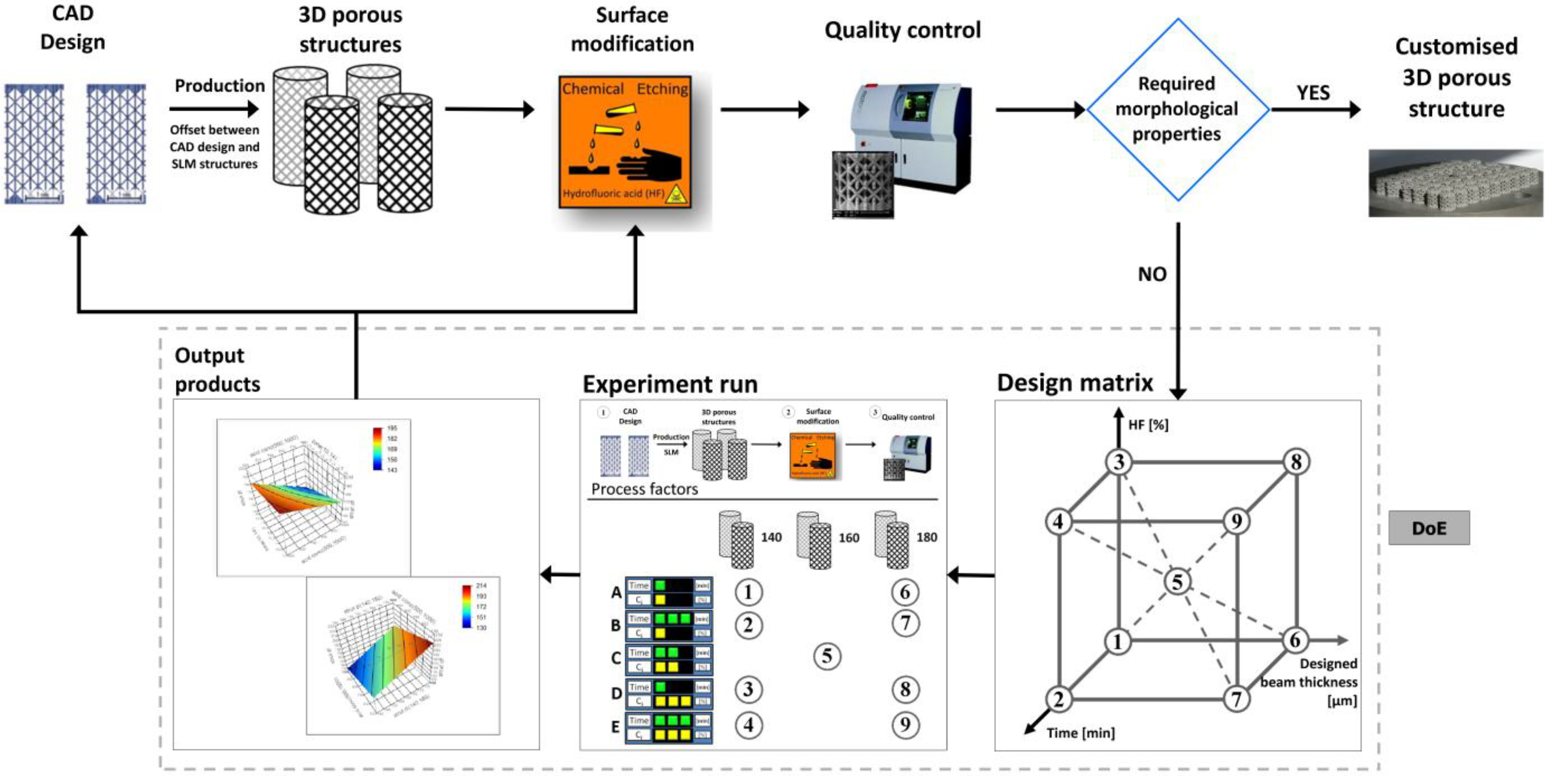
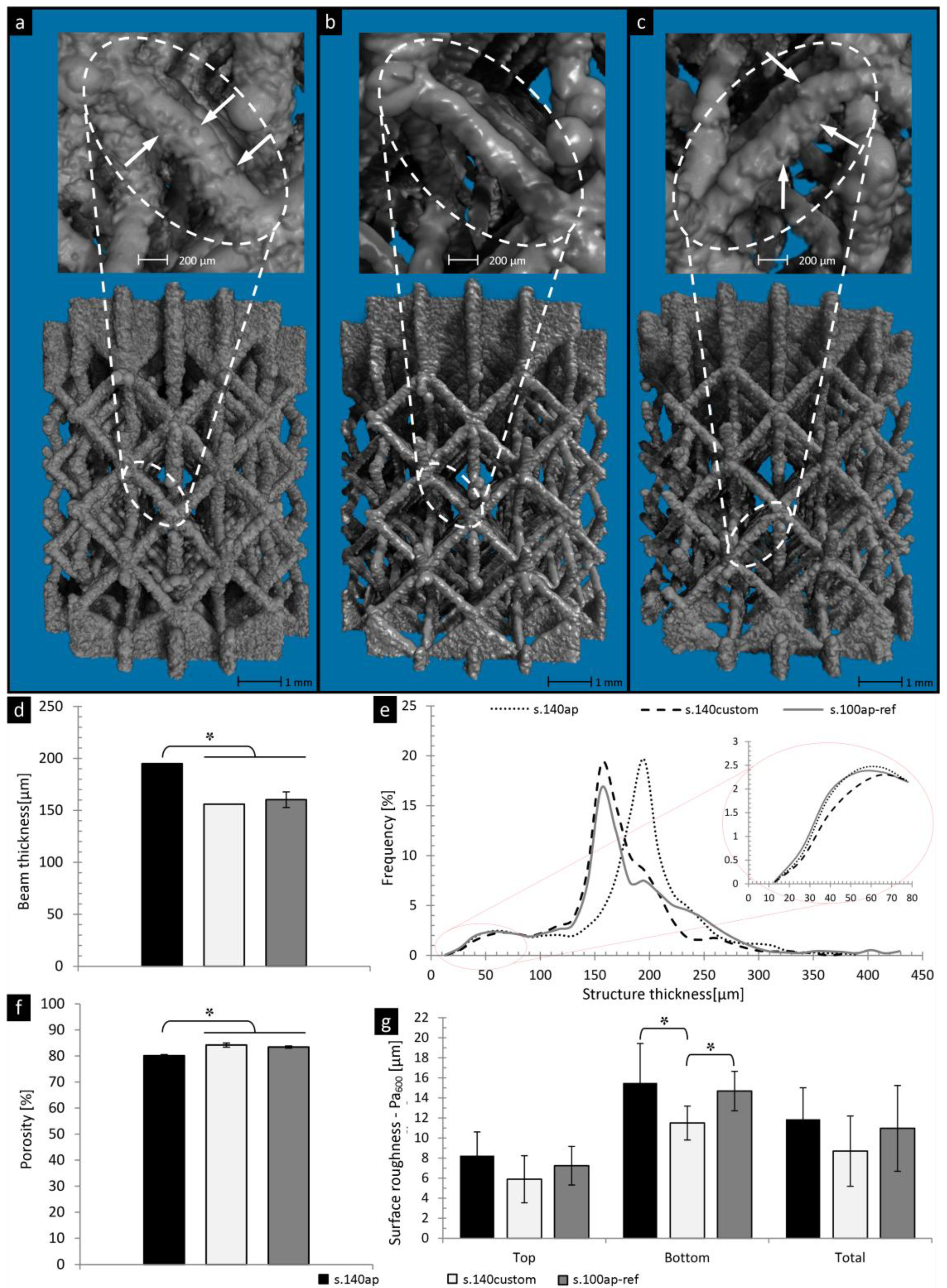
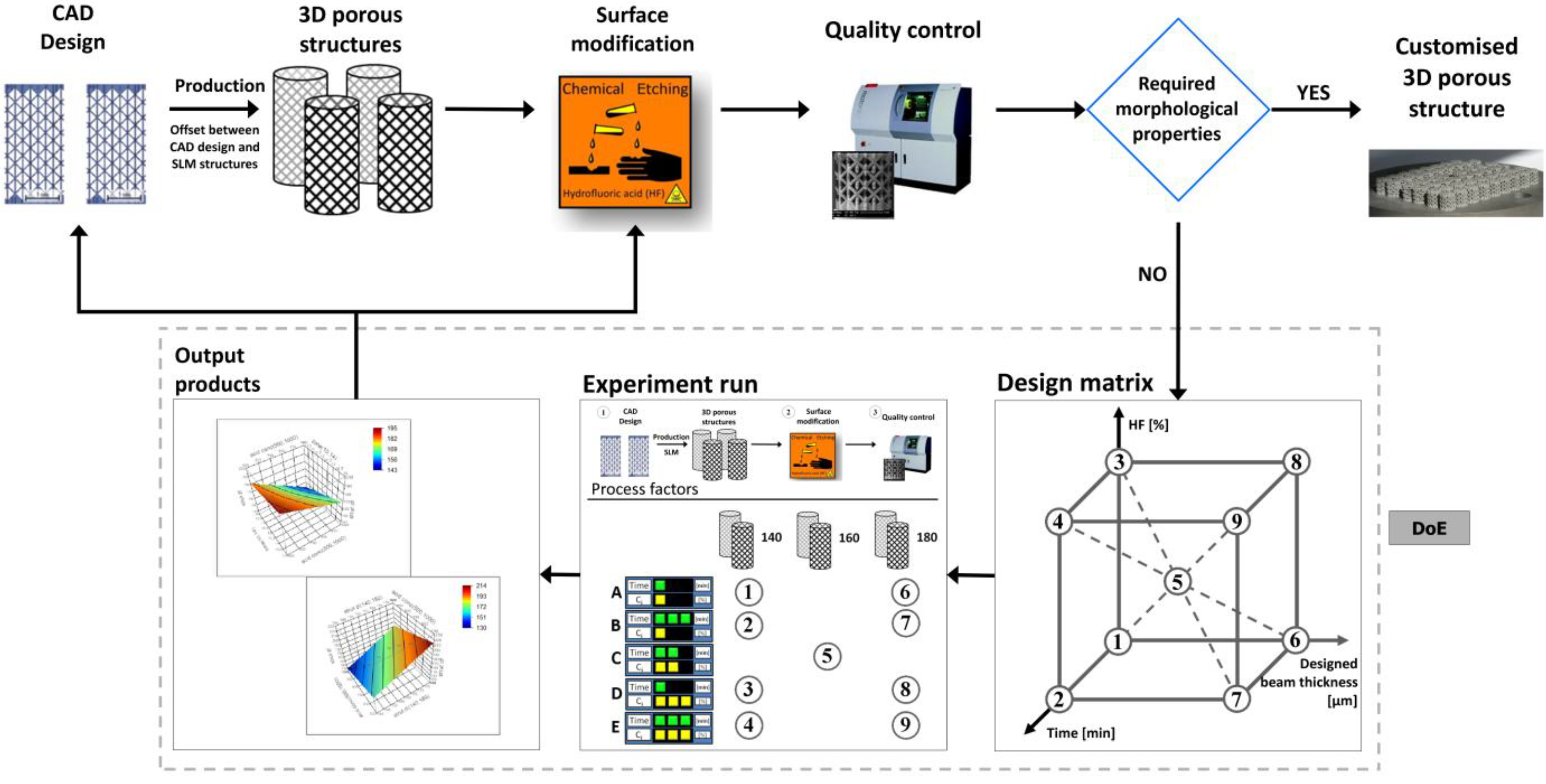
2.3. Case Study: Customized 3D Open Porous Structures
2.3.1. Morphological Properties
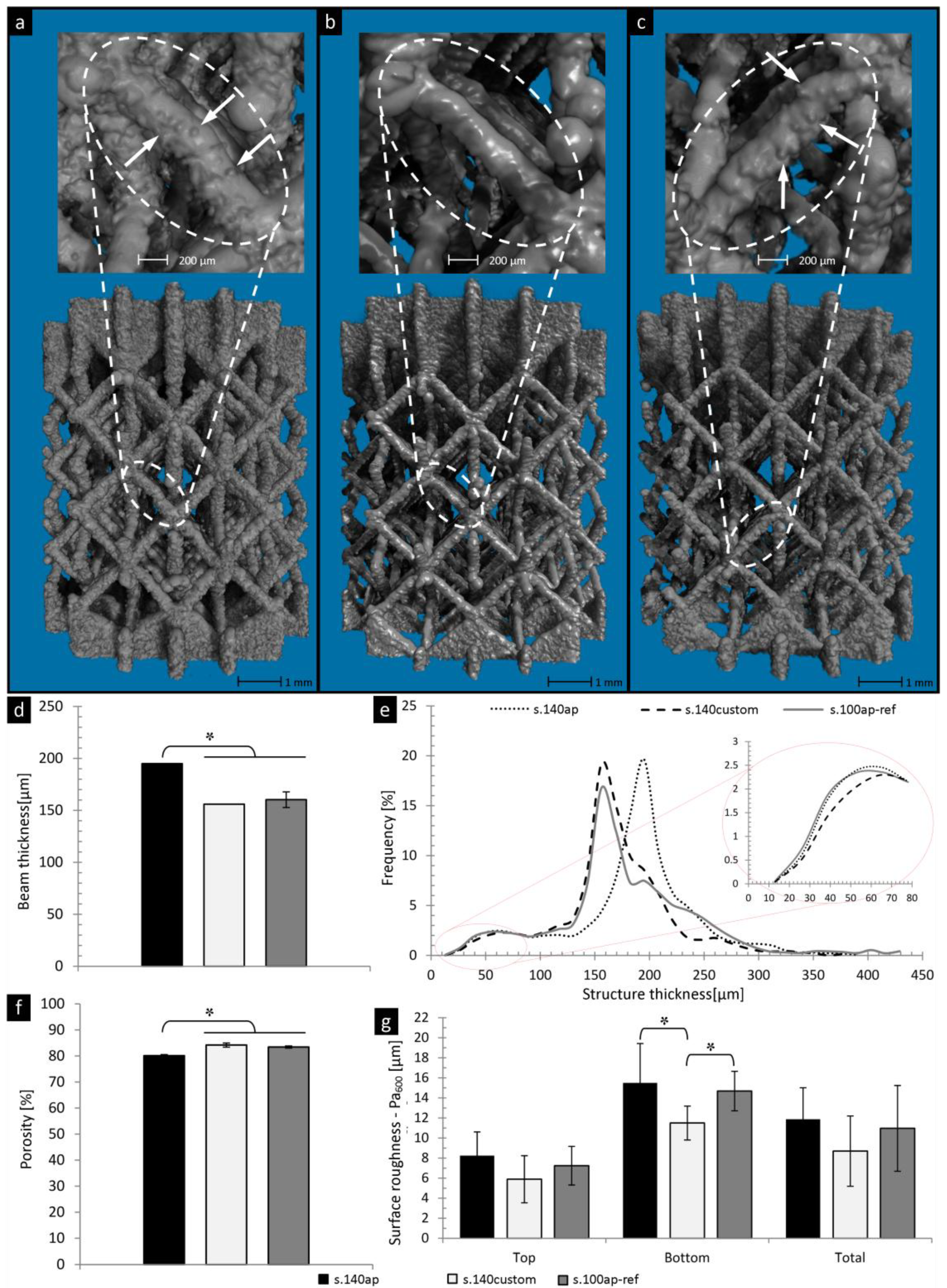
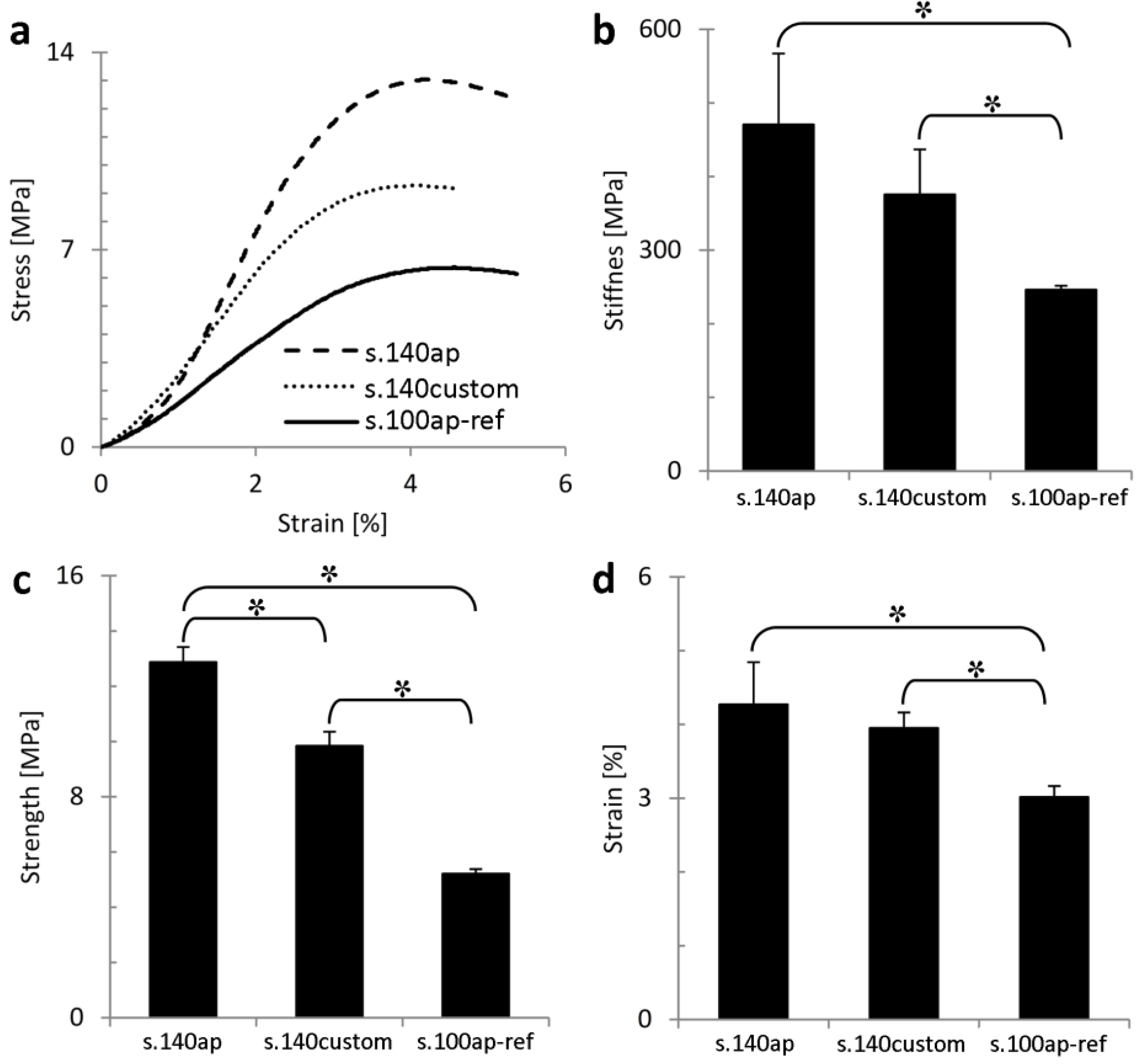
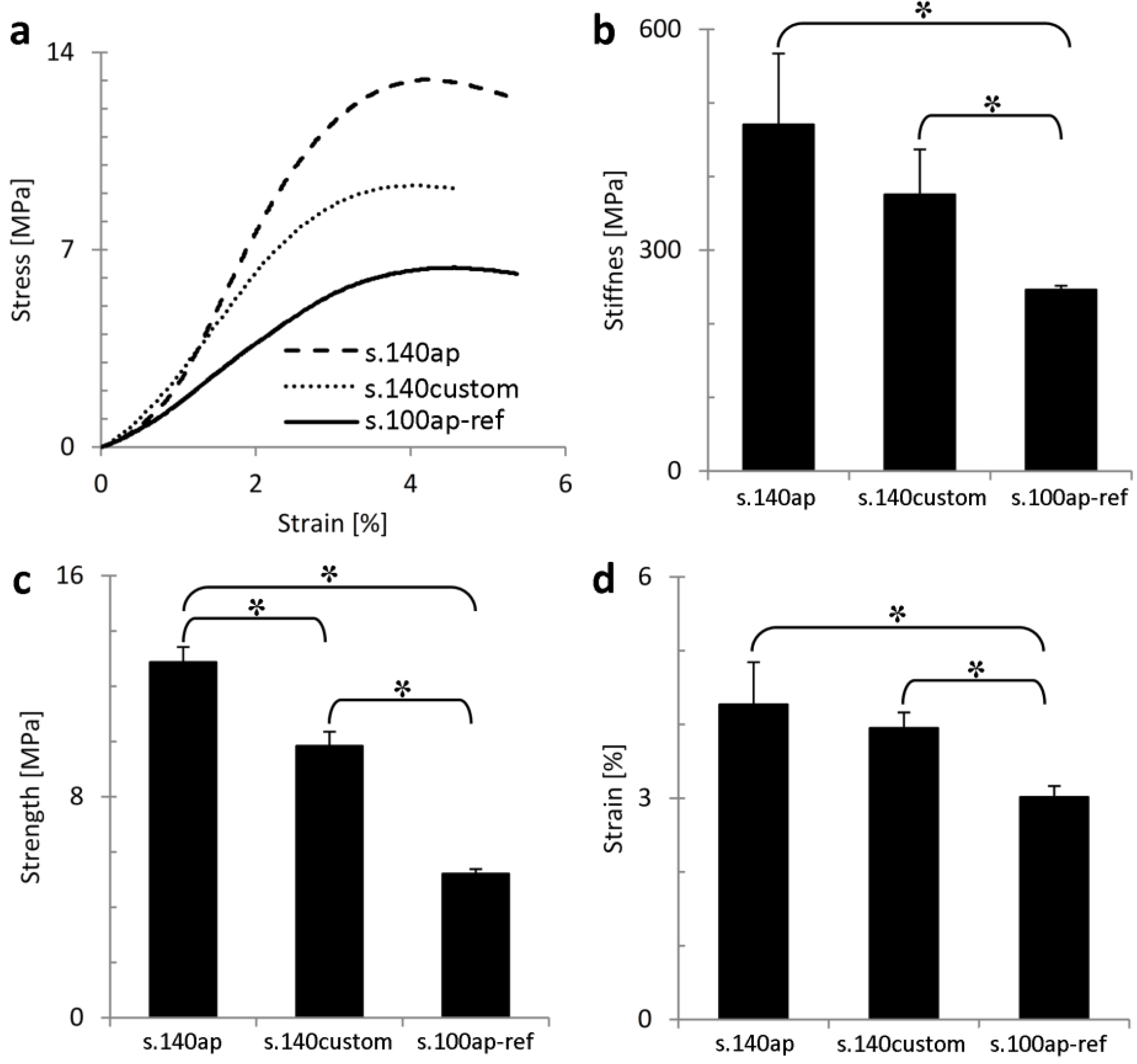
2.3.2. Mechanical Characterization
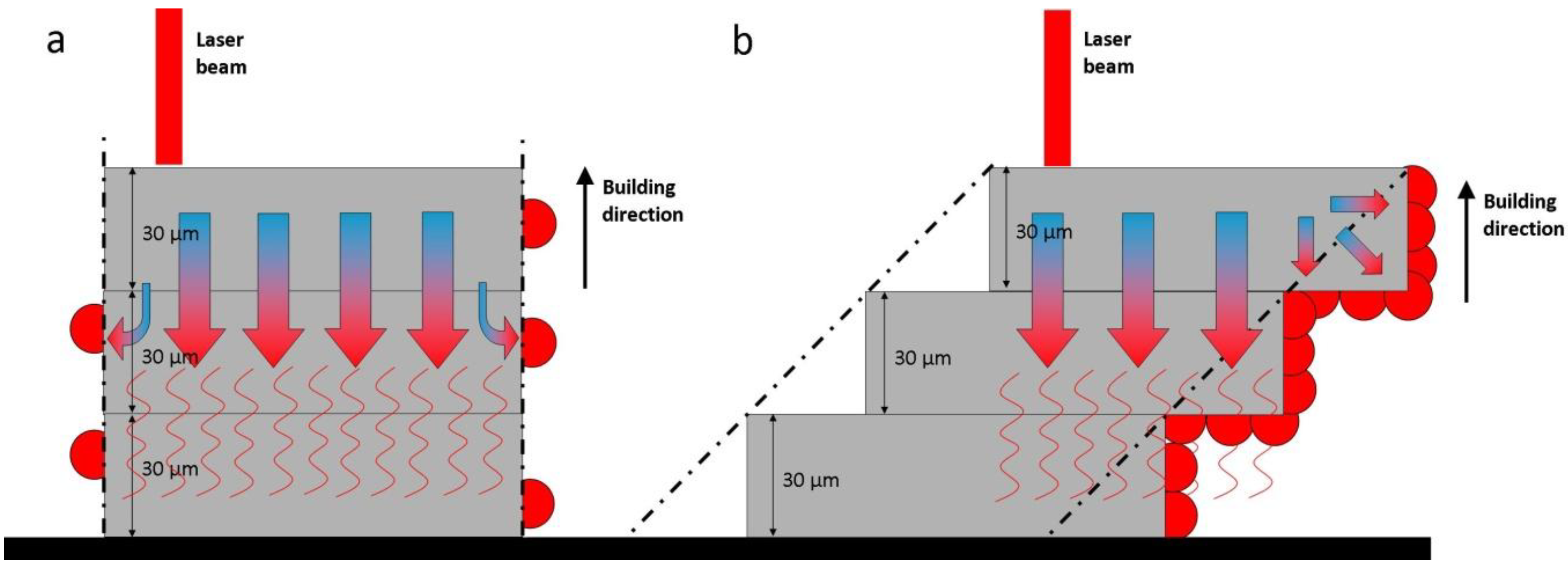
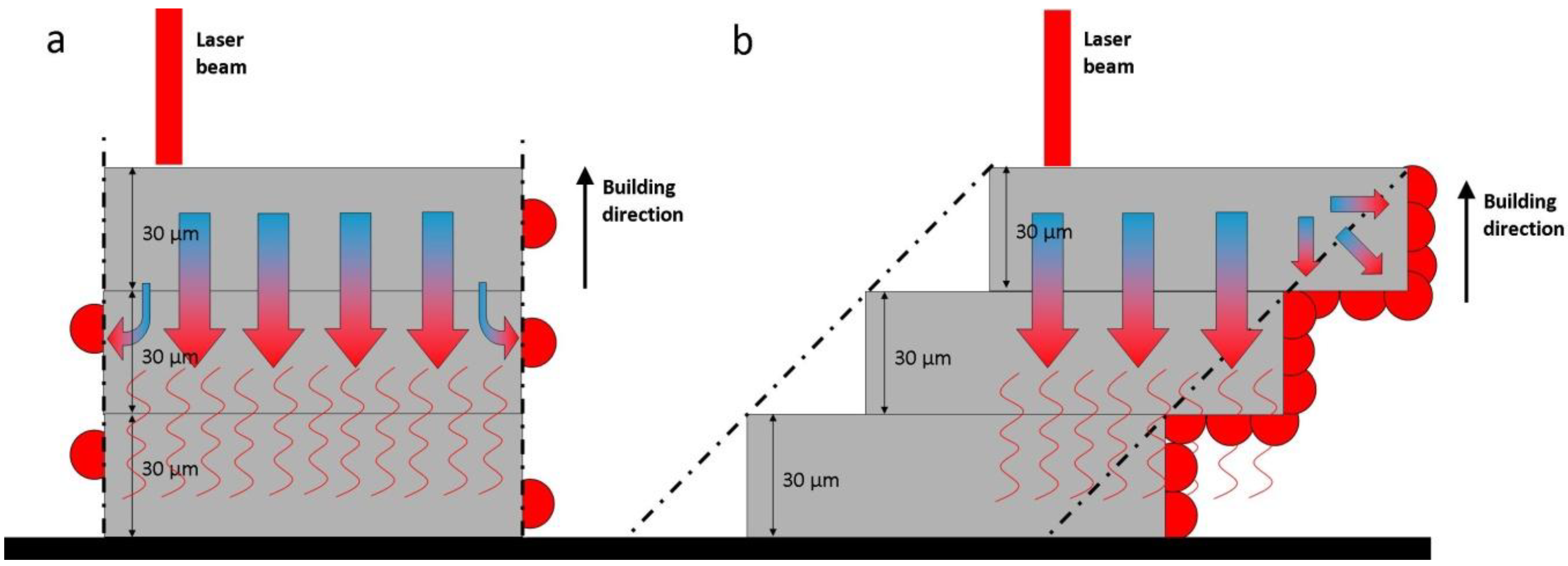
3. Discussion
4. Experimental Section
4.1. 3D Ti6Al4V Porous Structures
4.2. Surface Treatment
4.3. Morphological Characterization
4.4. Surface Roughness Analysis
4.5. Multi-Level Factorial Analysis

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental run | Factor A: Beam thickness | Factor B: Treatment time | Factor C: HF concentration (Cp) |
|---|---|---|---|
| Low level (−): 140 μm | Low level (−): 10 min | Low level (−): 0.5% | |
| High level (+): 180 μm | High level (+): 14 min | High level (+): 1.1% | |
| No. 1 | − | − | − |
| No. 2 | − | + | − |
| No. 3 | − | − | + |
| No. 4 | − | + | + |
| No. 5 | center point | center point | center point |
| No. 6 | + | − | − |
| No. 7 | + | + | − |
| No. 8 | + | − | + |
| No. 9 | + | + | + |
4.6. Case Study: Customization of Surface Roughness and Overall Morphology; and Compression Testing of SLM Open Porous Ti6Al4V Structures
4.7. Statistical Analysis
5. Conclusions
Acknowledgments
Conflicts of Interest
References
- Youssef, S.; Maire, E.; Gaertner, R. Finite element modelling of the actual structure of cellular materials determined by X-ray tomography. Acta Mater. 2005, 53, 719–730. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Shishkovsky, I.; Bertrand, P.; Smurov, I. Manufacturing of fine-structured 3D porous filter elements by selective laser melting. Appl. Surf. Sci. 2009, 255, 5523–5527. [Google Scholar] [CrossRef]
- Banhart, J. Manufacture, characterisation and application of cellular metals and metal foams. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties; Pergamon Press: Oxford, UK, 1988. [Google Scholar]
- Roberts, A.P.; Garboczi, E.J. Elastic moduli of model random three-dimensional closed-cell cellular solids. Acta Mater. 2001, 49, 189–197. [Google Scholar] [CrossRef]
- Van Bael, S.; Kerckhofs, G.; Moesen, M.; Pyka, G.; Schrooten, J.; Kruth, J.-P. Micro-CT-based improvement of geometrical and mechanical controllability of selective laser melted Ti6Al4V porous structures. Mater. Sci. Eng. A 2011, 528, 7423–7431. [Google Scholar]
- Pyka, G.; Burakowski, A.; Kerckhofs, G.; Moesen, M.; van Bael, S.; Schrooten, J.; Wevers, M. Surface modification of Ti6Al4V open porous structures produced by additive manufacturing. Adv. Eng. Mater. 2012, 14, 363–370. [Google Scholar] [CrossRef]
- Van Bael, S.; Chai, Y.; Truscello, S.; Moesen, M.; Kerckhofs, G.; van Oosterwyck, H.; Kruth, J.; Schrooten, J. The effect of pore geometry on the in vitro biological behavior of human periosteum-derived cells seeded on selective laser melted Ti6Al4V bone scaffolds. Acta Biomater. 2012, 8, 2824–2834. [Google Scholar]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinder, D. Additive manufactured AlSi10Mg samples using selective laser melting (SLM): Microstructure, high cycle fatigue, and fracture behavior. Mater. Des. 2012, 34, 159–169. [Google Scholar] [CrossRef]
- Kumar, S.; Kruth, J.P. Composites by rapid prototyping technology. Mater. Des. 2010, 31, 850–856. [Google Scholar] [CrossRef]
- Yang, S.F.; Yang, H.Y.; Chi, X.P.; Evans, J.R.G.; Thompson, I.; Cook, R.J.; Robinson, P. Rapid prototyping of ceramic lattices for hard tissue scaffolds. Mater. Des. 2008, 29, 1802–1809. [Google Scholar] [CrossRef]
- Wiria, F.E.; Shyan, J.Y.M.; Lim, P.N.; Wen, F.G.C.; Yeo, J.F.; Cao, T. Printing of titanium implant prototype. Mater. Des. 2010, 31, S101–S105. [Google Scholar] [CrossRef]
- Wehmoller, M.; Warnke, P.H.; Zilian, C.; Eufinger, H. Implant Design and Production—A New Approach by Selective Laser Melting. In CARS 2005: Computer Assisted Radiology and Surgery; Elsevier Science Bv: Amsterdam, The Netherlands, 2005; Volume 1281, pp. 690–695. [Google Scholar]
- Yadroitsev, I.; Smurov, I. Surface morphology in selective laser melting of metal powders. Phys. Procedia 2011, 12, 264–270. [Google Scholar] [CrossRef]
- Strano, G.; Hao, L.; Everson, R.M.; Evans, K.E. Surface roughness analysis, modelling and prediction in selective laser melting. J. Mater. Process. Technol. 2013, 213, 589–597. [Google Scholar] [CrossRef]
- Rostamy, N.; Bergstrom, D.J.; Sumner, D.; Bugg, J.D. The effect of surface roughness on the turbulence structure of a plane wall jet. Phys. Fluids 2011, 23, 1–10. [Google Scholar] [CrossRef]
- Tian, Z.F.; Inthavong, K.; Tu, J.Y.; Yeoh, G.H. Numerical investigation into the effects of wall roughness on a gas-particle flow in a 90 degrees bend. Int. J. Heat Mass Transf. 2008, 51, 1238–1250. [Google Scholar] [CrossRef]
- Zeman, M.; van Swaaij, R.; Zuiddam, M.; Metselaar, J.W.; Schropp, R.E.I. Effect of Interface Roughness on Light Scattering and Optical Properties of A-Si: H Solar Cells. In Amorphous and Heterogeneous Silicon Thin Films: Fundamentals to Devices-1999; Materials Research Society: Warrendale, PA, USA, 1999; Volume 557, pp. 725–730. [Google Scholar]
- Leu, D.K. Modeling of surface roughness effect on dry contact friction in metal forming. Int. J. Adv. Manuf. Technol. 2011, 57, 575–584. [Google Scholar] [CrossRef]
- Liu, Y.; Cui, J.; Li, W.Z.; Zhang, N. Effect of surface microstructure on microchannel heat transfer performance. J. Heat Transf. 2011, 133, 1–6. [Google Scholar] [CrossRef]
- Kotousov, A.; Neto, L.B.; Rahman, S.S. Theoretical model for roughness induced opening of cracks subjected to compression and shear loading. Int. J. Fract. 2011, 172, 9–18. [Google Scholar] [CrossRef]
- Salgado, A.J.; Coutinho, O.P.; Reis, R.L. Bone tissue engineering: State of the art and future trends. Macromol. Biosci. 2004, 4, 743–765. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mustafa, K.; Wennerberg, A.; Wroblewski, J.; Hultenby, K.; Lopez, B.S.; Arvidson, K. Determining optimal surface roughness of TiO2 blasted titanium implant material for attachment, proliferation and differentiation of cells derived from human mandibular alveolar bone. Clin. Oral Implant. Res. 2001, 12, 515–525. [Google Scholar] [CrossRef]
- Papantoniou, I.; Chai, Y.C.; Luyten, F.P.; Schrooten, J. Process quality engineering for bioreactor-driven manufacturing of tissue-engineered constructs for bone Regeneration. Tissue Eng. Part C Methods 2012, 19, 596–609. [Google Scholar] [CrossRef]
- Liu, X.Y.; Chu, P.K.; Ding, C.X. Surface modification of titanium, titanium alloys, and related materials for biomedical applications. Mater. Sci. Eng. R Rep. 2004, 47, 49–121. [Google Scholar] [CrossRef]
- Fukuda, A.; Takemoto, M.; Saito, T.; Fujibayashi, S.; Neo, M.; Pattanayak, D.K.; Matsushita, T.; Sasaki, K.; Nishida, N.; Kokubo, T.; Nakamura, T. Osteoinduction of porous Ti implants with a channel structure fabricated by selective laser melting. Acta Biomater. 2011, 7, 2327–2336. [Google Scholar] [CrossRef] [PubMed]
- Minczewski, J.; Marczenko, Z. Chemia Analityczna 1. Podstawy Teoretyczne I Analiza Jakościowa (in Polish); Wydawnictwo Naukowe PWN: Warszawa, Poland, 2004. [Google Scholar]
- Pyka, G.; Kerckhofs, G.; van Bael, S.; Velasco Martin, E.; Moesen, M.; Schrooten, J.; Wevers, M. Characterisation of meso- and micro-scale morphological and mechanical properties of surface modified 3D Ti6Al4V open porous structures. In Proceedings of International Conference on Porous Metals and Metallic Foams, Bexco, Busan, Korea, 18–21 September 2011.
- Yadroitsev, I.; Yadroitsava, I.; Bertrand, P.; Smurov, I. Factor analysis of selective laser melting process parameters and geometrical characteristics of synthesized single tracks. Rapid Prototyp. J. 2012, 18, 201–208. [Google Scholar] [CrossRef]
- Sun, J.F.; Yang, Y.Q.; Wang, D. Parametric optimization of selective laser melting for forming Ti6Al4V samples by taguchi method. Opt. Laser Technol. 2013, 49, 118–124. [Google Scholar] [CrossRef]
- Mumtaz, K.; Hopkinson, N. Top surface and side roughness of inconel 625 parts processed using selective laser melting. Rapid Prototyp. J. 2009, 15, 96–103. [Google Scholar] [CrossRef]
- Zhang, Z.H.; Ren, L.Q.; Zhou, T.; Han, Z.W.; Zhou, H.; Chen, L.; Zhao, Y. Optimization of laser processing parameters and their effect on penetration depth and surface roughness of biomimetic units on the surface of 3Cr2W8V steel. J. Bionic Eng. 2010, 7, S67–S76. [Google Scholar] [CrossRef]
- Nalbant, M.; Gokkaya, H.; Sur, G. Application of taguchi method in the optimization of cutting parameters for surface roughness in turning. Mater. Des. 2007, 28, 1379–1385. [Google Scholar] [CrossRef]
- Franceschini, G.; Macchietto, S. Model-based design of experiments for parameter precision: State of the art. Chem. Eng. Sci. 2008, 63, 4846–4872. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Gusarov, A.; Yadroitsava, I.; Smurov, I. Single track formation in selective laser melting of metal powders. J. Mater. Process. Technol. 2010, 210, 1624–1631. [Google Scholar] [CrossRef]
- Yasa, E.; Deckers, J.; Kruth, J.-P. The investigation of the influence of laser re-melting on density, surface quality and microstructure of selective laser melting parts. Rapid Prototyp. J. 2011, 17, 312–327. [Google Scholar] [CrossRef]
- Campbell, R.I.; Martorelli, M.; Lee, H.S. Surface roughness visualisation for rapid prototyping models. Comput. Aided Des. 2002, 34, 717–725. [Google Scholar] [CrossRef]
- Emmelmann, C.; Scheinemann, P.; Munsh, M.; Seyda, V. Laser additive manufacturing of modified implant surfaces with osseointegrative characteristics. Phys. Procedia 2011, 12, 375–384. [Google Scholar] [CrossRef]
- Bartolo, P.; Kruth, J.-P.; Silva, J.; Levy, G.; Malshe, A.; Rajurkar, K.; Mitsuishi, M.; Ciurana, J.; Leu, M. Biomedical production of implants by additive electro-chemical and physical processes. CIRP Ann. Manuf. Technol. 2012, 61, 635–655. [Google Scholar] [CrossRef]
- Chai, Y.C.; Kerckhofs, G.; Roberts, S.J.; van Bael, S.; Schepers, E.; Vleugels, J.; Luyten, F.P.; Schrooten, J. Ectopic bone formation by 3D porous calcium phosphate-Ti6Al4V hybrids produced by perfusion electrodeposition. Biomaterials 2012, 33, 4044–4058. [Google Scholar] [CrossRef] [PubMed]
- Layerwise. Available online: http://www.layerwise.com/ (accessed on 1 September 2013).
- Roberts, S.J.; Geris, L.; Kerckhofs, G.; Desmet, E.; Schrooten, J.; Luyten, F.P. The combined bone forming capacity of human periosteal derived cells and calcium phosphates. Biomaterials 2011, 32, 4393–4405. [Google Scholar] [CrossRef] [PubMed]
- Pyka, G.; Kerckhofs, G.; Chai, Y.; Moesen, M.; Velasco Martin, E.; Schrooten, J.; Wevers, M. The Use of Micro-CT to Correlate in vitro Cell Behaviour with the Surface Roughness of Ti6Al4V Scaffolds for Tissue Engineering. In Proceedings of SkyScan User Meeting 2011, Leuven, Belgium, 13–15 April 2011.
- Vetrone, F.; Variola, F.; de Oliveira, P.T.; Zalzal, S.F.; Yi, J.-H.; Sam, J.; Bombonato-Prado, K.F.; Sarkissian, A.; Perepichka, D.F.; Wuest, J.D.; et al. Nanoscale oxidative patterning of metallic surfaces to modulate cell activity and fate. Nano Lett. 2009, 9, 659–665. [Google Scholar] [CrossRef] [PubMed]
- Chunze, Y.; Liang, H.; Hussein, A.; Raymont, D. Evaluations of cellular lattice structures manufactured using selective laser melting. Int. J. Mach. Tools Manuf. 2012, 62, 32–38. [Google Scholar] [CrossRef]
- Smith, M.; Guan, Z.; Cantwell, W.J. Finite element modelling of the compressive response of lattice structures manufactured using the selective laser melting technique. Int. J. Mech. Sci. 2012, 67, 28–41. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.P.; van Humbeeck, J. Heat treatment of Ti6Al4V produced by selective laser melting: Microstructure and mechanical properties. J. Alloy. Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Otsu, N. Threshold Selection Method from Gray-Level Histograms. IEEE Trans. Syst. Man Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef]
- The User’s Guide. Available online: http://www.skyscan.be/next/CTan_UserManual.pdf (accessed on 1 September 2013).
- De Chiffre, L.; Lonardo, P.; Trumpold, H.; Lucca, D.A.; Goch, G.; Brown, C.A.; Raja, J.; Hansen, H.N. Quantitative characterisation of surface texture. CIRP Ann. Manuf. Technol. 2000, 49, 635–652. [Google Scholar]
- International Organization for Standardization. Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters; ISO 4287:1997; International Organization for Standardization: Geneva, Switzerland, 1997. [Google Scholar]
- International Organization for Standardization. Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Rules and Procedures for the Assessment of Surface Texture; ISO 4288:1996; International Organization for Standardization: Geneva, Switzerland, 1996. [Google Scholar]
- Kerckhofs, G.; Pyka, G.; Moesen, M.; van Bael, S.; Schrooten, J.; Wevers, M. High-resolution microfocus X-ray computed tomography for 3D surface roughness measurements of additive manufactured porous materials. Adv. Eng. Mater. 2012, 15, 153–158. [Google Scholar] [CrossRef]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Pyka, G.; Kerckhofs, G.; Papantoniou, I.; Speirs, M.; Schrooten, J.; Wevers, M. Surface Roughness and Morphology Customization of Additive Manufactured Open Porous Ti6Al4V Structures. Materials 2013, 6, 4737-4757. https://doi.org/10.3390/ma6104737
Pyka G, Kerckhofs G, Papantoniou I, Speirs M, Schrooten J, Wevers M. Surface Roughness and Morphology Customization of Additive Manufactured Open Porous Ti6Al4V Structures. Materials. 2013; 6(10):4737-4757. https://doi.org/10.3390/ma6104737
Chicago/Turabian StylePyka, Grzegorz, Greet Kerckhofs, Ioannis Papantoniou, Mathew Speirs, Jan Schrooten, and Martine Wevers. 2013. "Surface Roughness and Morphology Customization of Additive Manufactured Open Porous Ti6Al4V Structures" Materials 6, no. 10: 4737-4757. https://doi.org/10.3390/ma6104737