Tensile and Compressive Responses of Ceramic and Metallic Nanoparticle Reinforced Mg Composites


Abstract
:1. Introduction
2. Results and Discussion
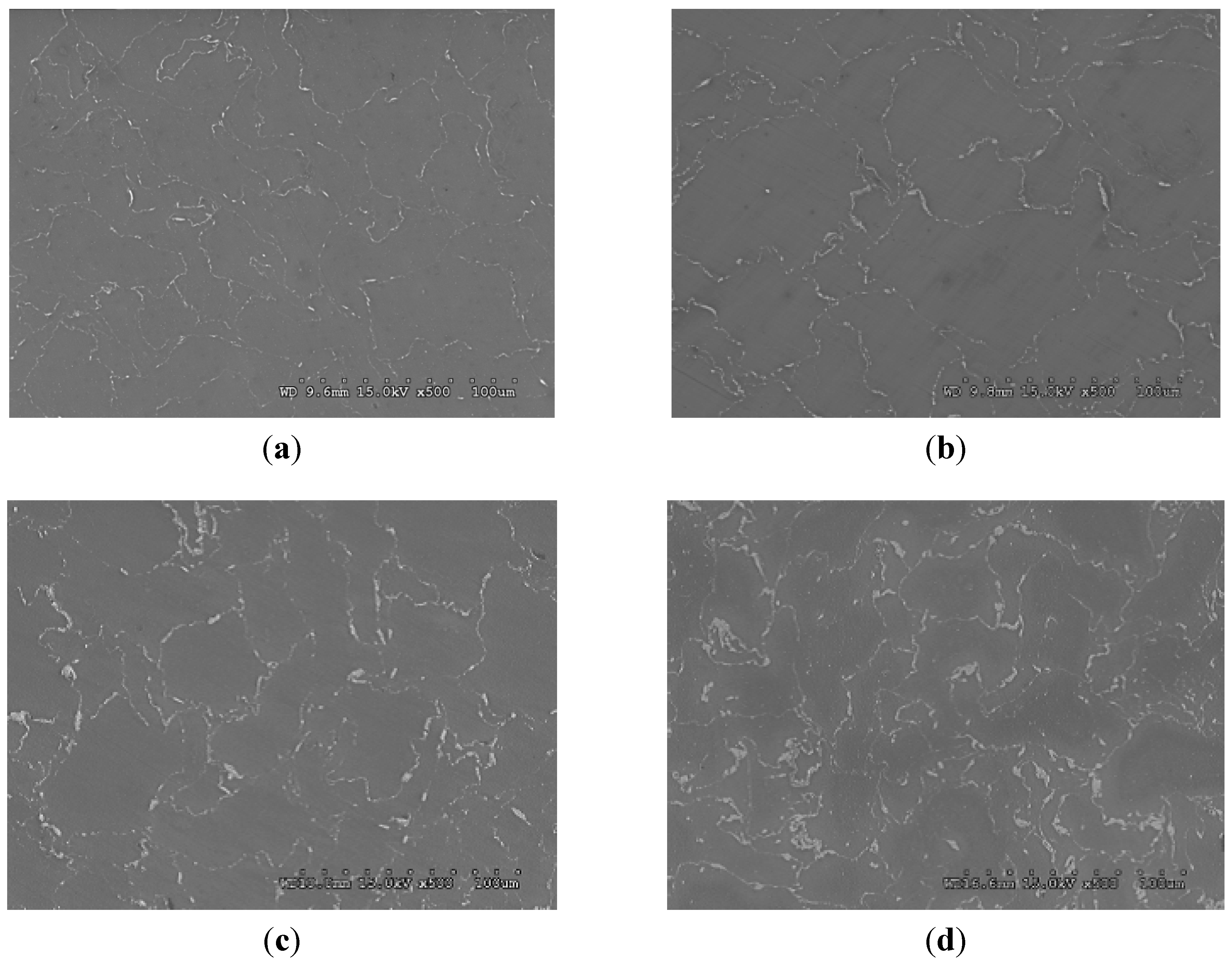
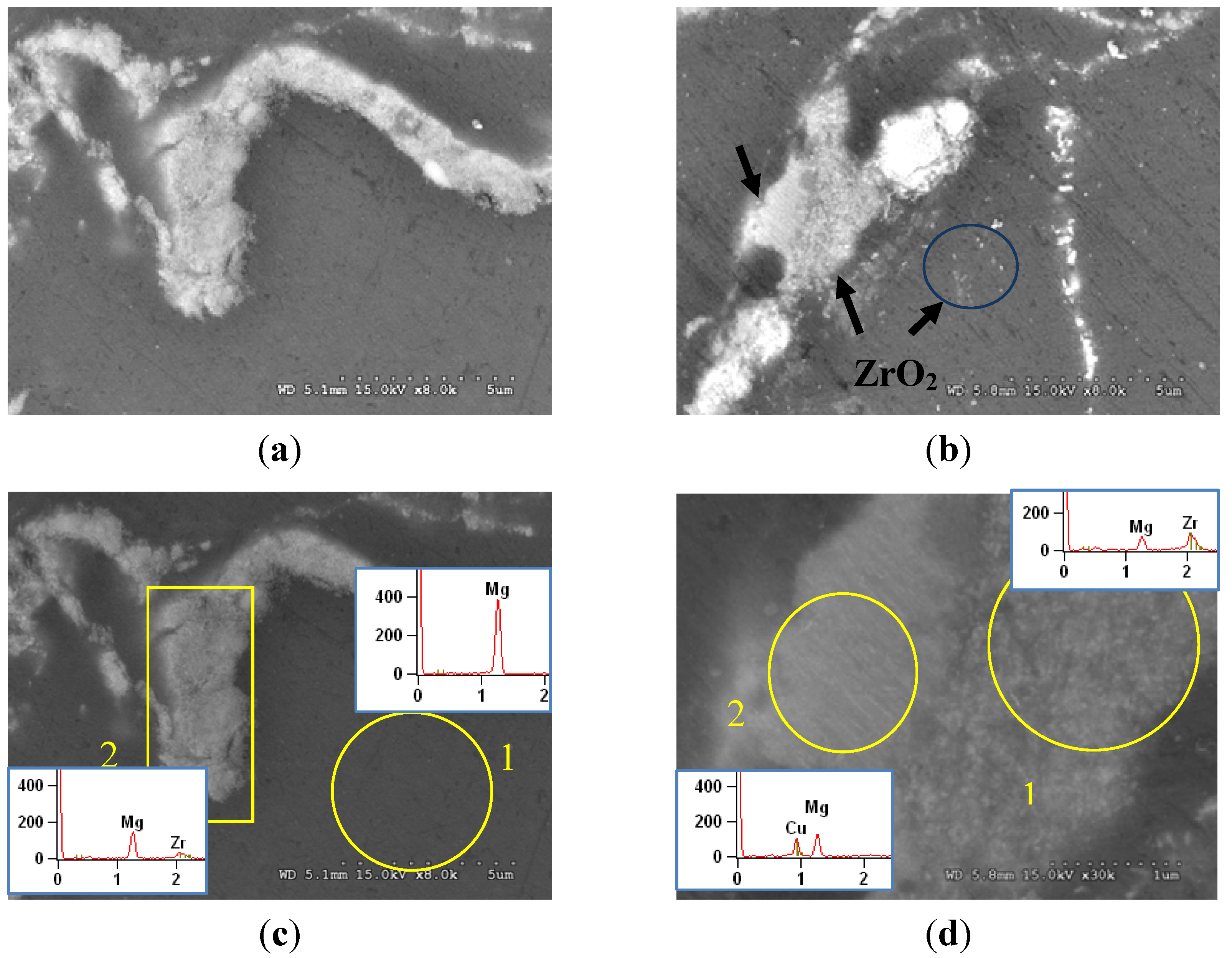
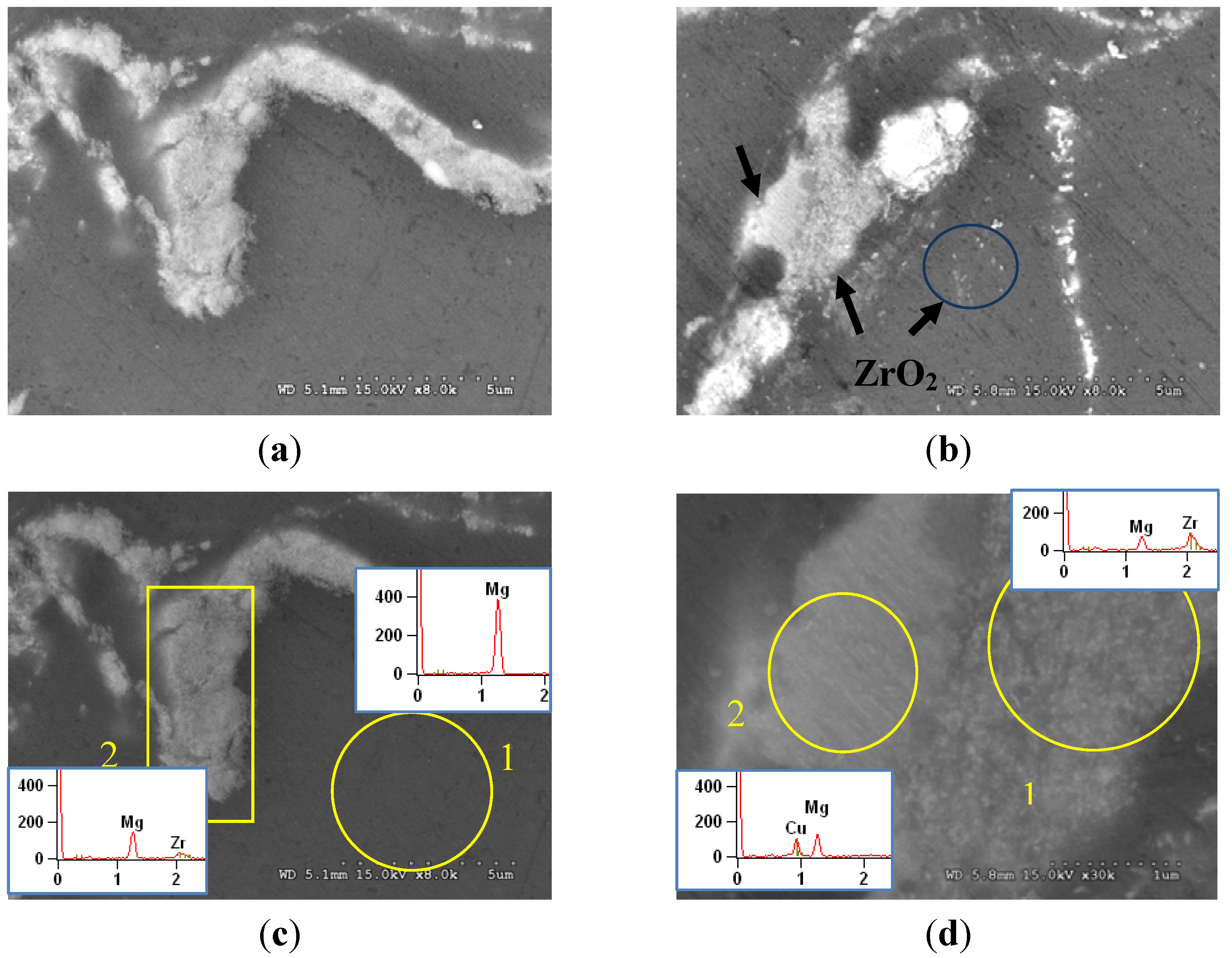
2.1. Grain Size and Reinforcement Distribution

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials (vol %) | Grain size | Macrohardness | Microhardness |
|---|---|---|---|
| (µm) | (HR15T) | (HV) | |
| Mg | 25 ± 7 | 44.7 ± 1.0 | 42.0 ± 1.6 |
| Mg/0.3ZrO2 | 24 ± 7 | 46.3 ± 0.9 | 40.0 ± 1.0 |
| Mg/0.6ZrO2 | 29 ± 3 | 46.0 ± 2.0 | 41.6 ± 2.1 |
| Mg/1.0ZrO2 | 25 ± 4 | 44.1 ± 0.7 | 42.1 ± 1.9 |
| Mg/1.0ZrO2 * | 23 ± 6 | 41.8 ± 0.8 | 39.9 ± 1.4 |
| Mg/(0.3ZrO2 + 0.7Cu) | 9 ± 2 | 57.9 ± 1.3 | 47.6 ± 1.0 |
| Mg/(0.6ZrO2 + 0.4Cu) | 11 ± 3 | 61.1 ± 0.6 | 50.2 ± 0.9 |
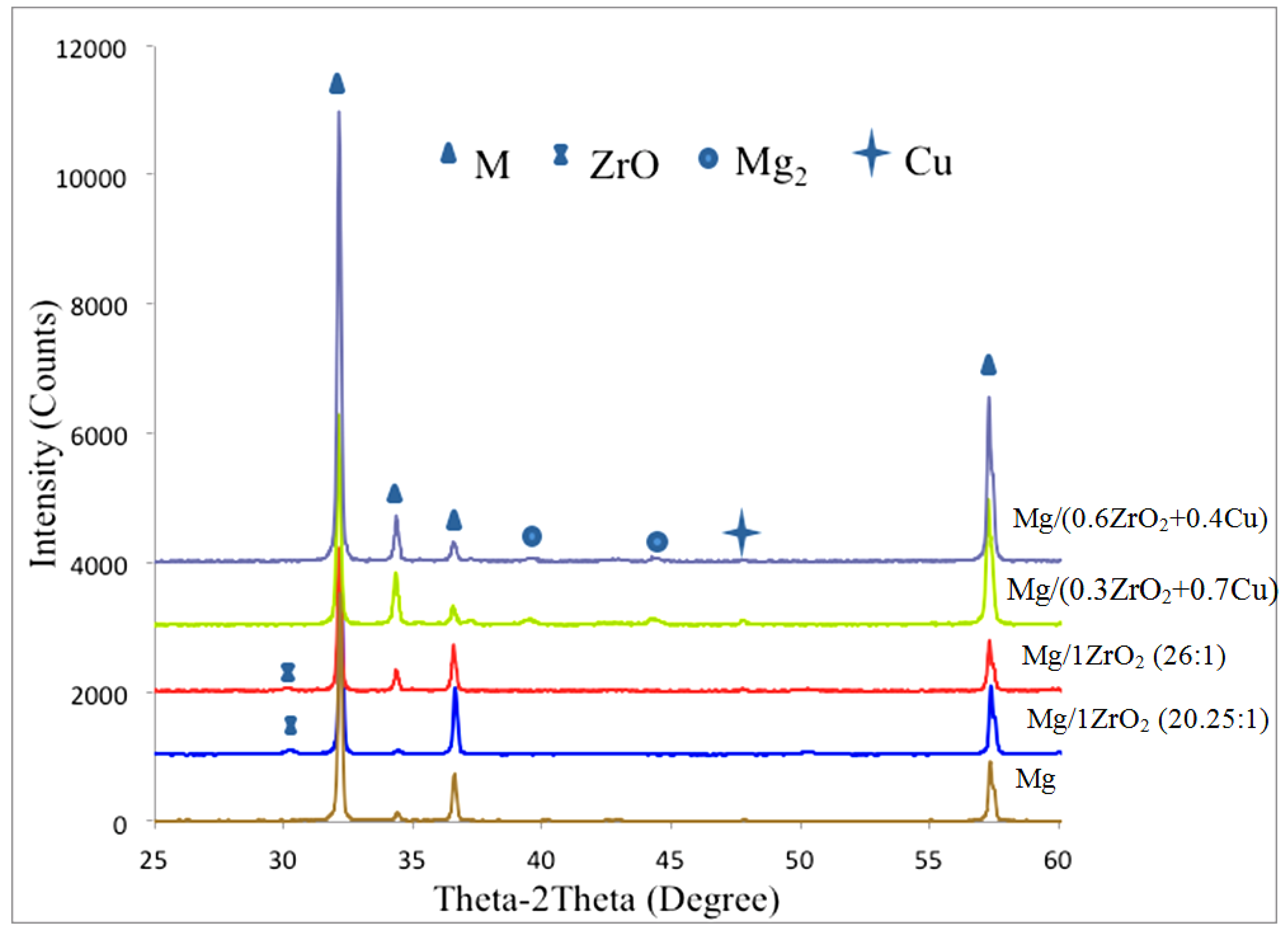
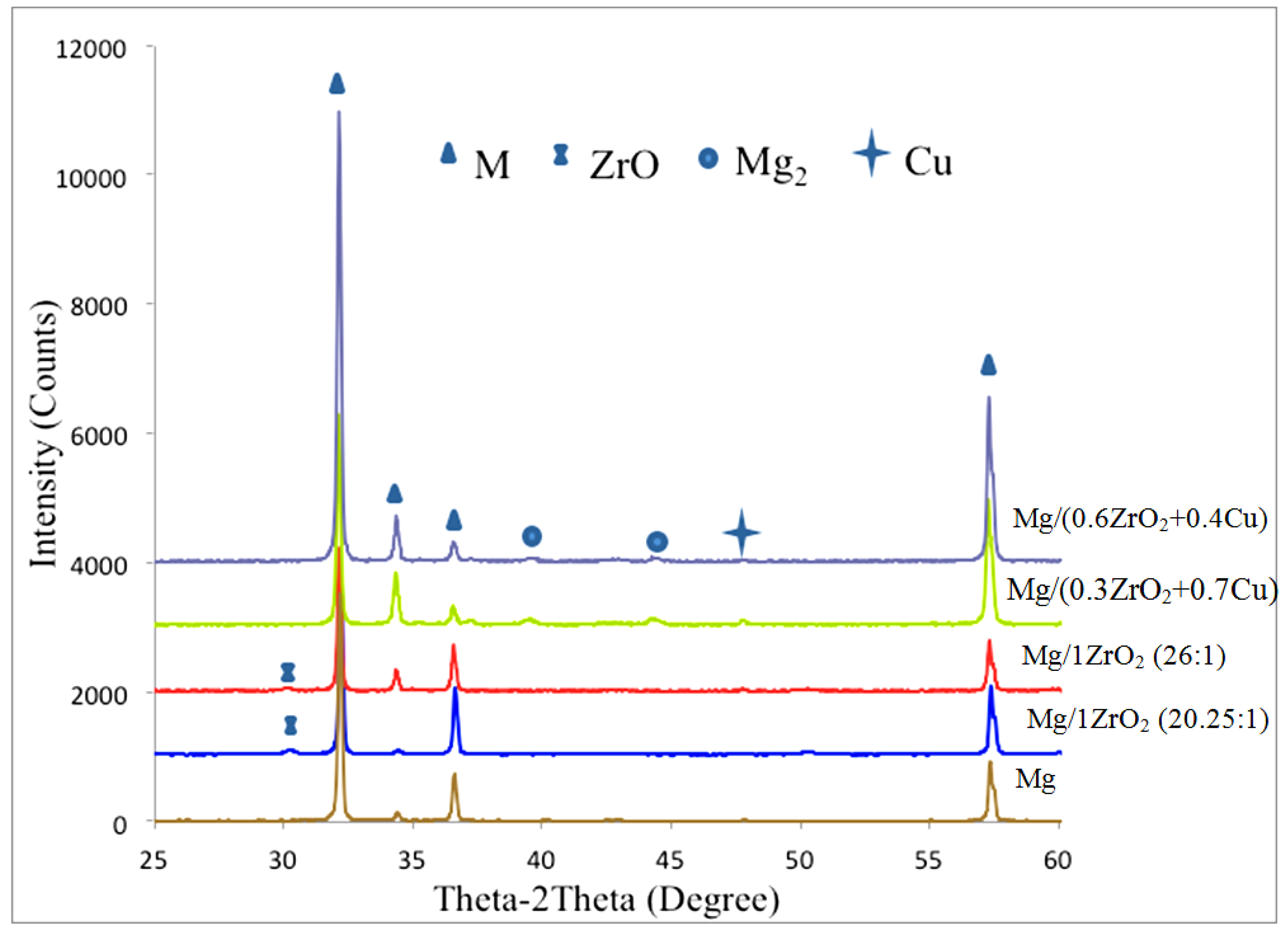
2.2. XRD Analysis

2.3. Hardness
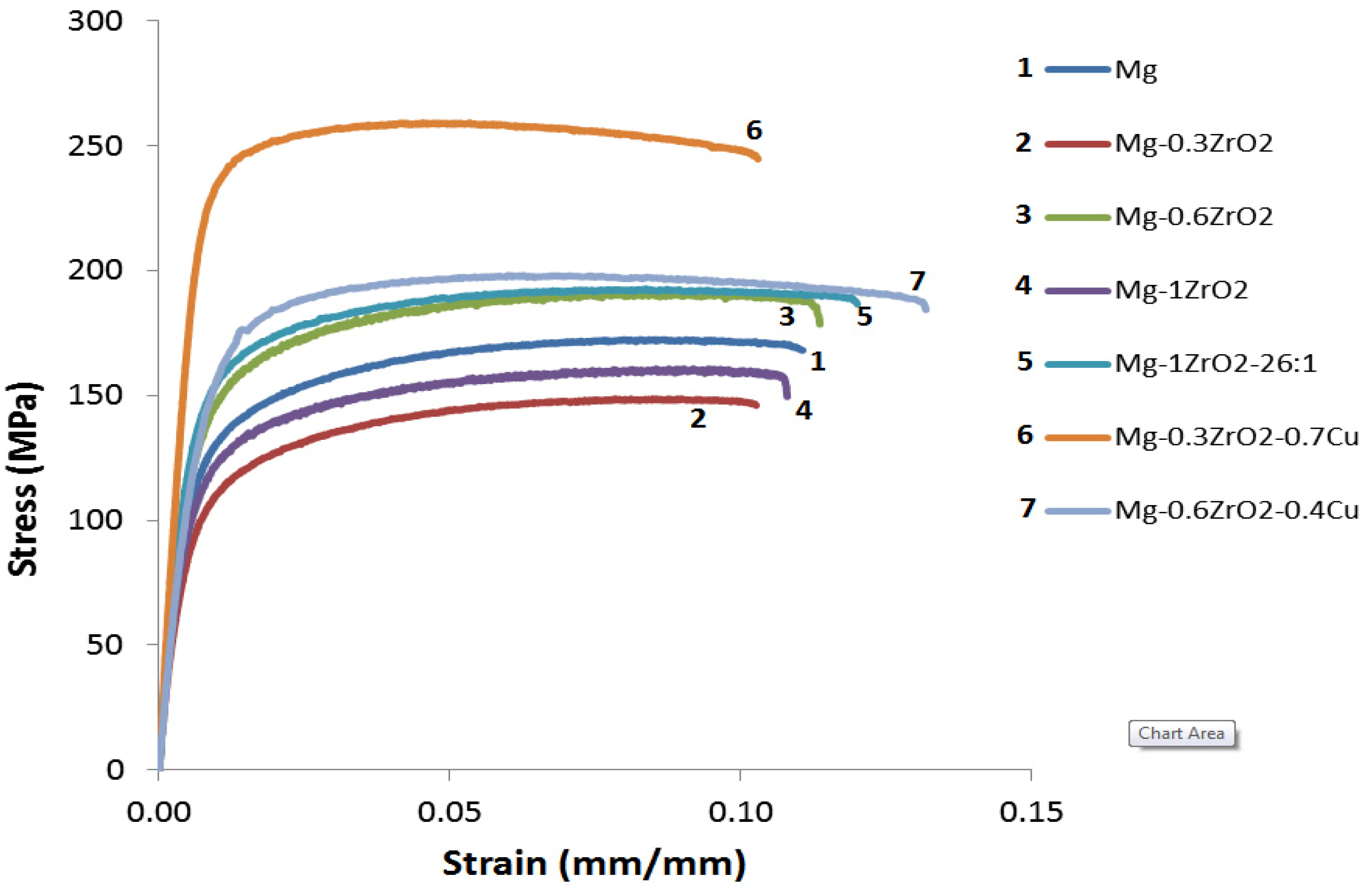
2.4. Tensile Properties
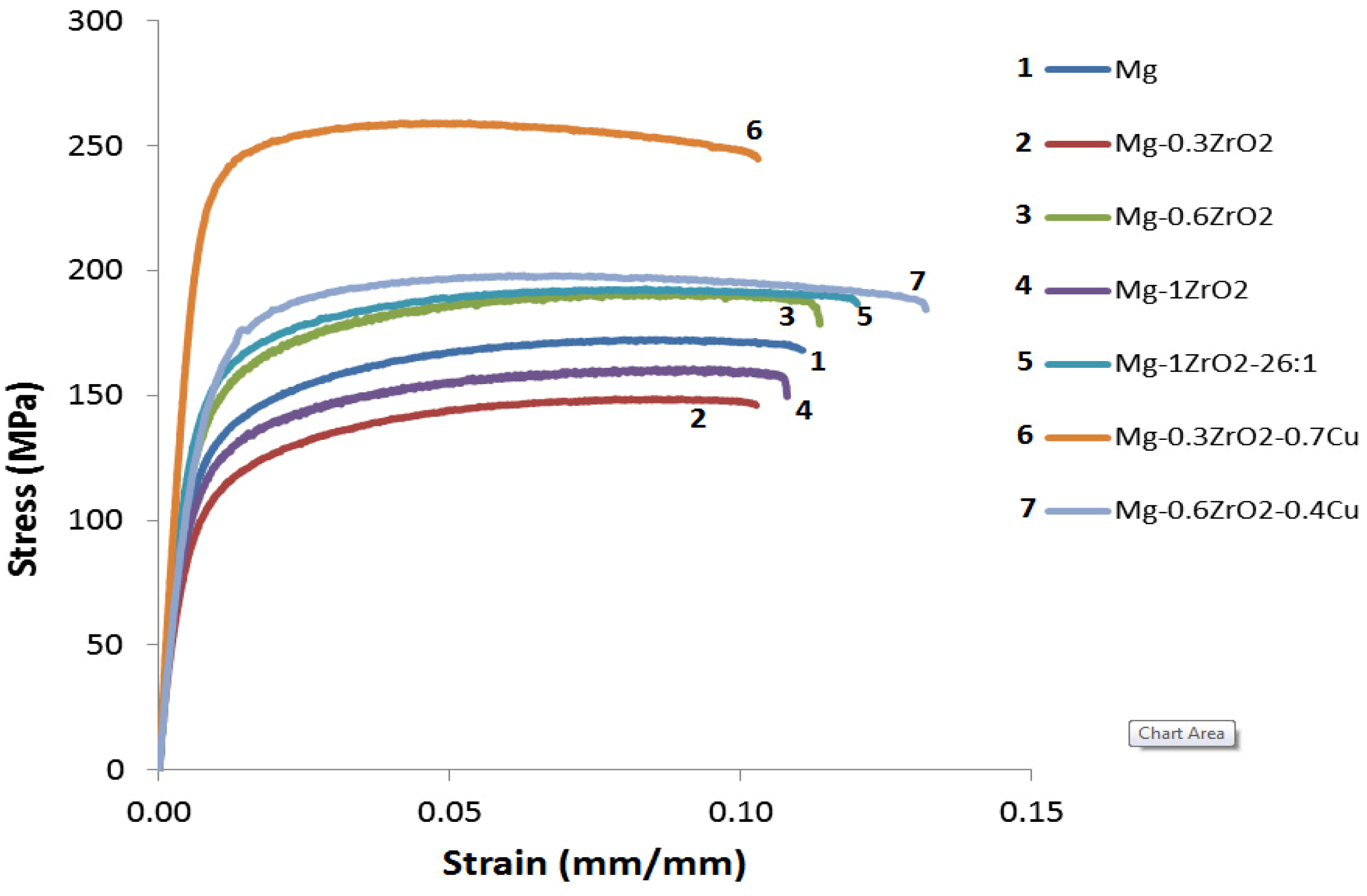
| Materials (vol %) | 0.2% YS (MPa) | UTS (MPa) | Failure Strain (%) |
|---|---|---|---|
| Mg | 111 ± 7.8 | 177 ± 10 | 9.0 ± 2.2 |
| Mg/0.3ZrO2 | 84.8 ± 8.0 | 139 ± 7.5 | 8.1 ± 1.6 |
| Mg/0.6ZrO2 | 117 ± 11 | 182 ± 14 | 9.4 ± 2.7 |
| Mg/1.0ZrO2 | 97.8 ± 6.3 | 158 ± 12 | 8.6 ± 2.2 |
| Mg/1.0ZrO2 * | 122 ± 7.7 | 188 ± 5.9 | 10 ± 1.3 |
| Mg/(0.3ZrO2 + 0.7Cu) | 196 ± 16 | 249 ± 7.5 | 8.2 ± 1.1 |
| Mg/(0.6ZrO2 + 0.4Cu) | 139 ± 22 | 193 ± 21 | 11.4 ± 2.9 |
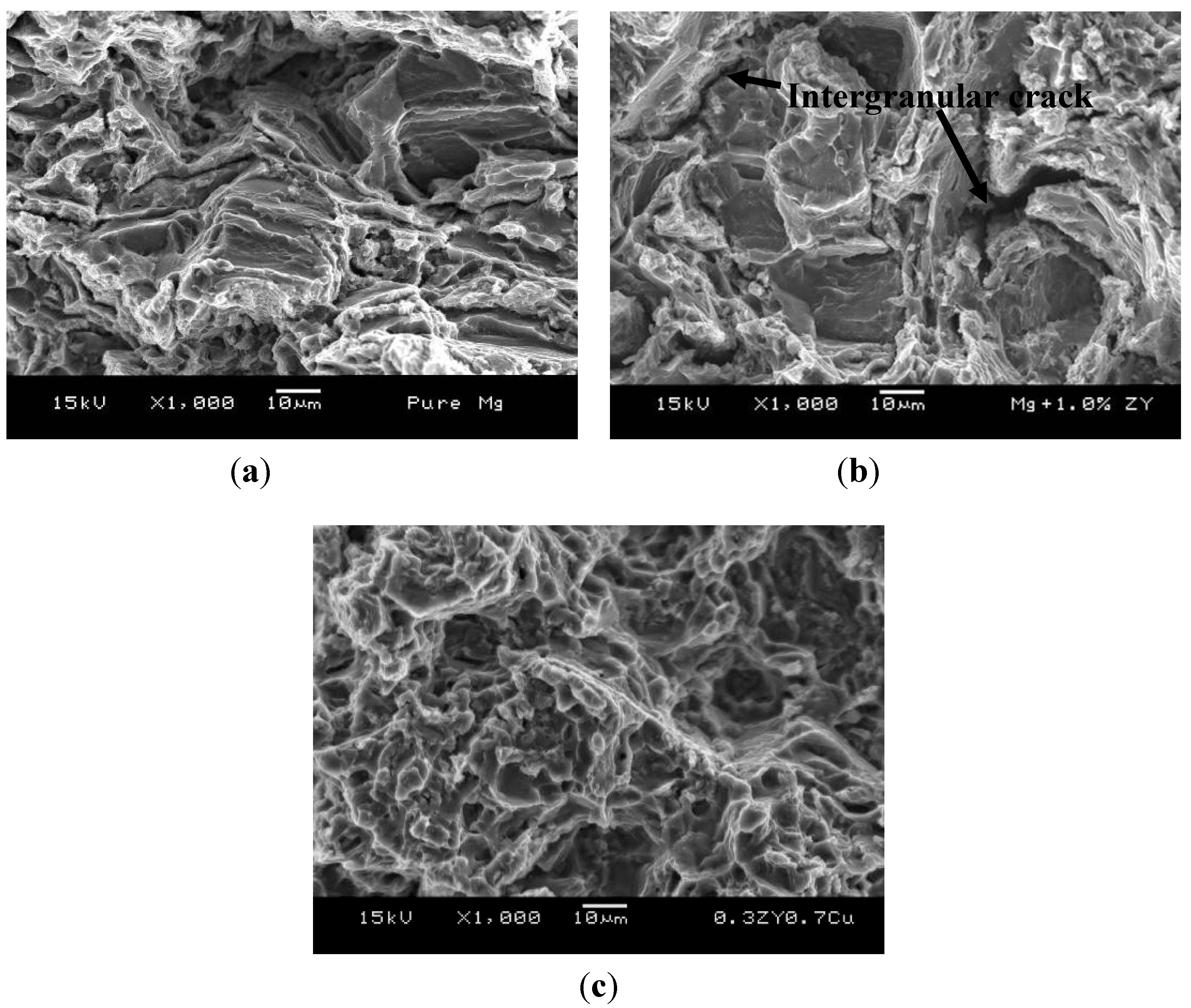
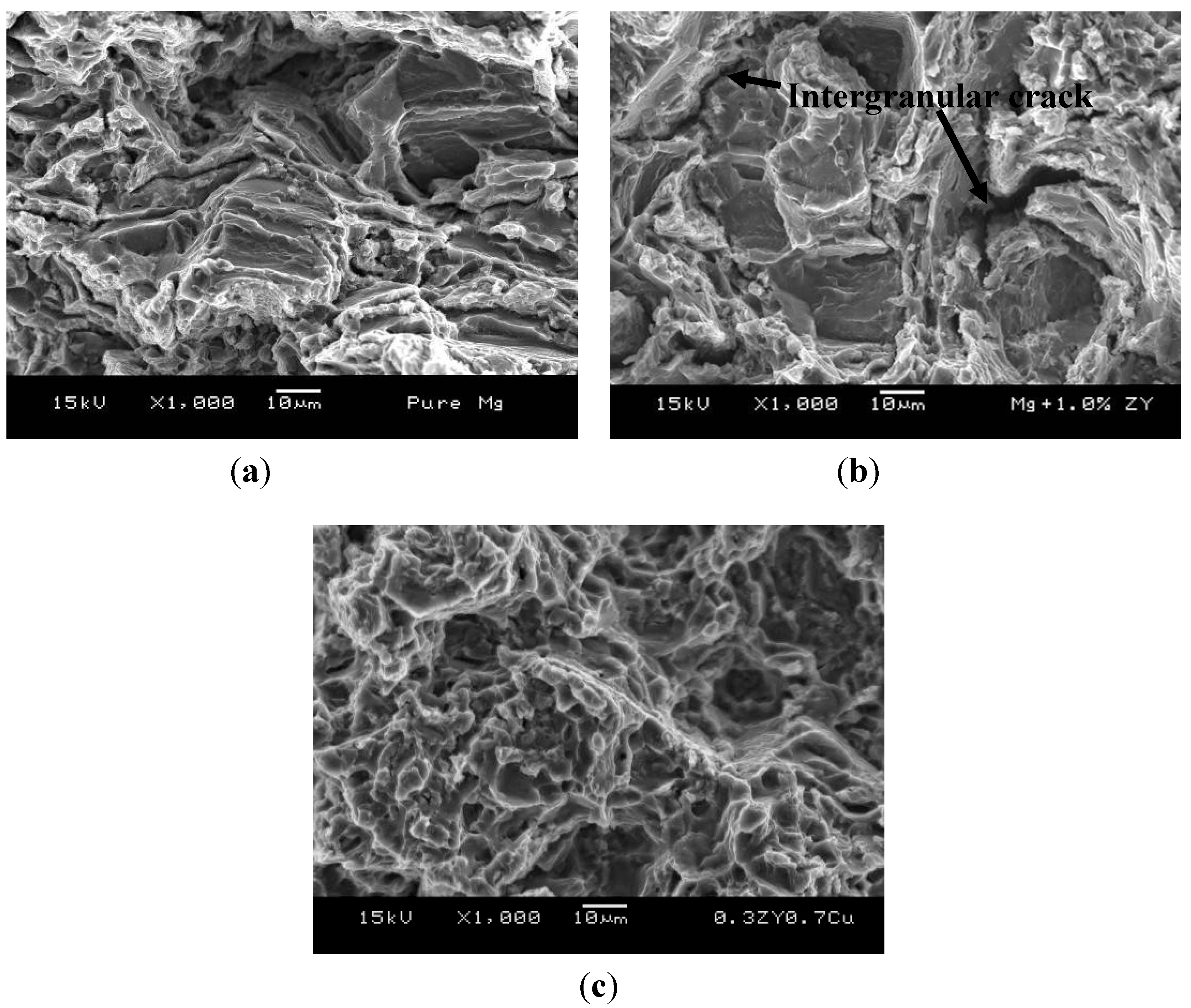
2.5. Tensile Fractography
2.6. Compressive Properties
| Materials * (vol %) | 0.2% YS (MPa) | UTS (MPa) | Failure Strain (%) |
|---|---|---|---|
| Mg | 109 ± 4 | 284 ± 11 | 23 ± 3 |
| Mg/0.3ZrO2 | 109 ± 6 | 273 ± 13 | 19 ± 1 |
| Mg/1.0ZrO2 | 109 ± 5 | 262 ± 18 | 19 ± 4 |
| Mg/(0.3 ZrO2 + 0.7Cu) | 124 ± 7 | 352 ± 18 | 12 ± 3 |
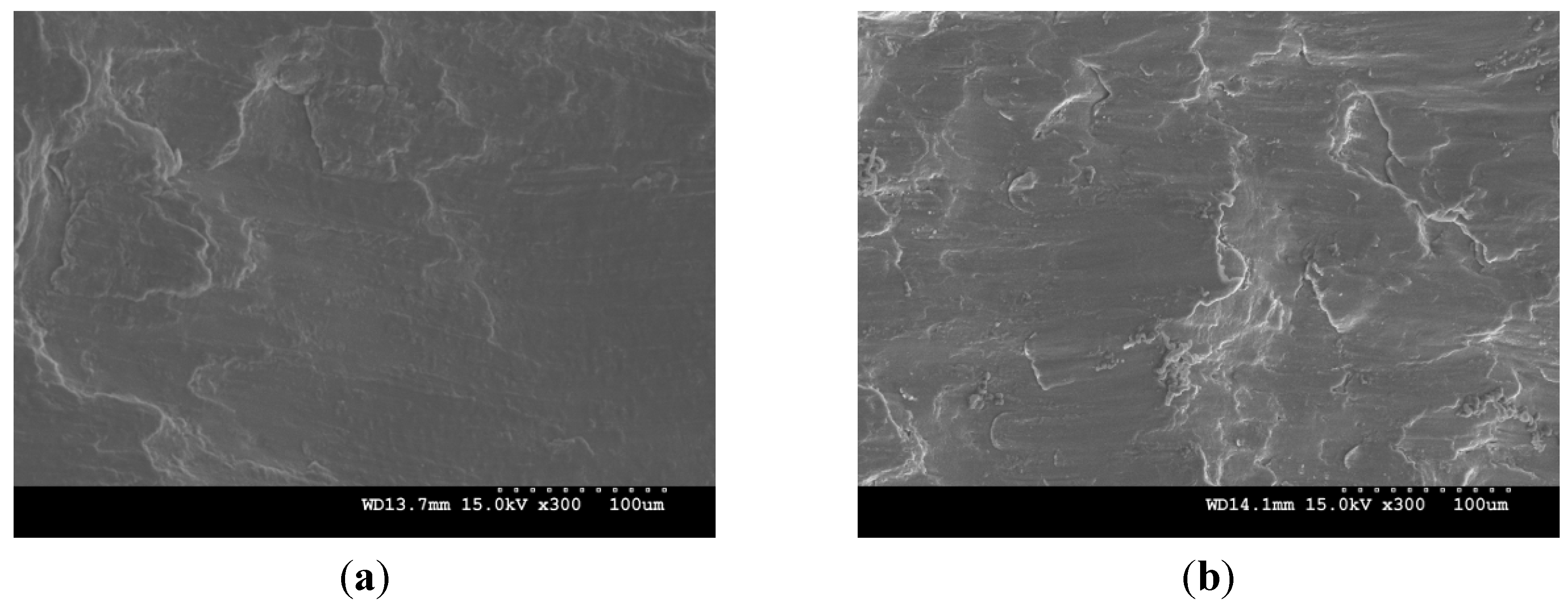
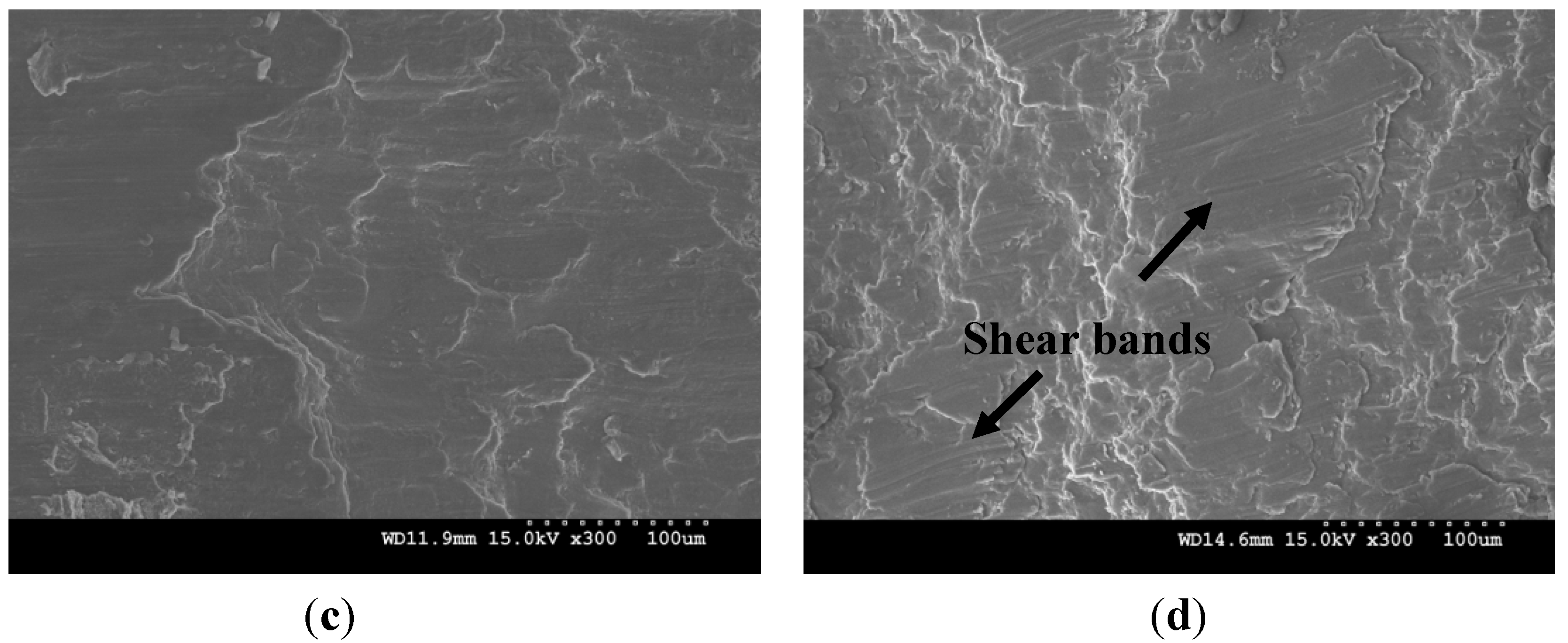
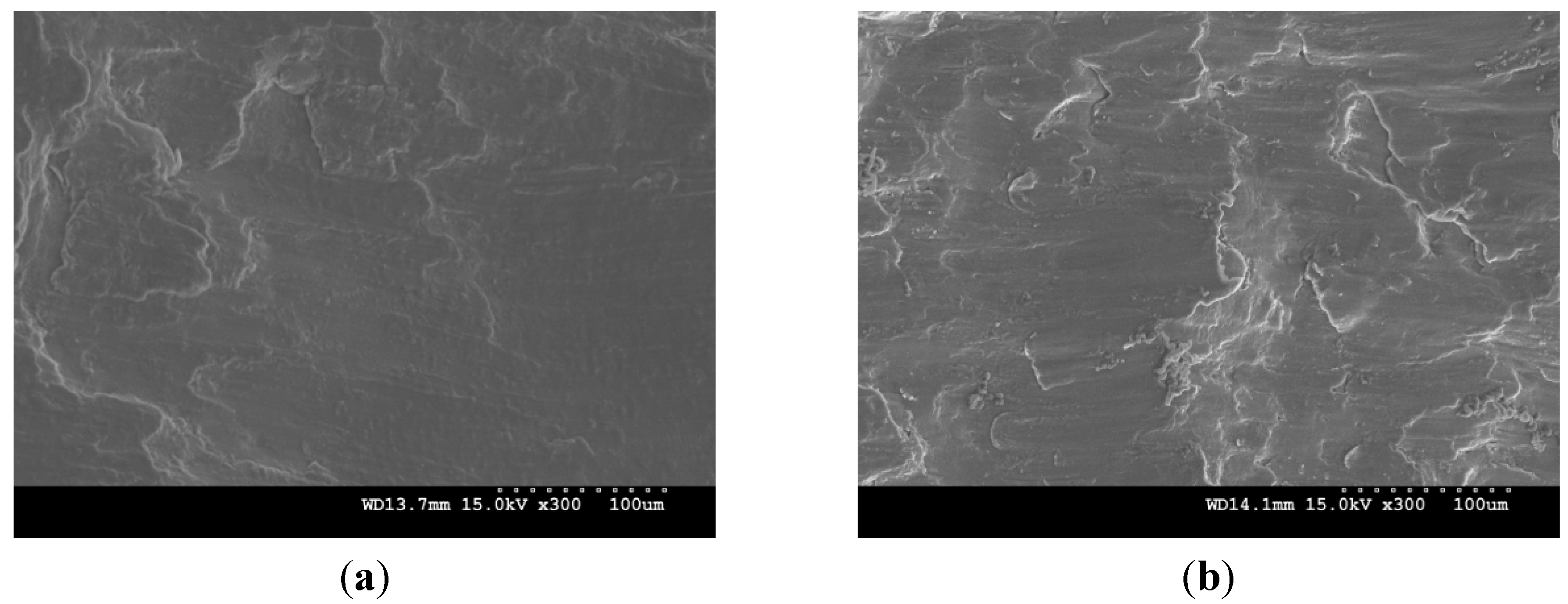
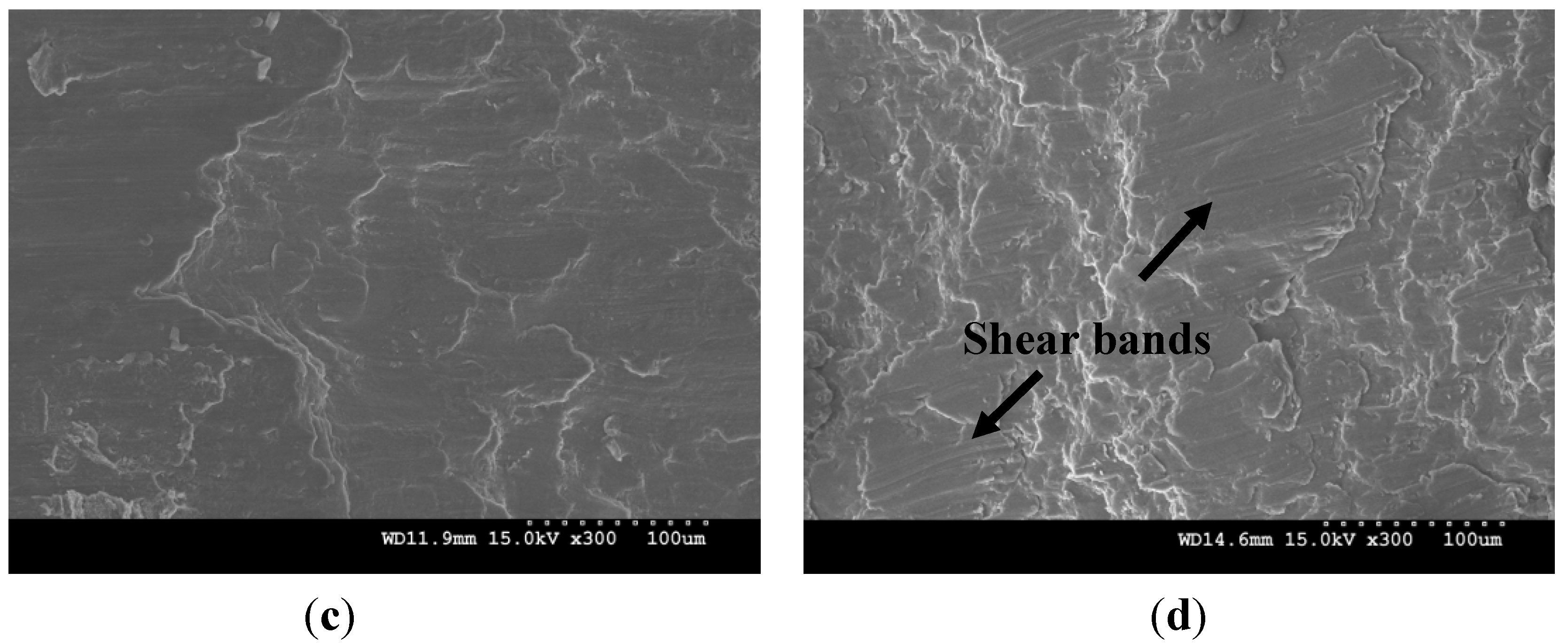
2.7. Compressive Fractography
3. Experimental Section
3.1. Materials
3.2. Processing
3.3. Microstructure Characterization
3.4. X-ray Diffraction Studies
3.5. Mechanical Testing
3.6. Fracture Behavior
4. Conclusions
- Magnesium based nanocomposites and hybrid composites can be successfully synthesized using microwave sintering assisted powder metallurgy approach.
- The formation of ZrO2 reinforcement clusters in Mg matrix resulted in the lack of grain refinement in all Mg/ZrO2 composite compositions. On the other hand, the use of hybrid reinforcements (ZrO2 + Cu) realized significant grain size reduction in magnesium hybrid composites.
- Both macro- and micro-hardness, tensile, and compressive strengths were improved only in the Mg/(ZrO2 + Cu) hybrid composites primarily as a result of their finer grain size.
- Tensile failure strain remained the same whereas compressive failure strain was decreased in all composites when compared to pure Mg.
- Tensile failure analysis revealed the similar rough fracture features in the case of Mg and Mg/ZrO2 composites. Refined fracture features were observed in the hybrid composite.
- Under compressive loading, the presence of shear bands was minimally observed from the fracture surfaces of Mg and Mg/ZrO2 composites. In case of hybrid composite, a large amount of shear band formation was observed.
Acknowledgments
References
- Kainer, K.U.; Buch, F. The Current State of Technology and Potential for further Development of Magnesium Applications. In Magnesium Alloys and Technology; Wiley-VCH: Weinheim, Germany, 2003; pp. 1–22. [Google Scholar]
- Housh, S.; Mikucki, B.; Stevenson, A. Selection and Application of Magnesium and Magnesium Alloys. In ASM Handbook, 10th ed.; ASM International: Materials Park, OH, USA, 1990; Volume 2, pp. 455–479. [Google Scholar]
- Moll, F.; Kainer, K.U. Particle-Reinforced Magnesium Alloys. In Magnesium Alloys and Technology; Wiley-VCH: Weinheim, Germany, 2003; pp. 197–217. [Google Scholar]
- Lloyd, D.J. Particle reinforced aluminium and magnesium matrix composites. Int. Mater. Rev. 1994, 39, 1–23. [Google Scholar] [CrossRef]
- Ye, H.Z.; Liu, X.Y. Review of recent studies in magnesium matrix composites. J. Mater. Sci. 2004, 39, 6153–6171. [Google Scholar] [CrossRef]
- Tjong, S.C. Novel nanoparticle reinforced metal matrix composites with enhanced mechanical properties. Adv. Eng. Mater. 2007, 9, 639–652. [Google Scholar] [CrossRef]
- Hassan, S.F.; Gupta, M. Development of high performance Mg nanocomposites using nano-Al2O3 as reinforcement. Mater. Sci. Eng. A 2005, 392, 163–168. [Google Scholar] [CrossRef]
- Goh, C.S.; Wei, J.; Lee, L.C.; Gupta, M. Properties and deformation behaviour of Mg–Y2O3 nanocomposites. Acta Mater. 2007, 55, 5115–5121. [Google Scholar] [CrossRef]
- Tun, K.S.; Gupta, M. Improving mechanical properties of magnesium using nano-Yttria reinforcement and microwave assisted powder metallurgy method. Compos. Sci. Technol. 2007, 67, 2657–2664. [Google Scholar] [CrossRef]
- Wong, W.L.E.; Gupta, M. Development of Mg/Cu nanocomposites using microwave assisted rapid sintering. Compos. Sci. Technol. 2007, 67, 1541–1552. [Google Scholar] [CrossRef]
- Zhong, X.L.; Wong, W.L.E.; Gupta, M. Enhancing strength and ductility of magnesium by integrating it with aluminum nanoparticles. Acta Mater. 2007, 55, 6338–6344. [Google Scholar] [CrossRef]
- Dieringa, H. Properties of magnesium alloys reinforced with nanoparticles and carbon nanotubes: A review. J. Mater. Sci. 2011, 46, 289–306. [Google Scholar] [CrossRef]
- Ferguson, J.B.; Sheykh-Jaberi, F.; Kim, C.S.; Rohatgi, P.K.; Cho, K. On the strength and strain to failure in particle-reinforced magnesium metal-matrix nanocomposites (Mg MMNCs). Mater. Sci. Eng. A 2012, 558, 193–204. [Google Scholar] [CrossRef]
- Nguyen, Q.B.; Tun, K.S.; Chan, J.; Kwok, R.; Kuma, J.V.M.; Gupta, M. Enhancing strength and hardness of AZ31B through simultaneous addition of nickel and nano-Al2O3 particulates. Mater. Sci. Eng. A 2011, 528, 888–894. [Google Scholar] [CrossRef]
- Nguyen, Q.B.; Tun, K.S.; Chan, J.; Kwok, R.; Kumar, J.V.M.; Phung, H.T.; Gupta, M. Simultaneous effect of nano-Al2O3 and micron-Cu Particulates on microstructure and mechanical properties of magnesium alloy AZ31. Mater. Sci. Technol. 2012, 28, 227–233. [Google Scholar] [CrossRef]
- Tun, K.S.; Gupta, M.; Srivatsan, T.S. Investigating influence of hybrid (yttria + copper) nanoparticulate reinforcements on microstructural development and tensile response of magnesium. Mater. Sci. Technol. 2010, 26, 87–94. [Google Scholar] [CrossRef]
- Tun, K.S.; Gupta, M. Development of magnesium (Yttria + Nickel) hybrid nanocomposites using hybrid microwave sintering: Microstructure and tensile properties. J. Alloys Compd. 2009, 487, 76–82. [Google Scholar] [CrossRef]
- Thakur, S.K.; Balasubramanian, K.; Gupta, M. Microwave synthesis and characterization of magnesium based composites containing nanosized SiC and hybrid (SiC + Al2O3) reinforcements. Trans. ASME 2007, 129, 194–199. [Google Scholar] [CrossRef]
- Thakur, S.K.; Srivatsan, T.S.; Gupta, M. Synthesis and mechanical behavior of carbon nanotube-magnesium composites hybridized with nanoparticles of alumina. Mater. Sci. Eng. A 2007, 466, 32–37. [Google Scholar] [CrossRef]
- Wong, W.L.E.; Karthik, S.; Gupta, M. Development of hybrid Mg/Al2O3 composites with improved properties using microwave assisted rapid sintering route. J. Mater. Sci. 2005, 40, 3395–3402. [Google Scholar] [CrossRef]
- Wong, W.L.E.; Gupta, M. Effect of hybrid length scales (micro + nano) of SiC reinforcement on the properties of magnesium. Solid State Phenom. 2006, 111, 91–94. [Google Scholar] [CrossRef]
- Kang, Y.C.; Chan, S.L. Tensile properties of nanometric Al2O3 particulate-reinforced aluminum matrix composites. Mater. Chem. Phys. 2004, 85, 438–443. [Google Scholar] [CrossRef]
- Okamoto, H. ASM Desk Handbook: Phase Diagram for Binary Alloys; ASM International: Materials Park, OH, USA, 2000; p. 301. [Google Scholar]
- Wong, W.L.E.; Gupta, M. Improving overall mechanical performance of magnesium using nano-alumina reinforcement and energy efficient microwave assisted processing route. Adv. Eng. Mater. 2007, 9, 902–909. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–25. [Google Scholar] [CrossRef]
- Cullity, B.D. Element of X-ray Diffraction, 2nd ed.; Addison-Wesley: Reading, MA, USA, 1978; p. 414. [Google Scholar]
- Westbrook, J.H. Intermetallic Compounds; John Wiley & Sons: New York, NY, USA, 1967; p. 471. [Google Scholar]
- Tham, L.M.; Gupta, M.; Cheng, L. Effect of limited matrix-reinforcement interfacial reaction on enhancing the mechanical properties of aluminium-silicon carbide composites. Acta Mater. 2001, 49, 3243–3253. [Google Scholar] [CrossRef]
- McDanels, D.L. Analysis of stress-strain fracture and ductility behavior of Al-matrix composites containing discontinuously SiC reinforcement. Metall. Trans. A 1985, 16A, 1105–1115. [Google Scholar] [CrossRef]
- Barnett, M.R.; Keshavarz, Z.; Beer, A.G.; Atwell, D. Influence of grain size on the compressive deformation of wrought Mg–3Al–1Zn. Acta Mater. 2004, 52, 5093–5103. [Google Scholar] [CrossRef]
- Meyers, M.A.; Vohringer, O.; Lubarda, V.A. The onset of twinning in metals: A Constitutive Description. Acta Mater. 2001, 49, 4025–4039. [Google Scholar] [CrossRef]
- Yang, H.; Yin, S.; Huang, C.; Zhang, Z.; Wu, S.; Li, S.; Liu, Y. EBSD study on deformation twinning in AZ31 magnesium alloy during quasi-in-situ compression. Adv. Eng. Mater. 2008, 10, 955–960. [Google Scholar] [CrossRef]
- Towle, D.J.; Friend, C.M. Comparison of compressive and tensile properties of magnesium based metal matrix composites. Mater. Sci. Technol. 1993, 9, 35–41. [Google Scholar] [CrossRef]
- Li, J.Q.; Wang, L.; Cheng, H.W.; Zhang, H.F.; Hu, Z.Q.; Cai, H.N. Synthesis and compressive deformation of rapidly solidified magnesium alloy and composites reinforced by SiCp. Mater. Sci. Eng. A 2008, 474, 24–29. [Google Scholar] [CrossRef]
- Ion, S.E.; Humphreys, F.J.; White, S.H. Dynamic recrystallisation and the development of microstructure during the high temperature deformation of magnesium. Acta Metall. 1982, 30, 1909–1919. [Google Scholar] [CrossRef]
© 2013 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license ( http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Tun, K.S.; Wong, W.L.E.; Nguyen, Q.B.; Gupta, M. Tensile and Compressive Responses of Ceramic and Metallic Nanoparticle Reinforced Mg Composites. Materials 2013, 6, 1826-1839. https://doi.org/10.3390/ma6051826
Tun KS, Wong WLE, Nguyen QB, Gupta M. Tensile and Compressive Responses of Ceramic and Metallic Nanoparticle Reinforced Mg Composites. Materials. 2013; 6(5):1826-1839. https://doi.org/10.3390/ma6051826
Chicago/Turabian StyleTun, Khin Sandar, Wai Leong Eugene Wong, Quy Bau Nguyen, and Manoj Gupta. 2013. "Tensile and Compressive Responses of Ceramic and Metallic Nanoparticle Reinforced Mg Composites" Materials 6, no. 5: 1826-1839. https://doi.org/10.3390/ma6051826