MDPS (motor-driven power steering), a drive-steering system device that functions by means of a motor, is superior to the existing HPS (hydraulic power steering) in that it reduces the driver’s workload for operating the steering wheel. Thus, the percentage of automobiles with MDPS has been drastically increasing recently [
1]. Unlike HPS, which assists steering by using the oil pressure generated by existing hydraulic motors, MDPS assists steering wheel operation with electric motor driving, which realizes the optimal steering power for each running speed range through the precise electric control of the motors and secures excellent stability of high-speed running through reaction and feedback to external forces.
Basically, MDPS consists of an ECU (engine control unit) that assists the steering control unit, the torque sensor, and the reduction gear module that generates compensation torque. The reduction gear module (
Figure 1) consists of a motor, a worm and worm wheel set, a backlash compensation apparatus, and so forth. The required specifications are the accuracy, durability, and hardness of the power transmission, as it is the core module part in direct relation to steering rotation. In particular, the worm and worm wheel parts that deliver power from the reduction gear module must secure the appropriate hardness, durability, and weight lightening, as well as noise and vibration reduction. Existing gear parts are mostly made of metals to secure hardness, which results in disadvantages such as high production cost due to the low productivity, poor corrosion resistance, vibration and noise generated, and so forth. Therefore, as the technology for plastic materials and injection molding has developed recently, interest has been aroused for the production of gear parts made of functional plastic materials [
2,
3,
4,
5,
6]. Plastic gears can be suitable for mass production in terms of production and manufacturing, can be molded with other parts as one body, and have outstanding functional features in terms of vibration reduction, light weight, and corrosion resistance. Due to vehicle weight, however, this type of system has some disadvantage, as well, regarding hardness and durability against load for steering operation, and thus a lot of attention must be paid to securing hardness and durability in designing and manufacturing gears. For the supplement of plastic gear disadvantages, various researches have been performed. Specifically, Hoskins
et al. [
7] investigated how the generated sound frequency spectrum is influenced by the various polymeric gear materials and operating conditions. In this research, results also demonstrated the influence of increases of surface roughness, wear, and temperature on the respective sound power levels. Senthilvelan
et al. [
8] carried out the analysis on unreinforced Nylon 6/6, 20% short glass and 20% carbon fiber-reinforced Nylon 6/6 gear materials that indicates the reduction of the damping factor due to the incorporation of fibers. In the results of this study, it is indicated that the reinforced gears generate more gear mesh noise than unreinforced gears. In addition to another study by Senthilvelan [
9], unreinforced and 20% short glass fiber-reinforced Nylon 6/6 spur gears were injection molded in the laboratory, and computer-aided simulations of gear manufacturing was carried out. Mao
et al. [
10] researched an extensive investigation of acetal and nylon gear friction and wear behavior. In this study, tests were performed using the acetal pinion with acetal gears, and nylon pinions with nylon gears, with further investigation carried out using dissimilar polymer gears. In the test results, it was found that the surface temperature was the dominant factor influencing the wear rate, and the initial relationship between the gear surface temperature was the dominant factor influencing the wear rate and an initial relationship between gear surface temperature and gear load capacity has been established and further developed.
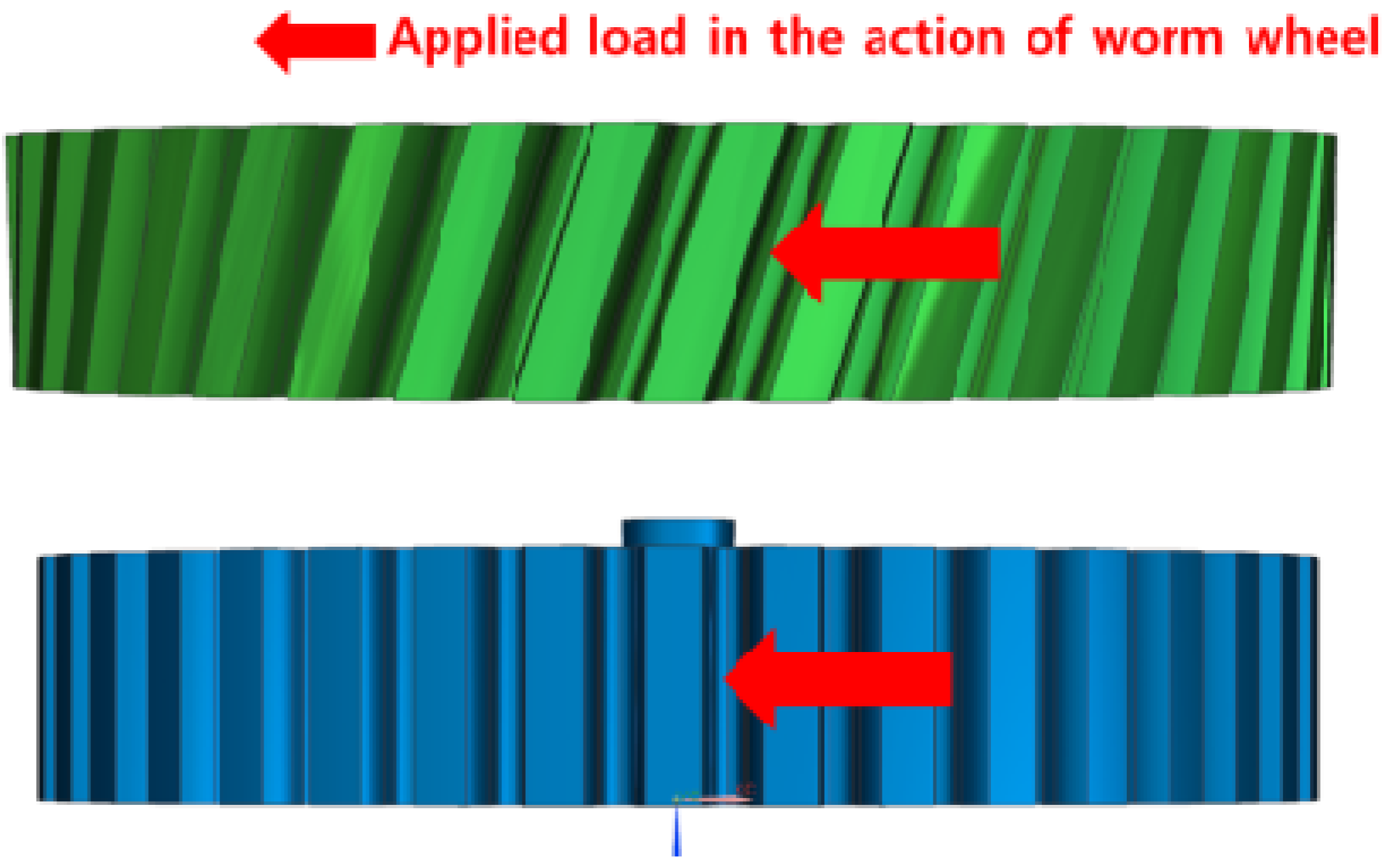
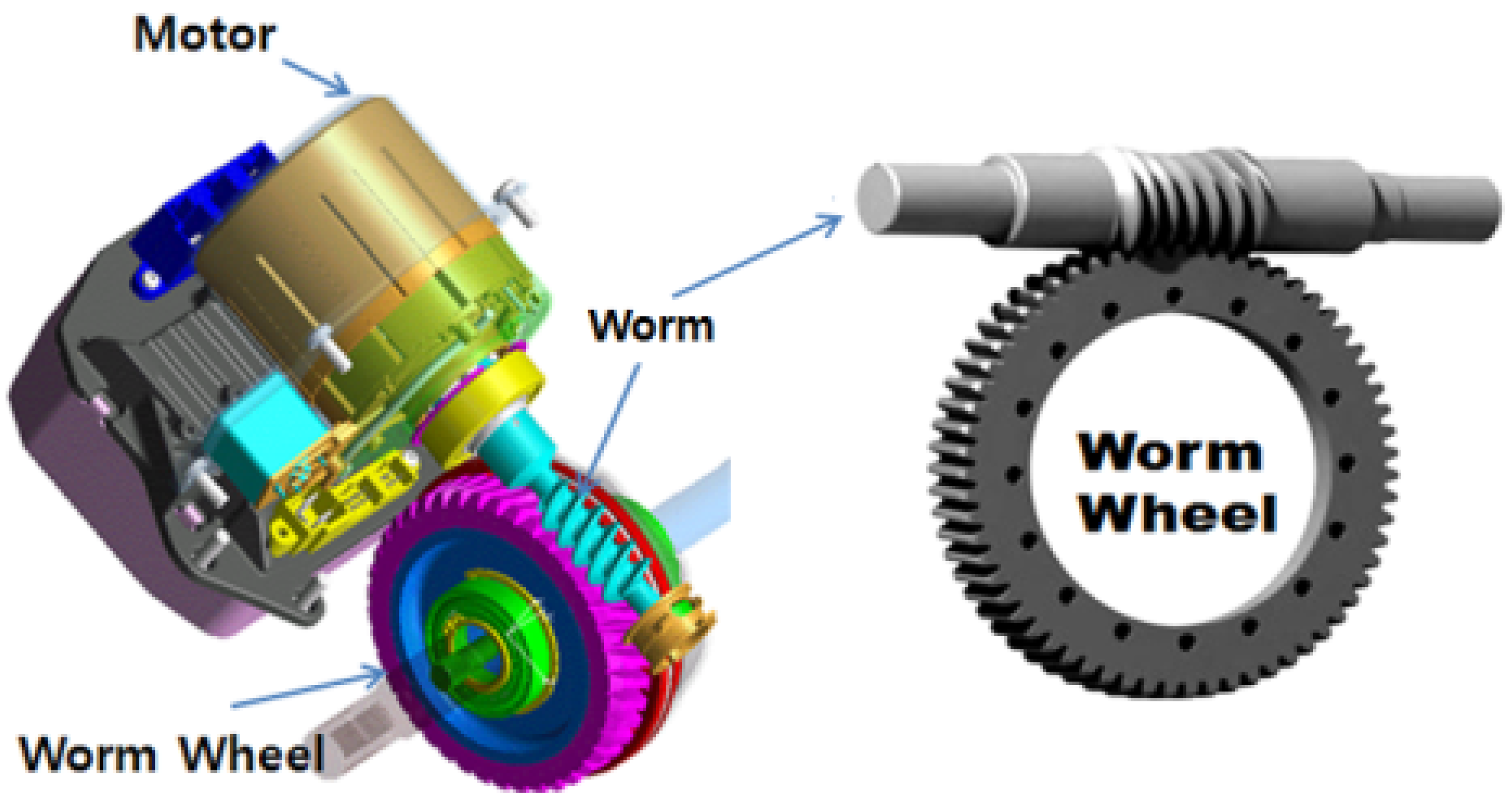
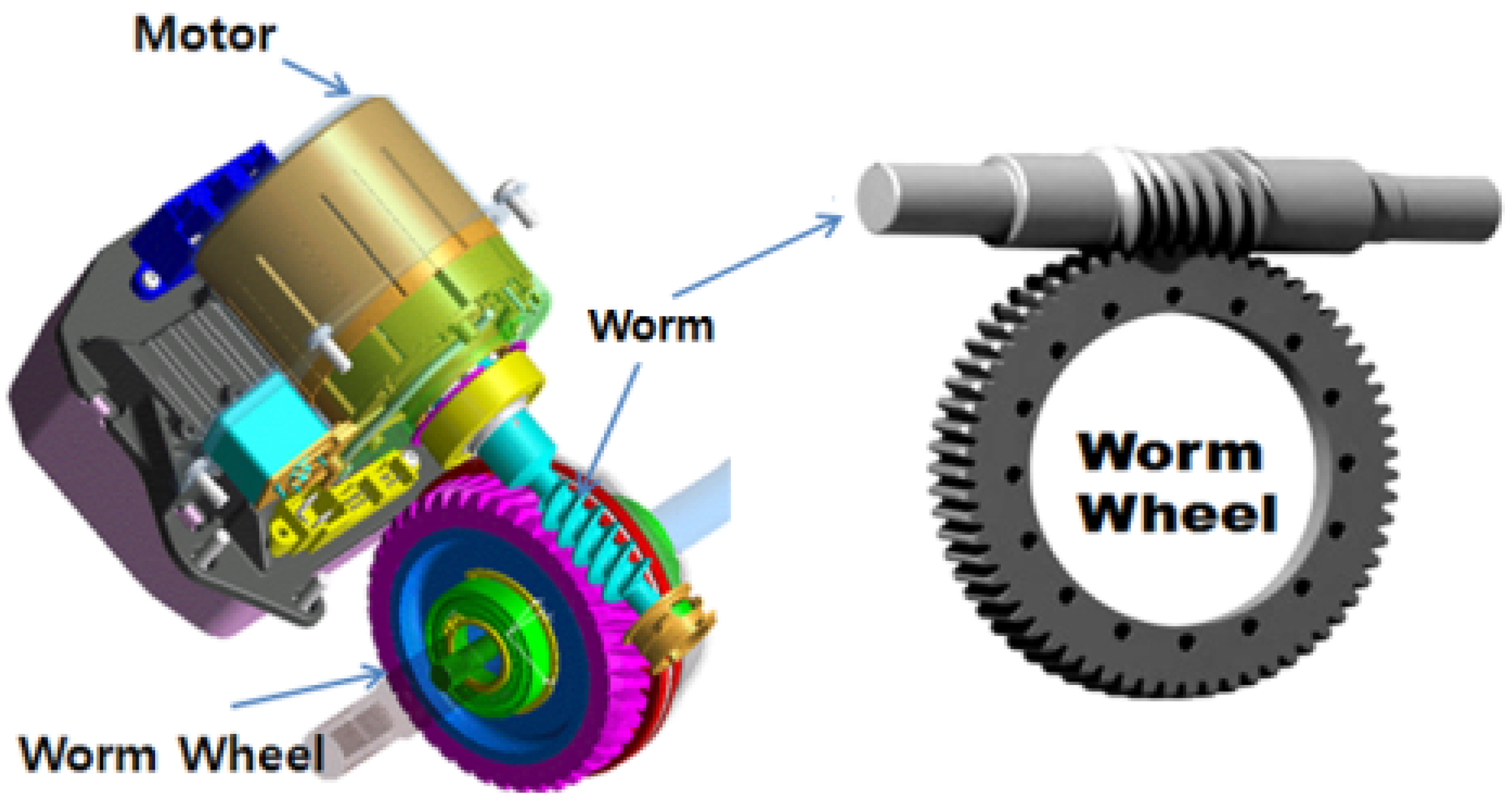
Figure 1.
Worm and worm wheel system in vehicle steering reduction module of speed.
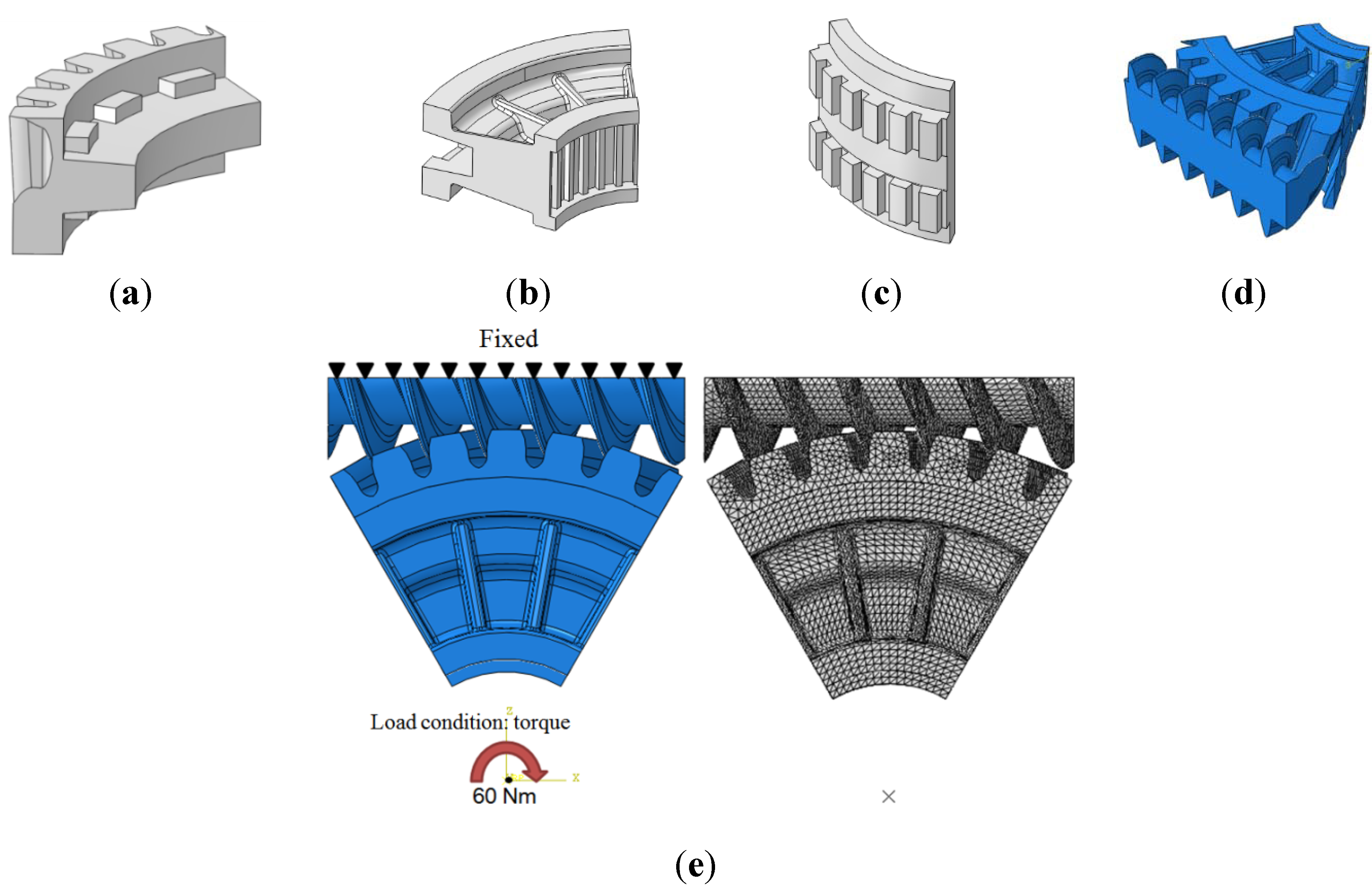
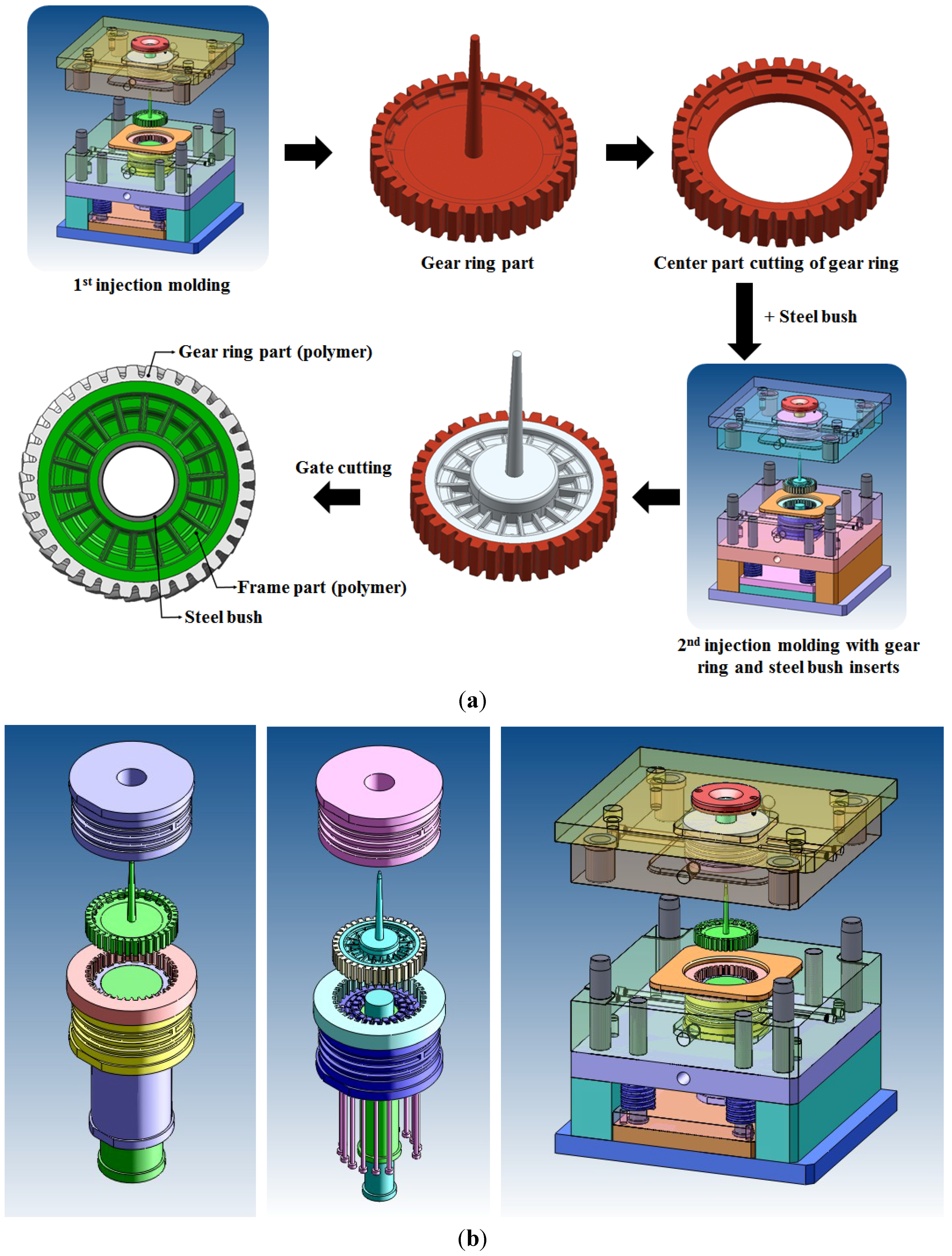
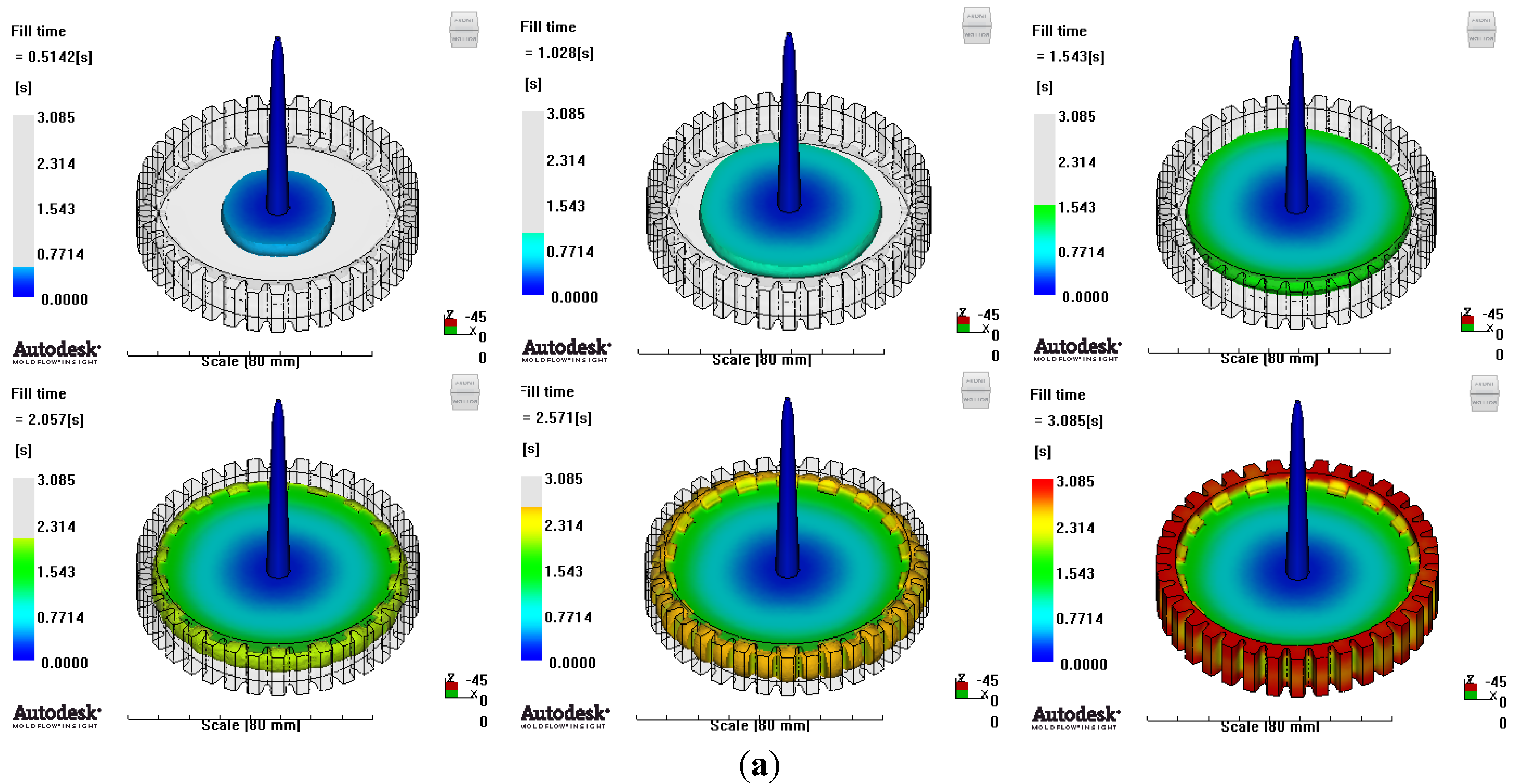
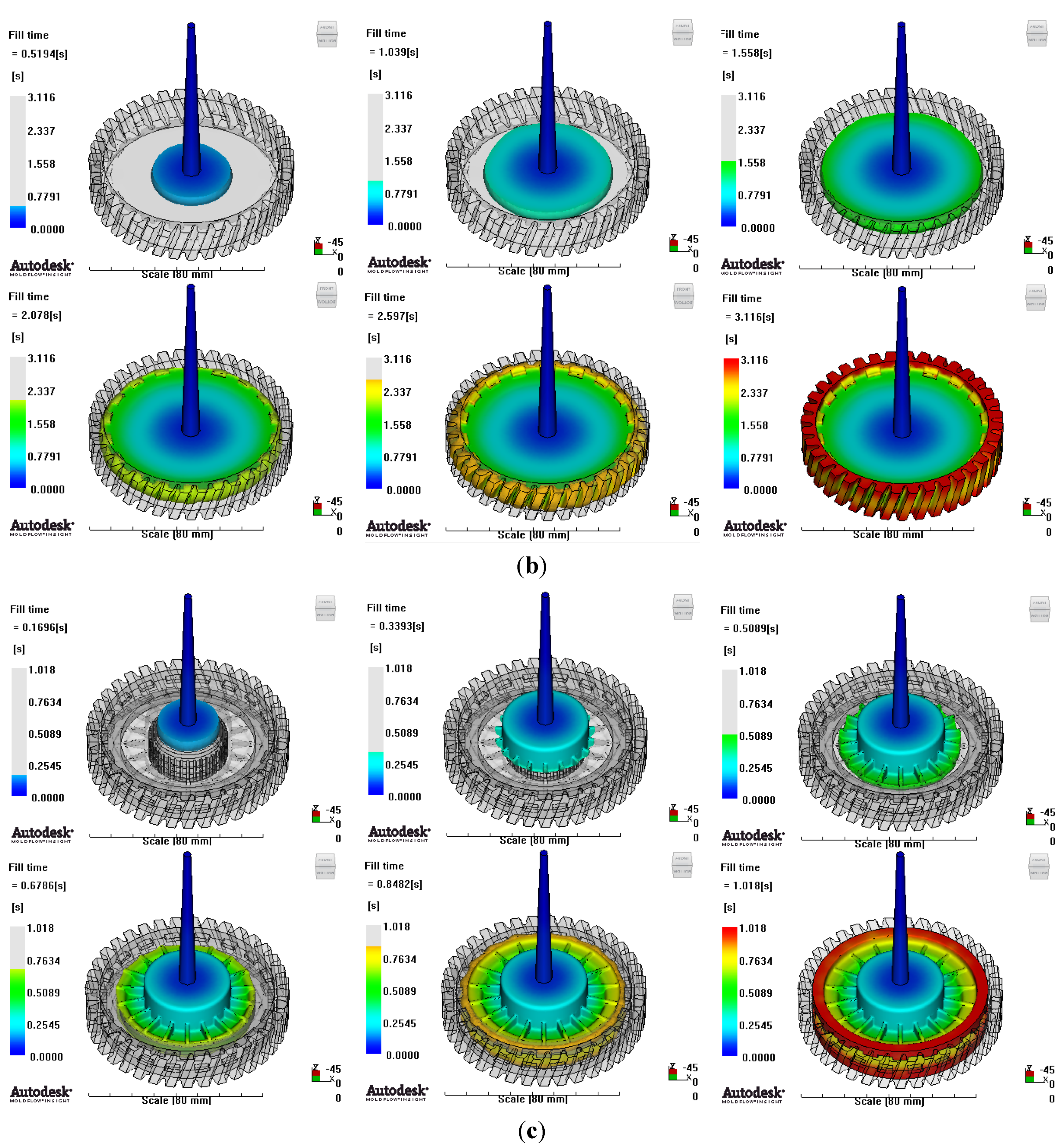
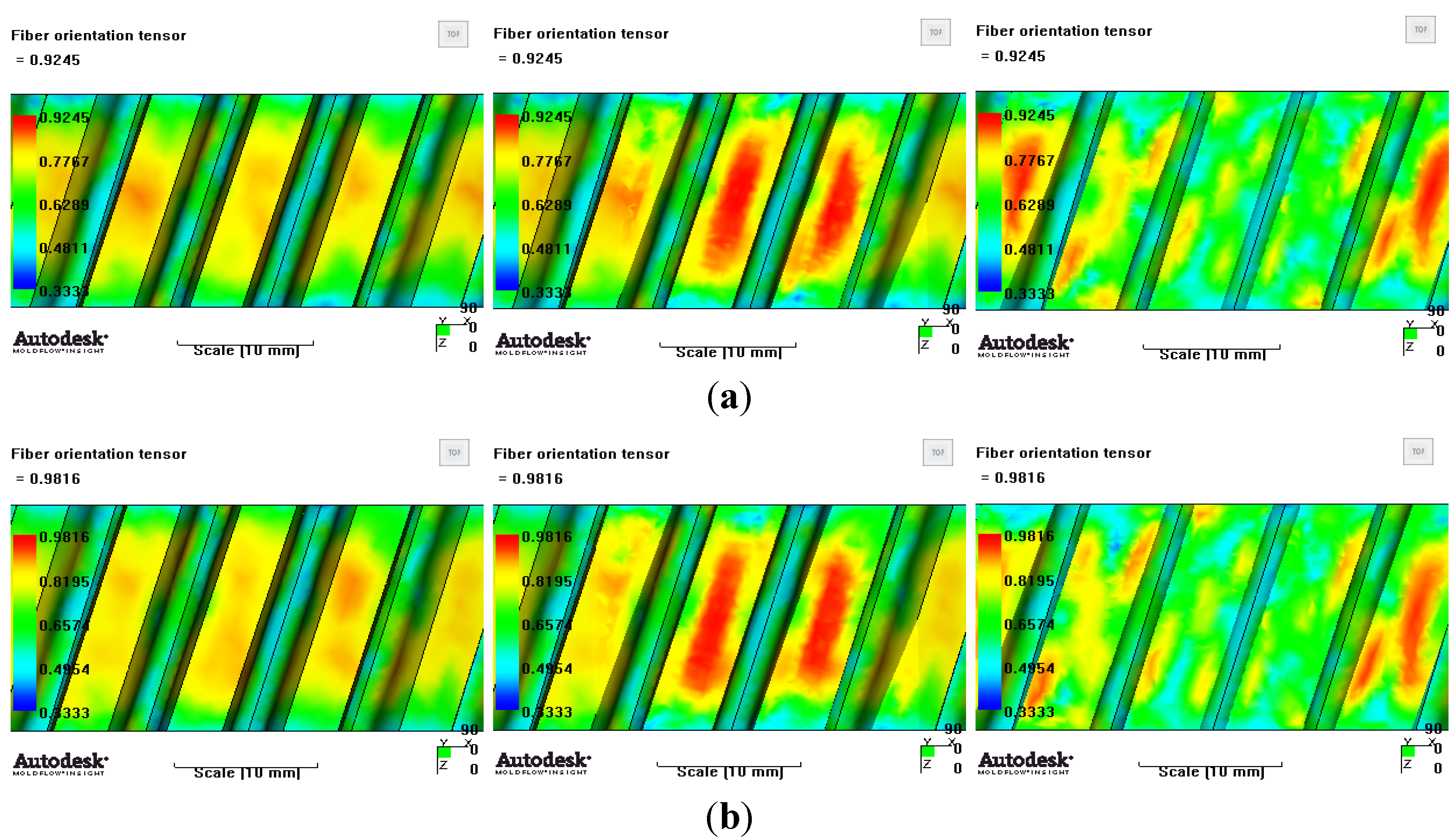
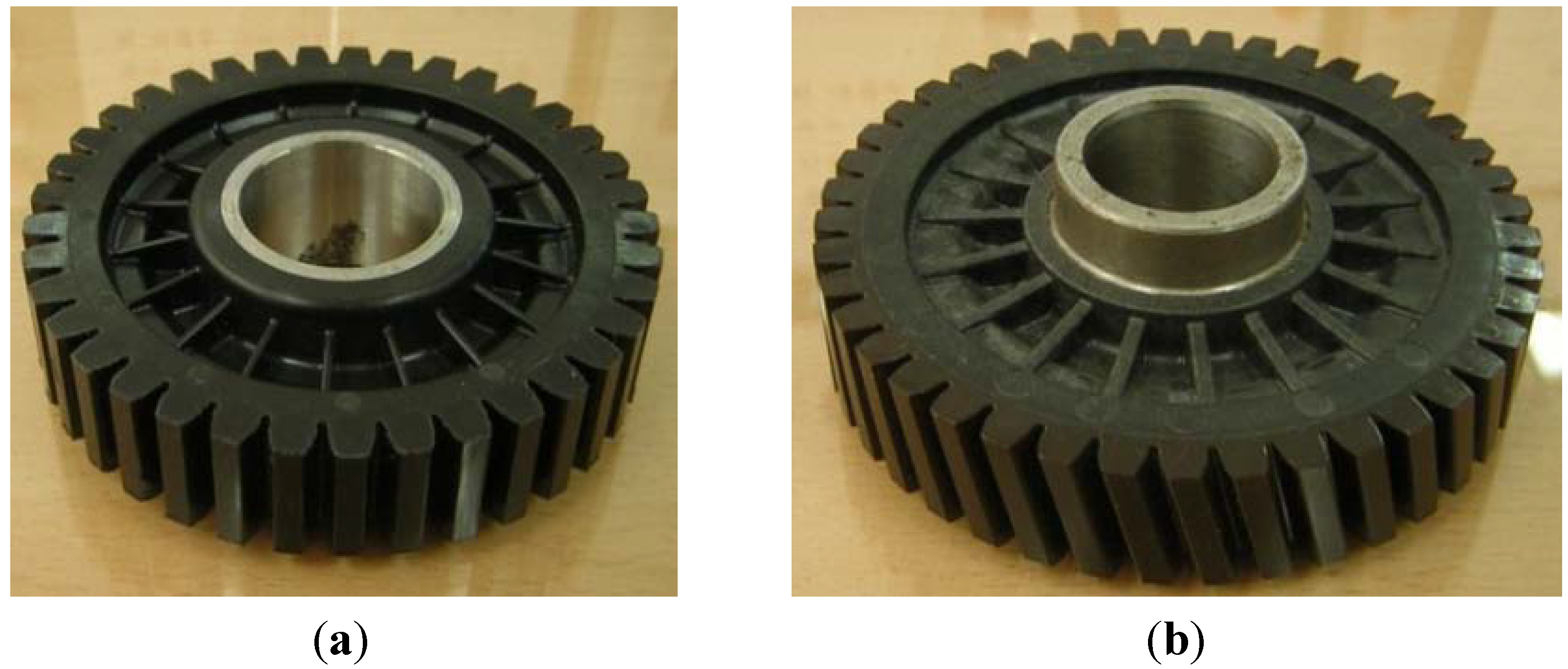
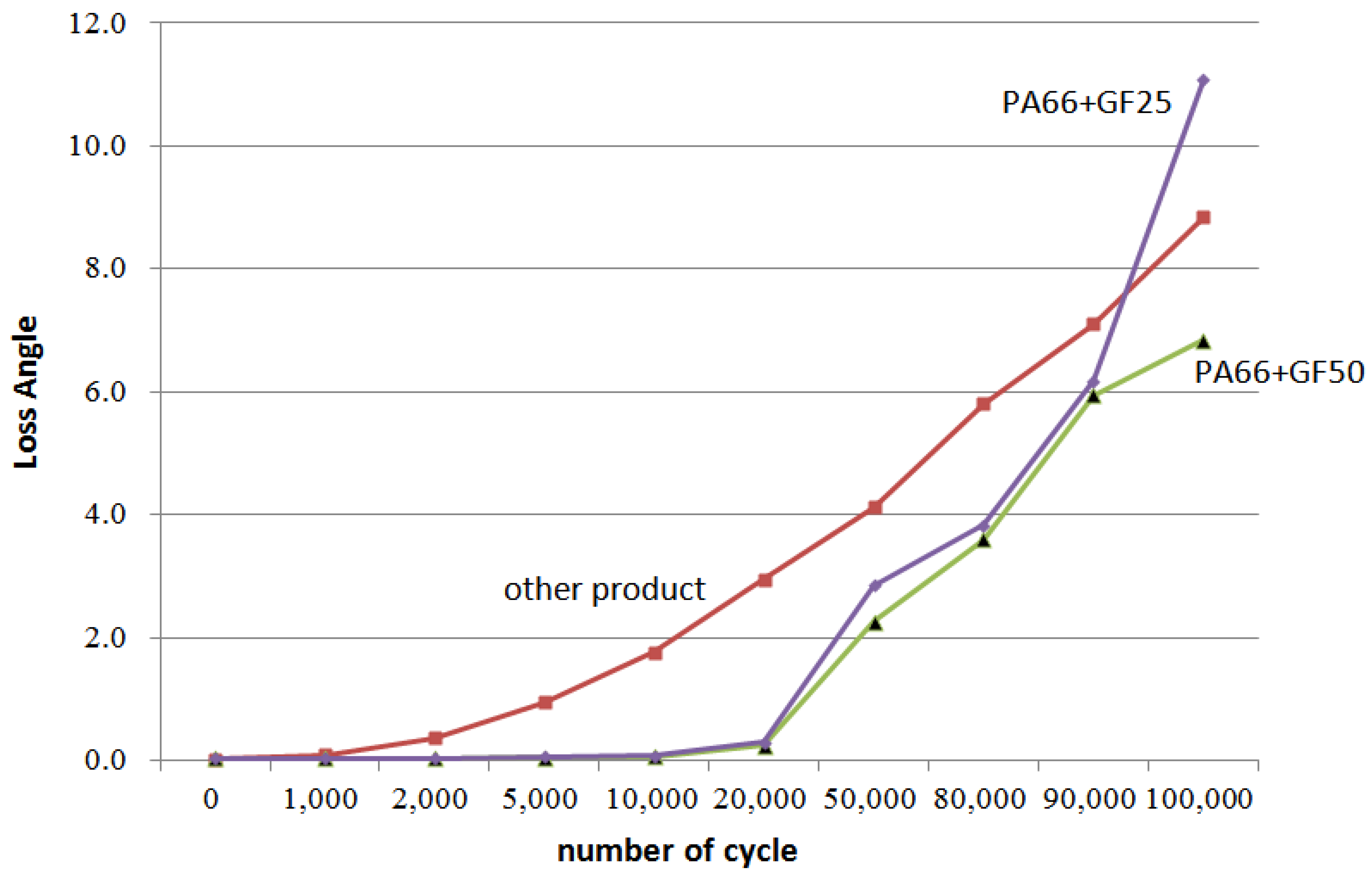
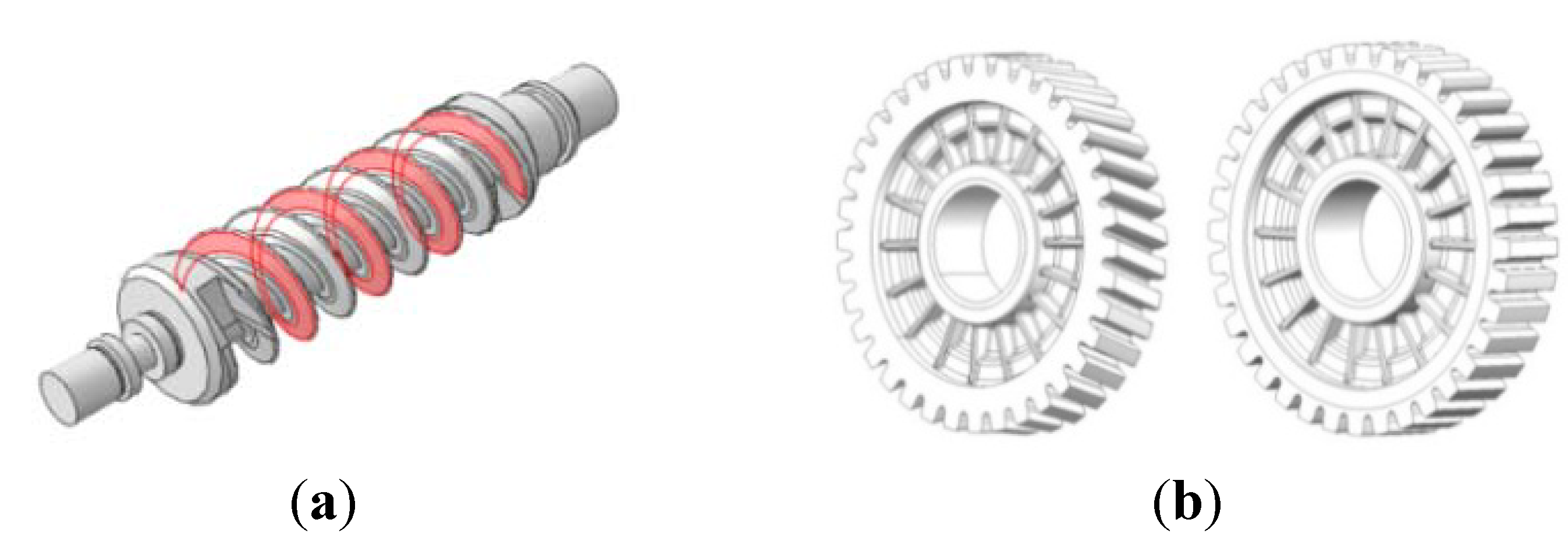
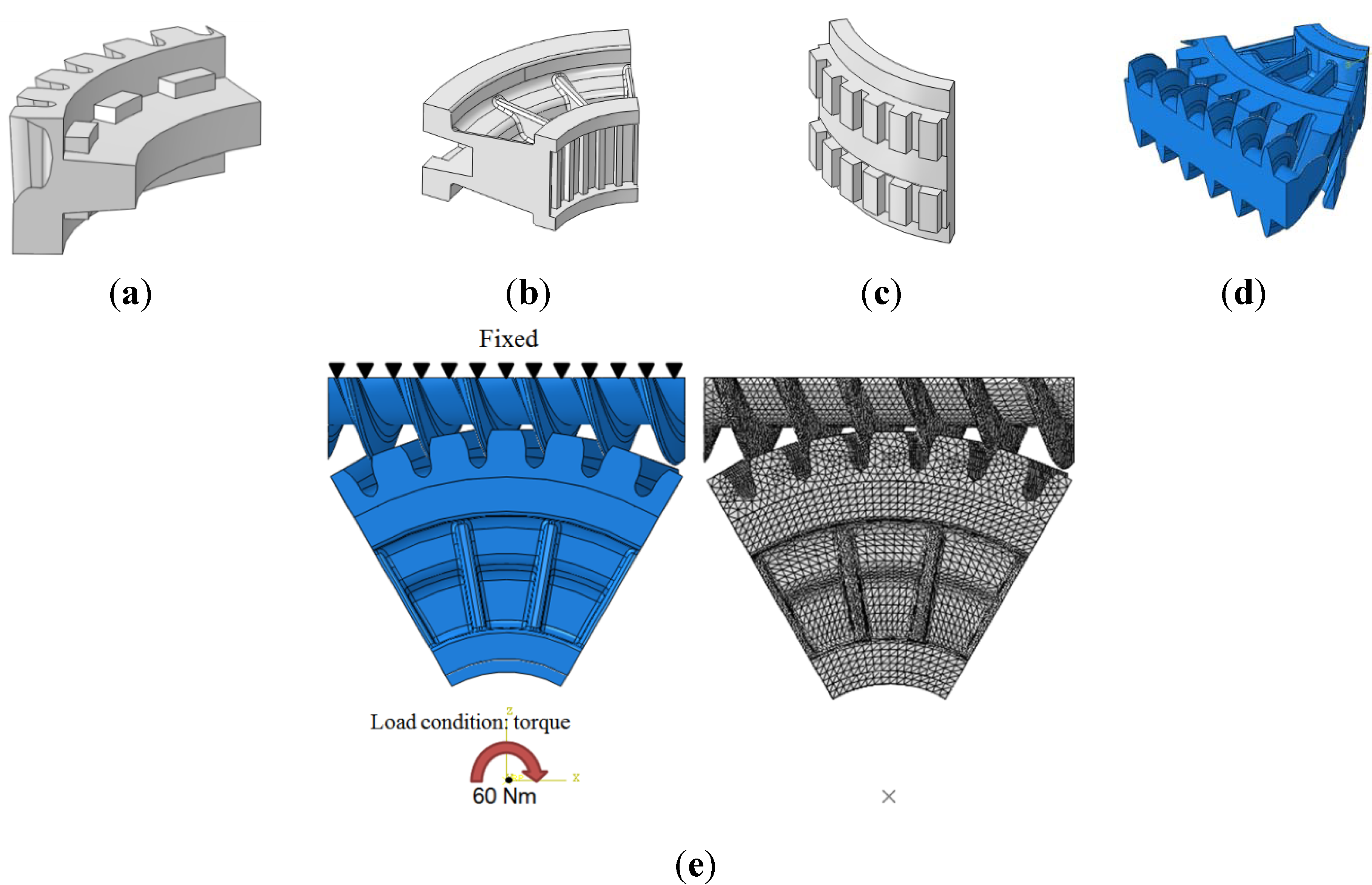
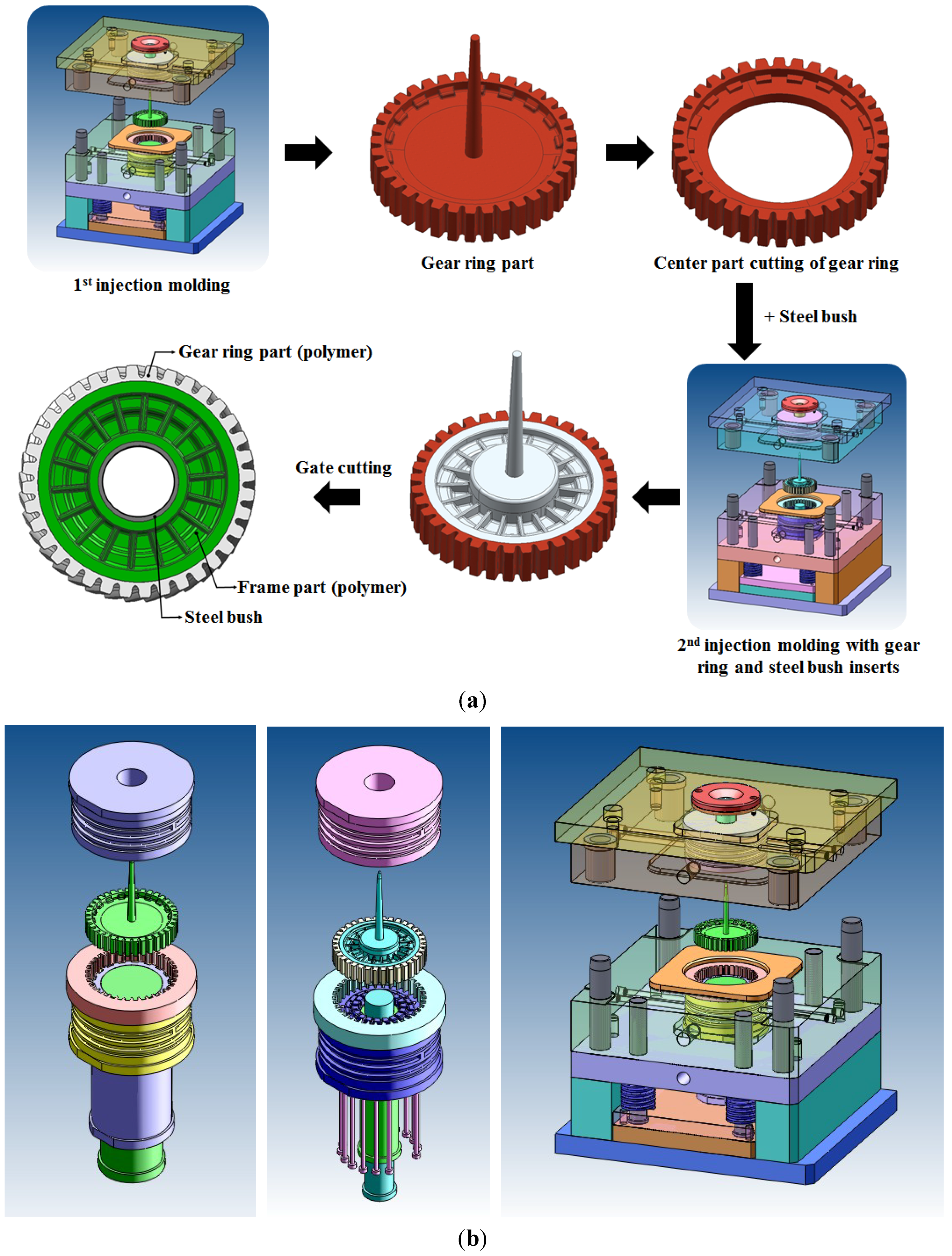
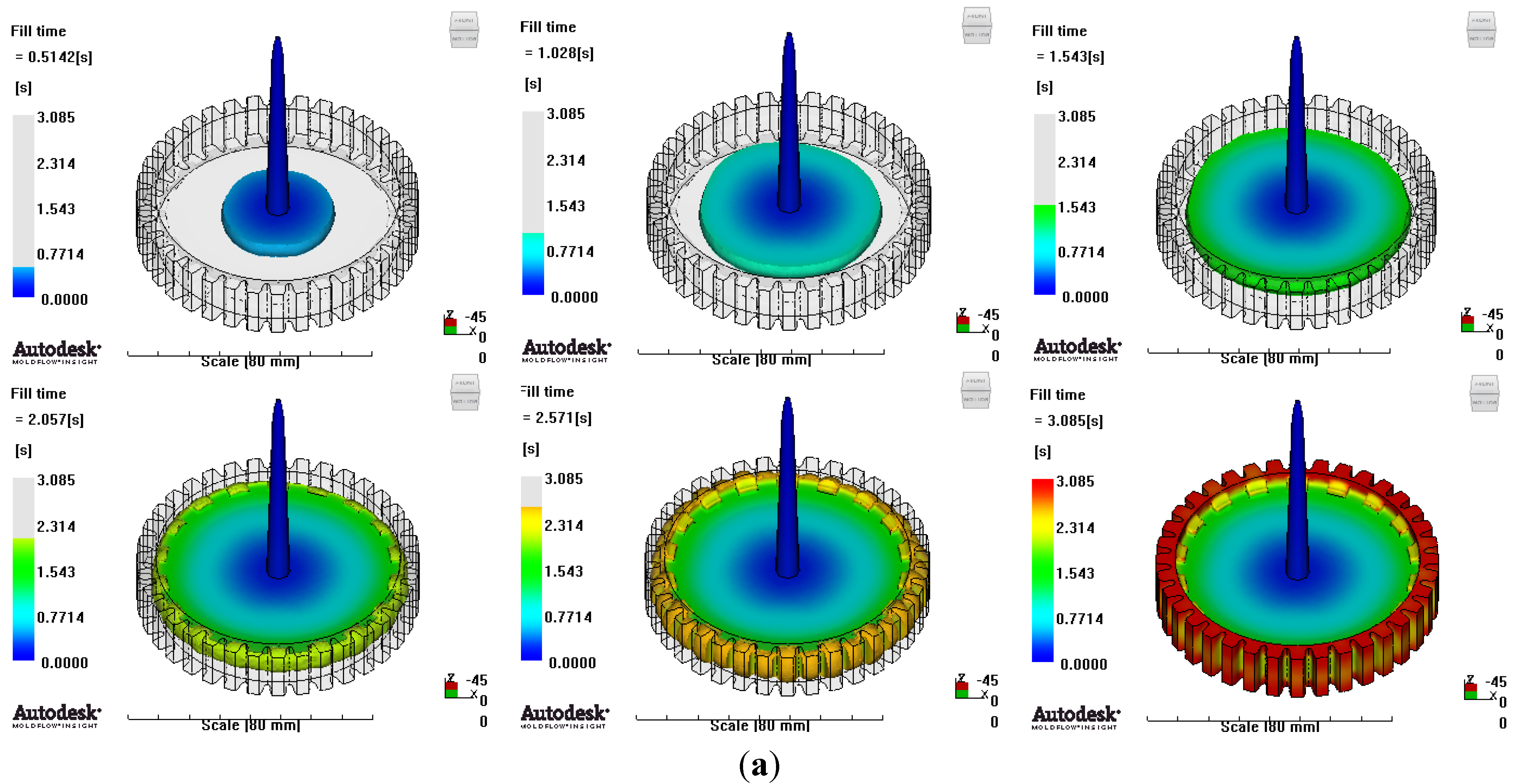
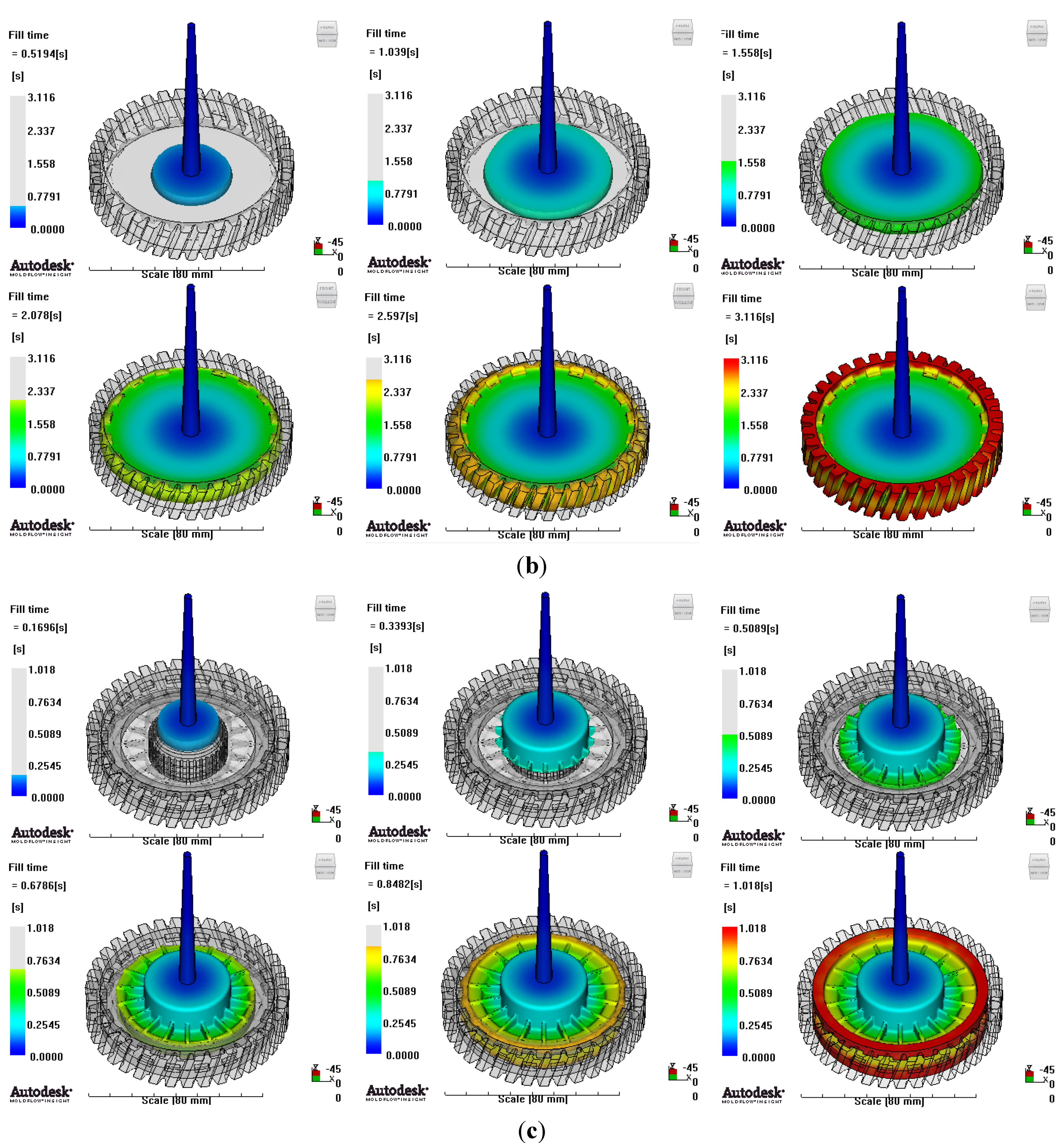
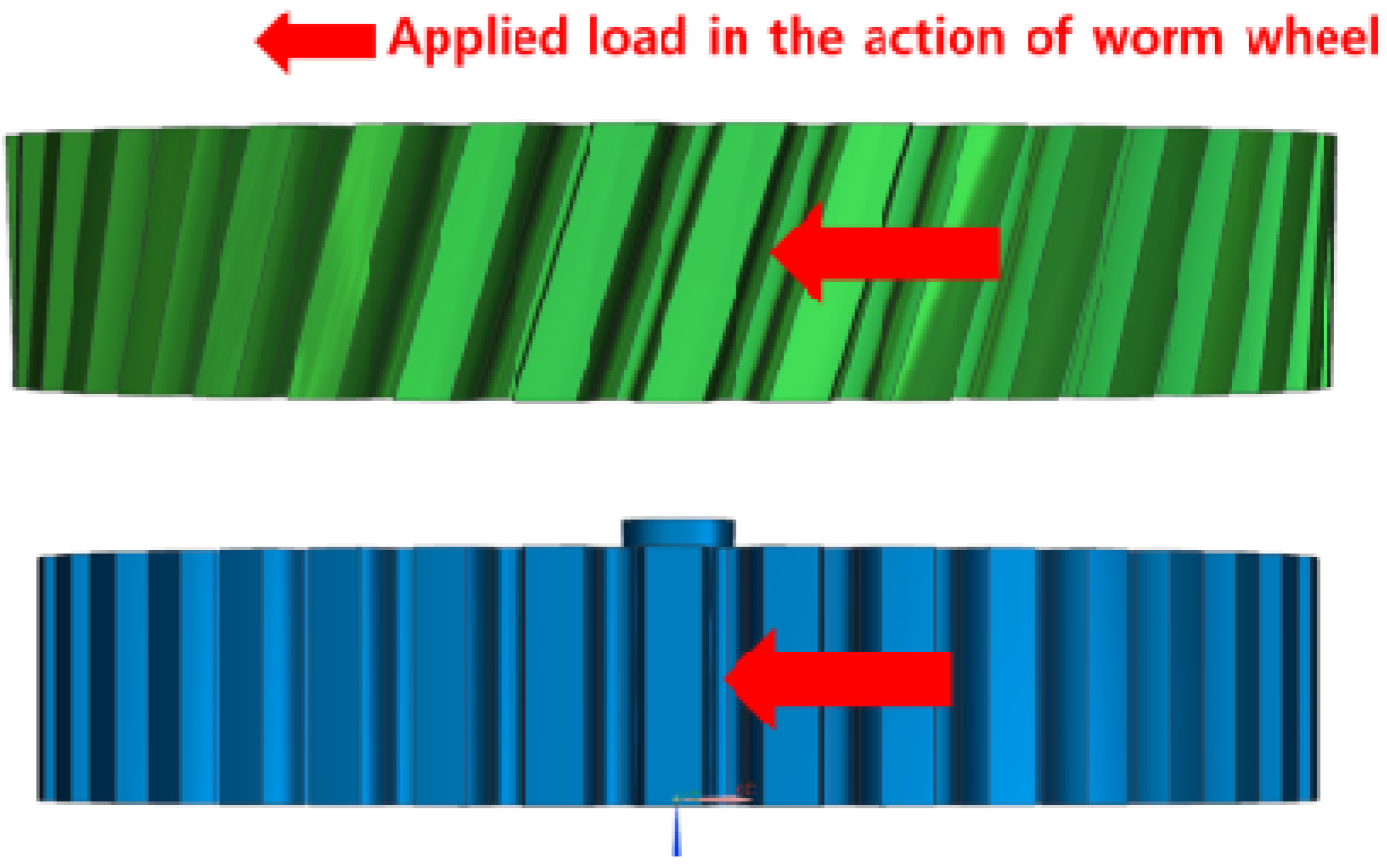
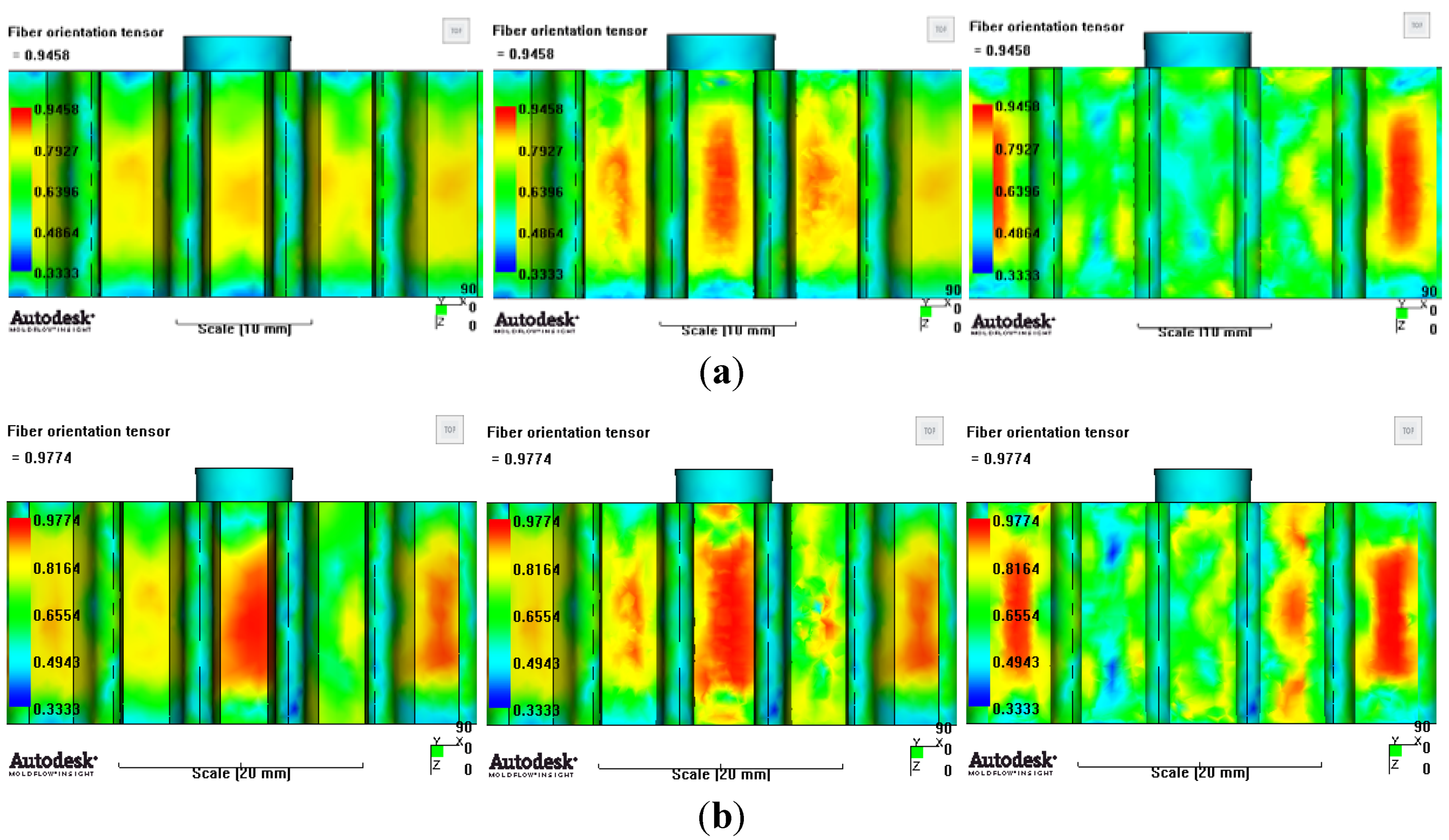
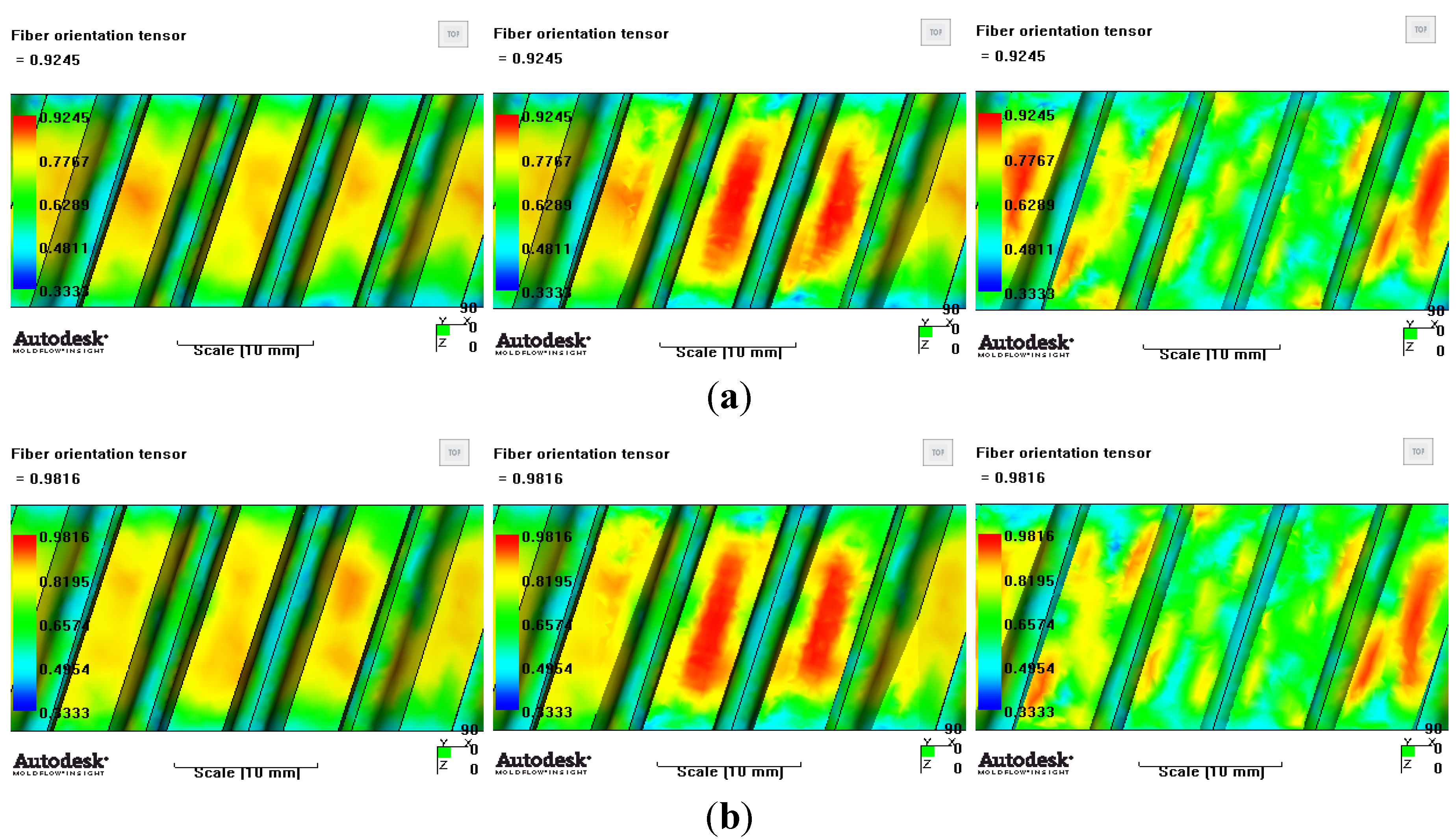
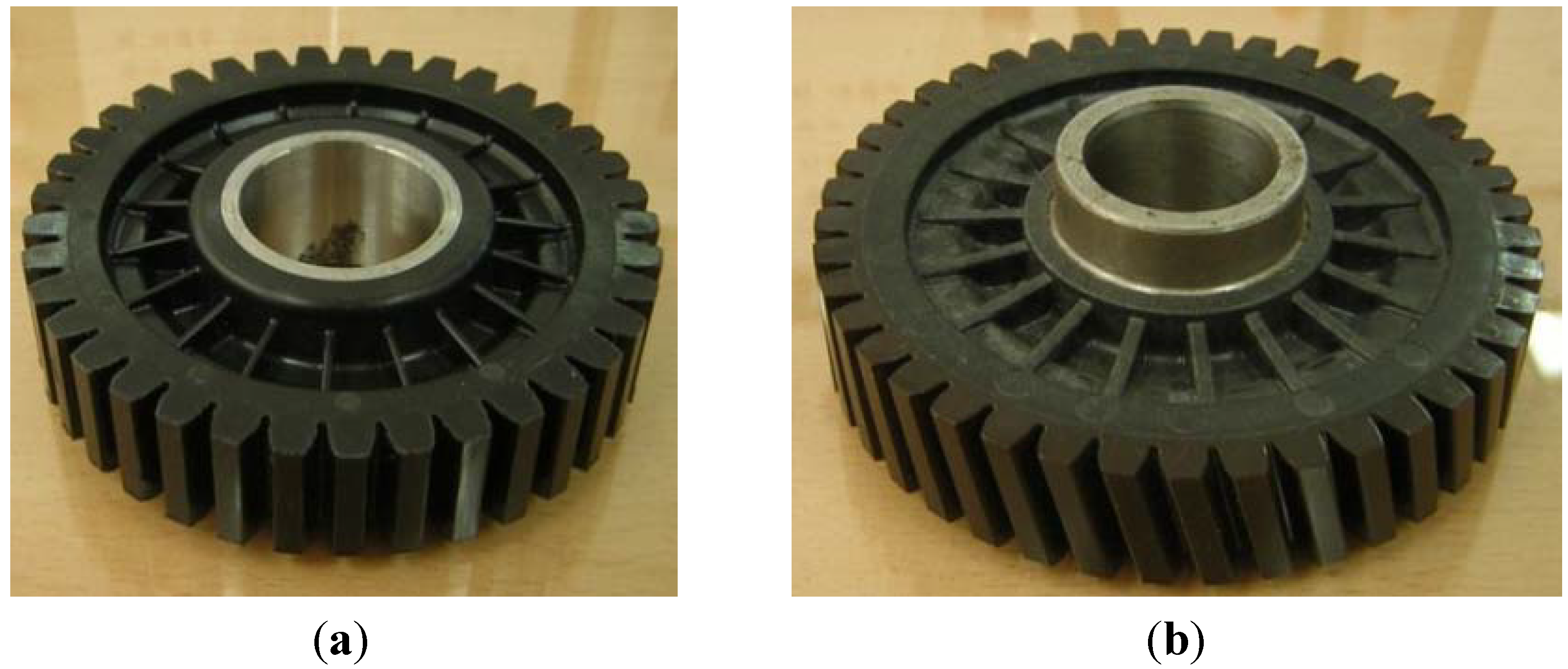
This study aims to design, produce, and evaluate the performance of a plastic worm wheel that can be applied to an MDPS reduction gear module for compact and family sedan vehicles. Prior to the plastic worm wheel design, the worm to be combined with the worm wheel was designed, and so were the corresponding spur and the helical plastic worm wheels. Subsequently, the gear tooth profile and design plan were verified through structural computer-aided engineering (CAE) analysis and the injection mold design and molding process were examined through injection molding CAE analysis. The plastic gear was produced by injection molding with functional engineering plastic resin to which glass fiber reinforcement was added. Lastly, its durability and hardness were evaluated experimentally.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}