Spinnability and Characteristics of Polyvinylidene Fluoride (PVDF)-based Bicomponent Fibers with a Carbon Nanotube (CNT) Modified Polypropylene Core for Piezoelectric Applications

Abstract
:1. Introduction
1.1. Poly(vinylidene fluoride) (PVDF)
1.2. Poly(propylene) (PP)
1.3. Conductive Nanocomposites in Polymers
1.4. Melt Spinning and Bicomponent Fiber Extrusion
1.5. Sodium Stearate
1.6. Aim of the Study
2. Materials and Methods
2.1. Material
2.2. Compounding
2.3. Fiber Production
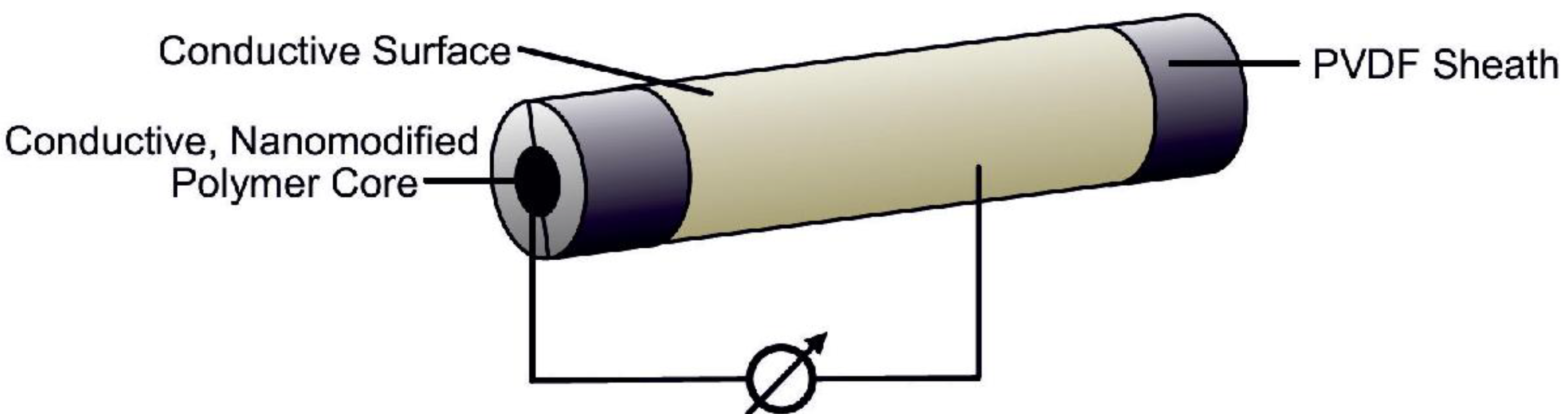
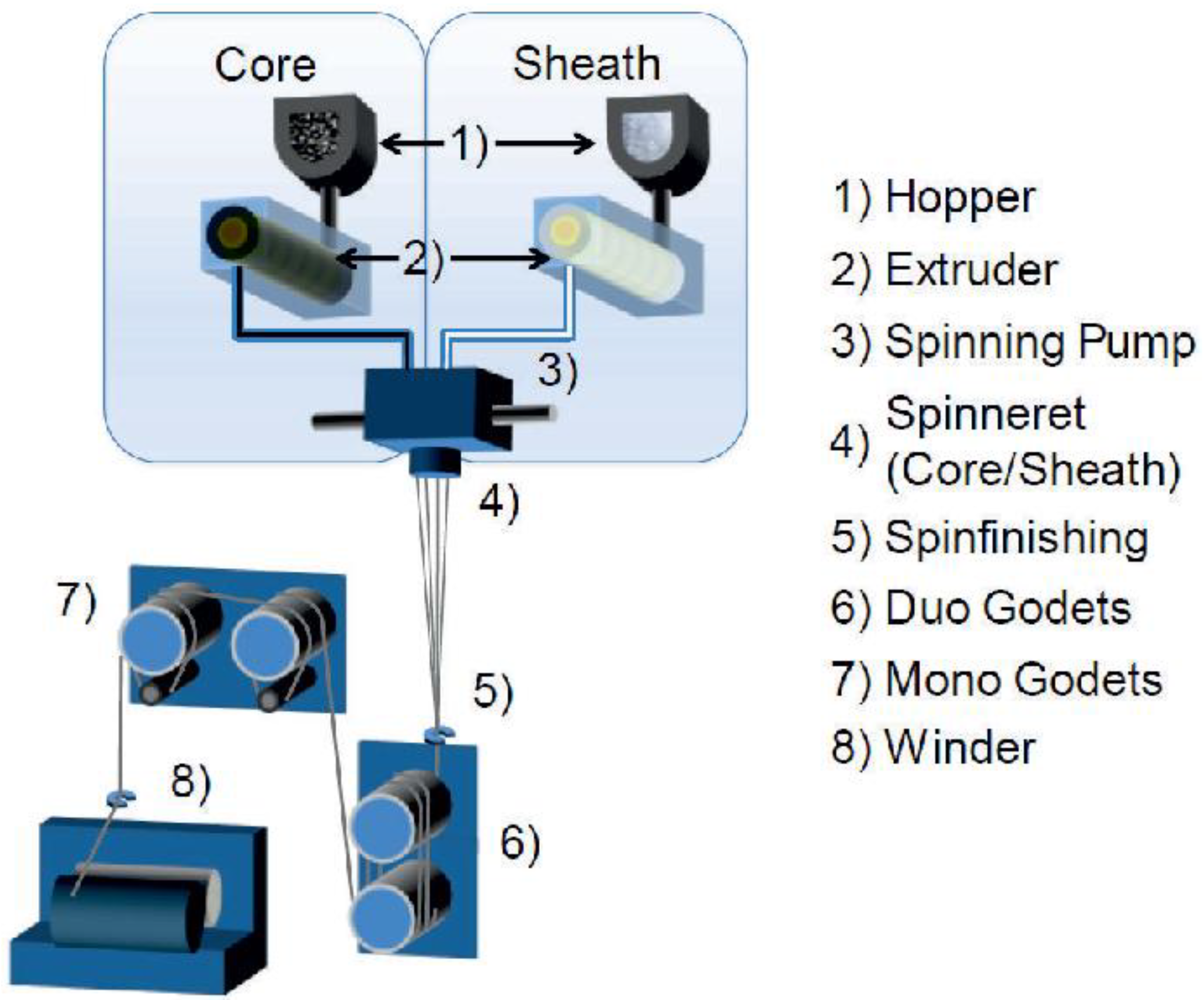
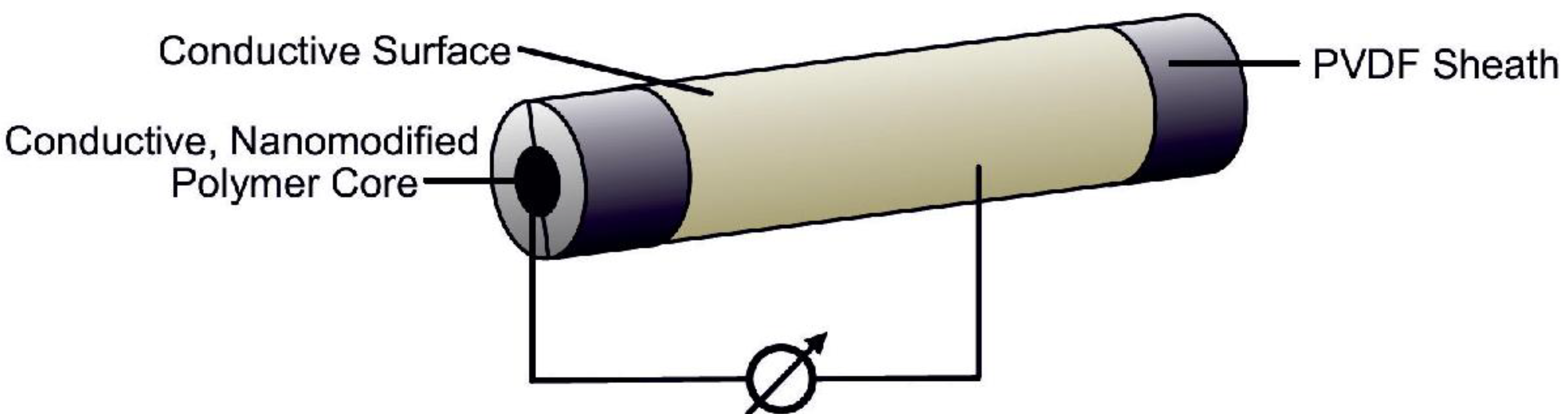
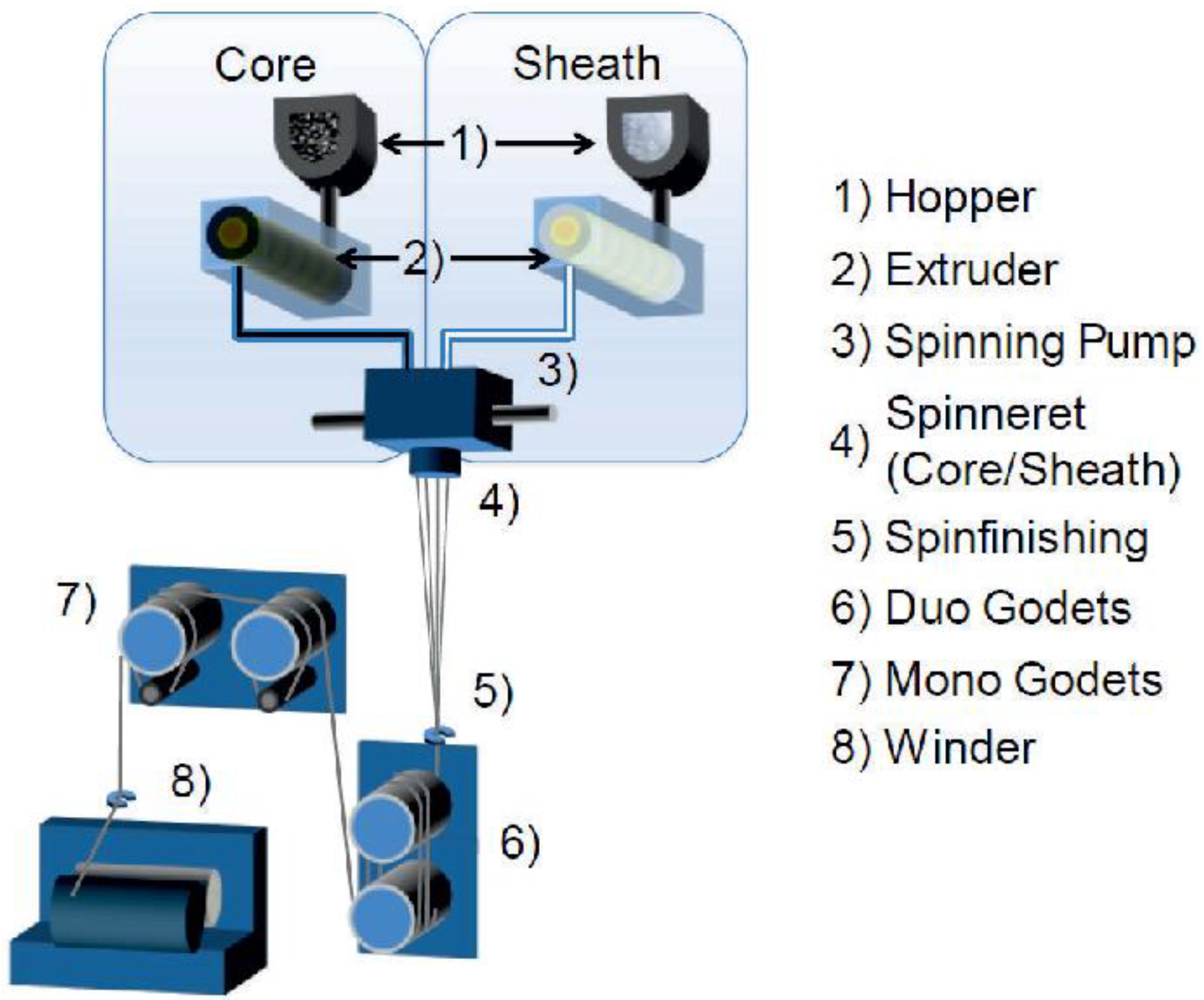
2.3.1. Bicomponent Melt Spinning

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spin Pump | Temperatures | Air Flow | ||||
|---|---|---|---|---|---|---|
| Nsheath [1/min] | Ncore [1/min] | TE,sheath [°C] | TE,core [°C] | T0 [°C] | Tair [°C] | Vair [m/s] |
| 10 | 10 | 260 | 240 | 245 | 23.0 | 0.50 |
| Winder | Extrusion Velocities | MDRcore | MDRsheath | EVR | ||
|---|---|---|---|---|---|---|
| vwinder [m/s] | Ffiber [cN] | vE,sheath [m/s] | vE,core [m/s] | |||
| 255.7 | 22.5 | 0.536 | 1.592 | 477.05 | 160.62 | 0.337 |
2.3.2. Draw Winding

| Parameter | Value | [unit] |
|---|---|---|
| Godet 2 Velocity | 1000 | cm/min |
| Heating Unit Temperature | 140 | °C |
| Draw Ratio | 1.00 | – |
| 1.10 | ||
| 1.85 | ||
| 2.60 | ||
| 3.35 | ||
| 4.10 |
2.4. Characterization
3. Results and Discussion
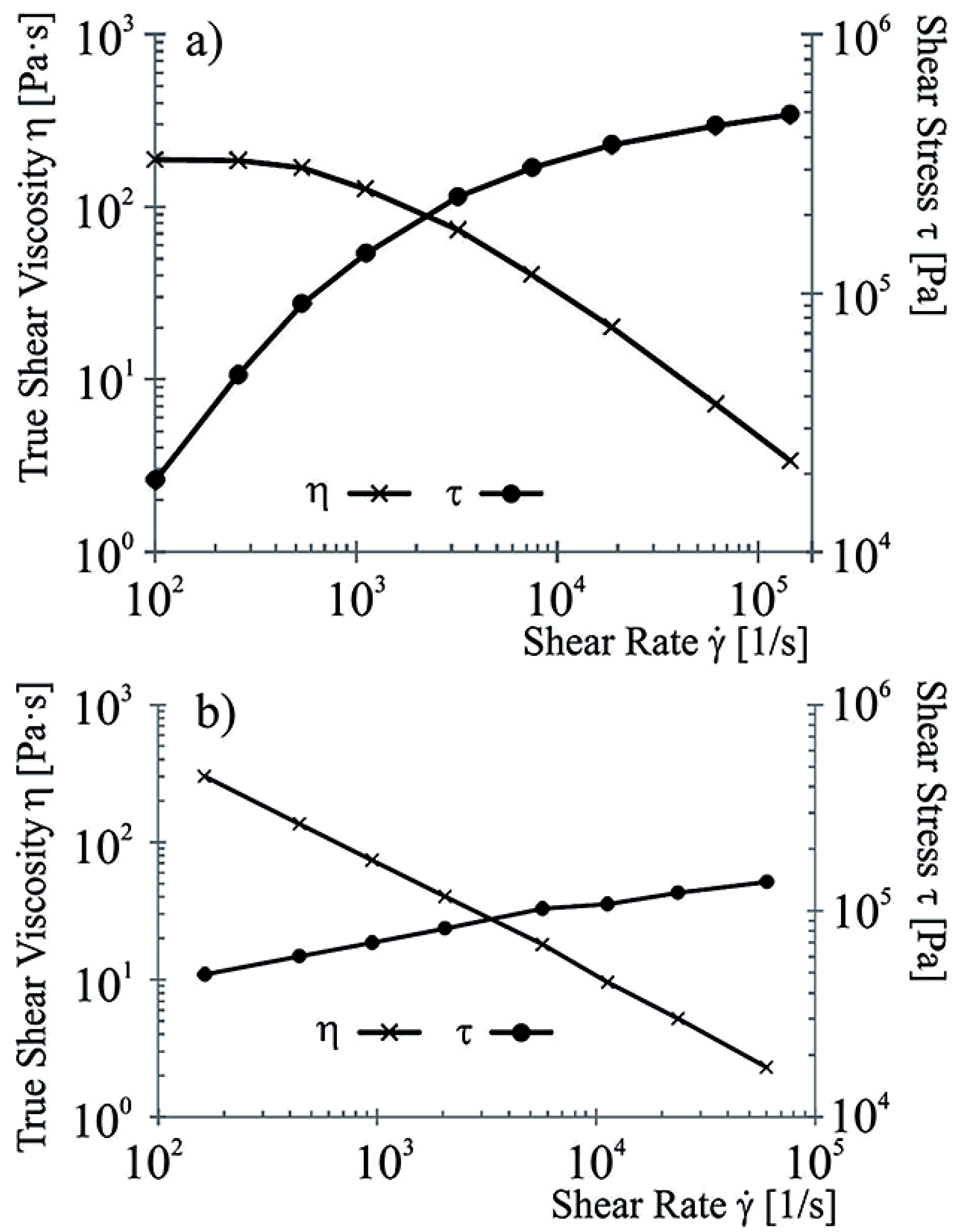
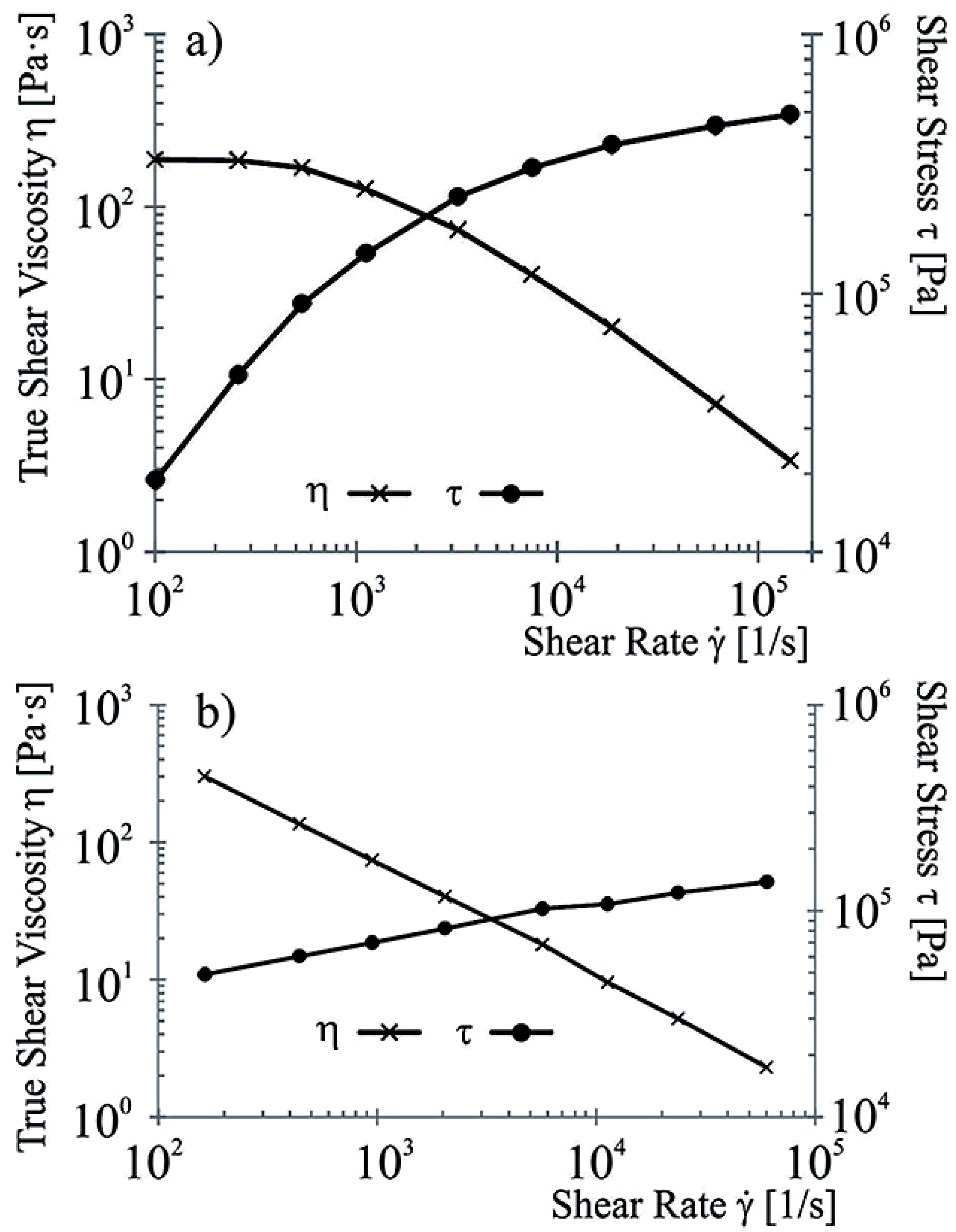
3.1. Rheometry
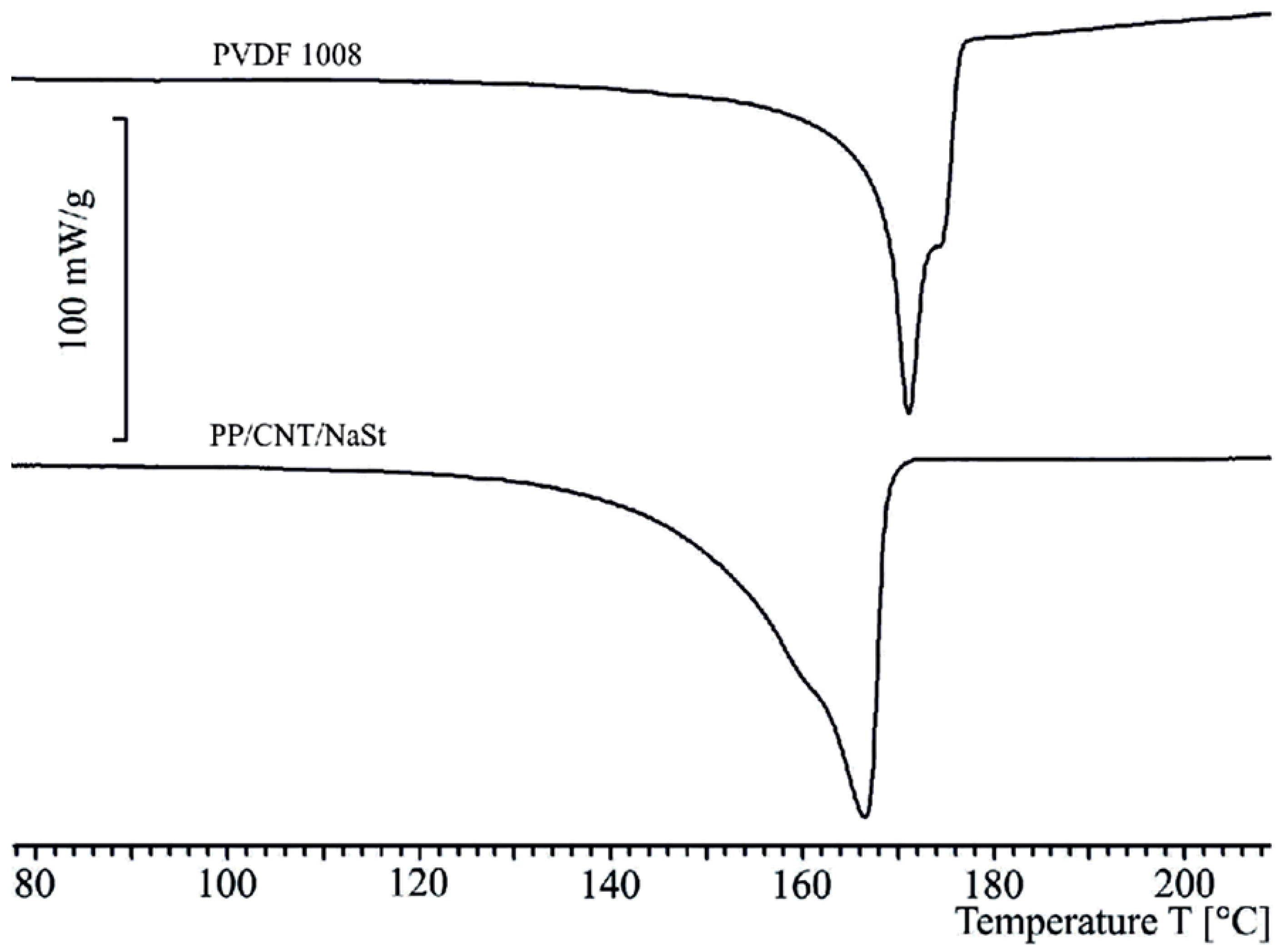
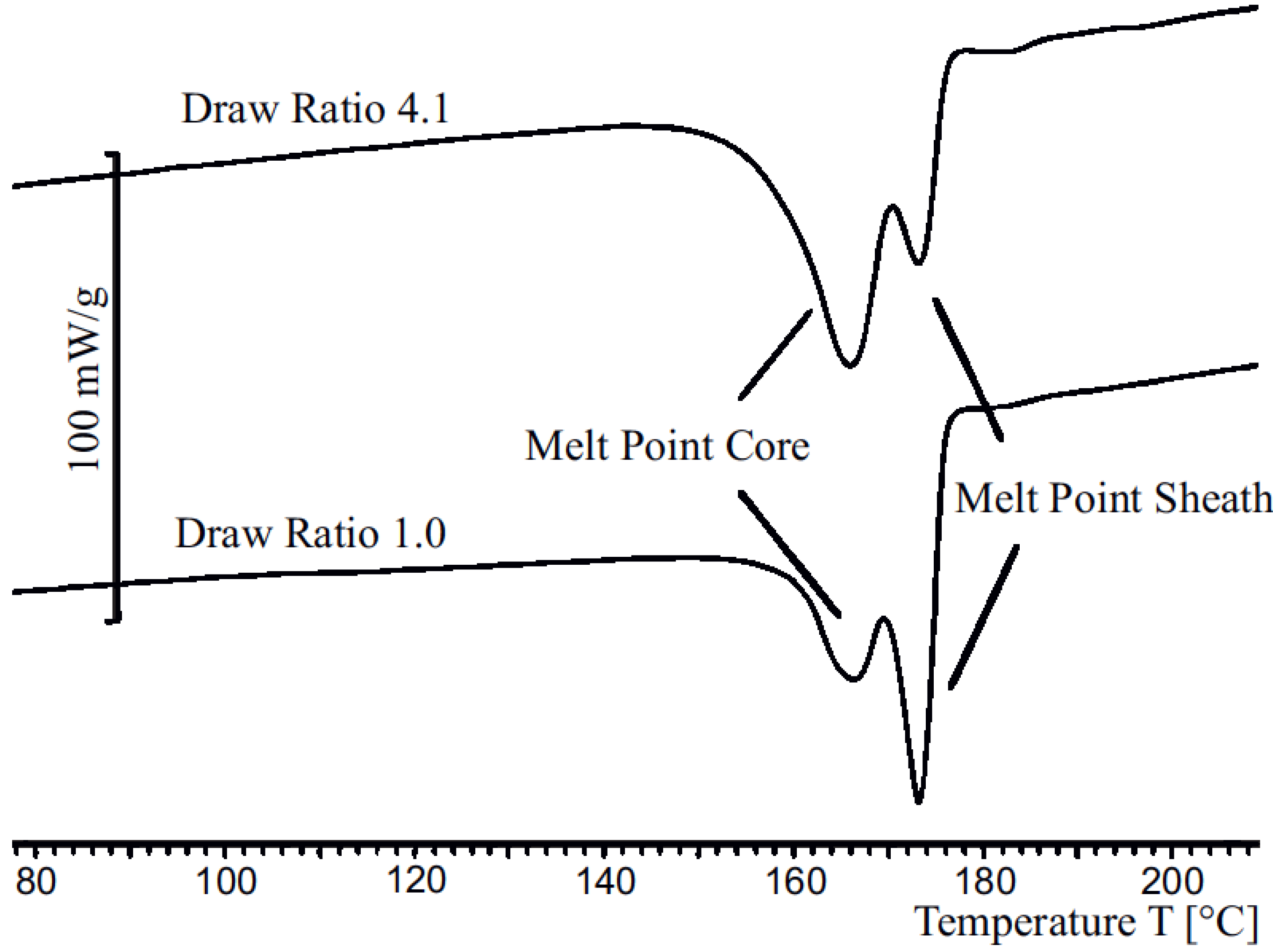
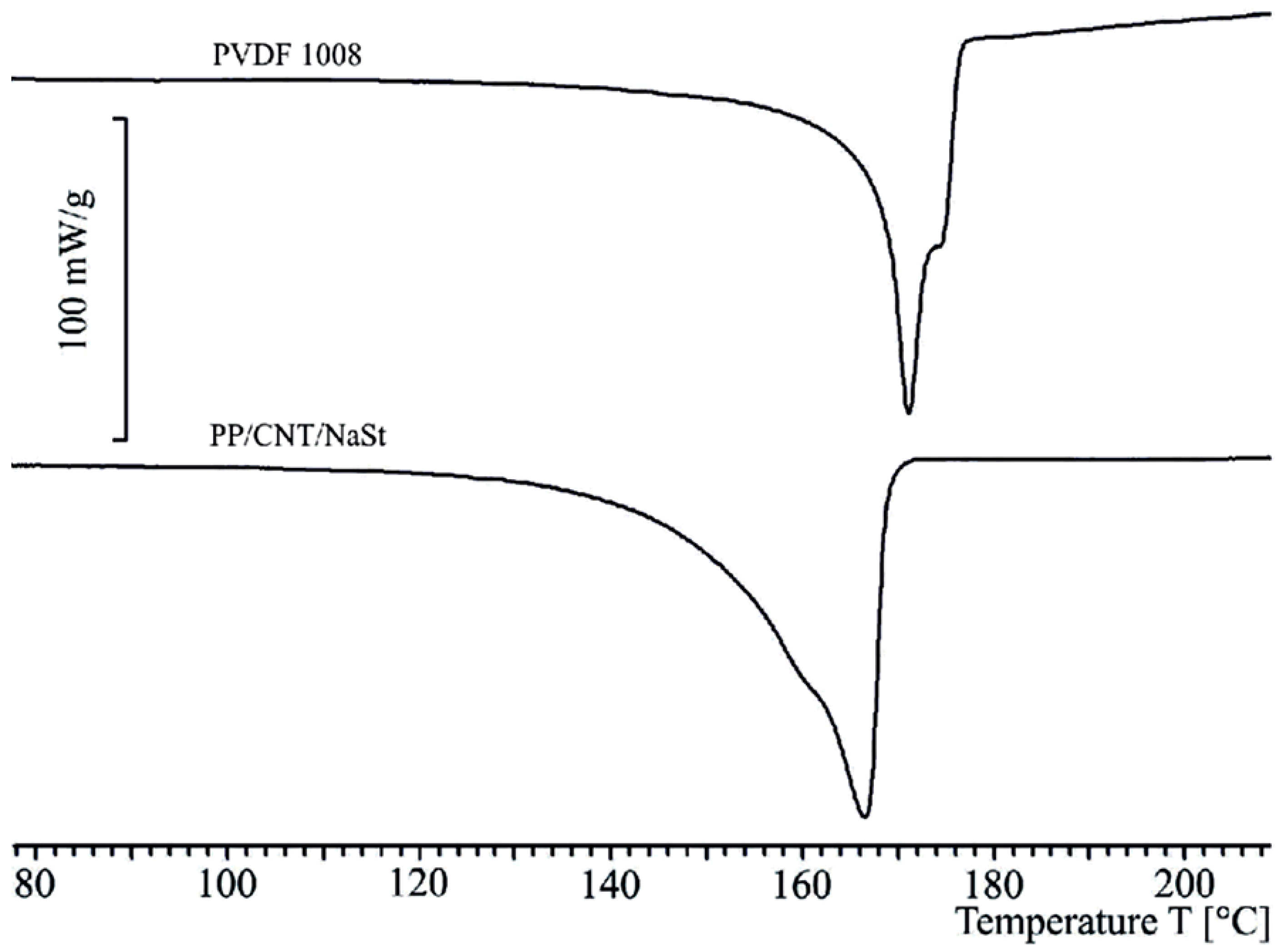
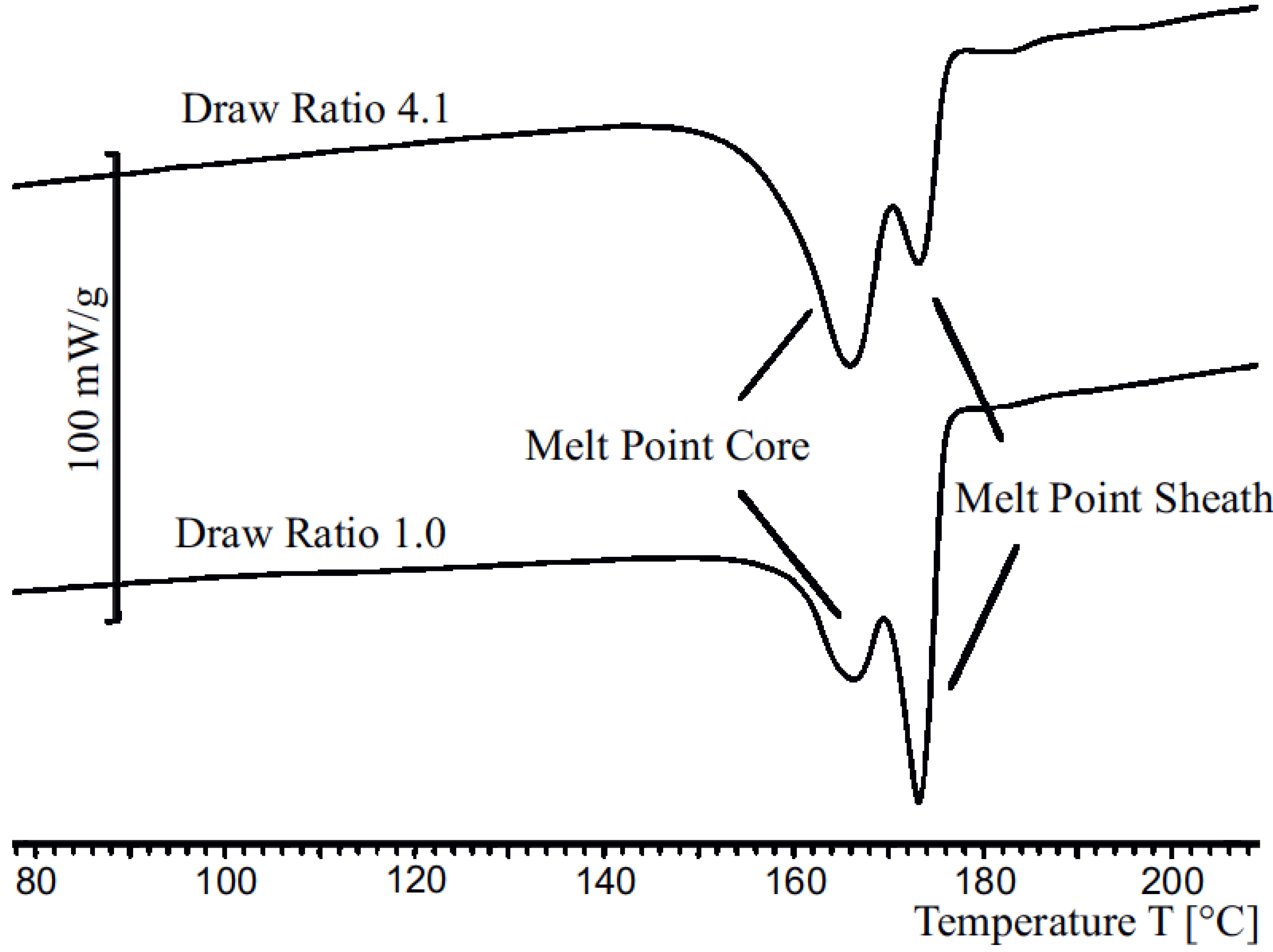
3.2. Differential Scanning Calorimetry (DSC)
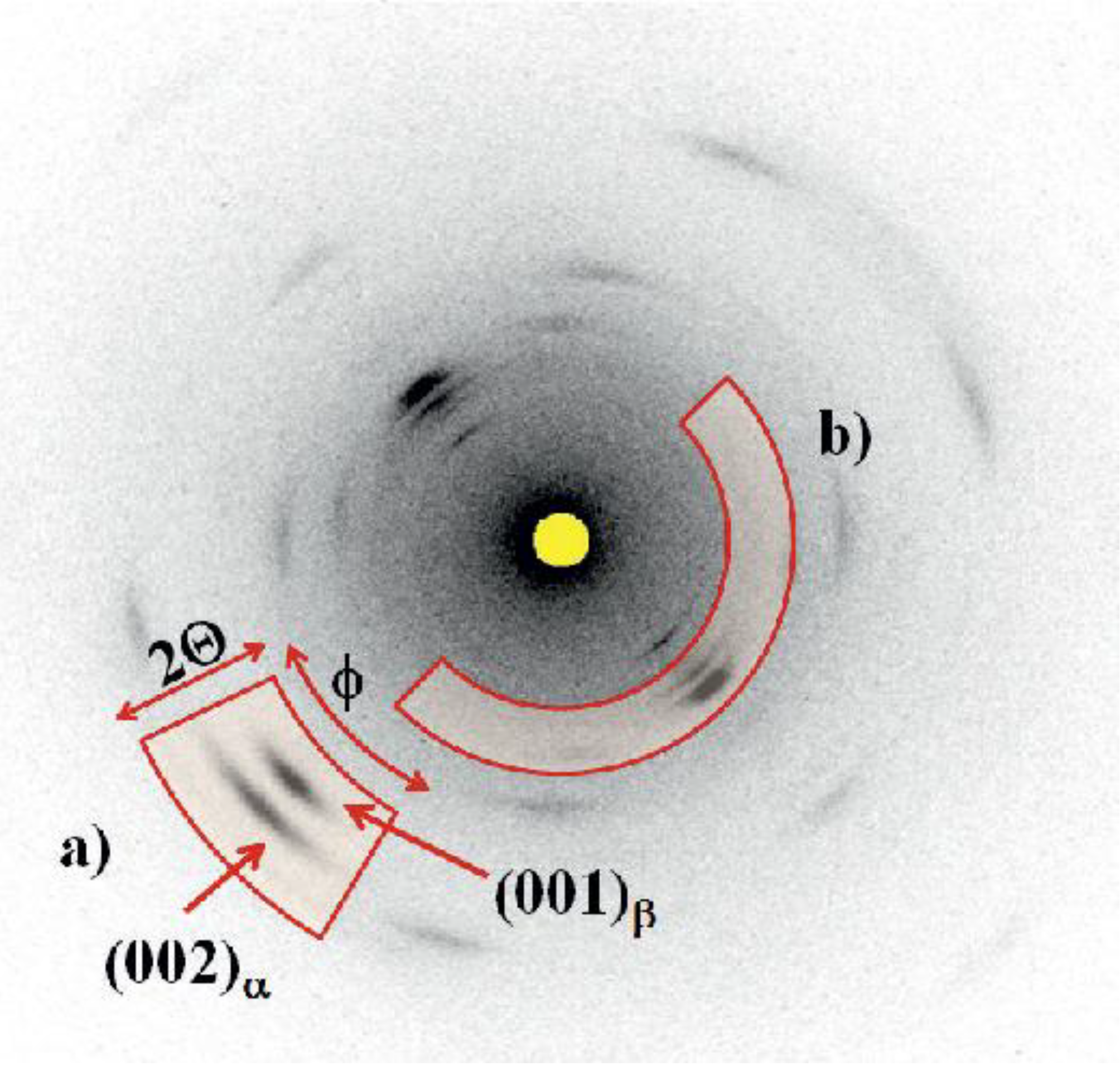
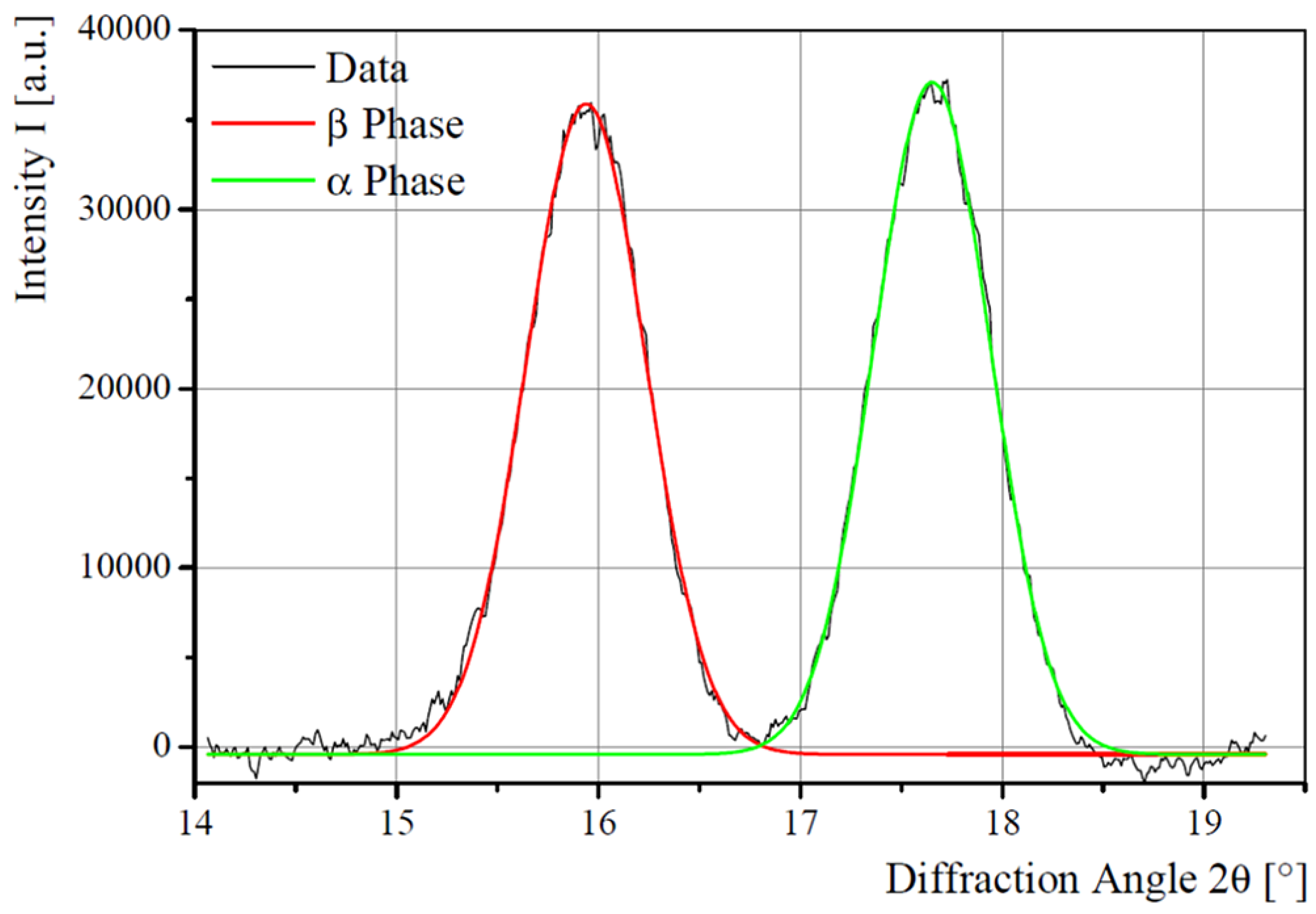
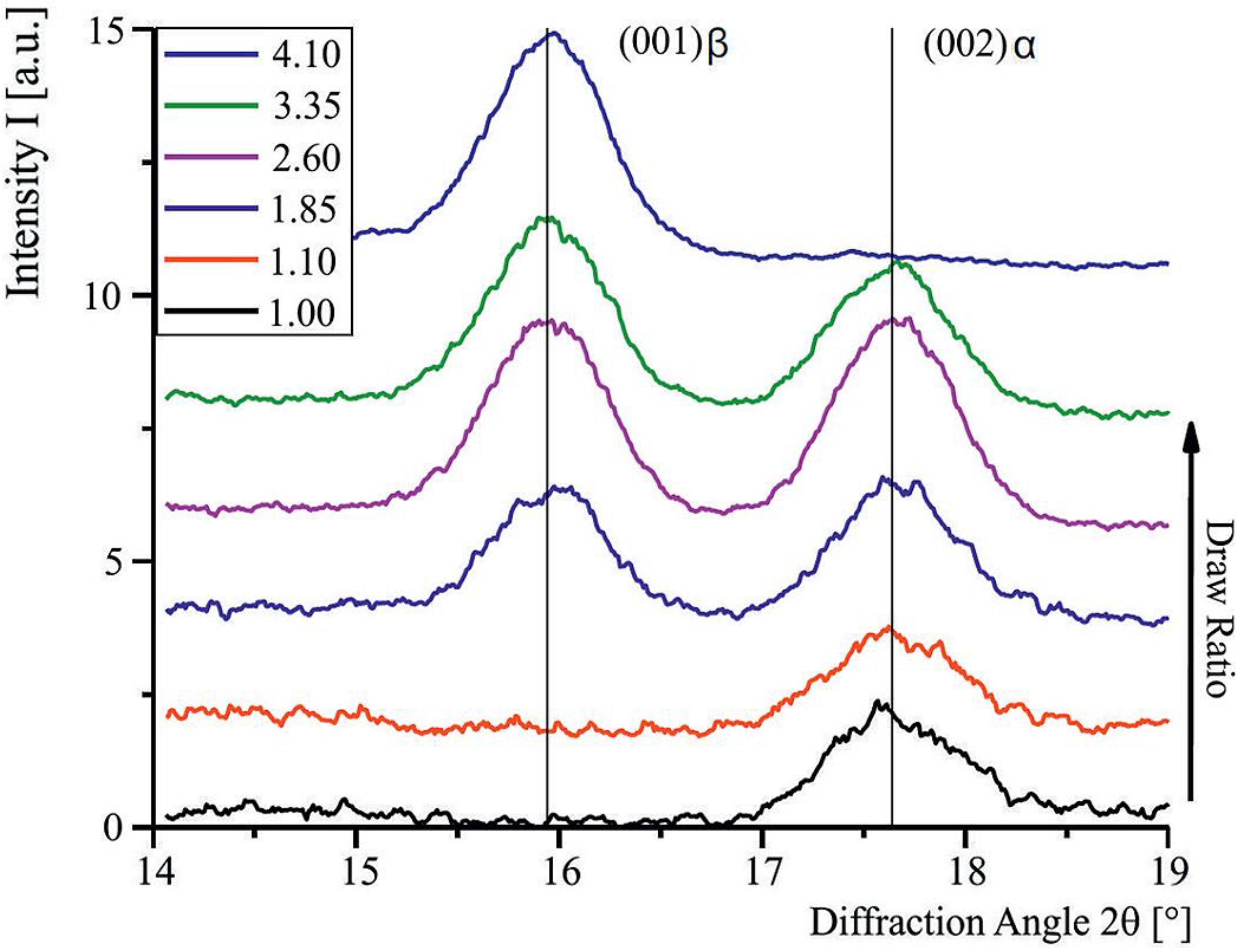
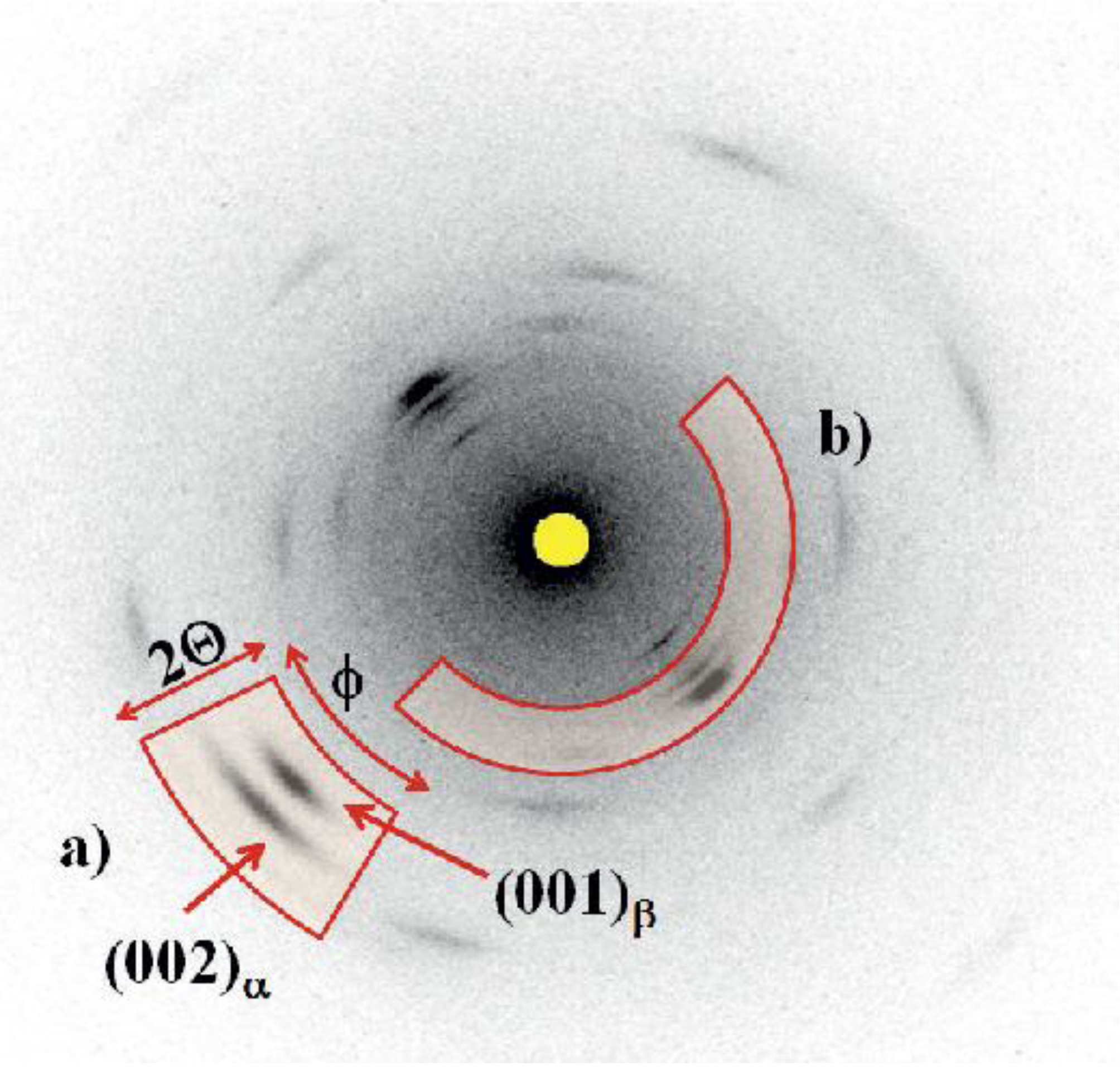
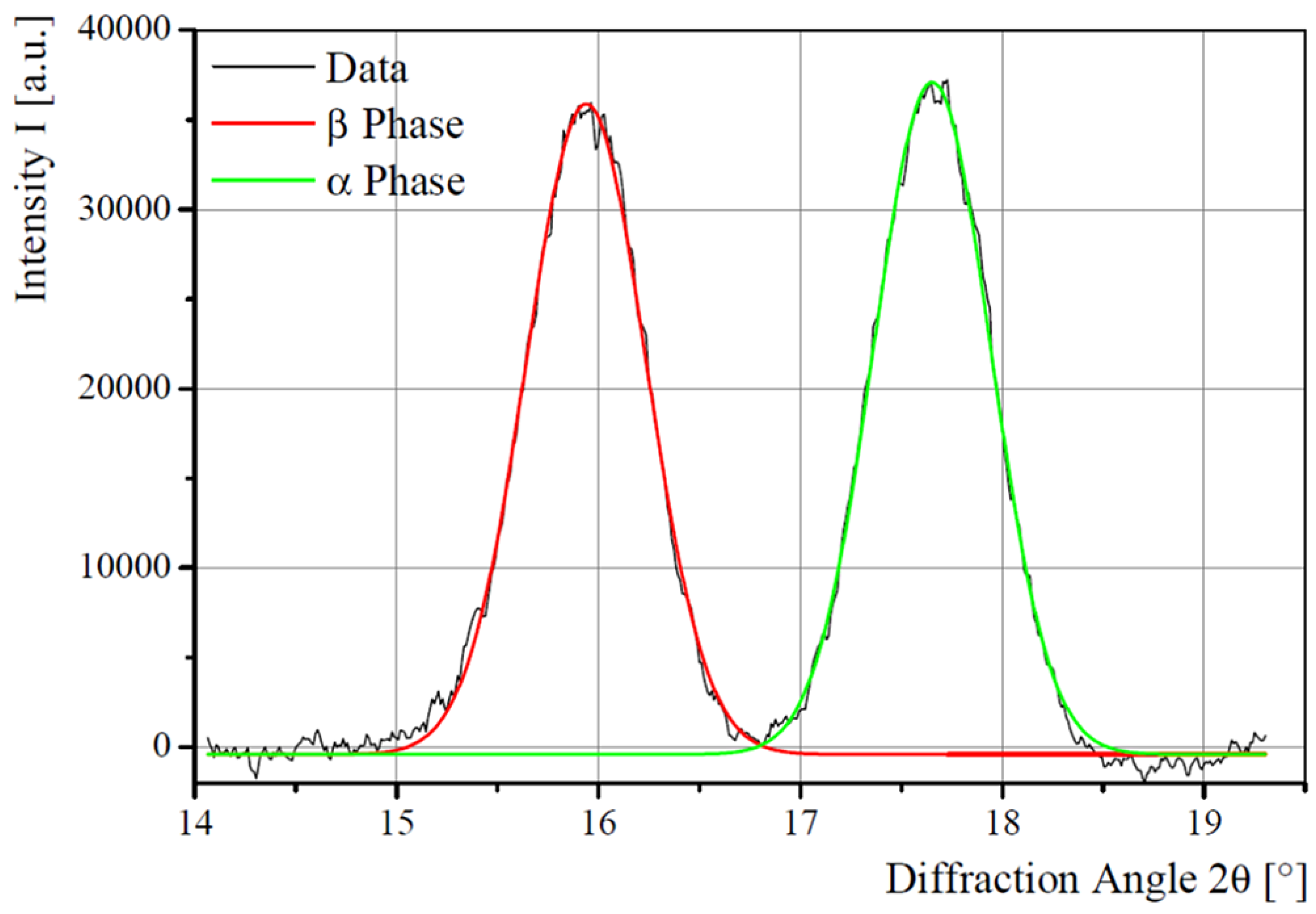
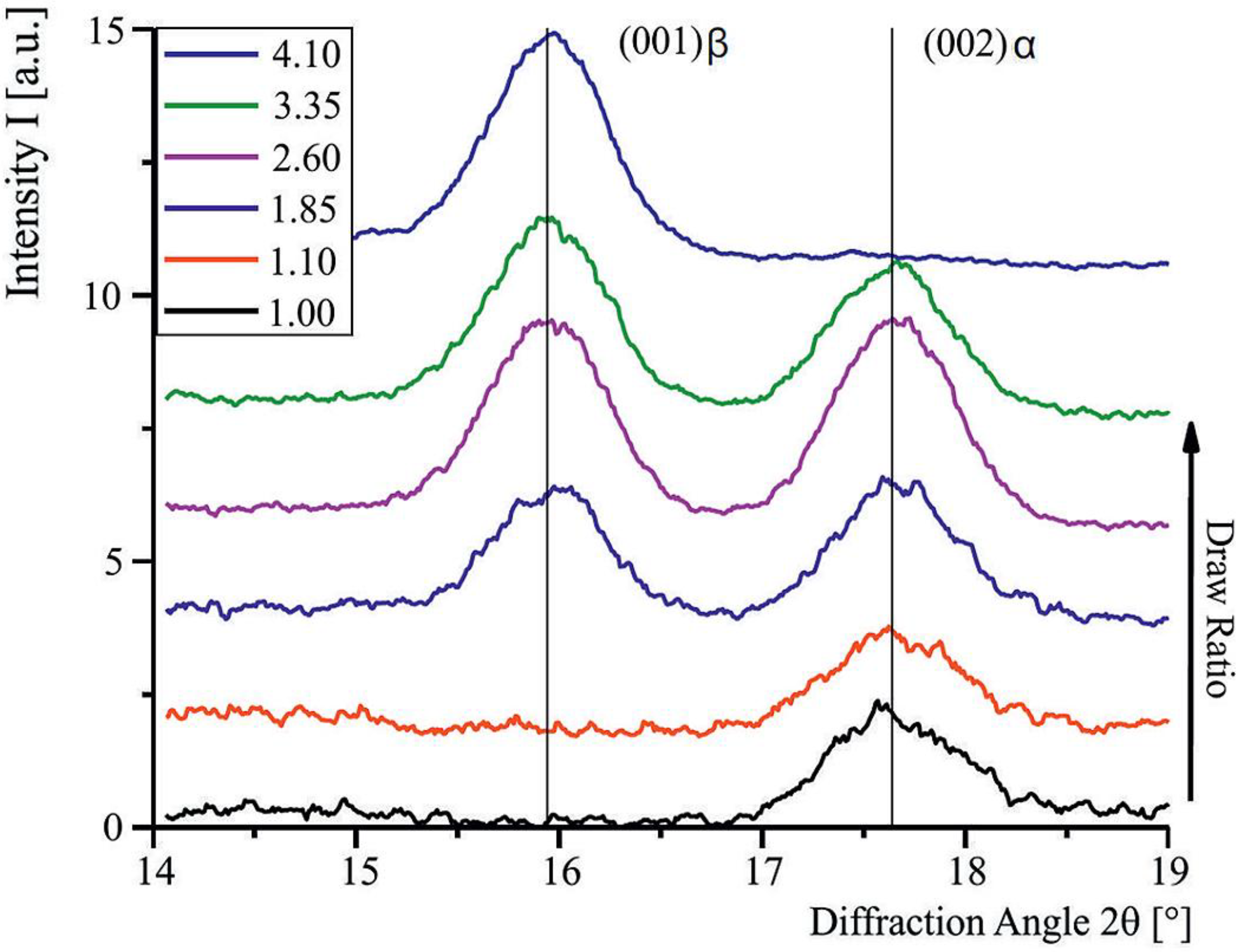
3.3. Wide-Angle X-Ray Diffraction (WAXD)
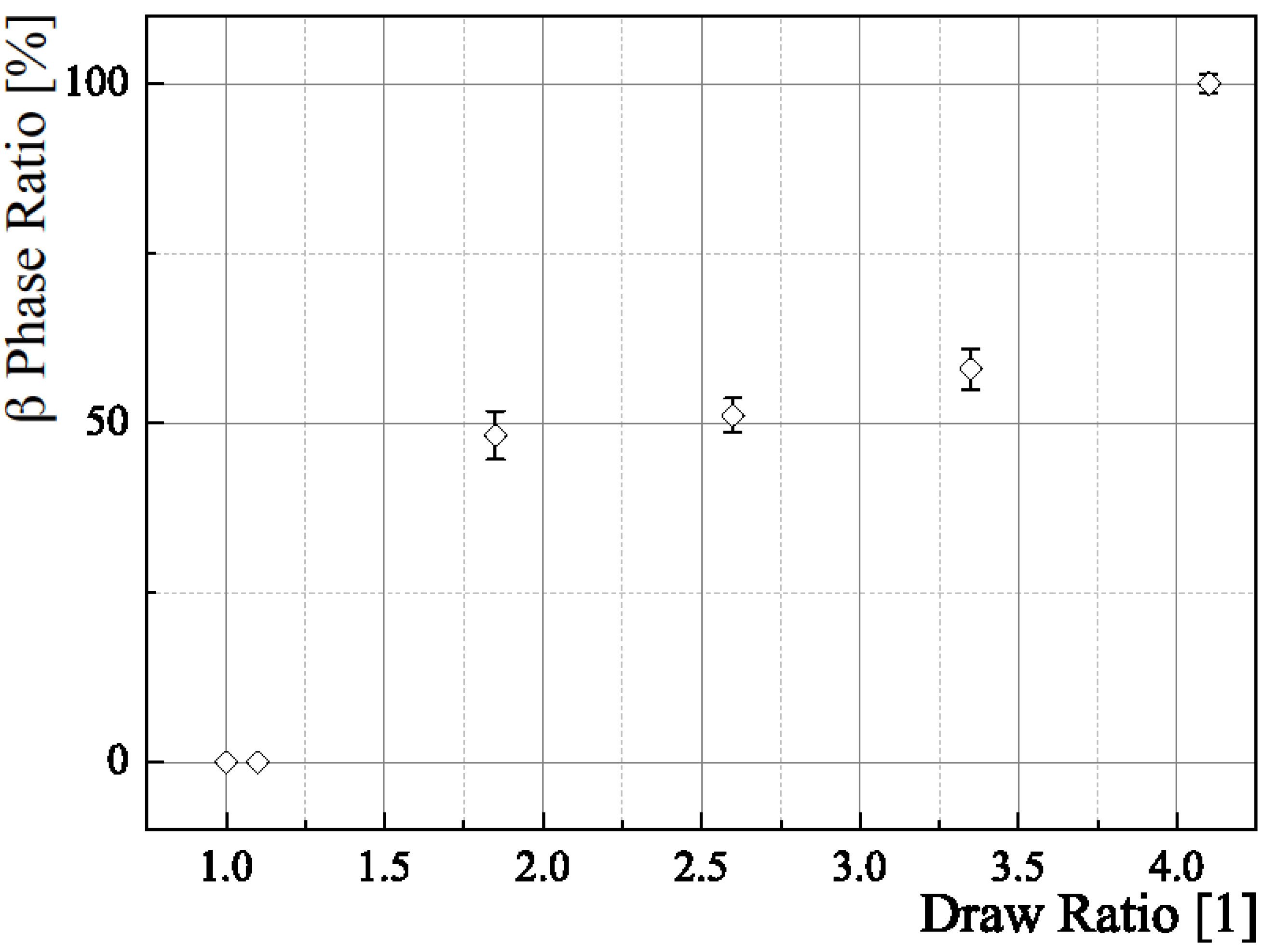
| DR | fα | σf,α | fβ | σf,β |
|---|---|---|---|---|
| 1.00 | 0.6805 | 0.0130 | – | – |
| 1.10 | 0.6644 | 0.0153 | – | – |
| 1.85 | 0.9558 | 0.0045 | 0.9911 | 0.0004 |
| 2.60 | 0.9831 | 0.0008 | 0.9921 | 0.0002 |
| 3.35 | 0.9828 | 0.0008 | 0.9904 | 0.0003 |
| 4.10 | – | – | 0.9937 | 0.0002 |
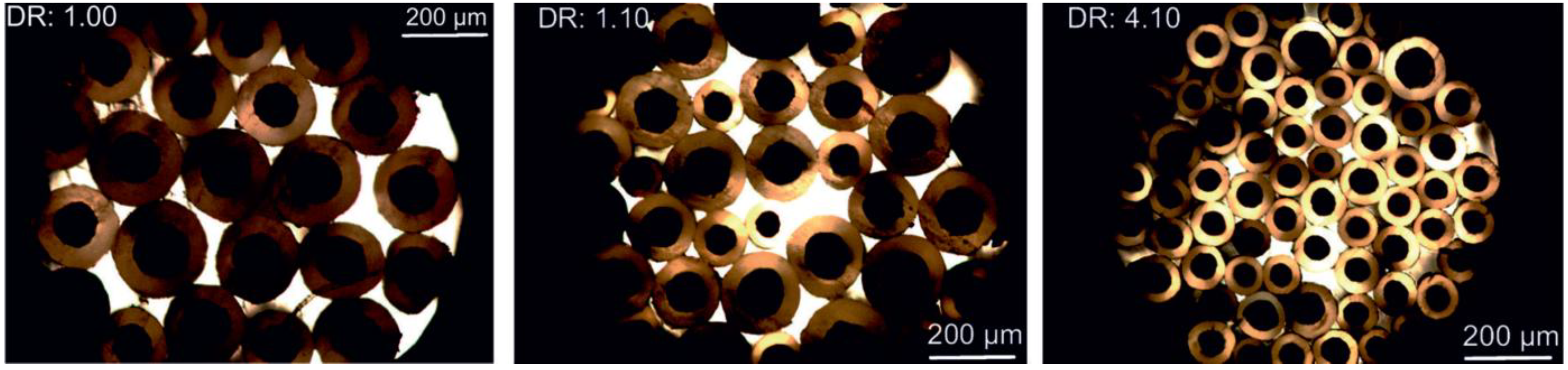
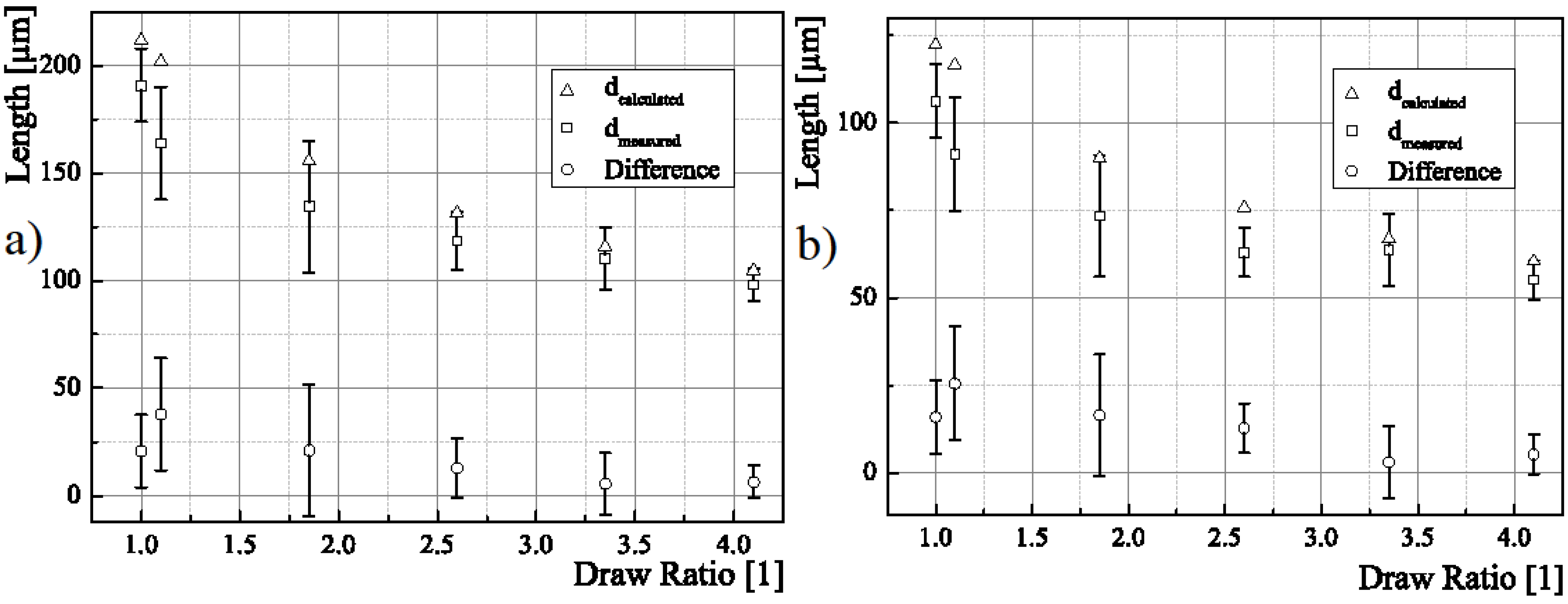
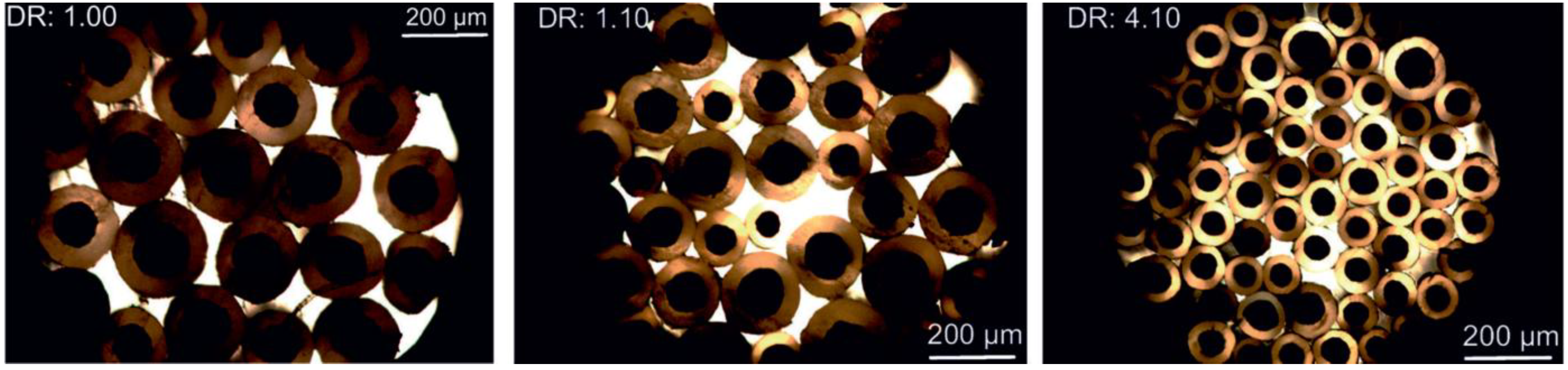
3.4. Bright Field Microscopy
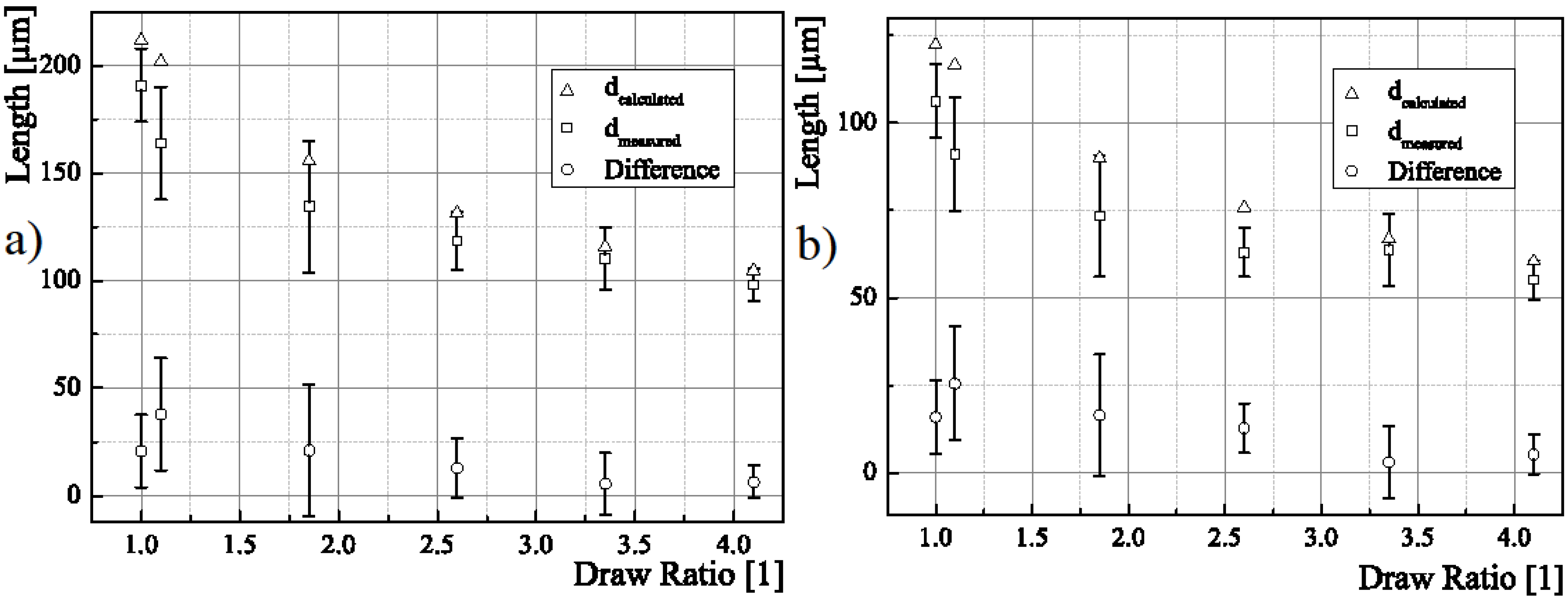
| CDR | Calculated | Measured | Calculated | Measured | ||||
|---|---|---|---|---|---|---|---|---|
| df | df [µm] | σd,f [µm] | % | dc | dc [µm] | σd,c [µm] | % | |
| 1.00 | 211.7 | 190.9 | 17 | 8.9 | 122.2 | 106.2 | 10.5 | 9.9 |
| 1.10 | 201.8 | 163.9 | 26.2 | 16.0 | 116.5 | 91 | 16.3 | 17.9 |
| 1.85 | 155.6 | 134.5 | 30.6 | 22.8 | 89.9 | 73.4 | 17.4 | 23.7 |
| 2.60 | 131.3 | 118.5 | 13.6 | 11.5 | 75.8 | 63 | 7.1 | 11.3 |
| 3.35 | 115.7 | 110.2 | 14.4 | 13.1 | 66.8 | 63.7 | 10.2 | 16.0 |
| 4.10 | 104.5 | 98.2 | 7.6 | 7.7 | 60.4 | 55.1 | 5.6 | 10.2 |
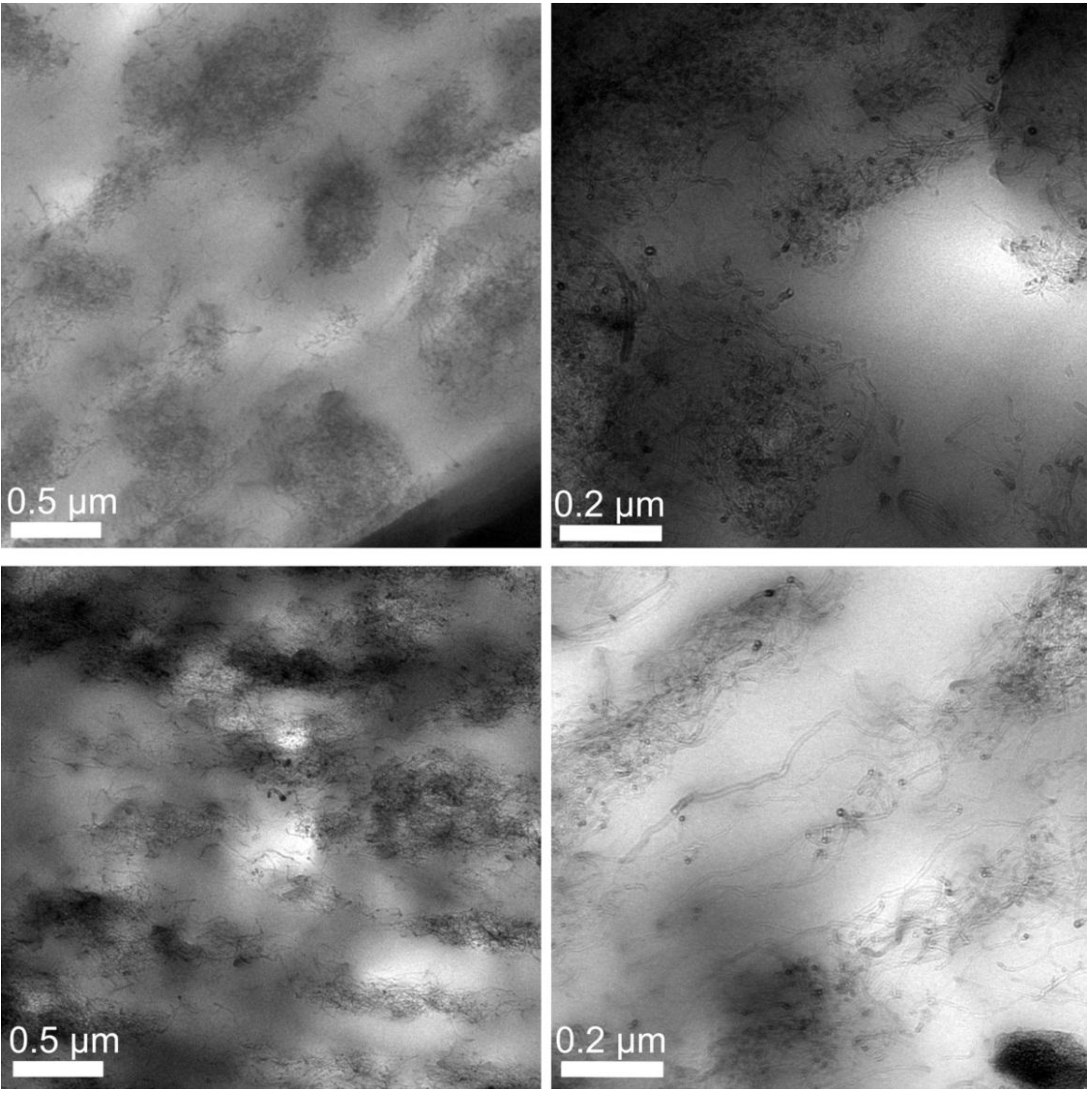
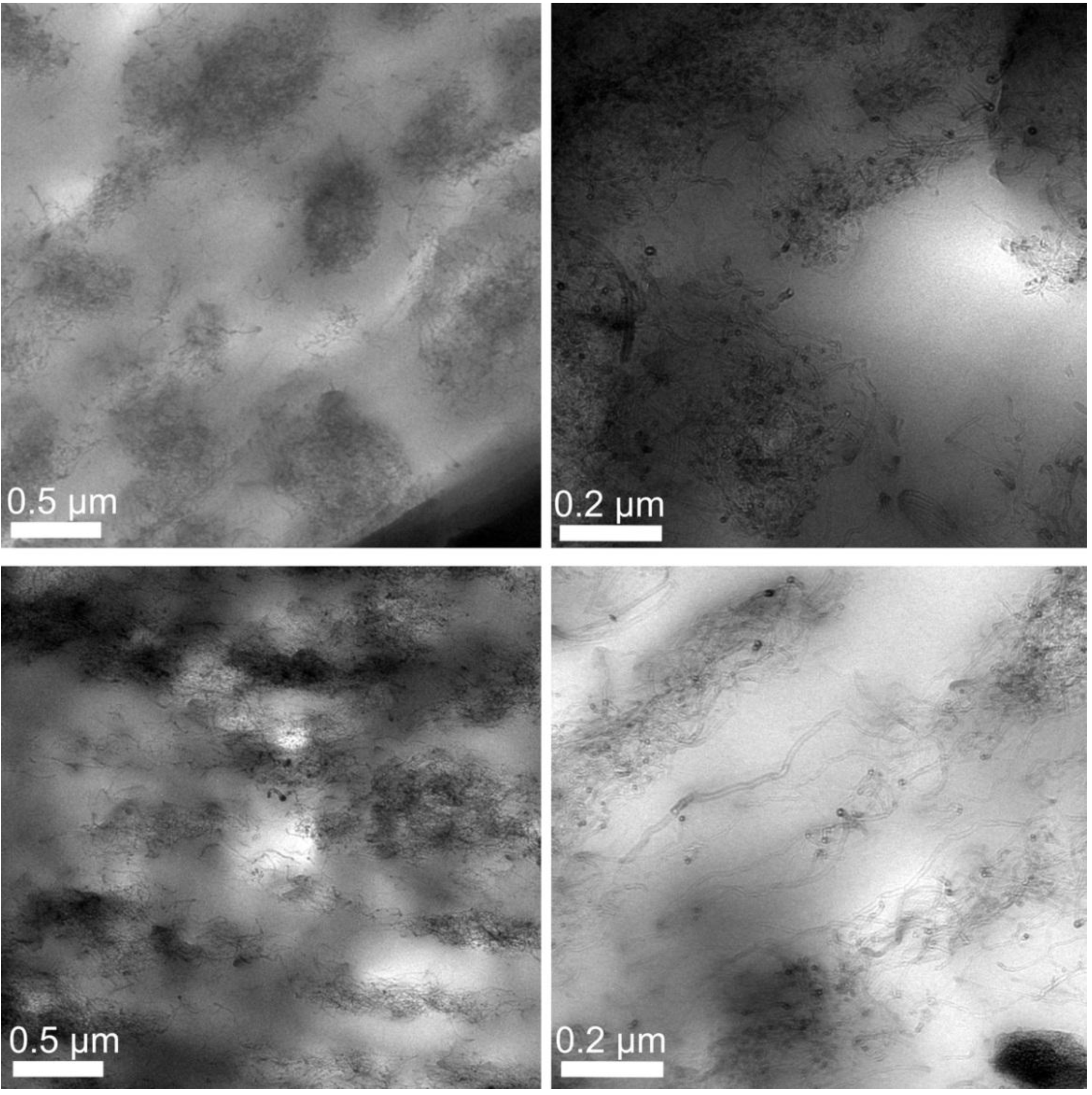
3.5. Transmission Electron Microscopy
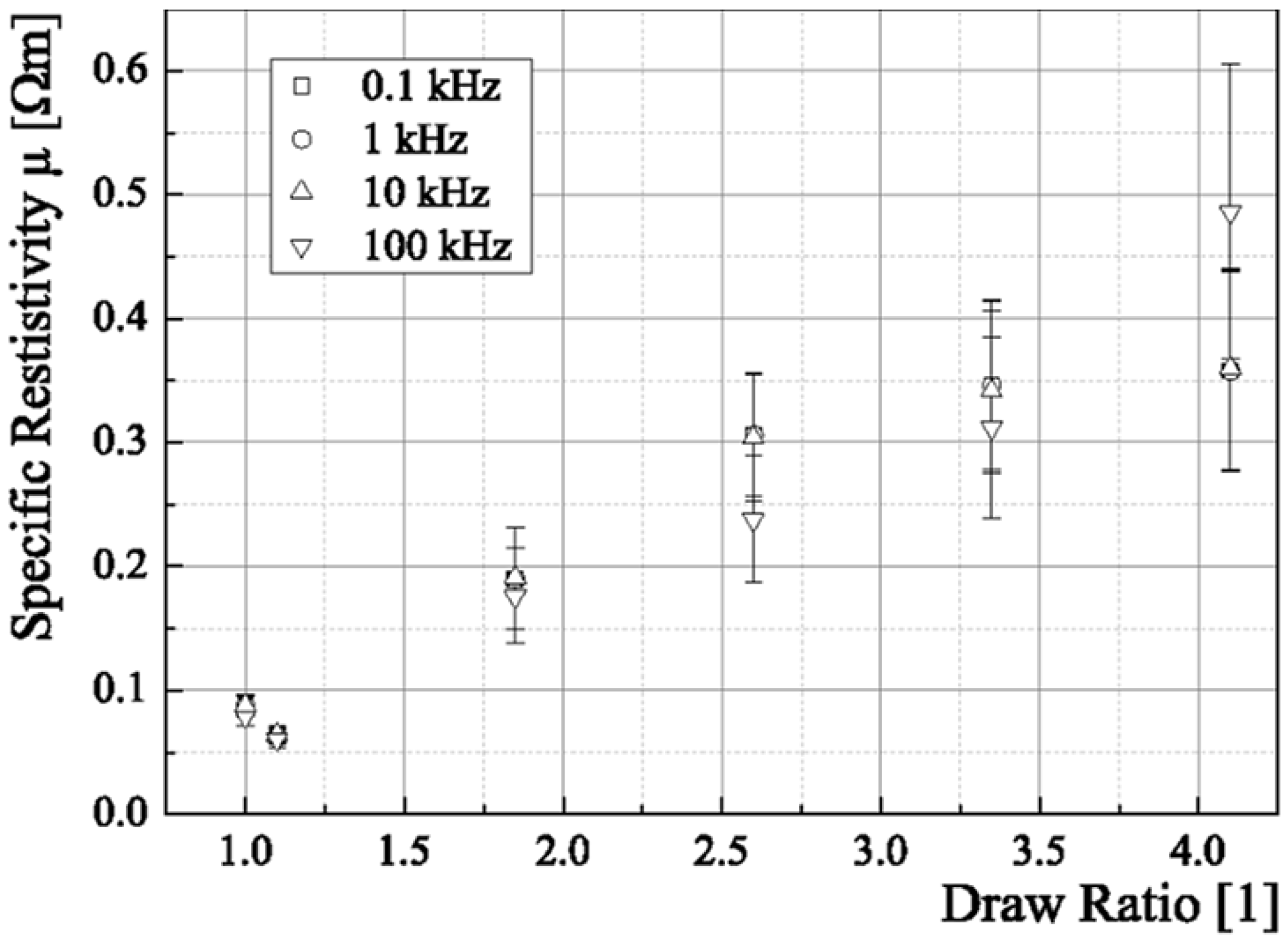
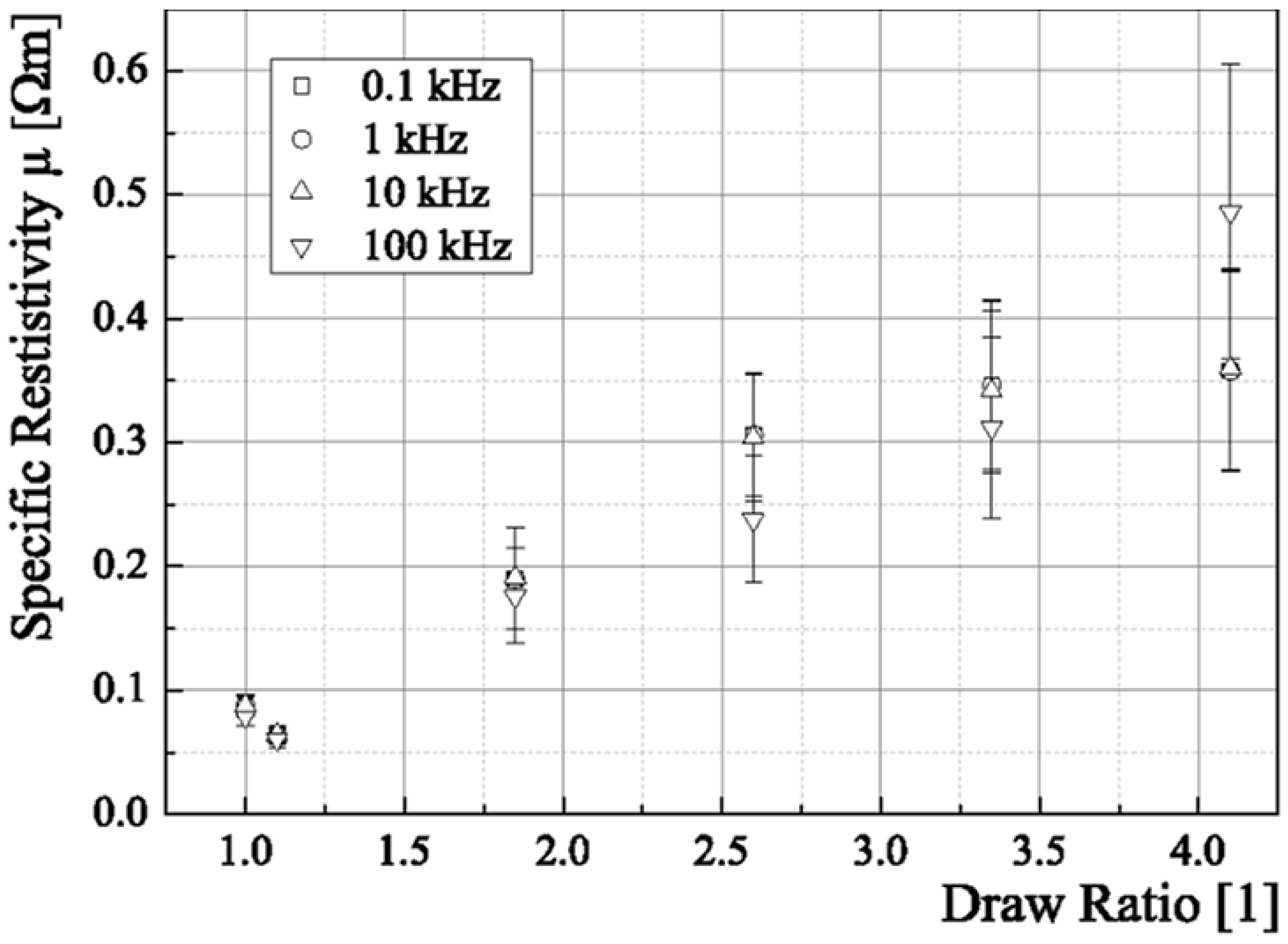
3.6. Specific Resistivity
4. Conclusions and Outlook
References
- Tashiro, K. Crystal Structures and Phase Transition of PVDF and Related Copolymers. In Ferroelectric Polymers; Nalwa, H.S., Ed.; Marcel Dekker, Inc.: New York, NY, USA, 1995; pp. 63–182. [Google Scholar]
- Gregorio, R., Jr.; Ueno, E.M. Effect of crystalline phase, orientation and temperature on the dielectric properties of poly(vinylidene fluoride) (PVDF). J. Mater. Sci. 1999, 34, 4489–4500. [Google Scholar]
- Lovinger, A.J. Ferroelectric polymers. Science 1983, 220, 1115–1121. [Google Scholar]
- Ramer, N.J.; Stiso, K.A. Structure and Born effective charge determination for planar-zigzag β-poly(vinylidene fluoride) using density-functional theory. Polymer 2005, 46, 10431–10436. [Google Scholar]
- Walter, S.; Steinmann, W.; Seide, G.; Gries, T. Piezoelectric PVDF filaments for structural health monitoring in fiber-reinforced composites—Manufacturing, Properties and Possibilities. In Proceedings of the 18th Symposium Verbundwerkstoffe und Werkstoffverbunde, Chemnitz, Germany, 30 March–1 April 2011; Wielage, B., Ed.; Self-publishing: Chemnitz, Germany, 2011; pp. 296–313. [Google Scholar]
- Glen Kepler, R. Ferroelectric, Pyroelectric and Piezoelectric Properties of Poly(vinylidene Fluoride). In Ferroelectric Polymers; Nalwa, H.S., Ed.; Marcel Dekker, Inc.: New York, NY, USA, 1995; pp. 183–232. [Google Scholar]
- Wang, T.T.; Herbert, J.M.; Glass, A.M. The Application of Ferroelectric Polymers; Blackie & Son Ltd.: Glasgow, UK, 1988. [Google Scholar]
- Herbert, J.M. Ferroelectric Transducers and Sensors; Gordon and Breach, Science Publishers: New York, NY, USA, 1982. [Google Scholar]
- Fourné, F. Synthetische Fasern: Herstellung, Maschinen und Apparate, Eigenschaften; Handbuch für Anlagenplanung, Maschinenkonstruktion und Betrieb; Carl Hanser Verlag: Munich, Germany, 1995. [Google Scholar]
- Oberbach, K.; Bauer, E.; Brinkmann, S. Saechtling Kunststoff Taschenbuch, 29th ed.; Carl Hanser Verlag: Munich, Germany, 2004. [Google Scholar]
- Thostenson, E.T.; Chou, T.-W. On the Elastic properties of carbon nanotube-based composites: Modeling and characterization. J. Phys. D 2003, 36, 573–582. [Google Scholar] [CrossRef]
- Alig, I.; Lellinger, D.; Skipa, T. Kunststoffe mit Kohlenstoff-Nanoröhrchen: Verarbeitungsbedingungen und Eigenschaften. Schr. Aktionslinie Hess.-Nanotech Hess. Minist. Wirtsch. Verk. Landesentwickl. 2009, 15, 37–42. [Google Scholar]
- Harris, P. Carbon Nanotubes and Related Structures; Cambridge University Press: Cambridge, UK, 1999. [Google Scholar]
- Steinmann, W.; Wulfhorst, J.; Vad, T.; Seide, G.; Gries, T. Electrically Conductive Fibers with Carbon Nanotubes: 3D Analysis of Conductive Networks by Electron Tomography. In Proceedings of The Fiber Society 2012 Fall Meeting and Technical Conference in Partnership with Polymer Fibres 2012, Boston, MA, USA, 7–9 November 2012; The Fiber Society: Raleigh, NC, USA, 2012. [Google Scholar]
- Jorio, A.; Dresselhaus, G.; Dresselhaus, M. Carbon Nanotubes, 111th ed.; Springer Verlag: Berlin, Germany, 2008. [Google Scholar]
- Houis, S.; Schreiber, F.; Gries, T. Fibre-Table According to P.-A. Koch: Bicomponent Fibres; Shaker Verlag: Aachen, Germany, 2008. [Google Scholar]
- Strååt, M.; Rigdahl, M.; Hagström, B. Conducting bicomponent fibers obtained by melt spinning of PA6 and polyolefins containing high amounts of carbonaceous fillers. J. Appl. Polym. Sci. 2012, 123, 936–943. [Google Scholar] [CrossRef]
- Lund, A.; Hagström, B. Melt spinning of β-phase poly(vinylidene fluoride) yarns with and without a conductive core. J. Appl. Polym. Sci. 2011, 120, 1080–1089. [Google Scholar] [CrossRef]
- Lund, A.; Jonasson, C.; Johansson, C.; Haagensen, D.; Hagström, B. Piezoelectric polymeric bicomponent fibers produced by melt spinning. J. Appl. Polym. Sci. 2012, 126, 490–500. [Google Scholar] [CrossRef]
- Eyerer, P.; Hirth, T.; Elsner, P. Polymer Engineering; Springer Verlag: Berlin, Germany, 2008. [Google Scholar]
- Gächter, R.; Müller, H. Taschenbuch der Kunststoff-Additive, 2nd ed.; Carl Hanser Verlag: Munich, Germany, 1983. [Google Scholar]
- De Booys, J.; Hermans, P. Zur Ableitung eines mittleren Orientierungswinkels aus dem Röntgendiagramm. Colloid Polym. Sci. 1941, 97, 229–231. [Google Scholar]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Glauß, B.; Steinmann, W.; Walter, S.; Beckers, M.; Seide, G.; Gries, T.; Roth, G. Spinnability and Characteristics of Polyvinylidene Fluoride (PVDF)-based Bicomponent Fibers with a Carbon Nanotube (CNT) Modified Polypropylene Core for Piezoelectric Applications. Materials 2013, 6, 2642-2661. https://doi.org/10.3390/ma6072642
Glauß B, Steinmann W, Walter S, Beckers M, Seide G, Gries T, Roth G. Spinnability and Characteristics of Polyvinylidene Fluoride (PVDF)-based Bicomponent Fibers with a Carbon Nanotube (CNT) Modified Polypropylene Core for Piezoelectric Applications. Materials. 2013; 6(7):2642-2661. https://doi.org/10.3390/ma6072642
Chicago/Turabian StyleGlauß, Benjamin, Wilhelm Steinmann, Stephan Walter, Markus Beckers, Gunnar Seide, Thomas Gries, and Georg Roth. 2013. "Spinnability and Characteristics of Polyvinylidene Fluoride (PVDF)-based Bicomponent Fibers with a Carbon Nanotube (CNT) Modified Polypropylene Core for Piezoelectric Applications" Materials 6, no. 7: 2642-2661. https://doi.org/10.3390/ma6072642