2.1. Densification Behavior
In the process of sintering, the densification behavior of a sample can be reflected by the displacement of the lower punch, which is automatically stored by the recording system.
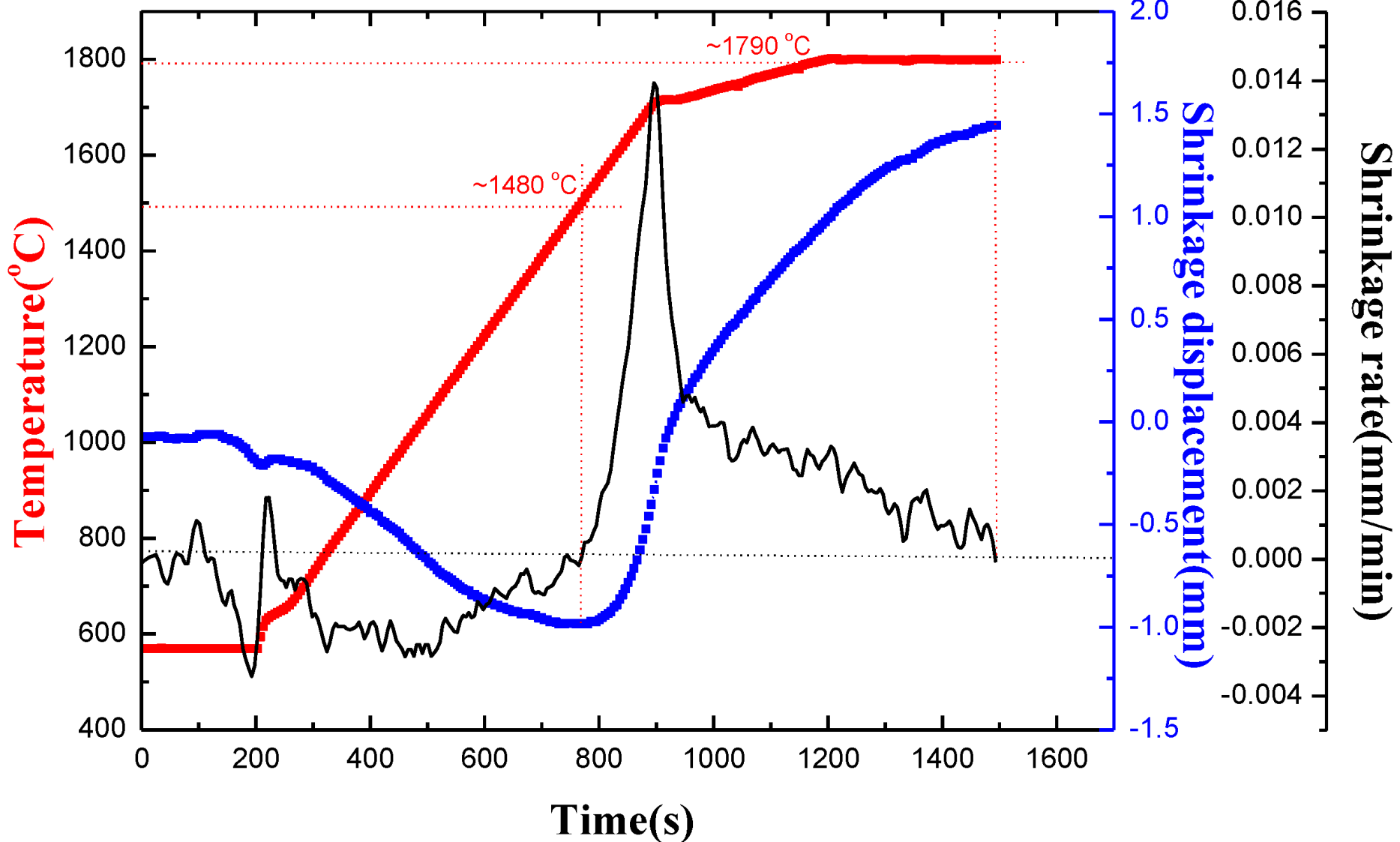
Figure 1 shows the densification curves for the pure TiB
2 powders sintered at 1800 °C with a heating rate of 100 °C/min and held for 5 min under 50 MPa. Ignoring some fluctuations of the shrinkage rate below 650 °C due to significant changes in temperature, it is proposed that the densification process begins when the shrinkage rate turns positive and lasts until the shrinkage rate decreases to zero again [
11]. For the pure TiB
2 powders, the densification process begins at approximately 1480 °C and ends at approximately 1790 °C, with approximately unimodal shrinkage rates. The corresponding shrinkage displacement for the pure TiB
2 powders is about 1.5 mm.
Figure 1.
Densification curves for pure TiB2 powders sintered at 1800 °C and held for 5 min under 50 MPa.
Figure 1.
Densification curves for pure TiB2 powders sintered at 1800 °C and held for 5 min under 50 MPa.
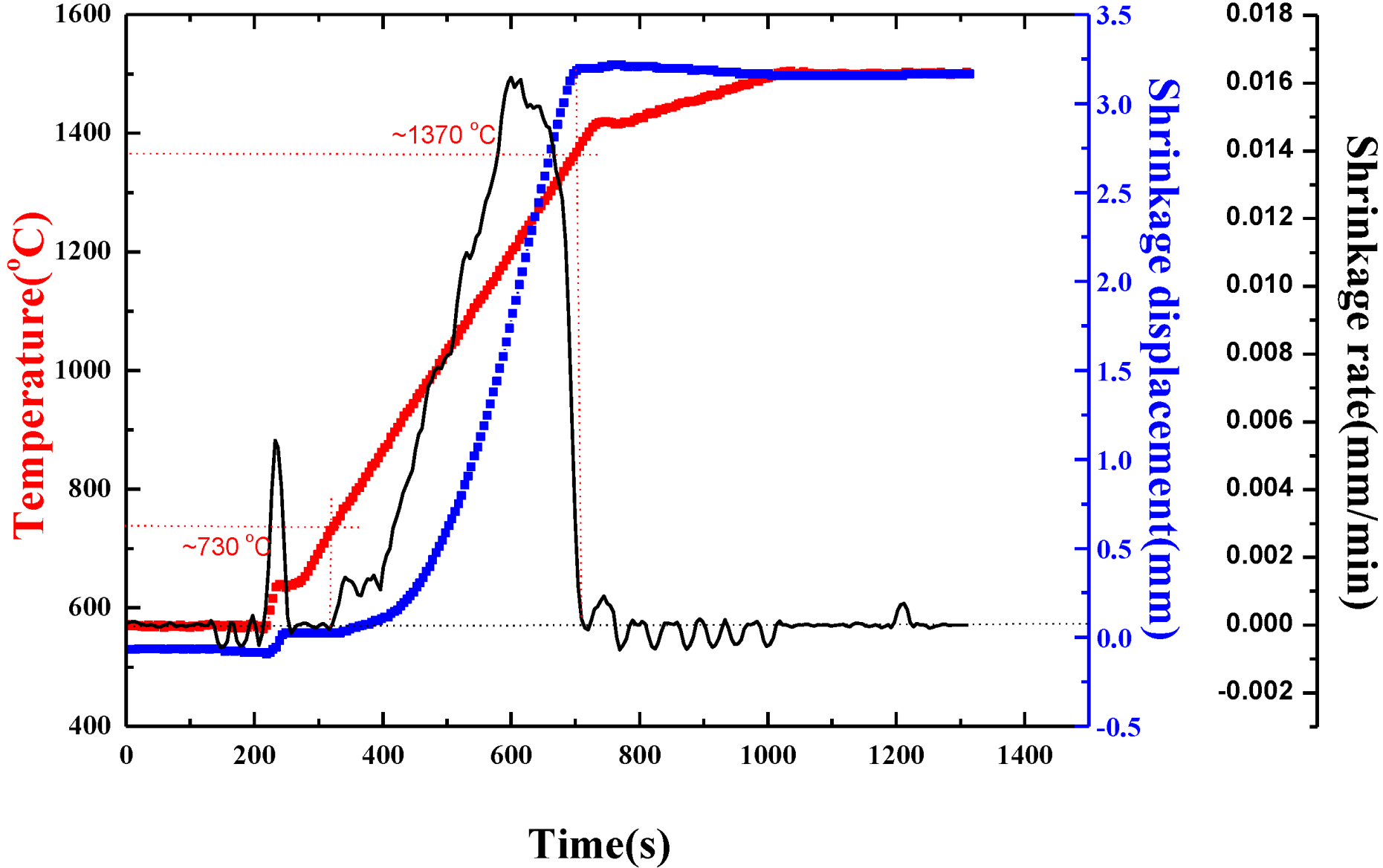
Figure 2 shows the densification curves for the TiB
2–5 wt% (Fe–Ni–Ti–Al) blended powders sintered at 1500 °C with a heating rate of 100 °C/min and held for 5 min under 50 MPa. For the blended powders, the starting temperature of the sintering densification process is lowered to approximately 730 °C, and the ending temperature of the densification process is approximately 1370 °C, which is over 400 °C lower than that of the pure TiB
2 powders. The corresponding shrinkage displacement for the blended powders increases to about 3.2 mm compared to the 1.5 mm shrinkage displacement for the pure TiB
2 powders. It can be directly concluded that the addition of Fe–Ni–Ti–Al into TiB
2 powders can not only decrease the densification temperature, but also increase the shrinkage displacement.
Figure 2.
Densification curves for TiB2–5 wt% (Fe–Ni–Ti–Al) blended powders sintered at 1500 °C and held for 5 min under 50 MPa.
Figure 2.
Densification curves for TiB2–5 wt% (Fe–Ni–Ti–Al) blended powders sintered at 1500 °C and held for 5 min under 50 MPa.
The shrinkage-rate curve for the TiB
2–(Fe–Ni–Ti–Al) blended powders has a similar profile as the pure TiB
2, which are both unimodal, but the densification mechanism is different. The densification course of pure TiB
2 is mainly completed by the sintering necks between TiB
2 particles, which tend to appear at high temperature [
9]. For TiB
2–(Fe–Ni–Ti–Al) blended powders, as the liquid phases increased with rising temperatures below 1370 °C, the shrinkage displacement increased substantially under liquid-sintering, which has a faster transmission speed. The shrinkage displacement of TiB
2–(Fe–Ni–Ti–Al) is almost twice that for pure TiB
2 materials. So the TiB
2–(Fe–Ni–Ti–Al) composites sintered at 1500 °C for 5 min should be more compact than the TiB
2 materials sintered at 1800 °C for 5 min, which has been proved as following.
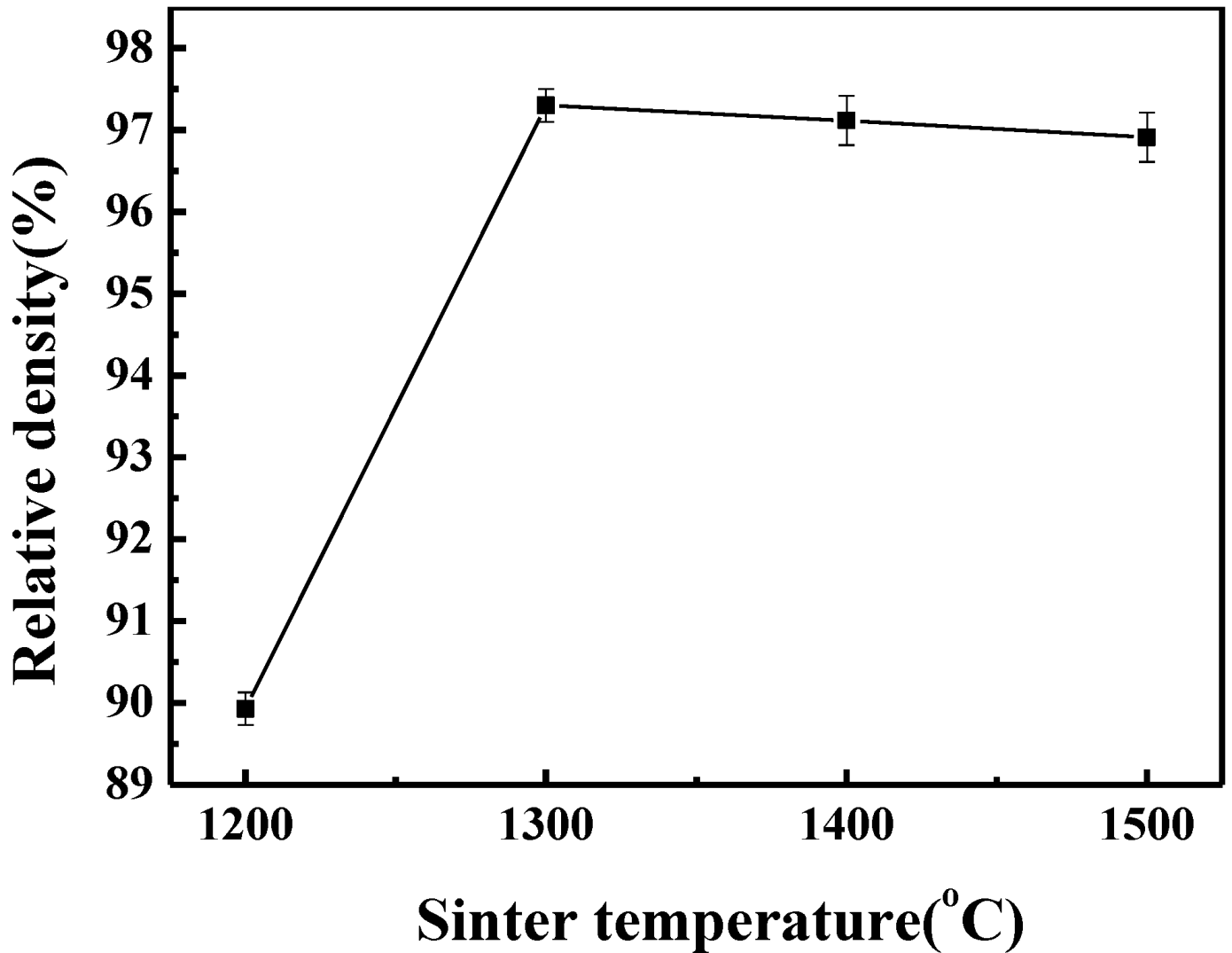
With the sintering temperature rising from 1200 to 1300 °C, the relative density of the bulk compact increases from 89.9% to 97.3%, as shown in
Figure 3. When the sintering temperature exceeds 1300 °C, the relative density does not significantly change, which corresponds to the observation that the densification process of the TiB
2–(Fe–Ni–Ti–Al) blended powders ends at approximately 1370 °C. Compared with the pure TiB
2 powders sintered at 1800 °C and held for 5 min, the relative density of the pure TiB
2 is only 78.6%, which means that the sintering temperature has to be elevated to at least 2000 °C to densify the pure TiB
2 powders. Thus, the relative density of the TiB
2 ceramic significantly increased at lower temperatures with 5 wt% (Fe–Ni–Ti–Al) as metallic bonders.
2.2. Phase Constitution and Microstructures
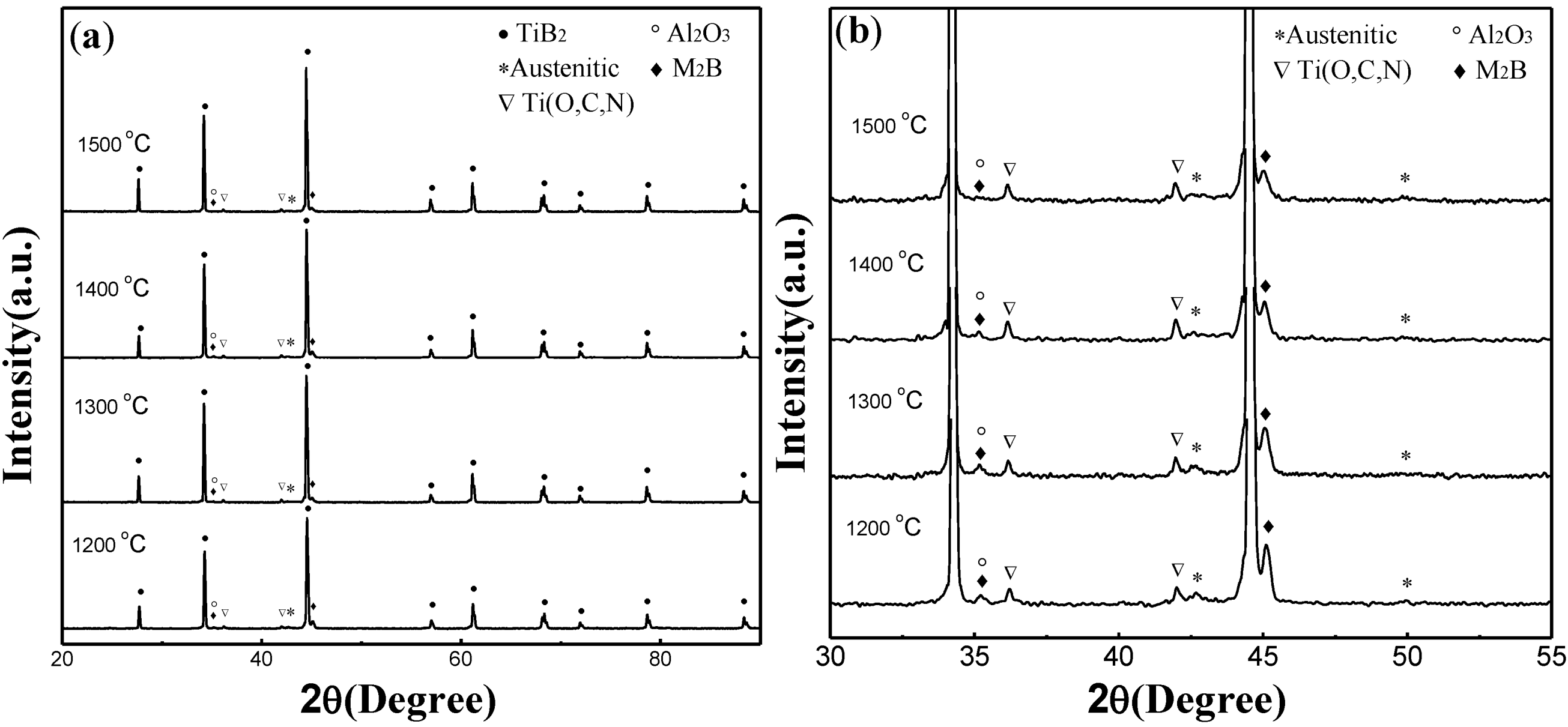
Figure 4 shows XRD (X-ray diffraction) patterns of the TiB
2-based ceramic composites fabricated at different temperatures. The diffraction peaks of TiB
2, (Fe–Ni–Ti) austenite and other phases are presented. The diffraction peak of secondary borides (M
2B, being M = Fe, Ni) appear in all specimens, which have a negative impact on the fracture toughness of the material. Note that the intensities of the M
2B peaks decrease as the sintering temperature increases, while the content of the M
2B phase decreases from 3.8 wt% for a specimen sintered at 1200 °C to 1.2 wt% for a specimen sintered at 1500 °C, calculated from their XRD patterns with the MDI Jade software (Livermore, CA, USA). The content of the brittle phase M
2B decreases as the sintering temperature increases in the Spark Plasma Sintering (SPS) process because the sintering time increases. In addition, the formation of Al
2O
3 phase is attributed to the reaction between aluminum elements with introduced minor oxygen existing in the powders in the sintering process.
Figure 3.
Relative density of the TiB2–5 wt% (Fe–Ni–Ti–Al) composites sintered at different temperature.
Figure 3.
Relative density of the TiB2–5 wt% (Fe–Ni–Ti–Al) composites sintered at different temperature.
Figure 4.
XRD (X-ray diffraction) patterns obtained from the polished surface of TiB2–5 wt% (Fe–Ni–Ti–Al) composites sintered at different temperatures: (a) full extent and (b) selected region.
Figure 4.
XRD (X-ray diffraction) patterns obtained from the polished surface of TiB2–5 wt% (Fe–Ni–Ti–Al) composites sintered at different temperatures: (a) full extent and (b) selected region.
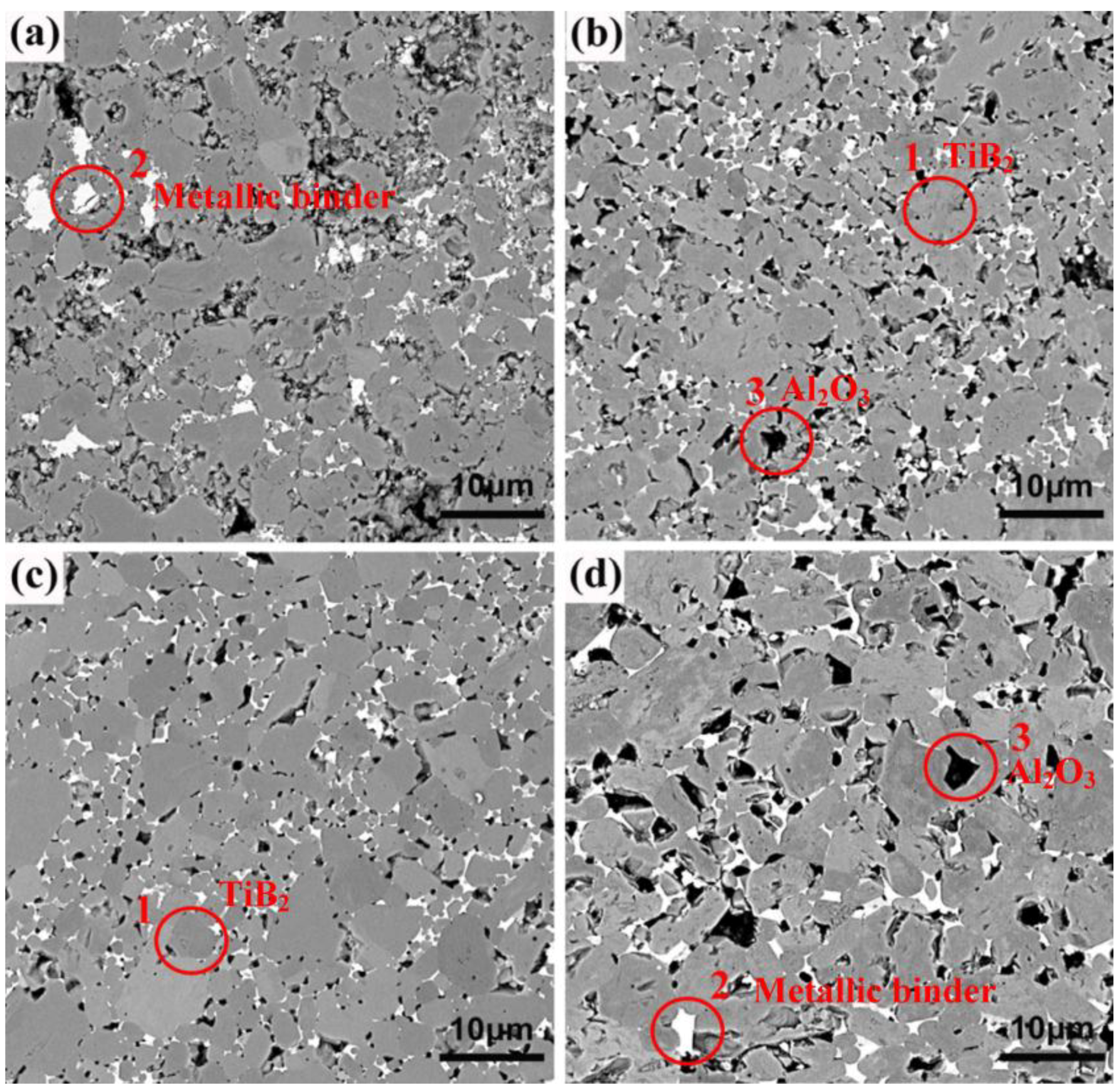
The microstructures of the TiB
2–5 wt% (Fe–Ni–Ti–Al) composites sintered at different temperatures are shown in
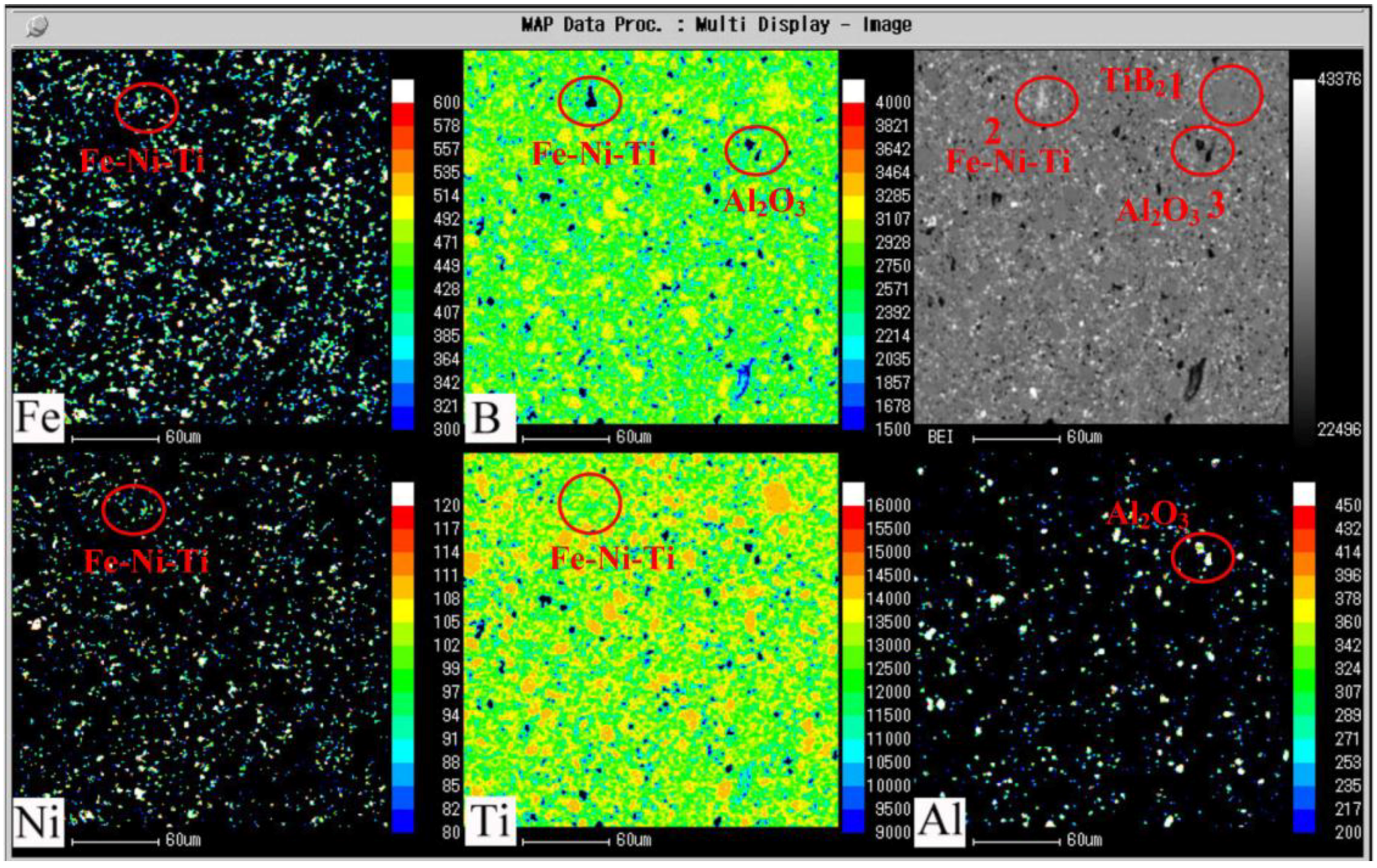
Figure 5. In all of the figures, there are some black and white areas distributed uniformly in the grey matrix particles. Based on the analysis results of the X-ray dot mapping of major elements for TiB
2–5 wt% (Fe–Ni–Ti–Al) specimen sintered at 1300 °C (seen in
Figure 6): the gray matrix for region-one contains TiB
2 or Ti (O, C, N ) solid solution, which has little elements except Ti and B; (Fe–Ni–Ti) austenite exists in the white region for region-two, which has almost no B but lots of elements of Fe–Ni–Ti; region-three is the black region, which contain a higher content of aluminum, indicating that the Al
2O
3 grains exist in this area.
Figure 5.
Back-scattered electron microstructures of the TiB2–5 wt% (Fe–Ni–Ti–Al) composites sintered at different temperatures: (a) 1200 °C; (b) 1300 °C; (c) 1400 °C; and (d) 1500 °C and held for 5 min.
Figure 5.
Back-scattered electron microstructures of the TiB2–5 wt% (Fe–Ni–Ti–Al) composites sintered at different temperatures: (a) 1200 °C; (b) 1300 °C; (c) 1400 °C; and (d) 1500 °C and held for 5 min.
Figure 6.
X-ray dot mapping of major elements for the TiB2–5 wt% (Fe–Ni–Ti–Al) specimen sintered at 1300 °C and held for 5 min.
Figure 6.
X-ray dot mapping of major elements for the TiB2–5 wt% (Fe–Ni–Ti–Al) specimen sintered at 1300 °C and held for 5 min.
Moreover, the energy dispersion spectrum (EDS) analysis corresponding to the black and white contrasts is shown in the
Figure 7. The analysis of the black contrast (
Figure 7a shows that there is mainly oxygen and aluminum in it, which also have a certain amount of B and Ti due to the influence of the matrix element, confirming that it is mainly alumina. The white area is rich with elements of Fe–Ni–Ti and oxygen (seen in
Figure 7b), confirming that it is mainly austenite (Fe–Ni–Ti) metallic binder. In addition, a little boron has also been detected in this area, indicating that secondary borides M
2B, which resulted from the reaction between TiB
2 and Fe and Ni, exist along with the (Fe–Ni–Ti) phase.
Figure 7.
EDS (energy dispersion spectrum) analysis corresponding to the black contrast and white contrast in
Figure 5, confirming that the black contrast is mainly alumina, and the white contrast is manly (Fe–Ni–Ti) metallic binder along with secondary borides M
2B.
Figure 7.
EDS (energy dispersion spectrum) analysis corresponding to the black contrast and white contrast in
Figure 5, confirming that the black contrast is mainly alumina, and the white contrast is manly (Fe–Ni–Ti) metallic binder along with secondary borides M
2B.
Figure 8 shows the SEM micrographs of the pure TiB
2 sintered at 1800 °C and the TiB
2–5 wt% (Fe–Ni–Ti–Al) sintered at different temperatures of 1300, 1400 and 1500 °C. Obviously, the pure TiB
2 fabricated at 1800 °C has a non-dense microstructure with a relative density of 78.6% and has exaggerated grain growth and some large pores. On the other hand, the microstructure of the TiB
2–5 wt% (Fe–Ni–Ti–Al) sintered at 1300 °C (
Figure 8b) shows that the specimens have multi-scale grains of 1–4 μm and a relative density approaching 97.3%. Considering the starting grain size of TiB
2 is 1–3 μm, this observation indicates that sintering TiB
2 ceramic with Fe–Ni–Ti–Al as a sinter-aid by SPS at 1300 °C can not only facilitate densification but also significantly restrain grain growth, which is attributed to the inhibiting growth effect by alumina particles and the (Fe–Ni–Ti) metallic binder (
Figure 4,
Figure 5,
Figure 6,
Figure 7 and
Figure 8), which exist in the grain boundary of TiB
2. However, as the sintering temperature exceeds 1300 °C, high temperature softened the alumina particles and the (Fe–Ni–Ti) metallic binder, the inhibiting growth effect seems to be weakened, the grain size of TiB
2 increases to 2–6 μm when the sintering temperature rises to 1500 °C (
Figure 8d), and that will have an adverse impact on mechanical property.
Figure 8.
Comparison of SEM (scanning electronic microscope) micrographs of (a) the pure TiB2 sintered at 1800 °C and the TiB2–5 wt% (Fe–Ni–Ti–Al) sintered at different temperatures of (b) 1300 °C; (c) 1400 °C and (d) 1500 °C.
Figure 8.
Comparison of SEM (scanning electronic microscope) micrographs of (a) the pure TiB2 sintered at 1800 °C and the TiB2–5 wt% (Fe–Ni–Ti–Al) sintered at different temperatures of (b) 1300 °C; (c) 1400 °C and (d) 1500 °C.
2.3. Mechanical Properties
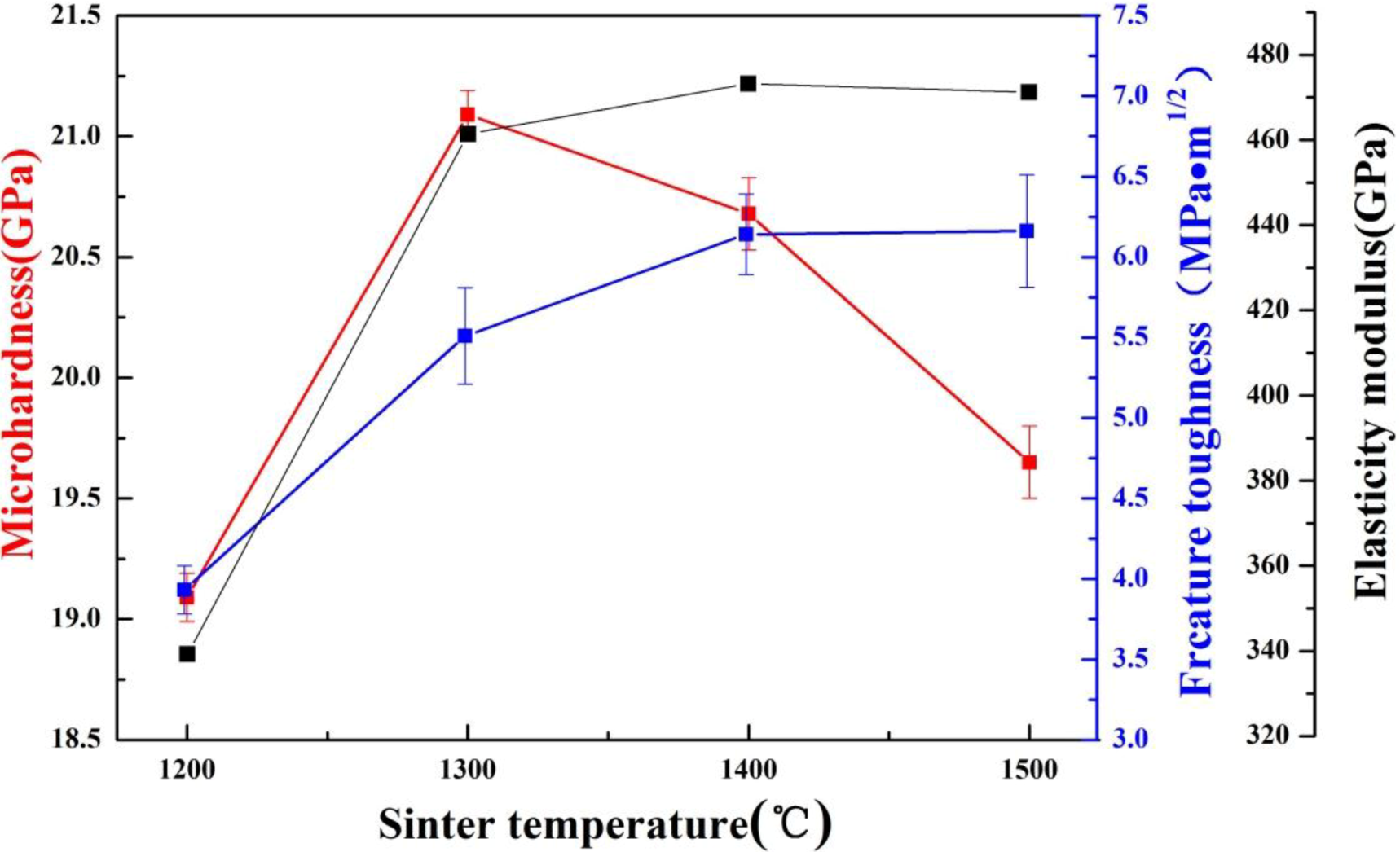
The influence of sintering temperature on the mechanical properties of the TiB
2-based ceramic composites fabricated with 5 wt% (Fe–Ni–Ti–Al) sinter-aid is shown in
Figure 9. The microhardness increases from 19.1 ± 0.2 to 21.1 ± 0.3 GPa as the sintering temperature increases from 1200 to 1300 °C. When the sintering temperature exceeds 1300 °C, the microhardness decreases substantially. In general, microhardness is affected by density and grain size. When the sintering temperature increases from 1300 to 1500 °C, the density does not change, so the grain size becomes the main factor influencing the hardness. The grain sizes of the TiB
2–5 wt% (Fe–Ni–Ti–Al) specimens sintered at different temperatures are shown in
Figure 8. Compared to the grain size of TiB
2 in a specimen sintered at 1300 °C, the grain size sintered at 1500 °C has growth, which explains why the microhardness decreases when the sintering temperature exceeds 1300 °C.
The elastic modulus of the TiB
2–5 wt% (Fe–Ni–Ti–Al) ceramics composites do not change after rapidly increasing from 1200 °C to 1300 °C. The elastic modulus of the specimen sintered at 1200 °C is 339.2 GPa. The specimen sintered at 1400 °C has the highest elastic modulus of 473.2 GPa. The elastic modulus change of the TiB
2–5 wt% (Fe–Ni–Ti–Al) composites sintered at different temperatures is consistent with the increase in relative density in
Figure 3, which indicates that density is one of the decisive factors influencing the elastic modulus.
Fracture toughness is a material property that resists the propagation of cracks. According to the Equation (1), fracture toughness is affected by the elastic modulus, Vickers hardness, and indentation load and crack lengths. Due to the rapid increase of the relative density, the fracture toughness of the specimens increase from 3.93 ± 0.15 to 5.51 ± 0.30 MPa·m
1/2 as the sintering temperature rises from 1200 to 1300 °C. As shown in
Table 1, the crack length of the specimen sintered at 1200 °C is the largest among the specimens sintered at 1200–1500 °C.
Figure 10 shows the two Vickers hardness indents of the specimen sintered at 1200 °C (
Figure 10a) and 1300 °C (
Figure 10b), with four cracks radiating from each corner of the square indents. It is clear that the average length of the four cracks for the specimen sintered at 1300 °C is shorter than that for the specimen sintered at 1200 °C. According to Equation (1), the fracture toughness is inversely proportional to the crack length, so a shorter crack generally means higher fracture toughness. Furthermore, because of the decline in the microhardness as the sintering temperature exceeds 1300 °C, the fracture toughness of the specimen sintered at 1500 °C further rises to 6.16 ± 0.30 MPa·m
1/2, higher than that of the monolithic TiB
2 ceramics with relative density of 97.6%, 5.2 ± 0.4 MPa·m
1/2 [
9]. The improving fracture toughness is due to the effect of grain refinement and the plastic behavior of the metallic binder phase. Meanwhile, the fracture toughness reported here is superior to that of TiB
2–20 vol% (Fe–Ni) cermets, 5.5 ± 0.8 MPa·m
1/2 [
5], and that of TiB
2–5 wt% Ti ceramic composites fabricated by the SPS, 5.9 ± 0.3 MPa·m
1/2 [
6], indicating that the effect of combined Fe–Ni–Ti–Al metallic elements as sintering aid to toughen TiB
2 ceramics is better than that of Fe–Ni and Ti addition. This is because Ti added into the Fe–Ni system can prevent the formation of undesirable secondary borides, and the plastic deformation ability of the austenite (Fe–Ni–Ti) metallic binder is stronger than that of α-Ti. In addition, the fracture toughness of TiB
2–33wt% (Co–Ti–Al) is only 4.7 ± 0.25 MPa·m
1/2 [
12], indicating that the toughening effect of the Fe–Ni–Ti–Al metallic binder in our case is better than that caused by the Co–Ti–Al system.
Figure 9.
Influence of sintering temperature on the mechanical properties of the TiB2-based ceramic composites with 5 wt% (Fe–Ni–Ti–Al) sinter-aid.
Figure 9.
Influence of sintering temperature on the mechanical properties of the TiB2-based ceramic composites with 5 wt% (Fe–Ni–Ti–Al) sinter-aid.
Table 1.
The crack lengths from each corner of the indent to the tip of the corresponding crack of the TiB2–5 wt% (Fe–Ni–Ti–Al) composites sintered at different temperatures.
Table 1.
The crack lengths from each corner of the indent to the tip of the corresponding crack of the TiB2–5 wt% (Fe–Ni–Ti–Al) composites sintered at different temperatures.
| Sintering temperature/°C | C/μm |
|---|
| 1200 | 141.3 |
| 1300 | 123.9 |
| 1400 | 116.2 |
| 1500 | 115.8 |
Figure 10.
Micrographs of the Vickers hardness indents on the specimen sintered at (a) 1200 °C and (b) 1300 °C.
Figure 10.
Micrographs of the Vickers hardness indents on the specimen sintered at (a) 1200 °C and (b) 1300 °C.
On the other hand, the content of secondary borides M2B, which are more brittle than TiB2 particles, can damage the fracture toughness of the material. As previously described, the content of the brittle phase M2B has decreased as the sintering time increases in the SPS (spark plasma sintering) process. The continuously increasing fracture toughness from 1200 to 1500 °C can also be attributed to the decreasing content of the brittle phase M2B in the specimens.
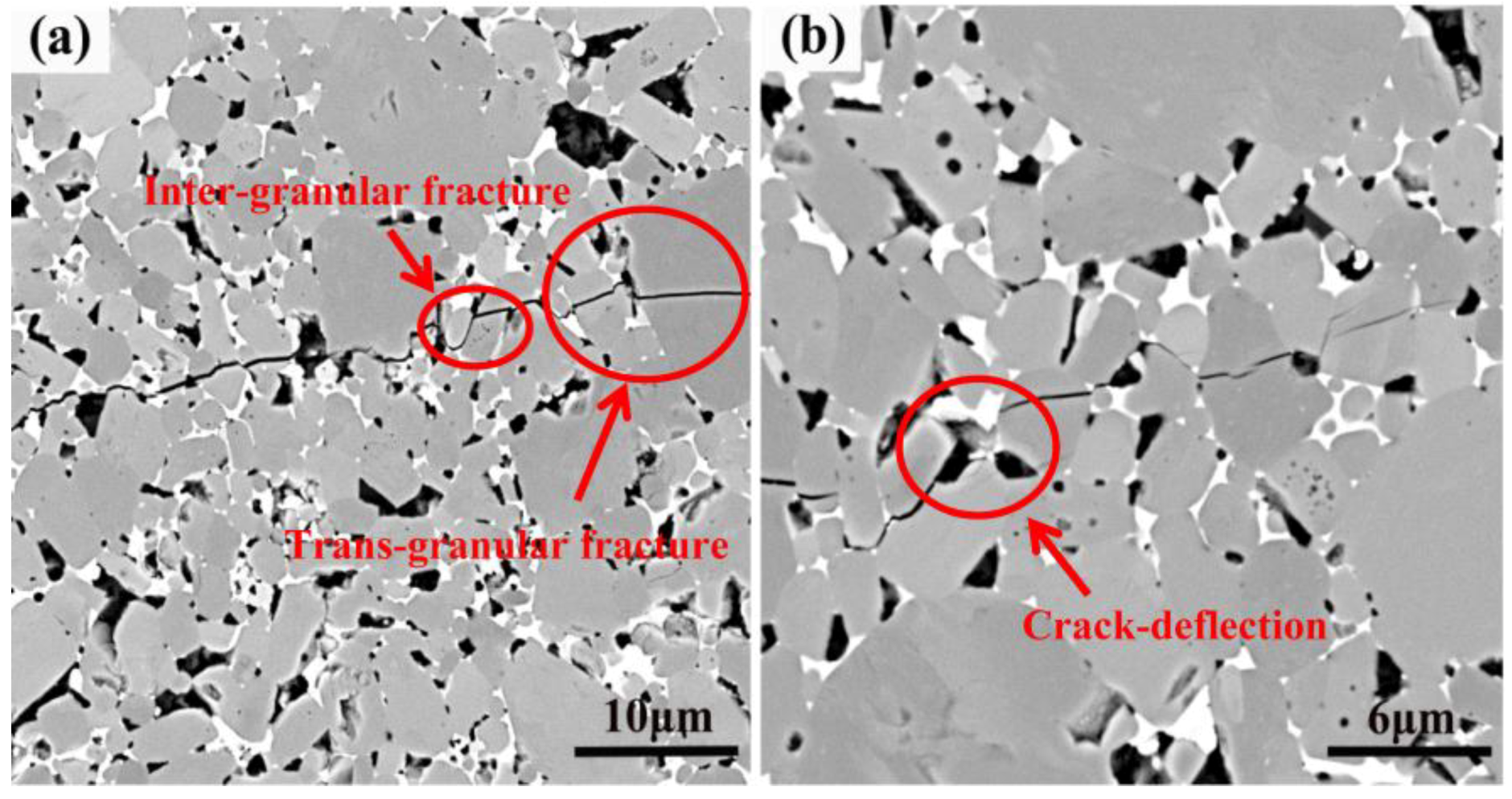
In addition, through analysis of the indentation crack of the Vickers hardness test, we can clearly see the crack propagation path of a crack in the TiB
2–5 wt% (Fe–Ni–Ti–Al) composite. As shown in
Figure 11, there are three main fracture modes: inter-granular fracture, trans-granular fracture and crack deflection. Toughening depends mainly on the latter two modes. First, trans-granular fracture occurs in TiB
2 grains (
Figure 11a), which is supposed to increase the fracture toughness because the higher crystal internal energy compared with the crystal boundary energy of the TiB
2 grains. Second, because of the great difference in thermal expansion coefficient (α) and elastic modulus (
E) between the (Fe–Ni–Ti) metallic binder and the Al
2O
3 particles with TiB
2 matrix, the crack deflection has appeared at the boundary between them, as shown in
Figure 11b. Crack deflection can resist crack growth and consume more energy for the separation of the fracture surfaces [
11], so it will further improve the fracture toughness.
Figure 11.
Crack propagation path in the TiB2–5 wt% (Fe–Ni–Ti–Al) specimen sintered at 1400 °C for a holding time of 5 min.
Figure 11.
Crack propagation path in the TiB2–5 wt% (Fe–Ni–Ti–Al) specimen sintered at 1400 °C for a holding time of 5 min.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

