Characterization of Printed Circuit Boards for Metal and Energy Recovery after Milling and Mechanical Separation

Abstract
:
1. Introduction
- -
- a non-conducting substrate or laminate;
- -
- printed conducting tracks; and
- -
- components mounted on the substrate.
- -
- recyclable metals, such as copper, aluminum, tin, lead and precious metals (gold, silver and platinum). Boards that have been produced recently may not have lead in their composition, but may contain other metals such as bismuth or silver;
- -
- recyclable polymeric materials, from which energy can be recovered by combustion and incineration;
- -
- ceramic materials, which can be reused or disposed of more appropriately if they are free of metals, polymers or other contaminants.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Types | Thermal Processes | Non-Thermal Processes |
|---|---|---|
| Characteristics |
|
|
| Environmental impacts | Generation of gaseous pollutants, including dioxins and lead fumes |
|
- -
- characterize the chemical composition of PCBs from discarded computers and compare the results with the findings of others studies, with an emphasis on metals recovery;
- -
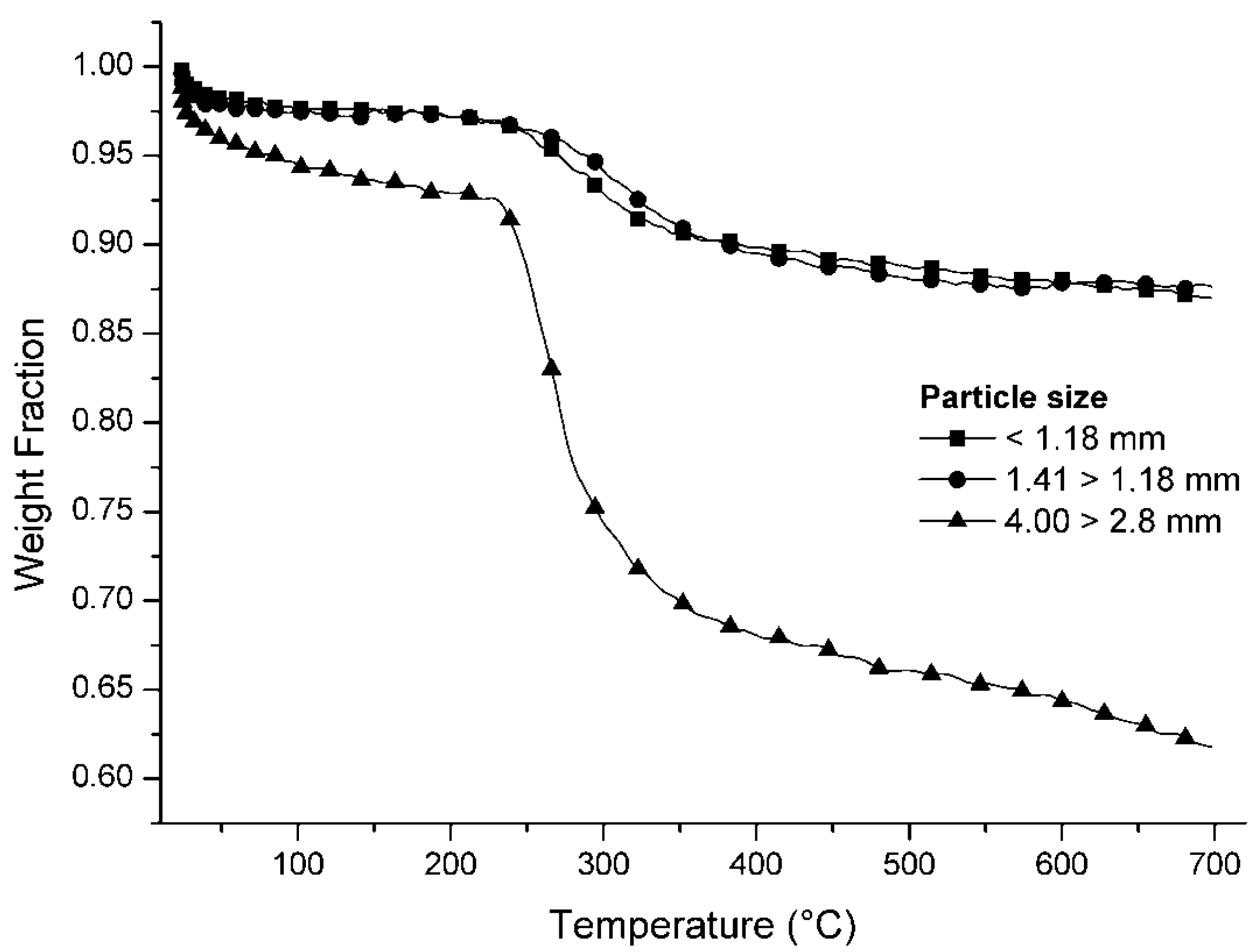
- characterize the combustible fraction from discarded PCBs, focusing on energy recovery;
- -
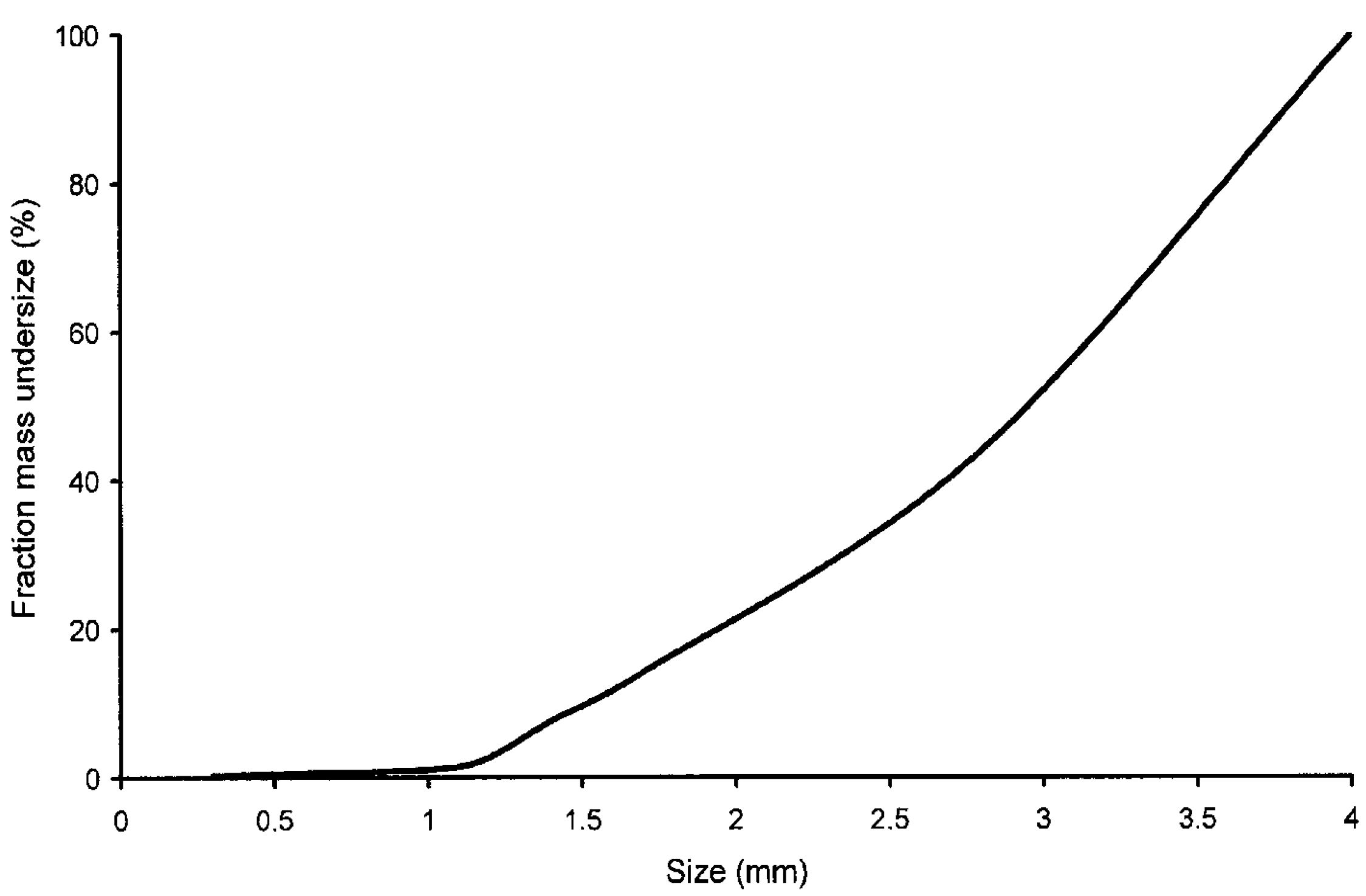
- investigate the possibility of increasing the concentration of metals in PCB waste by milling and separation based on particle size; and
- -
- characterize PCBs in terms of the hazard they represent as contaminants.
2. Results and Discussion
2.1. Characterization as Solid Waste
| Substance | Results of this study (mg/L) | Maximum permitted concentration according to EPA legislation (mg/L) * |
|---|---|---|
| Arsenic | ND | 5.0 |
| Cadmium | 22.0 | 0.5 |
| Lead | 133 | 5.0 |
| Barium | 1.5 | 100.0 |
| Chromium | 0.05 | 5.0 |
| Selenium | ND | 1.0 |
| Silver | 0.02 | 5.0 |
| Mercury | ND | 0.2 |
| Fluoride | ND | – |
2.2. Metal Concentration
| Metal content | a | b | c | d | e | f | g | h | i | j | k | l | m | This study |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cu (%) | 19 | 20 | 22 | 12.5 | 26.8 | 15.6 | 19.66 | 28.7 | 27.6 | 14.6 | 12.58 | 19.19 | 28 | 14.2 |
| Al (%) | 4.1 | 2 | – | 2.04 | 4.7 | – | 2.88 | 1.7 | – | – | 2.38 | 7.06 | 2.6 | – |
| Pb (%) | 1.9 | 2 | 1.55 | 2.7 | – | 1.35 | 3.93 | 1.3 | – | 2.96 | 2.44 | 1.01 | – | 2.50 |
| Zn (%) | 0.8 | 1 | – | 0.08 | 1.5 | 0.16 | 2.10 | – | 2.7 | – | – | 0.73 | – | 0.18 |
| Ni (%) | 0.8 | 2 | 0.32 | 0.7 | 0.47 | 0.28 | 0.38 | – | 0.3 | 1.65 | 0.39 | 5.35 | 0.26 | 0.41 |
| Fe (%) | 3.6 | 8 | 3.6 | 0.6 | 5.3 | 1.4 | 11.47 | 0.6 | 2.9 | 4.79 | 3.24 | 3.56 | 0.08 | 3.08 |
| Sn (%) | 1.1 | 4 | 2.6 | 4.0 | 1.0 | 3.24 | 3.68 | 3.8 | – | 5.62 | 1.41 | 2.03 | – | 4.79 |
| Sb (%) | – | – | – | – | 0.06 | – | – | – | – | – | – | – | – | 0.05 |
| Cr (%) | – | – | – | – | – | – | 0.005 | – | – | 0.356 | – | – | – | – |
| Na (%) | – | – | – | – | – | – | – | – | – | – | – | – | – | 0.48 |
| Ca (%) | – | – | – | – | – | – | 1.13 | – | 1.4 | – | – | – | – | 1.69 |
| Ag (ppm) | 5210 | 2000 | – | 300 | 3300 | 1240 | 500 | 79 | – | 450 | – | 100 | 135 | 317 |
| Au (ppm) | 1120 | 1000 | 350 | - | 80 | 420 | 300 | 68 | – | 205 | – | 70 | 29 | 142 |
| Pt (ppm) | – | – | – | – | – | – | – | 0 | – | – | – | – | – | – |
| Cd (ppm) | – | – | – | – | – | – | – | – | – | – | – | – | – | 1183 |
| K (ppm) | – | – | – | – | – | – | – | – | – | – | – | – | – | 180 |
| In (ppm) | – | – | – | – | – | – | 500 | – | – | – | – | – | – | – |
| Mn (ppm) | – | – | – | – | – | – | 9700 | – | 4000 | – | – | – | – | 81 |
| Se (ppm) | – | – | – | – | – | – | – | – | – | – | – | – | – | 21 |
| As (ppm) | – | – | – | – | – | – | – | – | – | – | – | – | – | 11 |
| Mg (ppm) | – | – | – | 500 | – | – | 1000 | – | – | – | – | – | – | – |
| Pd (ppm) | – | 50 | – | – | – | – | – | 33 | – | 220 | – | – | – | – |
| Co (ppm) | – | – | – | – | – | – | 300 | – | – | – | – | 400 | – | – |
| Ti (ppm) | – | – | – | – | – | – | – | – | – | – | – | 400 | – | – |
| Total Metals (%) | 31.9 | 39.3 | 30.1 | 22.6 | 40.2 | 22.2 | 46.5 | 36.1 | 35.3 | 30.1 | 22.5 | 39.1 | 31.1 | 27.6 |
| Metal | Ores (%) a | PCBs (%) b |
|---|---|---|
| Copper | 0.5–3.0 | 12.0–29.0 |
| Zinc | 1.7–6.4 | 0.1–2.7 |
| Tin | 0.2–0.85 | 1.1–4.8 |
| Lead | 0.3–7.5 | 1.3–3.9 |
| Iron | 30–60 | 0.1–11.4 |
| Nickel | 0.7–2.0 | 0.3–1.6 |
| Gold | 0.0005 | 0.0029–0.112 |
| Silver | 0.0005 | 0.01–0.52 |


2.3. Characterization of PCBs in Terms of Calorific Value
| Samples | Moisture (% wet basis) | Volatiles (% dry basis) | Fixed carbon (% dry basis) | Ashes (% dry basis) | Gross calorific value (MJ/kg) |
|---|---|---|---|---|---|
| Light fraction | 0.87 | 39.85 | 2.38 | 57.78 | 11.63 |
| Total fraction | 0.37 | 16.70 | 0.99 | 82.27 | 4.88 |
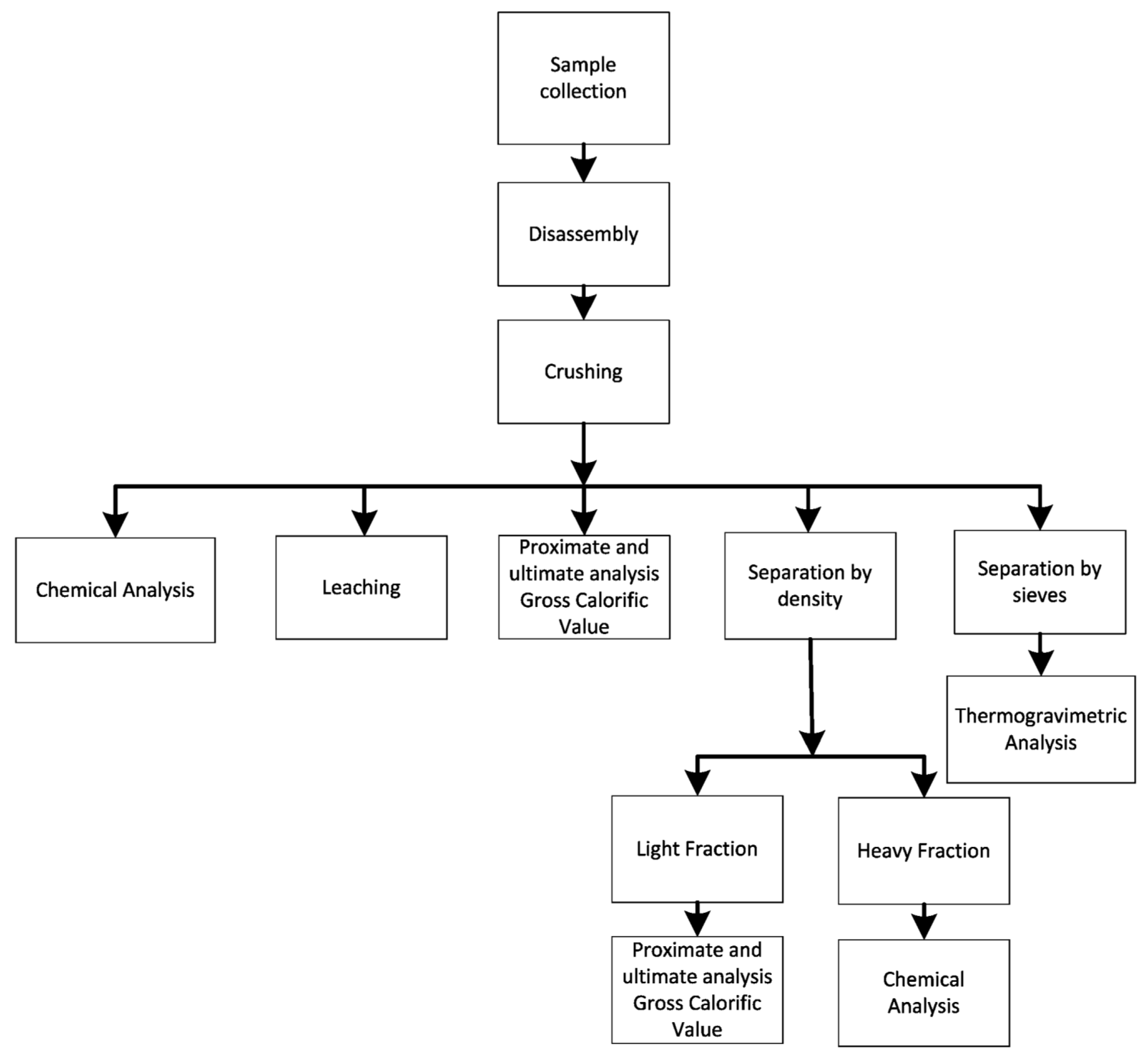
3. Materials and Methods


4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Manomaivibool, P. Extended producer responsibility in a non-OECD context: The management of waste electrical and electronic equipment in India. Resour. Conserv. Recycl. 2009, 53, 136–144. [Google Scholar] [CrossRef]
- Hino, T.; Agawa, R.; Moriya, Y.; Nishida, M.; Tsugita, Y.; Araki, T. Techniques to separate metal from waste printed circuit boards from discarded personal computers. J. Mater. Cycles Waste Manag. 2009, 11, 42–54. [Google Scholar] [CrossRef]
- Pan, J.; Liu, Z.; Liu, G.; Wang, S.; Huang, H. Recycling process assessment of mechanical recycling of printed circuit board. J. Cent. South Univ. Technol. 2005, 12, 157–161. [Google Scholar]
- Oliveira, P.C.; Cabral, M.; Nogueira, C.A.; Margarido, F. Printed circuit boards recycling: Characterization of granulometric fractions from shredding process. Mater. Sci. Forum 2010, 636–637, 1434–1439. [Google Scholar] [CrossRef]
- Behavior of the Electrical and Electronic Industry Year 2012; ABINEE (Association of the Brazilian Electrical and Electronic Industries): São Paulo, Brazil, 2013. (In Portuguese)
- Li, J.; Shrivastava, P.; Gao, Z.; Zhang, H.C. Printed circuit board recycling: A state-of-the-art survey. IEEE Trans. Electron. Packag. Manuf. 2004, 27, 33–42. [Google Scholar] [CrossRef]
- Xiang, D.; Mou, P.; Wang, J.; Duan, G.; Zhang, H.C. Printed circuit board recycling process and its environmental impact assessment. Int. J. Adv. Manuf. Technol. 2007, 34, 1030–1036. [Google Scholar] [CrossRef]
- Lee, C.H.; Chang, C.T.; Fan, K.S.; Chang, T.C. An overview of recycling and treatment of scrap computers. J. Hazard. Mater. B 2004, 114, 93–100. [Google Scholar]
- Wang, F.; Huisman, J.; Meskers, C.E.M.; Schluep, M.; Stevels, A.; Hagelüken, C. The Best-of-2-Worlds philosophy: Developing local dismantling and global infrastructure network for sustainable e-waste treatment in emerging economies. Waste Manag. 2012, 32, 2134–2146. [Google Scholar] [CrossRef]
- Meskers, C.E.M.; Hagelüken, C.; Salhofer, S.; Spitzbart, M. Impact of Pre-Processing Routes on Precious Metal Recovery from PCs. In Proceedings of the European Metallurgical Conference EMC, Innsbruck, Austria, 28 June–1 July 2009; Volume 2, pp. 527–540.
- U.S. Government Printing Office. Environmental Protection Agency—Part 261: Identification and Listing of Hazardous Waste. In Code of Federal Regulations Title 40 - Protection of Environment; Office of the Federal Register National Archives and Records Administration: Washington, DC, USA, 2011; p. 67. [Google Scholar]
- NBR 10004: Solid Wastes; ABNT: Rio de Janeiro, Brazil, 2004. (In Portuguese)
- Feldman, A.V. Method for Processing Scrap of Electronic Instruments. U.S. Patent 5,217,171, 8 June 1993. [Google Scholar]
- Menetti, R.P.; Tenório, S.A.J. Recycling of Precious Metals from Electronic Scraps. In Proceedings of the 50th Annual Congress of ABM, São Pedro, SP, Brazil, 1–4 August 1995; pp. 625–634. (In Portuguese)
- Iji, M.; Yokoyama, S. Recycling of printed wiring boards with mounted electronic components. Circuit World 1997, 23, 10–15. [Google Scholar] [CrossRef]
- Veit, H.M.; Pereira, C.C.; Bernardes, A.M. Using mechanical processing in recycling printed wiring boards. JOM 2002, 54, 45–47. [Google Scholar]
- Zhao, Y.; Wen, X.; Cao, Y.; Li, B.; Tao, D. Recovery of copper from printed circuit board. Miner. Metall. Process. 2004, 21, 99–102. [Google Scholar]
- Kim, B.; Lee, J.; Seo, S.; Park, Y.; Sohn, H. A process for extracting precious metals from spent printed circuit boards and automobile catalysts. JOM 2004, 56, 55–58. [Google Scholar]
- Wang, H.; Gu, G.; Qi, Y. Crushing performance and resource characteristic of printed circuit board scrap. J. Cent. South Univ. Technol. 2005, 12, 552–555. [Google Scholar] [CrossRef]
- Creamer, N.J.; Baxter, V.S.; Henderson, J.; Potter, M.; Macaskie, L.E. Palladium and gold removal and recovery from precious metal solutions and electronic scrap leachates by desulfovibrio desulfuricans. Biotechnol. Lett. 2006, 28, 1475–1484. [Google Scholar]
- Marco, I.; Caballero, B.M.; Chomón, M.J.; Laresgoiti, M.F.; Torres, A.; Fernández, G.; Arnaiz, S. Pirolysis of electrical and electronic wastes. J. Anal. Appl. Pirolysis 2008, 82, 179–183. [Google Scholar] [CrossRef]
- Das, A.; Vidyadhar, A.; Mehrotra, S.P. A novel flowsheet for the recovery of metal values from waste printed circuit boards. Resour. Conserv. Recycl. 2009, 53, 464–469. [Google Scholar] [CrossRef]
- Yoo, J.M.; Jeong, J.; Yoo, K.; Lee, J.C.; Kim, W. Enrichment of the metallic components from waste printed circuit boards by a mechanical separation process using a stamp mill. Waste Manag. 2009, 29, 1132–1137. [Google Scholar]
- Ayres, R. Metals recycling: Economical and environmental implications. Resour. Conserv. Recycl. 1997, 21, 145–173. [Google Scholar] [CrossRef]
- Heikkinen, J.M.; Hordijk, J.C.; de Jong, W.; Spliethoff, H. Termogravimetry as a toll to classify waste components to be used for energy generation. J. Anal. Appl. Pyrolysis 2004, 71, 883–900. [Google Scholar] [CrossRef]
- Montejo, C.; Costa, C.; Ramos, P.; Márquez, M.C. Analysis and comparison of municipal solid waste and reject fraction as fuel for incineration plants. Appl. Therm. Eng. 2011, 31, 2135–2140. [Google Scholar] [CrossRef]
- Soares, J.L.S.; Oberziner, A.L.B.; José, H.J.; Rodrigues, A.E.; Moreira, R.F.P.M. Carbon dioxide adsorption in Brazilian coals. Energy Fuels 2007, 21, 209–215. [Google Scholar] [CrossRef]
- Pires, M.; Querol, X. Characterization of Candiota (South Brazil) coal and combustion by-product. Int. J. Coal Geol. 2004, 60, 57–72. [Google Scholar] [CrossRef]
- Ron, A.; Penev, K. Disassembly and recycling of electronic consumer products: An overview. Technovation 1995, 15, 363–374. [Google Scholar] [CrossRef]
- Richter, H.; Lorenz, W.; Bahadir, M. Examination of organic and inorganic xenobiotics in equipped printed circuits. Chemosphere 1997, 35, 169–179. [Google Scholar] [CrossRef]
- EPA SW-846 Test Methods for Evaluating Solid Waste, Physical/Chemical Methods; EPA (Environmental Protection Agency): Washington, DC, USA, 1996.
- ASTM. D3173-87(1996) Standard Test Method for Moisture in the Analysis Sample of Coal and Coke. ASTM: West Conshohocken, PA, USA, 1996. [Google Scholar]
- ASTM D3175-98a Standard Test Method for Volatile Matter in the Analysis Sample of Coal and Coke. ASTM: West Conshohocken, PA, USA, 1998.
- ASTM D-3174 Standard Test Method for Ash in the Analysis Sample of Coal and Coke from Coal; ASTM: West Conshohocken, PA, USA, 1993.
- ASTM D-2015-96 Standard Test Method for Gross Calorific Value of Coal and Coke by the Adiabatic Bomb Calorimeter. ASTM: West Conshohocken, PA, USA, 1996.
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Bizzo, W.A.; Figueiredo, R.A.; De Andrade, V.F. Characterization of Printed Circuit Boards for Metal and Energy Recovery after Milling and Mechanical Separation. Materials 2014, 7, 4555-4566. https://doi.org/10.3390/ma7064555
Bizzo WA, Figueiredo RA, De Andrade VF. Characterization of Printed Circuit Boards for Metal and Energy Recovery after Milling and Mechanical Separation. Materials. 2014; 7(6):4555-4566. https://doi.org/10.3390/ma7064555
Chicago/Turabian StyleBizzo, Waldir A., Renata A. Figueiredo, and Valdelis F. De Andrade. 2014. "Characterization of Printed Circuit Boards for Metal and Energy Recovery after Milling and Mechanical Separation" Materials 7, no. 6: 4555-4566. https://doi.org/10.3390/ma7064555