Fabrication of an Optical Fiber Micro-Sphere with a Diameter of Several Tens of Micrometers


Abstract
:
1. Introduction
2. Results and Discussion
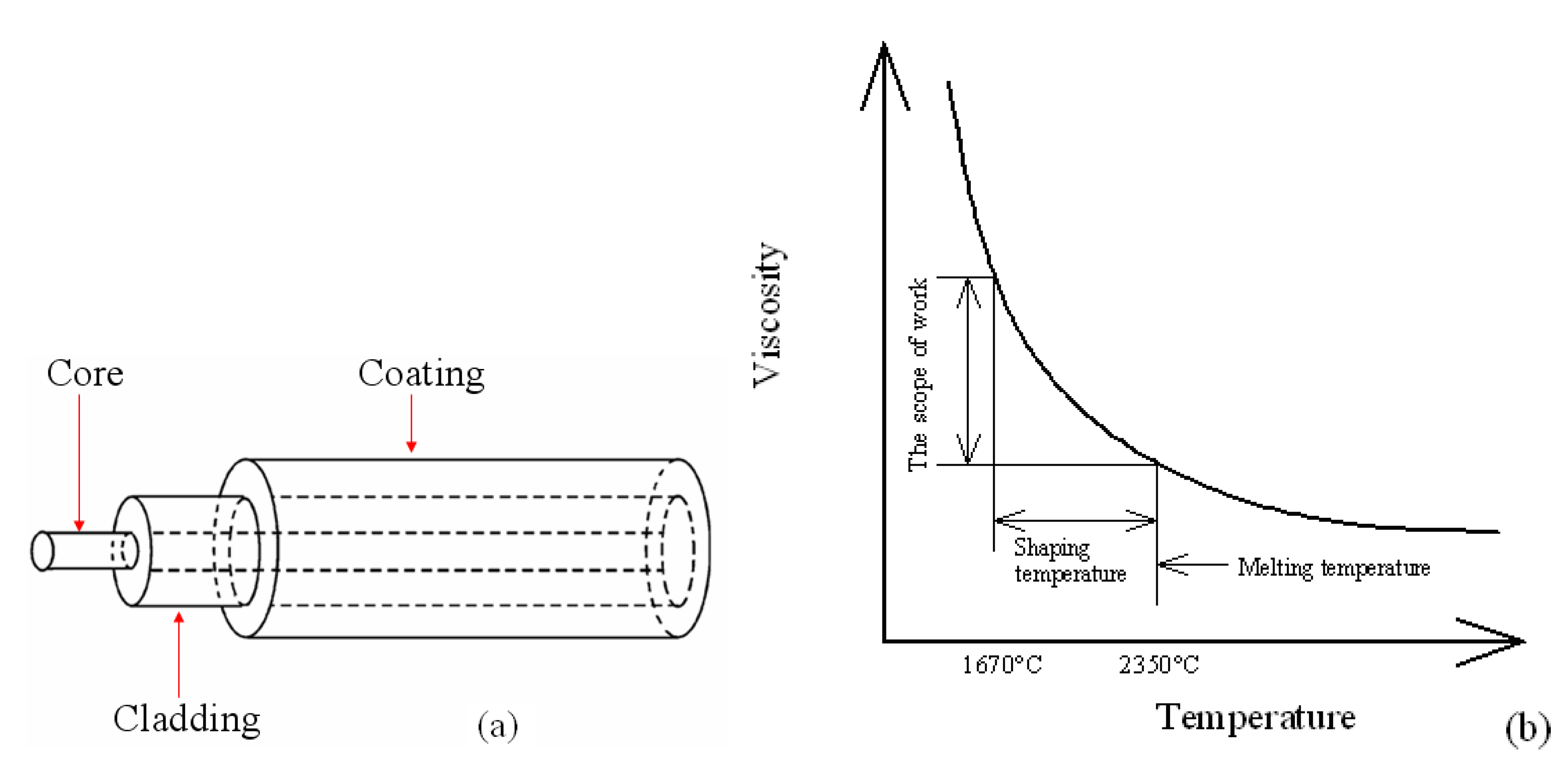
2.1. Experiment Principle and Procedure

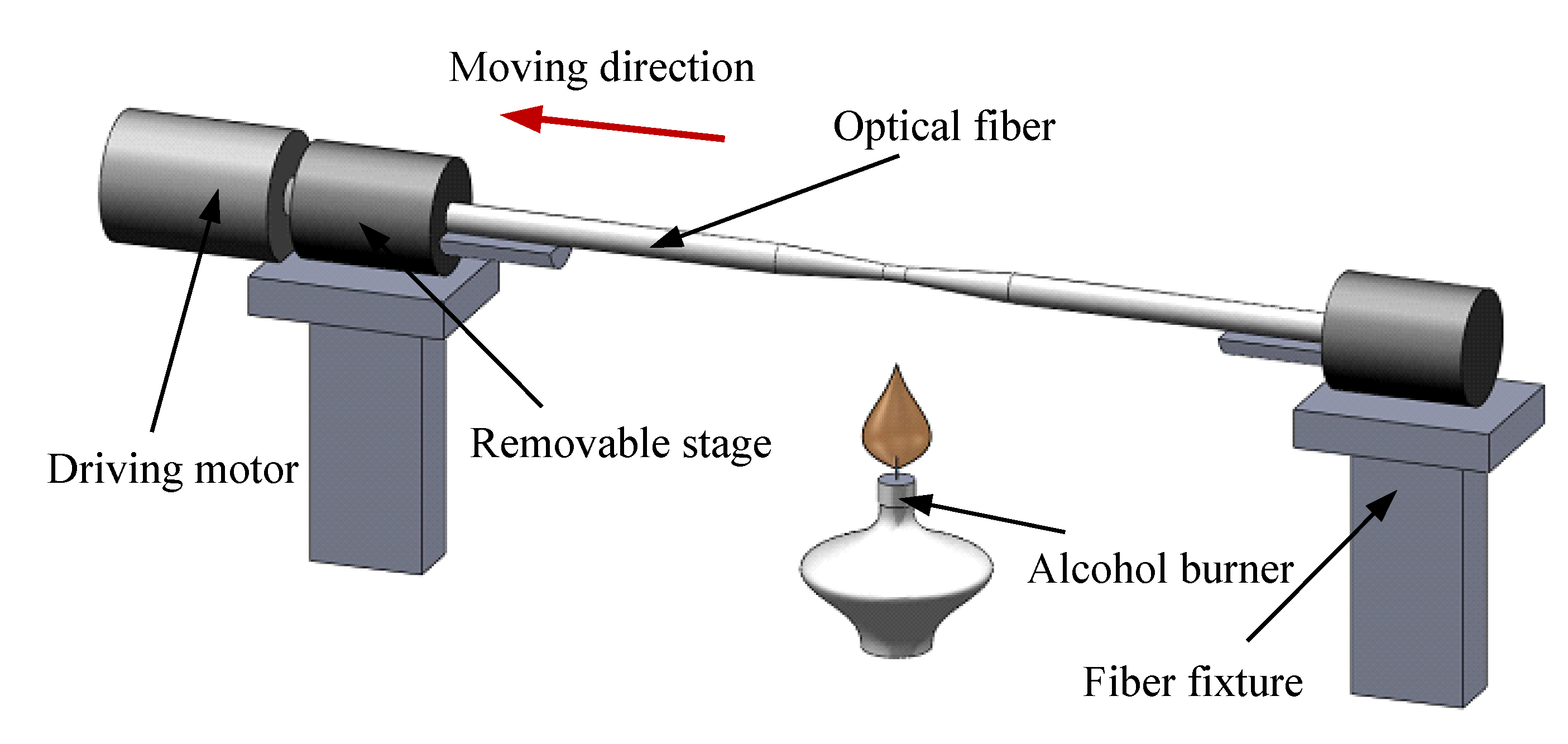
2.2. Optical Tapering

2.3. Secondary Fabrication Based on the Taguchi Method
2.3.1. Taguchi Method


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process factors | Processing Mode of Fiber Taper Angle | Distance (Unit) | Discharge Current in Each Step (mA) | Discharge Duration in Each Step (s) | Discharge Times in Each Step (Times) | |||
|---|---|---|---|---|---|---|---|---|
| Identification | A | B | C | D | E | F | G | H |
| Level 1 | Retained | 130 | 3 | 1 | 0.5 | 0.3 | 4 | 2 |
| Level 2 | Removed | 150 | 4 | 1.5 | 1 | 0.5 | 8 | 3 |
| Level 3 | – | 170 | 5 | 2 | 1.5 | 0.7 | 12 | 4 |
| L18 | Process Factors and there Levels | Roundness Error (μm) | Roundness Error SNR | Offset Distance (μm) | Offset Distance SNR | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | G | H | |||||
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 0.94554 | 1.07309 | 1.61424 | −17.15655 |
| 2 | 1 | 1 | 2 | 2 | 2 | 2 | 2 | 2 | 0.91309 | 1.70455 | 1.19888 | −6.86004 |
| 3 | 1 | 1 | 3 | 3 | 3 | 3 | 3 | 3 | 0.91885 | 1.29227 | 2.93188 | −25.30595 |
| 4 | 1 | 2 | 1 | 1 | 2 | 2 | 3 | 3 | 0.74342 | 5.84103 | 2.17881 | −17.86543 |
| 5 | 1 | 2 | 2 | 2 | 3 | 3 | 1 | 1 | 0.93095 | 1.20897 | 0.99290 | −3.57175 |
| 6 | 1 | 2 | 3 | 3 | 1 | 1 | 2 | 2 | 0.97565 | 0.42203 | 0.77123 | −2.57877 |
| 7 | 1 | 3 | 1 | 2 | 1 | 3 | 2 | 3 | 0.84910 | 3.25091 | 1.35634 | −8.96089 |
| 8 | 1 | 3 | 2 | 3 | 2 | 1 | 3 | 1 | 0.84000 | 3.21805 | 1.35750 | −8.11359 |
| 9 | 1 | 3 | 3 | 1 | 3 | 2 | 1 | 2 | 0.83693 | 3.18562 | 0.85284 | −2.84947 |
| 10 | 2 | 1 | 1 | 3 | 3 | 2 | 2 | 1 | 0.84443 | 3.26853 | 2.49965 | −20.00413 |
| 11 | 2 | 1 | 2 | 1 | 1 | 3 | 3 | 2 | 0.68923 | 7.21080 | 1.24643 | −9.09440 |
| 12 | 2 | 1 | 3 | 2 | 2 | 1 | 1 | 3 | 0.82830 | 3.62569 | 1.92393 | −17.16595 |
| 13 | 2 | 2 | 1 | 2 | 3 | 1 | 3 | 2 | 0.71885 | 6.30348 | 1.45139 | −8.01470 |
| 14 | 2 | 2 | 2 | 3 | 1 | 2 | 1 | 3 | 0.80988 | 4.11467 | 0.81844 | 1.41036 |
| 15 | 2 | 2 | 3 | 1 | 2 | 3 | 2 | 1 | 0.93278 | 1.31704 | 2.19086 | −17.01621 |
| 16 | 2 | 3 | 1 | 3 | 2 | 3 | 1 | 2 | 1.05155 | −1.59014 | 1.46458 | −8.41189 |
| 17 | 2 | 3 | 2 | 1 | 3 | 1 | 2 | 3 | 0.81173 | 3.90608 | 2.01879 | −14.39459 |
| 18 | 2 | 3 | 3 | 2 | 1 | 2 | 3 | 1 | 0.90310 | 1.99284 | 1.56775 | −10.14783 |




 , this factor is not significant, otherwise is significant, and the higher the value, the more significant.
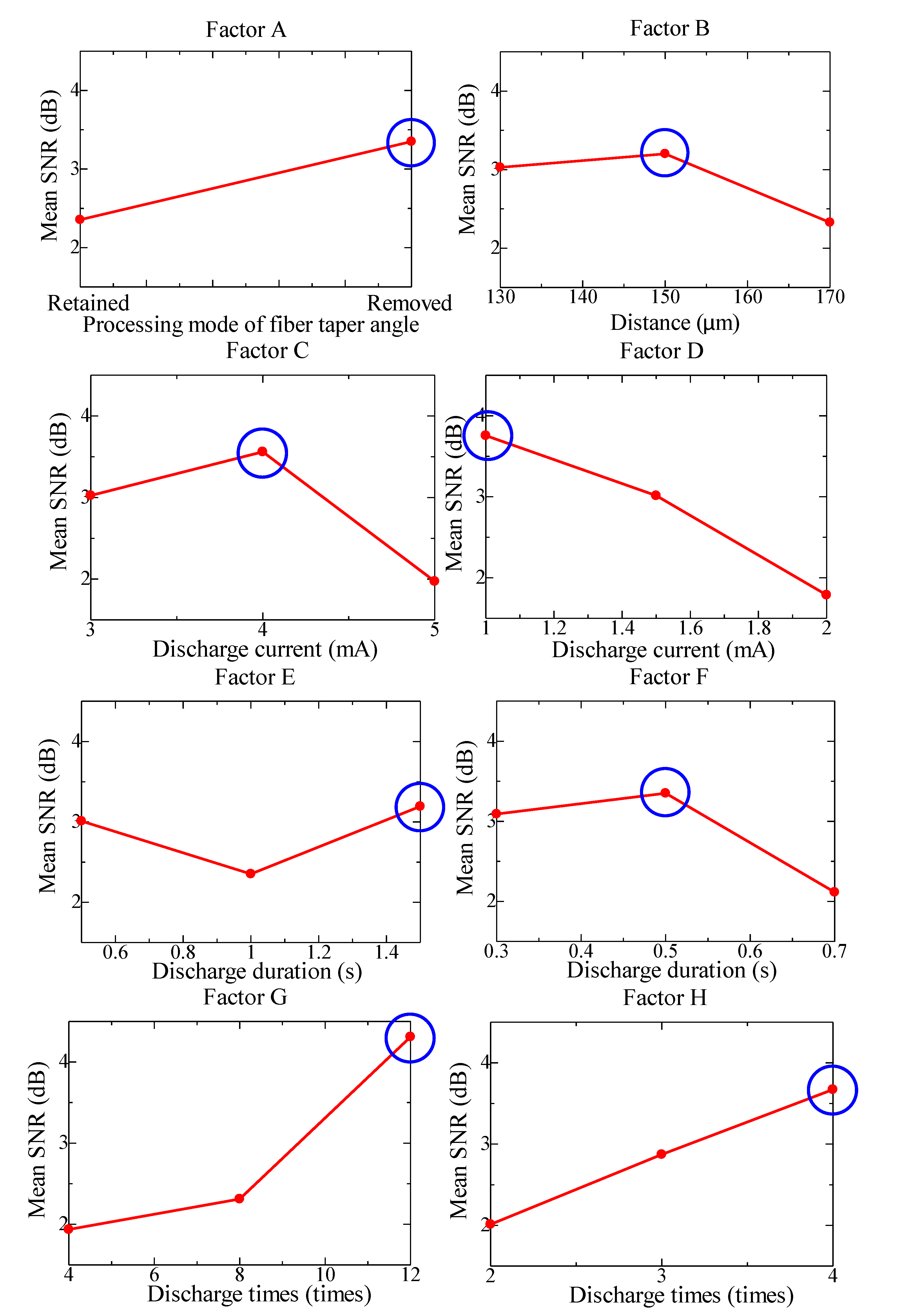
, this factor is not significant, otherwise is significant, and the higher the value, the more significant.2.3.2. Analysis for 2D Roundness Error


| Angle position | 0° | 45° | 90° | 135° |
|---|---|---|---|---|
| 2D roundness error (μm) | 0.6758 | 0.69885 | 0.67389 | 0.61488 |
| Binary image of optical fibre micro-sphere |  |  |  |  |
| SNR (dB) | 8.11 | |||
| Factors | SS | DOF | MS | F-value | F0.05 | Significance ** | Contribution (%) |
|---|---|---|---|---|---|---|---|
| A | 6.98 | 1 | 6.98 | 21.8 | 18.51 | YES | 16.2 |
| B | 5.70 | 2 | 2.85 | 8.9 | 19.00 | NO | 6.2 |
| C | 8.46 | 2 | 4.23 | 13.2 | 19.00 | NO | 9.5 |
| D | 12.93 | 2 | 6.47 | 20.2 | 19.00 | YES | 15.0 |
| E | 3.80 | 2 | 1.90 | 5.9 | 19.00 | NO | 3.8 |
| F | 8.13 | 2 | 4.07 | 12.7 | 19.00 | NO | 9.1 |
| G | 21.99 | 2 | 11.00 | 34.3 | 19.00 | YES | 26.0 |
| H | 13.57 | 2 | 6.61 | 20.7 | 19.00 | YES | 15.7 |
| Error | 0.64 | 2 | 0.32 | – | – | – | – |
| Total | 82.2 | 17 | – | – | – | – | – |
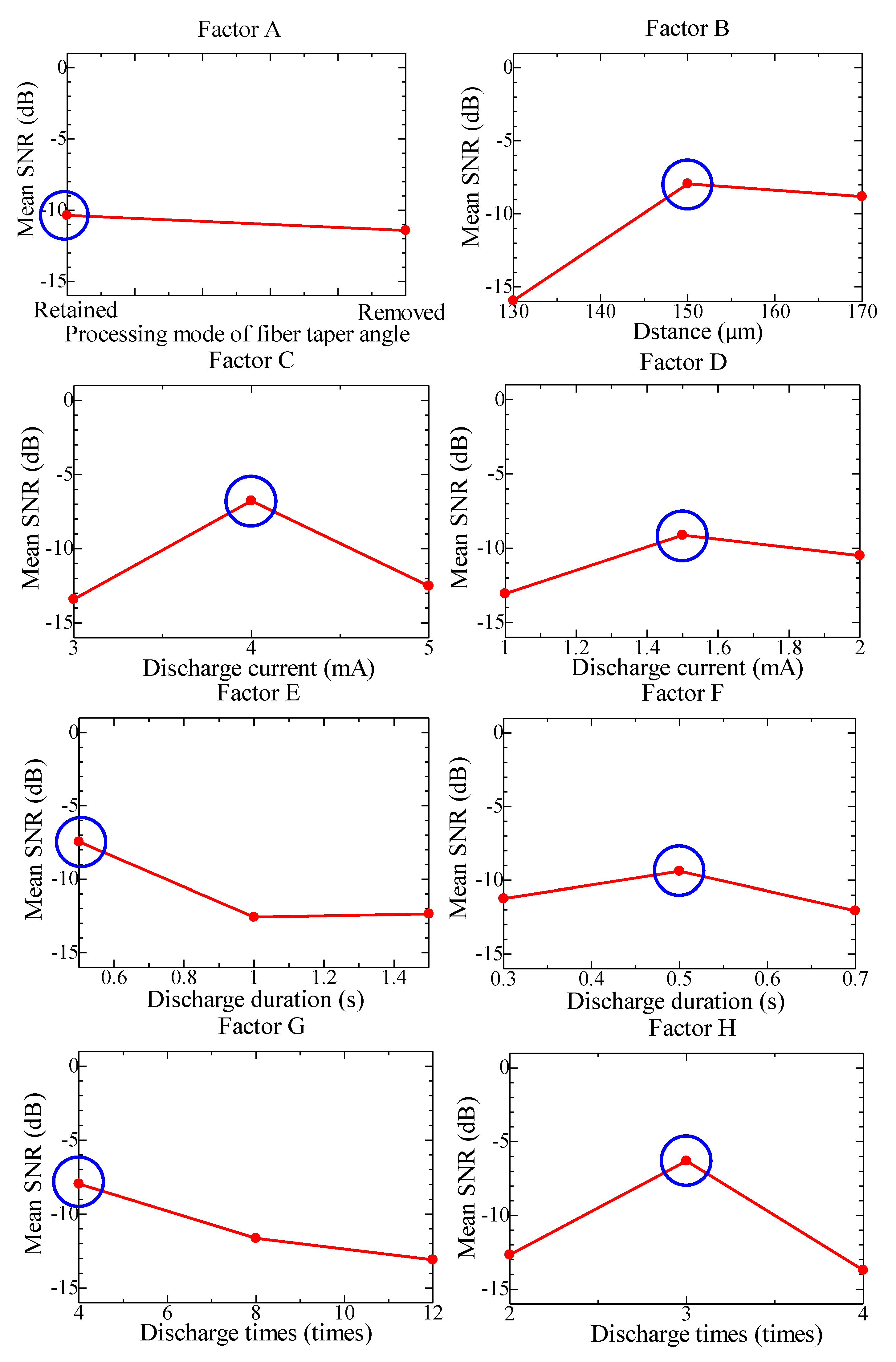
2.3.3. Analysis for 2D Offset Distance

| Angle position | 0° | 45° | 90° | 135° |
|---|---|---|---|---|
| 2D offset distance (μm) | 0.4328 (MZM) 0.5058 (LSM) | 0.6548 (MZM) 0.6222 (LSM) | 0.5085 (MZM) 0.3290 (LSM) | 0.5006 (MZM) 0.6598 (LSM) |
| Binary image of optical fiber microball |  |  |  |  |
| SNR (dB) | 12.42 | |||

| Factors | SS | DOF | MS | F-value | F0.05 | Significance ** | Contribution (%) |
|---|---|---|---|---|---|---|---|
| A | 6.0 | 1 | 6.00 | 1.0 | 18.51 | NO | 0 |
| B | 258.9 | 2 | 122.3 | 20.38 | 19.00 | YES | 28.5 |
| C | 160.6 | 2 | 80.3 | 13.38 | 19.00 | NO | 17.1 |
| D | 49.3 | 2 | 24.7 | 4.12 | 19.00 | NO | 4.3 |
| E | 62.1 | 2 | 31.1 | 5.18 | 19.00 | NO | 5.8 |
| F | 28.3 | 2 | 14.2 | 2.37 | 19.00 | NO | 1.9 |
| G | 90.3 | 2 | 45.2 | 7.53 | 19.00 | NO | 9.0 |
| H | 199.7 | 2 | 99.9 | 16.65 | 19.00 | NO | 21.6 |
| Error | 11.9 | 2 | 6.0 | – | – | – | – |
| Total | 867.1 | 17 | – | – | – | – | – |
2.3.4. Analysis for 2D Diameter
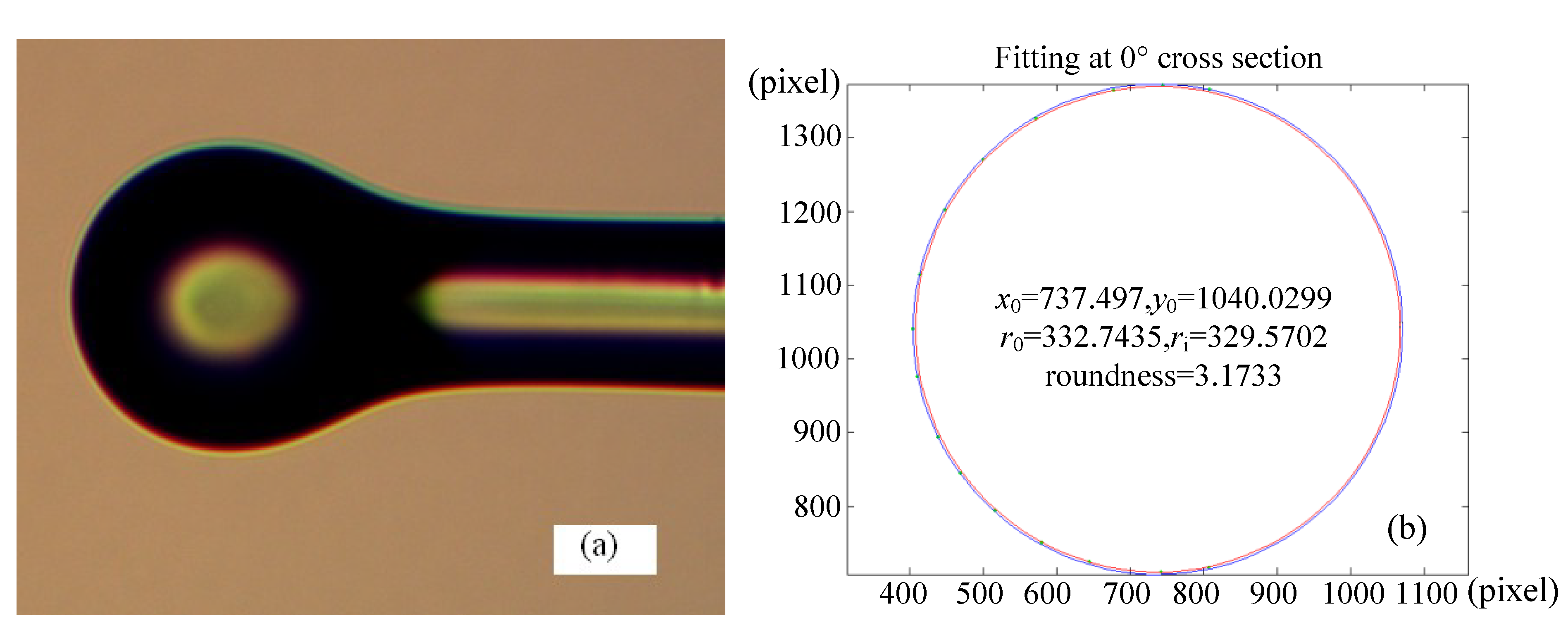
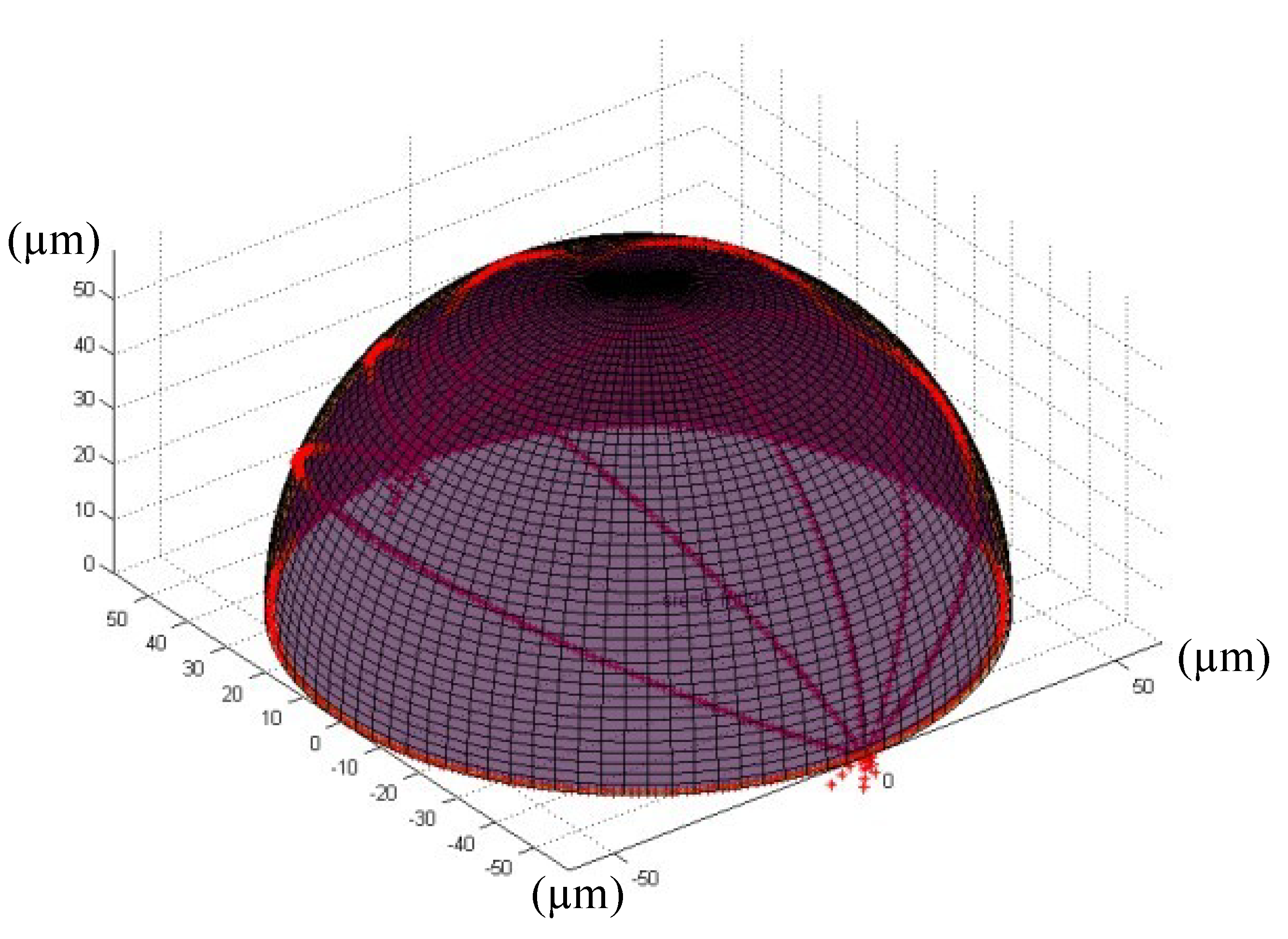
2.4. Quality Evaluation of the Optimum Micro-Sphere


3. Experimental Section
3.1. Optical Fiber and Fusion Splicer



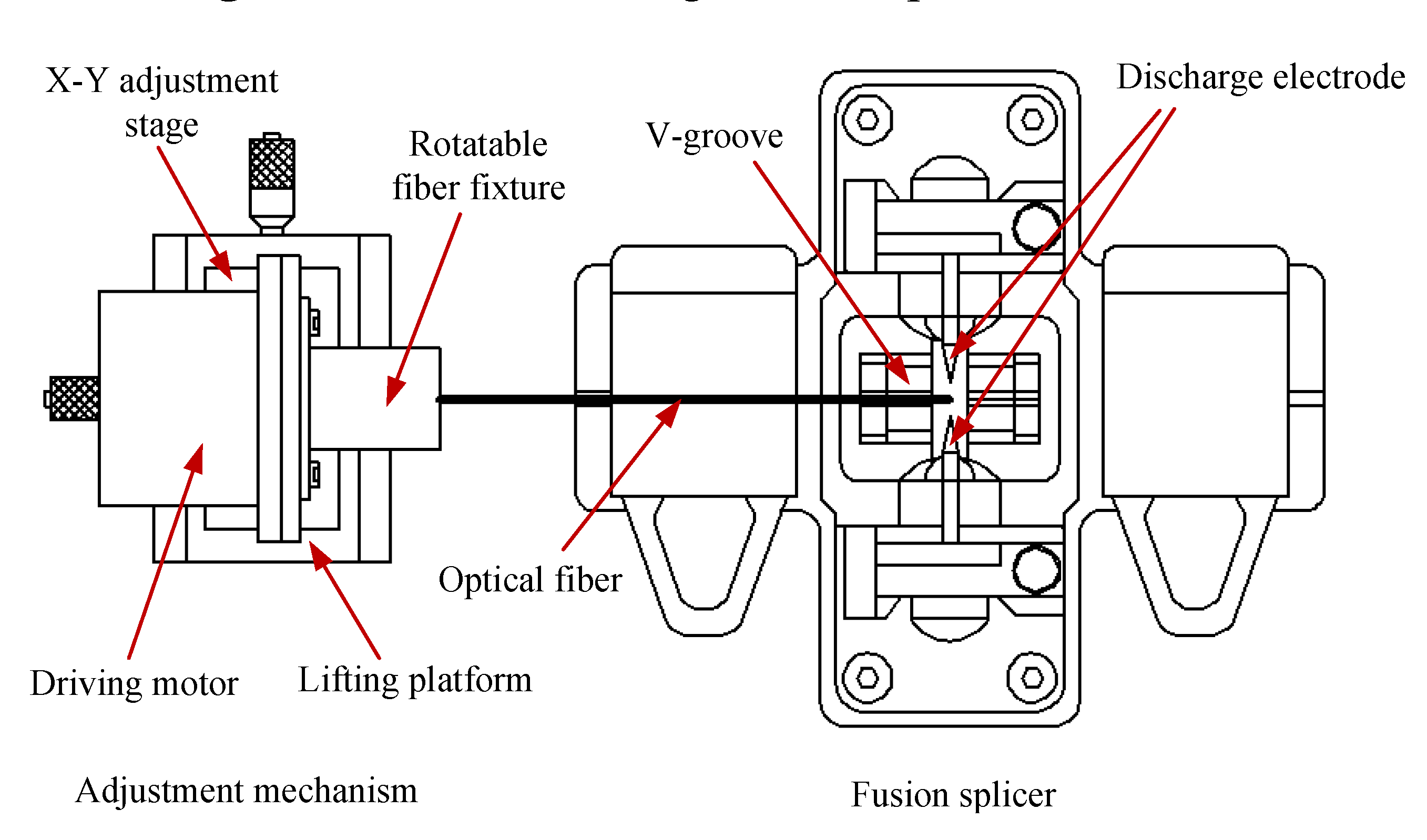
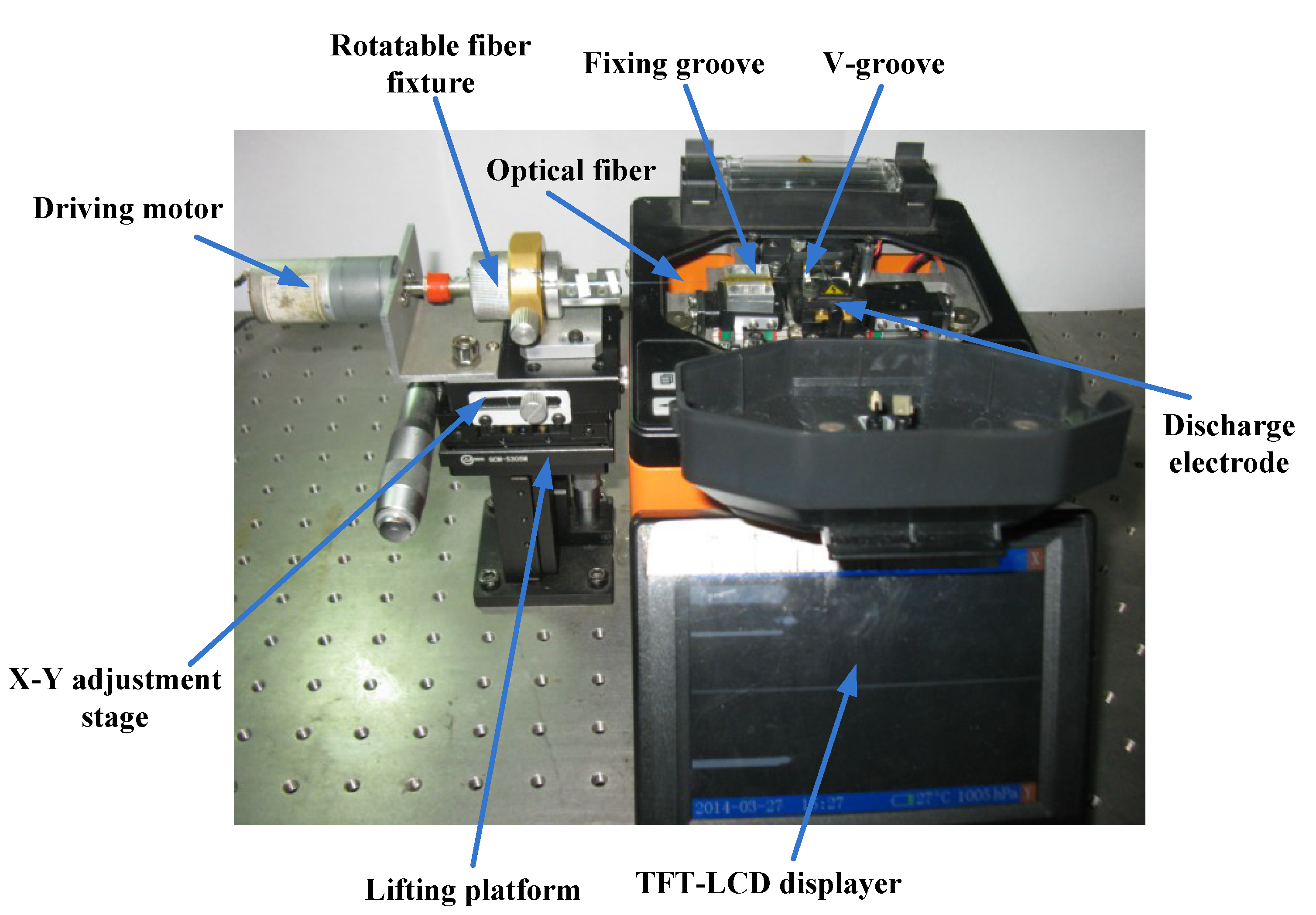
3.2. Experiment Setup and Method

4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Optical Fiber Tips and Their Applications. Available online: http://www.molex.com/mx_upload/superfamily/polymicro/white_papers.html (accessed on 26 April 2014).
- Lazarev, A.; Fang, N.; Luo, Q.; Zhang, X. Formation of fine near-field scanning optical microscopy tips. Part I. By static and dynamic chemical etching. Rev. Sci. Instrum. 2003, 74, 3679–3683. [Google Scholar] [CrossRef]
- Lazarev, A.; Fang, N.; Luo, Q.; Zhang, X. Formation of fine near-field scanning optical microscopy tips. Part II. By laser-heated pulling and bending. Rev. Sci. Instrum. 2003, 74, 3684–3688. [Google Scholar] [CrossRef]
- Huo, X.; Pan, S.; Wu, S. Fabrication of optical fiber probe nano-tips by heated micro-pulling combined with static chemical etching. In Proceedings of the 1st IEEE International Conference on Nano/Micro Engineered and Molecular Systems, Zhuhai, China, 18–21 January 2006.
- Li, J.; Dou, J.; Herman, P.R.; Fricke-Begemann, T.; Ihlemann, J.; Marowsky, G. Deep ultraviolet laser micromachining of novel fibre optic devices. J. Phys. Conf. Ser. 2007, 59, 691–695. [Google Scholar] [CrossRef]
- Shen, S.C.; Huang, J.C. Rapid fabrication of a micro-ball lens array by extrusion for optical fiber applications. Opt. Express 2009, 17, 13122–13127. [Google Scholar] [CrossRef]
- Shen, S.C.; Pan, C.T.; Liu, K.H.; Chao, C.H.; Huang, J.C. Fabrication of an eyeball-like spherical micro-lens array using extrusion for optical fiber coupling. J. Micromech. Microeng. 2009, 19. [Google Scholar] [CrossRef]
- Schwenke, H.; Waldele, F.; Weiskirch, C.; Kunzmann, H. Opto-tactile sensor for 2D and 3D measurement of small structures on Coordinate Measuring Machines. CIRP Ann. 2001, 50, 361–364. [Google Scholar] [CrossRef]
- Brand, U.; Kleine-Besten, T.; Schwenke, H. Development of a special CMM for dimensional metrology on microsystem components. In Proceedings of the 15th Annual Meeting of the American Society for Precision Engineering, Scottsdale, AZ, USA, 22–27 October 2000.
- Muralikrishnan, B.; Stone, J.A.; Vemuri, S.C.; Sahay, C.; Potluri, A.; Stoup, J.R. Fiber deflection probe for small hole measurements. Precis. Eng. 2006, 1, 24–27. [Google Scholar]
- Muralikrishnan, B.; Stone, J.A.; Stoup, J.R. Fiber deflection probe for small hole metrology. Precis. Eng. 2006, 30, 154–164. [Google Scholar] [CrossRef]
- Fan, K.C.; Hsu, H.Y.; Hung, P.Y.; Wang, W. Experimental study of fabricating a microball tip on an optical fibre. J. Opt. A Pure Appl. Opt. 2006, 8, 782–787. [Google Scholar] [CrossRef]
- Fan, K.C.; Cheng, F.; Wang, W.; Chen, Y.; Lin, J.Y. A scanning contact probe for a micro-coordinate measuring machine (CMM). Meas. Sci. Technol. 2010, 21. [Google Scholar] [CrossRef]
- Fan, K.C.; Wang, W.; Chiou, H.S. Fabrication optimization of a micro-spherical fiber probe with the Taguchi method. J. Micromech. Microeng. 2008, 18. [Google Scholar] [CrossRef]
- Zhao, J.; Huang, Q.X.; Huang, S. The fabrication and inspection of a microball made of optical fibre for Micro-nano Coordinating Measuring Machine. Adv. Mater. Res. 2012, 472–475, 2397–2400. [Google Scholar] [CrossRef]
- Ajaal, T.T.; Smith, R.W. Employing the Taguchi method in optimizing the scaffold production process for artificial bone grafts. J. Mater. Process. Technol. 2009, 209, 1521–1532. [Google Scholar] [CrossRef]
- Lyu, S.R.; Wu, W.T.; Hou, C.C.; Hsieh, W.H. Study of cryopreservation of articular chondrocytes using the Taguchi method. Cryobiology 2010, 60, 165–176. [Google Scholar] [CrossRef]
- Halkaci, H.S.; Mavi, O.; Yigit, O. Evaluation of form error at semi-spherical tools by use of image processing. Measurement 2007, 40, 860–867. [Google Scholar] [CrossRef]
- Sadeghi, S.H.; Moosavi, V.; Karami, A.; Behnia, N. Soil erosion assessment and prioritization of affecting factors at plot scale using the Taguchi method. J. Hydrol. 2007, 40, 860–867. [Google Scholar]
- Salehuddin, F.; Ahmad, I.; Hamid, F.A.; Zaharim, A. Analyze and optimize the silicide thickness in 45 nm CMOS technology using Taguchi method. In Proceedings of the 2010 IEEE International Conference on Semiconductor Electronics (ICSE 2010), Melaka, Malaysia, 28–30 June 2010.
- Nalbant, M.; Gokkaya, H.; Sur, G. Application of Taguchi method in the optimization of cutting oarameters for surface riughness in turning. J. Mater. Des. 2007, 28, 1379–1385. [Google Scholar] [CrossRef]
- Hsien, K.; Huang, S. Application of Taguchi method to robust multi-criteria optimum design for ultra-thin centrifugal fan. In Proceedings of the 2011 IEEE International Conference on SMC, Anchorage, AK, USA, 9–12 October 2011.
- Wang, M.W.; Jeng, J.H. Optimal Molding Parameter Design of PLA Micro Lancet Needles Using the Taguchi Method. Polym. Plast. Technol. Eng. 2009, 7, 730–735. [Google Scholar] [CrossRef]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Yu, H.; Huang, Q.; Zhao, J. Fabrication of an Optical Fiber Micro-Sphere with a Diameter of Several Tens of Micrometers. Materials 2014, 7, 4878-4895. https://doi.org/10.3390/ma7074878
Yu H, Huang Q, Zhao J. Fabrication of an Optical Fiber Micro-Sphere with a Diameter of Several Tens of Micrometers. Materials. 2014; 7(7):4878-4895. https://doi.org/10.3390/ma7074878
Chicago/Turabian StyleYu, Huijuan, Qiangxian Huang, and Jian Zhao. 2014. "Fabrication of an Optical Fiber Micro-Sphere with a Diameter of Several Tens of Micrometers" Materials 7, no. 7: 4878-4895. https://doi.org/10.3390/ma7074878