3.1. Waste Characterization
Table 3.
Raw material characterization. W1, waste product 1. wb, wet basis; db, dry basis; HHV, high heating value; LHV, low heating value.
Table 3.
Raw material characterization. W1, waste product 1. wb, wet basis; db, dry basis; HHV, high heating value; LHV, low heating value.
| Characterization | W1 | W2 | W3 |
|---|
| Moisture (%wb) | 9.71 | 9.63 | 15.57 |
| Bulk density (kg/m3 wb) | 379.10 | 323.40 | 361.20 |
| Ultimate analysis |
| C (%db) | 50.45 | 52.89 | 51.88 |
| H (%db) | 6.02 | 5.92 | 6.92 |
| N (%db) | 0.47 | 0.33 | 0.57 |
| S (%db) | 0.03 | 0.03 | 0.04 |
| Proximate analysis |
| Volatile matter (%db) | 75.69 | 76.31 | 75.74 |
| Fixed carbon (%db) | 19.61 | 19.70 | 19.92 |
| Ash content (%db) | 4.70 | 3.99 | 4.34 |
| HHV (MJ/kg db) | 21.41 | 23.64 | 21.43 |
| LHV (MJ/kg db) | 20.08 | 22.33 | 19.90 |
| LHV (MJ/kg wb) | 18.13 | 20.18 | 16.81 |
| Energy density (MJ/m3 wb) | 6,873 | 6,526 | 6,072 |
Table 4.
Physical characterization of waste combinations.
Table 4.
Physical characterization of waste combinations.
| Characterization | W4 | W5 | W6 | W7 | W8 |
|---|
| Moisture (%wb) | 13.59 | 12.55 | 11.95 | 11.97 | 14.12 |
| Bulk density (kg/m3 wb) | 349.01 | 372.58 | 348.15 | 352.04 | 365.73 |
Moisture has a special influence on the densification process. Van Loo and Koppejan [
25] claimed that moisture values in raw materials should be around 15%wb. Other authors, however, hold that 8%wb should not be surpassed [
26]. On certain occasions, a higher percentage is necessary to make densification possible. Thus, Serrano
et al. [
27] obtained their best results when moisture values were in the range 19%wb–23%wb) for barley straw pellets.
Moisture content in the wastes in the study was less than 15%wb, obtaining higher values in some mixtures (compared to raw materials), possibly due to a higher environmental moisture during pelletizing.
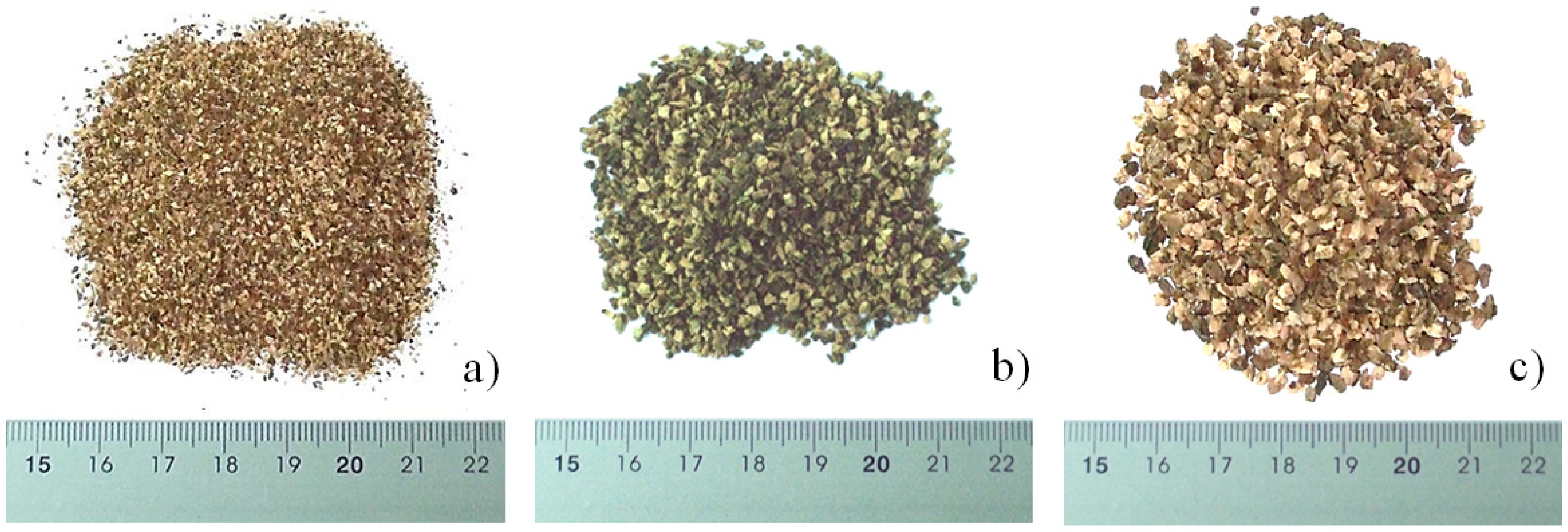
Bulk density varied from 323 to 379 kg/m
3 wb for the samples in the study. Generally, biomass wastes present low bulk densities on account of their porous structure, which makes their processing, storage and combustion difficult. When it came to granulometry,
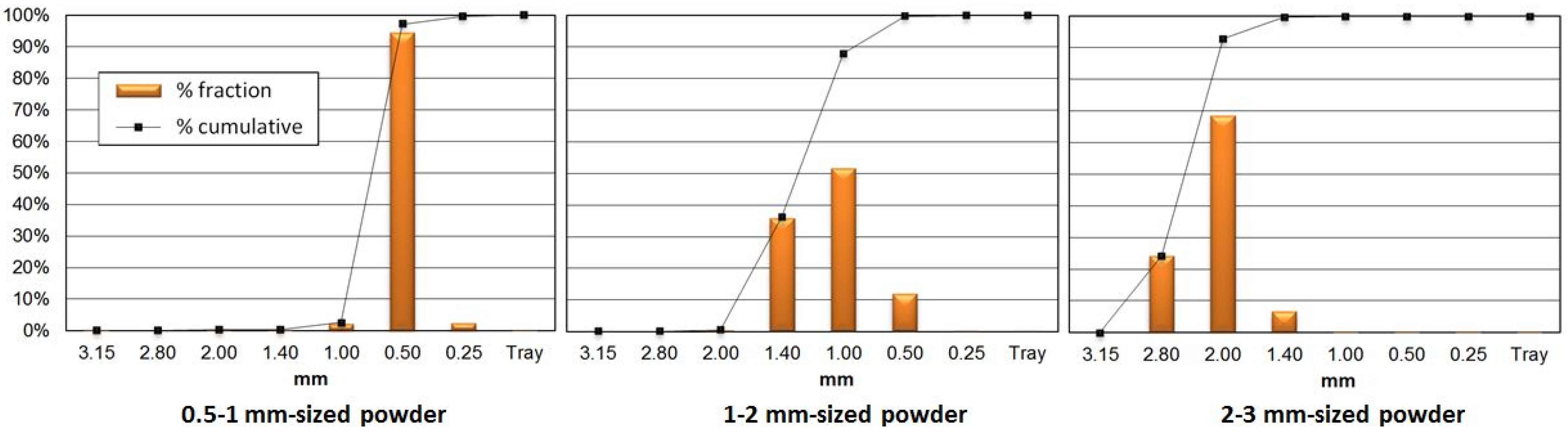
Figure 4 shows the particle distribution in raw materials. Most samples were located between three consecutive particles sizes, with 0.5, 1 and 2 mm as the major diameters for each case, these being lower than the maximum size recommended for pelletizing (3.15 mm) [
28,
29]. Therefore, the wastes in the study are suitable for direct pelletizing.
Regarding proximate analysis, high ash values were obtained. This fact will affect the combustion process directly, requiring ash removal more frequently, compared to other biofuels.
Figure 4.
Granulometric analysis of original wastes.
Figure 4.
Granulometric analysis of original wastes.
3.2. Densified Products Characterization
Table 5 shows the obtained results after the characterization of the produced pellets.
Table 5.
Characterization of pelletized products.
Table 5.
Characterization of pelletized products.
| Characterization | P1 | P2 | P3 | P4 | P5 | P6 | P7 | P8 |
|---|
| Moisture (%wb) | 8.02 | 7.96 | 6.53 | 7.37 | 8.41 | 8.11 | 7.89 | 9.04 |
| Bulk density (kg/m3 wb) | 697.02 | 705.10 | 698.54 | 692.35 | 689.18 | 687.64 | 688.08 | 686.57 |
| Ratio of densification | 1.84 | 2.18 | 1.93 | 1.98 | 1.85 | 1.98 | 1.95 | 1.88 |
| Ultimate Analysis |
| C (%db) | 50.50 | 52.97 | 54.52 | 51.69 | 52.61 | 55.09 | 54.36 | 53.92 |
| H (%db) | 5.80 | 6.15 | 6.61 | 6.98 | 7.16 | 7.75 | 7.19 | 6.54 |
| N (%db) | 0.43 | 0.38 | 0.75 | 0.52 | 0.52 | 0.54 | 0.51 | 0.74 |
| S (%db) | 0.03 | 0.02 | 0.00 | 0.02 | 0.02 | 0.00 | 0.01 | 0.00 |
| Proximate Analysis |
| Volatile matter (%db) | 78.78 | 78.71 | 75.15 | 76.14 | 77.55 | 77.47 | 76.33 | 77.81 |
| Fixed carbon (%db) | 19.41 | 17.16 | 20.11 | 20.03 | 18.21 | 18.51 | 19.57 | 18.08 |
| Ash (%db) | 4.81 | 4.13 | 4.74 | 3.84 | 4.24 | 4.02 | 4.10 | 4.11 |
| HHV (MJ/kg db) | 21.41 | 24.21 | 21.56 | 21.85 | 22.12 | 20.93 | 21.68 | 21.61 |
| LHV (MJ/kg db) | 20.13 | 22.85 | 20.10 | 20.31 | 20.54 | 19.22 | 20.09 | 20.17 |
| LHV (MJ/kg wb) | 17.72 | 21.03 | 18.79 | 18.81 | 18.81 | 17.66 | 18.51 | 18.35 |
| Energy density (MJ/m3 wb) | 12,351 | 15,569 | 13,126 | 13,785 | 12,966 | 12,144 | 12,734 | 12,595 |
| Dimensions |
| Length (mm) | 24.51 | 24.12 | 24.47 | 25.95 | 23.94 | 25.09 | 24.86 | 24.05 |
| Diameter (mm) | 5.88 | 5.96 | 5.90 | 5.88 | 5.87 | 5.84 | 5.95 | 5.86 |
| Durability (%) | 96.79 | 97.17 | 97.67 | 98.36 | 98.24 | 97.62 | 97.69 | 97.38 |
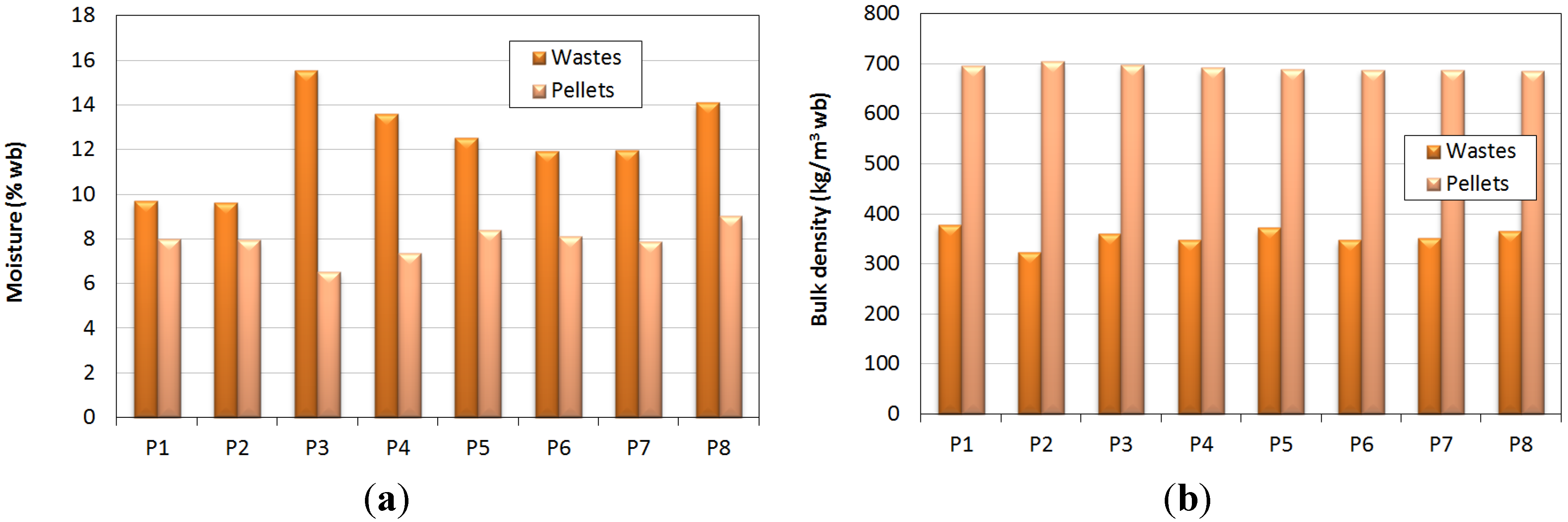
With the properties of rejection powder being analogous, except for granulometric distribution, the pellet characteristics were also quite similar. Thus,
Figure 5 sums up, graphically, the moisture and bulk density changes in the wastes in the study after pelletizing.
Figure 5.
(a) Moisture in wastes and pellets; (b) bulk density in wastes and pellets.
Figure 5.
(a) Moisture in wastes and pellets; (b) bulk density in wastes and pellets.
Moisture reduction is due to the temperature increase as a consequence of friction between the rollers and the flat die, with product heating and the consequent and partial water evaporation [
12]. This decrease might be influenced by the initial moisture in raw materials, along with other variables that are difficult to assess, such as work rate, the pressure between flat die and rollers,
etc. In our assays, the produced pellets presented moisture vales between 6.5%wb and 9%wb, despite the differences that were found in raw materials, especially when they were mixed (15%wb). This could be due to the fact that the achieved temperature in the flat die is so high that it could evaporate most of the water content in the wastes, obtaining quite similar moisture levels in densified products. At the same time, the higher moisture levels could be due to a higher production rate. Thus, raw material could have gotten through the flat die’s holes faster, and therefore, its contact with the hot matrix could be shorter, making evaporation milder compared to other products that could have spent longer periods in this stage.
Once the process was stabilized, the temperature obtained by the thermographic camera on the surface of flat die’s frame varied from 70 to 75 °C, keeping it constant until the end of the assays. No significative changes were observed depending on the raw material in use, and the slight humidity variations were on account of the different humidity levels of the wastes and mixtures in the study.
Thus, on account of the low initial moisture in the raw materials (under 15%wb), the registered percentages found in produced pellets were under 10%wb, being indispensable for a high-quality pellet certification. The achieved values were similar to those obtained by Nunes
et al. [
11] for pellets from equivalent residues (8%wb).
As far as bulk density is concerned, wastes and their mixtures showed slightly different values (between 323 and 379 kg/m3 wb), mainly due to the granulometric distribution, with the presence of holes or interstices depending on large-sized particles. Nevertheless, pellet density was quite similar, with an average value at around 693 kg/m3 wb. This observation could be due to the fact that, during pelletizing, particles are ground by the rollers and molded by the holes in the flat die, suppressing the interstice effect and being uniform in shape and structure.
Bulk density in the densified products was higher, in all of the cases in the study, than the minimum that is demanded in standard EN-Plus (B), that is 600 kg/m
3 wb, although another value (used in the design of woody biomass producers), that is 650 kg/m
3 wb, is usually used [
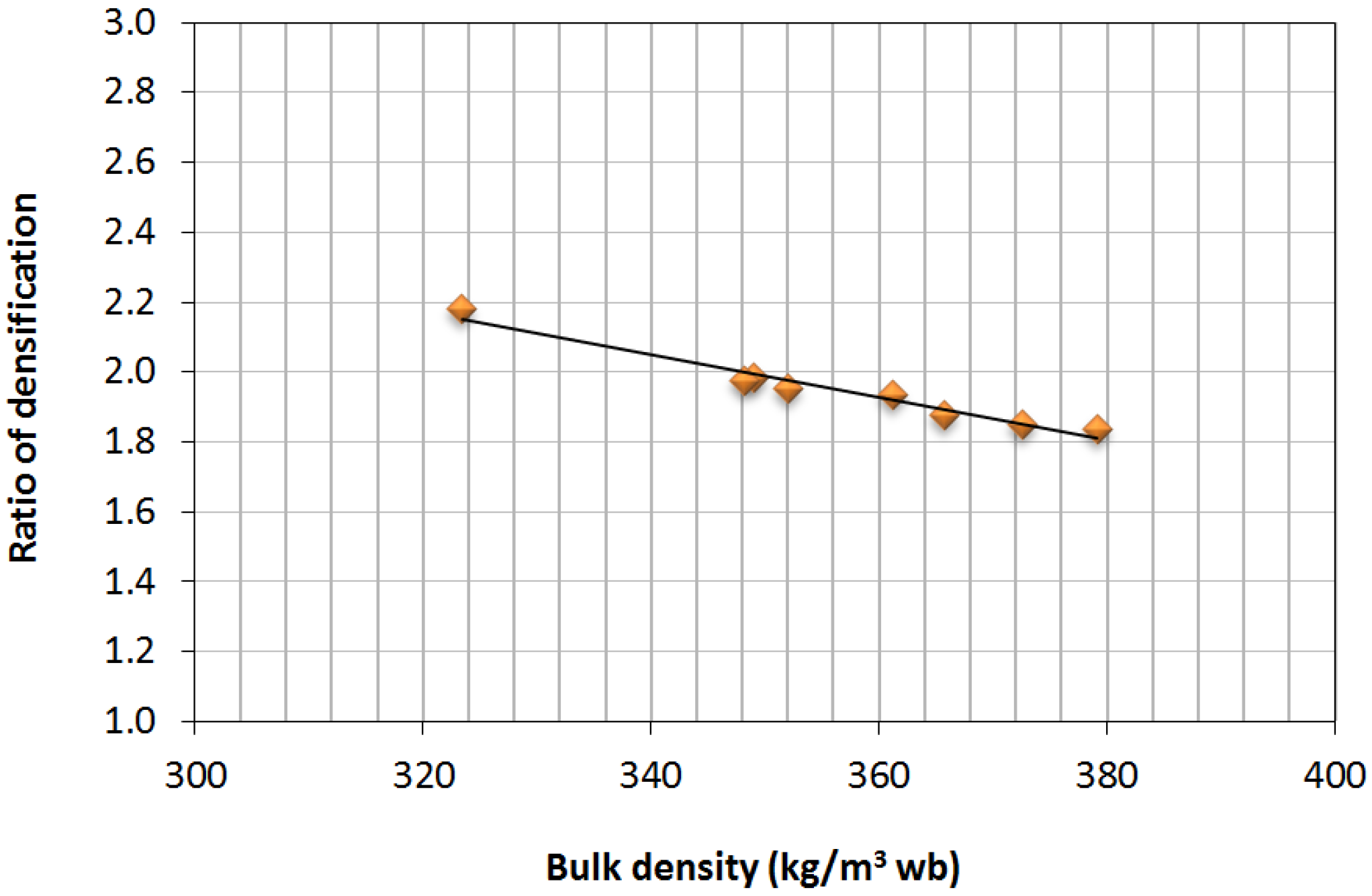
30]. Likewise, the observed densified ratio showed a volume reduction in the product as a consequence of pelletizing and, therefore, an increase in bulk density.
Figure 6 shows the correlation between both variables according to obtained data.
Figure 6.
Comparison between bulk density and ratio of densification.
Figure 6.
Comparison between bulk density and ratio of densification.
The densified ratio values were between 1.84 and 2.18, showing how low initial densities in the raw material (or mixture) allowed for achieving higher compaction values. The obtained values were similar to those registered for oak tree pellets [
31].
Regarding ultimate analysis, the pellets in the study showed low
S and
N levels (under 0.02% and 0.8%db, respectively), not predicting corrosion problems in boilers by sulfur or nitrogen oxide emissions [
32].
Proximate analysis showed the same problems compared to granulometric separation powder used in this study. Thus, ash content was over 3%db, with values between 3.84%db and 4.24%db. The increase in temperature during the pelletizing process caused a decrease or release of certain products, and indirectly, the ash content increased [
33]. Because of that, densified products showed less fixed carbon percentage and more ash content, respectively, than the raw materials. This situation was also observed during barley straw [
27], Pyrenean oak, olive pomace and grape pomace pelletizing [
12].
Other authors, such as Nunes
et al. [
11], obtained lower ash content in pellets from cork residues (between 2.5%db and 2.8%db), whereas Mediavilla
et al. [
13] registered values at around 4.4%db, slightly higher than those in this study.
Lehtikangas [
33] carried out a study about the main characteristics of sawdust, woody biomass and pine bark, observing that ash content for the two latter (2.63%db and 3.71%db) was much higher than pine bark ash content (0.45%db). Filbakk
et al. [
34] also analyzed ash content in pine wood and bark, along with their mixtures (5%, 10% and 30%). The results showed 0.47% ash content for wood pellets and 2.50% for bark pellets, with values between them for the mixtures. In all cases, the higher the bark percentage was, the higher the ash content that was found. This could be related to granulometric separation powder waste pelletization, with one of the main components being cork bark.
Granulometric separation powder pellets showed high
HHV values, between 20.93 and 22.12 MJ/kg db. In the same way,
LHV values were above 16 MJ/kg (wb), which is the minimum specification in standard EN-Plus (B). Equally, these values were higher than those found for pine, eucalyptus and forest wastes (between 16.00 and 18.13 MJ/kg db) [
35,
36].
The pellet size was within the limits specified by standard EN-Plus (B), which demands pellet diameter values between 6 ± 1 mm and length values between 3.15 and 40 mm. Concerning the length/diameter ratio (
L/D), this is an important parameter, especially in pneumatic feed systems, due to the risk of obstruction in transportation pipes [
30]. Even though standard EN-Plus does not define any restriction about it, other norms, such as the Österreichische Norm ÖNORM M 7135 [
37], from Austria, establish that this ratio should be below five. The produced pellets satisfied this specification, with values between 4.08 and 4.41.
Mechanical durability measures the effectiveness of the densification process, determining the quality of the product when it arrives to the final customer, being at once an important magnitude for the safety level. Dust generated as a consequence of efforts related to storage, transportation and later manipulation of densified products might imply serious risks for health, due not only to explosive atmosphere formation [
33], but because it might cause respiratory diseases inn workers in the pelletizing industry or customers [
38]. According to the assays in this research,
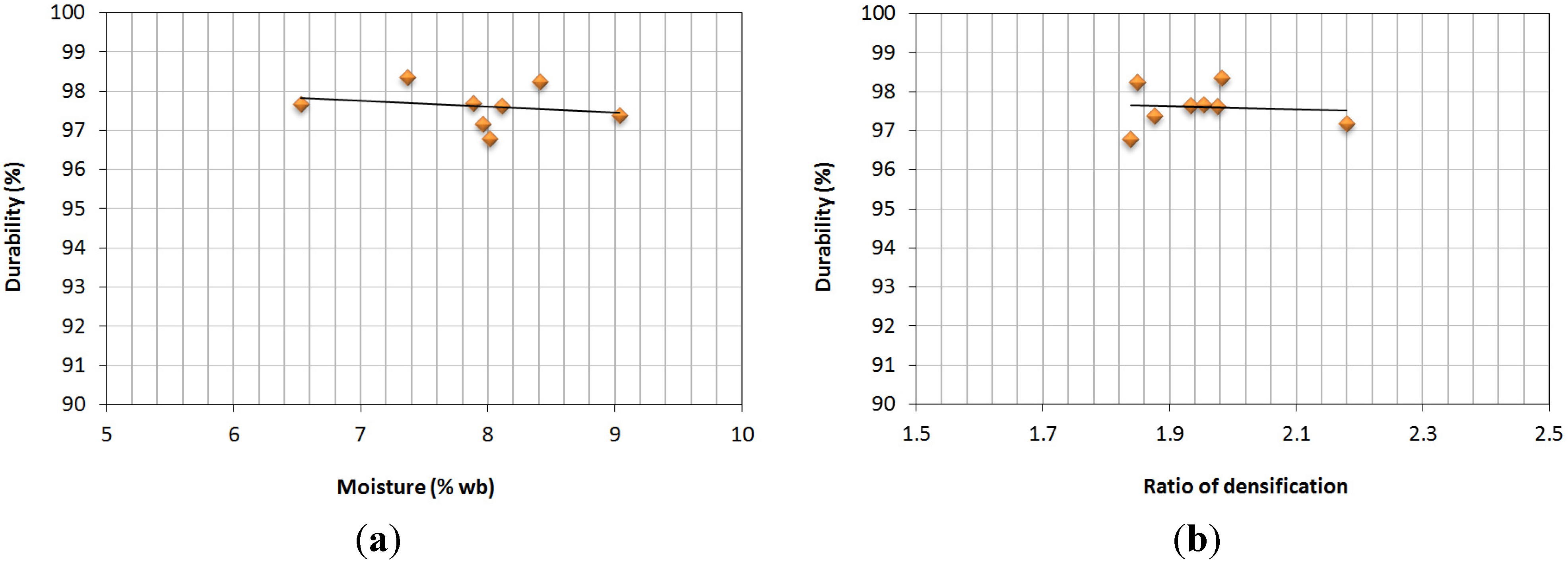
Figure 7 shows the ratio between durability and two other properties in the study: moisture and the ratio of densification.
Figure 7.
(a) Moisture, durability; (b) ratio of densification, durability.
Figure 7.
(a) Moisture, durability; (b) ratio of densification, durability.
In both cases, it could be said that there was no defined correlation between the variables in the study. Generally, high moisture content in densified products (due to a high initial moisture in the raw materials or excessive water addition during pelletizing) implies defective agglomeration [
27]. For the pellets in the study, there was no defective agglomeration, due to the negligible deviation among the analyzed values. Similar results were obtained by Miranda
et al. [
31], with 98.8%, 94.7% and 95.3% durability for forest biomass with 8.4%, 5.6% and 6.3% moisture (wb). Therefore, it could be said that slight changes in moisture do not affect the durability of densified products.
Equally, it can be observed that higher compacting levels do not imply higher durability or resistance to hits and pressure. Thus, Mediavilla
et al. [
13] registered 98.8% and 98.2% durability values for vine shoot and pine sawdust, with a 2.6 and a 3.1 ratio of densification, respectively, where higher ratios of densification did not imply high mechanical durability. The results of the assays were satisfactory in any case, regardless of the ratio of densification obtained, with values over 97% and similar to those obtained for forest residues pellets [
39]. These values guarantee the right reception of the densified product for customers.
Table 6 sums up a comparison between the obtained data and the limits observed in the EN-Plus (B) norm for woody biomass for non-industrial use.
Table 6.
Comparison with standard EN-Plus (B).
The results were satisfactory for all of the studied properties, except for ash content, whose value exceeded the allowed limit (3%db). For the rest of the variables, densimetric dust pellets went beyond the requirements in the compared norm.

 ,
, 



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







