
Evaluation of Industrial By-Products as Sustainable Pozzolanic Materials in Recycled Aggregate Concrete

 , , and
, , and
Abstract
:1. Introduction
2. Methodology
2.1. Materials
2.1.1. Cement
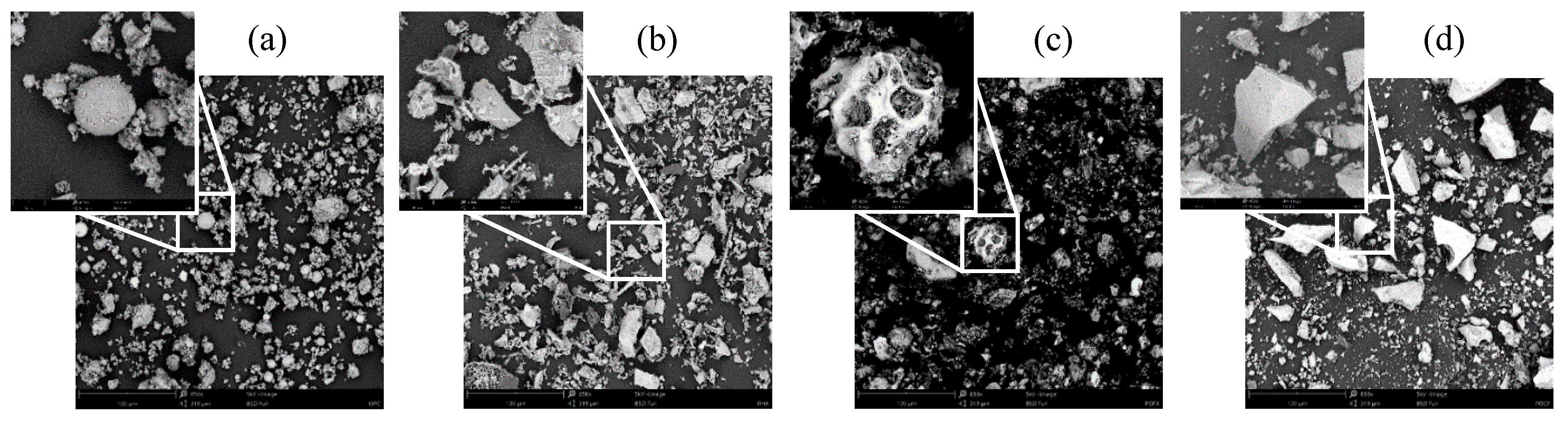
2.1.2. Supplementary Cementitious Materials
2.1.3. Fine and Coarse Aggregates
2.2. Mix Proportions and Testing Program
2.2.1. Mix Proportions
2.2.2. Specimen Preparation and Testing Methods
3. Results and Discussion
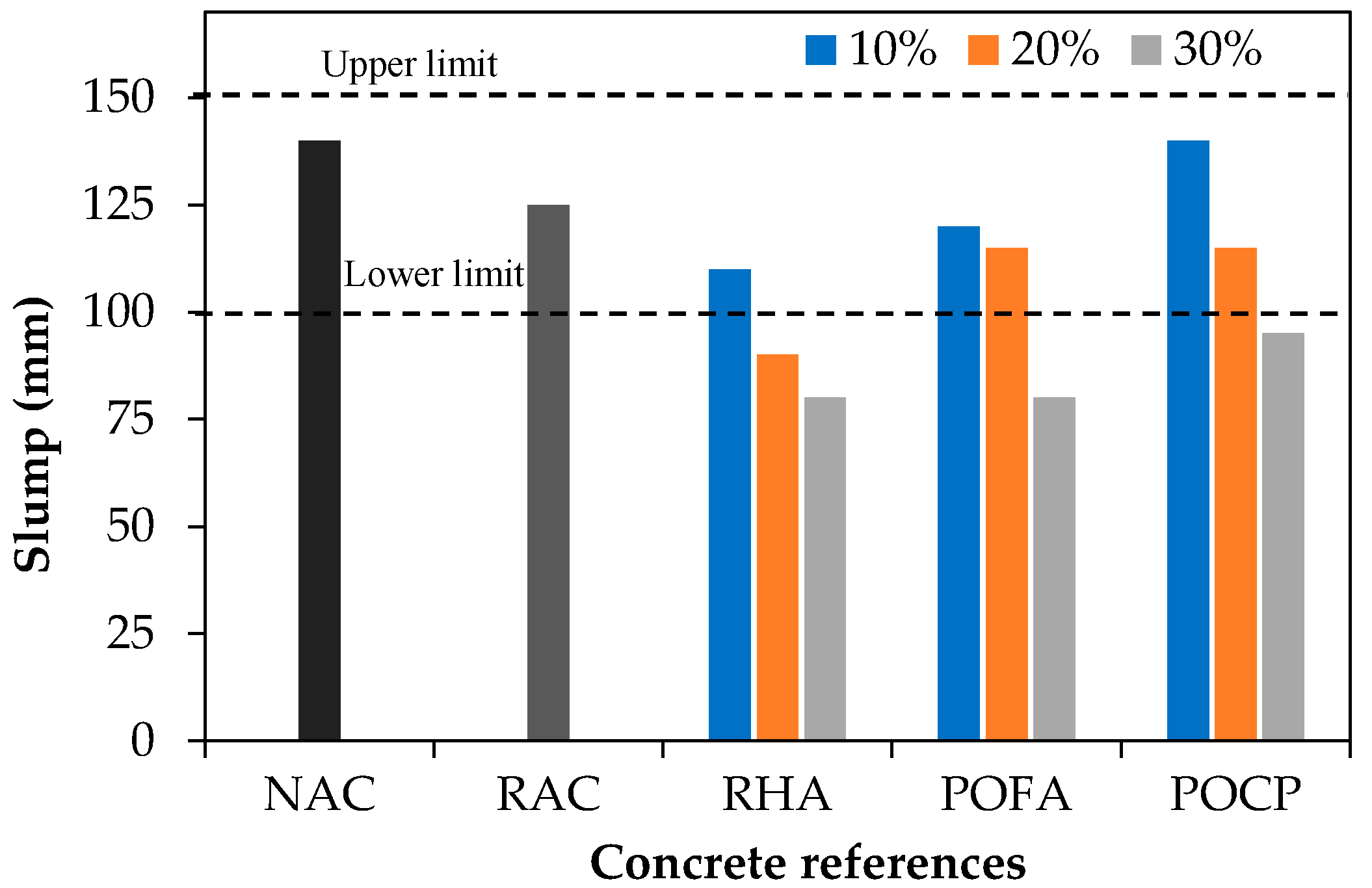
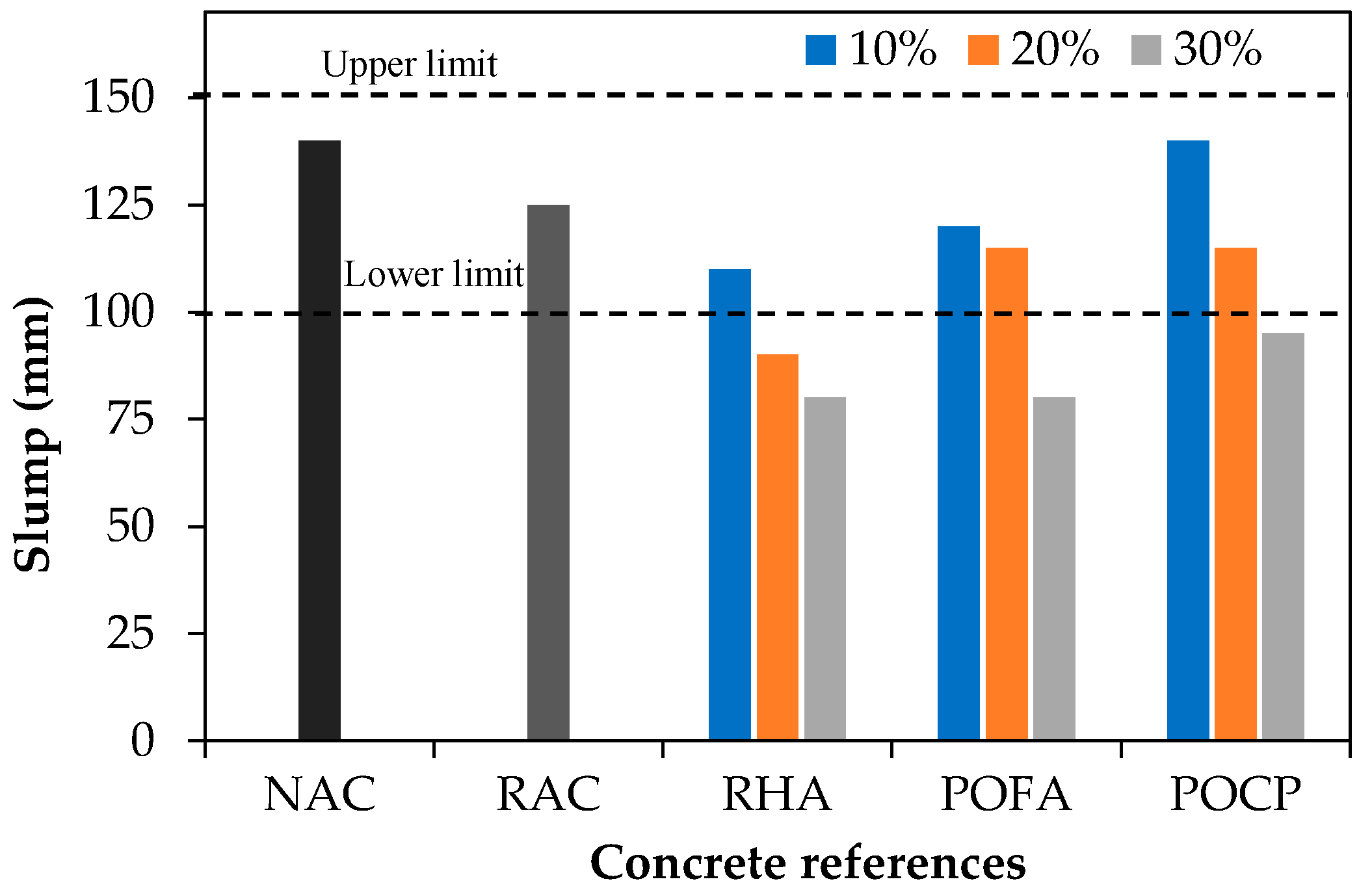
3.1. Workability
3.2. Fresh and Hardened Density
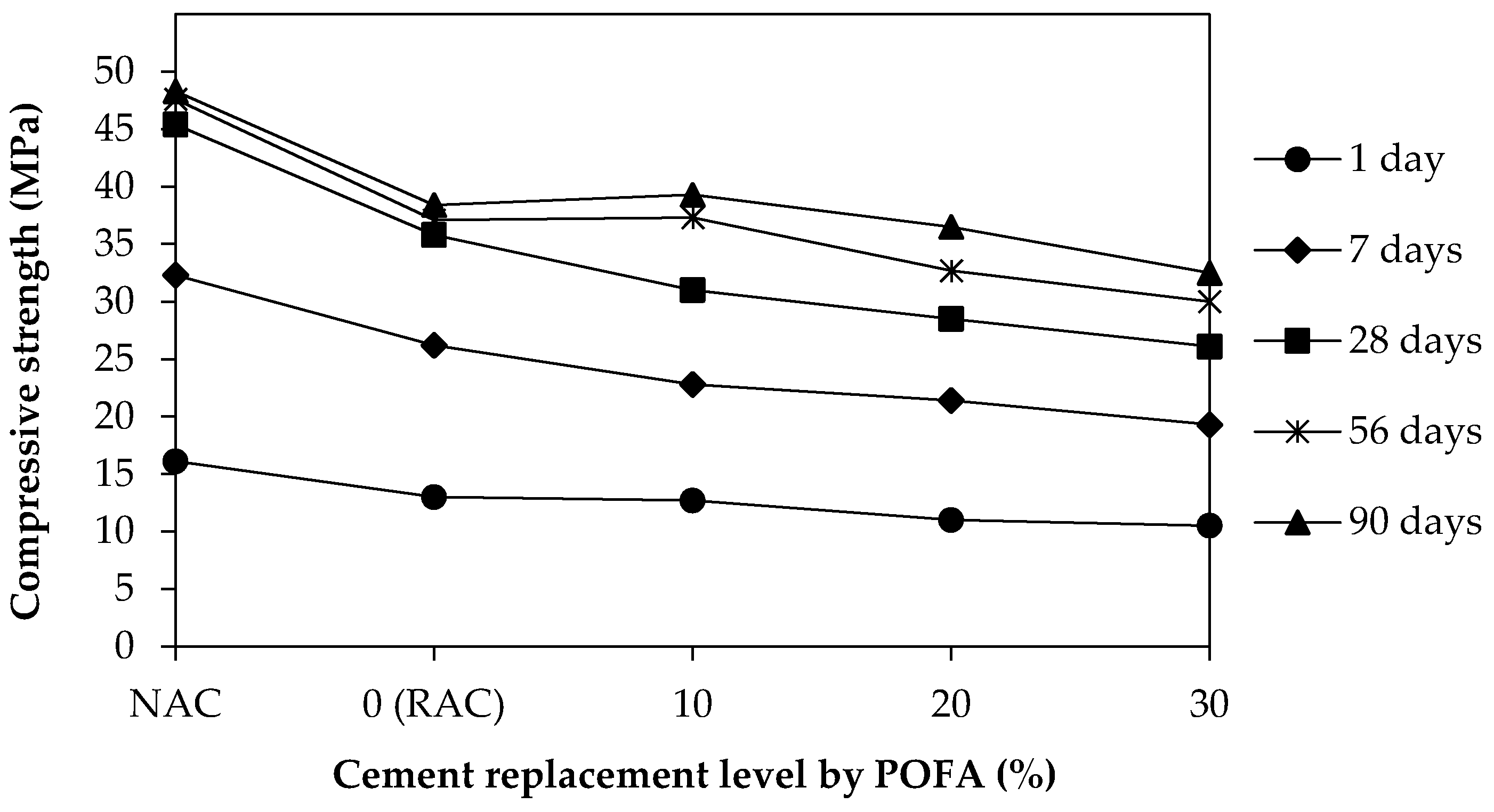
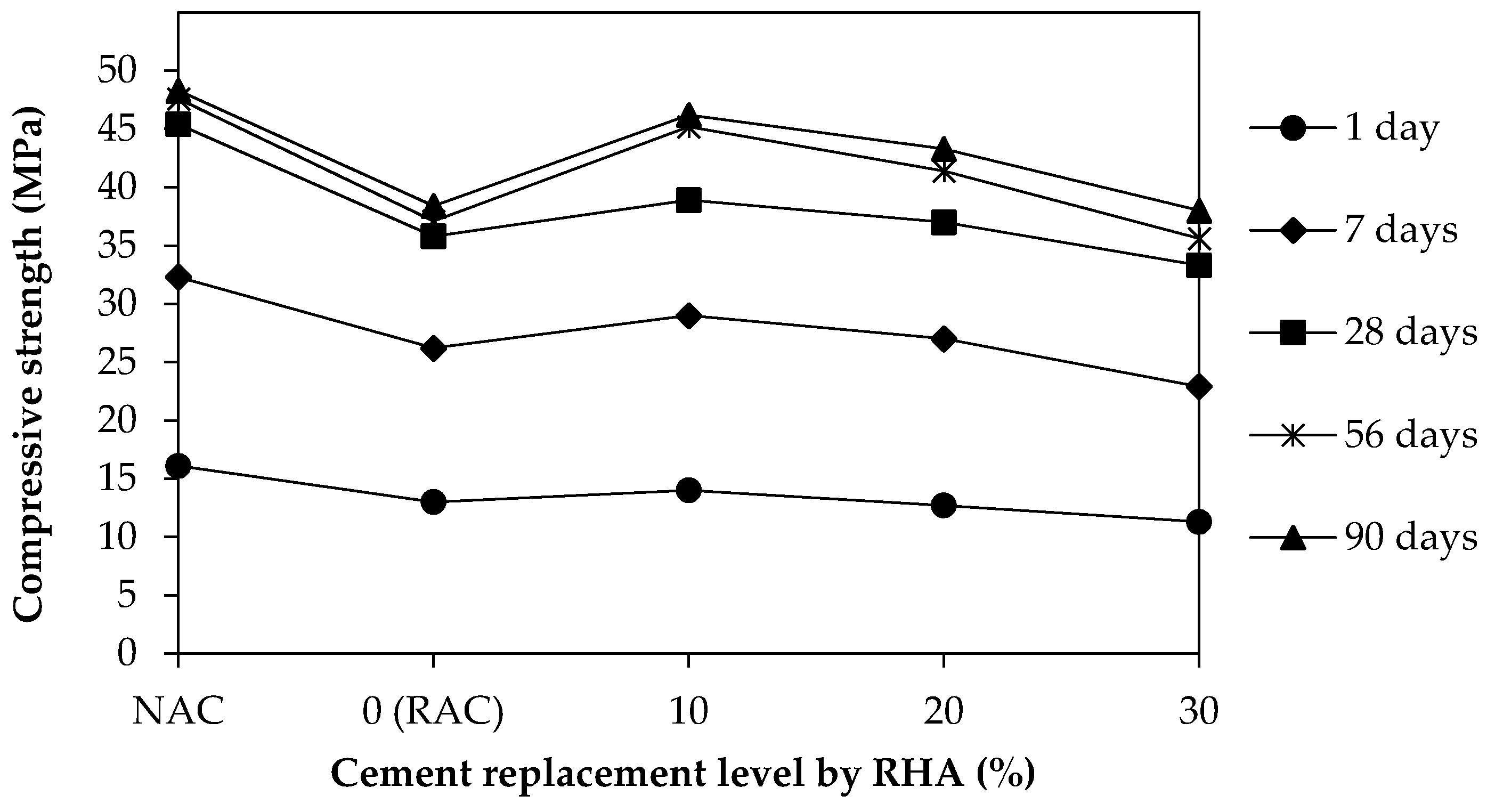
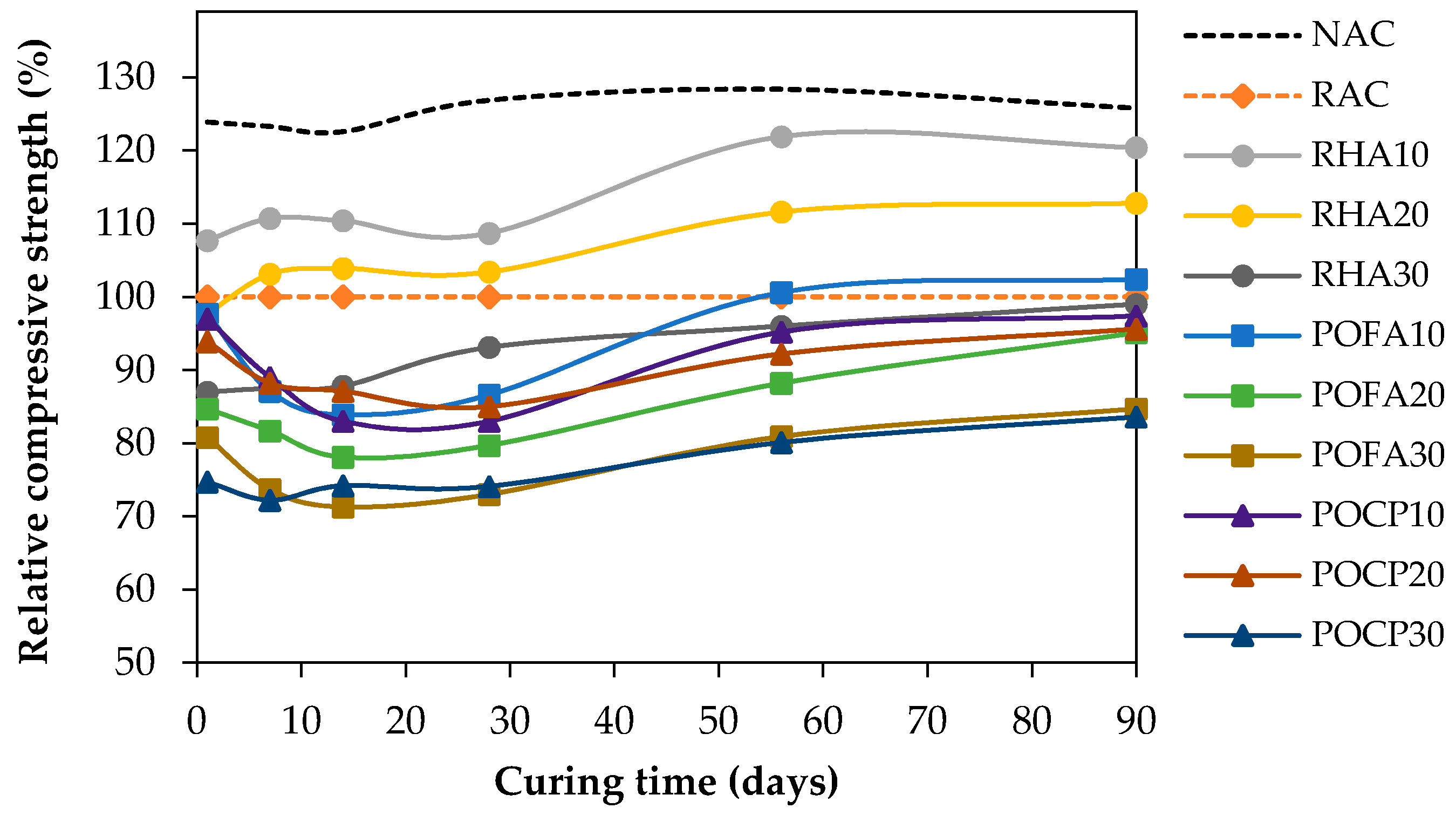
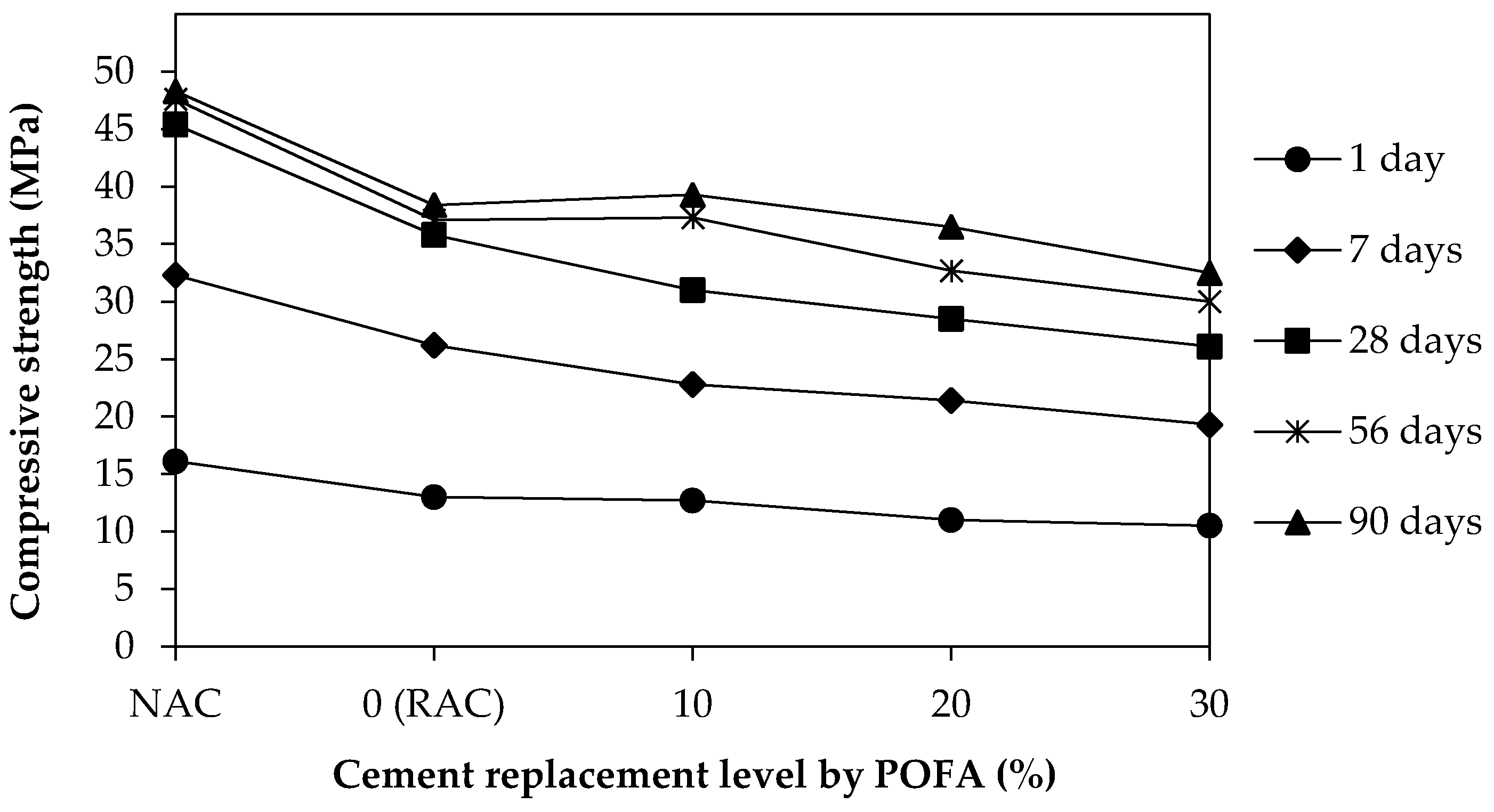
3.3. Compressive Strength Development
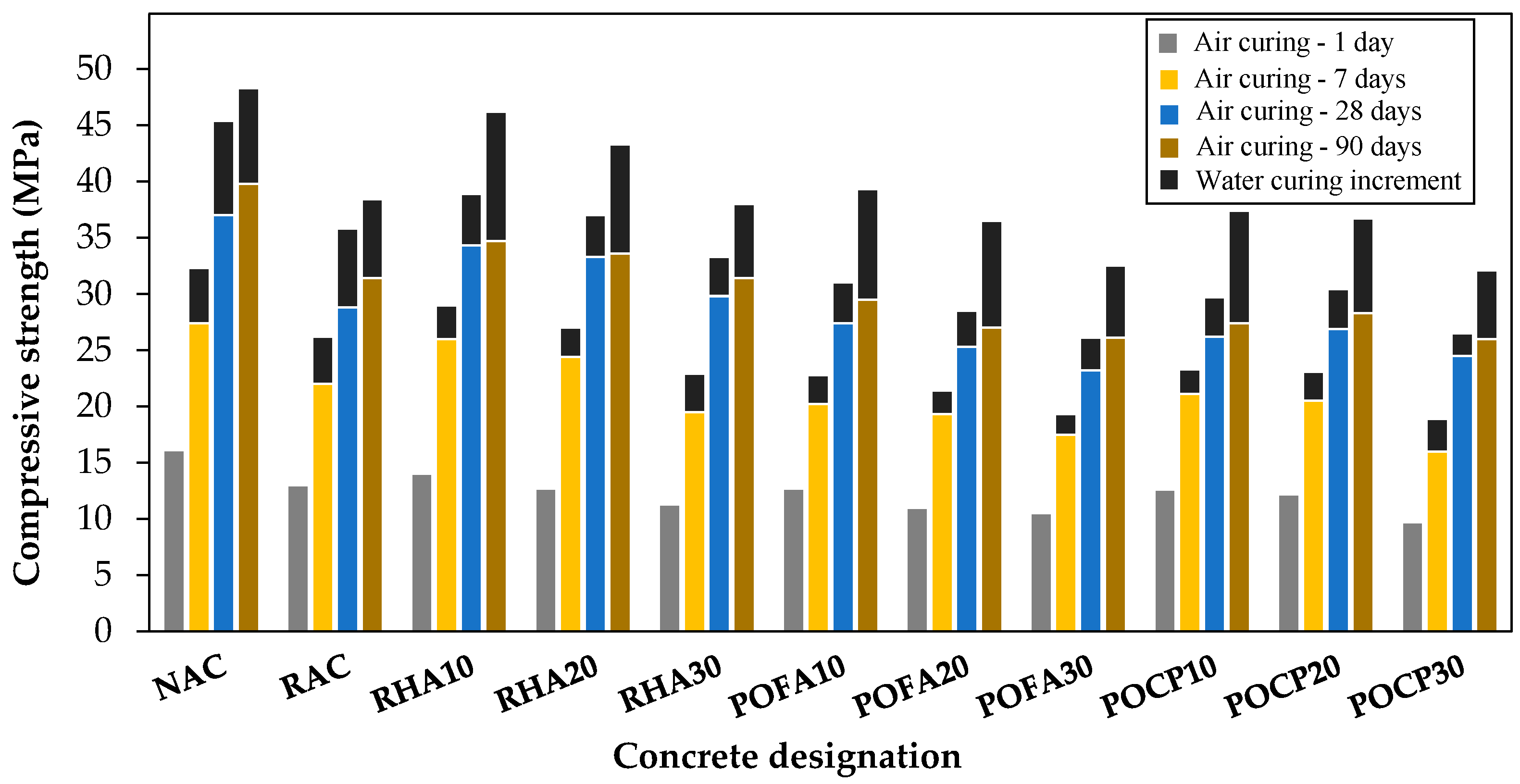
3.3.1. Effect of Water Curing
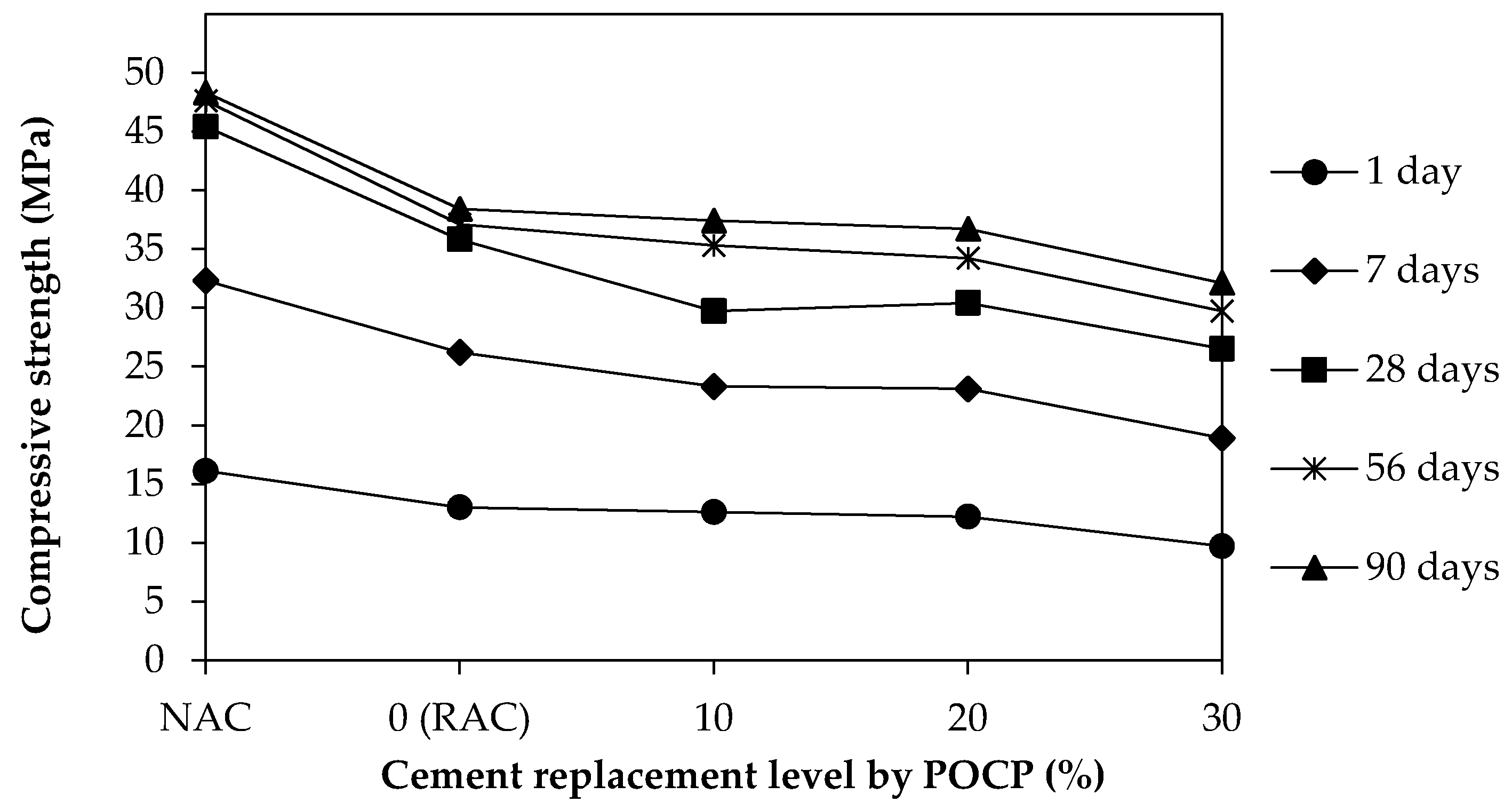
3.3.2. Effect of the Air Curing Condition
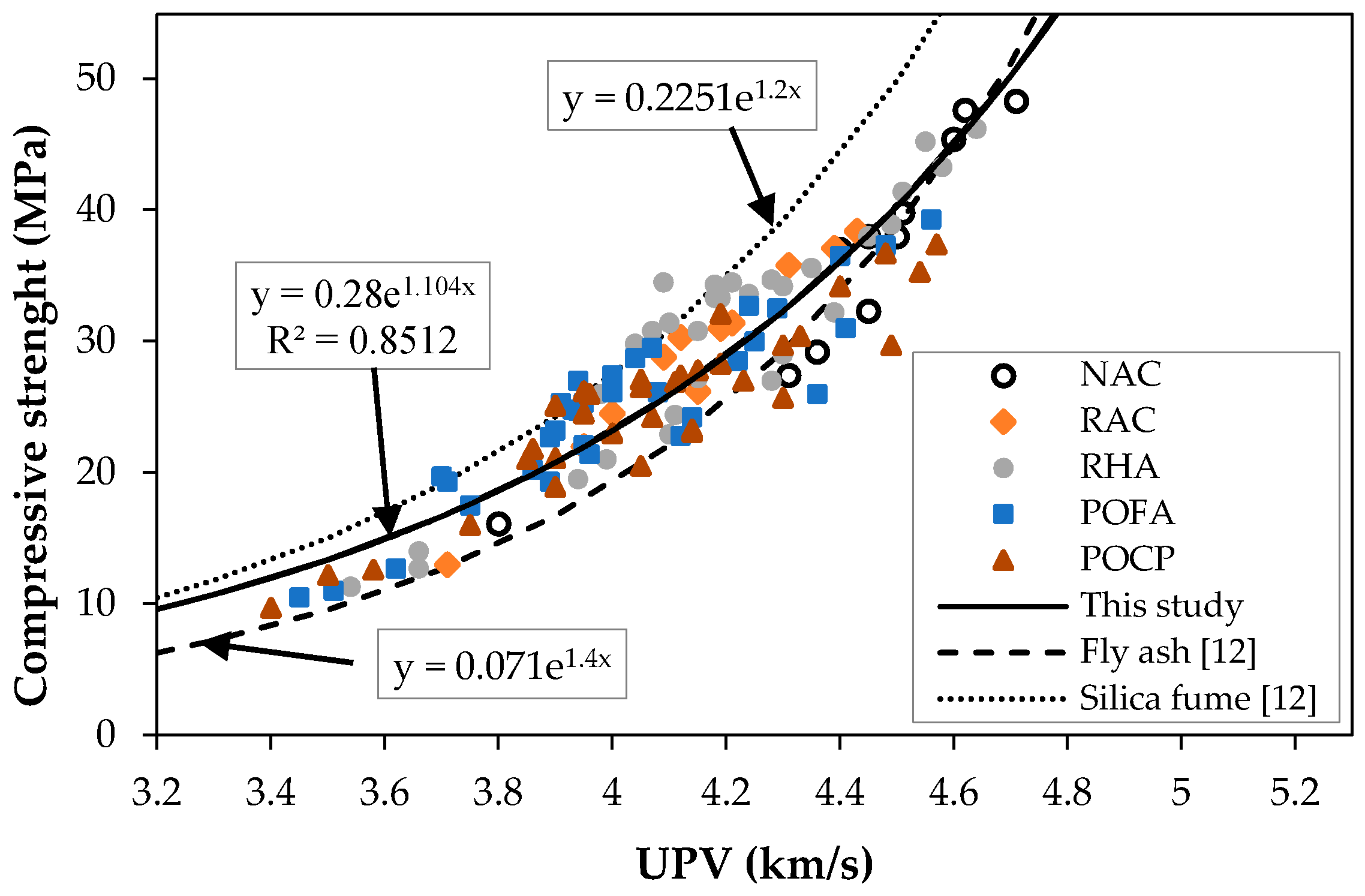
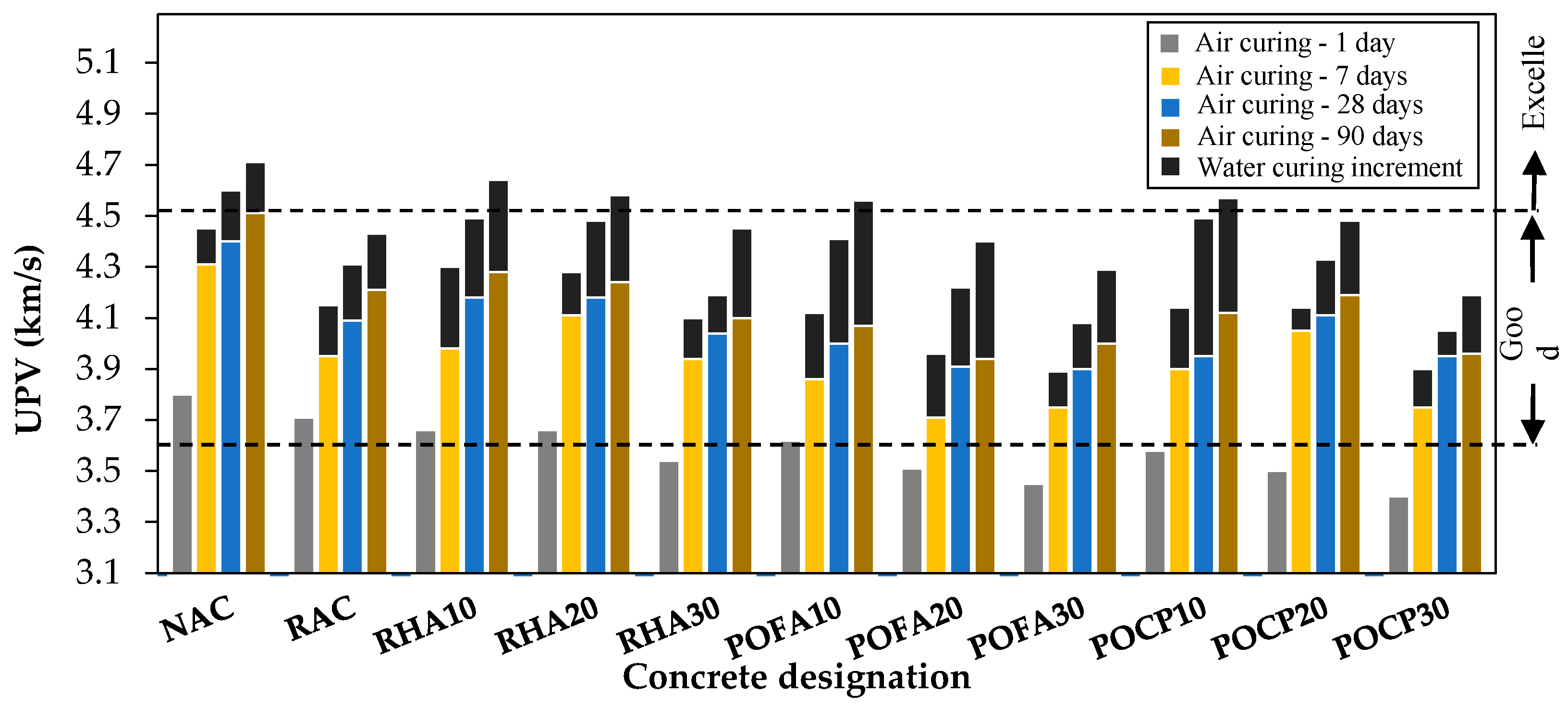
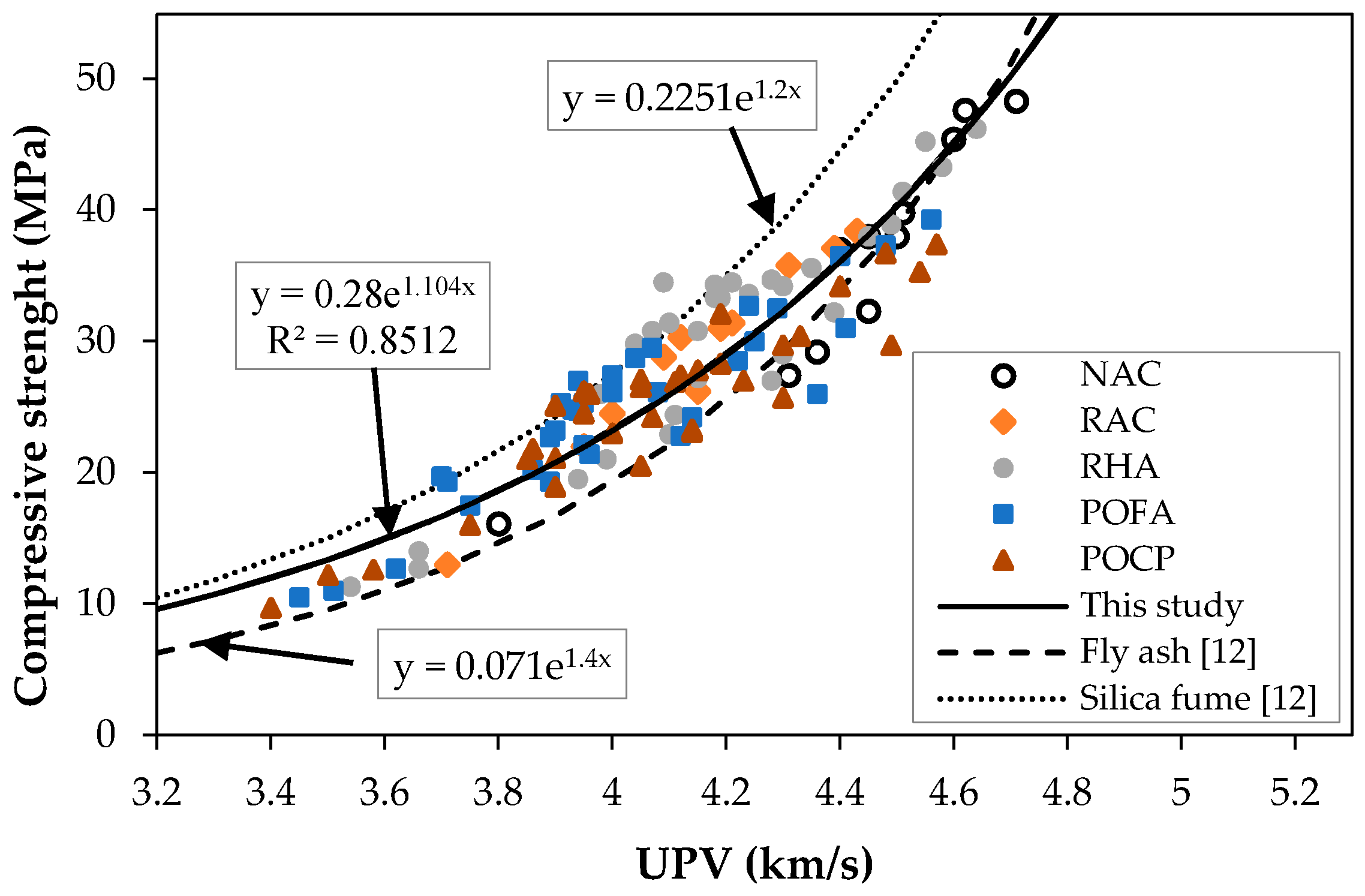
3.4. Ultrasonic Pulse Velocity
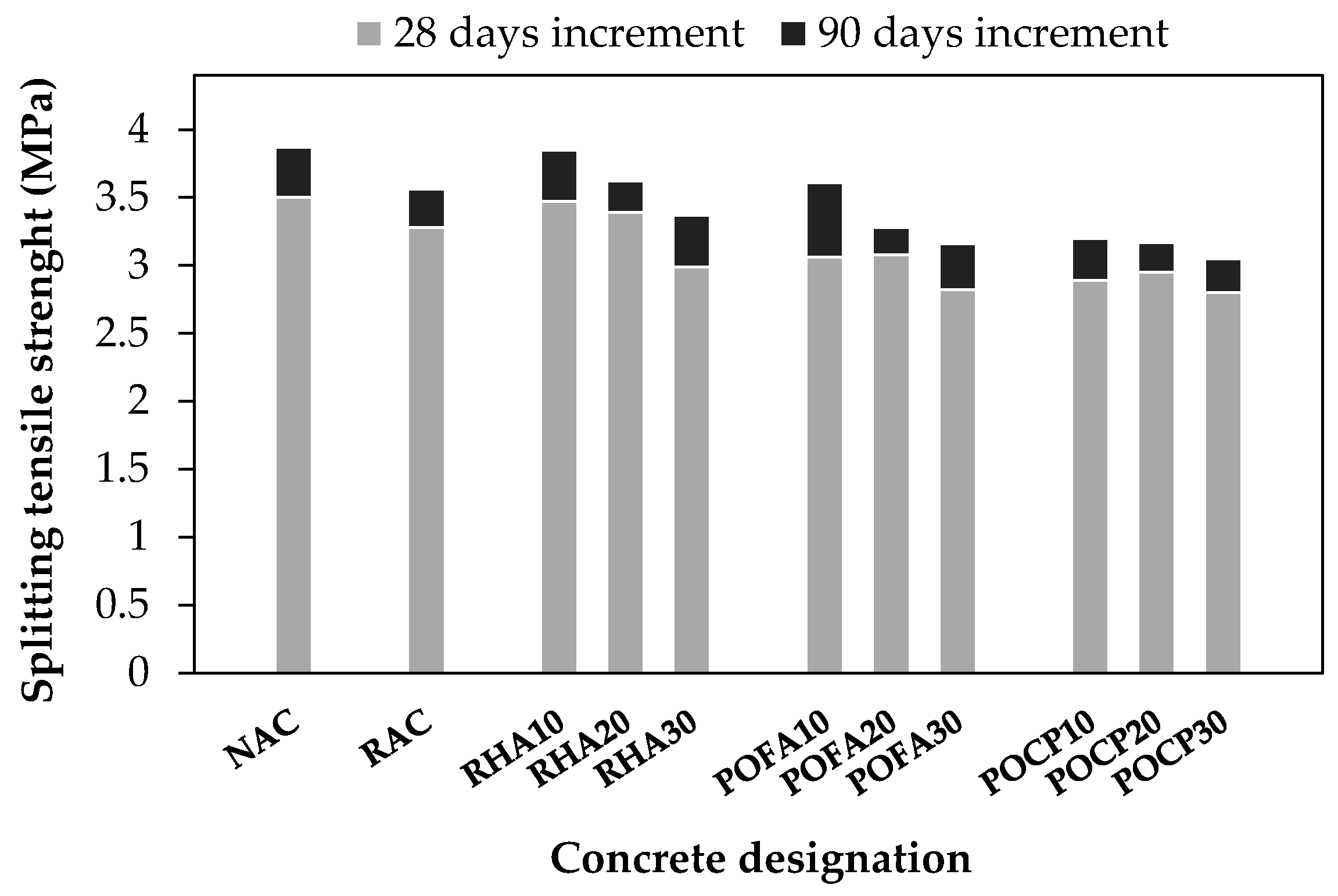
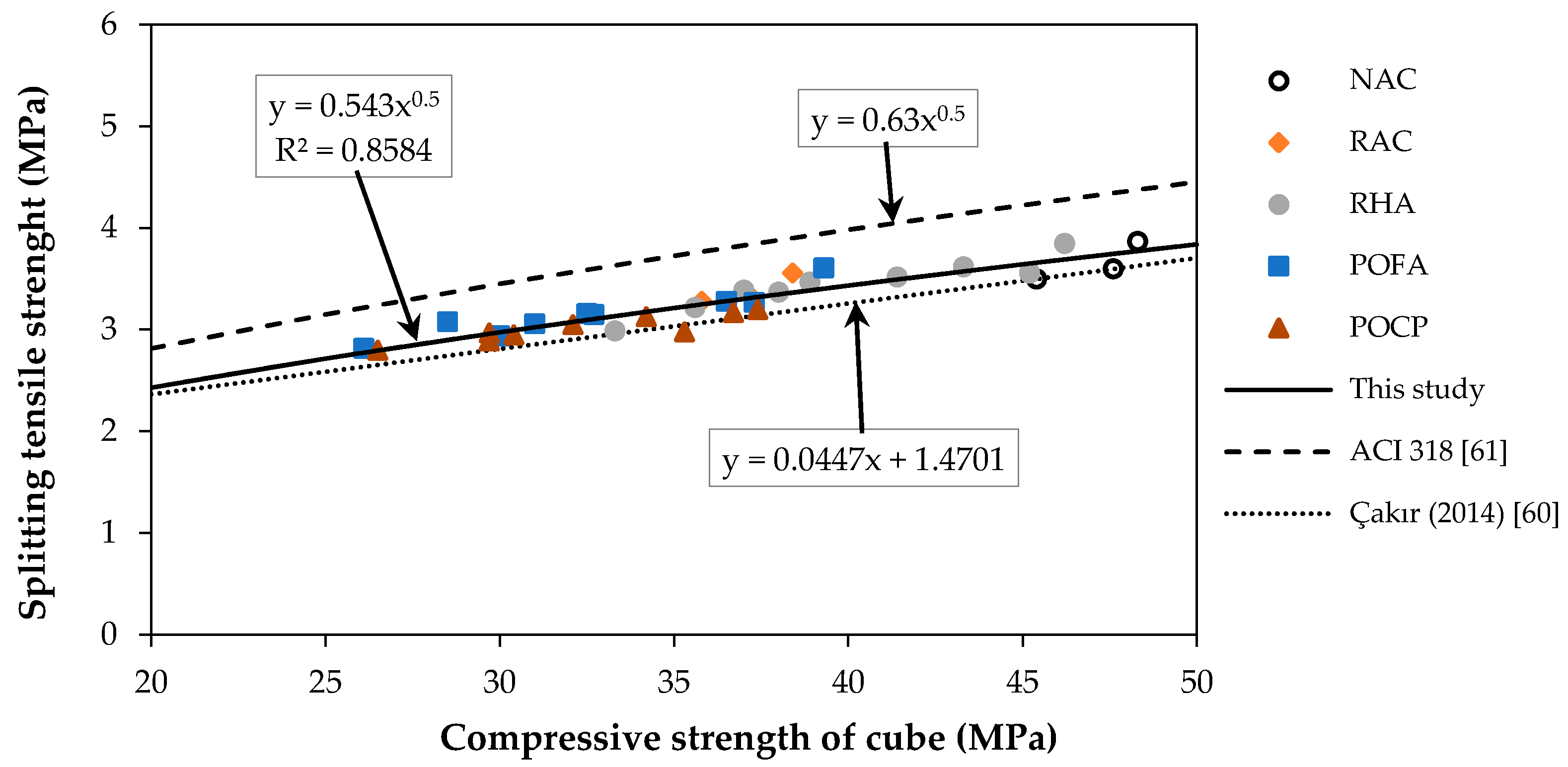
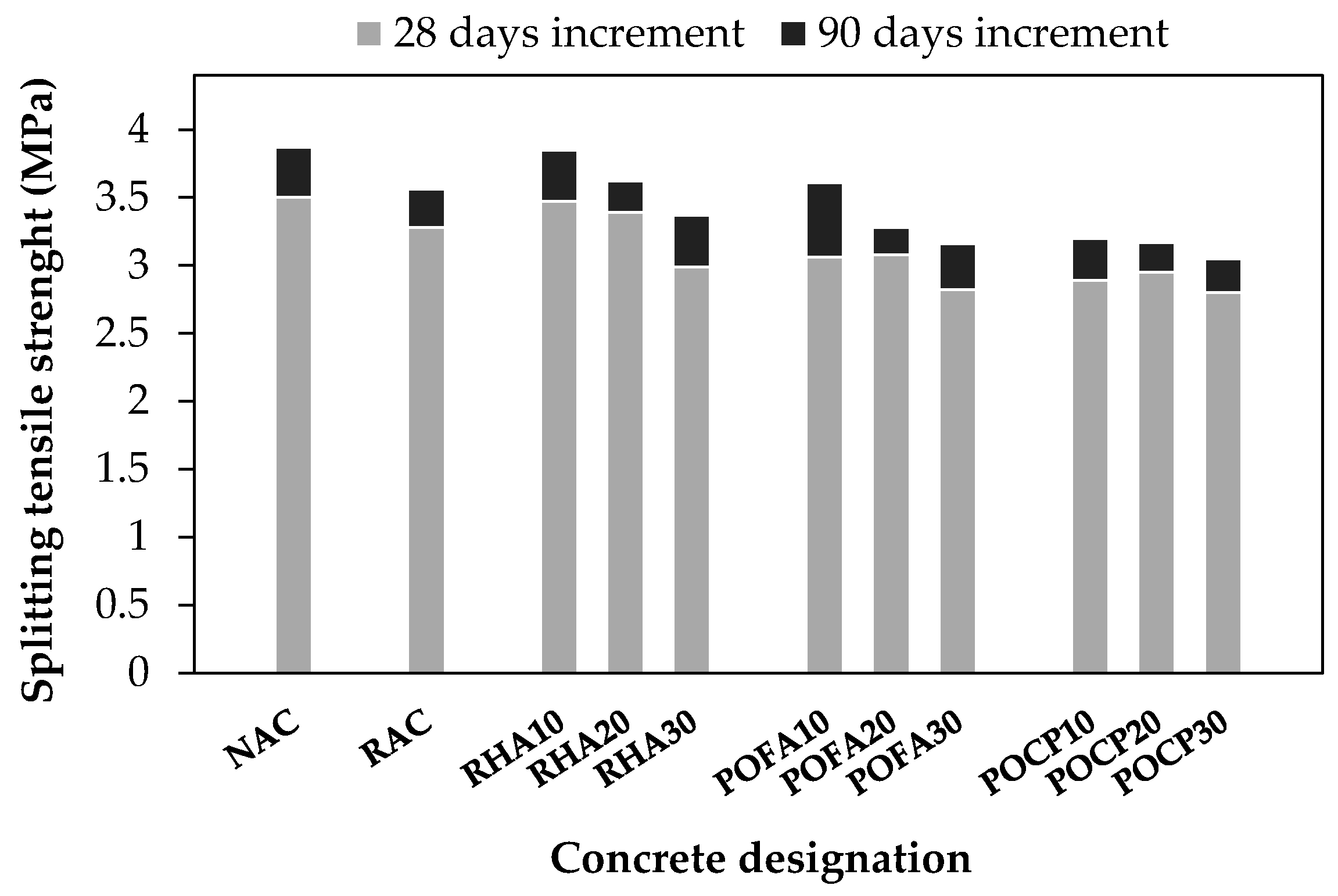
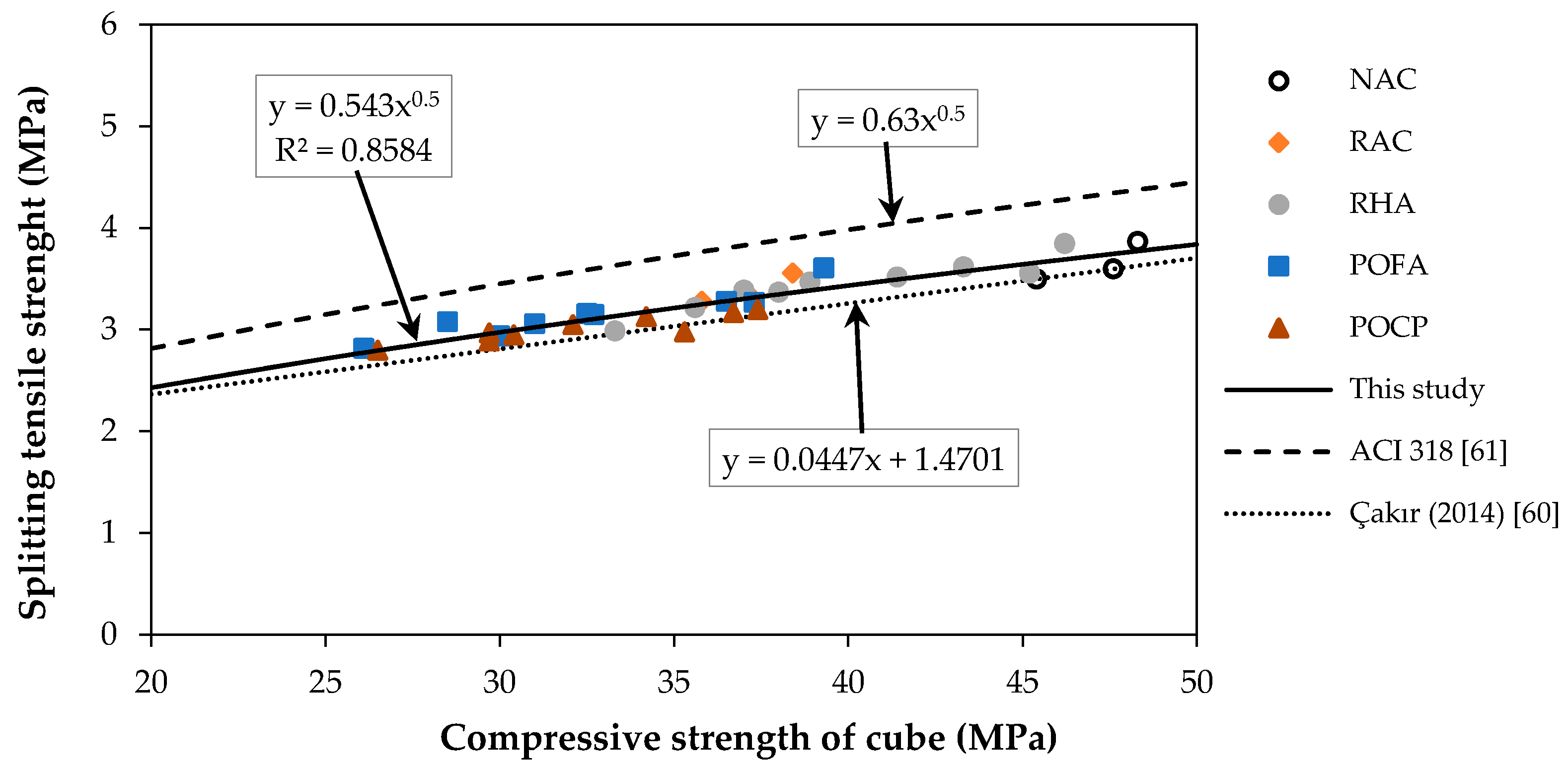
3.5. Splitting Tensile Strength
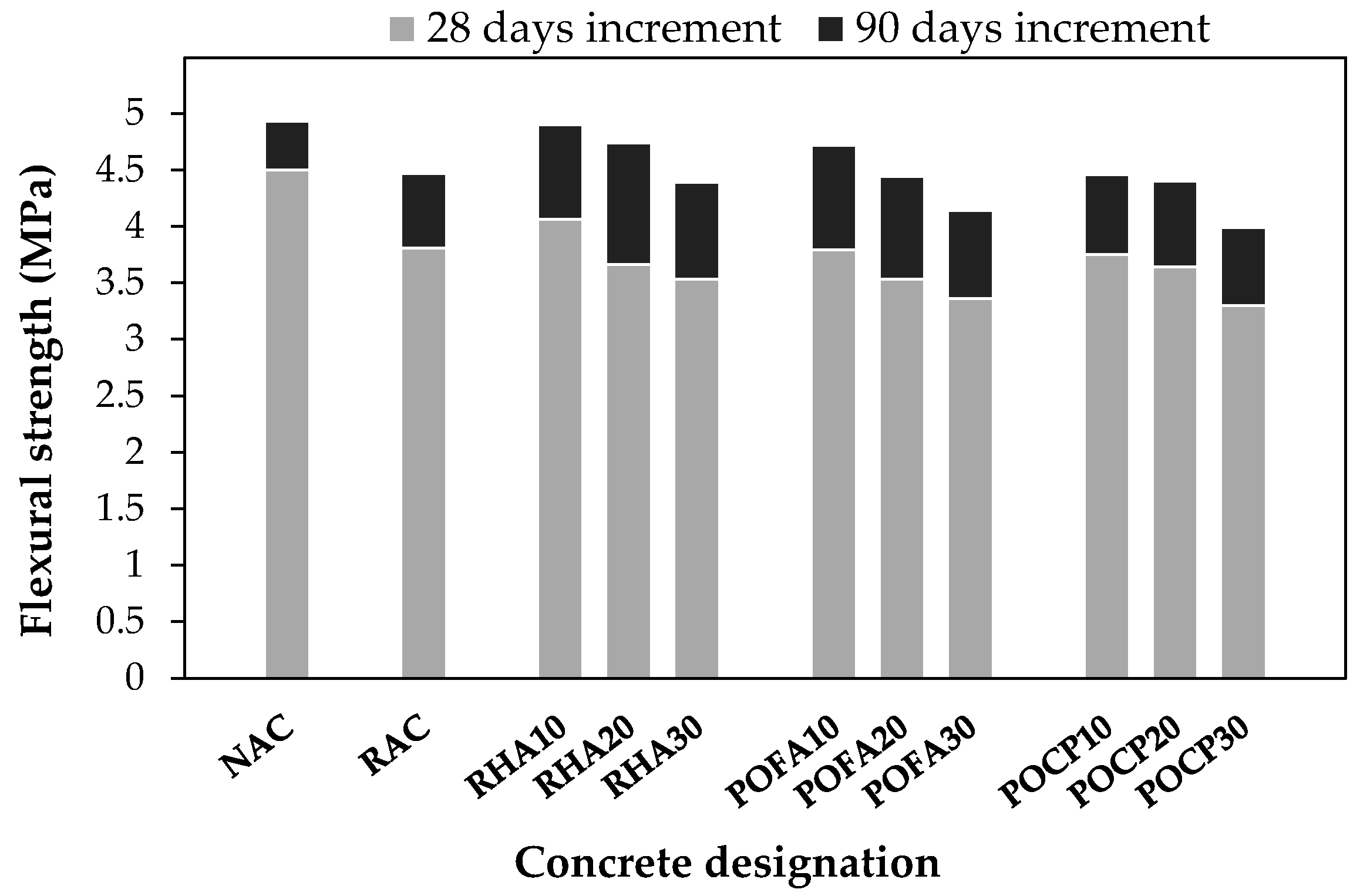
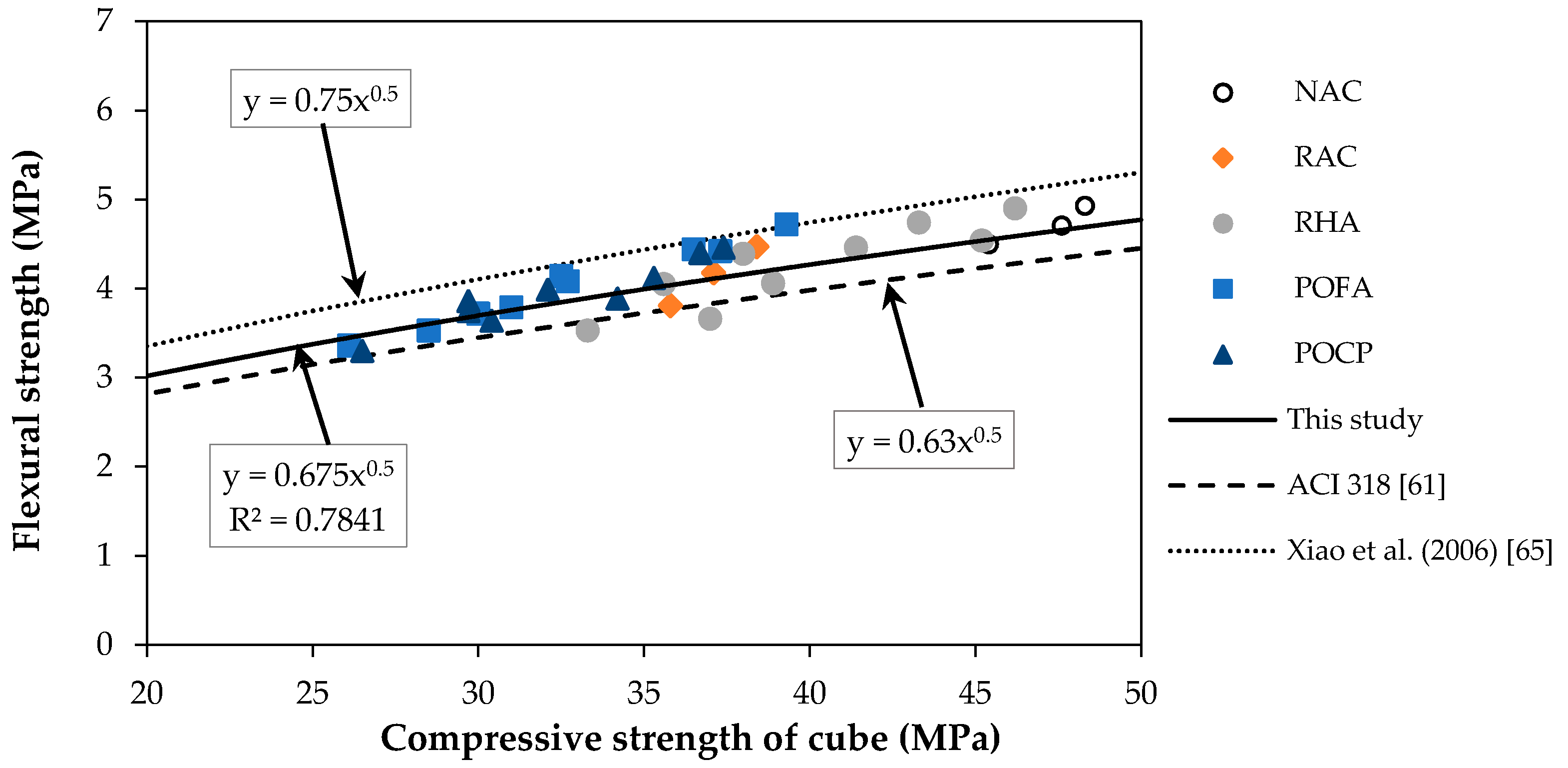
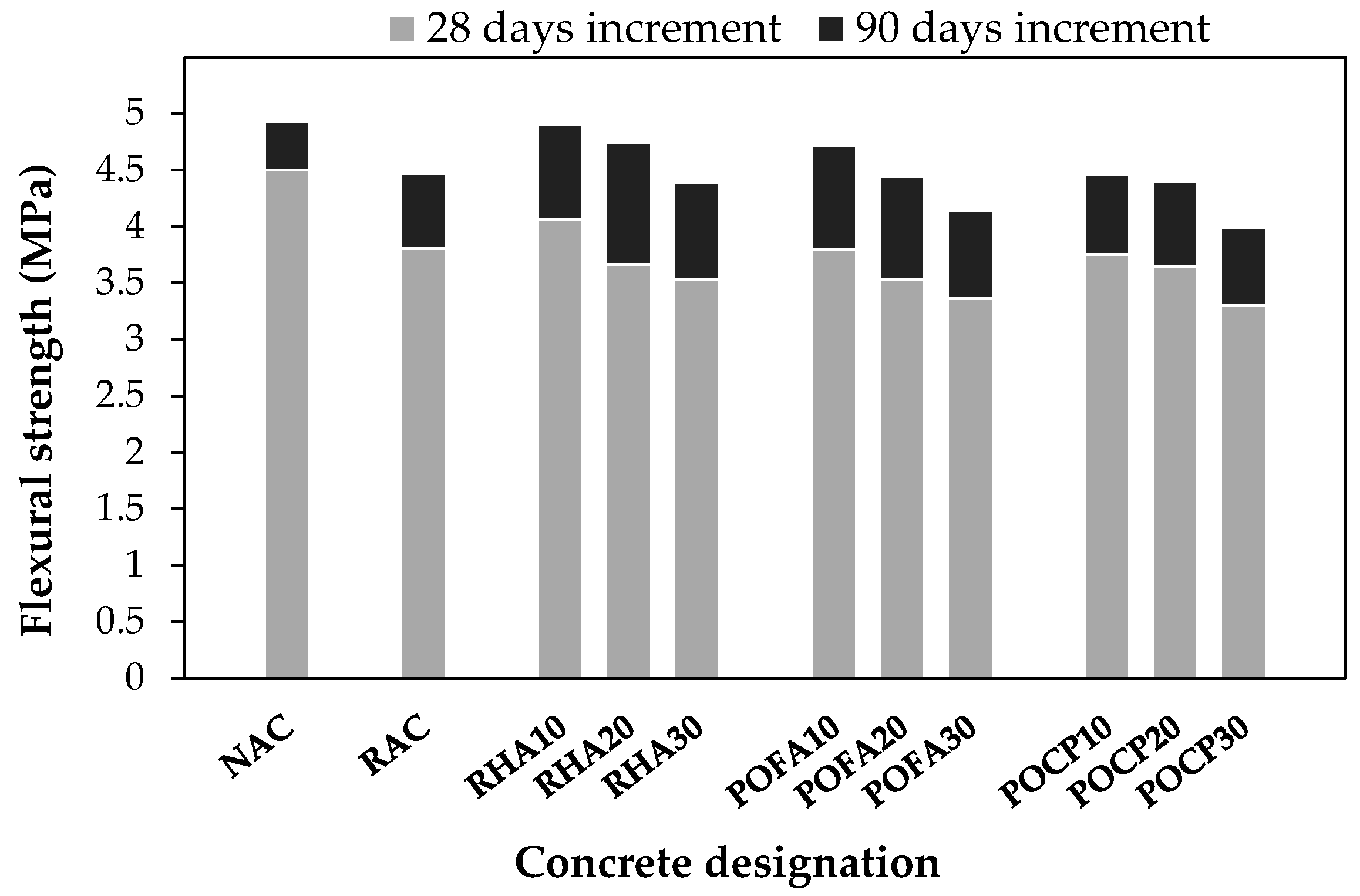
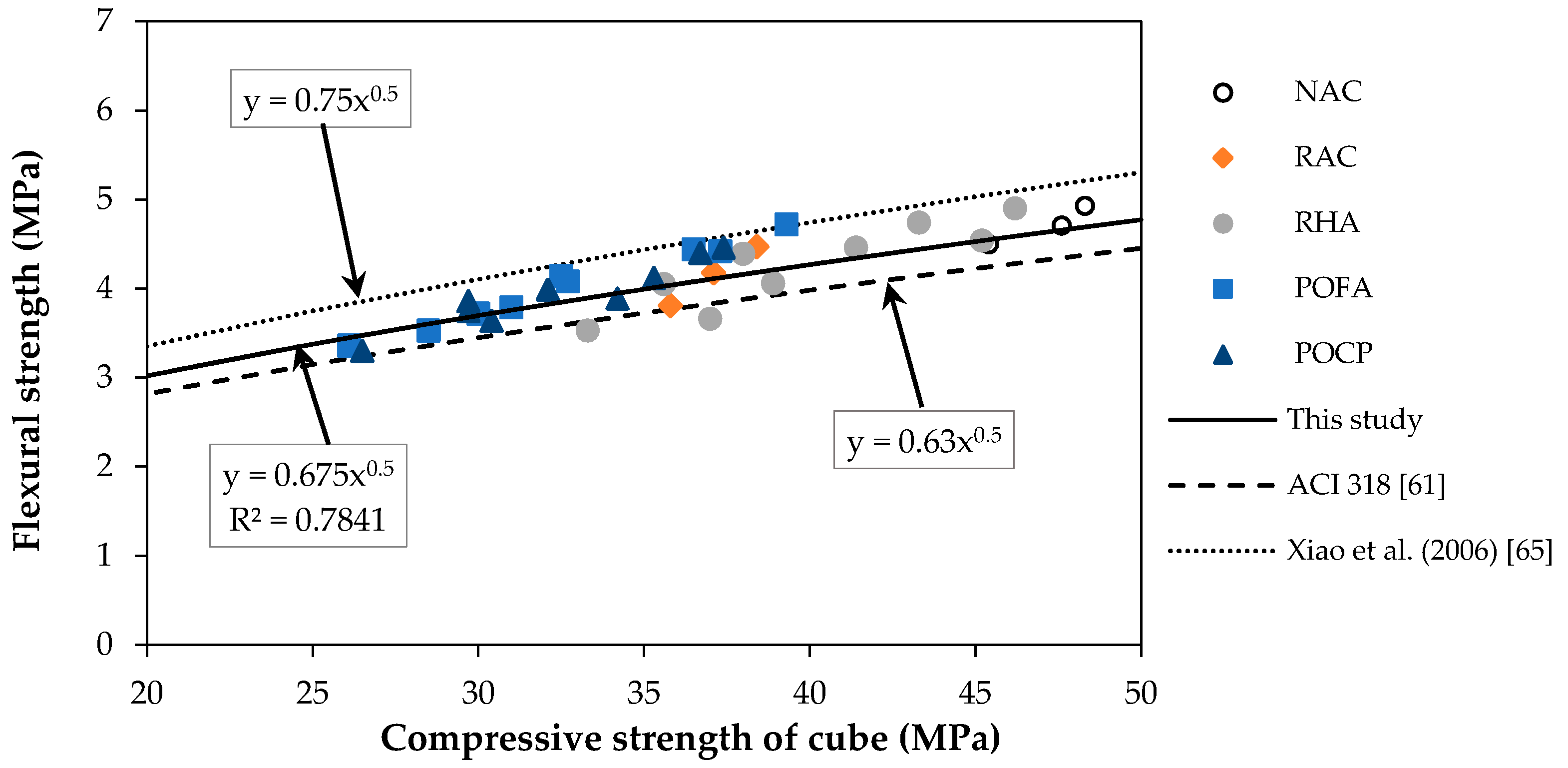
3.6. Flexural Strength
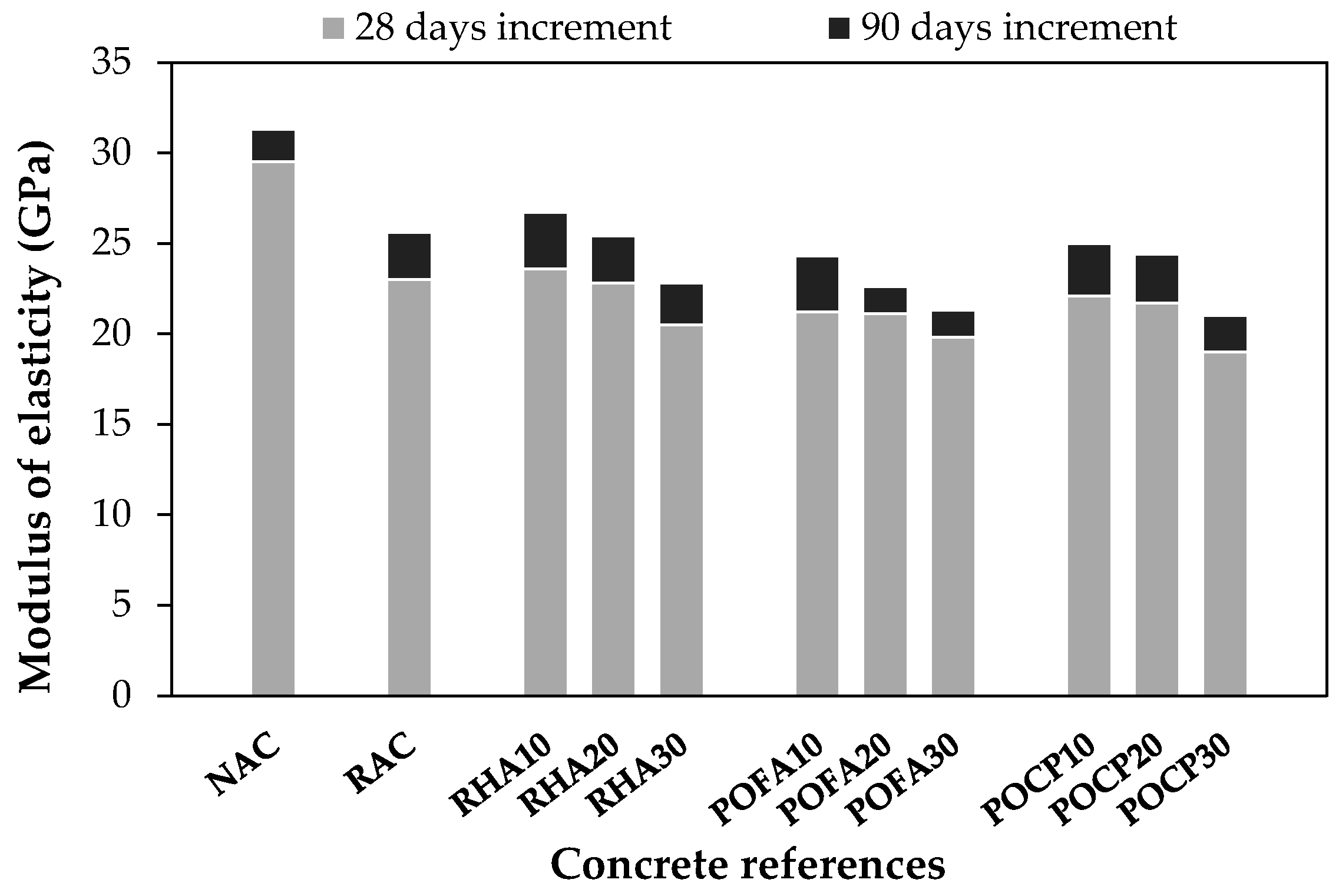
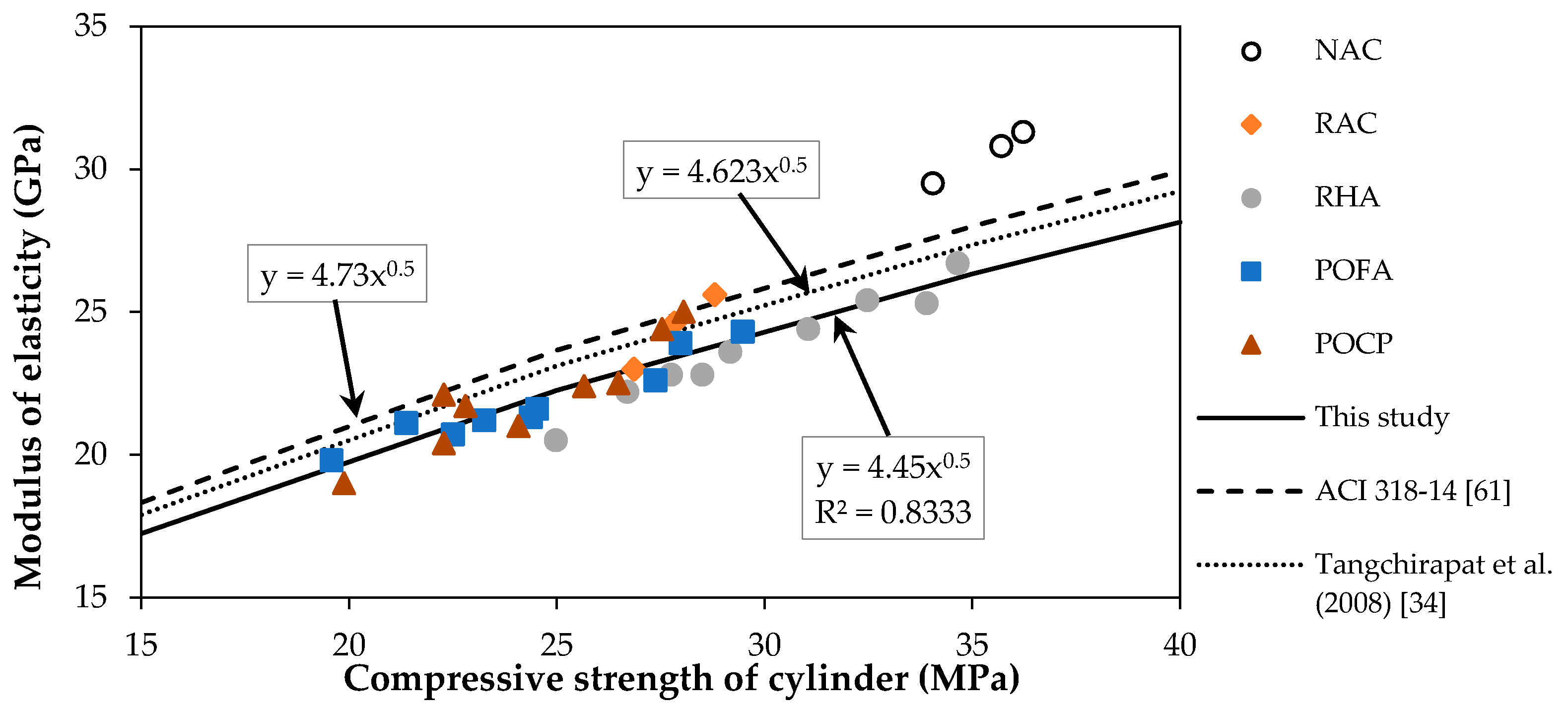
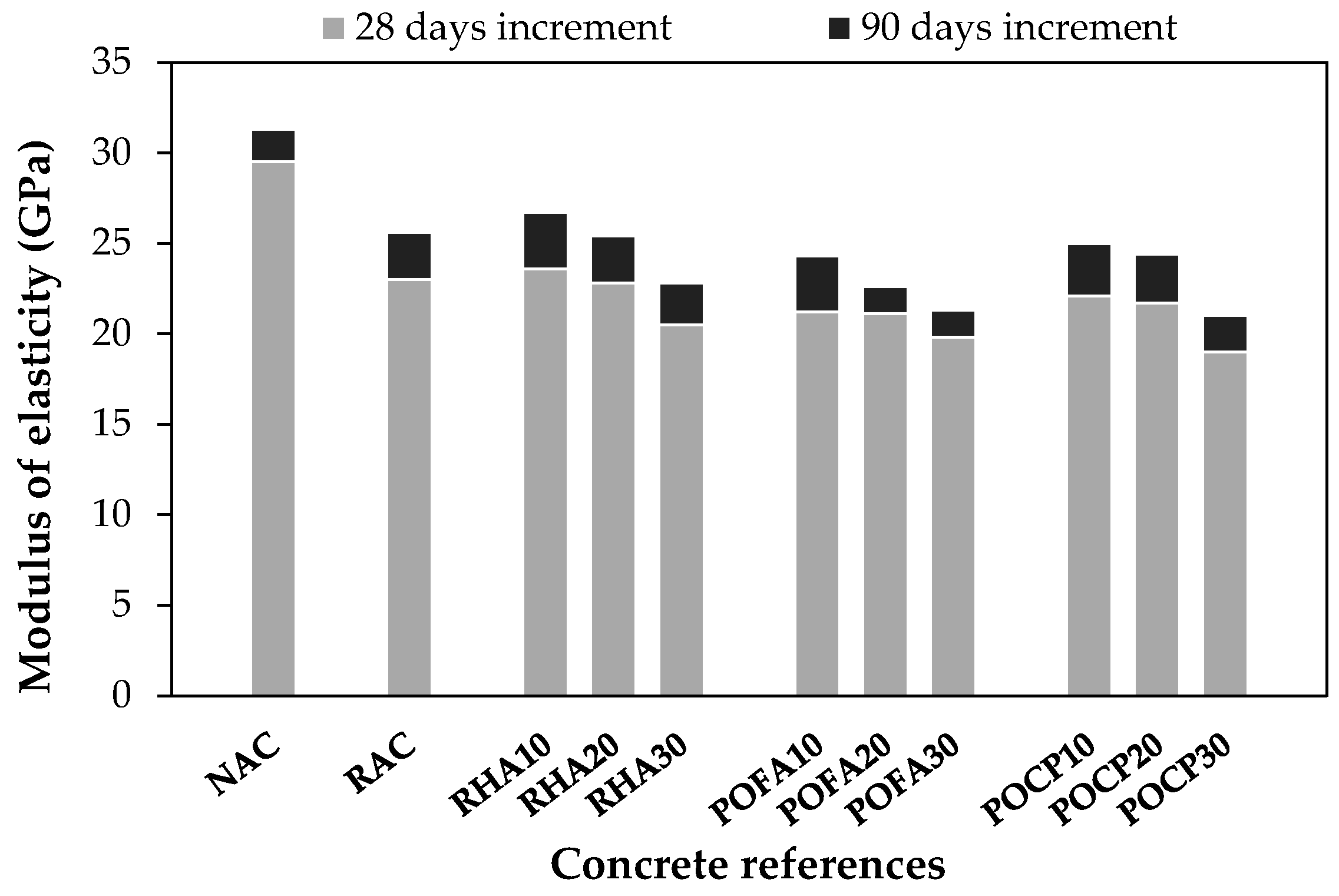
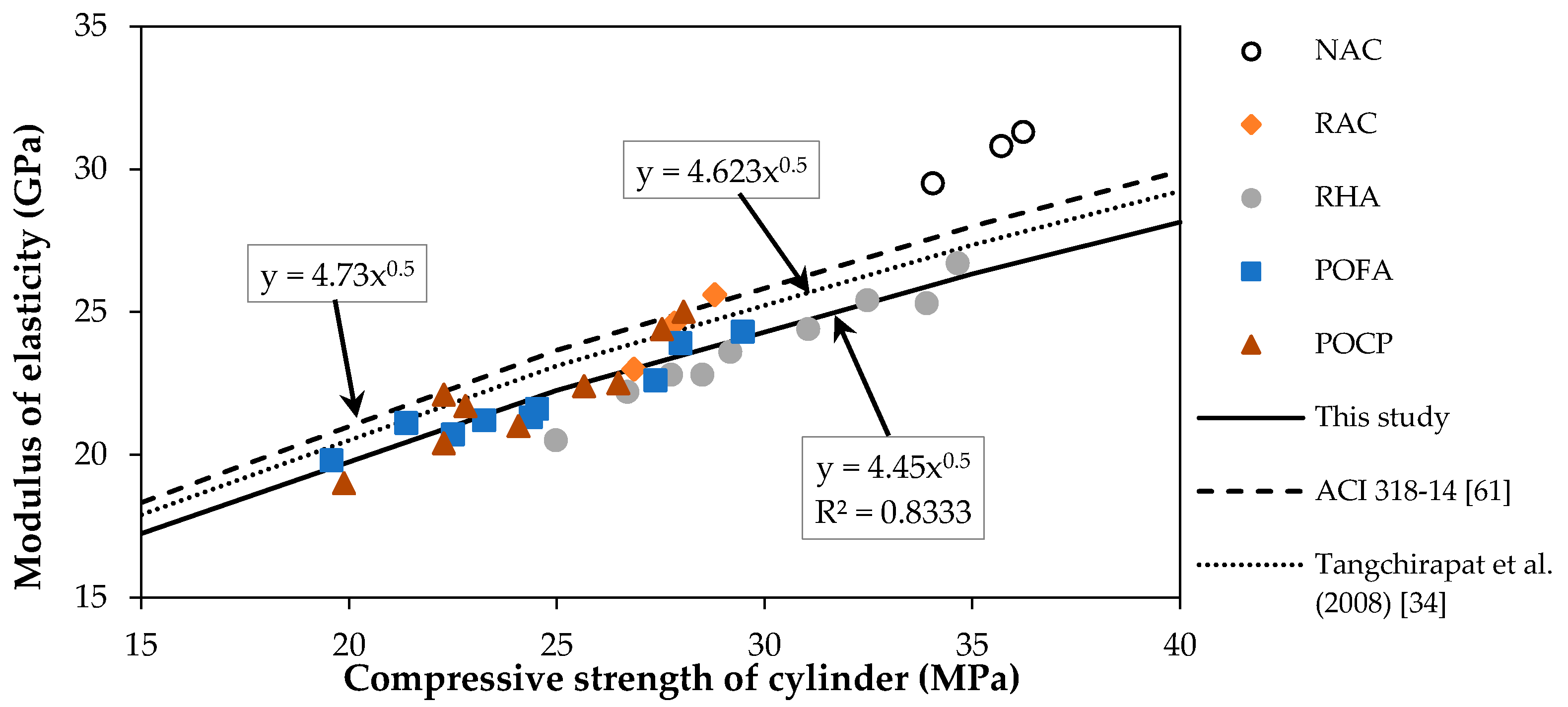
3.7. Modulus of Elasticity
4. Conclusions
- (1)
- The hardened properties decreased by 21%, 7%, 14% and 21% for compressive strength, splitting tensile strength, flexural strength and modulus of elasticity, respectively, when the normal aggregates were fully replaced by recycled aggregates.
- (2)
- The RHA, POFA and POCP with high fineness are reactive pozzolanic materials and can be utilized to achieve the required 30 MPa compressive strength for recycled aggregate concrete after 90 days of water curing by replacing the ordinary Portland cement at levels up to 30%.
- (3)
- The RHA improved the compressive strength of the concrete at all ages, whereas the beneficial effect of POFA and POCP has been noticed at the age of 90 days of water curing.
- (4)
- The splitting tensile strength and flexural strength of recycled aggregate concrete improved by utilization of RHA up to 20% and POFA at a replacement level of 10%.
- (5)
- The use of RHA, POFA and POCP in recycled aggregate concrete has no significant effect on the modulus of elasticity, where the elastic properties of the aggregate have a more significant effect on the concrete’s modulus of elasticity than the strength of the cement matrix.
- (6)
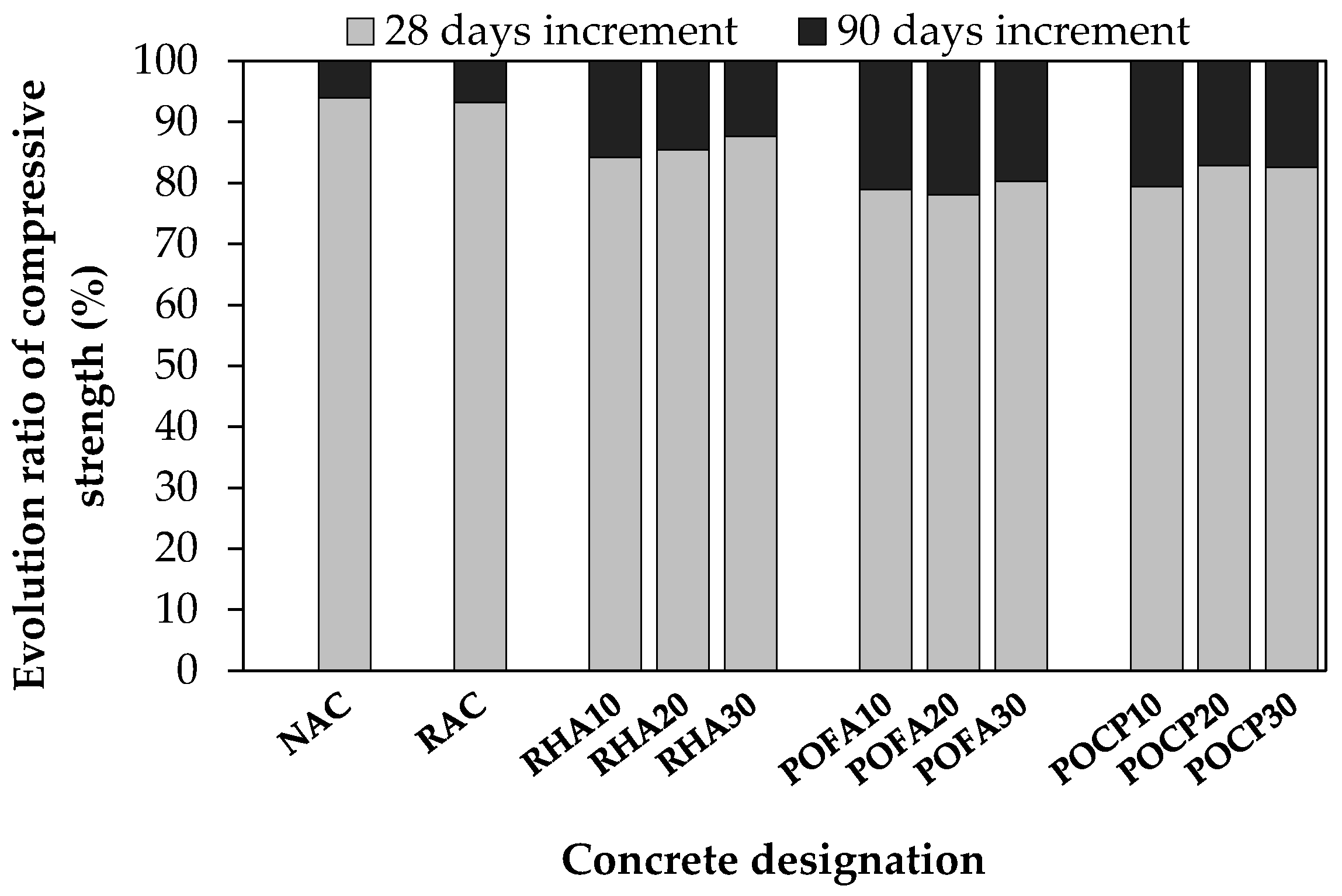
- Generally, the strength evolution between 28 days and 90 days was more prominent for concretes containing SCMs. For instance, the increments of compressive, splitting tensile and flexural strengths for concretes containing SCMs were found in the ranges of 12–22%, 6–15% and 16–23%, respectively, regardless of the type and ratio of SCM used in contrast to the corresponding increments of 6%, 8% and 14% for RAC mix without SCMs; this indicates that the pozzolanic reaction between SiO2 and Ca(OH)2 to form additional C-S-H gel takes place after a relatively long curing period of 90 days.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Celik, K.; Meral, C.; Gursel, A.P.; Mehta, P.K.; Horvath, A.; Monteiro, P.J. Mechanical properties, durability, and life-cycle assessment of self-consolidating concrete mixtures made with blended Portland cements containing fly ash and limestone powder. Cem. Concr. Compos. 2015, 56, 59–72. [Google Scholar] [CrossRef]
- Schneider, M.; Romer, M.; Tschudin, M.; Bolio, H. Sustainable cement production—Present and future. Cem. Concr. Res. 2011, 41, 642–650. [Google Scholar] [CrossRef]
- Benhelal, E.; Zahedi, G.; Shamsaei, E.; Bahadori, A. Global strategies and potentials to curb CO2 emissions in cement industry. J. Clean. Prod. 2013, 51, 142–161. [Google Scholar] [CrossRef]
- Shi, C.; Jiménez, A.F.; Palomo, A. New cements for the 21st century: The pursuit of an alternative to Portland cement. Cem. Concr. Res. 2011, 41, 750–763. [Google Scholar] [CrossRef]
- Damtoft, J.; Lukasik, J.; Herfort, D.; Sorrentino, D.; Gartner, E. Sustainable development and climate change initiatives. Cem. Concr. Res. 2008, 38, 115–127. [Google Scholar] [CrossRef]
- Wang, X.; Yang, Z.; Yates, J.; Jivkov, A.; Zhang, C. Monte Carlo simulations of mesoscale fracture modelling of concrete with random aggregates and pores. Constr. Build. Mater. 2015, 75, 35–45. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Effect of the quality of parent concrete on the properties of high performance recycled aggregate concrete. Constr. Build. Mater. 2015, 77, 501–508. [Google Scholar] [CrossRef]
- Sheen, Y.N.; Wang, H.Y.; Juang, Y.P.; Le, D.H. Assessment on the engineering properties of ready-mixed concrete using recycled aggregates. Constr. Build. Mater. 2013, 45, 298–305. [Google Scholar] [CrossRef]
- Malešev, M.; Radonjanin, V.; Marinković, S. Recycled concrete as aggregate for structural concrete production. Sustainability 2010, 2, 1204–1225. [Google Scholar] [CrossRef]
- Akça, K.R.; Çakır, Ö.; İpek, M. Properties of polypropylene fiber reinforced concrete using recycled aggregates. Constr. Build. Mater. 2015, 98, 620–630. [Google Scholar] [CrossRef]
- Safiuddin, M.; Alengaram, U.J.; Rahman, M.M.; Salam, M.A.; Jumaat, M.Z. Use of recycled concrete aggregate in concrete: A review. J. Civ. Eng. Manag. 2013, 19, 796–810. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S.; Agrela, F. Comparisons of natural and recycled aggregate concretes prepared with the addition of different mineral admixtures. Cem. Concr. Compos. 2011, 33, 788–795. [Google Scholar] [CrossRef]
- Limbachiya, M.; Meddah, M.S.; Ouchagour, Y. Use of recycled concrete aggregate in fly-ash concrete. Constr. Build. Mater. 2012, 27, 439–449. [Google Scholar] [CrossRef]
- Islam, M.M.U.; Mo, K.H.; Alengaram, U.J.; Jumaat, M.Z. Durability properties of sustainable concrete containing high volume palm oil waste materials. J. Clean. Prod. 2016, 137, 167–177. [Google Scholar] [CrossRef]
- Ahmmad, R.; Alengaram, U.J.; Jumaat, M.Z.; Sulong, N.R.; Yusuf, M.O.; Rehman, M.A. Feasibility study on the use of high volume palm oil clinker waste in environmental friendly lightweight concrete. Constr. Build. Mater. 2017, 135, 94–103. [Google Scholar] [CrossRef]
- Chao-Lung, H.; le Anh-Tuan, B.; Chun-Tsun, C. Effect of rice husk ash on the strength and durability characteristics of concrete. Constr. Build. Mater. 2011, 25, 3768–3772. [Google Scholar] [CrossRef]
- Mo, K.H.; Ling, T.C.; Alengaram, U.J.; Yap, S.P.; Yuen, C.W. Overview of supplementary cementitious materials usage in lightweight aggregate concrete. Constr. Build. Mater. 2017, 139, 403–418. [Google Scholar] [CrossRef]
- FAOSTAT. Food and Agriculture Organization of the United Nations Statistic Division (FAOSTAT) Domains—Crops: Rice paddy, Production Quantity, World Total. 2012. Available online: http://www.fao.org/faostat/en/#data/QC (accessed on 10 February 2017).
- Rozainee, M.; Ngo, S.; Salema, A.A.; Tan, K. Fluidized bed combustion of rice husk to produce amorphous siliceous ash. Energy Sustain. Dev. 2008, 12, 33–42. [Google Scholar] [CrossRef]
- United States Department of Agriculture. Census of Agriculture: United States Summary and State Data; Volume 1, Geographic Area Series, Part 51. Available online: https://www.agcensus.usda.gov/Publications/2012/Full_Report/Volume_1,_Chapter_1_US/usv1.pdf (accessed on 10 February 2017).
- Gursel, A.P.; Maryman, H.; Ostertag, C. A life-cycle approach to environmental, mechanical, and durability properties of “green” concrete mixes with rice husk ash. J. Clean. Prod. 2016, 112, 823–836. [Google Scholar] [CrossRef]
- Ziegler, D.; Formia, A.; Tulliani, J.M.; Palmero, P. Environmentally-Friendly Dense and Porous Geopolymers Using Fly Ash and Rice Husk Ash as Raw Materials. Materials 2016, 9, 466. [Google Scholar] [CrossRef]
- Karim, M.R.; Hossain, M.M.; Khan, M.N.N.; Zain, M.F.M.; Jamil, M.; Lai, F.C. On the utilization of pozzolanic wastes as an alternative resource of cement. Materials 2014, 7, 7809–7827. [Google Scholar] [CrossRef]
- Sata, V.; Jaturapitakkul, C.; Kiattikomol, K. Influence of pozzolan from various by-product materials on mechanical properties of high-strength concrete. Constr. Build. Mater. 2007, 21, 1589–1598. [Google Scholar] [CrossRef]
- Nagaratnam, B.H.; Rahman, M.E.; Mirasa, A.K.; Mannan, M.A.; Lame, S.O. Workability and heat of hydration of self-compacting concrete incorporating agro-industrial waste. J. Clean. Prod. 2016, 112, 882–894. [Google Scholar] [CrossRef]
- Yusoff, S. Renewable energy from palm oil-innovation on effective utilization of waste. J. Clean. Prod. 2006, 14, 87–93. [Google Scholar] [CrossRef]
- Mohammed, M.; Salmiaton, A.; Azlina, W.W.; Amran, M.M.; Fakhru’l-Razi, A.; Taufiq-Yap, Y. Hydrogen rich gas from oil palm biomass as a potential source of renewable energy in Malaysia. Renew. Sustain. Energy Rev. 2011, 15, 1258–1270. [Google Scholar] [CrossRef]
- Alengaram, U.J.; Mohottige, N.H.; Wu, C.; Jumaat, M.Z.; Poh, Y.S.; Wang, Z. Response of oil palm shell concrete slabs subjected to quasi-static and blast loads. Constr. Build. Mater. 2016, 116, 391–402. [Google Scholar] [CrossRef]
- Bashar, I.I.; Alengaram, U.J.; Jumaat, M.Z.; Islam, A.; Santhi, H.; Sharmin, A. Engineering properties and fracture behaviour of high volume palm oil fuel ash based fibre reinforced geopolymer concrete. Constr. Build. Mater. 2016, 111, 286–297. [Google Scholar] [CrossRef]
- Ranjbar, N.; Behnia, A.; Alsubari, B.; Birgani, P.M.; Jumaat, M.Z. Durability and mechanical properties of self-compacting concrete incorporating palm oil fuel ash. J. Clean. Prod. 2016, 112, 723–730. [Google Scholar] [CrossRef]
- Safiuddin, M.; Raman, S.N.; Abdus Salam, M.; Jumaat, M.Z. Modeling of compressive strength for self-consolidating high-strength concrete incorporating palm oil fuel ash. Materials 2016, 9, 396. [Google Scholar] [CrossRef]
- Johari, M.M.; Zeyad, A.; Bunnori, N.M.; Ariffin, K. Engineering and transport properties of high-strength green concrete containing high volume of ultrafine palm oil fuel ash. Constr. Build. Mater. 2012, 30, 281–288. [Google Scholar] [CrossRef]
- Kanadasan, J.; Abdul Razak, H. Utilization of palm oil clinker as cement replacement material. Materials 2015, 8, 8817–8838. [Google Scholar] [CrossRef]
- Tangchirapat, W.; Buranasing, R.; Jaturapitakkul, C.; Chindaprasirt, P. Influence of rice husk–bark ash on mechanical properties of concrete containing high amount of recycled aggregates. Constr. Build. Mater. 2008, 22, 1812–1819. [Google Scholar] [CrossRef]
- Tangchirapat, W.; Khamklai, S.; Jaturapitakkul, C. Use of ground palm oil fuel ash to improve strength, sulfate resistance, and water permeability of concrete containing high amount of recycled concrete aggregates. Mater. Des. 2012, 41, 150–157. [Google Scholar] [CrossRef]
- ASTM International. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete; ASTM C618-12a; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- Department of the Environment. Design of Normal Concrete Mixes; Building Research Establishment: Watford, UK, 1988.
- BSI Standard. Concrete—Specification, Performance, Production and Conformity; BS EN 206-1:2000; BSI Standard Publications: London, UK, 2000. [Google Scholar]
- ASTM International. Standard Test Method for Slump of Hydraulic-Cement Concrete; ASTM C143/C143M-15; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- BSI Standard. Testing harden concrete. Compressive Strength of Test Specimens; BS EN 12390-3; BSI Standard Publications: London, UK, 2009. [Google Scholar]
- ASTM International. Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Third-Point Loading); ASTM C78/C78M-15a; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- ASTM International. Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens; ASTM C496/C496M-11; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]
- ASTM International. Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression; ASTM C469/C469M-14; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- ASTM International. Standard Test Method for Pulse Velocity through Concrete; ASTM C597-09; ASTM International: West Conshohocken, PA, USA, 2009. [Google Scholar]
- Safiuddin, M.; Alengaram, U.J.; Salam, A.; Jumaat, M.Z.; Jaafar, F.F.; Saad, H.B. Properties of high-workability concrete with recycled concrete aggregate. Mater. Res. 2011, 14, 248–255. [Google Scholar] [CrossRef]
- Alsubari, B.; Shafigh, P.; Jumaat, M.Z. Development of Self-Consolidating High Strength Concrete Incorporating Treated Palm Oil Fuel Ash. Materials 2015, 8, 2154–2173. [Google Scholar] [CrossRef]
- López-Gayarre, F.; Serna, P.; Domingo-Cabo, A.; Serrano-López, M.; López-Colina, C. Influence of recycled aggregate quality and proportioning criteria on recycled concrete properties. Waste Manag. 2009, 29, 3022–3028. [Google Scholar] [CrossRef] [PubMed]
- Etxeberria, M.; Vázquez, E.; Marí, A.; Barra, M. Influence of amount of recycled coarse aggregates and production process on properties of recycled aggregate concrete. Cem. Concr. Res. 2007, 37, 735–742. [Google Scholar] [CrossRef]
- Andreu, G.; Miren, E. Experimental analysis of properties of high performance recycled aggregate concrete. Constr. Build. Mater. 2014, 52, 227–235. [Google Scholar] [CrossRef]
- Sata, V.; Jaturapitakkul, C.; Kiattikomol, K. Utilization of palm oil fuel ash in high-strength concrete. J. Mater. Civ. Eng. 2004, 16, 623–628. [Google Scholar] [CrossRef]
- Alsubari, B.; Shafigh, P.; Jumaat, M.Z. Utilization of high-volume treated palm oil fuel ash to produce sustainable self-compacting concrete. J. Clean. Prod. 2016, 137, 982–996. [Google Scholar] [CrossRef]
- Mujah, D. Compressive strength and chloride resistance of grout containing ground palm oil fuel ash. J. Clean. Prod. 2016, 112, 712–722. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Long-term mechanical and durability properties of recycled aggregate concrete prepared with the incorporation of fly ash. Cem. Concr. Compos. 2013, 37, 12–19. [Google Scholar] [CrossRef]
- Islam, M.M.U.; Mo, K.H.; Alengaram, U.J.; Jumaat, M.Z. Mechanical and fresh properties of sustainable oil palm shell lightweight concrete incorporating palm oil fuel ash. J. Clean. Prod. 2016, 115, 307–314. [Google Scholar] [CrossRef]
- Shafigh, P.; Nomeli, M.A.; Alengaram, U.J.; Mahmud, H.B.; Jumaat, M.Z. Engineering properties of lightweight aggregate concrete containing limestone powder and high volume fly ash. J. Clean. Prod. 2016, 135, 148–157. [Google Scholar] [CrossRef]
- Saint-Pierre, F.; Philibert, A.; Giroux, B.; Rivard, P. Concrete Quality Designation based on Ultrasonic Pulse Velocity. Constr. Build. Mater. 2016, 125, 1022–1027. [Google Scholar] [CrossRef]
- Trtnik, G.; Kavčič, F.; Turk, G. Prediction of concrete strength using ultrasonic pulse velocity and artificial neural networks. Ultrasonics 2009, 49, 53–60. [Google Scholar] [CrossRef] [PubMed]
- Tabsh, S.W.; Abdelfatah, A.S. Influence of recycled concrete aggregates on strength properties of concrete. Constr. Build. Mater. 2009, 23, 1163–1167. [Google Scholar] [CrossRef]
- Sagoe-Crentsil, K.K.; Brown, T.; Taylor, A.H. Performance of concrete made with commercially produced coarse recycled concrete aggregate. Cem. Concr. Res. 2001, 31, 707–712. [Google Scholar] [CrossRef]
- Çakır, Ö. Experimental analysis of properties of recycled coarse aggregate (RCA) concrete with mineral additives. Constr. Build. Mater. 2014, 68, 17–25. [Google Scholar] [CrossRef]
- American Concrete Institute. 318-14: Building Code Requirements for Structural Concrete and Commentary; ACI 318-14; American Concrete Institute: Farmington Hills, MI, USA, 2014. [Google Scholar]
- Karim, M.R.; Hashim, H.; Razak, H.A. Assessment of pozzolanic activity of palm oil clinker powder. Constr. Build. Mater. 2016, 127, 335–343. [Google Scholar] [CrossRef]
- Jaturapitakkul, C.; Tangpagasit, J.; Songmue, S.; Kiattikomol, K. Filler effect and pozzolanic reaction of ground palm oil fuel ash. Constr. Build. Mater. 2011, 25, 4287–4293. [Google Scholar] [CrossRef]
- Rukzon, S.; Chindaprasirt, P.; Mahachai, R. Effect of grinding on chemical and physical properties of rice husk ash. Int. J. Miner. Metall. Mater. 2009, 16, 242–247. [Google Scholar] [CrossRef]
- Xiao, J.Z.; Li, J.B.; Zhang, C. On relationships between the mechanical properties of recycled aggregate concrete: An overview. Mater. Struct. 2006, 39, 655–664. [Google Scholar] [CrossRef]
- Adams, M.P.; Fu, T.; Cabrera, A.G.; Morales, M.; Ideker, J.H.; Isgor, O.B. Cracking susceptibility of concrete made with coarse recycled concrete aggregates. Constr. Build. Mater. 2016, 102, 802–810. [Google Scholar] [CrossRef]
- Fonseca, N.; De Brito, J.; Evangelista, L. The influence of curing conditions on the mechanical performance of concrete made with recycled concrete waste. Cem. Concr. Compos. 2011, 33, 637–643. [Google Scholar] [CrossRef]
- Silva, R.V.; de Brito, J.; Dhir, R.K. Establishing a relationship between modulus of elasticity and compressive strength of recycled aggregate concrete. J. Clean. Prod. 2016, 112, 2171–2186. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | OPC | RHA | POFA | POCP | ASTM C618 Class F |
|---|---|---|---|---|---|
| SiO2 (%) | 21.0 | 91 | 64.17 | 60.29 | |
| Al2O3 (%) | 5.9 | 0.35 | 3.73 | 5.83 | |
| Fe2O3 (%) | 3.4 | 0.41 | 6.33 | 4.71 | |
| SiO2 + Al2O3 + Fe2O3 | 30.30 | 91.76 | 74.24 | 70.83 | 70 (minimum) |
| CaO (%) | 64.70 | 0.49 | 5.80 | 3.28 | |
| MgO (%) | 2.50 | 0.81 | 3.46 | 4.20 | |
| SO3 (%) | 2.40 | 1.21 | 0.74 | 0.31 | 5 (maximum) |
| K2O (%) | 1.00 | 2.16 | 5.56 | 7.24 | |
| TiO2 (%) | 0.002 | - | 0.06 | 0.10 | |
| P2O5 (%) | 0.07 | - | 3.30 | 3.78 | |
| Loss on ignition (%) | 0.9 | 4.81 | 11.56 | 5.23 | 12 (maximum) |
| Specific gravity | 3.14 | 2.03 | 2.14 | 2.53 | |
| Retained on 45-µm sieve (%) | 13.6 | 1.70 | 11.6 | 29 | 34 (maximum) |
| Median particle size (µm) | 22.47 | 19.41 | 17.62 | 37.97 | |
| Specific surface area (m2/kg) | 351 | 655 | 506 | 383 |
| Physical Properties | Coarse Aggregate | Fine Aggregate | |
|---|---|---|---|
| Crushed Granite | RA | ||
| Nominal maximum size (mm) | 20 | 20 | 4.75 |
| Specific gravity, oven dried (OD) | 2.60 | 2.31 | 2.76 |
| Specific gravity, saturated surface dried (SSD) | 2.62 | 2.42 | 2.79 |
| Compacted bulk density (kg/m3) | 1481 | 1370 | - |
| Water absorption (%) | 0.77 | 4.76 | 1.10 |
| Moisture content (%) | 0.15 | 2.36 | 0.87 |
| Hardened Properties | Strength (MPa) |
|---|---|
| Compressive strength | 51.7 |
| Splitting tensile strength | 4.16 |
| Flexural strength | 4.9 |
| Modulus of elasticity | 34,120 |
| Mix | w/b Ratio | Mix Proportions (kg/m3) | Slump (mm) | Fresh Density (kg/m3) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Binders | Fine Aggregate | Coarse Aggregate | Effective Water | Mixing Water | SP | ||||||||
| OPC | RHA | POFA | POCP | NA | RA | ||||||||
| NAC | 0.55 | 380 | - | - | - | 750 | 1020 | - | 209 | 215 | 0.8 | 140 | 2408 |
| RAC | 0.55 | 380 | - | - | - | 750 | - | 943 | 209 | 232 | 0.8 | 125 | 2264 |
| RHA10 | 0.55 | 342 | 38 | - | - | 750 | - | 943 | 209 | 232 | 0.8 | 110 | 2216 |
| RHA20 | 0.55 | 304 | 76 | - | - | 750 | - | 943 | 209 | 232 | 0.8 | 90 | 2201 |
| RHA30 | 0.55 | 266 | 114 | - | - | 750 | - | 943 | 209 | 232 | 0.8 | 80 | 2161 |
| POFA10 | 0.55 | 342 | - | 38 | - | 750 | - | 943 | 209 | 232 | 0.8 | 120 | 2229 |
| POFA20 | 0.55 | 304 | - | 76 | - | 750 | - | 943 | 209 | 232 | 0.8 | 115 | 2212 |
| POFA30 | 0.55 | 266 | - | 114 | - | 750 | - | 943 | 209 | 232 | 0.8 | 80 | 2196 |
| POCP10 | 0.55 | 342 | - | - | 38 | 750 | - | 943 | 209 | 232 | 0.8 | 140 | 2253 |
| POCP20 | 0.55 | 304 | - | - | 76 | 750 | - | 943 | 209 | 232 | 0.8 | 115 | 2251 |
| POCP30 | 0.55 | 266 | - | - | 114 | 750 | - | 943 | 209 | 232 | 0.8 | 95 | 2246 |
| Mix | Compressive Strength (MPa) | Hardened Density (kg/m3) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 Day | 7 Days | 14 Days | 28 Days | 56 Days | 90 Days | |||||||
| AC | AC | WC | AC | WC | AC | WC | AC | WC | AC | WC | ||
| NAC | 16.1 (0.64) | 27.4 (0.85) | 32.3 (1.45) | 29.2 (0.06) | 38.0 (1.50) | 37.0 (0.75) | 45.4 (0.76) | 38.0 (2.90) | 47.6 (2.00) | 39.8 (1.85) | 48.3 (1.13) | 2340 |
| RAC | 13.0 (0.71) | 22.0 (0.85) | 26.2 (0.42) | 24.5 (1.31) | 31.0 (1.06) | 28.8 (0.06) | 35.8 (1.15) | 30.3 (0.26) | 37.1 (0.15) | 31.4 (1.33) | 38.4 (0.81) | 2194 |
| RHA10 | 14.0 (0.31) | 26.0 (0.25) | 29.0 (0.51) | 30.8 (0.75) | 34.2 (0.12) | 34.3 (1.70) | 38.9 (1.47) | 34.5 (0.32) | 45.2 (0.85) | 34.7 (1.90) | 46.2 (1.81) | 2186 |
| RHA20 | 12.7 (0.85) | 24.4 (0.93) | 27.0 (0.26) | 30.8 (0.23) | 32.2 (0.31) | 33.3 (0.55) | 37.0 (1.25) | 34.5 (0.40) | 41.4 (0.90) | 33.6 (0.40) | 43.3 (1.57) | 2164 |
| RHA30 | 11.3 (0.36) | 19.5 (1.40) | 22.9 (0.80) | 21.0 (0.79) | 27.2 (0.76) | 29.8 (0.82) | 33.3 (0.61) | 28.9 (0.75) | 35.6 (0.25) | 31.4 (1.40) | 38.0 (1.31) | 2158 |
| POFA10 | 12.7 (0.15) | 20.2 (1.22) | 22.8 (1.87) | 24.7 (1.80) | 26.0 (0.46) | 27.4 (0.74) | 31.0 (1.21) | 28.7 (1.97) | 37.3 (1.66) | 29.5 (1.61) | 39.3 (1.05) | 2180 |
| POFA20 | 11.0 (0.67) | 19.3 (1.05) | 21.4 (2.81) | 22.7 (0.81) | 24.2 (1.01) | 25.3 (1.27) | 28.5 (1.23) | 24.8 (1.43) | 32.7 (0.10) | 27.0 (0.83) | 36.5 (0.71) | 2157 |
| POFA30 | 10.5 (0.36) | 17.5 (0.95) | 19.3 (0.20) | 19.7 (0.31) | 22.1 (0.10) | 23.2 (0.29) | 26.1 (0.06) | 25.3 (0.62) | 30.0 (1.35) | 26.1 (0.75) | 32.5 (0.64) | 2140 |
| POCP10 | 12.6 (0.31) | 21.1 (1.10) | 23.3 (1.46) | 21.8 (0.55) | 25.7 (0.46) | 26.2 (1.04) | 29.7 (2.46) | 27.1 (0.71) | 35.3 (1.25) | 27.4 (0.46) | 37.4 (0.91) | 2191 |
| POCP20 | 12.2 (0.26) | 20.5 (0.38) | 23.1 (0.17) | 24.2 (0.93) | 27.0 (1.25) | 26.9 (0.10) | 30.4 (2.12) | 27.0 (0.50) | 34.2 (0.89) | 28.3 (0.17) | 36.7 (0.60) | 2180 |
| POCP30 | 9.7 (0.15) | 16.0 (0.44) | 18.9 (0.57) | 21.0 (0.55) | 23.0 (0.25) | 24.5 (0.50) | 26.5 (0.87) | 25.1 (0.85) | 29.7 (1.16) | 26.0 (0.89) | 32.1 (0.90) | 2162 |
| Mix | Splitting Tensile Strength (MPa) | Flexural Strength (MPa) | Modulus of Elasticity (GPa) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 28 Days | 56 Days | 90 Days | 28 Days | 56 Days | 90 Days | 28 Days | 56 Days | 90 Days | |
| NAC | 3.5 | 3.6 | 3.87 | 4.50 | 4.71 | 4.93 | 29.5 | 30.8 | 31.3 |
| RAC | 3.28 | 3.36 | 3.56 | 3.81 | 4.18 | 4.36 | 23 | 24.6 | 25.6 |
| RHA10 | 3.47 | 3.56 | 3.85 | 4.06 | 4.54 | 4.90 | 23.6 | 25.3 | 26.7 |
| RHA20 | 3.39 | 3.52 | 3.62 | 3.66 | 4.46 | 4.74 | 22.8 | 24.4 | 25.4 |
| RHA30 | 2.99 | 3.22 | 3.37 | 3.53 | 4.05 | 4.39 | 20.5 | 22.2 | 22.8 |
| POFA10 | 3.06 | 3.27 | 3.61 | 3.79 | 4.42 | 4.72 | 21.2 | 23.9 | 24.3 |
| POFA20 | 3.08 | 3.15 | 3.28 | 3.53 | 4.08 | 4.44 | 21.1 | 21.6 | 22.6 |
| POFA30 | 2.82 | 2.94 | 3.16 | 3.36 | 3.72 | 4.17 | 19.8 | 20.7 | 21.3 |
| POCP10 | 2.89 | 2.98 | 3.20 | 3.75 | 4.12 | 4.46 | 22.1 | 22.5 | 25 |
| POCP20 | 2.95 | 3.13 | 3.17 | 3.64 | 3.89 | 4.40 | 21.7 | 22.4 | 24.4 |
| POCP30 | 2.80 | 2.97 | 3.05 | 3.3 | 3.86 | 3.99 | 19 | 20.4 | 21 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alnahhal, M.F.; Alengaram, U.J.; Jumaat, M.Z.; Alqedra, M.A.; Mo, K.H.; Sumesh, M. Evaluation of Industrial By-Products as Sustainable Pozzolanic Materials in Recycled Aggregate Concrete. Sustainability 2017, 9, 767. https://doi.org/10.3390/su9050767
Alnahhal MF, Alengaram UJ, Jumaat MZ, Alqedra MA, Mo KH, Sumesh M. Evaluation of Industrial By-Products as Sustainable Pozzolanic Materials in Recycled Aggregate Concrete. Sustainability. 2017; 9(5):767. https://doi.org/10.3390/su9050767
Chicago/Turabian StyleAlnahhal, Mohammed Fouad, Ubagaram Johnson Alengaram, Mohd Zamin Jumaat, Mamoun A. Alqedra, Kim Hung Mo, and Mathialagan Sumesh. 2017. "Evaluation of Industrial By-Products as Sustainable Pozzolanic Materials in Recycled Aggregate Concrete" Sustainability 9, no. 5: 767. https://doi.org/10.3390/su9050767