Reusing Desulfurization Slag in Cement Clinker Production and the Influence on the Formation of Clinker Phases


1
Department of Environmental Engineering/Sustainable Environment Research Laboratories, National Cheng Kung University, No. 1, University Rd., Tainan City 70101, Taiwan
2
Department of Materials and Mineral Resources Engineering, National Taipei University of Technology, Taipei, No. 1, Sec. 3, Chunghsiao E. Rd., Taipei 10608, Taiwan
*
Author to whom correspondence should be addressed.
Sustainability 2017, 9(9), 1585; https://doi.org/10.3390/su9091585
Submission received: 16 August 2017
/
Revised: 5 September 2017
/
Accepted: 5 September 2017
/
Published: 6 September 2017
(This article belongs to the Section Environmental Sustainability and Applications)
Abstract
:The purpose of this study was to investigate the reuse of desulfurization slag in cement clinker production and its influence on the formation of clinker phases. The desulfurization slag that mainly contained Ca and Si was identified as non-toxic, and thus it should be suitable to be reused in clinker production. The addition of desulfurization slag increased the melt phase during clinkerization, but the excess melt phase inhibited the formation of clinker phases. This could be attributed to the sulfur and fluoride derived from the De-S slag. At low desulfurization slag addition (5.4 wt %), the resulting clinker had a mineralogical composition similar to that of the reference clinker. The desulfurization slag added can lower the clinkerization temperature and increase the amount of Ca3SiO5 at 1300 °C, which may be beneficial to energy conservation in clinker burning. Moreover, reusing desulfurization slag additionally has the potential to reduce the energy needed for clinker grinding.
1. Introduction
The total world output of cement has grown drastically since the end of the Second World War and currently exceeds 4600 million tons per year [1,2], and the cement industry is one of the largest industrial sources of CO2 emission [3]. Conventional raw materials in cement clinker production include calcareous, siliceous, and argillaceous components, with limestone, sandstone, and clay generally employed. In addition, some materials, such as iron ore and bauxite, are often used to improve the reactivity of a raw mix and reduce the burning temperature. Cement raw mixes can be converted into clinkers by means of a high-temperature sintering process, and there are four major phases typically existing in cement clinkers, namely: alite (Ca3SiO5), belite (Ca2SiO4), aluminate (Ca3Al2O6,), and ferrite (Ca4Al2Fe2O10) [4].
In recent years, the supply of suitable natural materials for cement manufacturing has become tighter, and mining the resources often raises environmental issues. Therefore, the cement industry never stops searching for alternative raw materials. Some industrial wastes that are rich in calcium, silicon, or aluminum compounds could have potential for use as cement raw materials. Furthermore, reusing these wastes should be encouraged to save valuable resources and reduce disposal costs. Many researchers have studied the feasibility of wastes for cement production, such as waste marble dust [5], water purification sludge [6], sewage sludge [7], red mud from alumina plants [8], municipal solid waste incinerator ashes [9], and so forth [10,11]. In the iron and steel-making industry, the refining processes generate various kinds of slags, most of which contain a large amount of lime and/or silica. Blast furnace slag, basic oxygen furnace slag, and electric arc furnace slag have been investigated for cement production and successfully reused as alternative raw materials [12,13,14]. With regard to desulfurization slag (abbreviated to De-S slag), some studies have been done on reusing De-S slag in controlled low-strength concrete [15] or heavy metal adsorption [16], but little literature is available on cement production.
De-S slag is a byproduct from the desulfurization process in steelmaking. To meet the sulfur limitation in the specifications for steel, it is necessary to lower the sulfur content of liquid iron during secondary steelmaking. A desulfurizer, which normally comprises lime (CaO) and fluorspar (CaF2), is added and forms a layer of slag floating on the liquid iron. Sulfur is transferred from the liquid iron to the slag by slag–liquid metal reactions [17]. The basic chemical reaction in desulfurization is given in Equation (1).
This slag, namely De-S slag, is composed of the desulfurization products, unreacted lime, entrapped iron, and other impurities, e.g., non-ferrous metals and silica. Based on the primary compositions, De-S slag may be considered as an alternative raw material for cement production. However, the impurities in De-S slag may affect the quantity or properties of the melt phase, which forms in the clinkerization process. The formation of clinker phases and the properties of the resulting cement may also be changed due to the impurities. Some previous studies indicated that a low level of foreign ions, including cations and anions, could significantly affect the reactivity of a raw mix [18,19]. The viscosity and surface tension of the melt phase could also be affected by the dissolving foreign ions [4]. Moreover, the stabilization of a clinker phase may occur when foreign ions are incorporated into the crystal structure. Kolovos et al. [20] studied the clinkers doped with phosphorous and sulfur compounds, and reported that the melt phase began to form at relatively low temperatures. The viscosity of the melt phase was also reduced when sulfur was present in the clinkerization process. On the other hand, the stabilization of belite by sulfur may have taken place and consequently prevented belite from combining with calcium oxide to form alite. In addition to sulfur, Kacimi et al. [21] reported that a small amount of fluoride in cement raw mixes can significantly affect the clinkerization reactions and the properties of the resulting clinkers. The clinkerization temperature was reduced from 1470 °C to 1300 °C by the addition of 1 wt % of fluorides.
In Taiwan, about 400,000 tons of De-S slag are generated annually, and most of them are not reused or recycled appropriately. Although the amount of heavy metals in De-S slag is normally much lower than that in other kinds of slags, some trace constituents, such as fluoride, may be possible to impact the ecology [22]. As mentioned above, De-S slag has the potential to be an alternative raw material in cement production, and should be considered for reuse in order to achieve better waste management. However, little information is known about the influence of De-S slag on the clinkerization process of cement manufacturing. The purpose of this study was thus to ascertain the feasibility of reusing De-S slag as a cement raw material, and to address the effects on the formation of clinker phases and the characteristics of clinkers.
2. Materials and Methods
2.1. Experimental Materials
The De-S slag used in this study was collected from a steelmaking plant in Kaohsiung, Taiwan. The tests for moisture, ash content, and loss on ignition were performed immediately after sampling. The dried De-S slag was crushed by a jaw crusher, and a magnetic drum separator was used to separate the iron-rich particles. The magnetic iron-rich particles, which accounted for about 40 wt % in De-S slag, were removed. The non-magnetic portion of De-S slag was further ground into powder with a particle size below 75 μm using a centrifugal ball mill and then carefully stored for the subsequent experiments.
The chemical composition of De-S slag was determined with an inductively coupled plasma-optical emission spectrometer (ICP-OES, PerkinElmer Optima 2000 DV) following the microwave-assisted acid digestion procedure. The samples were digested with nitric, hydrochloric, and hydrofluoric acids at 175 °C for 24 min in a high-performance microwave digestion system (Milestone, START D). The sulfur content of De-S slag was assessed using an elemental analyzer (Elementar Analysensysteme, vario EL). The sulfur in a sample can be oxidized to SO3, and then the concentration of SO3 is detected for quantification. The measurement of fluoride was conducted by following the USEPA Method 340.2 [23]. The leachability of De-S slag was examined according to the toxicity characteristic leaching procedure (TCLP), as described in the USEPA SW-846 Method 1311 [24]. The concentrations of metals in the TCLP extract were analyzed with the ICP-OES.
2.2. Preparation of Cement Raw Mixes and Clinkers
The composition of a cement raw mix was calculated on the basis of the chemical moduli, i.e., lime saturation factor (LSF), silica ratio (SR), and alumina ratio (AR), distributed as follows:
and
The values of LSF, SR, and AR were set at 1.00, 2.35, and 1.20, respectively. Six cement raw mixes (C0–C5) were prepared with 0, 5.4, 10.8, 16.2, 21.6, and 27.0 wt % of De-S slag. Analytical-grade oxides, including CaO, SiO2, Al2O3, and Fe2O3, were used to adjust the composition to reach the desired values of the chemical moduli. The raw materials containing De-S slag and the oxide powders were homogenized with a centrifugal ball mill to prepare the cement raw mixes. The cement raw mixes were then pelletized into cylindrical pellets of 35 mm in diameter and approximately 8 mm in height under a pressure of 9.8 MPa. To produce clinkers, the green pellets were sintered in an electric furnace at the temperatures of 1200, 1250, 1300, 1350, and 1400 °C for 3 h. After the sintering process, the clinkers were cooled to room temperature in the furnace and then ground into powder for further analyses.
2.3. Quantitative X-ray Diffraction Analysis
To acquire the mineralogical compositions of the clinkers, X-ray powder diffractometry (XRPD) was carried out using an X-ray diffractometer (Bruker D8 Advance) with Cu Kα radiation. A clinker was mixed with high-crystallinity corundum (α-Al2O3), as an internal standard, in the weight ratio of 10:1. This mixture was dispersed in a 0.5% (w/v) aqueous solution of polyvinyl alcohol to form a suspension in which the solid-to-liquid ratio was 1:2. The suspension was then immediately spray dried using a device similar to that described by Hillier [25], and the resulting granules were collected for XRPD analysis. XRPD patterns were recorded by a step-scanning mode in the angle interval of 20–70° (2θ). Clinker phases were identified by comparing with the Powder Diffraction File (PDF) cards published by the International Centre for Diffraction Data (ICDD). The quantitative phase analysis was performed by the reference intensity ratio (RIR) method, which is an adaptation of the internal standard method [26,27,28]. The most general definition of RIR for the phase of interest α and the reference phase s is given by Equation (5).
where X, I, and Irel denote the weight fraction, intensity of a diffraction peak, and relative intensity, respectively. I(hkl)’s and I(hkl)’α can be calculated from the experimental diffraction data, and the three required constants (, , and RIRα,cor) can be taken from the ICDD-PDF cards. Table 1 shows the RIRcor values and the corresponding peaks of the phases analyzed in this study. The weight fraction of phase α in the XRPD specimen (Xα) can be obtained from the known Xcor, and thus in the original sample (X’α) can be computed by Equation (6).
However, the results of the RIR method in this study should be considered as semi-quantitative, because this analysis is based on the tabulated constants from ICDD-PDF cards.
2.4. Other Analyses
The fusibility tests of the raw mixes were performed according to a method modified from ASTM D1857/D1857M-17 [29]. Triangular cones that were 19 mm in height and 6.4 mm in width on each side of the base were prepared with the raw mixes, and then gradually heated to 1400 °C at a rate of 10 °C/min. Two critical temperature points were observed. Softening temperature (ST) was observed when a cone had fused down to a spherical lump in which the height was equal to the width at the base. Fluid temperature (FT) was defined as the temperature at which the fused mass spread out to a nearly flat layer. Thermal analysis was used to observe the reactions taking place during the sintering process, which used a simultaneous differential scanning calorimetry and thermogravimetric analyzer (DSC-TGA, TA SDT 2960). The temperature was programmed to rise at a heating rate of 10 °C/min from room temperature to 1400 °C. The furnace atmosphere was air, and the gas flow rate was 100 mL/min. The particle size distribution of a clinker powder was measured using a laser diffraction particle size analyzer (Beckman Coulter, LS 230).
Generally, the experimental procedure and the methods/analyses used in this study are illustrated in Figure 1.
3. Results and Discussion
3.1. Characterization of De-S Slag
The moisture and ash content of the De-S slag were 6.6 wt % and 81.2 wt %, respectively, and the loss on ignition was 12.2 wt %. The loss on ignition should be partially attributed to the Kish graphite that is precipitated from carbon-saturated liquid iron [30]. It is suggested that the high ash content (86.9 wt % on dry basis) of the De-S slag is beneficial to a cement raw material. Table 2 shows the results of the chemical analyses and the TCLP test for the De-S slag. The major elements in the De-S slag were Ca (48.92 wt %) and Si (17.83 wt %), while the other essential elements for a cement raw mix, namely Al and Fe, were also present at 2.15 wt %, and 2.89 wt %, respectively. Compared with the original De-S slag, which often contains about 10–20 wt % iron and iron compounds, the results suggest that the magnetic-separation process is effective in lowering the Fe content, and the magnetic particles removed from the De-S slag could be considered for iron recovery. Some alkali and alkaline-earth metals, including Na, K, and Mg, were also detected at 0.37–2.63 wt %. In addition, small amounts of sulfur, fluoride, and heavy metals (such as Zn, Mn, and Cu) were present in the De-S slag, and these trace constituents may influence the clinkerization reactions. In terms of the TCLP test, the results showed that only Ca2+ and a few alkali ions were leached out, whereas the concentrations of heavy metals were all below the detection limits. The pH value of the TCLP extract increased from 2.88 to 12.40 after the leaching test. These findings imply that the heavy metals are fixed in the De-S slag, which is presumably due to the high alkalinity of De-S slag. In Taiwan, industrial waste must be examined using the TCLP test to identify its toxicity before external reuse or recycling. From the above results, the De-S slag should be considered non-toxic and suitable for recycling uses.
3.2. Influence of De-S slag Addition
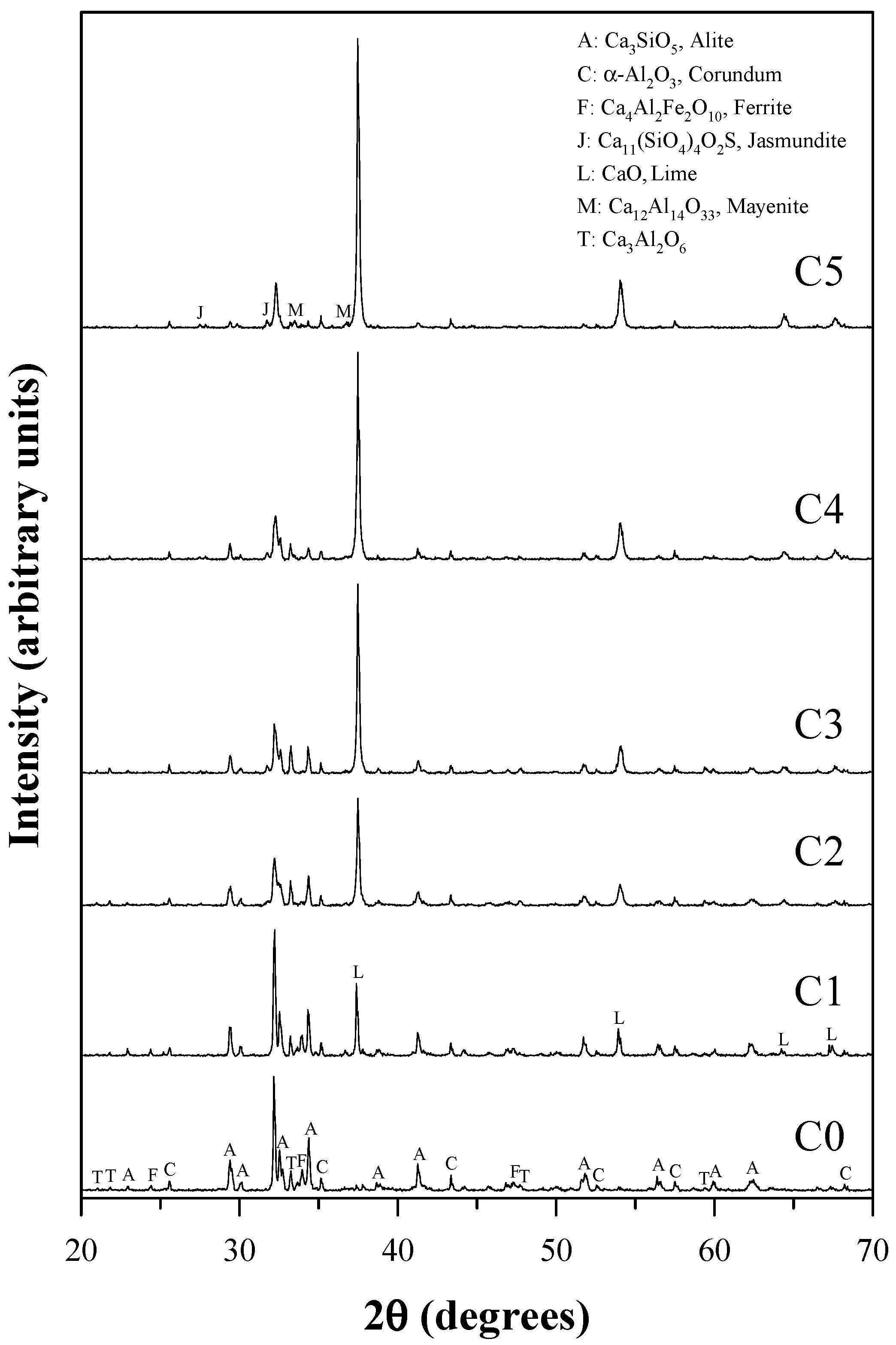
Figure 2 shows the XRPD patterns of the clinkers C0–C5 sintered at 1400 °C. The clinker C0 was produced without the De-S slag, and was regarded as a reference clinker. The predominant crystalline phases in the clinker C0 were Ca3SiO5, Ca3Al2O6, and Ca4Al2Fe2O10. The mineralogical composition of the clinker C1 was similar to that of the clinker C0, except for CaO. It was observed that CaO began to appear in the clinker C1, and its diffraction intensity increased with the amount of the De-S slag added. In the clinkers C2–C5, the diffraction intensity of Ca3SiO5 significantly decreased, and there were no clear diffraction peaks of Ca4Al2Fe2O10 observed. When the amount of the De-S slag reached 27.0 wt % (clinker C5), the diffraction intensity of Ca3SiO5 was very weak, whereas jasmundite (Ca11(SiO4)4O2S) was distinctly observed. Some researchers [31] studied the crystal structure of jasmundite and concluded that the sulfur is present not as a sulfate group, but as sulfide species. The results suggest that the CaS in the De-S slag should be preserved and incorporated into jasmundite during the clinkerization process.
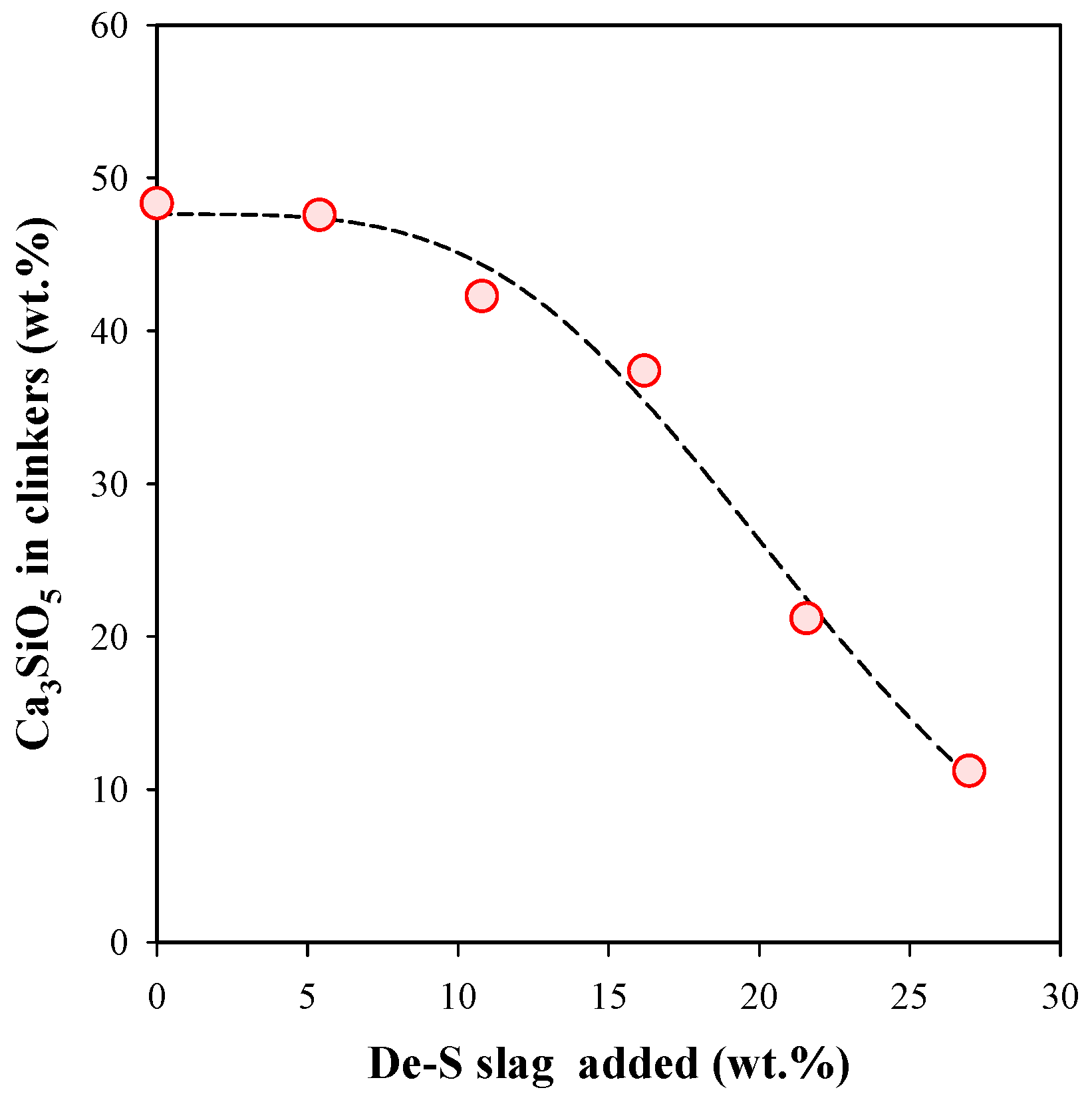
By using the RIR method for quantitative phase analysis, the amounts of Ca3SiO5 in the clinkers C0–C5 sintered at 1400 °C are presented in Figure 3. The quantity of Ca3SiO5 was close to 50 wt % when the amount of De-S slag added was between 0 and 5.4 wt %, and it decreased dramatically when the amount of De-S slag was over 5.4 wt %. The clinker produced with 27.0 wt % of the De-S slag contained only ~11 wt % of Ca3SiO5. The results show that the De-S slag has a significant effect on the formation of Ca3SiO5. Some previous studies [20,32] found that the CaO and Ca2SiO4 that remain in clinkers often increase simultaneously as Ca3SiO5 decreases, because Ca2SiO4 is stabilized by some elements, thus inhibiting the combination with CaO to form Ca3SiO5. However, there was little Ca2SiO4 observed in the XRPD patterns of the clinkers in this study. This indicates that the interference in Ca3SiO5 formation at high levels of De-S slag should not be attributed to the stabilization of Ca2SiO4, and there should be other reasons for the results.
Figure 4 shows the images of the clinkers C0–C5 sintered at 1400 °C. Based on the melting status, the clinkers can be divided into three groups. (1) The clinker C0 had no obvious melting status. It maintained the shape of the green pellet and had only a little shrinkage. (2) The clinkers C1 and C2 partially melted. (3) The clinkers C3–C5, in which the amount of De-S slag ranged from 16.2 to 27.0 wt %, completely melted, and partial vitrification was observed in the clinker C5. Table 3 lists the results of the fusibility tests for the cement raw mixes. For the raw mixes C0 and C1, there were no ST points recorded up to 1400 °C. The raw mix C2 had a ST point of 1390 °C, which was higher than those seen for raw mixes C3–C5 (1365–1370 °C). In terms of FT, the raw mixes C0–C2 had no FT points observed, while the raw mixes C3–C5 had similar FT points between 1390 and 1395 °C. The reduction in ST and FT points supports the claim that more melt phase is formed when more De-S slag is added. Dominguez et al. [33] studied the effects of CaF2 on the sinterization of Portland clinkers, and reported that a trace amount of CaF2 (<0.4 wt %) can significantly reduce the formation temperature of the melt phase. Accordingly, the fluoride derived from the De-S slag may also be responsible for the changes in melting status of the clinkers.
The results of the fusibility tests demonstrated that the raw mixes prepared with 16.2–27.0 wt % of the De-S slag completely melted at 1400 °C. This indicates that the addition of De-S slag can promote the formation of a melt phase, and thus increase the quantity of the melt phase at 1400 °C. By considering the changes in the clinker phases together, it was found that the increase in the quantity of melt phase may be ascribed to the dissolution of interstitial phases or other intermediates, e.g., Ca4Al2Fe2O10 and Ca2SiO4. When the amount of De-S slag was at 10.8–27.0 wt %, Ca4Al2Fe2O10 disappeared, and Ca3SiO5 markedly decreased. Ca2SiO4 may not have been observed in the clinkers because it also dissolved in the melt phase. Telschow et al. [4] indicated that the nodulization of clinkers requires an adequate proportion of melt phase. In this study, however, the quantity of the melt phase was excessive when adding too much De-S slag in a raw mix, and this may result in the interference in the formation of Ca3SiO5. Bădănoiu et al. [34] reported that the presence of fluoride can promote the formation of melt phase at lower temperatures and in higher amounts. Accordingly, the excess melt phase observed in this work may be attributed to the fluoride introduced by the De-S slag. In general, the formation of Ca3SiO5 depends on the quantity and properties of the melt phase. The increase in the quantity of the melt phase can provide more space for the formation and growth of Ca3SiO5. However, an excess melt phase means many of the materials are dissolved and consumed, thus retarding Ca3SiO5 formation.
3.3. Mineralogical Composition of Clinkers at Different Temperatures
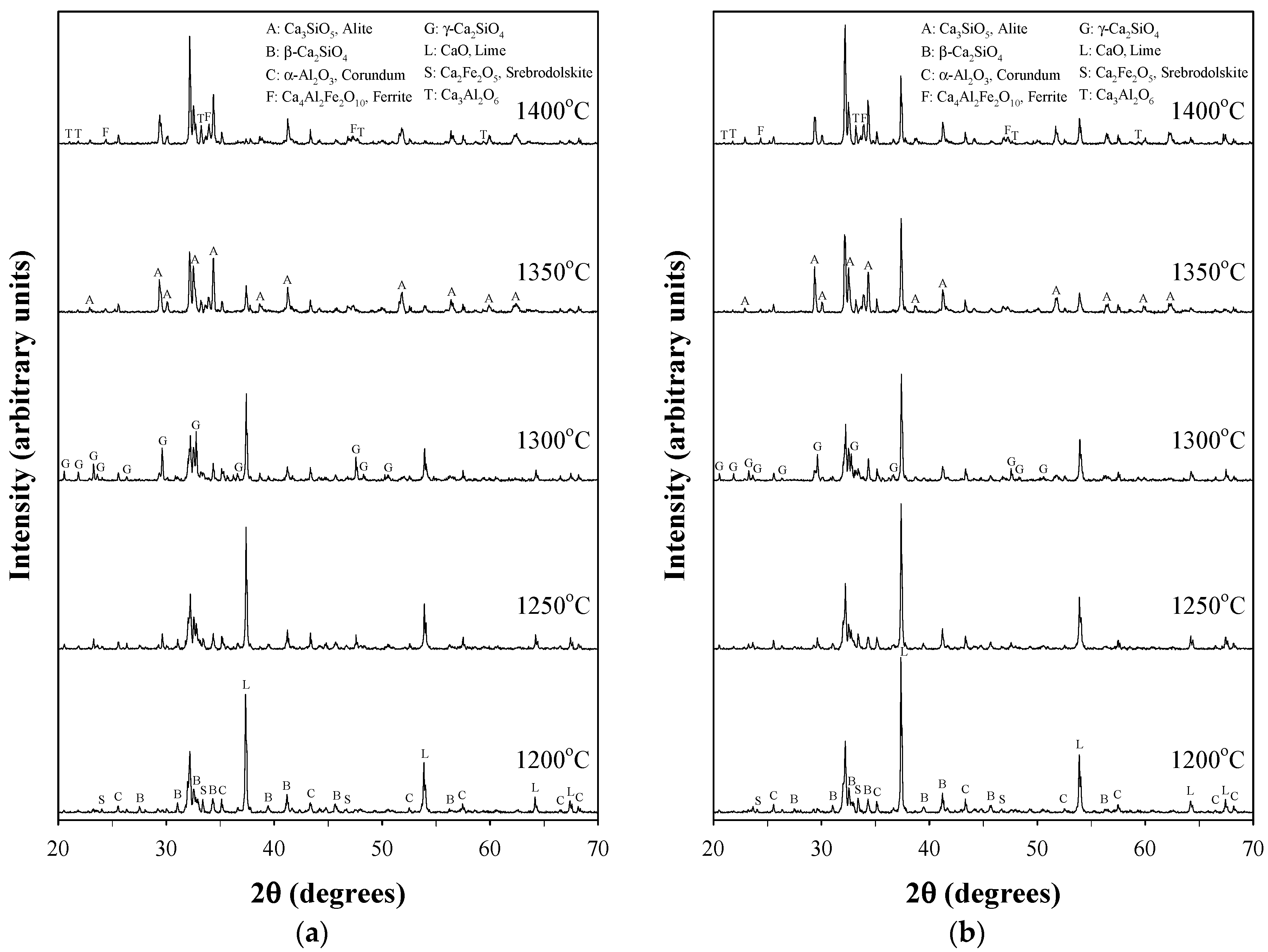
The above results show that the addition of De-S slag can substantially increase the quantity of the melt phase, but interfere with the formation of Ca3SiO5 when the level of addition reaches 10.8–27.0 wt %. The suggested amount of De-S slag addition is thus below 5.4 wt %, and further examinations for clinkers C0 and C1 were subsequently conducted. Figure 5 shows the XRPD patterns of the clinkers C0 and C1 sintered at 1200–1400 °C. In Figure 5a, CaO and typical clinker phases, including Ca3SiO5, Ca2SiO4, Ca3Al2O6, and Ca4Al2Fe2O10, can be found at different sintering temperatures. CaO and β-Ca2SiO4 were the predominant phases in the clinker sintered at 1200 °C, and srebrodolskite (Ca2Fe2O5) was also found. The clinker phases at 1250 °C were similar to those at 1200 °C, except the diffraction peaks of γ-Ca2SiO4 were more obvious. When the sintering temperature was 1300 °C, there were several phases, including CaO, β-Ca2SiO4, γ-Ca2SiO4, Ca3SiO5, Ca2Fe2O5, and Ca3Al2O6, coexisting in the clinker. This sintering temperature is regarded as a transition stage in the clinkerization process. In the clinker sintered at 1350 °C, Ca3SiO5 became a predominant phase, and Ca3Al2O6 and Ca4Al2Fe2O10 were also present. In contrast to Ca3SiO5, β-Ca2SiO4 and γ-Ca2SiO4 began to disappear at 1350 °C. The clinkers sintered at 1400 and 1350 °C had similar crystalline phases, except the diffraction intensity of CaO was much lower at 1400 °C.
In Figure 5b, the variation of the crystalline phases in the clinker C1 between 1200 and 1400 °C broadly resembles that in the clinker C0. From 1200 to 1300 °C, the diffraction intensity of β-Ca2SiO4 decreased while that of γ-Ca2SiO4 increased. Ca3SiO5 was clearly observed from 1300 °C, and became the predominant clinker phase at 1350 and 1400 °C. Ca3Al2O6 and Ca4Al2Fe2O10 were present in the clinkers sintered above 1300 °C. It is noted that CaO is the major difference between the clinkers C0 and C1. The clinker C1 had a stronger diffraction intensity of CaO than the clinker C0, particularly at 1350 and 1400 °C. These results show that De-S slag addition of 5.4 wt % does not significantly affect the formation temperature of a clinker phase, but may cause a change in the quantity at a specific sintering temperature.
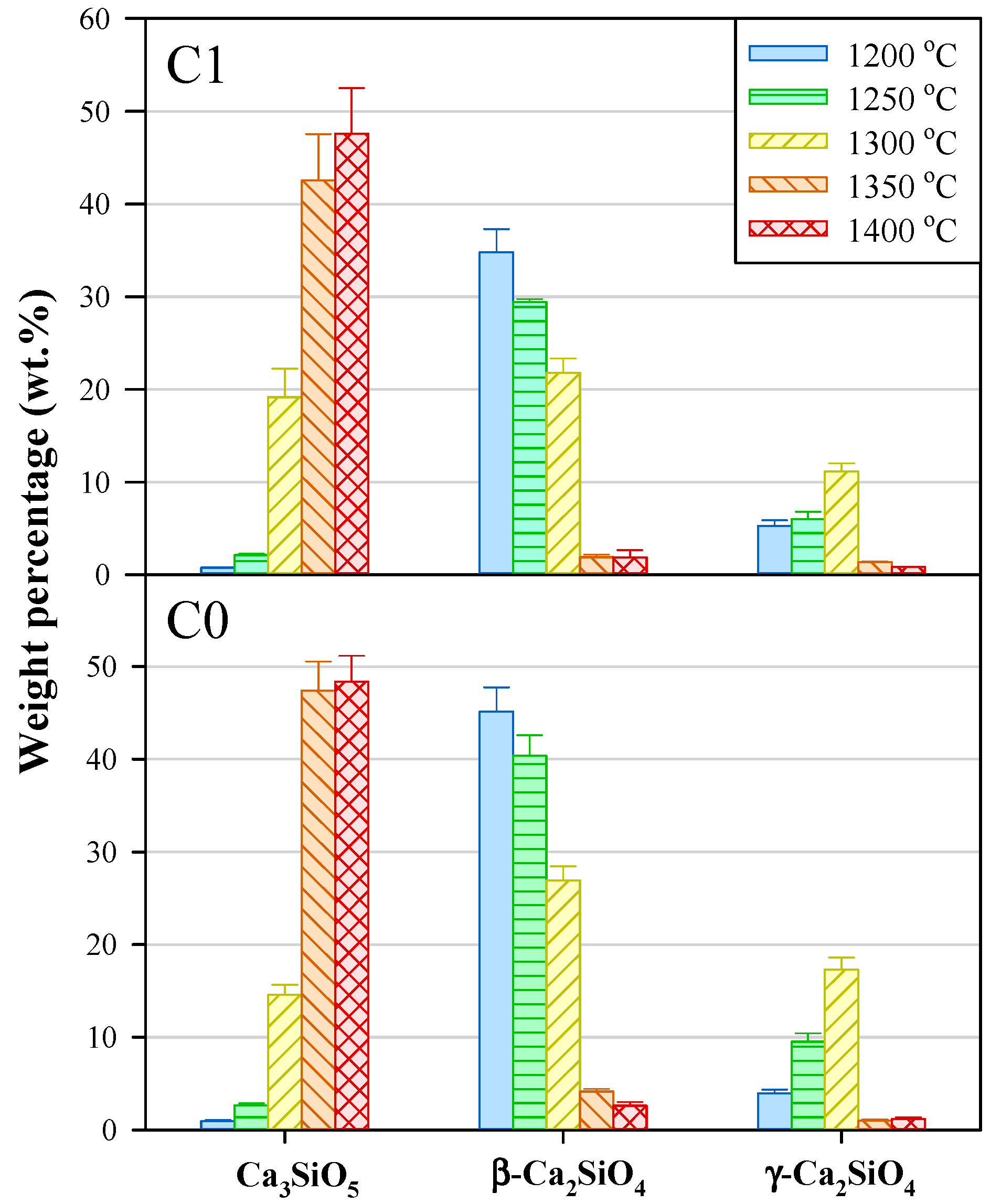
Figure 6 shows the variations in the quantity of the phases in the clinkers C0 and C1 from 1200 to 1400 °C. Generally, Ca3SiO5 increased whereas β-Ca2SiO4 decreased with the increase in sintering temperature; moreover, γ-Ca2SiO4 increased at 1200–1300 °C, and then decreased at 1300–1400 °C. Previous research on the β→γ transformation of Ca2SiO4 [35] attributed the increase of γ-Ca2SiO4 to the enlargement of crystallite size of Ca2SiO4, which occurs due to the rise in sintering temperature. This may be an explanation for the increase of γ-Ca2SiO4 at 1200–1300 °C. Between 1300 and 1350 °C, there were drastic variations in the quantity of the three clinker phases. The clinkers sintered at 1200 and 1250 °C only contained a small amount of Ca3SiO5, but the amount of Ca3SiO5 greatly increased from below 5 wt % to over 40 wt % between 1250 and 1350 °C, especially at 1300–1350 °C. Above 1350 °C, the increase in Ca3SiO5 tended to be insignificant. The results suggest that the variations of β-Ca2SiO4 and γ-Ca2SiO4 are highly associated with the formation of Ca3SiO5, and the temperature range between 1300 and 1350 °C seems to be the crucial stage in the clinkerization process.
It is noted that both the clinkers C0 and C1 contained little Ca3SiO5 at 1200 and 1250 °C, but the clinker C1 had more Ca3SiO5 than the clinker C0 at 1300 °C. This shows that the De-S addition of 5.4 wt % can reduce the initial formation temperature of Ca3SiO5 and increase the quantity of Ca3SiO5 at a low temperature. Furthermore, the clinker C1 contained less γ-Ca2SiO4 than the clinker C0 at 1200–1300 °C, and this may be partially attributed to the stabilization of β-Ca2SiO4 caused by the foreign ions from the De-S slag. These results are in accord with a previous study [33], which noted that the initial temperatures related to clinker phase reactions decreased significantly when the amount of CaF2 in the raw mixes increased. Yamashita and Tanaka [36] reported that sulfur enhanced the effects of CaF2 on the clinkerization reactions and the amounts of clinker phases. Since the De-S slag contained both fluoride and sulfur, this may intensify the influence on the formation of clinker phases.
3.4. Description of Clinkerization and Grindability
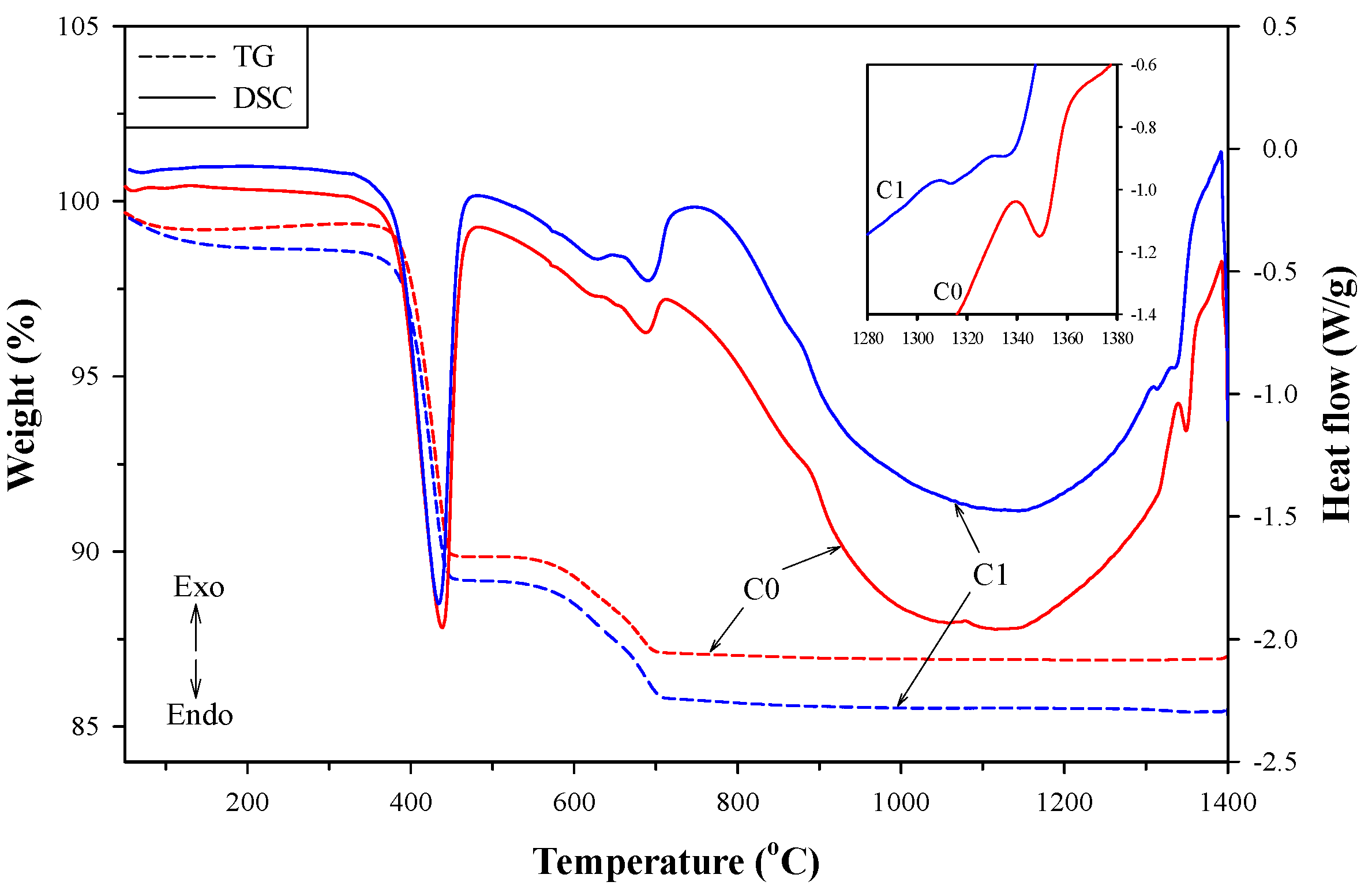
Figure 7 shows the thermo-gravimetry (TG) and differential scanning calorimetry (DSC) curves of the cement raw mixes C0 and C1. In the TG curves, there were two significant weight losses observed in both the raw mixes. The first weight loss at 400–500 °C is related to the dehydroxylation of the Ca(OH)2, and the second one between 550 and 700 °C is associated with the decarbonation of CaCO3. It was found that these two raw mixes have similar dehydroxylation and decarbonation reactions. In terms of DSC curves, the endothermic reactions corresponding to the dehydroxylation of Ca(OH)2 and the decarbonation of CaCO3 were also recorded. Like the results of the TG curves, the decomposition reactions occurring in the raw mix C1 were similar to those in the raw mix C0. These results are compatible with some previous studies [33,37], which indicated that the decomposition temperatures of Ca(OH)2 and CaCO3 were not affected in the presence of fluoride and sulfate. However, there was a significant difference in clinkerization between the raw mixes. The raw mix C0 had a solid, single reaction near 1350 °C, whereas the raw mix C1 had serial reactions approximately between 1300 and 1340 °C. Telschow et al. [4] indicated that the melt phase normally occurred near 1338 °C, and affected the subsequent reactions that are related to the formation of Ca3SiO5. It is noted that the clinkerization process was modified by the addition of De-S slag, and the reactions in the temperature range are probably related to the formation of the melt phase and Ca3SiO5. The reactions in the raw mix C1 began to take place at a relatively low temperature, which would explain why the clinker C1 contained more Ca3SiO5 than the clinker C0 at 1300 °C. Dominguez et al. [33] used differential thermal analysis to examine the sinterization of Portland clinker doped with CaF2, and the results indicated that the peak related to the formation of clinker phases shifted to a lower temperature when adding 0.2–0.4 wt % of CaF2 to the raw mixes.
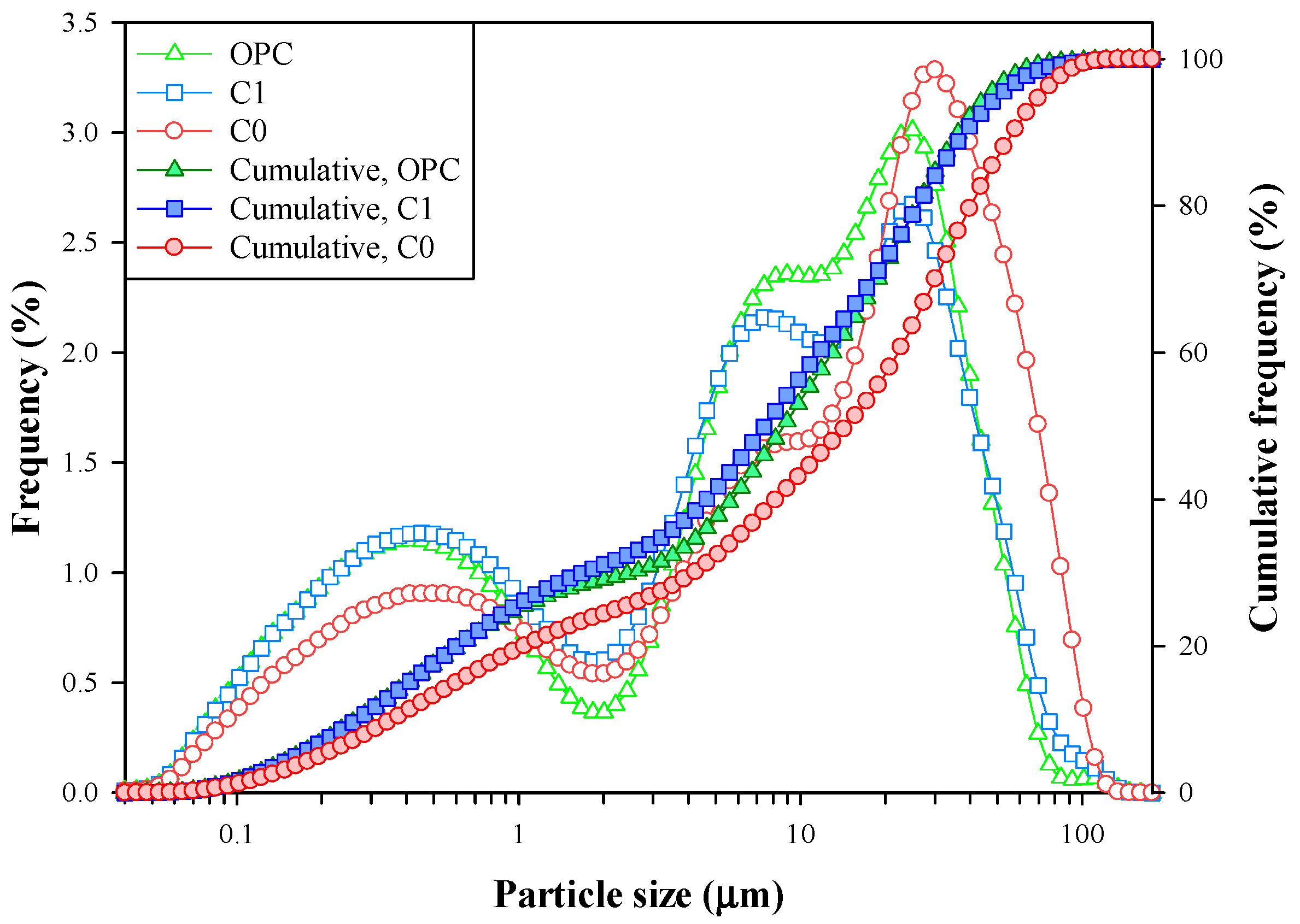
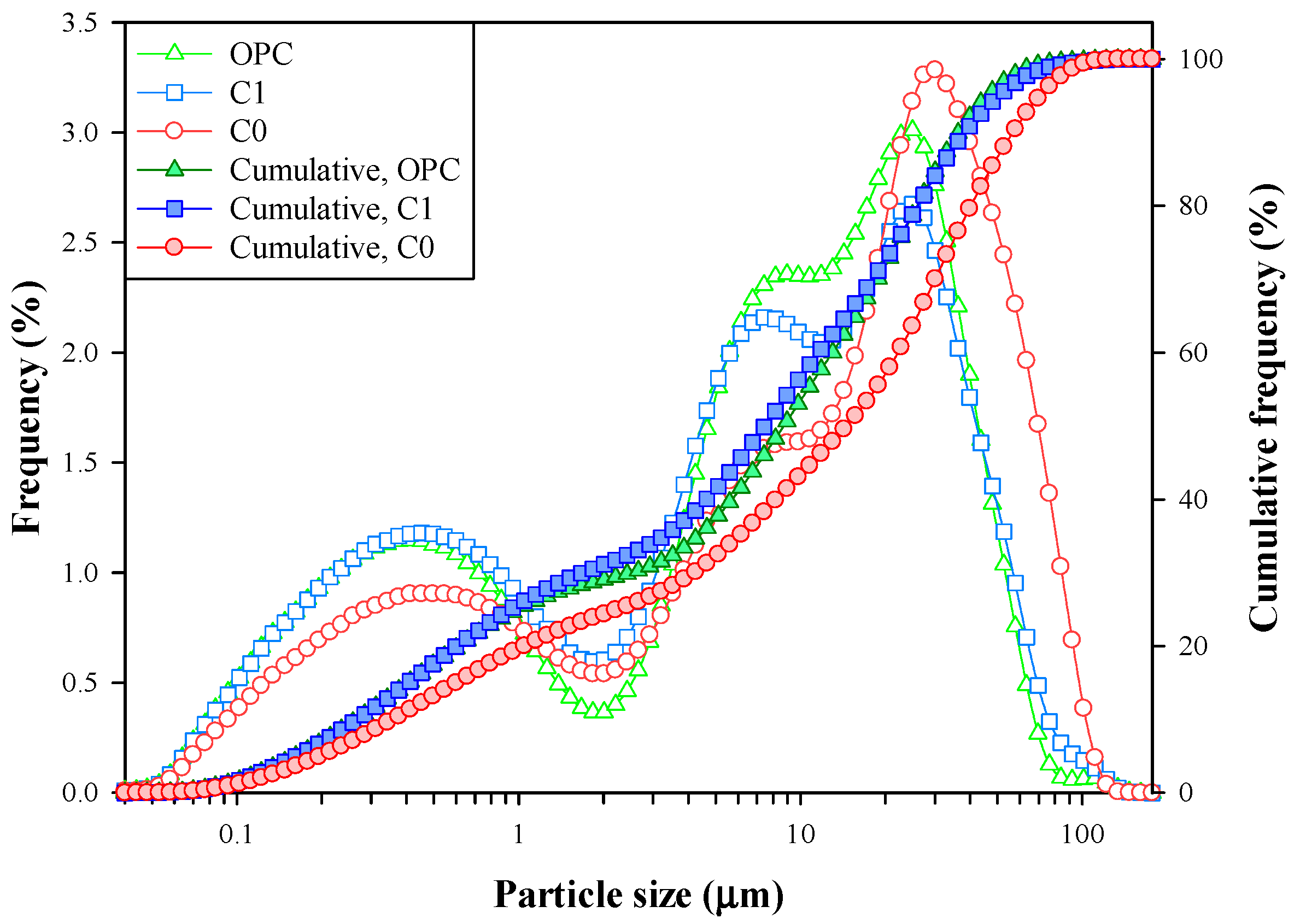
After the sintering and cooling processes, the clinkers were crushed and ground into powder by means of an identical ball-milling process, and the particle size distribution was determined. Figure 8 shows the particle size distribution of ordinary Portland cement (OPC), and the clinkers C0 and C1 sintered at 1400 °C. The particle size distribution of the clinker C1 was very similar to that of the commercial OPC product, but different from that of the clinker C0. The clinker C1 had more fine particles than the clinker C0 under the same milling conditions. Yamashita and Tanaka [36] reported that the clinker produced with CaF2 and CaSO4 had a higher Blaine specific surface area than the normal clinker, a finding that is consistent with the results of this study. This suggests that the use of De-S slag as a raw material in cement production may improve the grindability of the resulting clinkers, which should reduce the amount of electricity needed for clinker grinding.
4. Conclusions
The following conclusions can be drawn from the present study concerning the use of De-S slag in cement clinker production. In terms of chemical compositions, Ca and Si were the major elements in the De-S slag, which shows that the slag has potential for use as a cement raw material. However, some impurities, such as sulfur and fluoride, were also present in small amounts and may affect the formation of clinker phases. The results of the TCLP test showed that the De-S slag was considered non-toxic because no heavy metal were leached out, and thus the external reuse or recycling of the De-S slag should be allowed in Taiwan. When reusing De-S slag as a raw material in clinker production, the quantity of Ca3SiO5 at 1400 °C decreased as the amount of De-S slag added increased, and Ca11(SiO4)4O2S was found in the clinkers produced with high amounts of De-S slag. The results of the fusibility test demonstrated that the melting status of clinkers became more significant with an increase in the amount of De-S slag, which means more melt phase formed during clinker sintering. The decrease in the quantity of Ca3SiO5 is probably due to the excess melt phase. The intermediates, interstitial phases, and even Ca2SiO4 and Ca3SiO5 dissolved in the melt phase, and this consequently left a large amount of CaO persisting in the clinkers. The clinkers produced with 5.4 wt % of the De-S slag at 1400 °C had a mineralogical composition similar to that of the reference clinker. The influence of De-S slag was insignificant at 1200–1250 °C, but became considerable above 1250 °C. The temperature range between 1300 and 1350 °C seems to be a crucial stage in the clinkerization process, at which the amount of Ca3SiO5 drastically increased, whereas that of Ca2SiO4 decreased simultaneously. The De-S slag added can lower the initial temperature of the clinkerization reactions, and make the resulting clinker contain more Ca3SiO5 at 1300 °C. In consideration of the amount used and the effects on clinkerization reactions, the De-S slag may be regarded as a flux in the cement clinker production. An additional benefit brought about by reusing De-S slag in cement clinker production is its potential for reducing the electricity needed for clinker grinding. Moreover, the reduction in burning temperature and electricity use means that the CO2 emissions of the cement industry can be reduced. Reusing desulfurization slag in the cement clinker production also prevents it from being wasted, thus avoiding the problem of waste treatments and potential environmental pollution.
Acknowledgments
The authors gratefully acknowledge the Ministry of Science and Technology, Taiwan, for its financial support of this study (Contract No. MOST 106-3114-E-006-007 and MOST 106-3113-E-007-002).
Author Contributions
Ying-Liang Chen conceived and designed the experiments and wrote the paper; Juu-En Chang contributed experimental materials, reagents, and analysis tools. Ming-Sheng Ko analyzed the data.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Van Oss, H.G.; Padovani, A.C. Cement Manufacture and the Environment: Part I: Chemistry and Technology. J. Ind. Ecol. 2002, 6, 89–105. [Google Scholar]
- European Cement Association (CEMBUREAU). Activity Report 2016; European Cement Association: Brussels, Belgium, 2016. [Google Scholar]
- Mikulčić, H.; Klemeš, J.J.; Vujanović, M.; Urbaniec, K.; Duić, N. Reducing greenhouse gasses emissions by fostering the deployment of alternative raw materials and energy sources in the cleaner cement manufacturing process. J. Clean. Prod. 2016, 136, 119–132. [Google Scholar] [CrossRef]
- Telschow, S.; Frandsen, F.; Theisen, K.; Dam-Johansen, K. Cement formation—A success story in a black box: High temperature phase formation of Portland cement clinker. Ind. Eng. Chem. Res. 2012, 51, 10983–11004. [Google Scholar] [CrossRef]
- Aruntaş, H.Y.; Gürü, M.; Dayı, M.; Tekin, İ. Utilization of waste marble dust as an additive in cement production. Mater. Des. 2010, 31, 4039–4042. [Google Scholar] [CrossRef]
- Chen, H.; Ma, X.; Dai, H. Reuse of water purification sludge as raw material in cement production. Cem. Concr. Compos. 2010, 32, 436–439. [Google Scholar] [CrossRef]
- Husillos Rodríguez, N.; Martínez-Ramírez, S.; Blanco-Varela, M.T.; Donatello, S.; Guillem, M.; Puig, J.; Fos, C.; Larrotcha, E.; Flores, J. The effect of using thermally dried sewage sludge as an alternative fuel on Portland cement clinker production. J. Clean. Prod. 2013, 52, 94–102. [Google Scholar] [CrossRef]
- Tsakiridis, P.E.; Agatzini-Leonardou, S.; Oustadakis, P. Red mud addition in the raw meal for the production of Portland cement clinker. J. Hazard. Mater. 2004, 116, 103–110. [Google Scholar] [CrossRef] [PubMed]
- Wu, K.; Shi, H.; Guo, X. Utilization of municipal solid waste incineration fly ash for sulfoaluminate cement clinker production. Waste Manag. 2011, 31, 2001–2008. [Google Scholar] [CrossRef] [PubMed]
- Schneider, M.; Romer, M.; Tschudin, M.; Bolio, H. Sustainable cement production—Present and future. Cem. Concr. Res. 2011, 41, 642–650. [Google Scholar] [CrossRef]
- Xu, W.; Xu, J.; Liu, J.; Li, H.; Cao, B.; Huang, X.; Li, G. The utilization of lime-dried sludge as resource for producing cement. J. Clean. Prod. 2014, 83, 286–293. [Google Scholar] [CrossRef]
- Monshi, A.; Asgarani, M.K. Producing Portland cement from iron and steel slags and limestone. Cem. Concr. Res. 1999, 29, 1373–1377. [Google Scholar] [CrossRef]
- Bernardo, G.; Marroccoli, M.; Nobili, M.; Telesca, A.; Valenti, G.L. The use of oil well-derived drilling waste and electric arc furnace slag as alternative raw materials in clinker production. Resour. Conserv. Recycl. 2007, 52, 95–102. [Google Scholar] [CrossRef]
- Tsakiridis, P.E.; Papadimitriou, G.D.; Tsivilis, S.; Koroneos, C. Utilization of steel slag for Portland cement clinker production. J. Hazard. Mater. 2008, 152, 805–811. [Google Scholar] [CrossRef] [PubMed]
- Huang, L.-J.; Wang, H.-Y.; Wei, C.-T. Engineering properties of controlled low strength desulfurization slags (CLSDS). Constr. Build. Mater. 2016, 115, 6–12. [Google Scholar] [CrossRef]
- Wu, Q.; You, R.; Clark, M.; Yu, Y. Pb(II) removal from aqueous solution by a low-cost adsorbent dry desulfurization slag. Appl. Surf. Sci. 2014, 314, 129–137. [Google Scholar] [CrossRef]
- Sheng, G.; Huang, P.; Wang, S.; Chen, G. Potential reuse of slag from the Kambara reactor desulfurization process of iron in an acidic mine drainage treatment. J. Environ. Eng. 2014, 140, 04014023. [Google Scholar] [CrossRef]
- Kolovos, K.; Loutsi, P.; Tsivilis, S.; Kakali, G. The effect of foreign ions on the reactivity of the CaO–SiO2–Al2O3–Fe2O3 system: Part I. Anions. Cem. Concr. Res. 2001, 31, 425–429. [Google Scholar] [CrossRef]
- Kolovos, K.; Tsivilis, S.; Kakali, G. The effect of foreign ions on the reactivity of the CaO–SiO2–Al2O3–Fe2O3 system: Part II: Cations. Cem. Concr. Res. 2002, 32, 463–469. [Google Scholar] [CrossRef]
- Kolovos, K.; Tsivilis, S.; Kakali, G. Study of clinker dopped with P and S compounds. J. Therm. Anal. Calorim. 2004, 77, 759–766. [Google Scholar] [CrossRef]
- Kacimi, L.; Simon-Masseron, A.; Ghomari, A.; Derriche, Z. Influence of NaF, KF and CaF2 addition on the clinker burning temperature and its properties. C. R. Chim. 2006, 9, 154–163. [Google Scholar] [CrossRef]
- Camargo, J.A. Fluoride toxicity to aquatic organisms: A review. Chemosphere 2003, 50, 251–264. [Google Scholar] [CrossRef]
- US Environmental Protection Agency (USEPA). Methods for Chemical Analysis of Water and Wastes, Method 340.2: Fluoride; US Environmental Protection Agency (USEPA): Cincinnati, OH, USA, 1991.
- USEPA. SW-846 Method 1311: Toxicity Characteristic Leaching Procedure; US Environmental Protection Agency (USEPA): Washington, DC, USA, 1992.
- Hillier, S. Use of an air brush to spray dry samples for X-ray powder diffraction. Clay Miner. 1999, 34, 127–135. [Google Scholar] [CrossRef]
- Cullity, B.D.; Stock, S.R. Elements of X-ray Diffraction; Prentice Hall: Upper Saddle River, NJ, USA, 2001. [Google Scholar]
- Jenkins, R.; Snyder, R.L. Introduction to X-ray Powder Diffractometry; John Wiley & Sons: New York, NY, USA, 1996. [Google Scholar]
- Snyder, R.L. The use of reference intensity ratios in X-ray quantitative analysis. Powder Diffr. 1992, 7, 186–193. [Google Scholar] [CrossRef]
- American Society for Testing and Materials (ASTM). D1857/D1857M-17 Standard Test Method for Fusibility of Coal and Coke Ash; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Jeon, I.-Y.; Shin, S.-H.; Jung, S.-M.; Choi, H.-J.; Xu, J.; Baek, J.-B. One-pot purification and iodination of waste Kish graphite into high-quality electrocatalyst. Part. Part. Syst. Charact. 2017. [Google Scholar] [CrossRef]
- McKeown, D.A.; Muller, I.S.; Gan, H.; Pegg, I.L.; Stolte, W.C. Determination of sulfur environments in borosilicate waste glasses using X-ray absorption near-edge spectroscopy. J. Non-Cryst. Solids 2004, 333, 74–84. [Google Scholar] [CrossRef]
- Taylor, H.F.W. Cement Chemistry, 2nd ed.; Thomas Telford: London, UK, 1997. [Google Scholar]
- Dominguez, O.; Torres-Castillo, A.; Flores-Velez, L.M.; Torres, R. Characterization using thermomechanical and differential thermal analysis of the sinterization of Portland clinker doped with CaF2. Mater. Charact. 2010, 61, 459–466. [Google Scholar] [CrossRef]
- Bădănoiu, A.; Paceagiu, J.; Voicu, G. Hydration and hardening processes of Portland cements obtained from clinkers mineralized with fluoride and oxides. J. Therm. Anal. Calorim. 2011, 103, 879–888. [Google Scholar] [CrossRef]
- Chan, C.J.; Kriven, W.M.; Young, J.F. Physical stabilization of the β→γ transformation in dicalcium silicate. J. Am. Ceram. Soc. 1992, 75, 1621–1627. [Google Scholar] [CrossRef]
- Yamashita, M.; Tanaka, H. Low-temperature burnt Portland cement clinker using mineralizer. Cem. Sci. Concr. Technol. 2011, 65, 82–87. [Google Scholar] [CrossRef]
- Zhou, Y.; Robl, T.; Henke, K. Synthesis of pure tricalcium silicate with calcium sulfate and calcium fluoride as mineralizers. J. Chin. Ceram. Soc. 2014, 42, 601–606. [Google Scholar]
Figure 1.
The experimental flow chart of this study.
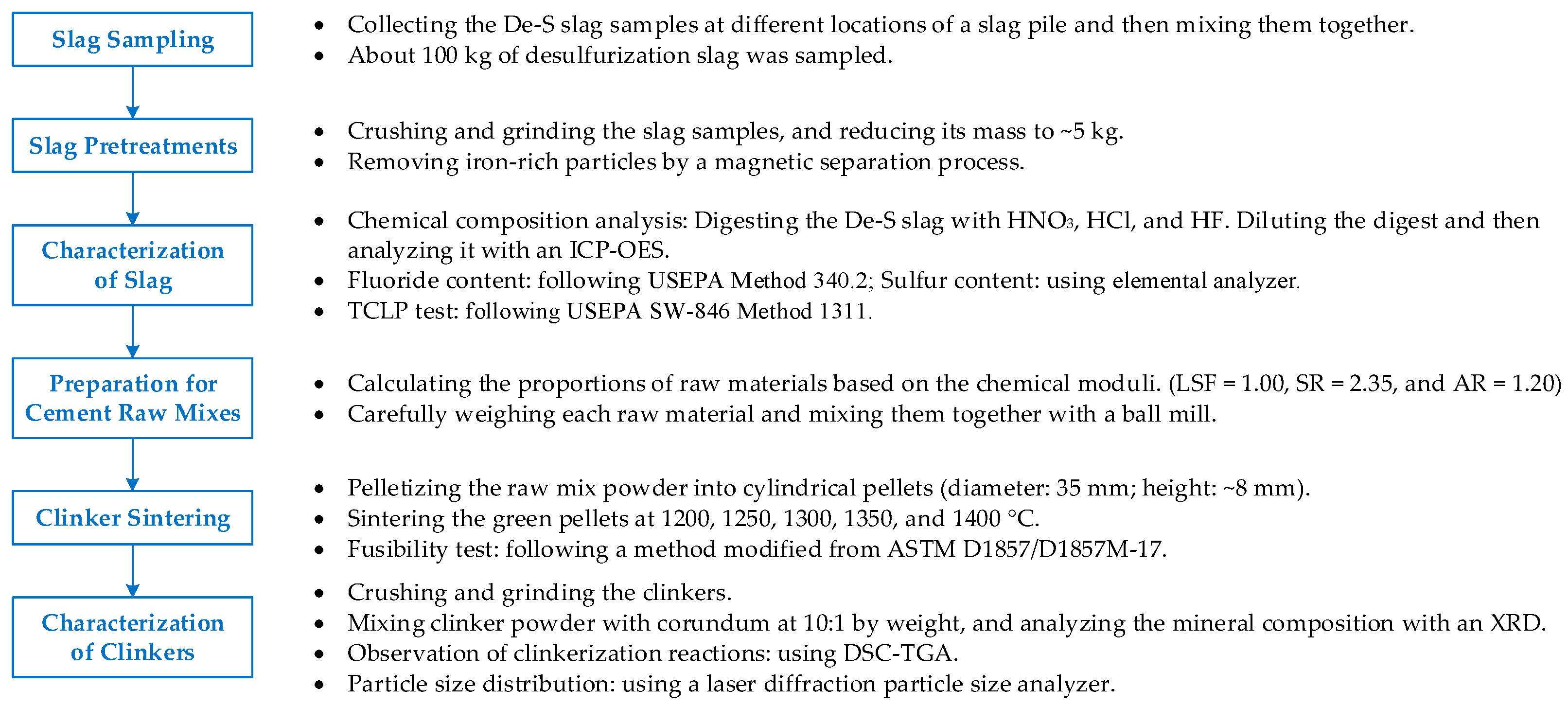
Figure 2.
X-ray powder diffractometry (XRPD) patterns of the clinkers C0–C5 sintered at 1400 °C.

Figure 3.
Weight percentages of Ca3SiO5 in the clinkers produced with different amounts of De-S slag at 1400 °C.
Figure 3.
Weight percentages of Ca3SiO5 in the clinkers produced with different amounts of De-S slag at 1400 °C.
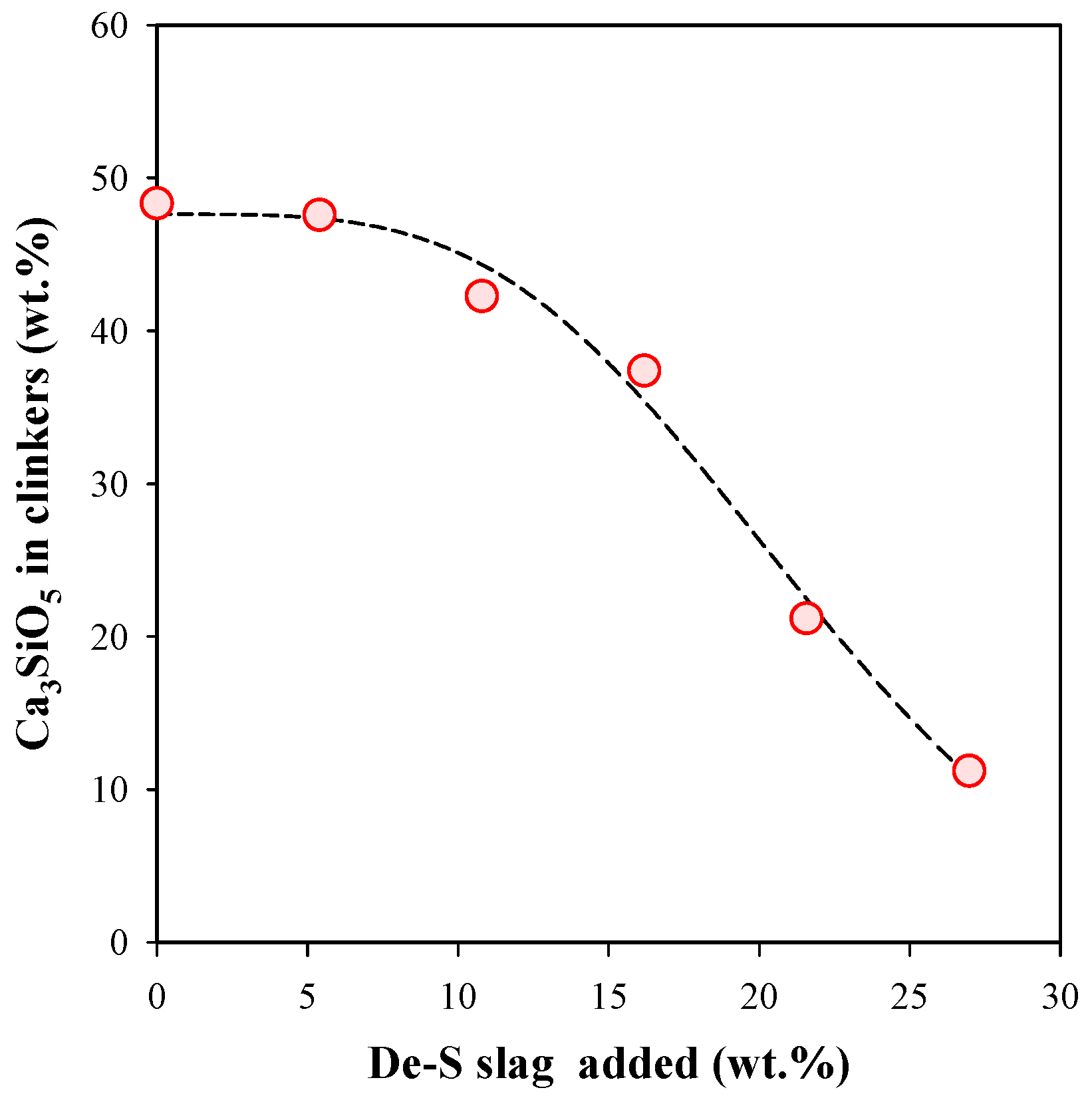
Figure 4.
The pictures of the clinkers C0–C5 sintered at 1400 °C.
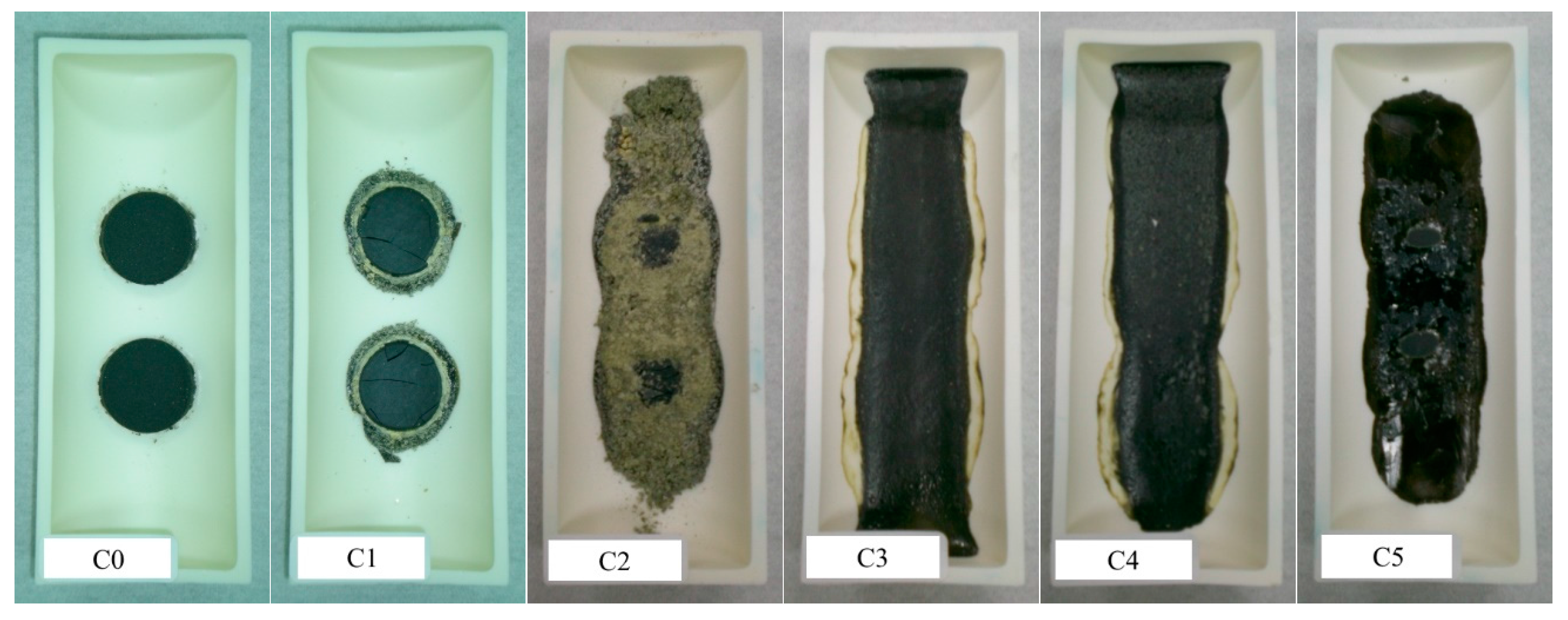
Figure 5.
XRPD patterns of the clinkers sintered at 1200–1400 °C: (a) Clinker C0; (b) Clinker C1.

Figure 6.
Results of quantitative phase analysis of the clinkers C0 and C1 sintered at 1200–1400 °C.
Figure 6.
Results of quantitative phase analysis of the clinkers C0 and C1 sintered at 1200–1400 °C.

Figure 7.
Thermo-gravimetry (TG) and differential scanning calorimetry (DSC) curves of the raw mixes C0 and C1 between ambient temperature and 1400 °C.
Figure 7.
Thermo-gravimetry (TG) and differential scanning calorimetry (DSC) curves of the raw mixes C0 and C1 between ambient temperature and 1400 °C.
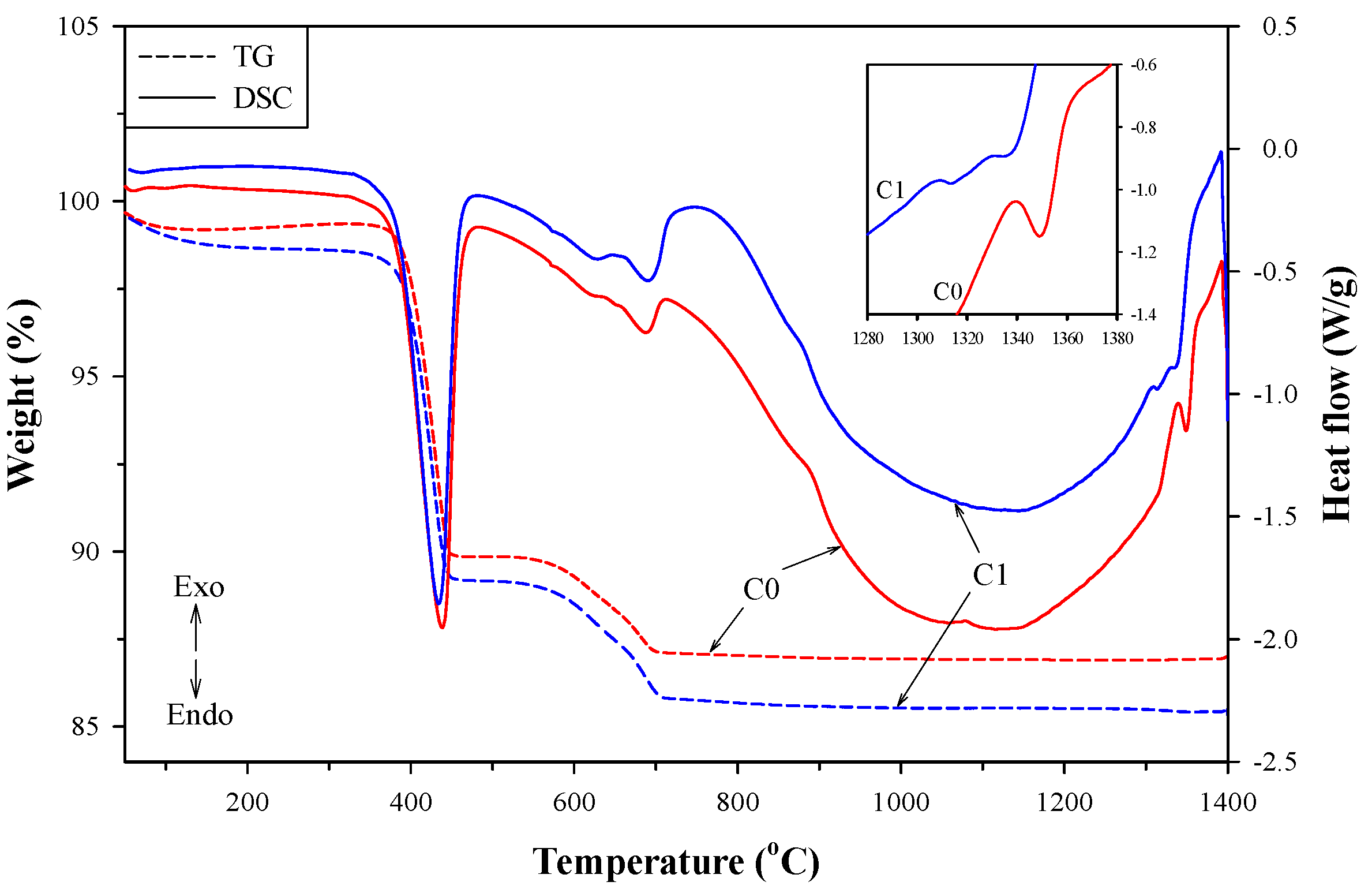
Figure 8.
Particle size distribution of ordinary Portland cement (OPC) and the clinkers C0 and C1 sintered at 1400 °C.
Figure 8.
Particle size distribution of ordinary Portland cement (OPC) and the clinkers C0 and C1 sintered at 1400 °C.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
RIRcor values of phases and the corresponding peaks used in the quantitative phase analysis.
Table 1.
RIRcor values of phases and the corresponding peaks used in the quantitative phase analysis.
| Phase | Chemical Formula | RIRcor | Peak | ||
|---|---|---|---|---|---|
| d-Spacing (Å) | h k l | Irel | |||
| Tricalcium silicate | Ca3SiO5 | 1.28 | 1.76 | 2 2 0 | 66.5 |
| β-dicalcium silicate | Ca2SiO4 | 0.76 | 2.88 | 1 2 0 | 27.8 |
| γ-dicalcium silicate | Ca2SiO4 | 1.30 | 4.32 | 0 2 1 | 33.9 |
| Corundum 1 | Al2O3 | 1.00 | 3.48 | 0 1 2 | 75.0 |
1 Reference phase.
Table 2.
Results of chemical analysis and toxicity characteristic leaching procedure (TCLP) test for De-S slag.
Table 2.
Results of chemical analysis and toxicity characteristic leaching procedure (TCLP) test for De-S slag.
| Element | Weight Percentage (wt %) | Concentration in TCLP Extract (mg/L) |
|---|---|---|
| Ca | 48.92 ± 2.85 | 2980 ± 52 |
| Si | 17.83 ± 1.67 | 0.58 ± 0.13 |
| Al | 2.15 ± 0.29 | 0.07 ± 0.01 |
| Fe | 2.89 ± 0.24 | ND 1 |
| Mg | 0.37 ± 0.11 | ND 1 |
| Na | 2.63 ± 0.02 | 1.57 ± 0.01 |
| K | 0.61 ± 0.01 | 1.01 ± 0.02 |
| Mn | 0.12 ± 0.02 | ND 1 |
| Cu | 0.03 ± 0.01 | ND 1 |
| Zn | 0.22 ± 0.01 | ND 1 |
| Cr | ND 1 | ND 1 |
| Ni | ND 1 | ND 1 |
| Pb | ND 1 | ND 1 |
| Cd | ND 1 | ND 1 |
| S | 1.62 ± 0.19 | NA 2 |
| F | 0.39 ± 0.03 | NA 2 |
1 ND: not detected. 2 NA: not available.
Table 3.
Results of fusibility tests for cement raw mixes.
| Raw Mix | ST (°C) | FT (°C) |
|---|---|---|
| C0 | – 1 | – 1 |
| C1 | – 1 | – 1 |
| C2 | 1390 | – 1 |
| C3 | 1365 | 1390 |
| C4 | 1370 | 1395 |
| C5 | 1370 | 1390 |
1 Not observed up to 1400 °C.
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Chen, Y.-L.; Chang, J.-E.; Ko, M.-S. Reusing Desulfurization Slag in Cement Clinker Production and the Influence on the Formation of Clinker Phases. Sustainability 2017, 9, 1585. https://doi.org/10.3390/su9091585
AMA Style
Chen Y-L, Chang J-E, Ko M-S. Reusing Desulfurization Slag in Cement Clinker Production and the Influence on the Formation of Clinker Phases. Sustainability. 2017; 9(9):1585. https://doi.org/10.3390/su9091585
Chicago/Turabian StyleChen, Ying-Liang, Juu-En Chang, and Ming-Sheng Ko. 2017. "Reusing Desulfurization Slag in Cement Clinker Production and the Influence on the Formation of Clinker Phases" Sustainability 9, no. 9: 1585. https://doi.org/10.3390/su9091585
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.