Microfabrication of a Novel Ceramic Pressure Sensor with High Sensitivity Based on Low-Temperature Co-Fired Ceramic (LTCC) Technology

 ,
,
Abstract
:1. Introduction
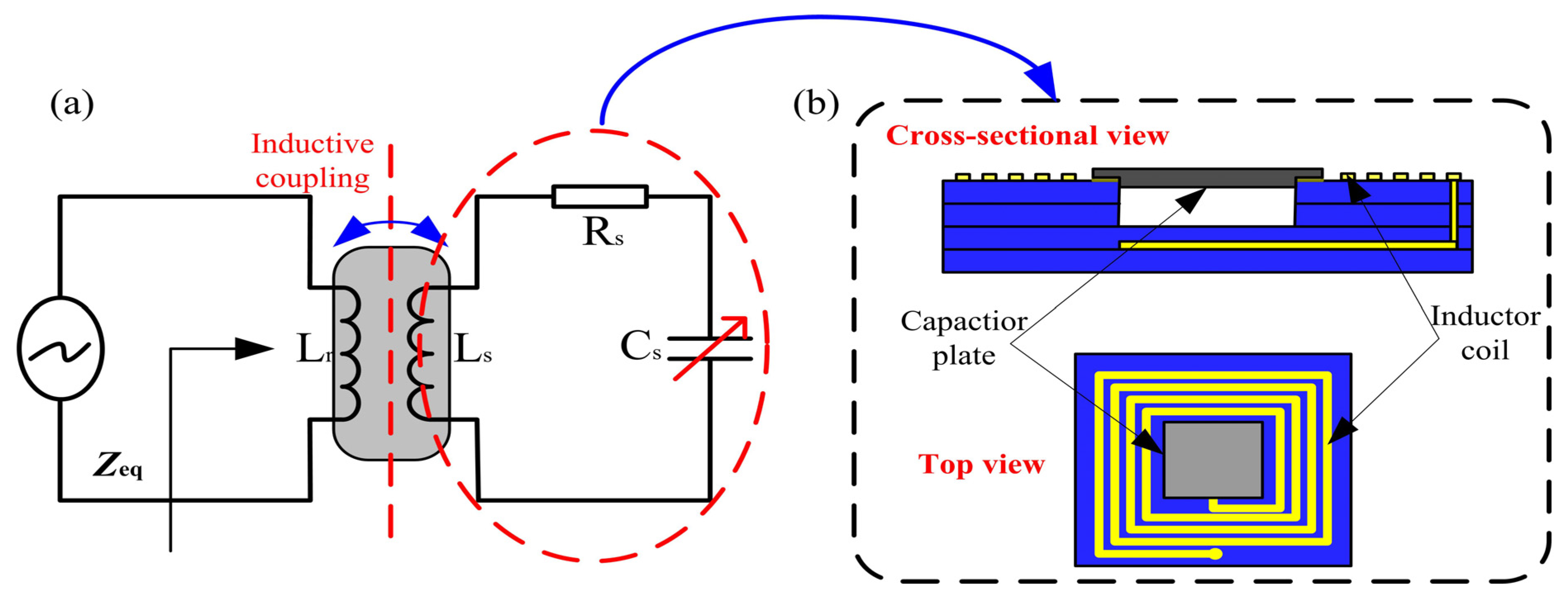
2. Measurement Principle and Structure Design







| Symbol | Parameters | Value |
|---|---|---|
| a1 | Side length of the sensor plane | 26 mm |
| a2 | Side length of capacitance metal | 6.5 mm |
| din | Diameter of inner inductor | 8 mm |
| dout | Diameter of outer inductor | 22 mm |
| l1 | Width of coil turns | 0.2 mm |
| l2 | Distance between neighbor coils | 0.2 mm |
| n | Number of turns of the inductor coil | 18 |
| tg | Height of the embedded cavity | 0.1 mm |
| tm | Height of the sensitive membrane | 0.08 mm |
3. Fabrication Processes
- a
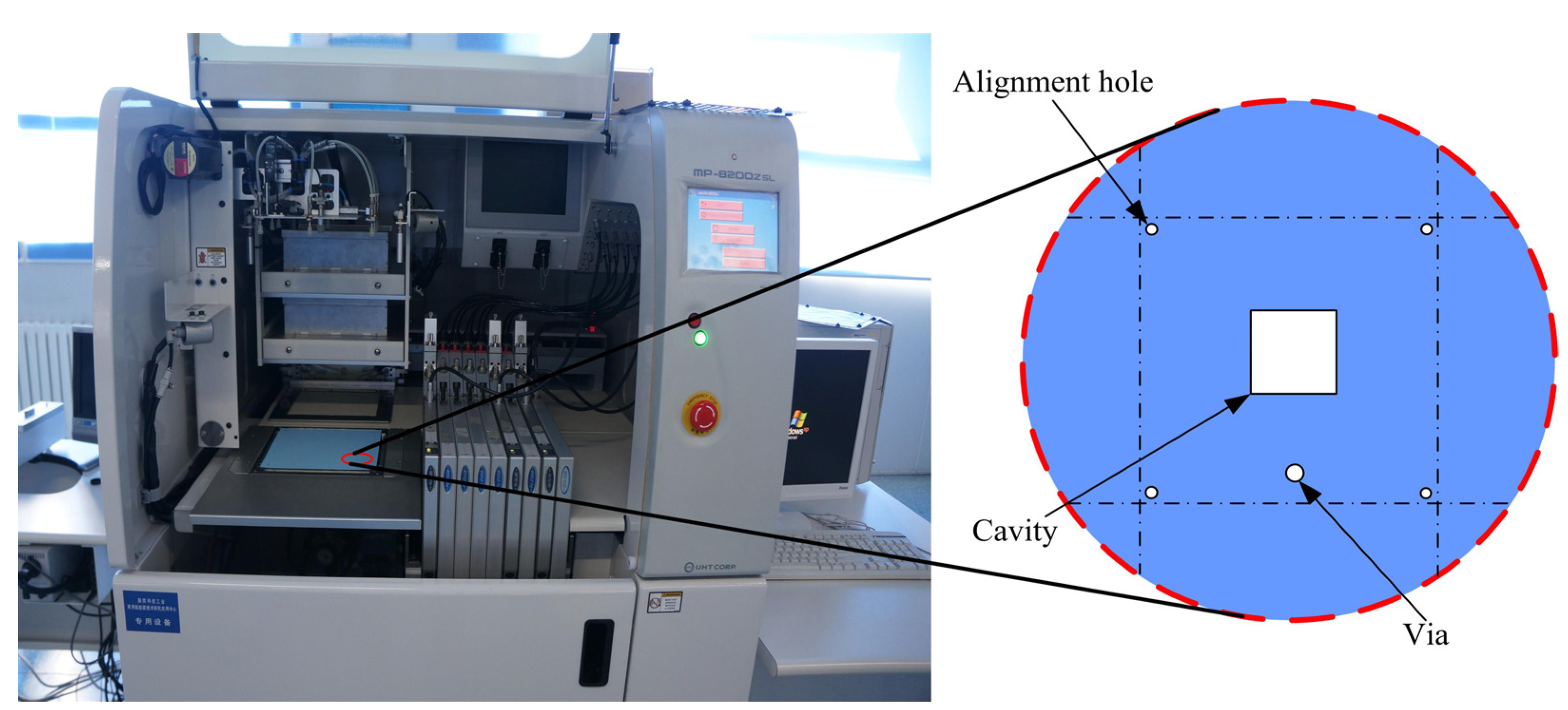
- Drilling: The Dupont 951 cast tapes (DuPont, Wilmington, DE, USA) were cut into 6-inch squares, and the cast taps were put in a 80 °C drying oven for approximately 30 min for pretreatment. The alignment hole, via, and capacitance cavity of the sensor were created using the punching machine (KEKO, Zuzemberk, SI, Slovenia), as shown in Figure 2. The alignment hole was used to laminate the cast tapes accurately, and the via was used to establish a metal connection between the ceramic cast layers.Figure 2. Drilling bedstand.
![Micromachines 05 00396 g002]()
- b
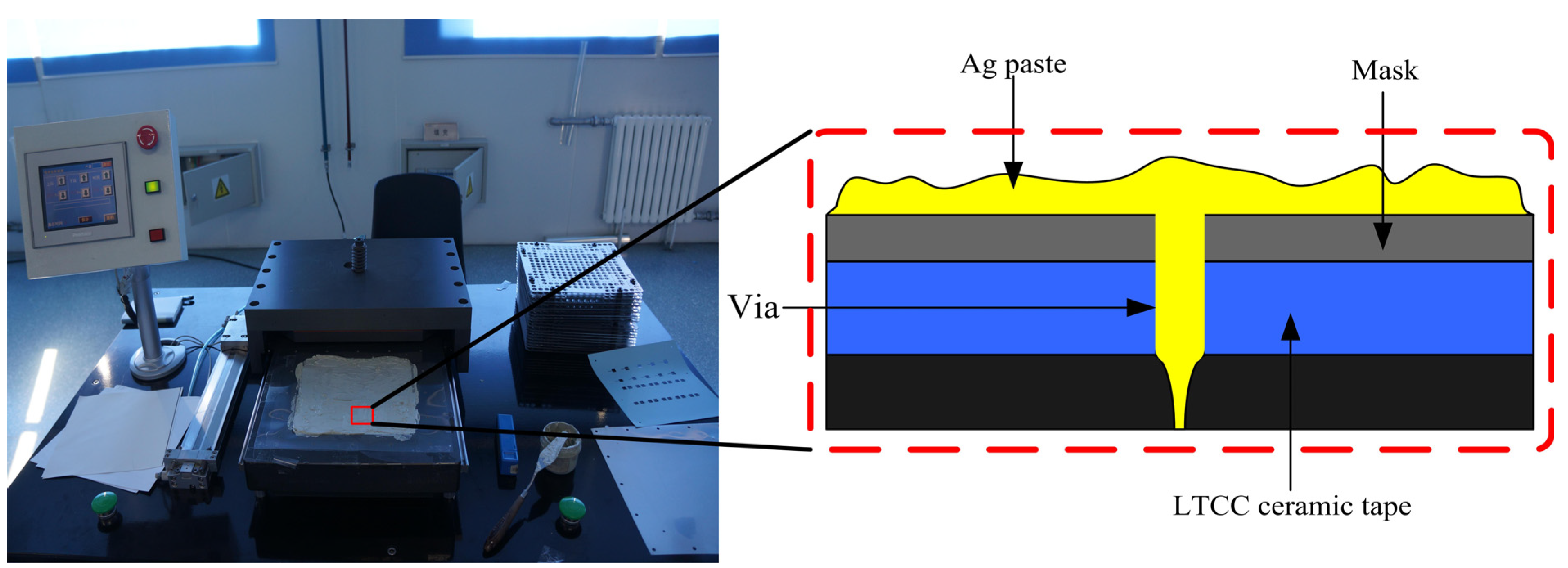
- Filling: After the drilling process was completed, the via was filled with DuPont 6142D silver paste (DuPont, Wilmington, DE, USA) in the filling machine (KEKO, Zuzemberk, SI, Slovenia), as shown in Figure 3. The via provides the metal interconnection between the inductance and capacitance of the ceramic tape layers.Figure 3. Filling bedstand.
![Micromachines 05 00396 g003]()
- c
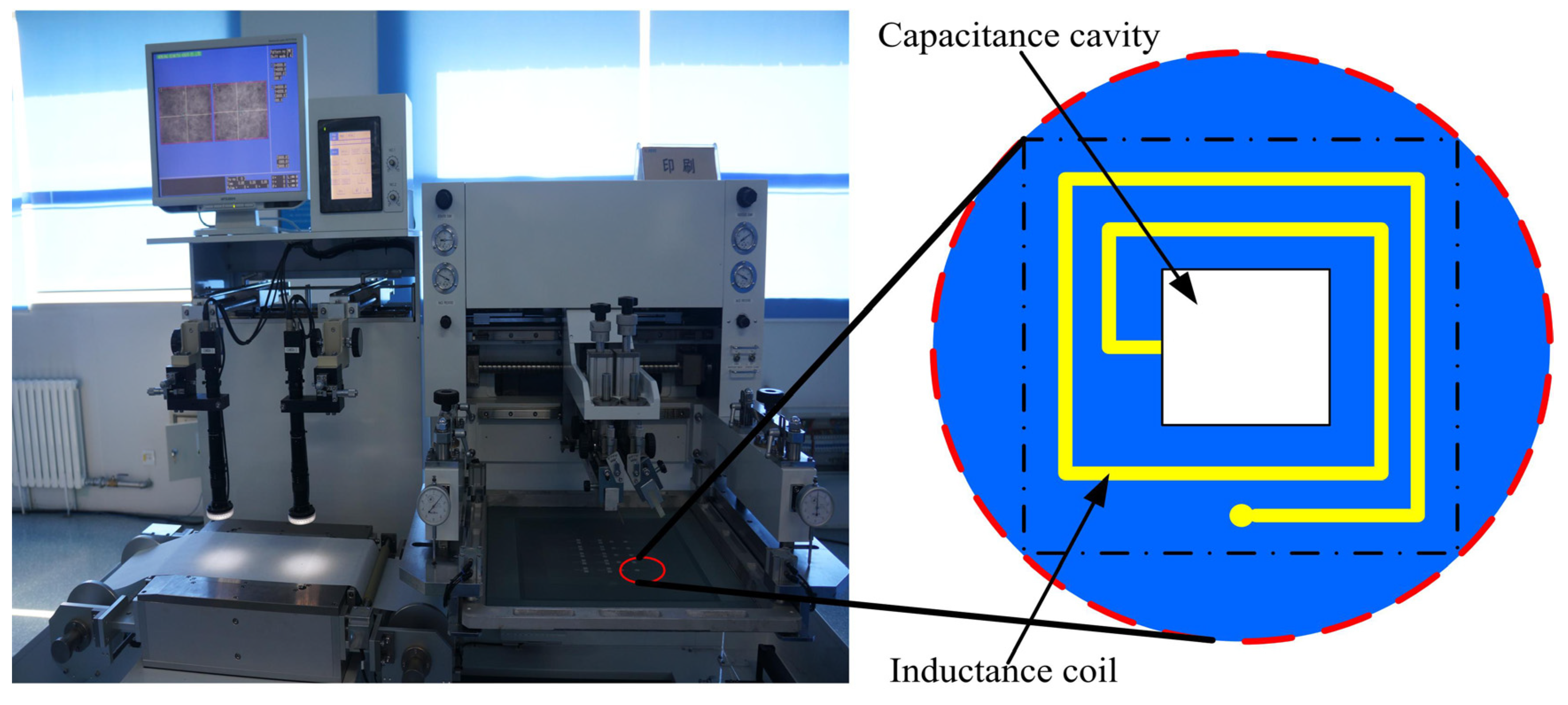
- Screen printing: After the filling process is completed, the screening-printing machines (KEKO, Zuzemberk, SI, Slovenia) was implemented for the inductance coil and capacitor plates using silk-screen printing, as shown in Figure 4. The mesh count of the printing plate is set to 250, which is conducive to the printing of the inductance coil. As the tapes and patterning coincide at a fixed position on the screen-printing plate, this ensured that they were aligned. Then, the metal plates (as a capacitor plate) and surrounding spiral metal wires (as a planar inductor) were screen-printed on the tapes according to the previous design. After screen printing, the ceramic tapes with 6142D Ag paste were put in a drying oven at 120 °C in air for about 5 min for thermal treatment.Figure 4. Screening bedstand.
![Micromachines 05 00396 g004]()
- d
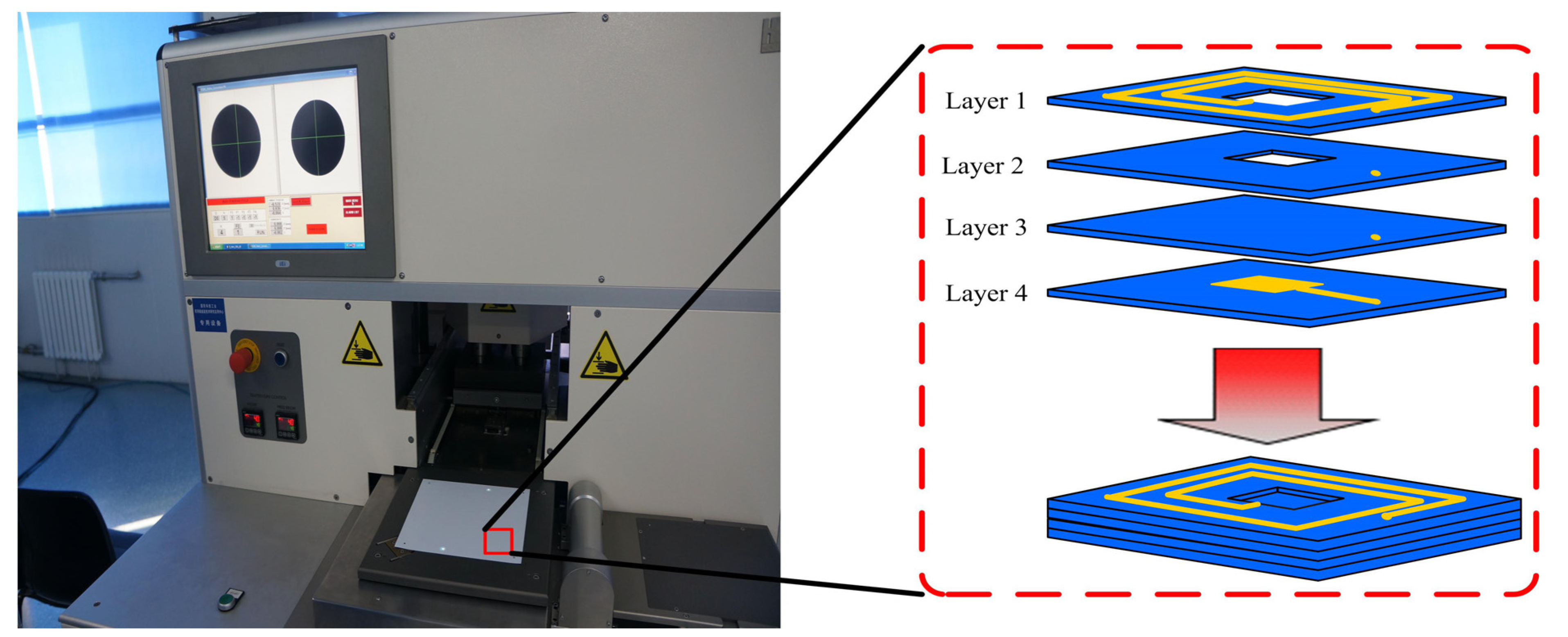
- Laminating: The ceramic tape layers were placed in the isostatic pressing laminating machine (KEKO, Zuzemberk, SI, Slovenia) to be laminated, as shown in Figure 5a. All the ceramic tape layers were stacked together according to the design requirement. The ceramic tape layers were laminated at a pressure of 21 MPa for 15 min. Then, the ceramic tape layers were tightly bonded together to form a complete ceramic substrate that could not be separated into individual layers.Figure 5. Laminating machine.
![Micromachines 05 00396 g005]()
- e
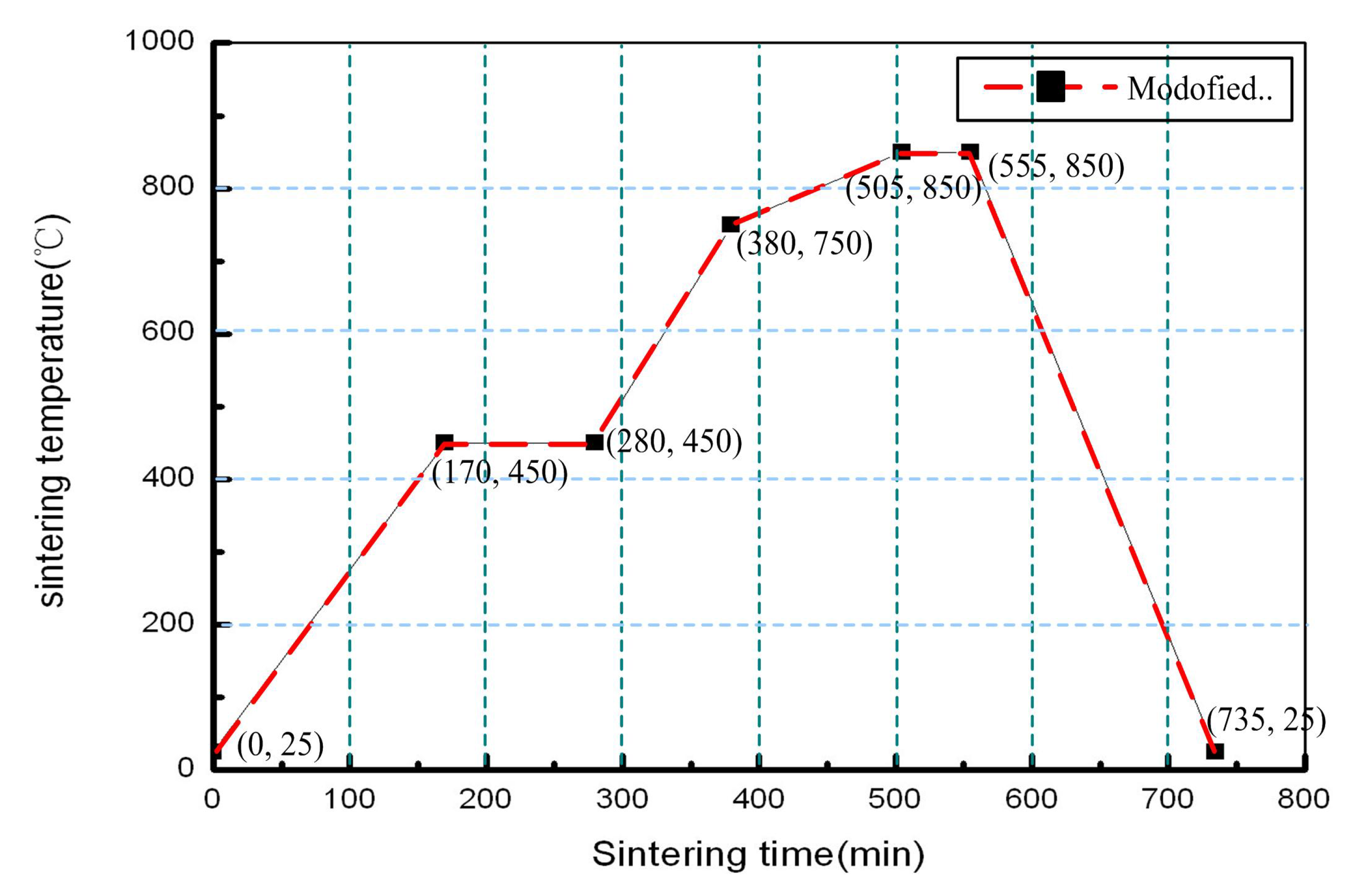
- Co-firing: After the laminating process, the ceramic substrate was put in a drying oven at 70 °C for approximately 10 min for thermal treatment. The ceramic substrate was cut, using a sharp blade, to create some signal ceramic substrates. Then, the ceramic substrates were sintered in the box furnace at a peak temperature of 850 °C for 50 min to melt the glass matrix, with a total firing time of about 750 min to cure the ceramic substrates. The specific sintering cure is shown in Figure 6.Figure 6. Temperature process control cure.
![Micromachines 05 00396 g006]()
- f
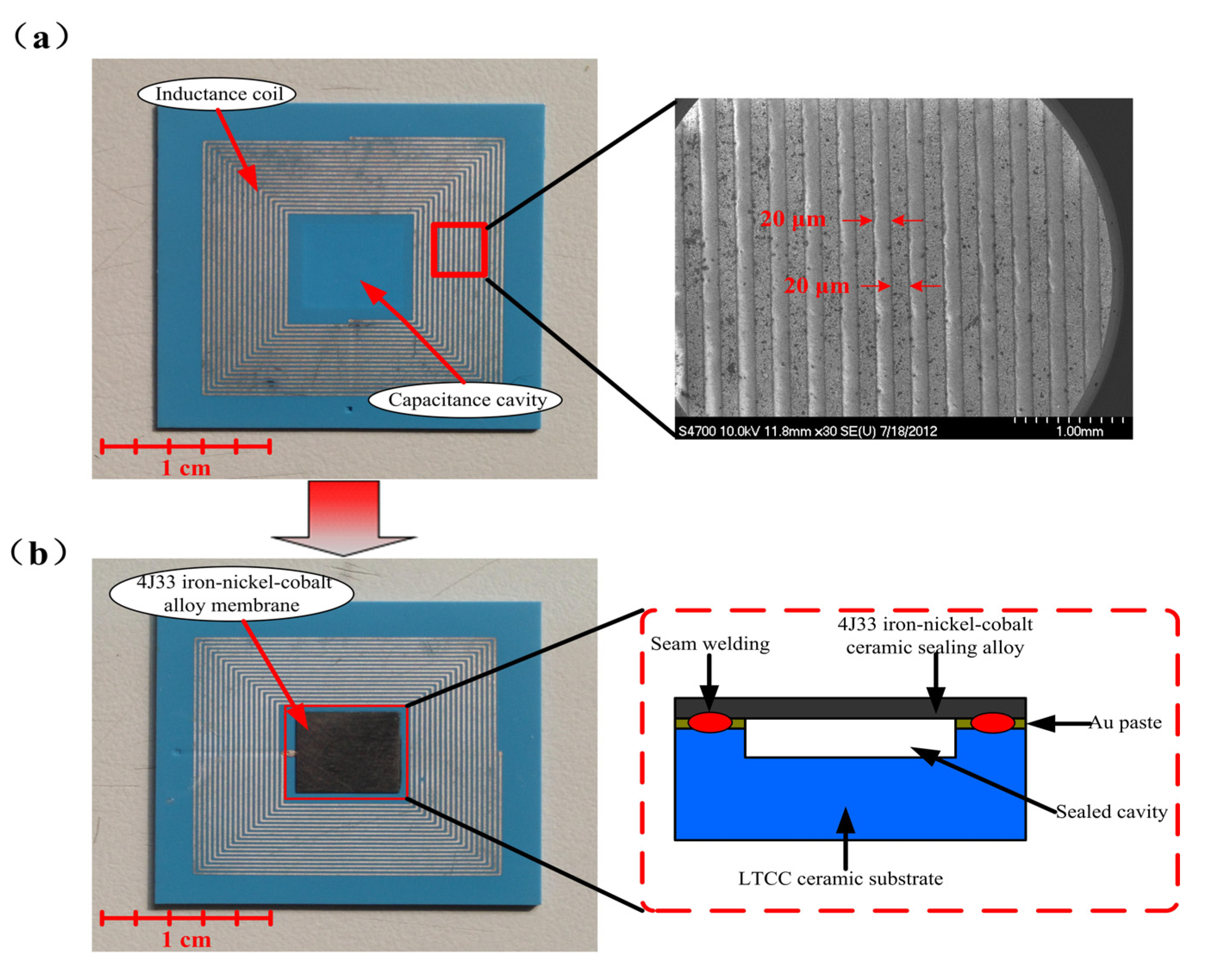
- Parallel seam sealing: After the co-firing, the ceramic tapes formed an integrated ceramic structure, as shown in Figure 7a. The ceramic substrate is not a complete pressure sensor, and the capacitor cavity structure consists only of a capacitor plate. In order to make the 4J33 iron-nickel-cobalt alloy as the sensitive membrane, it was made into a manhole cover-type membrane through a cold-rolled, polishing fabrication process. Before the seam welding, the oxide, dirt, oil and other impurities on the surface of iron-nickel alloy were cleaned completely, and the 4J33 iron-nickel-cobalt alloy were put in a 800 °C vacuum furnace for approximately 40 min for pretreatment. Au was plated on the parts between the ceramic substrates and the alloy membrane, which is beneficial to the metal membrane and ceramic substrate were closely linked together using parallel seam sealing machine (Arbor instrument Corporation, Qingdao, China). And, the seam welding process is in the vacuum environments, which can reduce the oxygen content and prevent the sensor from the influence of the external environments. During the seam welding process, the welding pressure was controlled for about 8 N, which can make the ceramic and alloy contact closely.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
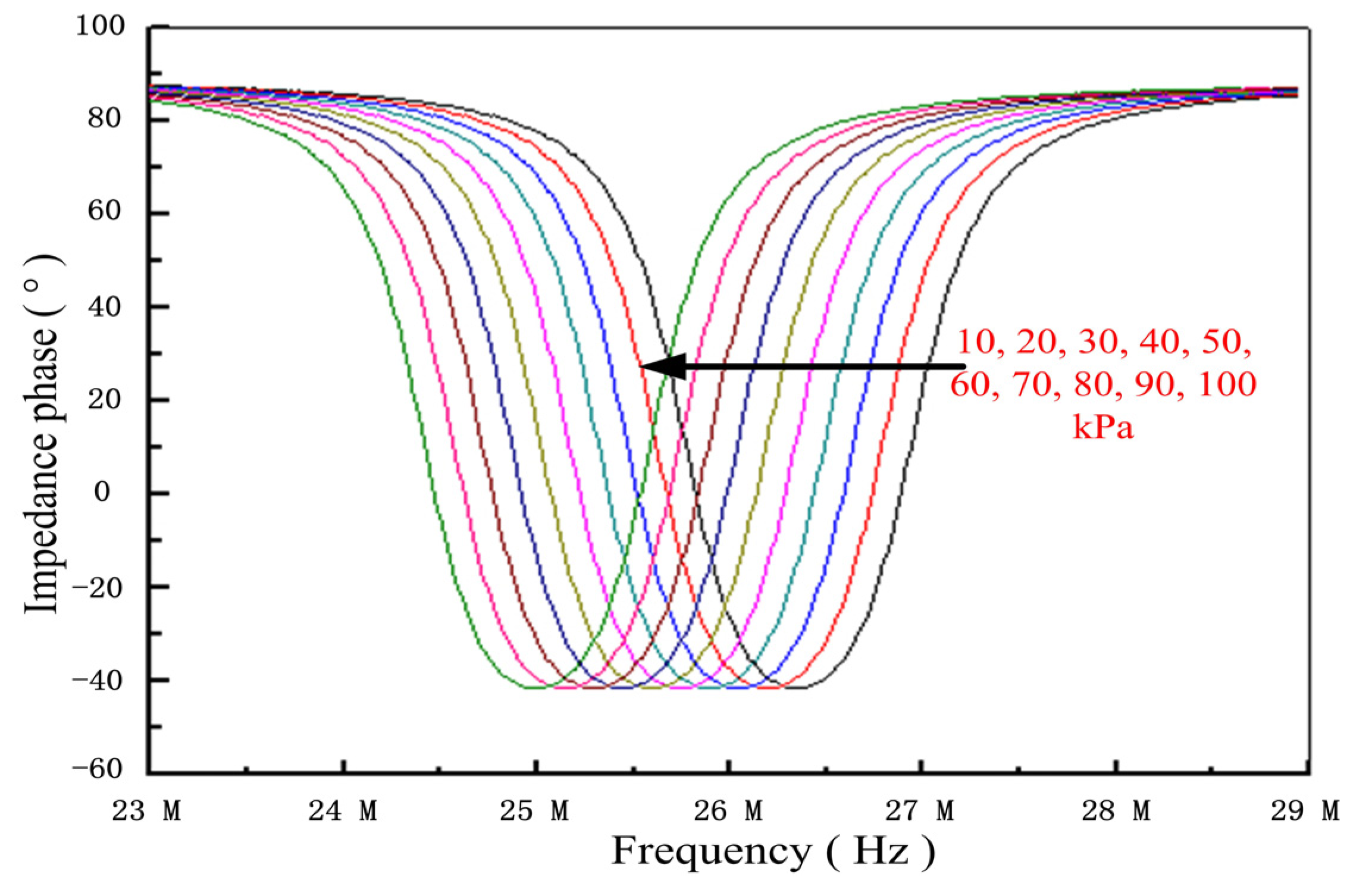
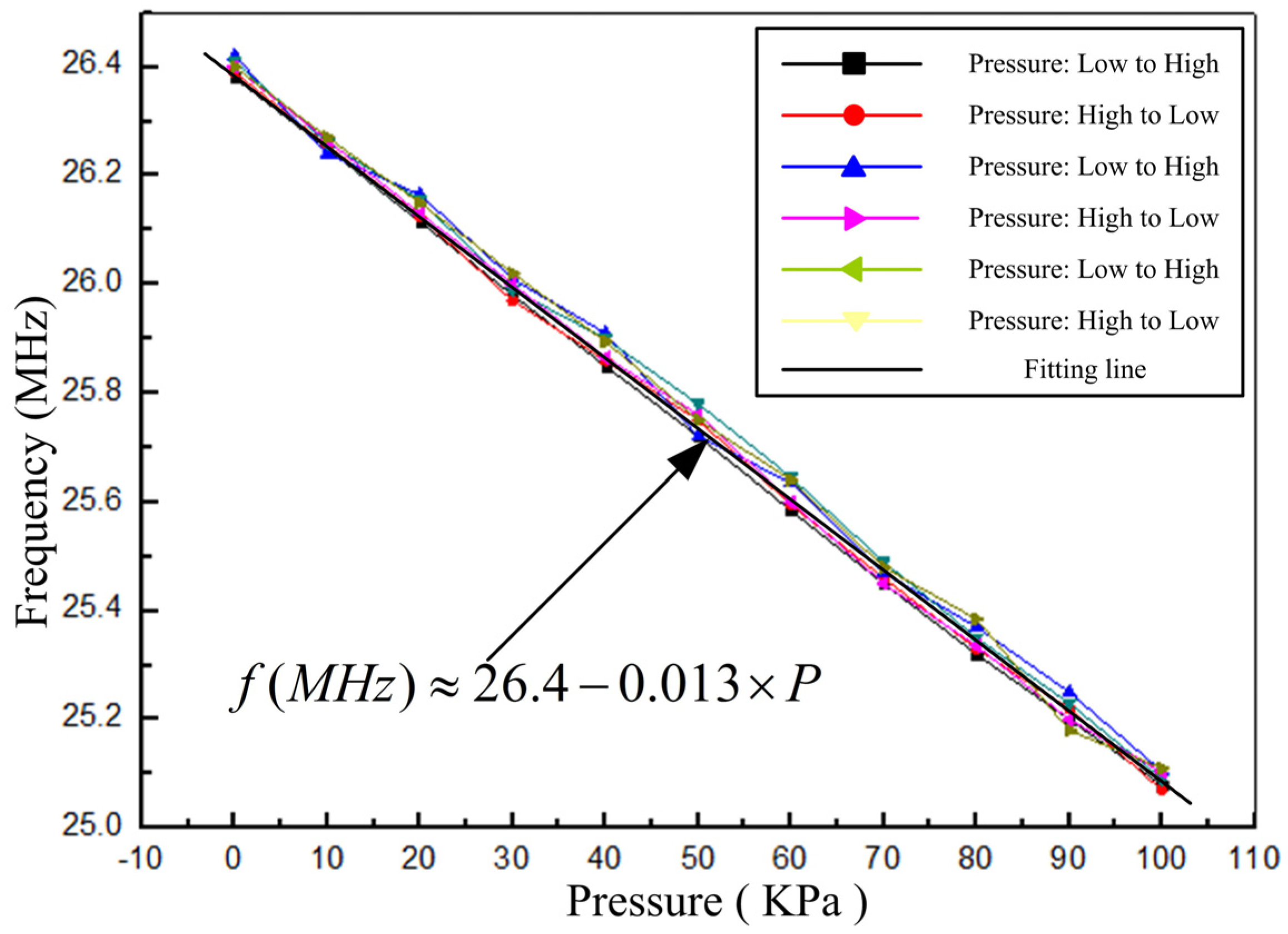
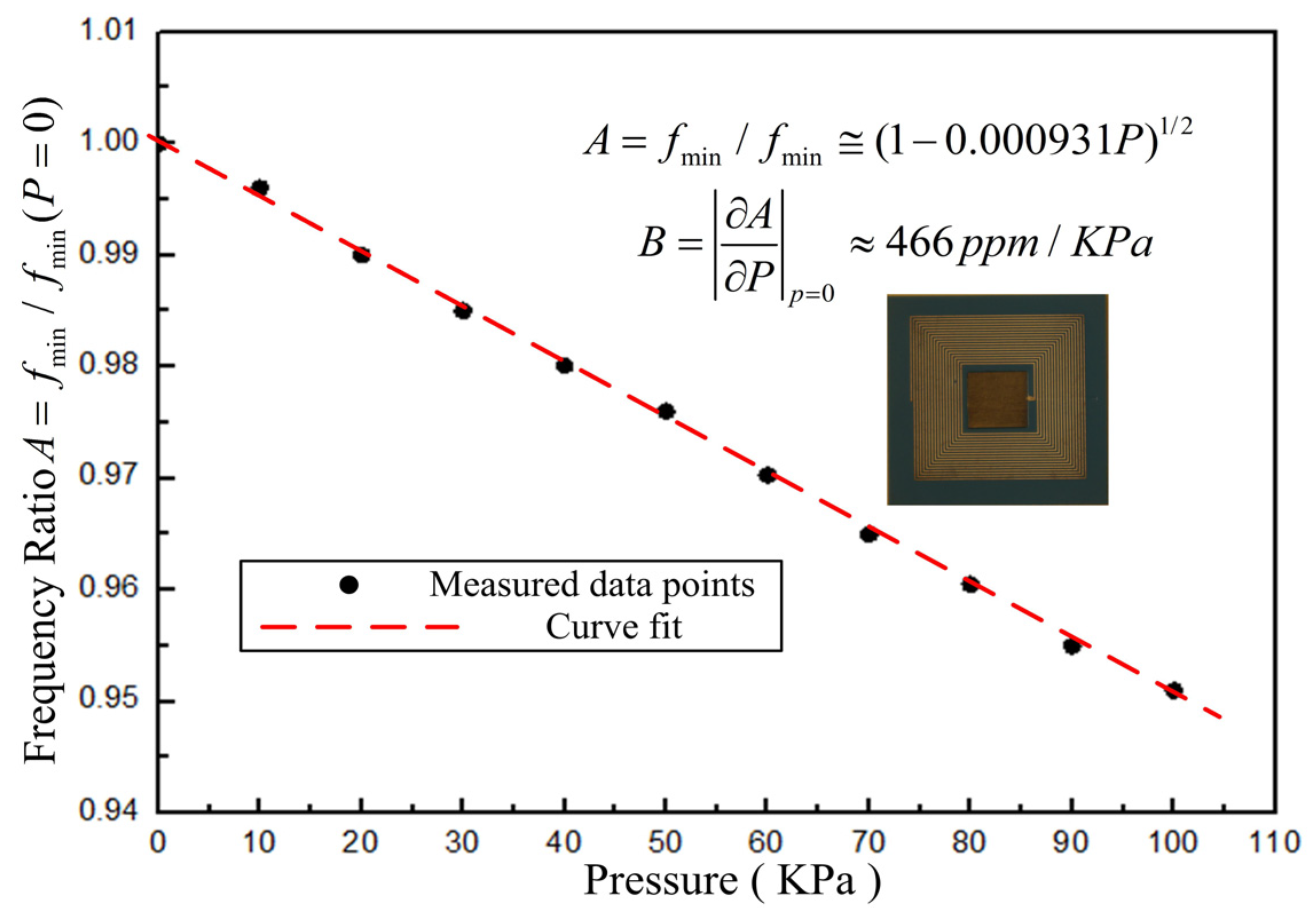
4. Results and Discussion







5. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Khanna, P.K.; Hornbostel, B.; Burgard, M.; Schäfer, W.; Dorner, J. Studies on threedimensional moulding, bonding and assembling of low-temperature-cofired ceramics for MEMS and MST applications. Mater. Chem. Phys. 2005, 89, 72–79. [Google Scholar] [CrossRef]
- Jones, W.K.; Liu, Y.; Larsen, B.; Wang, P.; Zampino, M. Chemical structural and mechanical properties of LTCC tapes. Int. J. Microcircuits Electron. Packag. 2000, 23, 469–473. [Google Scholar]
- Lam, R.H.W.; Li, W.J. A digitally controllable polymer-based microfluidic mixing module array. Micromachines 2012, 3, 279–294. [Google Scholar] [CrossRef]
- Garraud, A.; Combette, P.; Courteaud, J.; Giani, A. Effect of the detector width and gas pressure on the frequency response of a micromachined thermal accelerometer. Micromachines 2011, 2, 167–178. [Google Scholar] [CrossRef]
- Kuo, J.T.W.; Yu, L.; Meng, E. Micromachined thermal flow sensors—A review. Micromachines 2012, 3, 550–573. [Google Scholar] [CrossRef]
- Silvestri, S.; Schena, E. Micromachined flow sensors in biomedical applications. Micromachines 2012, 3, 225–243. [Google Scholar] [CrossRef]
- Ibáñez-García, N.; Alonso, J.; Martínez-Cisneros, C.S.; Valdés, F. Green-tape ceramics. New technological approach for integrating electronics and fluidics in microsystems. TrAC Trend Anal. Chem. 2008, 27, 24–33. [Google Scholar] [CrossRef]
- Goldbach, M.; Axthlem, H.; Keusgen, M. LTCC-based microchips for the electrochemical detection of phenolic compounds. Sens. Actuators B 2006, 120, 346–351. [Google Scholar] [CrossRef]
- Golonka, L.J. Technology and applications of low temperature co-fired ceramic (LTCC) based sensors and microsystems. Bull. Pol. Acad. Sci. Tech. Sci. 2006, 54, 221–231. [Google Scholar]
- Sadler, D.; Changrani, R.; Roberts, P.; Chou, C.; Zenhausern, F. Thermal management of BioMEMS: Temperature control for ceramic-based PCR and DNA detection devices. IEEE Trans. Compon. Packg. Technol. 2003, 26, 309–316. [Google Scholar] [CrossRef]
- Fonseca, M.A.; English, J.M.; von Arx, M.; Allen, M.G. Wireless micromachined ceramic pressure sensor for high-temperature applications. J. Microelectromech. Syst. 2002, 11, 337–343. [Google Scholar] [CrossRef]
- Fonseca, M.A. Polymer/Ceramic Wireless MEMS Pressure Sensors for Harsh Environments: High Temperature and Biomedical Applications. Ph.D. Thesis, Georgia Institute of Technology, Atalanta, GA, USA, 2007. [Google Scholar]
- Radosavljevic, G.J.; Zivanov, L.D.; Smetana, W.; Maric, A.M.; Unger, M.; Nad, L.F. A wireless embedded resonant pressure sensor fabricated in the standard LTCC technology. IEEE Sens. J. 2009, 9, 1956–1962. [Google Scholar] [CrossRef]
- Radosavljevic, G.; Smetana, W.; Mari, A.; Zivanov, L.J.; Unger, M.; Stojanovi, G. Microforce Sensor Fabricated in the LTCC Technology. In Proceedings of the 27th International Conference on Microelectronics (MIEL 2010), Nis, Serbia, 16–19 May 2010; pp. 16–19.
- Xiong, J.; Li, Y.; Hong, Y.; Zhang, B.; Cui, T.; Tan, Q.; Zheng, S.; Liang, T. Wireless LTCC-based capacitive pressure sensor for harsh environment. Sens. Actuators A 2013, 197, 30–37. [Google Scholar] [CrossRef]
- Akar, O.; Akin, T.; Najafi, K. A Wireless batch sealed absolute capacitive pressure sensor. Sens. Actuators A 2001, 95, 29–38. [Google Scholar] [CrossRef]
- DeHennis, A.; Wise, K.D. A Double-Sided Single-Chip Wireless Pressure Sensor. In Proceedings of the 15th IEEE Micro-Electro-Mechanical Systems Conference, Las Vegas, NV, USA, 20 January 2002; pp. 252–255.
- Baldi, A.; Choi, W.; Ziaie, B. A self-resonant frequency-modulated micromachined passive pressure transensor. IEEE Sens. J. 2003, 2, 728–733. [Google Scholar] [CrossRef]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Li, C.; Tan, Q.; Zhang, W.; Xue, C.; Li, Y.; Xiong, J. Microfabrication of a Novel Ceramic Pressure Sensor with High Sensitivity Based on Low-Temperature Co-Fired Ceramic (LTCC) Technology. Micromachines 2014, 5, 396-407. https://doi.org/10.3390/mi5020396
Li C, Tan Q, Zhang W, Xue C, Li Y, Xiong J. Microfabrication of a Novel Ceramic Pressure Sensor with High Sensitivity Based on Low-Temperature Co-Fired Ceramic (LTCC) Technology. Micromachines. 2014; 5(2):396-407. https://doi.org/10.3390/mi5020396
Chicago/Turabian StyleLi, Chen, Qiulin Tan, Wendong Zhang, Chenyang Xue, Yunzhi Li, and Jijun Xiong. 2014. "Microfabrication of a Novel Ceramic Pressure Sensor with High Sensitivity Based on Low-Temperature Co-Fired Ceramic (LTCC) Technology" Micromachines 5, no. 2: 396-407. https://doi.org/10.3390/mi5020396