Effects of the Manufacturing Process on the Reliability of the Multilayer Structure in MetalMUMPs Actuators: Residual Stresses and Variation of Design Parameters


Abstract
:1. Introduction
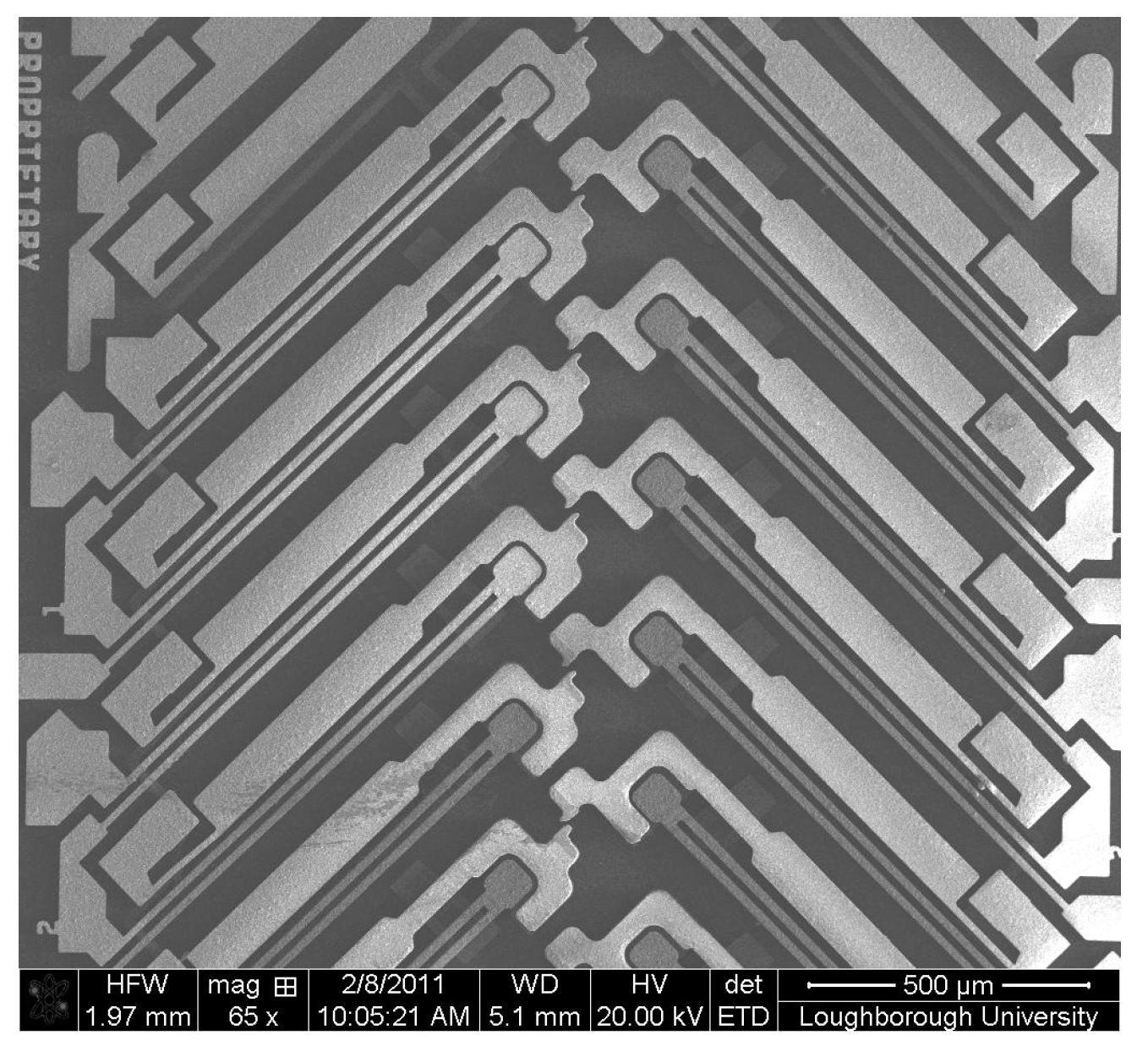
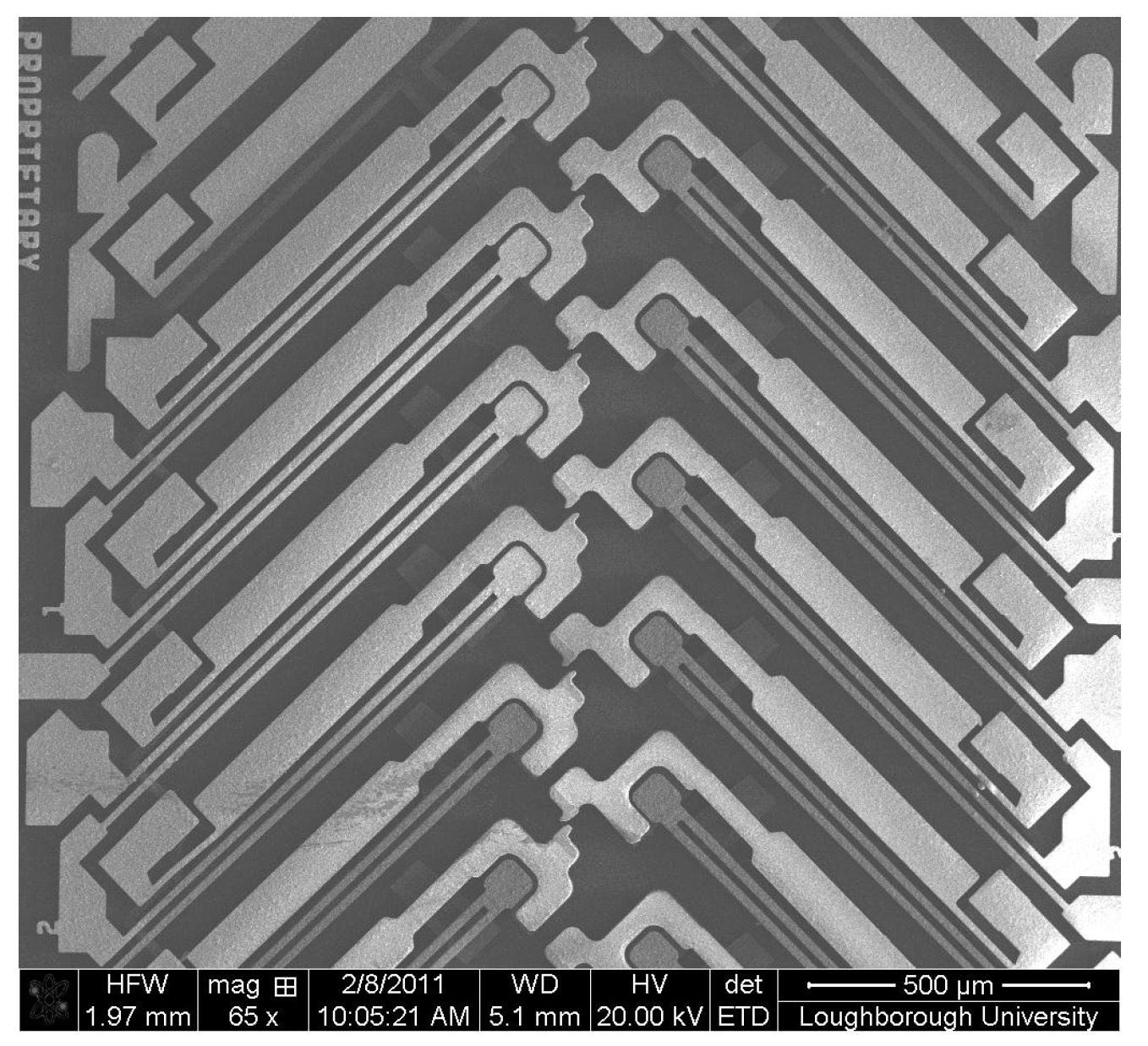
2. MEMSCAP® Actuator
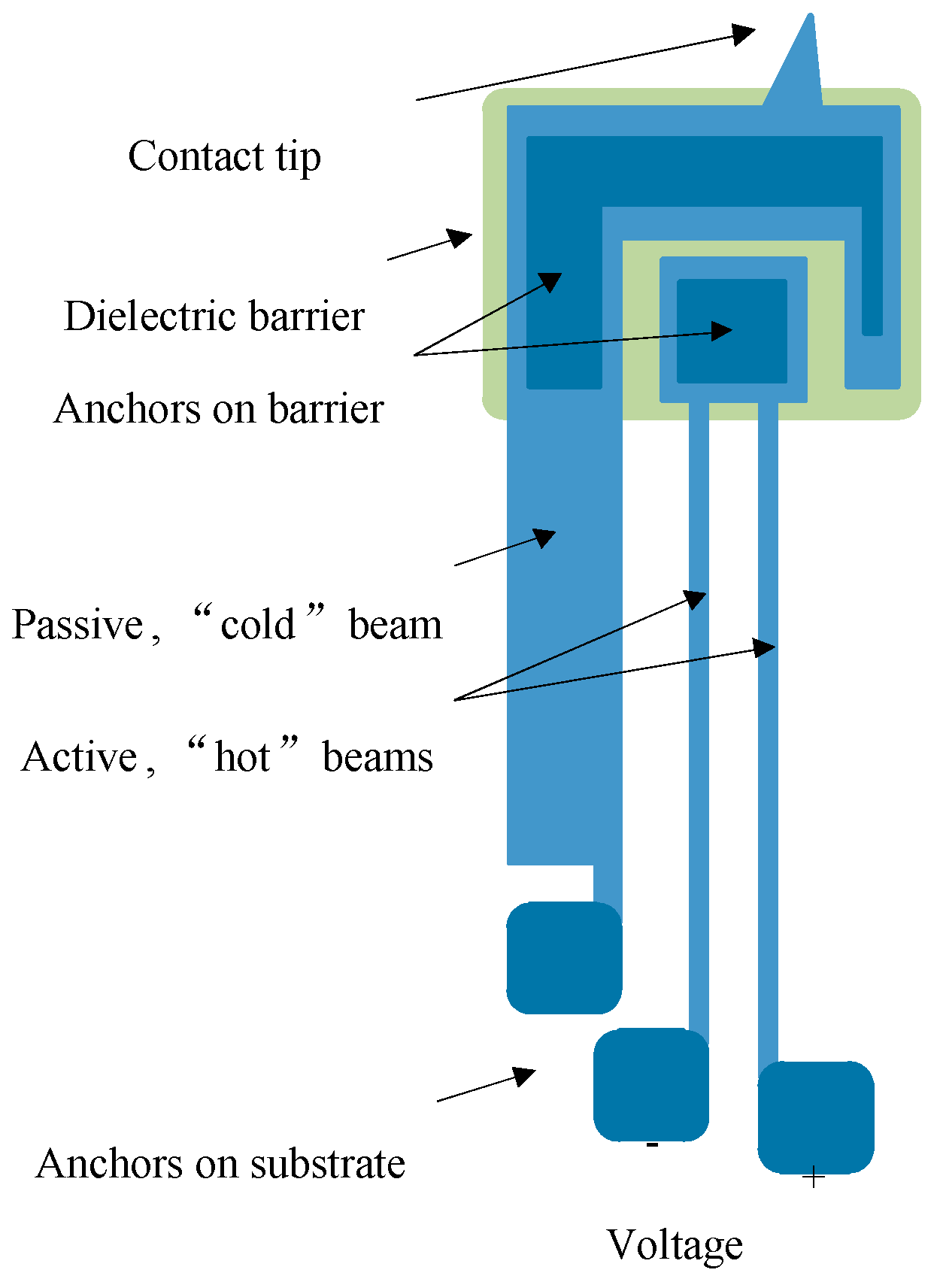
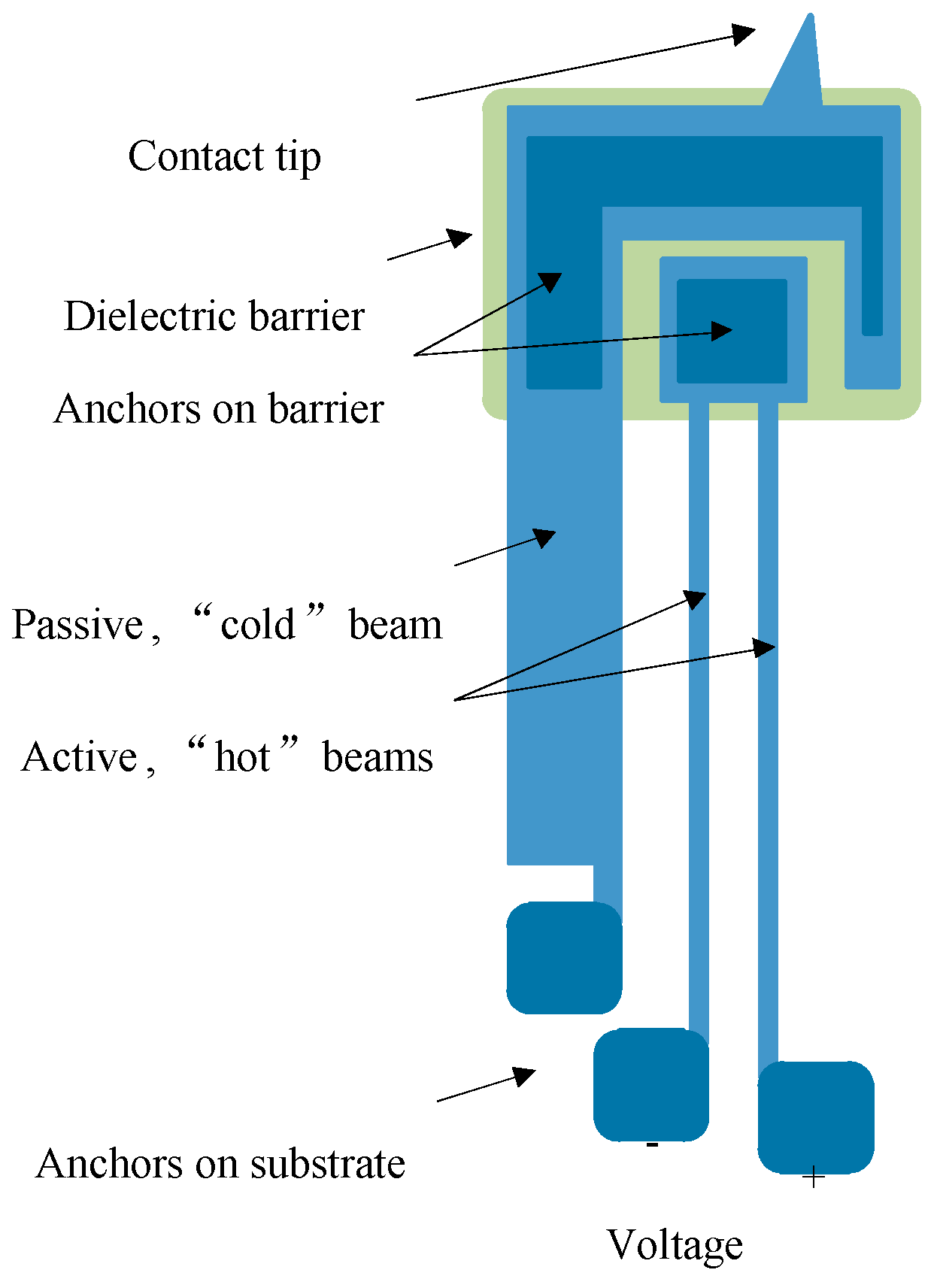
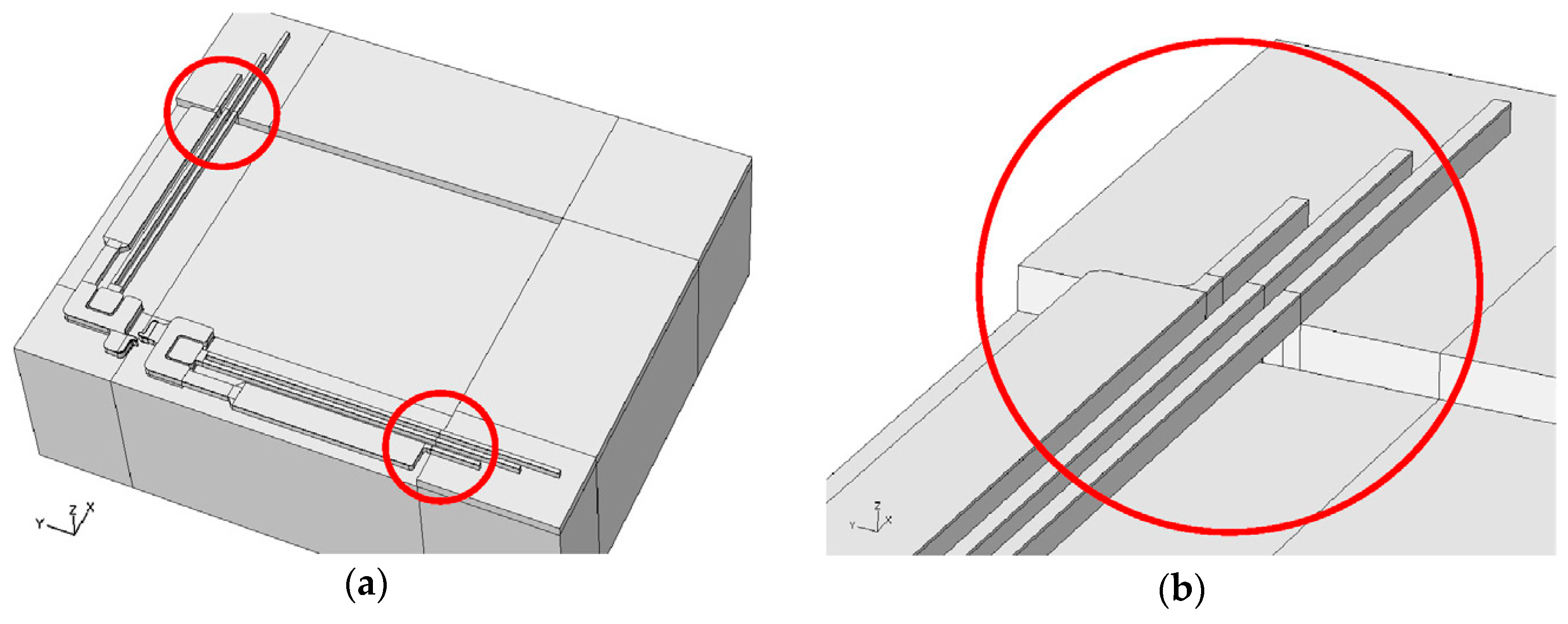
2.1. Micro Actuator Presentation
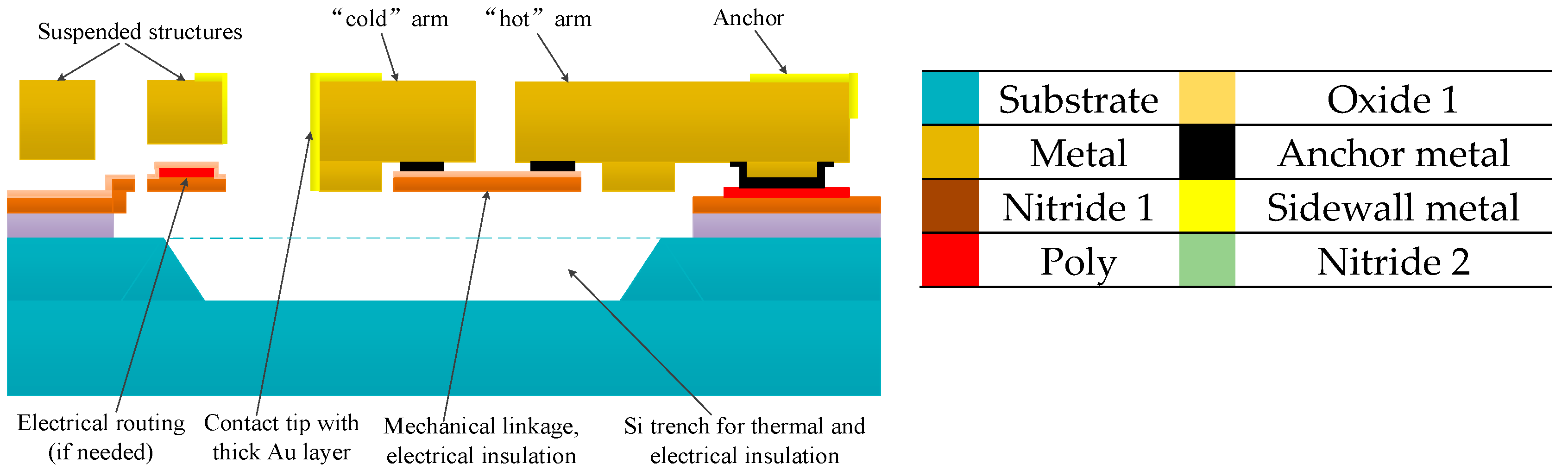
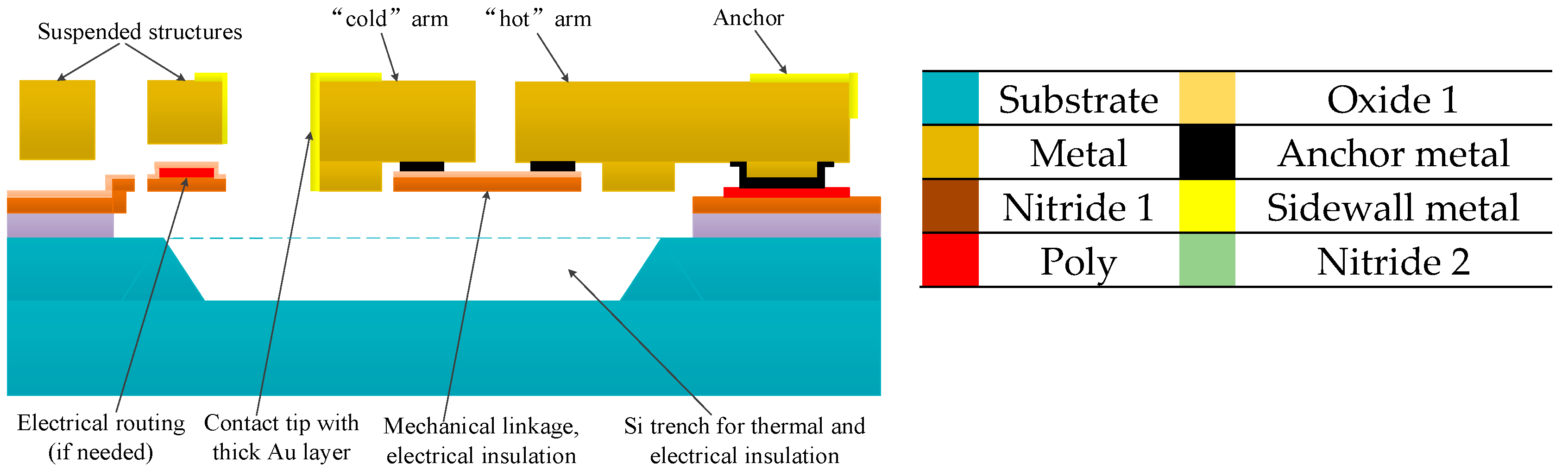
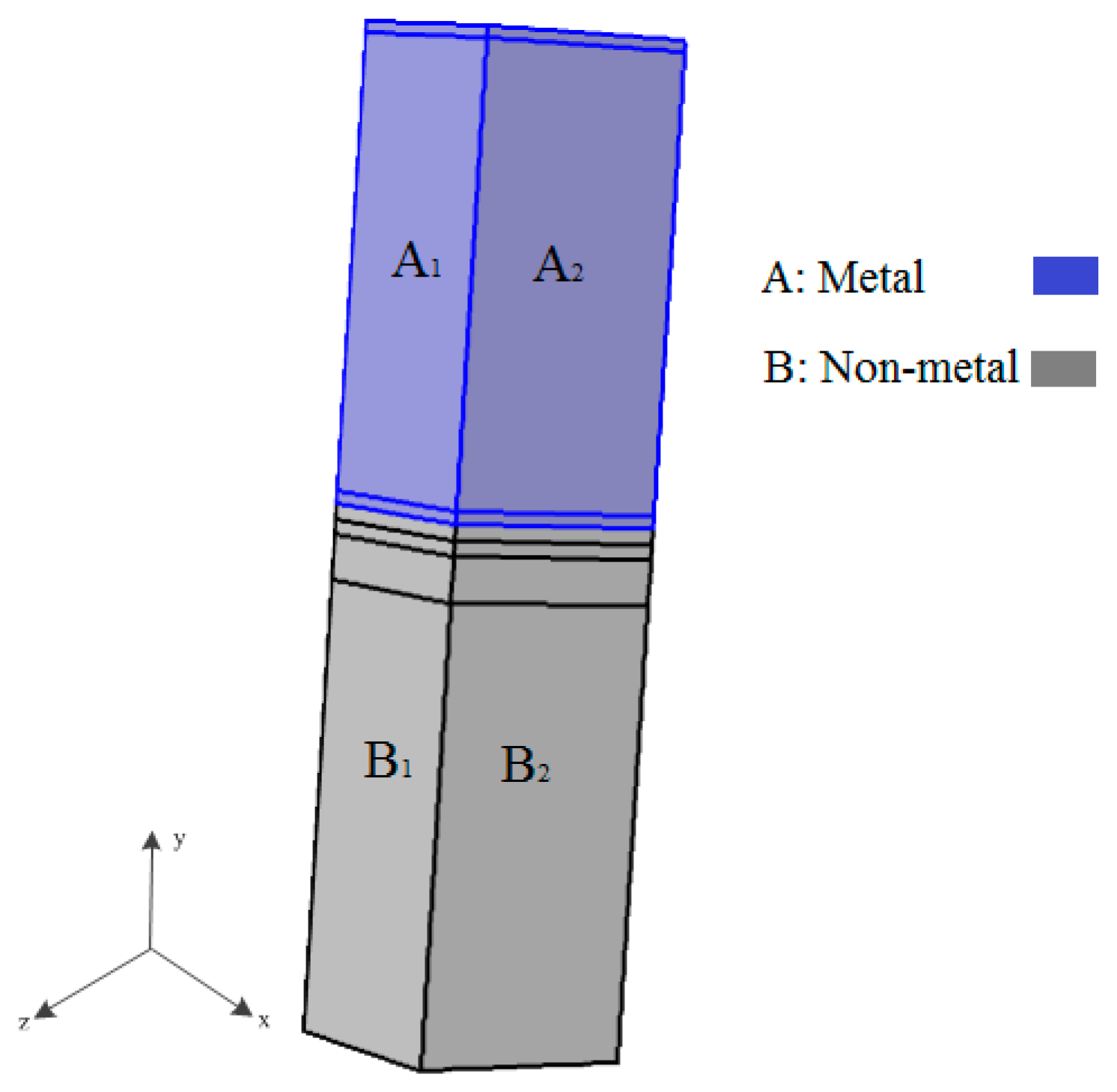
2.2. Preliminary Analysis of the Multilayer Structure
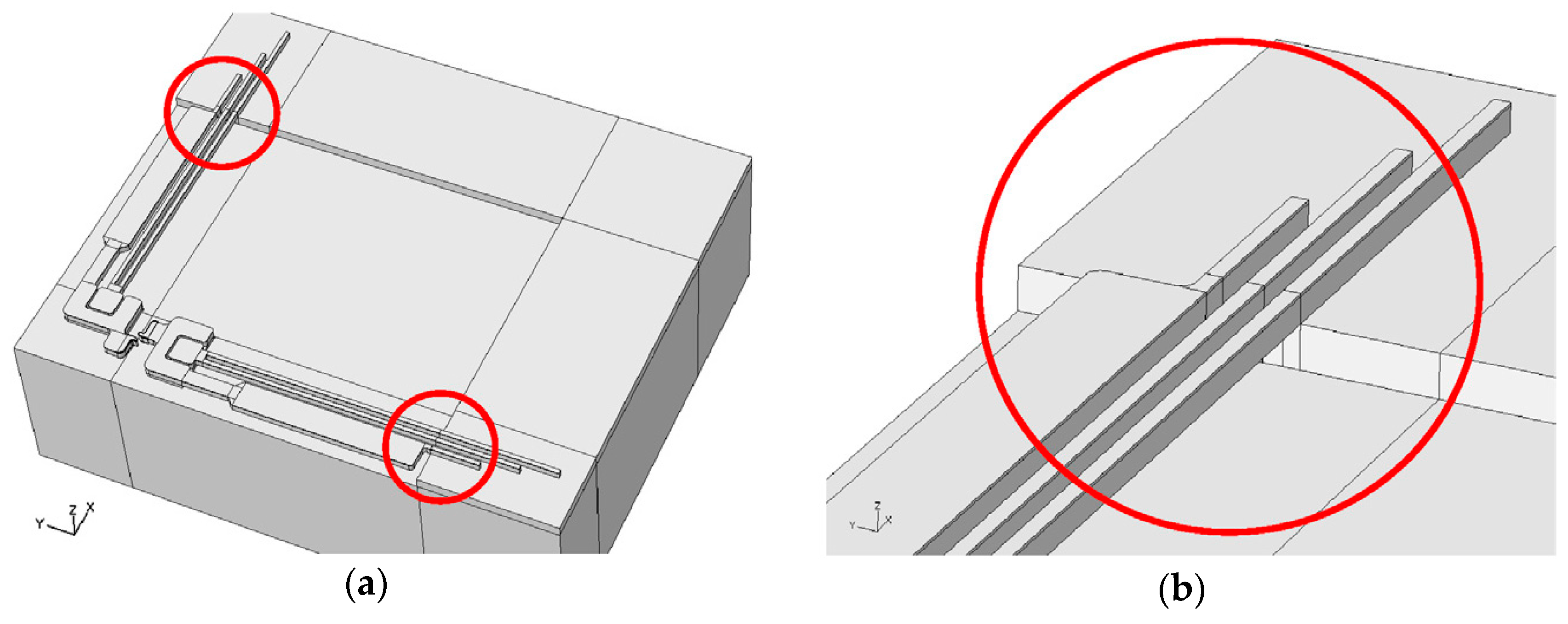
3. Micromechanical Modelling
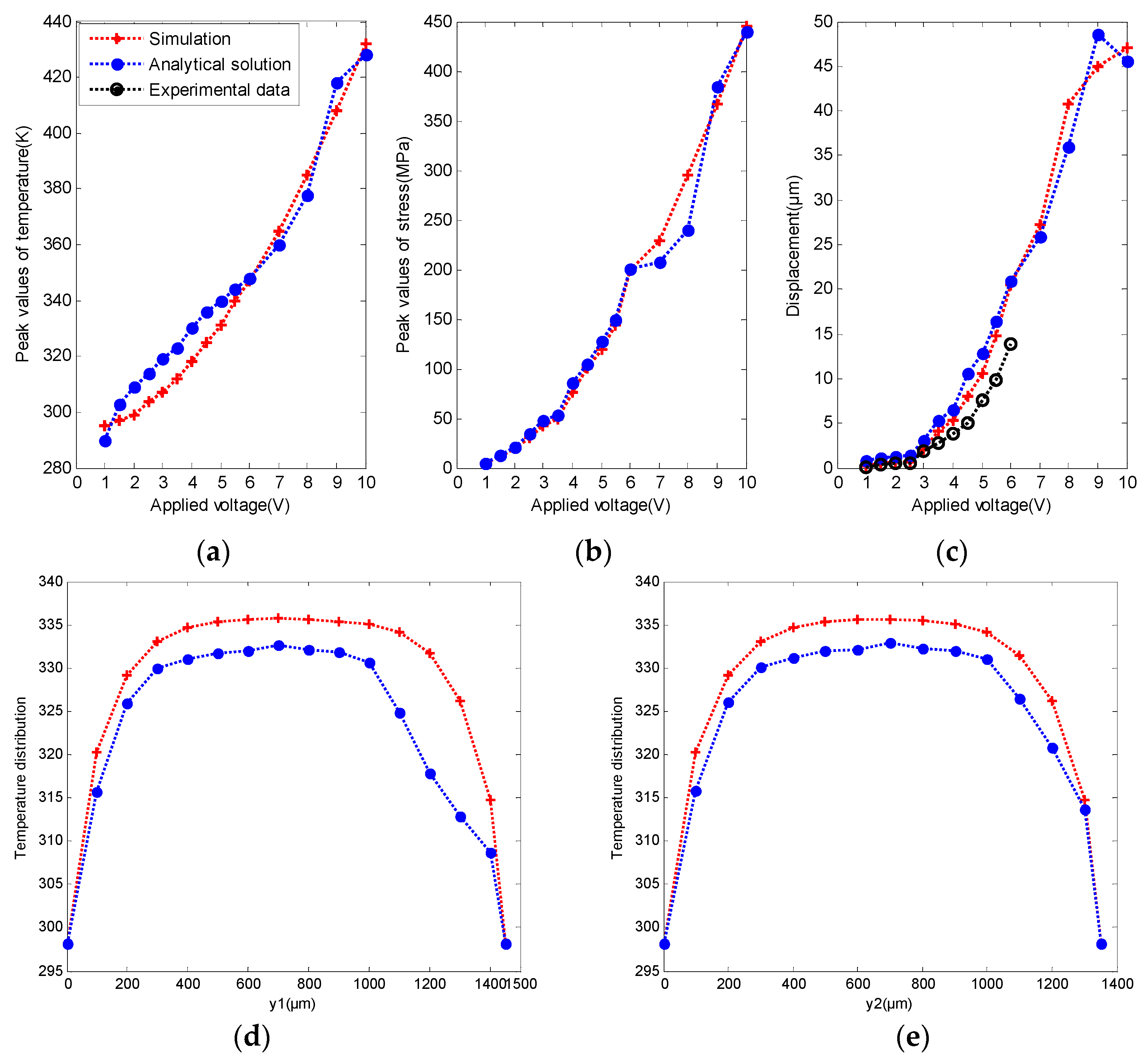
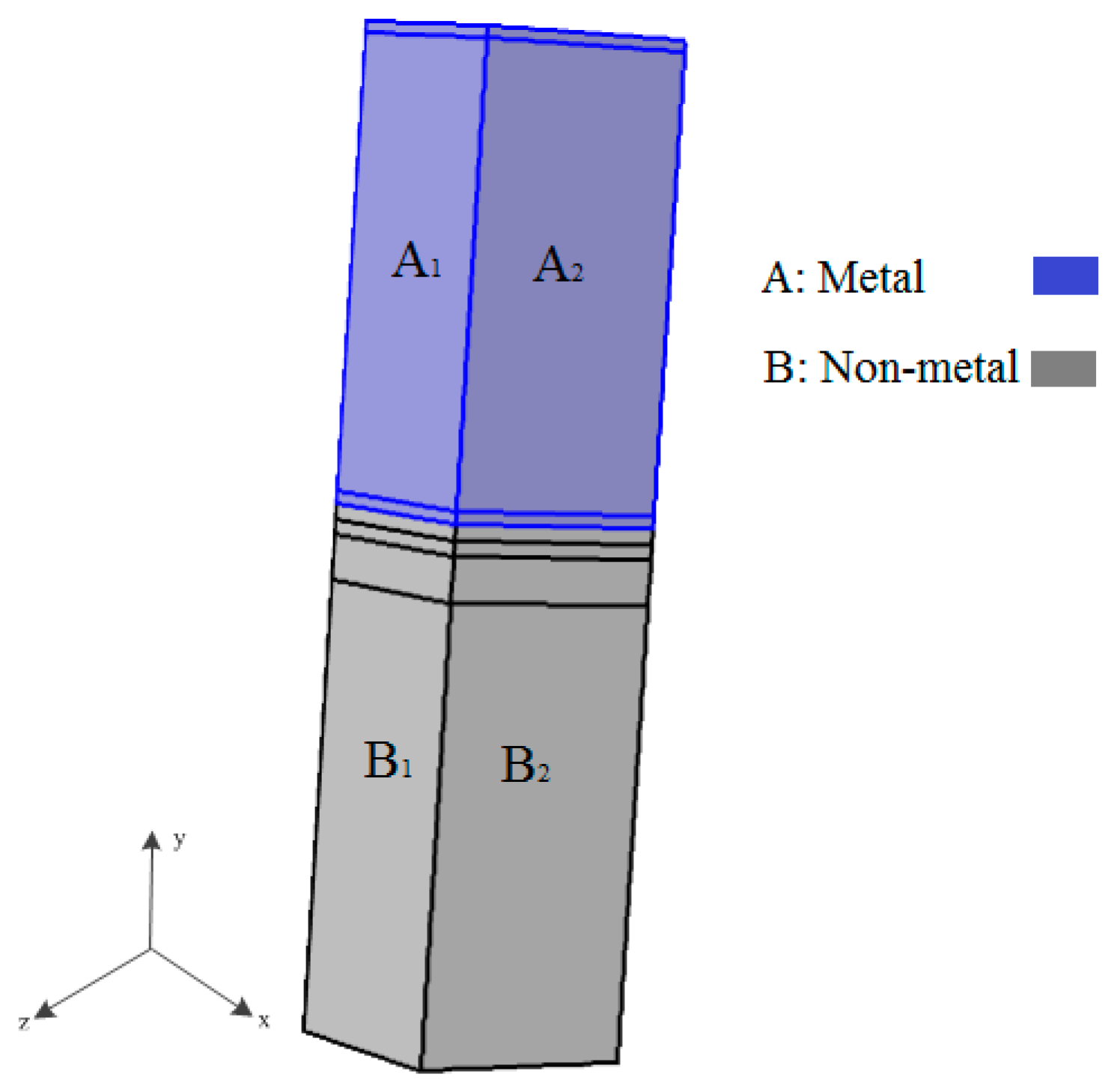
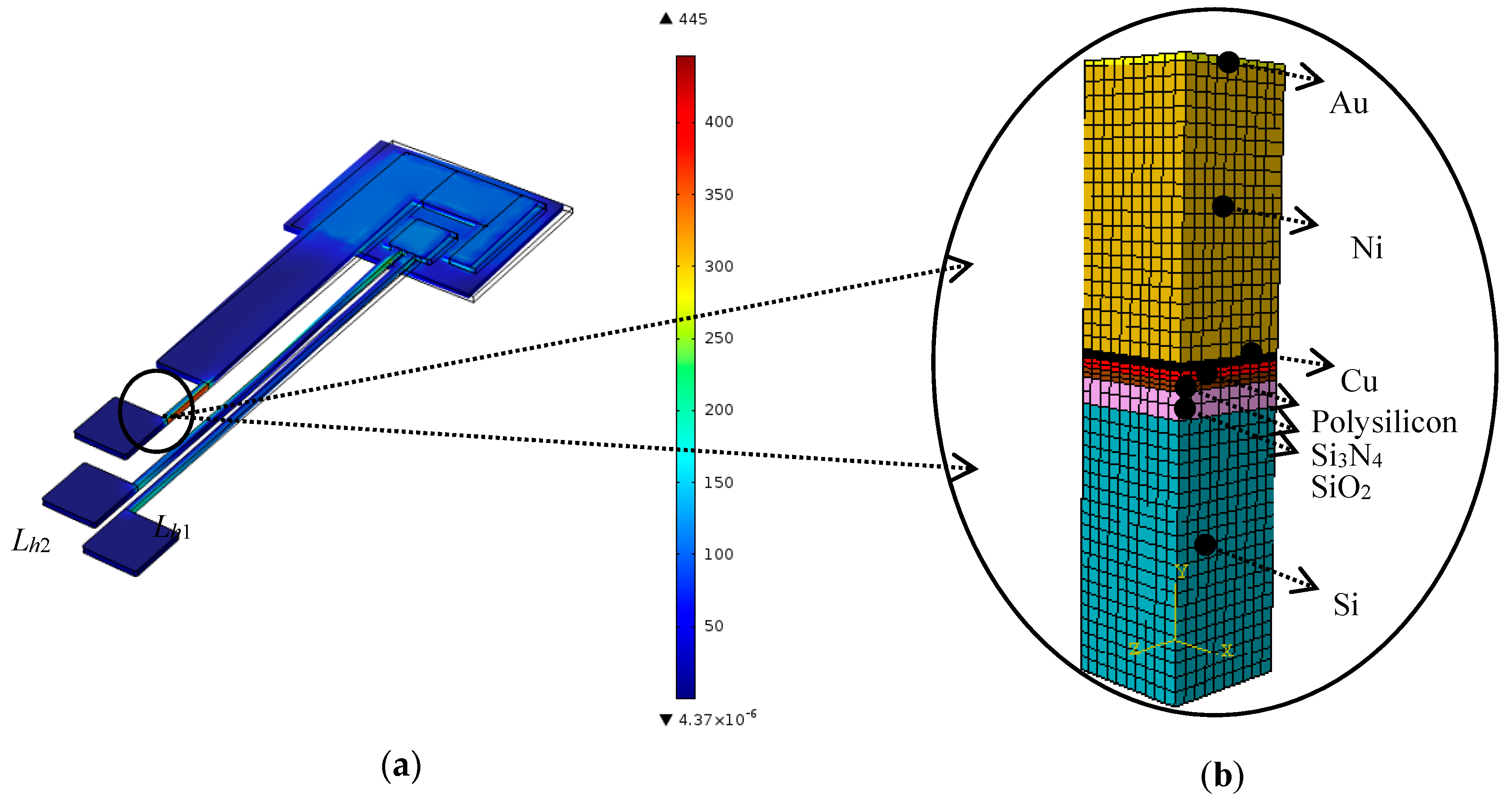
3.1. Geometrical and Material Property Characterization
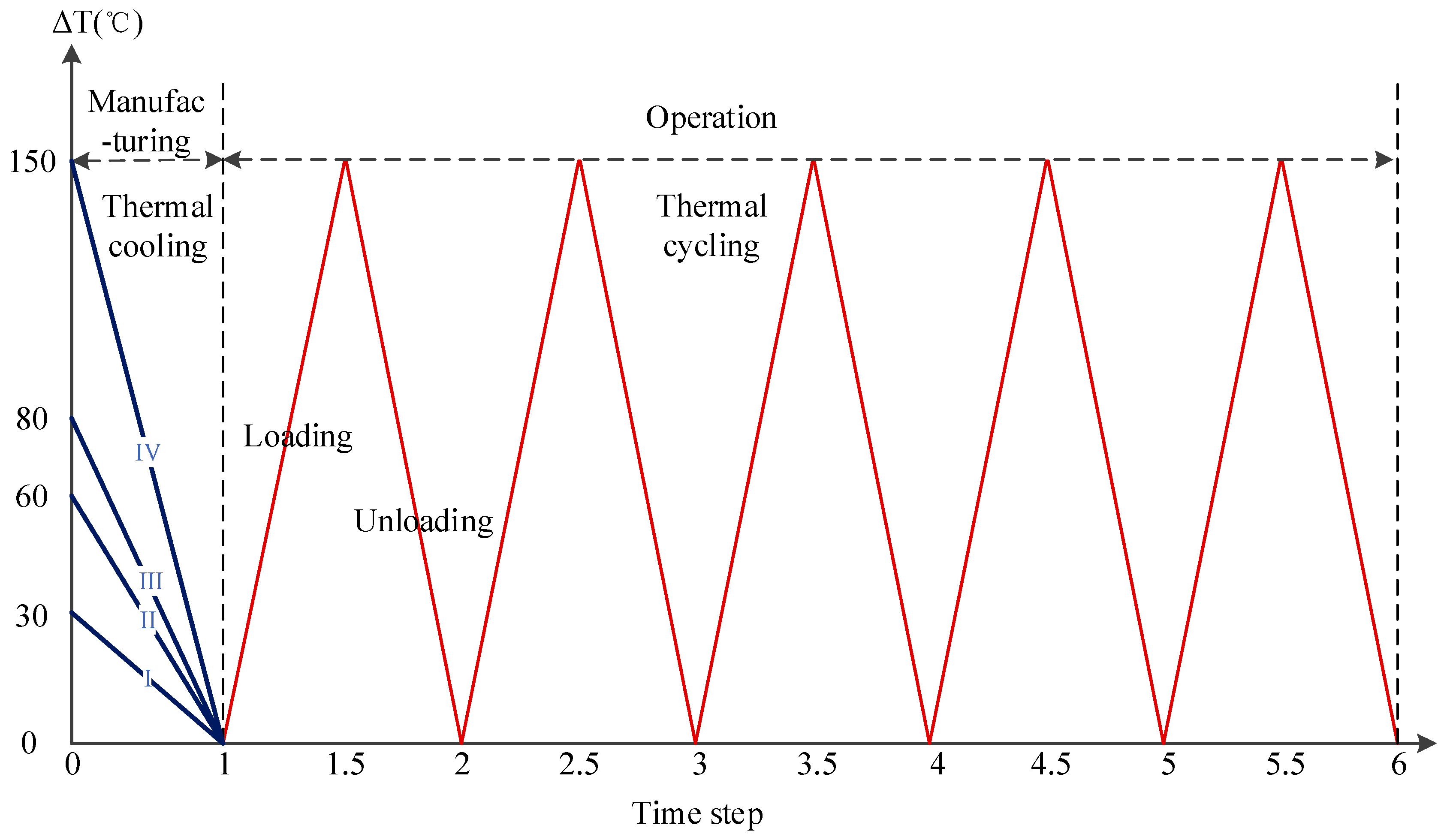
3.2. Dynamic Loadings for Failure Analyses
4. Results and Discussion
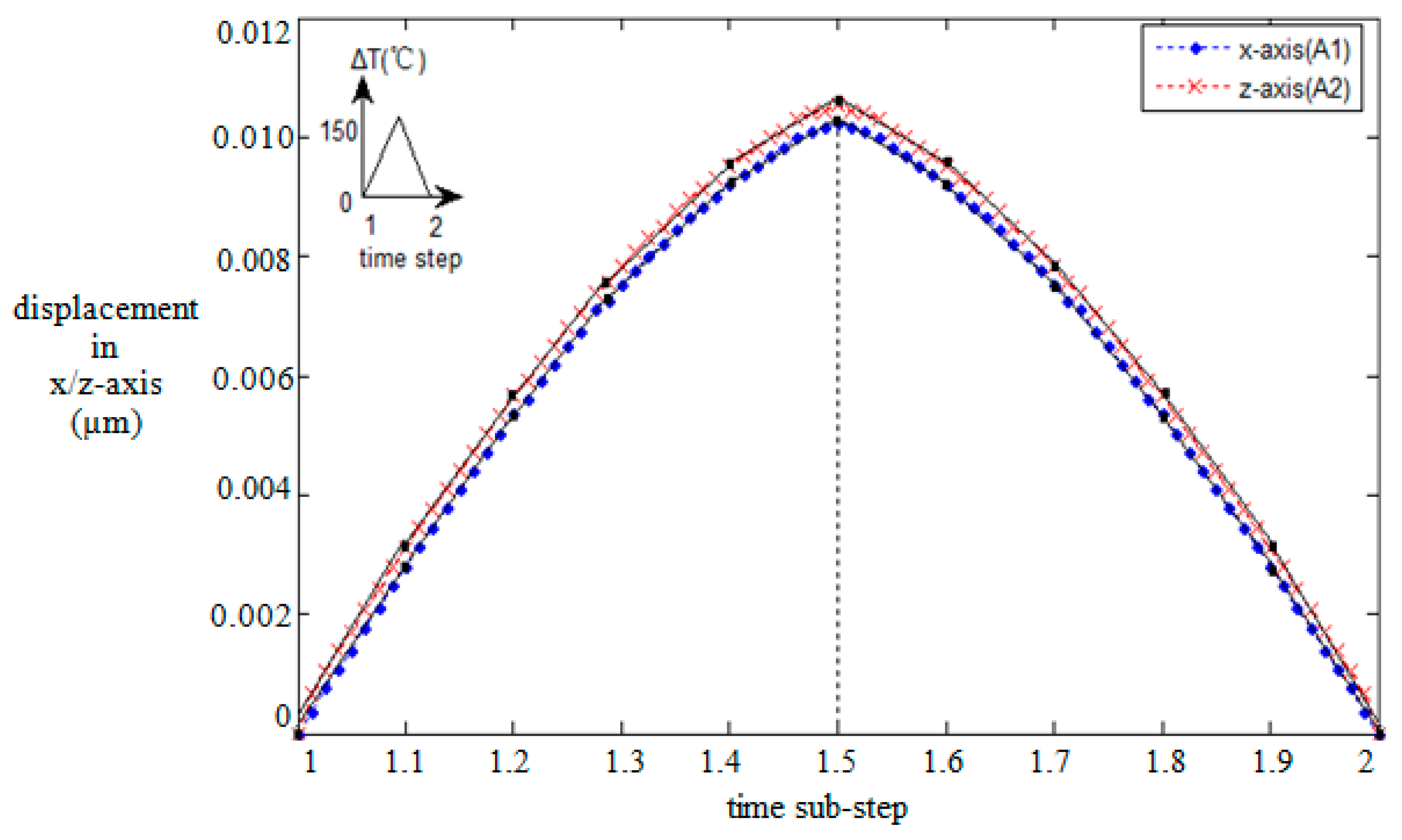
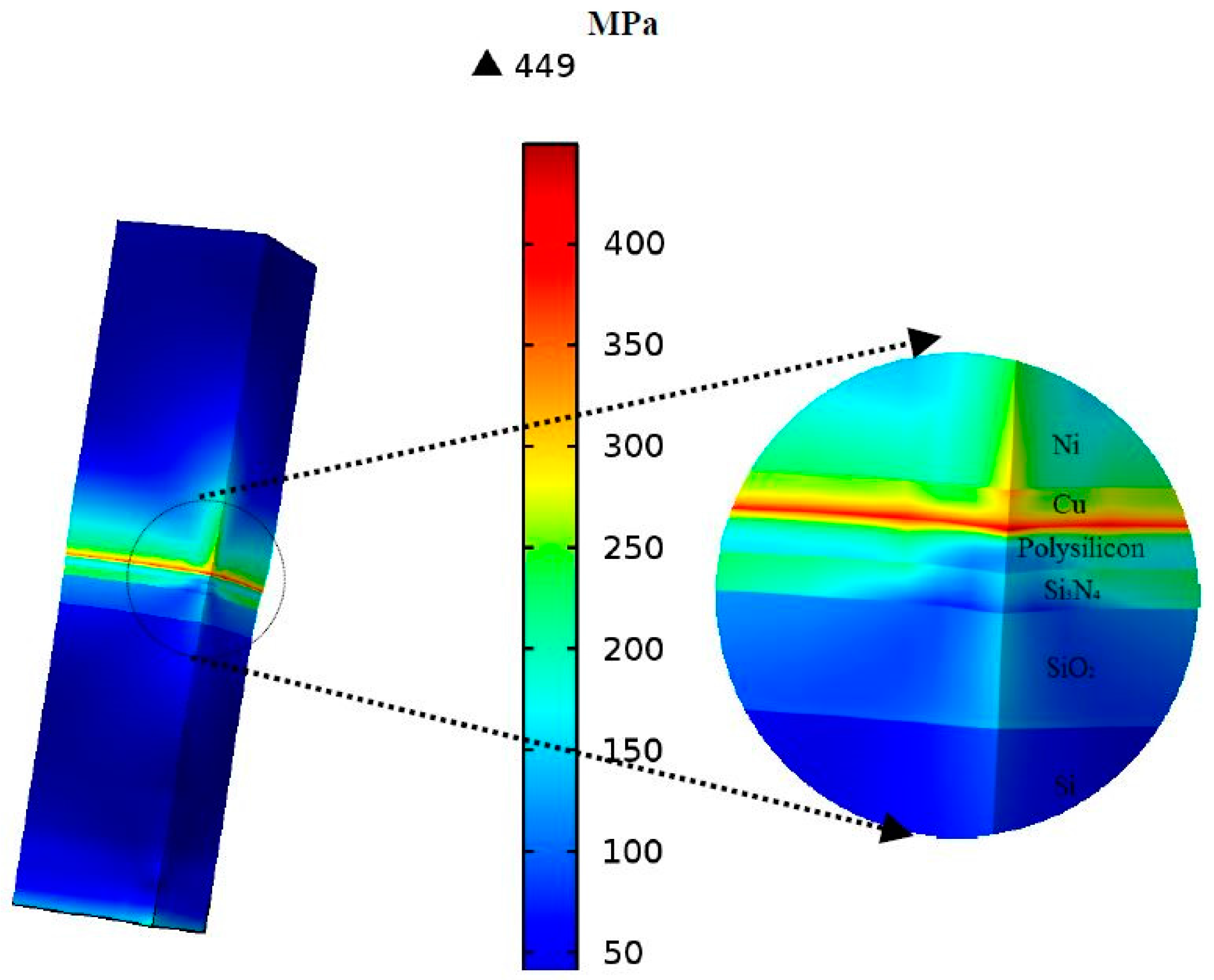
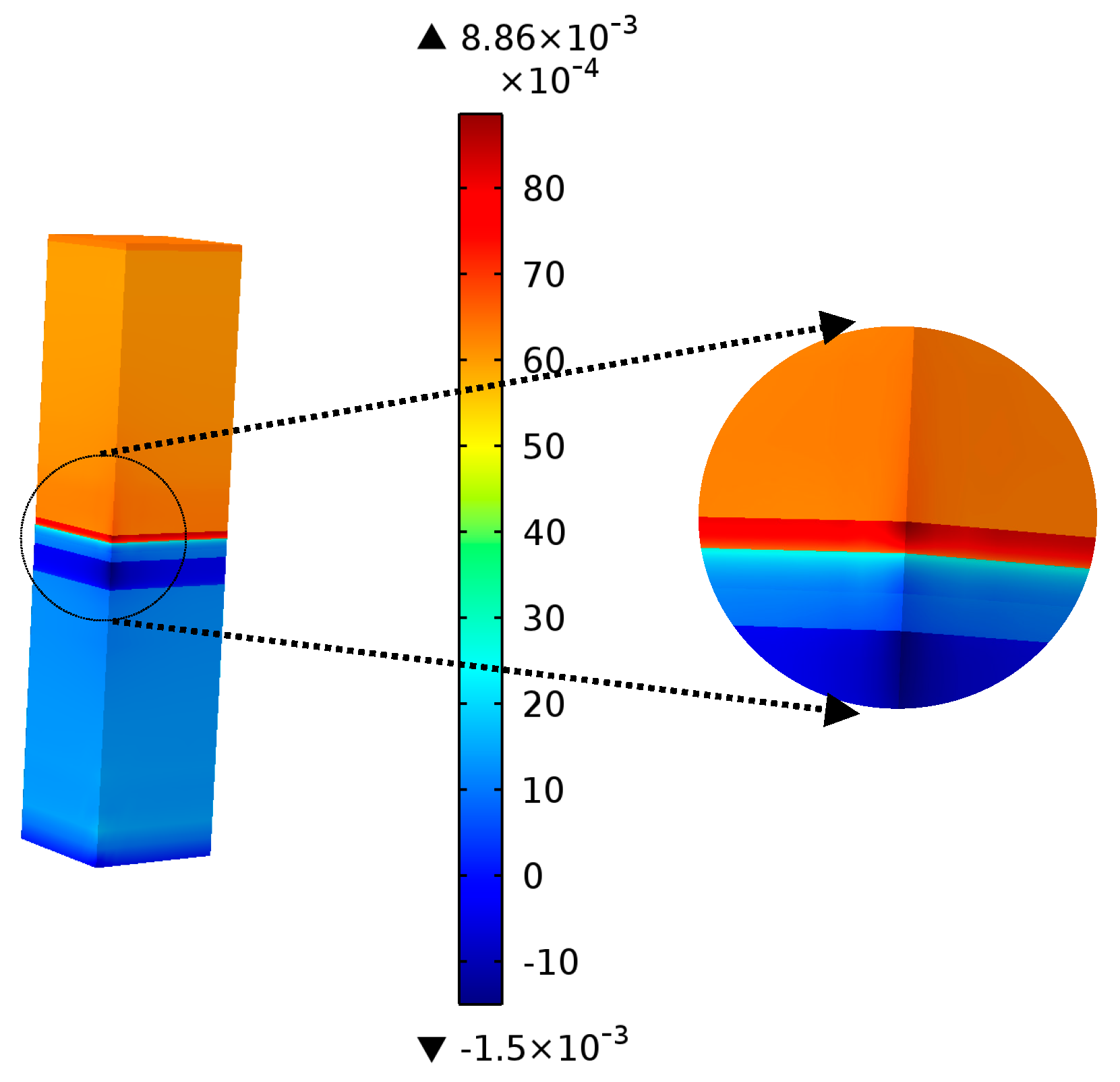
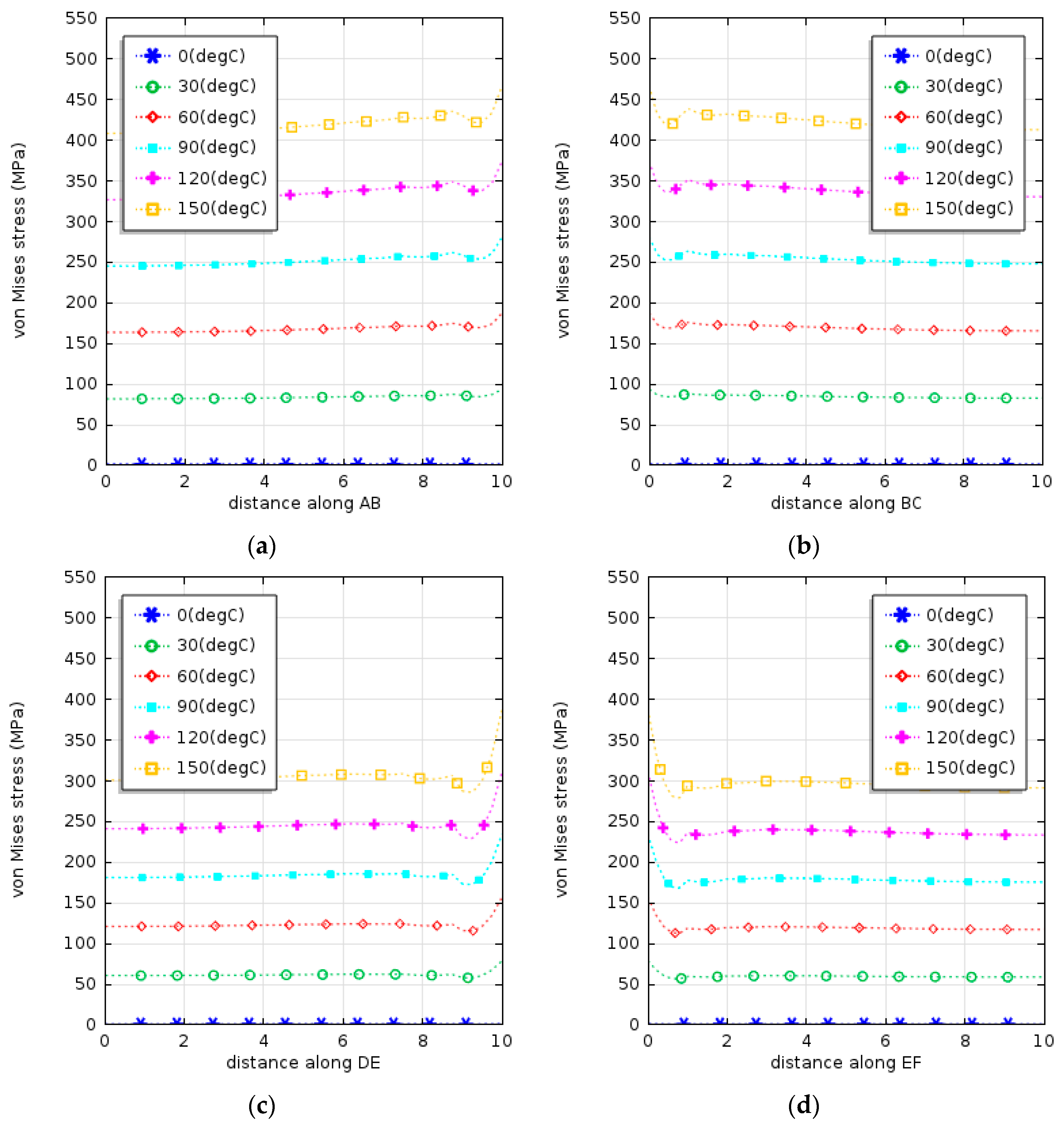
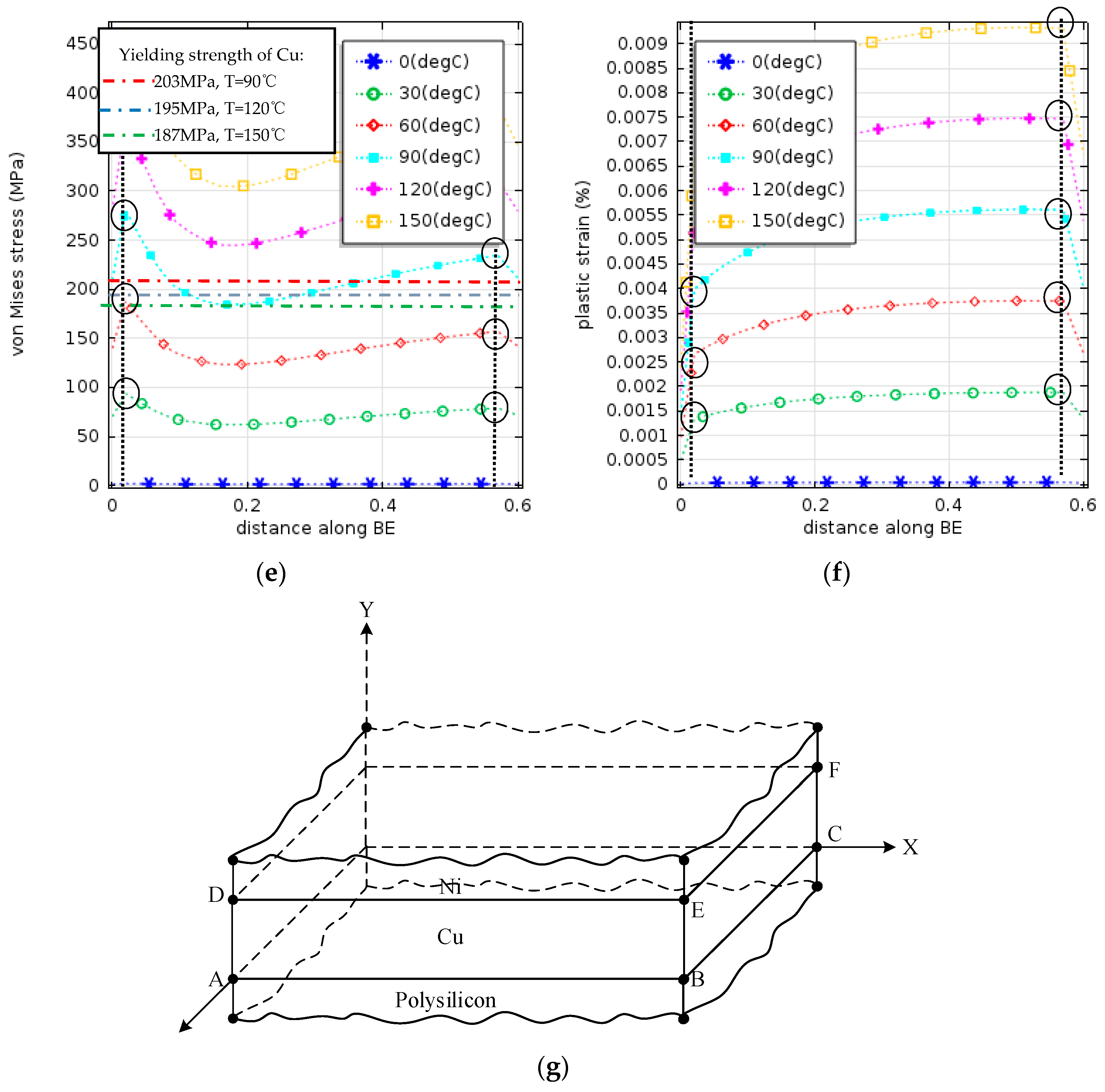
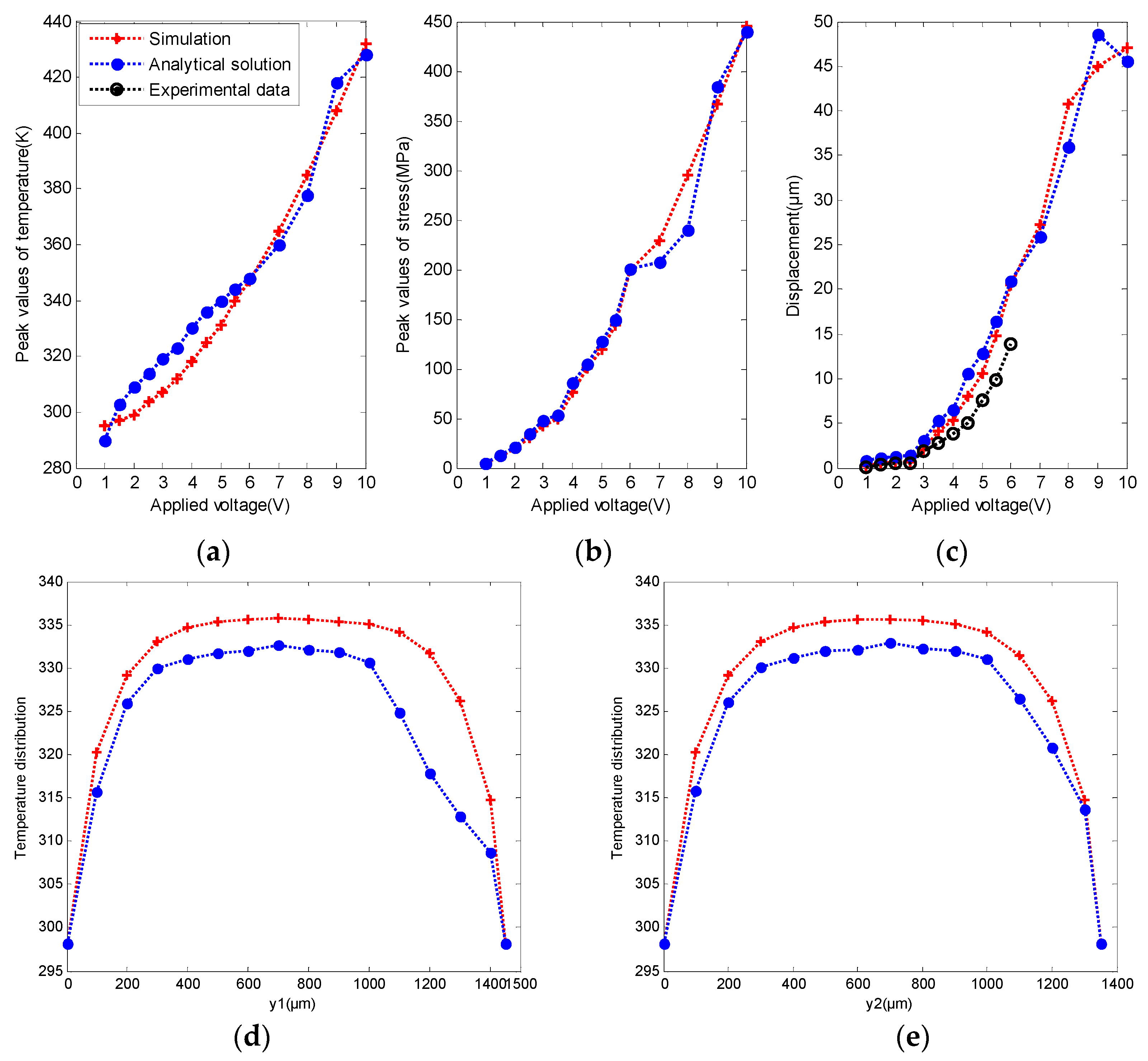
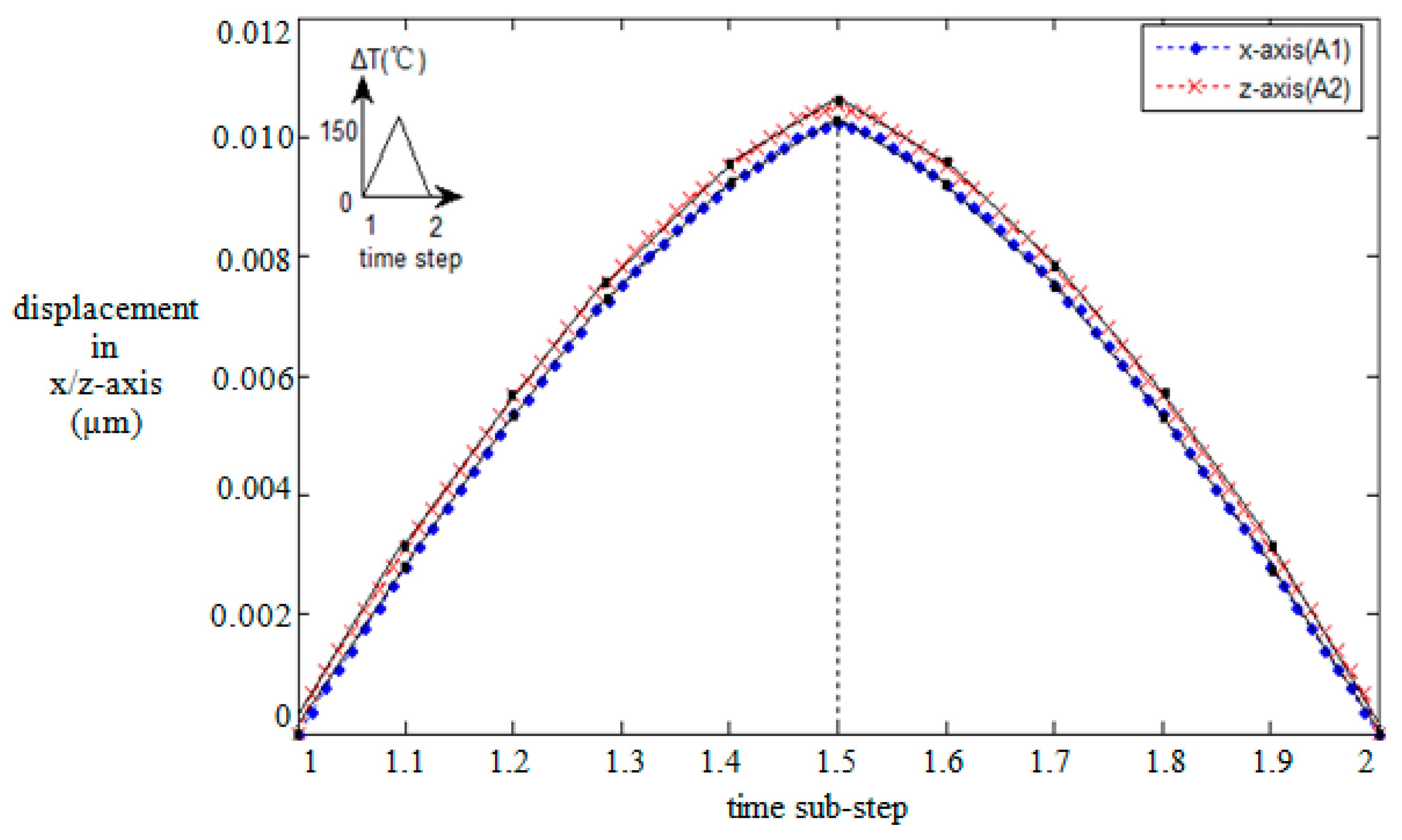
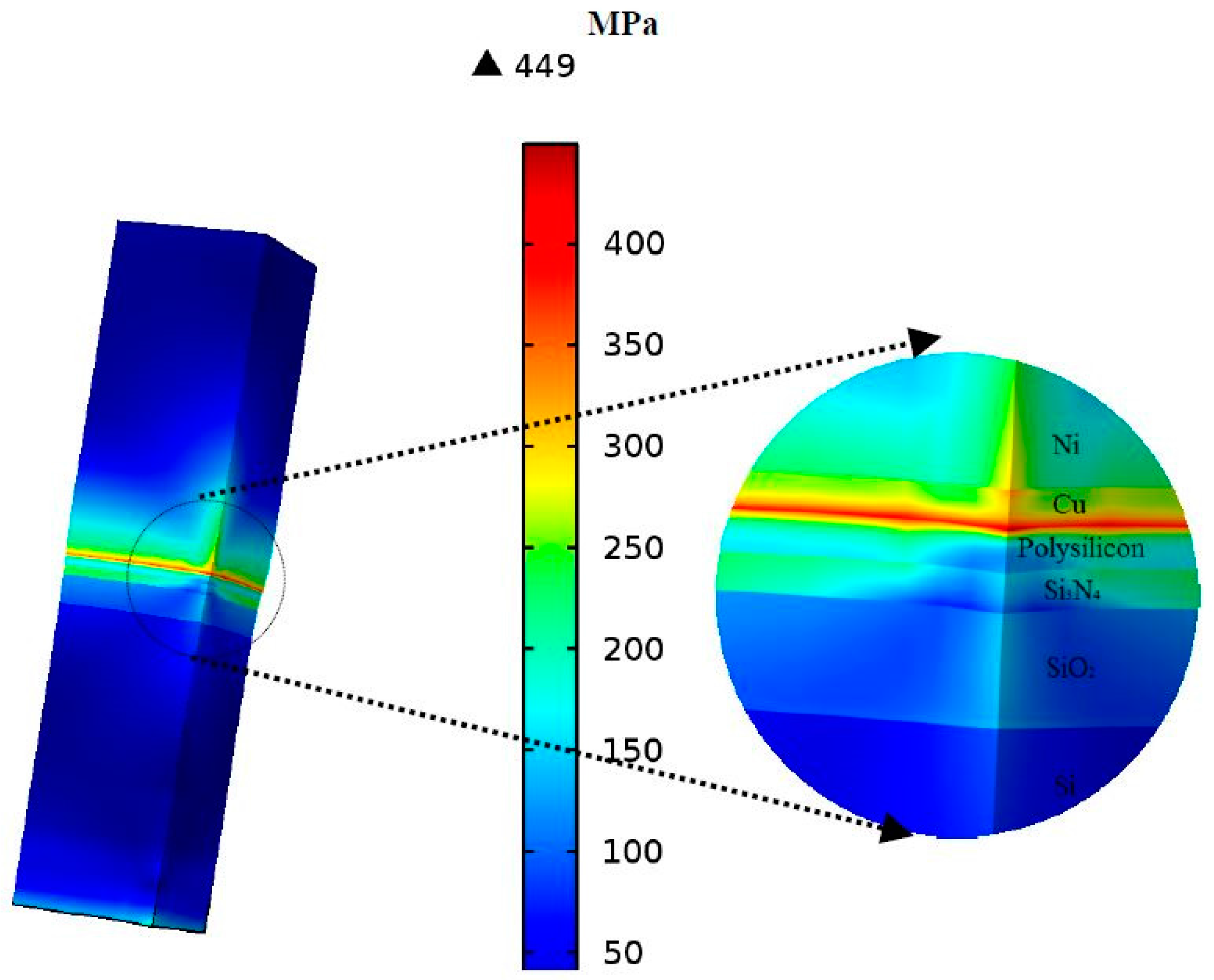
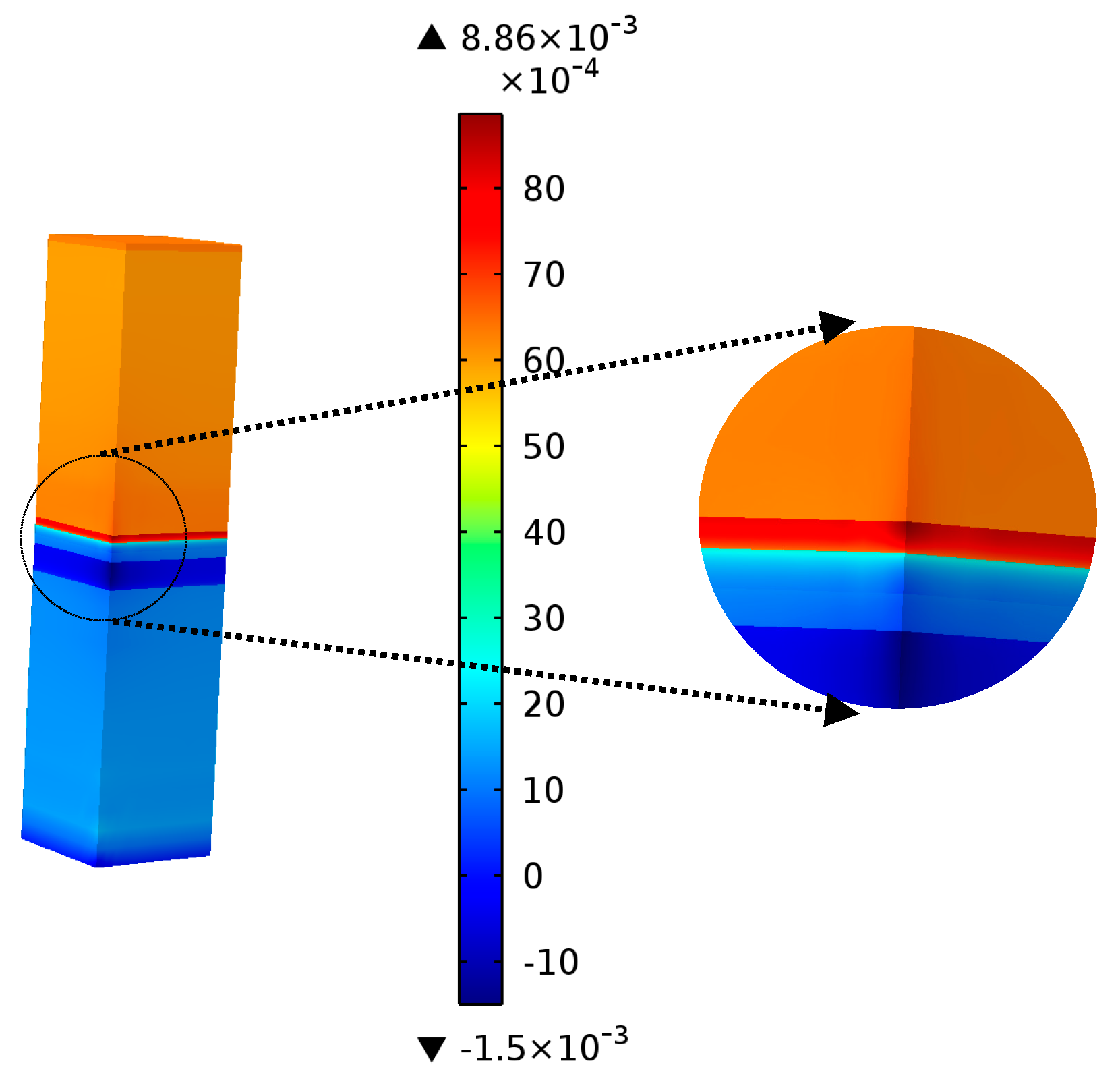
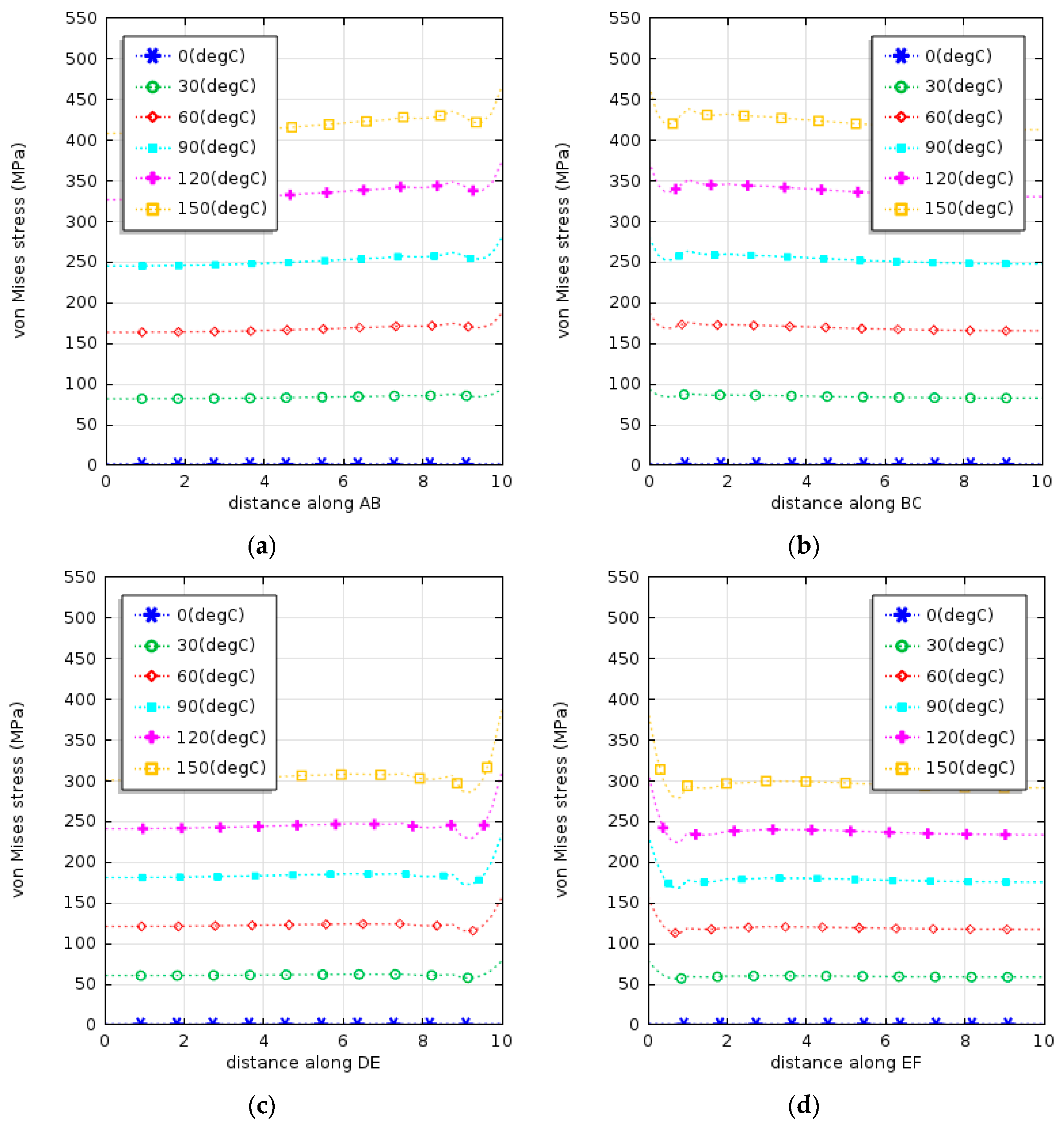
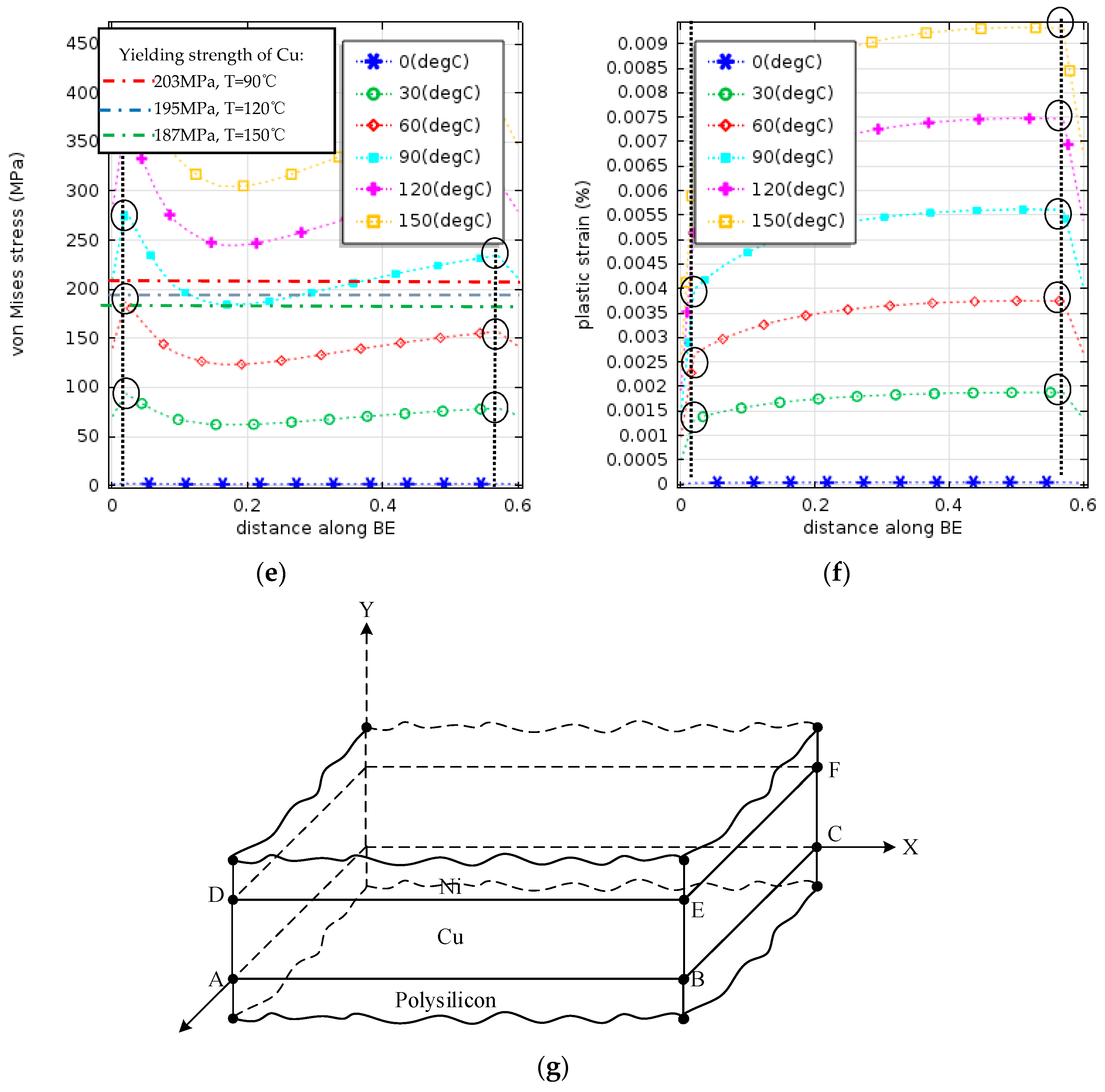
4.1. Stress Concentration and Strain Amplification under Thermal Transients
4.2. Estimation of the Thermal Fatigue Lifetime
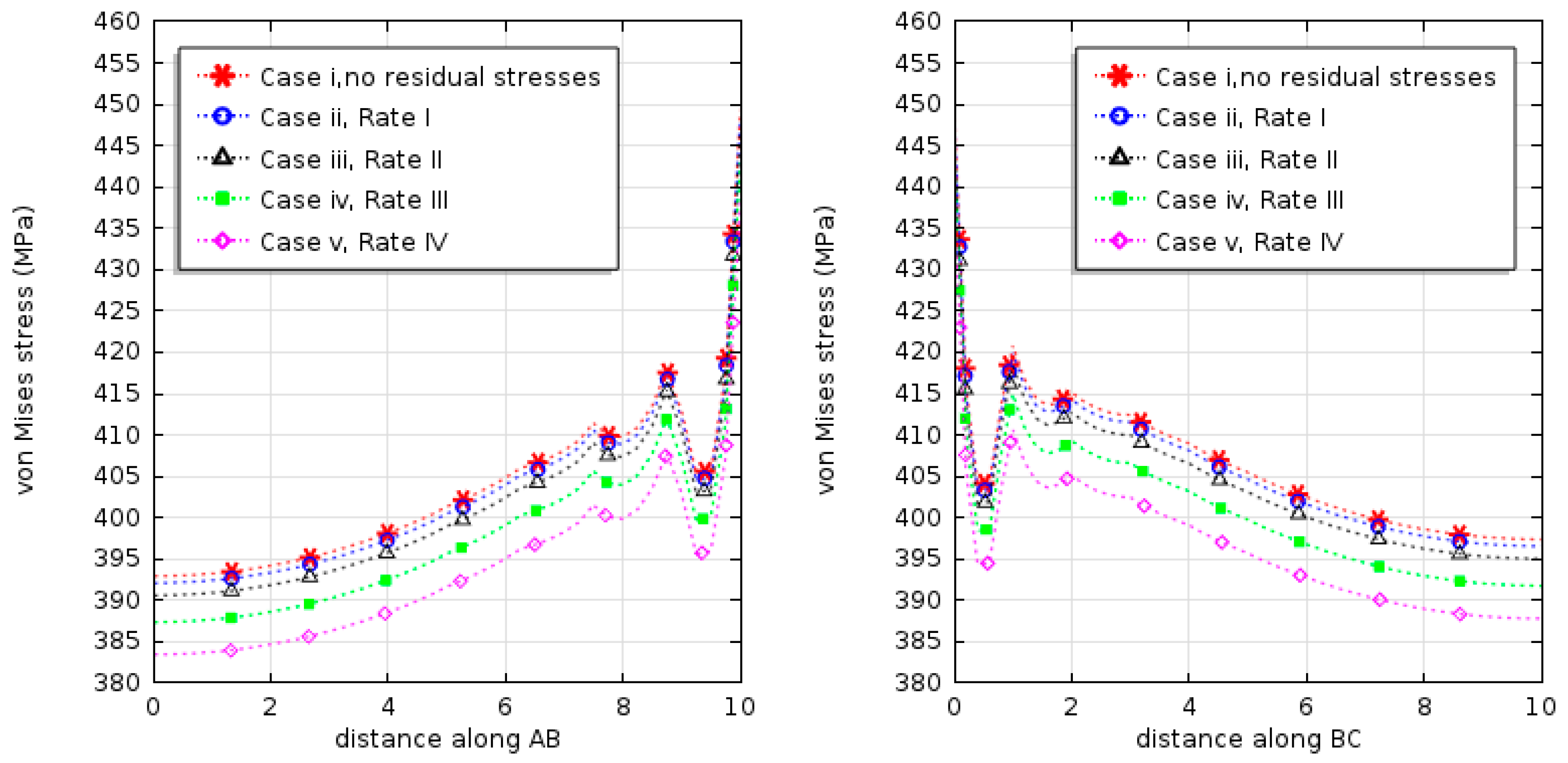
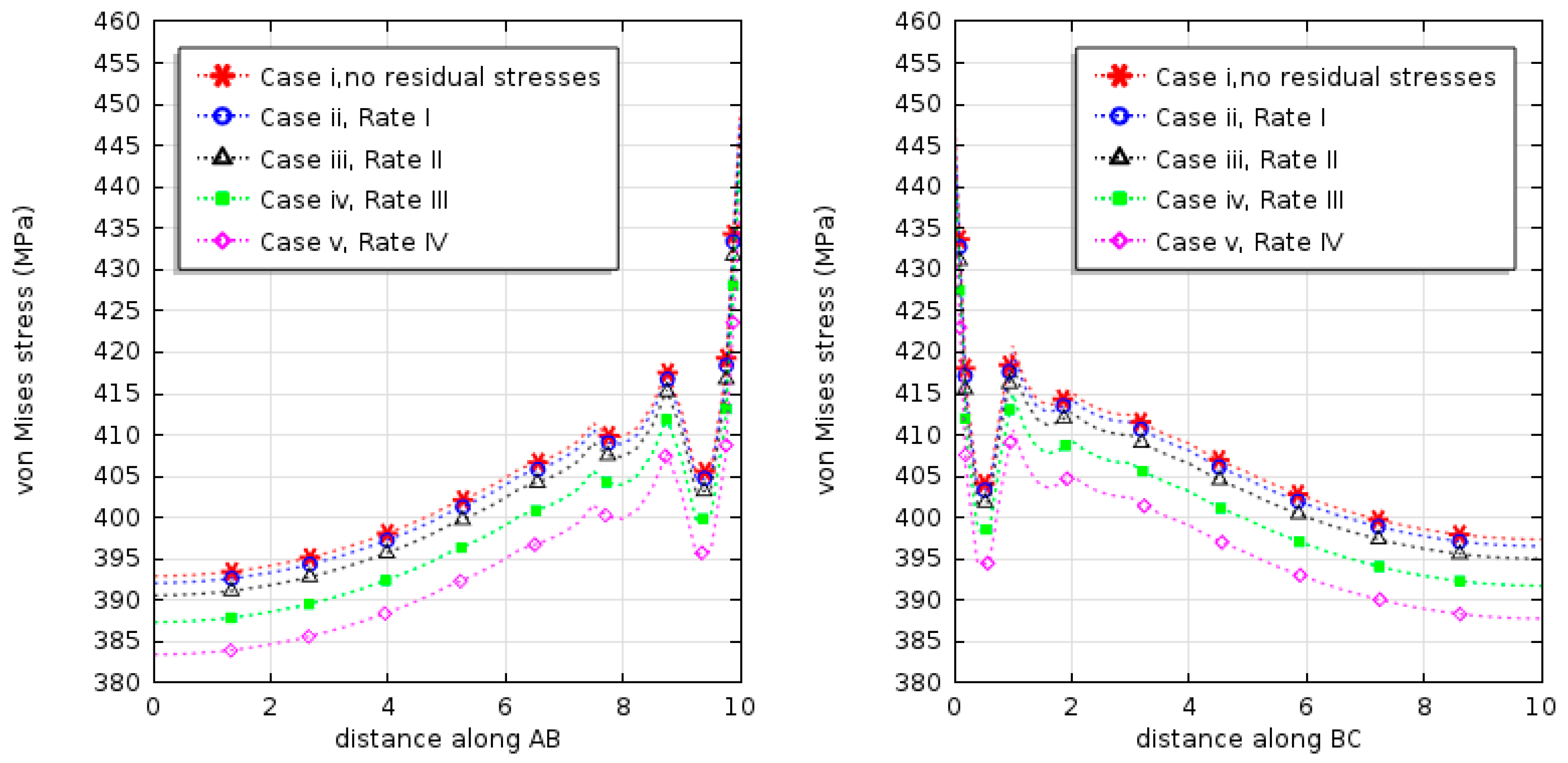
4.3. Effects of Different Levels of Residual Stresses on the Long-Term Reliability of the Multilayer Structure
4.4. Effects of the Variation of Geometrical and Material Parameters on the Long-Term Reliability of the Multilayer Structure
5. Conclusions
- (i)
- the manufacturing processes could produce beneficial residual stresses at a specific range of cooling rates, lower than 90 °C;
- (ii)
- sensitively adjusting the level of the coefficient of thermal expansion of copper and selecting a suitable thickness of the copper layer could help improve the reliability of the multilayer structure. These changes, though, should be balanced with the actuator's performance in terms of electrical and thermal continuity.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Sumigawa, T.; Shishido, T.; Murakami, T.; Kitamura, T. Interface crack initiation due to nano-scale stress concentration. Mater. Sci. Eng. A 2010, 527, 4796–4803. [Google Scholar] [CrossRef] [Green Version]
- Dauskardt, R.H.; Lane, M.; Ma, Q.; Krishna, N. Adhesion and debonding of multi-layer thin film structures. Eng. Fract. Mech. 1998, 61, 141–162. [Google Scholar] [CrossRef]
- Gu, Y.; Nakamura, T. Interfacial delamination and fatigue life estimation of 3D solder bumps in flip-chip packages. Microelectron. Reliab. 2004, 44, 471–483. [Google Scholar] [CrossRef]
- Su, T.H. MEMS and Microsystems, 2nd ed.; Wiley: Hoboken, NJ, USA, 2008. [Google Scholar]
- Zhu, X.F.; Zhang, B.; Gao, J.; Zhang, G.P. Evaluation of the crack-initiation strain of a Cu–Ni multilayer on a flexible substrate. Scr. Mater. 2009, 60, 178–181. [Google Scholar] [CrossRef]
- Kockritz, T.; Luther, R.; Paschew, G.; Jansen, I.; Richter, A.; Jost, O.; Schonecker, A.; Beyer, E. Full Polymer Dielectric Elastomeric Actuators (DEA) Functionalised with Carbon Nanotubes and High-K Ceramics. Micromachines 2016, 7, 172. [Google Scholar] [CrossRef]
- Yan, Y.; Sumigawa, T.; Kitamura, T. Effect of environment on fatigue strength of Cu/Si interface in nanoscale components. Mater. Sci. Eng. A 2012, 556, 147–154. [Google Scholar] [CrossRef]
- Rodriguez, M.P.; Shammas, N.Y.A. Finite element simulation of thermal fatigue in multilayer structures: Thermal and mechanical approach. Microelectron. Reliab. 2001, 41, 517–523. [Google Scholar] [CrossRef]
- Maligno, A.R.; Whalley, D.; Silberschmidt, V. Thermal fatigue life estimation and delamination mechanics studies of multi-layered MEMS structures. Microelectron. Reliab. 2012, 52, 1665–1678. [Google Scholar] [CrossRef]
- De Wolf, I.; Czarnecki, P.; Jourdain, A.; Kalicinski, S.; Modlinski, R.; Muller, P.; Rottenberg, X.; Soussan, P.; Tilmans, H. Failure Mechanisms and Reliability Issues of RF-MEMS Switches; IMEC: Leuven, Belgium, 2005. [Google Scholar]
- Maligno, A.R.; Whalley, D.; Silberschmidt, V. A three-dimensional (3D) numerical study of fatigue crack growth using remeshing techniques. Eng. Fract. Mech. 2010, 77, 94–111. [Google Scholar] [CrossRef]
- Maligno, A.R.; Whalley, D.; Silberschmidt, V. Interfacial failure under thermal fatigue loading in multi-layered MEMS structure. In IOP Conference Series: Materials Science and Engineering; IOP: Bristol, UK, 2010; Volume 10, pp. 1–9. [Google Scholar]
- Colin, M.; Dhennin, J.; Coccetti, F.; Bunyan, R.J.T.; Davies, R.R.; Estelle, S. Deliverable D4-Manufacturing. Document Reference: DR-WP4-001. 19 June 2009. [Google Scholar]
- Dhennin, J.; Lellouchi, D. Implementation of Physics of Failure for MEMS POLYNOE Program. Document Reference: TR-WP7.2-001. 19 June 2009. [Google Scholar]
- Andrew, R.; Orla, S.; Rencz, M. Design for Micro & Nano Manufacture—The PATENT-DfMM Network of Excellence: Modelling & Simulation Cluster. In Proceedings of the EuroSime 2006 7th International Conference on Thermal, Mechanical and Multiphysics Simulation and Experiments in Micro-Electronics and Micro-Systems, Como, Italy, 24–26 April 2006; pp. 1–5. [Google Scholar]
- Huang, S.; Zhang, X. Study of gradient stress in biomaterial cantilever structures for infrared applications. J. Micromech. Microeng. 2007, 17, 1211–1219. [Google Scholar] [CrossRef]
- Huang, S.; Zhang, X. Gradient residual stress incuded elastic deformation of multilayer MEMS structures. Sens. Actuators A 2007, 134, 177–185. [Google Scholar] [CrossRef]
- Lin, I.K.; Zhang, Y.; Zhang, X. The deformation of microcantilever-based infrared detectors during thermal cycling. J. Micromech. Microeng. 2008, 18, 1–9. [Google Scholar] [CrossRef]
- Lin, I.K.; Zhang, Y.; Zhang, X. Thermomechanical behaviour and microstructural evolution of SiNx/Al biomaterial microcantilevers. J. Micromech. Microeng. 2009, 19, 1–10. [Google Scholar] [CrossRef]
- Li, Q.; Liu, J.; Dai, Y.C.; Xiang, W.S.; Zhang, M.; Wang, H.; Wen, L. Fabrication of SiNx Thin Film of Micro Dielectric Barrier Discharge Reactor for Maskless Nanoscale Etching. Micromachines 2016, 7, 232. [Google Scholar] [CrossRef]
- Shang, S.; Yun, G.J. Stochastic finite element with material uncertainties: Implementation in a general purpose simulation program. Finite Elem. Anal. Des. 2013, 64, 65–78. [Google Scholar] [CrossRef]
- Stefanou, G. The stochastic finite element method: Past, present and future. Comput. Methods Appl. Mech. Eng. 2009, 198, 1031–1051. [Google Scholar] [CrossRef]
- Wang, J.L.; Zeng, S.K.; Silberschmidt, V.V.; Guo, J.B. Multiphysics modelling approach for micro electro- thermo-mechanical actuator: Failure mechanisms coupled analysis. Microelectron. Reliab. 2015, 55, 771–782. [Google Scholar] [CrossRef]
- Gao, L.L.; Zhou, Z.F.; Huang, Q.A. Modeling of the Effect of Process Variations on a Micromachined Doubly-Clamped Beam. Micromachines 2017, 8, 81. [Google Scholar] [CrossRef]
- Jiang, J.; Hilleringmann, U.; Shui, X. Electro- thermo-mechanical analytical modelling of multilayer cantilever microactuator. Sens. Actuators A Phys. 2007, 137, 302–307. [Google Scholar] [CrossRef]
- Lu, T.J.; Hutchinson, J.W.; Evans, A.G. Optimal design of a flexural actuator. J. Mech. Phys. Solids 2001, 49, 2071–2093. [Google Scholar] [CrossRef]
- Matweb. Available online: www.matweb.com (accessed on 28 November 2017).
- Niewczas, M.; Embury, J.D. Approaching the theoretical strength in ductile copper. In The Integration of Material, Process and Product Design; Becker, R., Ghosh, S., Lalli, L., Zabaras, N., Eds.; CRC Press: Boca Raton, FL, USA, 1999. [Google Scholar]
- Shen, Y.L. Externally constrained plastic flow in miniaturized metallic structures: A continuum-based approach to thin films, lines and joints. Process Mater. Sci. 2008, 53, 838–891. [Google Scholar] [CrossRef]
- White, G.K. The thermal conductivity of gold at low temperatures. Proc. Phys. Soc. Sect. A 1953, 66, 559–564. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Colour | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Si |  | 20 | 130 | 0.28 | 3.1 | 3790 | - | - | 130 |
| SiO2 |  | 2 | 71.4 | 0.16 | 0.52 | 486 | - | - | 1.4 |
| Si3N4 |  | 0.65 | 260 | 0.25 | 3.2 | 460 | - | - | 20 |
| Polysilicon |  | 0.7 | 160 | 0.23 | 2.6 | 1200 | - | - | 78 |
| Cu |  | 0.55 | 110 | 0.3 | 17 | Equation (4) | 480 | 77 | 400 |
| Ni |  | 20 | Equation (2) | 0.31 | Equation (3) | 270 | 4000 | 4 | 90.7 |
| Au |  | 0.5 | 75 | 0.42 | 14.2 | 100 | - | - | Equation (1) |
| Case | Residual Stresses | Maximum Plastic Strain (%) | Parameter c | Fatigue Life Nf |
|---|---|---|---|---|
| i | None | 0.663 | −0.5 | 1819 |
| −0.7 | 174 | |||
| ii | Rate I | 0.655 | −0.5 | 1864 |
| −0.7 | 177 | |||
| iii | Rate II | 0. 660 | −0.5 | 1836 |
| −0.7 | 175 | |||
| iv | Rate III | 0.778 | −0.5 | 1321 |
| −0.7 | 139 | |||
| v | Rate IV | 0.98 | −0.5 | 832 |
| −0.7 | 100 |
| Case | Young’s Modulus E (GPa) | Coefficient of Thermal ExpansionCTE | Thermal Conductivity k (W/(m·K)) | Thickness of Copper: |
|---|---|---|---|---|
| a | {70, 90, 110, 130, 150} | 17 | 400 | 0.55 |
| b | 110 | {13, 15, 17, 19, 21} | 400 | 0.55 |
| c | 110 | 17 | {200, 300, 400, 500, 600} | 0.55 |
| d | 110 | 17 | 400 | {0.35, 0.45, 0.55, 0.65, 0.75} |
| Case | Maximum Plastic Strain (%) | Parameter c | Fatigue Life Nf |
|---|---|---|---|
| a | {0.82, 0.75, 0.735, 0.68, 0.66} | −0.5 | {1189, 1422, 1480, 1730, 1836} |
| −0.7 | {129, 146, 150, 168, 175} | ||
| b | {0.591, 0.661, 0.733, 0.8, 0.8} | −0.5 | {2290, 1830, 1488, 1250, 1250} |
| −0.7 | {206, 175, 151, 133, 133} | ||
| c | {0.733, 0.733, 0.711, 0.733, 0.733} | −0.5 | {1488, 1488, 1582, 1488, 1488} |
| −0.7 | {151, 151, 158, 151, 151} | ||
| d | {1.02, 0.93, 0.733, 0.6, 0.55} | −0.5 | {768, 924, 1488, 2222, 2283} |
| −0.7 | {94, 107, 151, 201, 264} |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, J.; Wang, J.; Zeng, S.; Silberschmidt, V.V.; Shen, Y. Effects of the Manufacturing Process on the Reliability of the Multilayer Structure in MetalMUMPs Actuators: Residual Stresses and Variation of Design Parameters. Micromachines 2017, 8, 348. https://doi.org/10.3390/mi8120348
Guo J, Wang J, Zeng S, Silberschmidt VV, Shen Y. Effects of the Manufacturing Process on the Reliability of the Multilayer Structure in MetalMUMPs Actuators: Residual Stresses and Variation of Design Parameters. Micromachines. 2017; 8(12):348. https://doi.org/10.3390/mi8120348
Chicago/Turabian StyleGuo, Jianbin, Jinling Wang, Shengkui Zeng, Vadim V. Silberschmidt, and Yongguang Shen. 2017. "Effects of the Manufacturing Process on the Reliability of the Multilayer Structure in MetalMUMPs Actuators: Residual Stresses and Variation of Design Parameters" Micromachines 8, no. 12: 348. https://doi.org/10.3390/mi8120348