Fab on a Package: LTCC Microfluidic Devices Applied to Chemical Process Miniaturization

Abstract
:1. Introduction
2. Materials and Equipment
2.1. Materials
2.2. Equipment
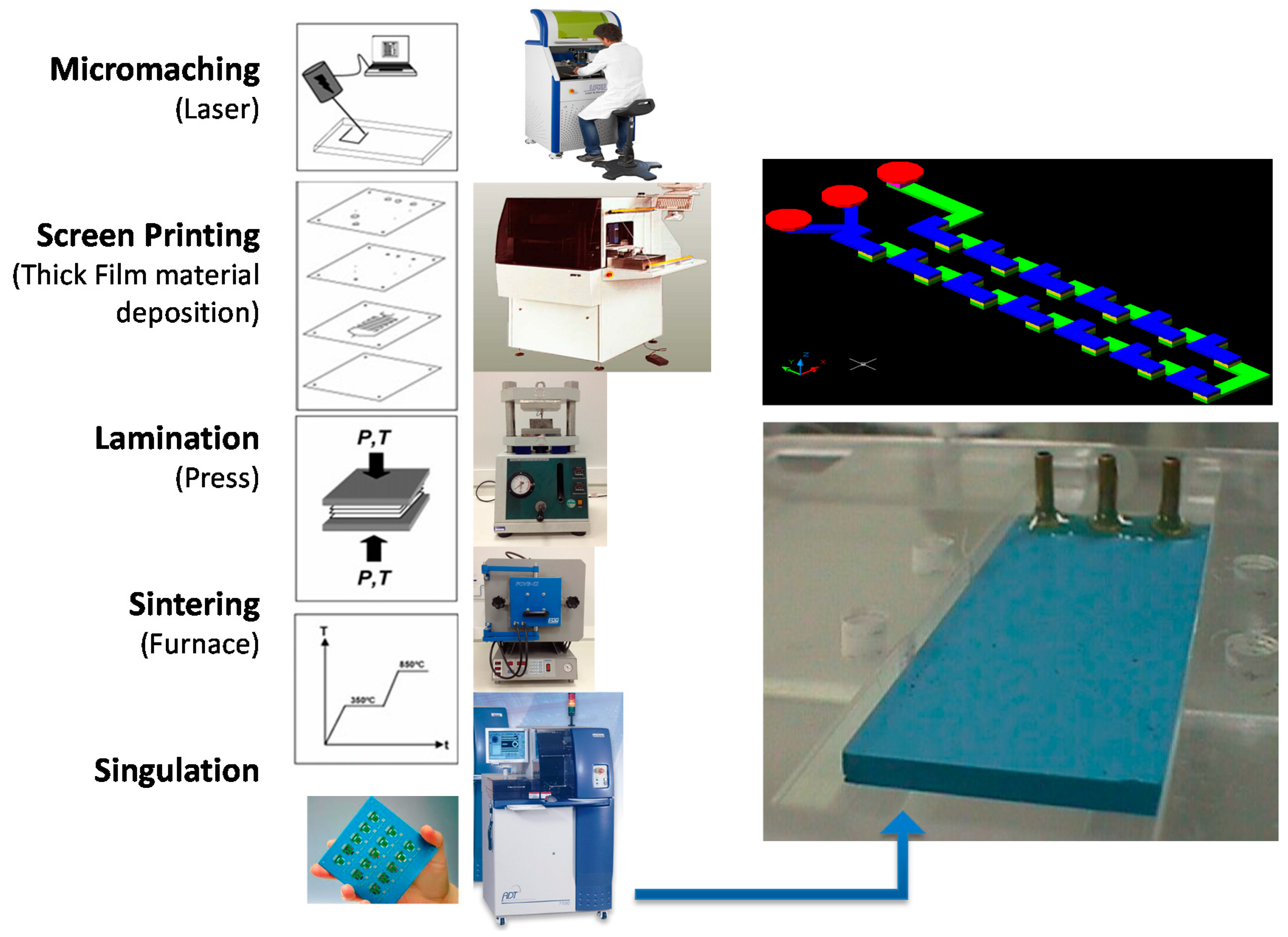
2.3. LTCC Microfabrication
3. Microfluidic Devices for Chemical Process Implementation
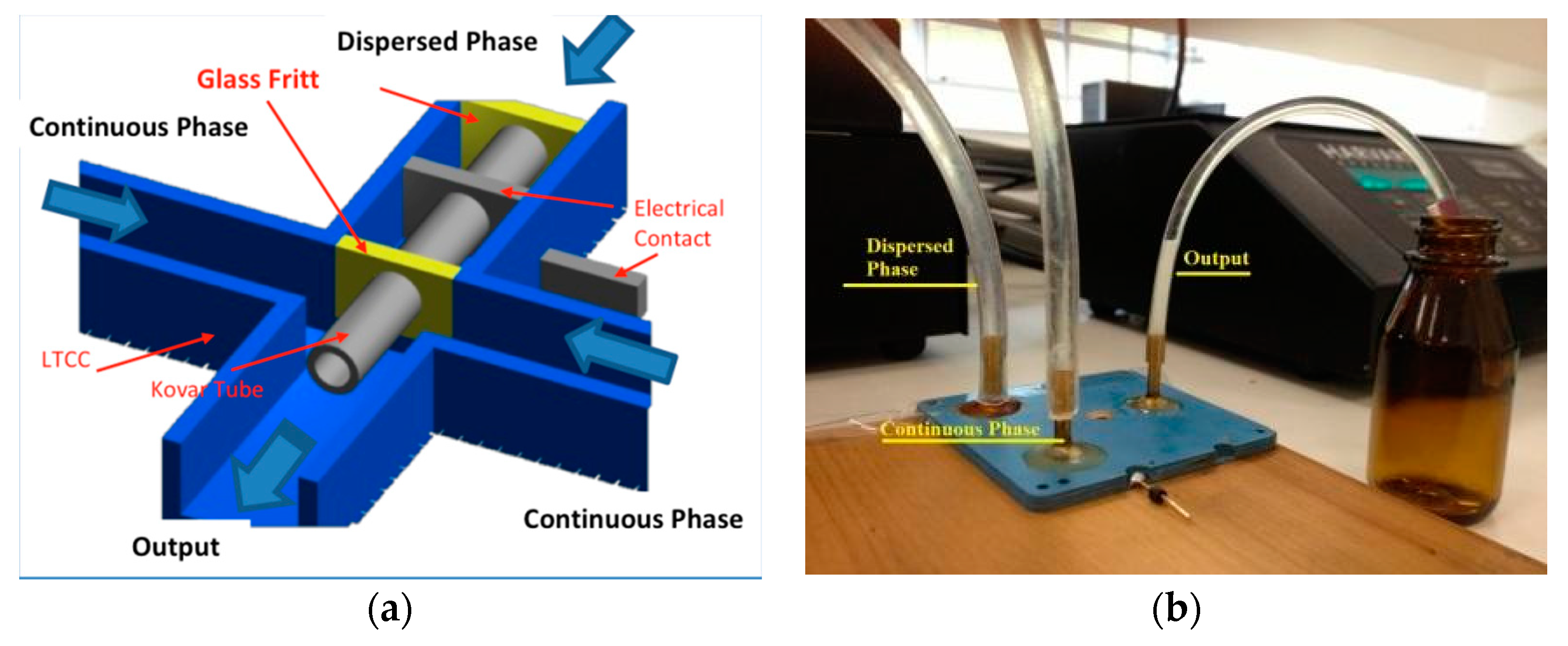
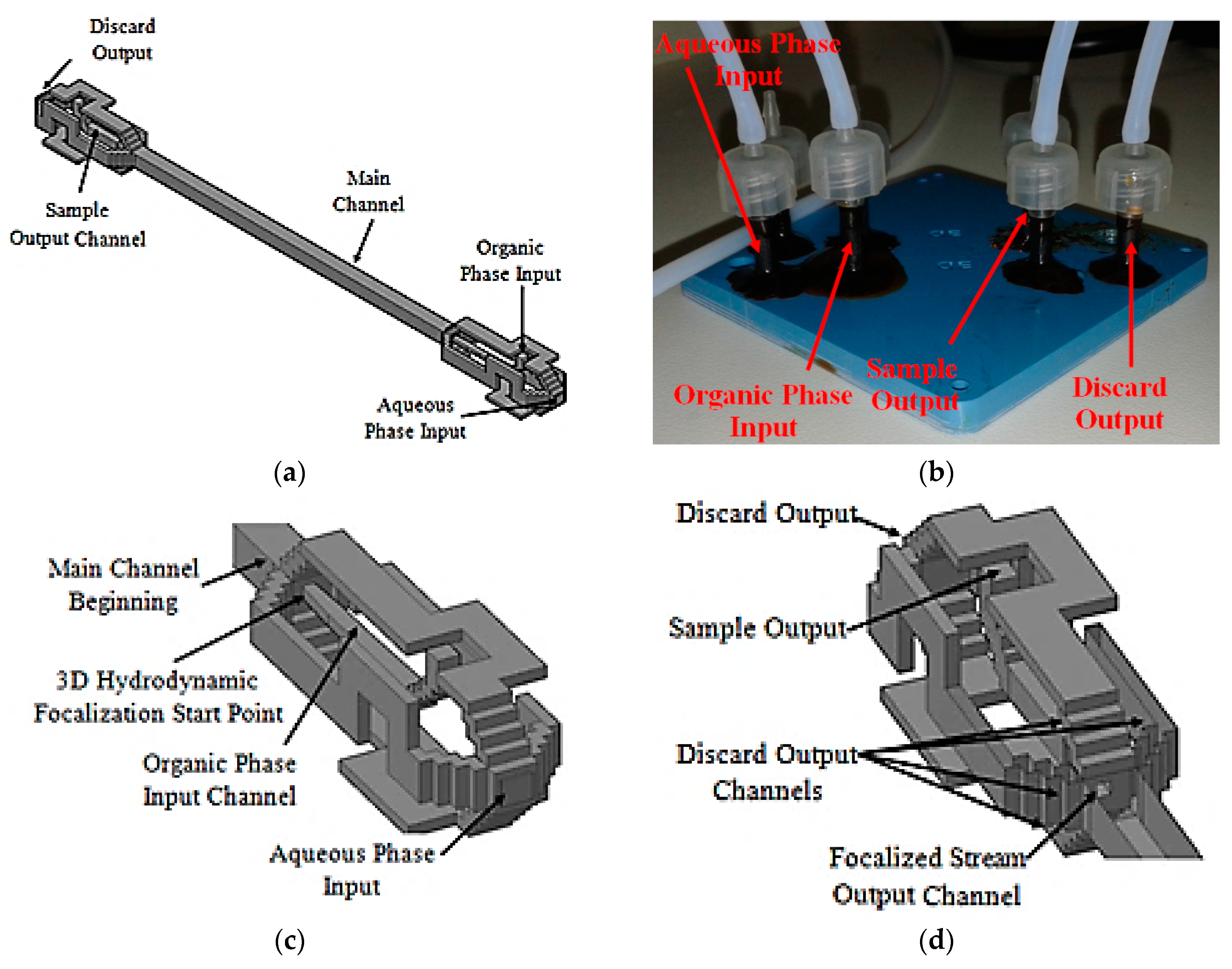
3.1. LTCC 3D Flow Focusing Device
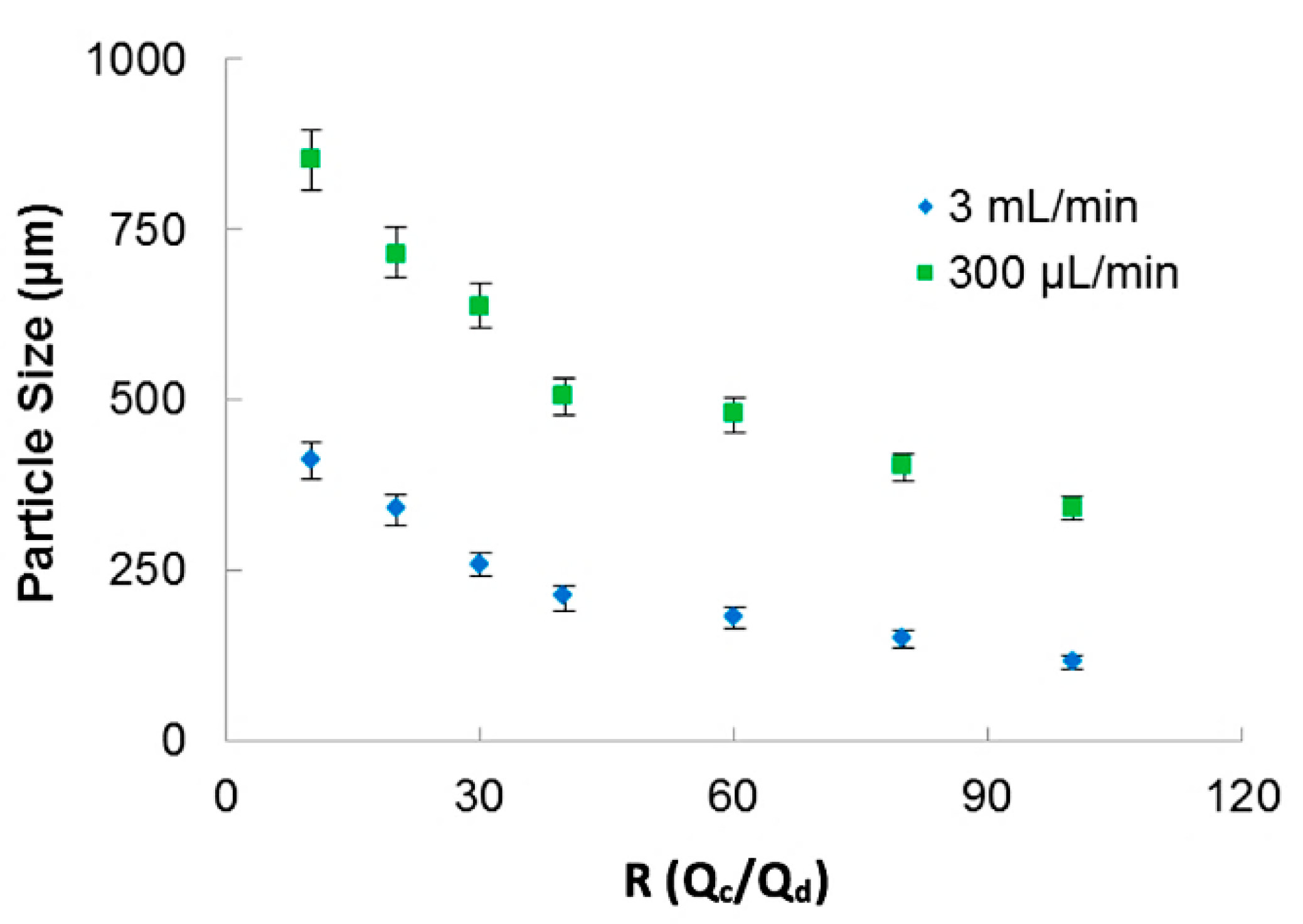
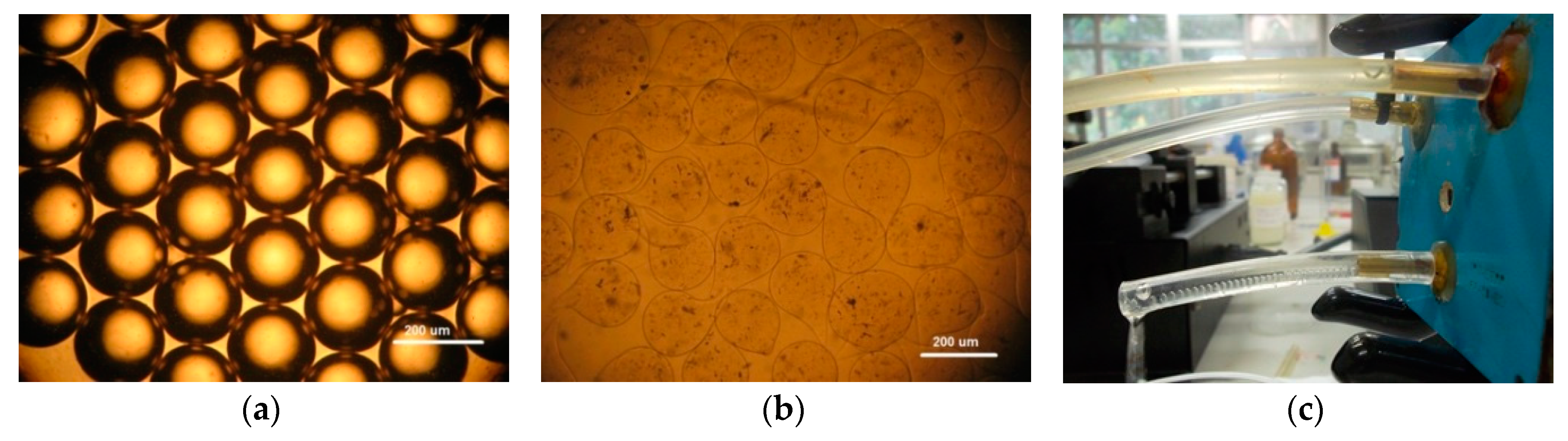
3.1.1. Sodium Alginate Microparticles
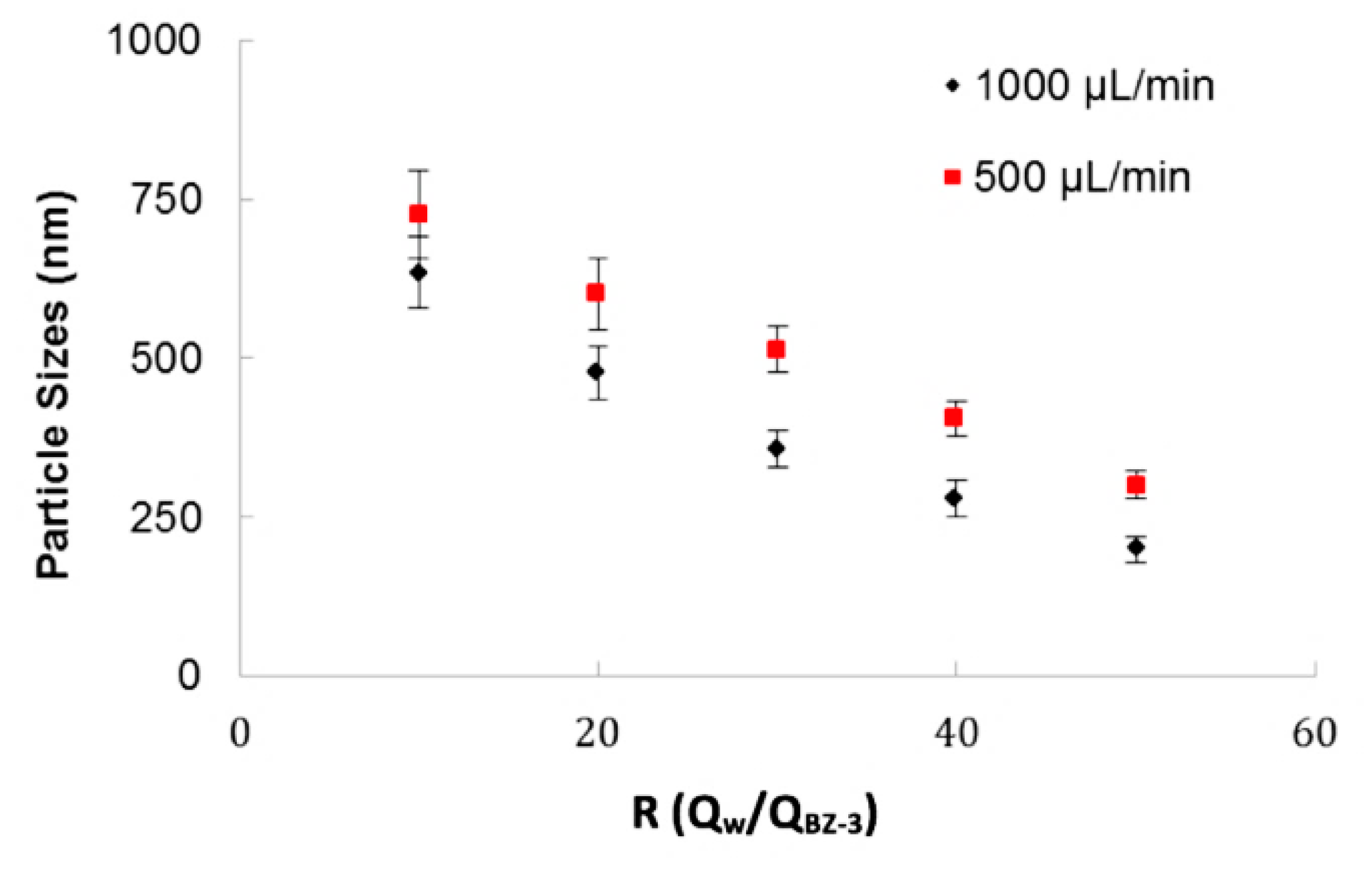
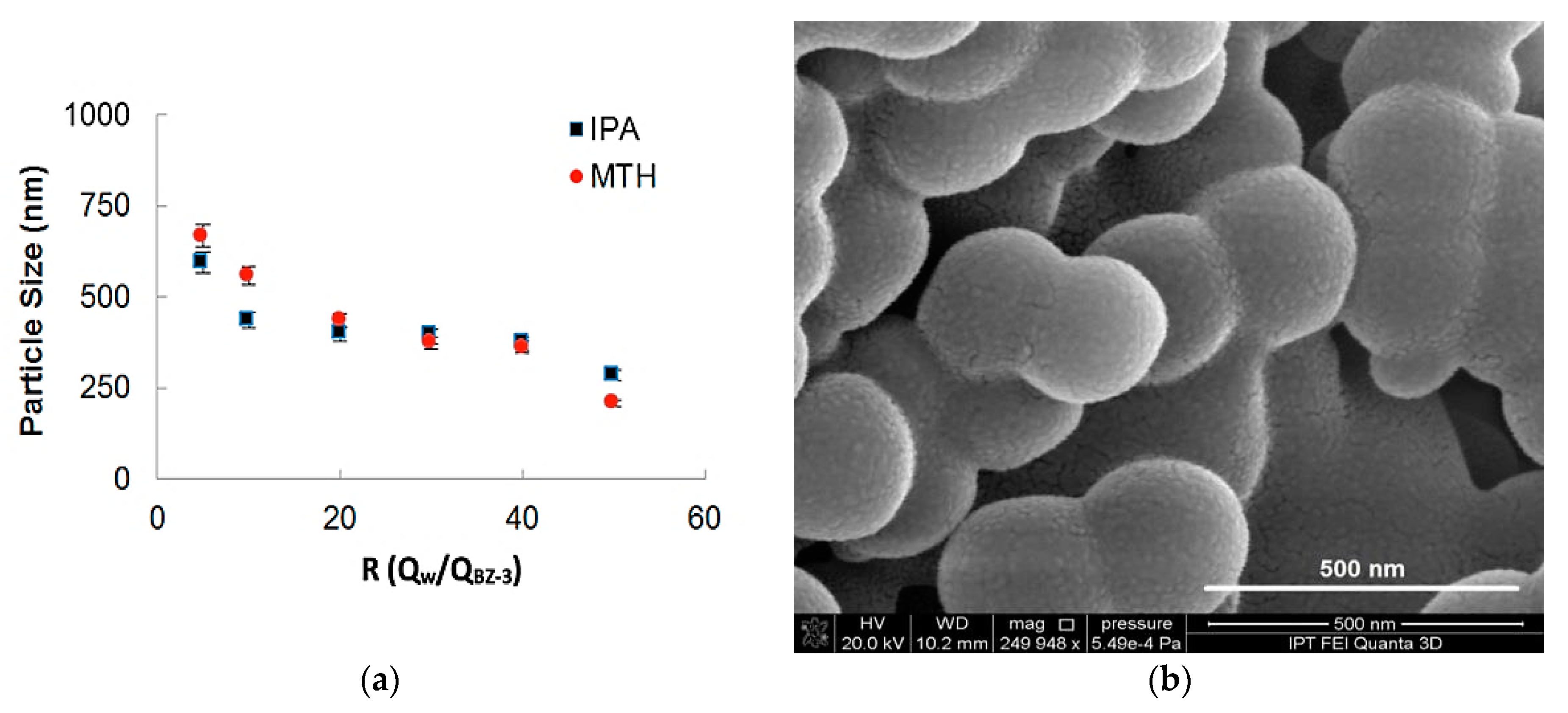
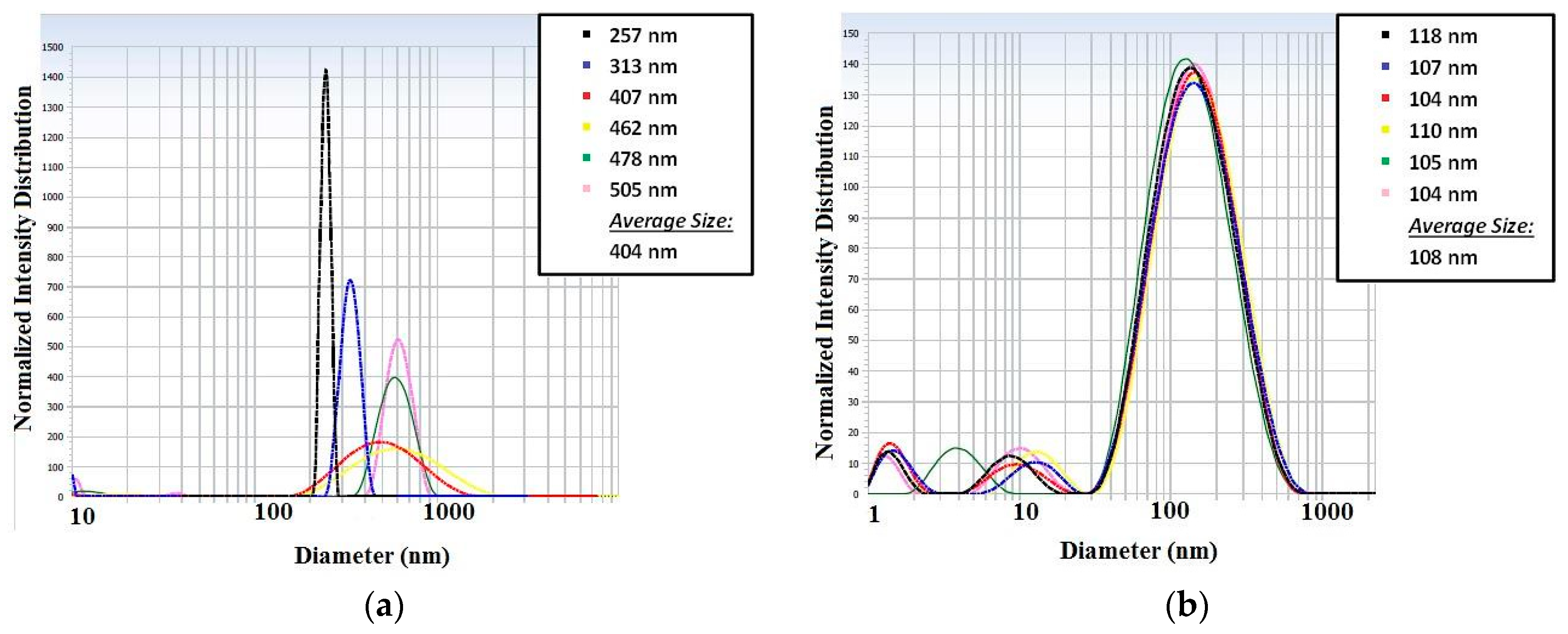
3.1.2. Benzophenone-3 (BZ-3) Nanoprecipitation
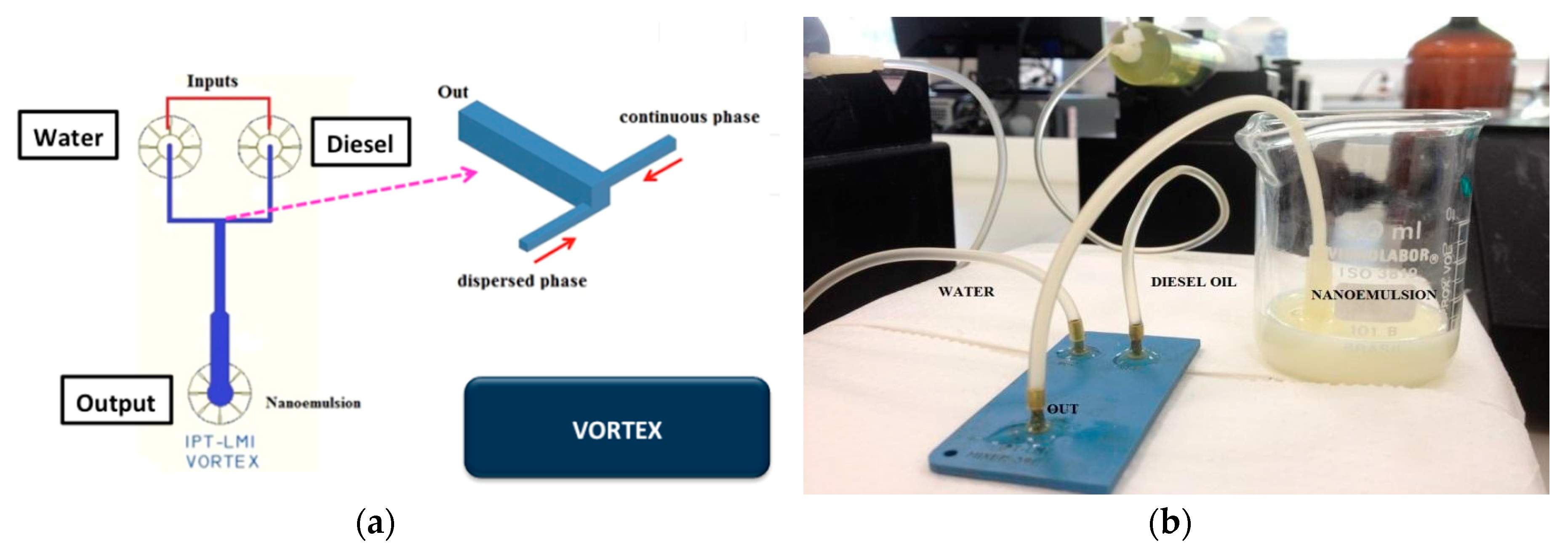
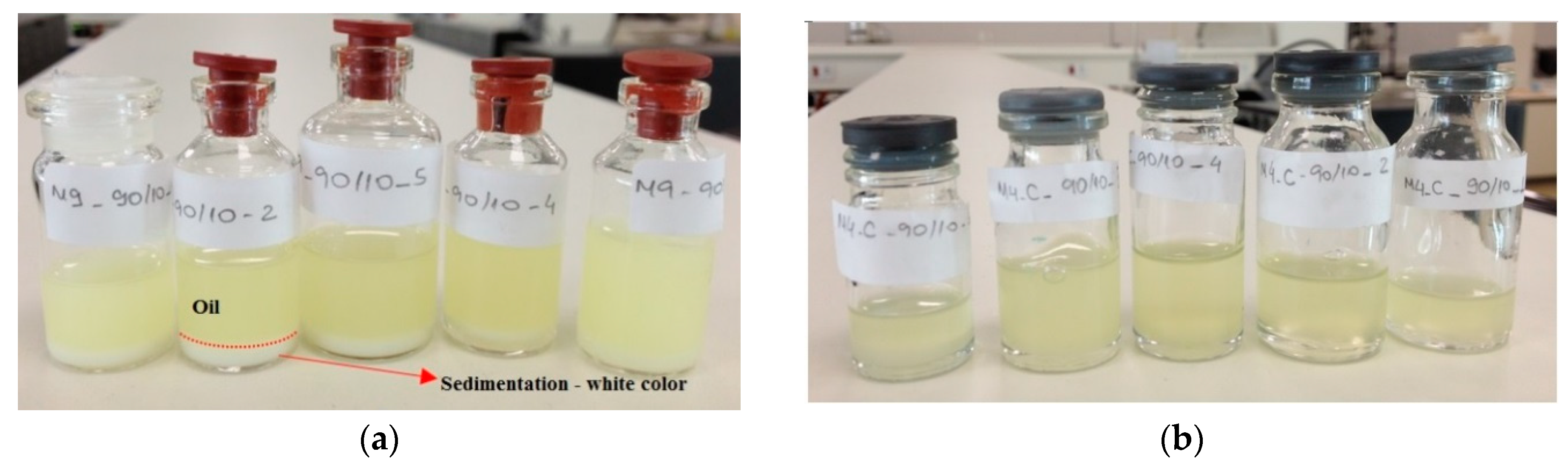
3.2. Vortex Micromixer for Water-in-Diesel Emulsion
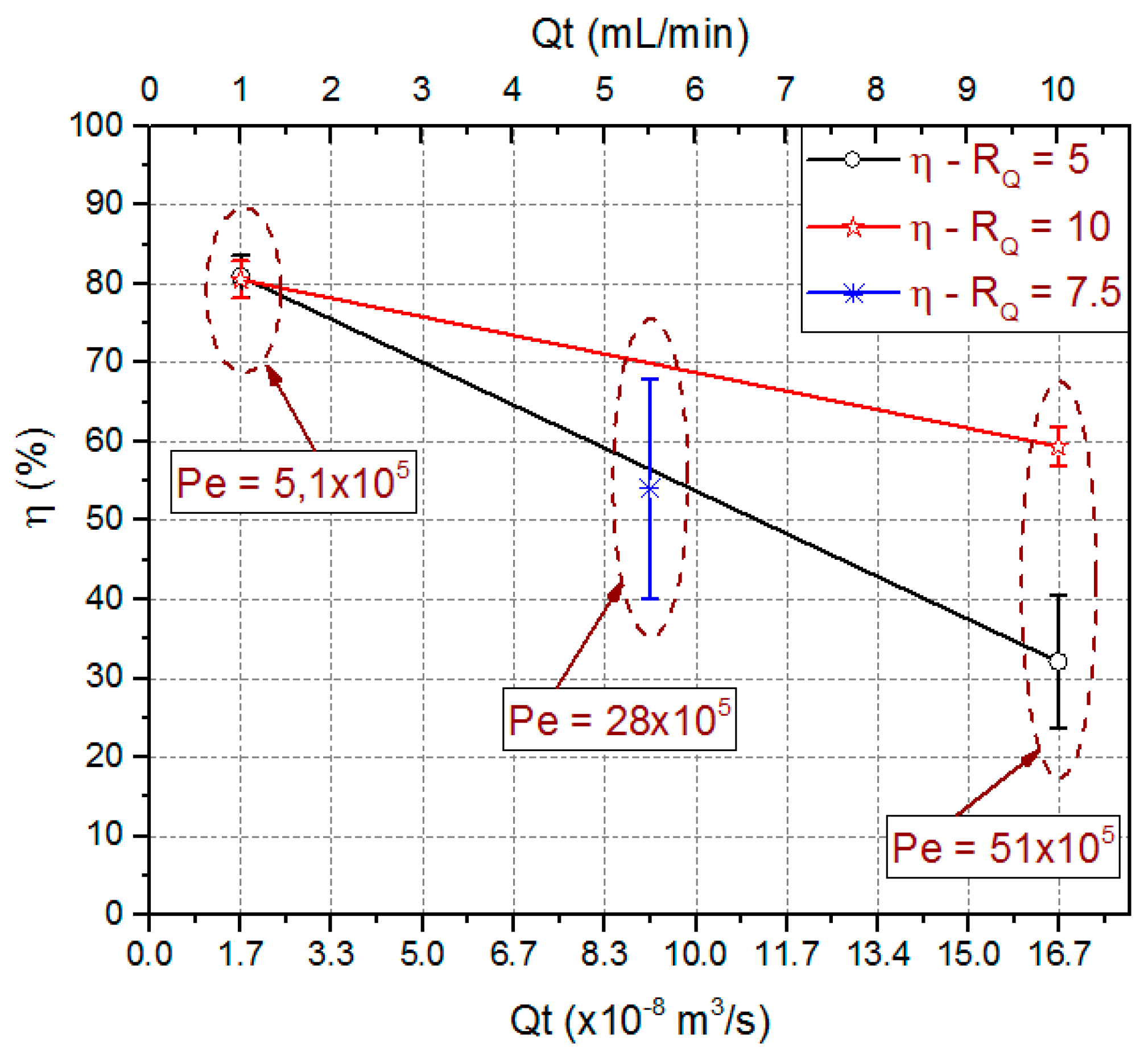
3.3. LTCC 3D Flow Focalization Device for Liquid-Liquid Partial Solvent Extraction
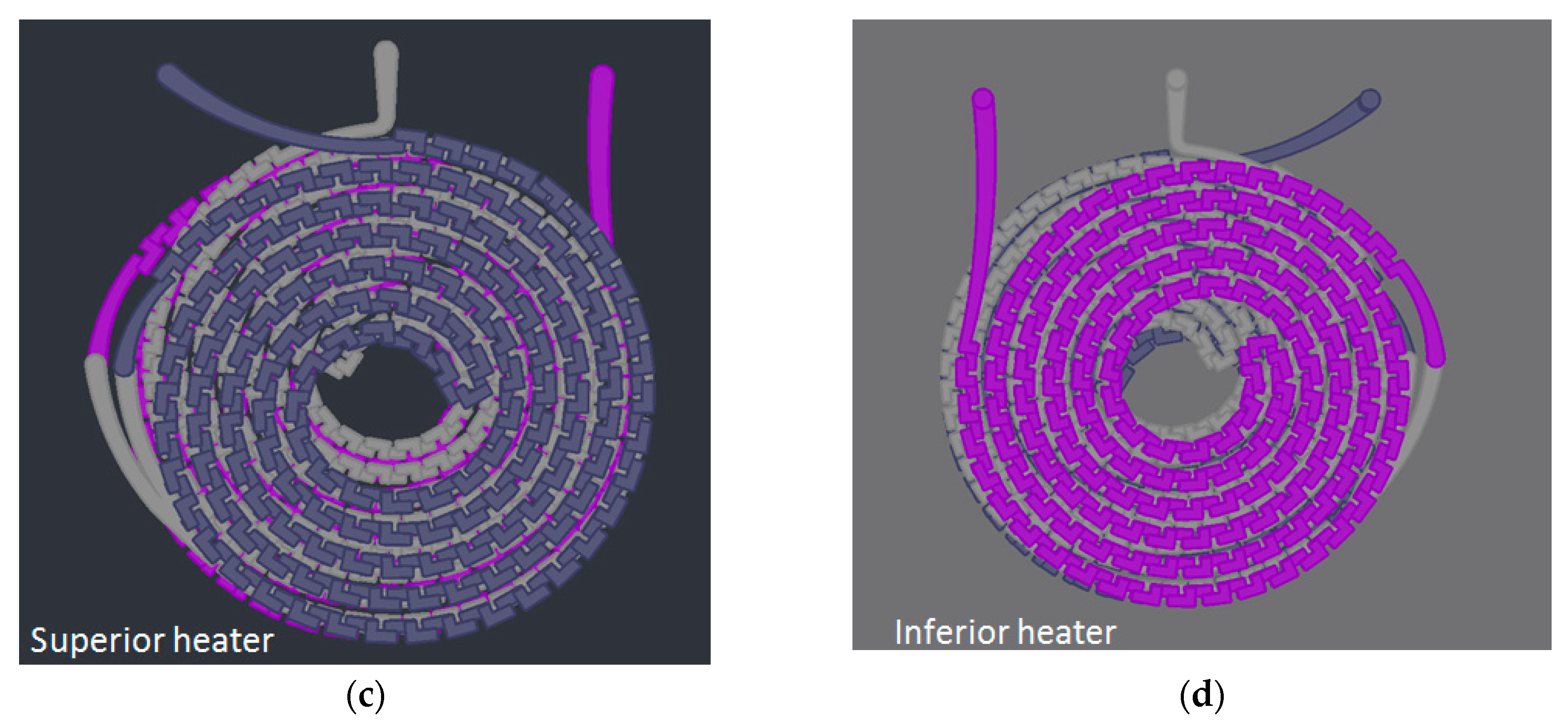
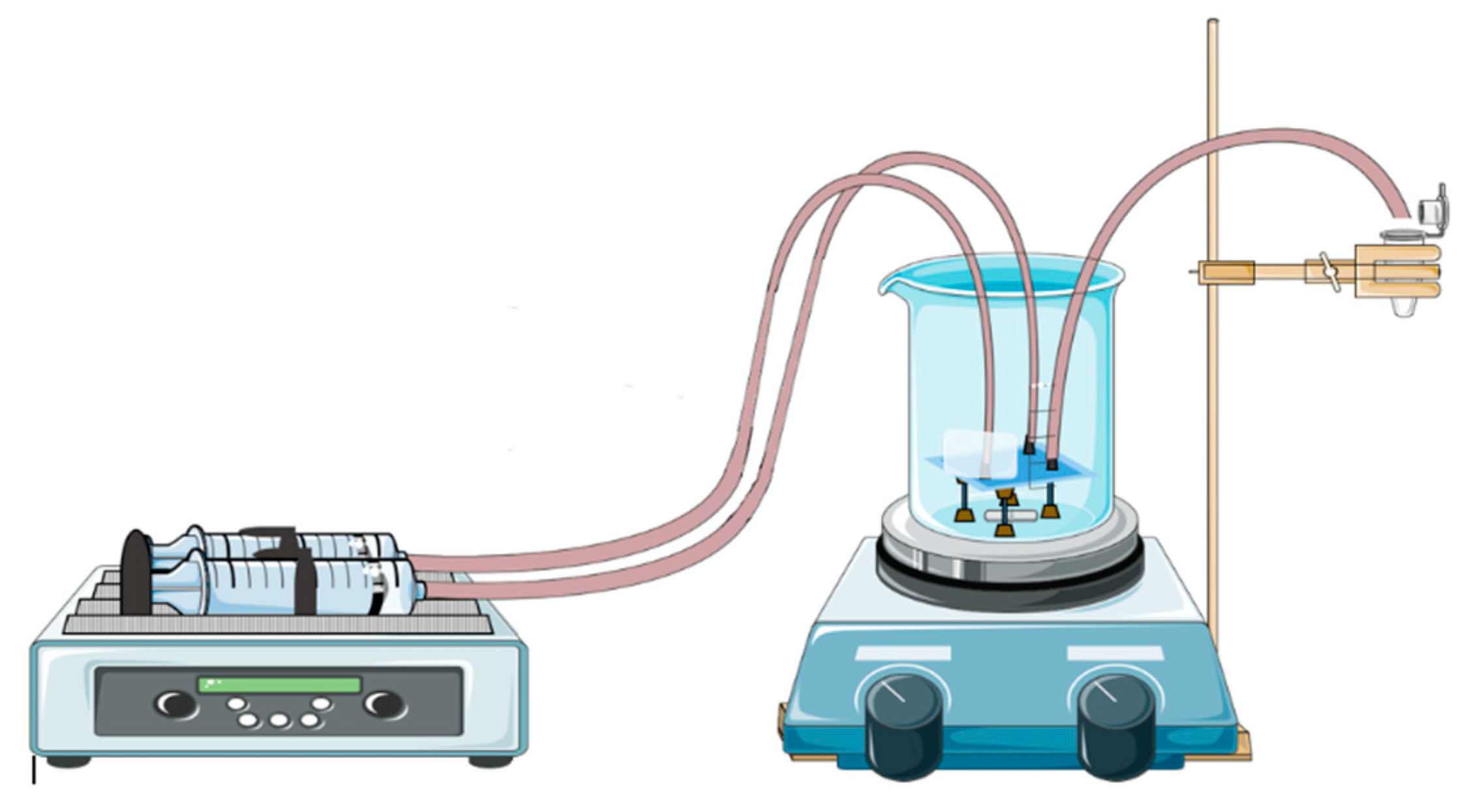
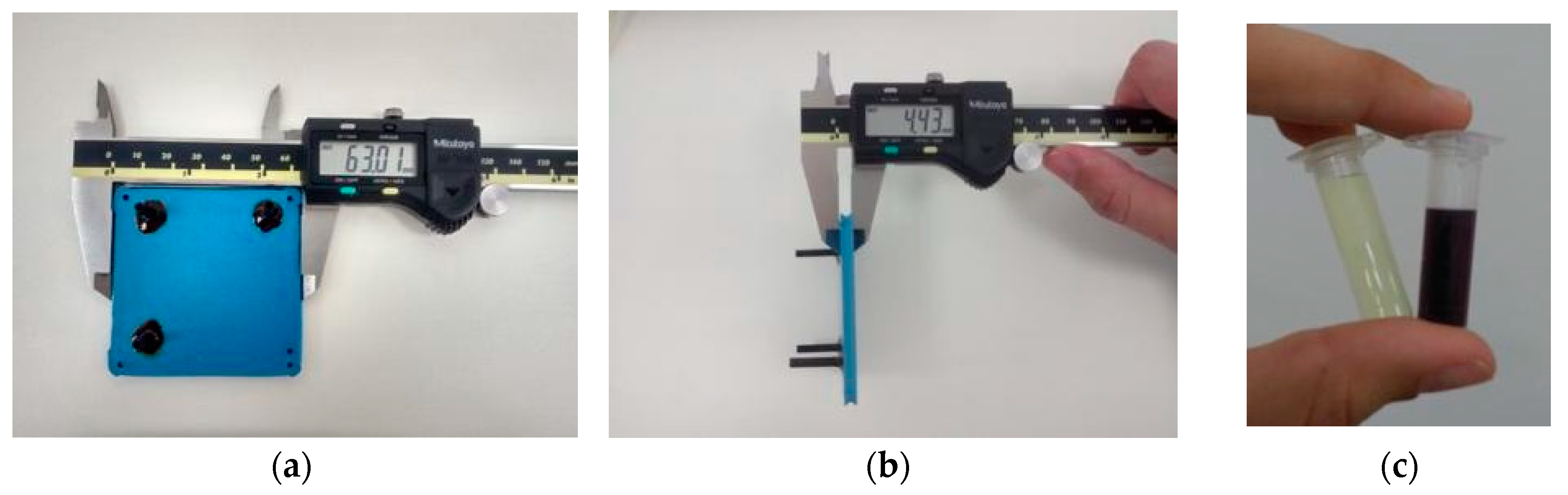
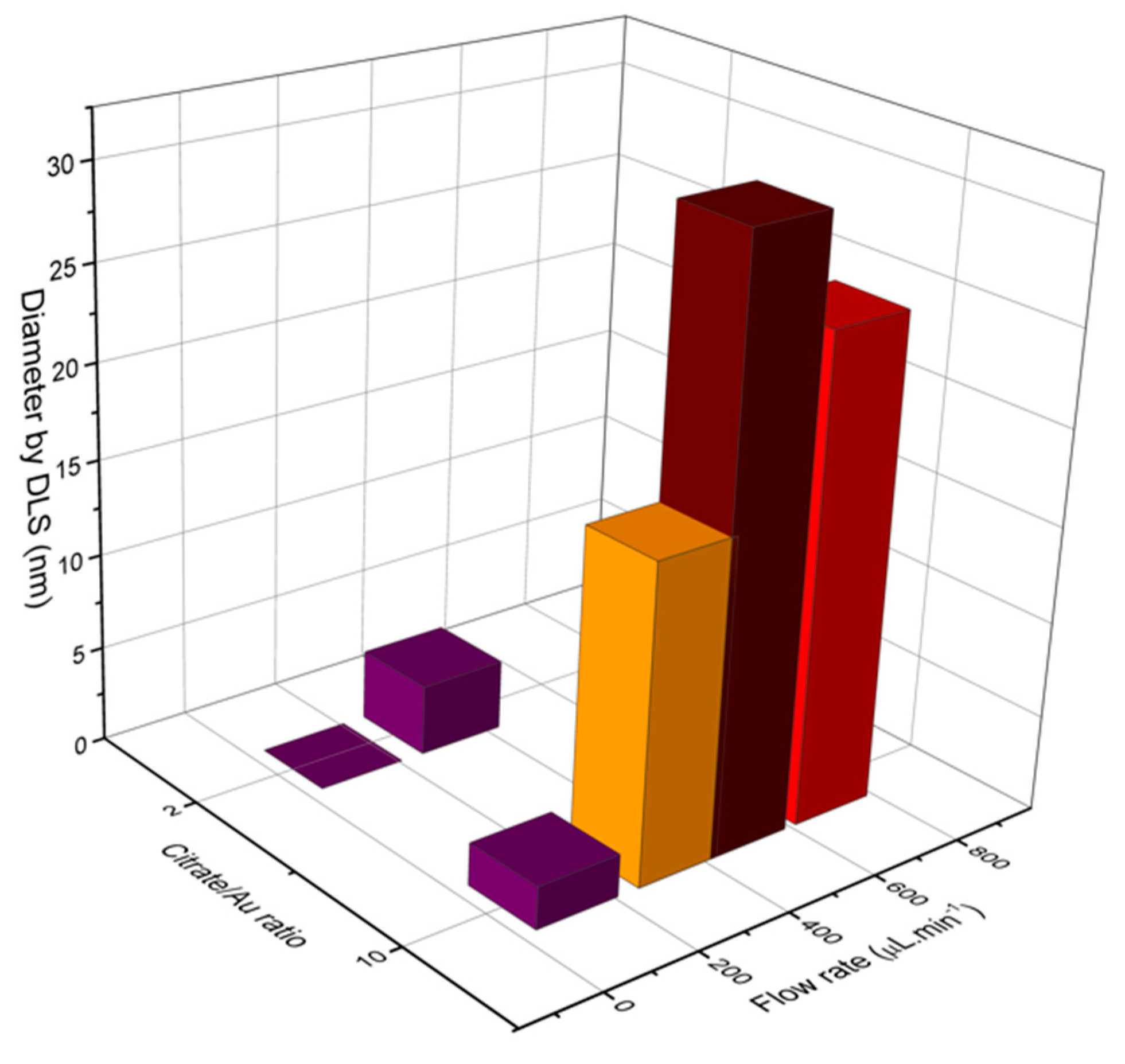
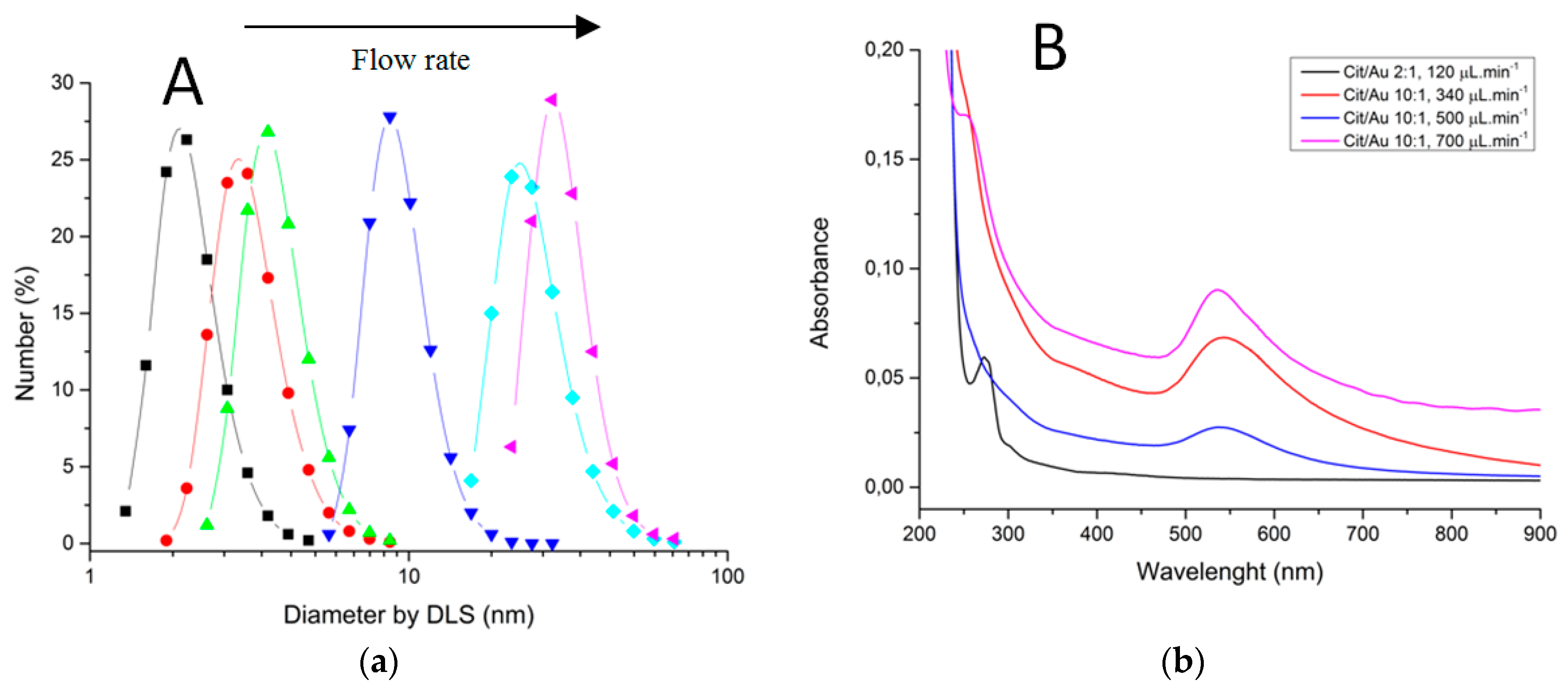
3.4. LTCC Microfluidic Devices Applied on Synthesis and Functionalization of Gold Nanoparticles
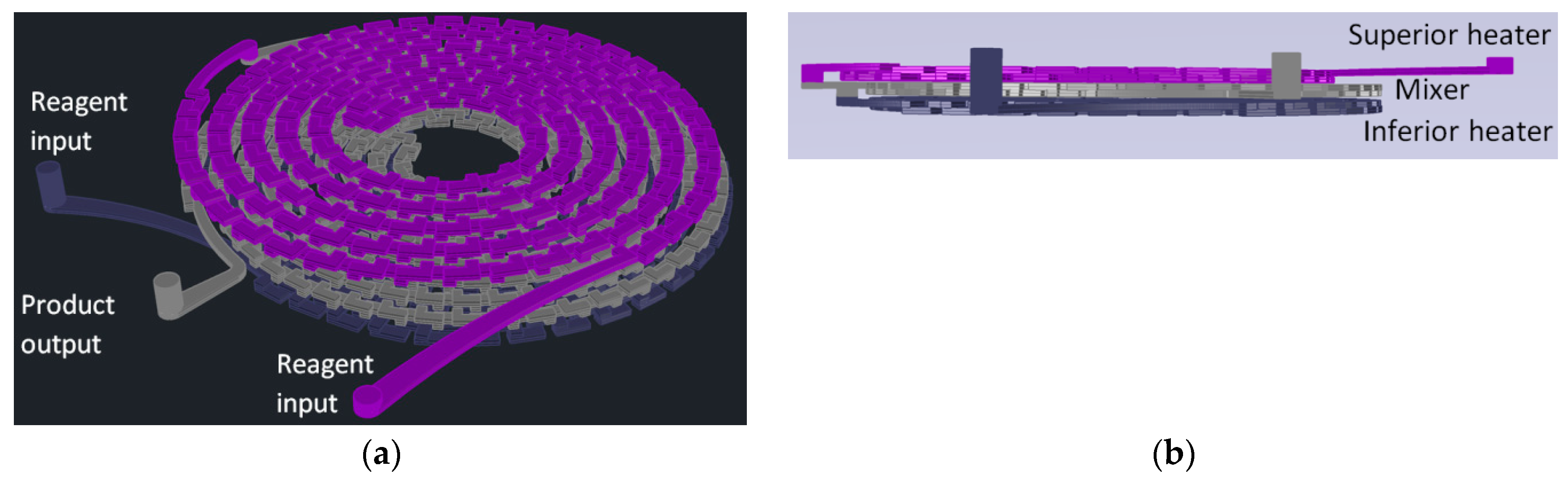
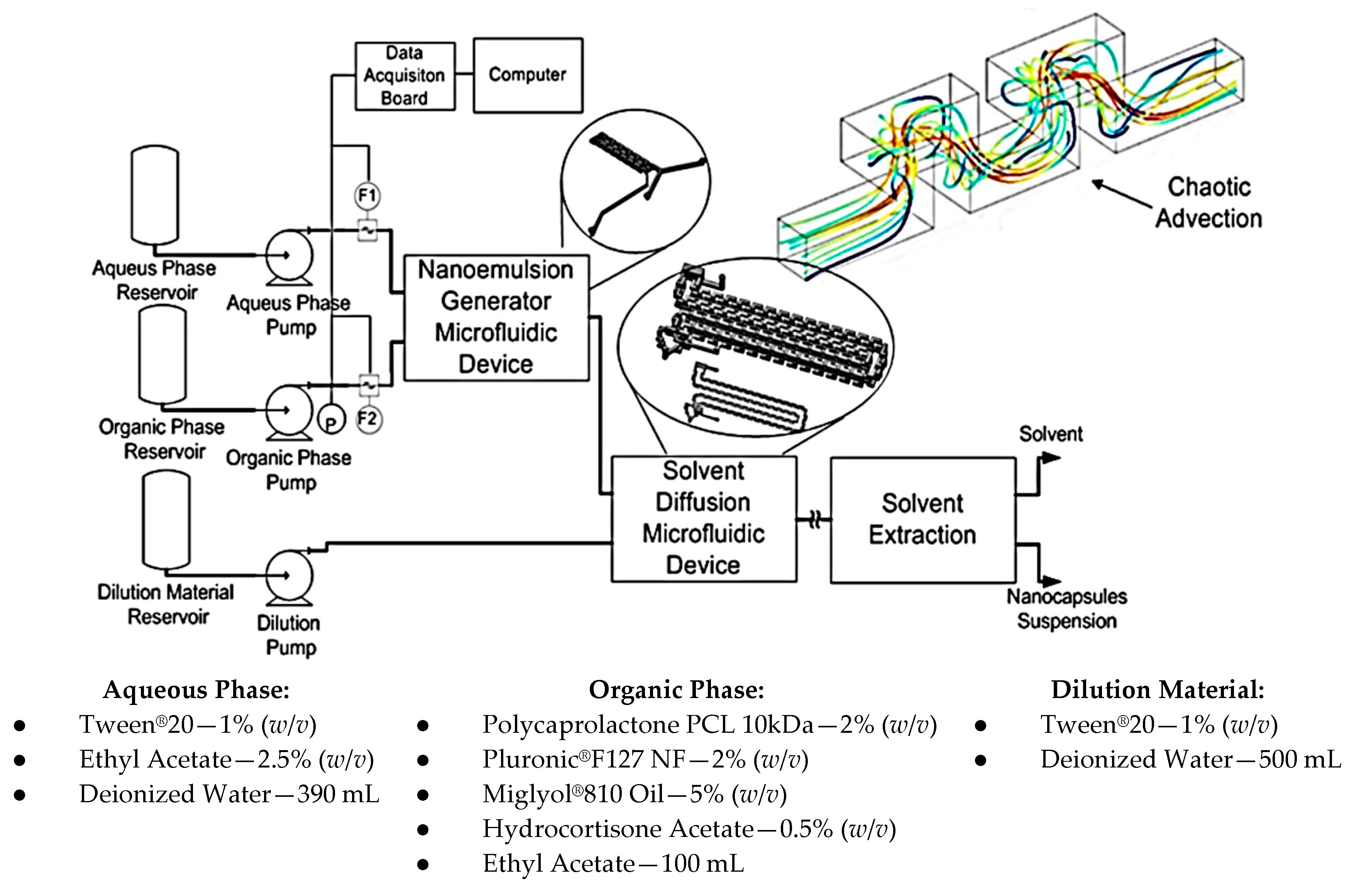
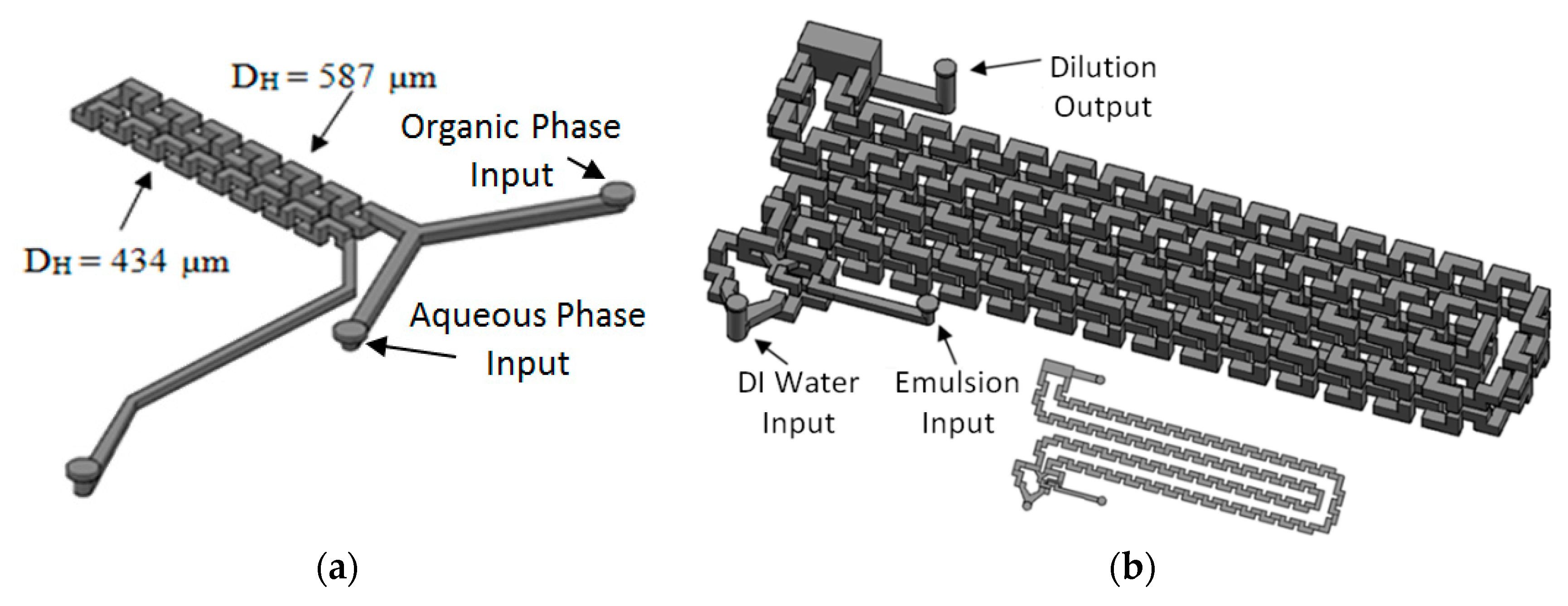
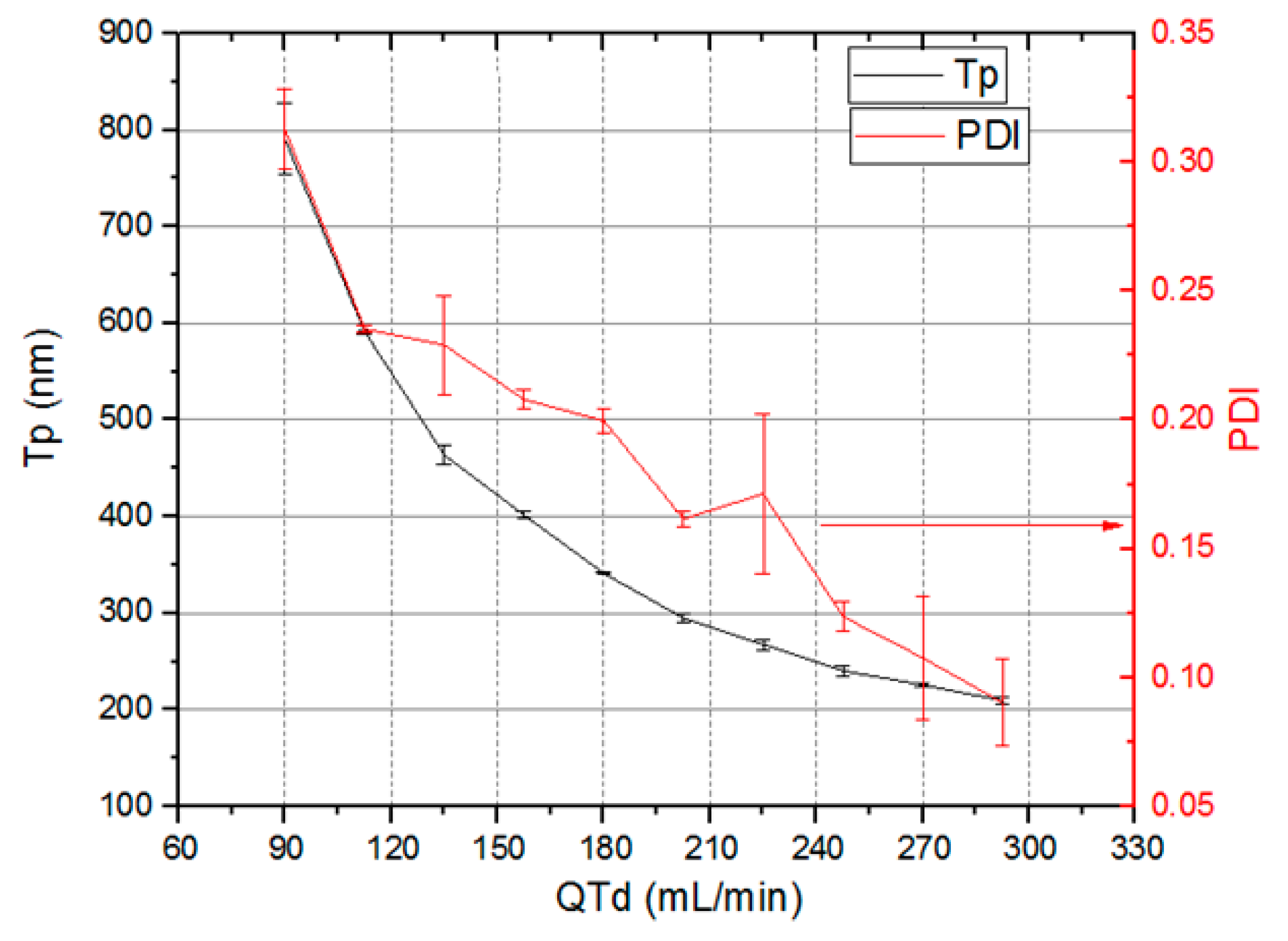
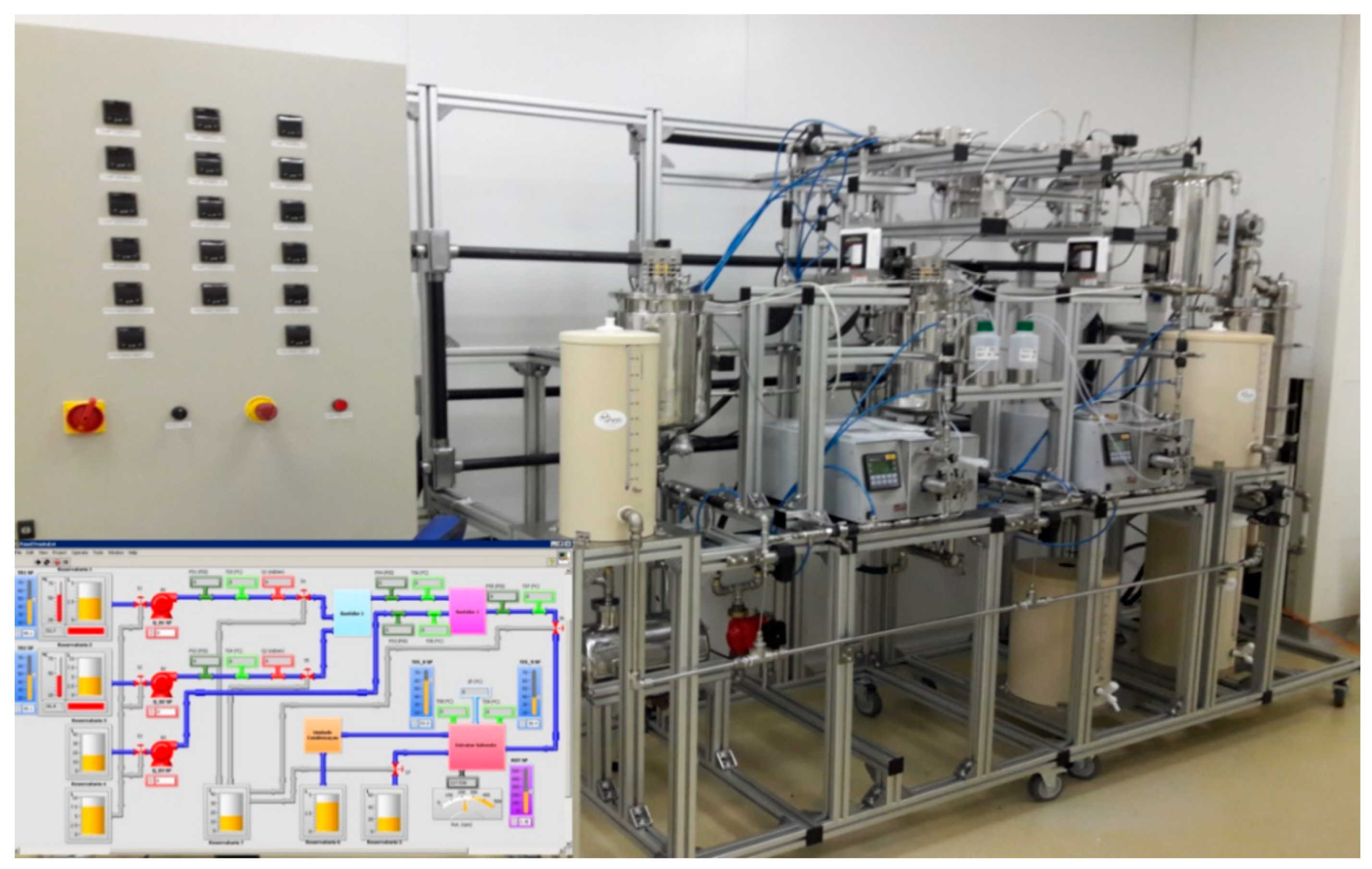
3.5. Continuous Regime Microfluidic System for Nanocapsules Generation
- (a)
- Fluid management subsystem: The purpose of the fluid management subsystem is to control pressure, flow and temperature of three fluids (organic phase, aqueous phase, dilution or cleaning phase) in order to perform the desired function.
- (b)
- Microfluidics Subsystem: The microfluidic subsystem aims to define the behavior of the system (chemical synthesis or manufacturing of nanoparticles) from LTCC microfluidic devices placed in series and parallel in frames designed for this.
- (c)
- Solvent extraction subsystem: The solvent extraction subsystem aims to remove solvents from the fluids resulting from the previous operations and provide a suspension with solvent-free nanoparticles. The method used for this operation does not degrade the nanoparticles.
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Lee, S.K.; Liu, X.; Sebastián Cabeza, V.; Jensen, K.F. Synthesis, assembly and reaction of a nanocatalyst in microfluidic systems: A general platform. Lab Chip 2012, 12, 4080–4084. [Google Scholar] [CrossRef] [PubMed]
- Marre, S.; Jensen, K.F. Synthesis of micro and nanostructures in microfluidic systems. Chem. Soc. Rev. 2010, 39, 1183–1202. [Google Scholar] [CrossRef] [PubMed]
- Lei, K.F. Microfluidic systems for diagnostic applications: A review. J. Lab. Autom. 2012, 17, 330–347. [Google Scholar] [CrossRef] [PubMed]
- Medina-Sánchez, M.; Miserere, S.; Merkoçi, A. Nanomaterials and lab-on-a-chip technologies. Lab Chip 2012, 12, 1932–1943. [Google Scholar] [CrossRef] [PubMed]
- Valencia, P.M.; Farokhzad, O.C.; Karnik, R.; Langer, R. Microfluidic technologies for accelerating the clinical translation of nanoparticles. Nat. Nanotechnol. 2012, 7, 623–629. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, C.X.; He, L.; Qiao, S.Z.; Middelberg, A.P.J. Nanoparticle synthesis in microreactors. Chem. Eng. Sci. 2011, 66, 1463–1479. [Google Scholar] [CrossRef]
- Junghanns, J.U.A.H.; Müller, R.H. Nanocrystal technology, drug delivery and clinical applications. Int. J. Nanomed. 2008, 3, 295–309. [Google Scholar] [Green Version]
- Skurtys, O.; Aguilera, J.M. Applications of microfluidic devices in food engineering. Food Biophys. 2008, 3, 1–15. [Google Scholar] [CrossRef]
- Peppas, N.A.; Carr, D.A. Impact of absorption and transport on intelligent therapeutics and nanoscale delivery of protein therapeutic agents. Chem. Eng. Sci. 2009, 64, 4553–4565. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Koc, A.B.; Abdullah, M. Performance and nox emissions of a diesel engine fueled with biodiesel-diesel-water nanoemulsions. Fuel Process. Technol. 2013, 109, 70–77. [Google Scholar] [CrossRef]
- Mulligan, M.K.; Rothstein, J.P. Scale-up and control of droplet production in coupled microfluidic flow-focusing geometries. Microfluid. Nanofluid. 2012, 13, 65–73. [Google Scholar] [CrossRef]
- Lee, S.J.J.; Sundararajan, N. Microfabrication for Microfluidics; Artech House: London, UK, 2010. [Google Scholar]
- Schianti, J.N.; Gongora-Rubio, M.R. LTCC Hydrophilic Behavior; Institute for Technological Research of State of São Paulo: São Paulo, Brazil, 2015. [Google Scholar]
- Bechtold, F. A Comprehensive Overview on Today’s Ceramic Substrate Technologies. In Proceedings of the 2009 European Microelectronics and Packaging Conference, Rimini, Italy, 15–18 June 2009; pp. 1–12. [Google Scholar]
- Golonka, L.J. Technology and applications of low temperature cofired ceramic (LTCC) based sensors and microsystems. Bull. Pol. Acad. Sci. Tech. Sci. 2006, 54, 221–231. [Google Scholar]
- Gongora-Rubio, M.R.; Espinoza-Vallejos, P.; Sola-Laguna, L.; Santiago-Avilés, J.J. Overview of low temperature co-fired ceramics tape technology for meso-system technology (MSST). Sens. Actuators A Phys. 2001, 89, 222–241. [Google Scholar] [CrossRef]
- Bartsch, H.; Welker, T.; Welker, K.; Witte, H.; Müller, J. LTCC based bioreactors for cell cultivation. In Proceedings of the 39th International Microelectronics and Packaging, IMAPS Poland 2015, Gdansk, Poland, 20–23 September 2015; Gorecki, K., Jasinski, P., Bogdanowicz, R., Eds.; Institute of Physics Publishing: Bristol, UK, 2016. [Google Scholar]
- Changrani, R.; Zenhausern, F.; Burdon, J.; Sadler, D. Bioreactor for Manipulating Biofluids at a Low Flow Rate in a Ceramic Microfluidic System and Method of Fabrication. U.S. Patent Application 10/322,815, 24 June 2004. [Google Scholar]
- Smetana, W.; Balluch, B.; Atassi, I.; Gvichiya, K.E.; Gaubitzer, E.; Edetsberger, M.; Kohler, G. A biological monitoring module based on a ceramic microfluidic platform. In Proceedings of the 2nd International Conference on Biomedical Electronics and Devices, BIODEVICES 2009, Porto, Portugal, 14–17 January 2009; pp. 75–82. [Google Scholar]
- Malecha, K.; Pijanowska, D.; Golonka, L.; Torbicz, W. LTCC enzymatic microreactor. J. Microelectron. Electron. Packag. 2007, 4, 51–56. [Google Scholar] [CrossRef]
- Hrovat, M.; Belavič, D.; Dolanc, G.; Holc, J.; Zarnik, M.S.; Fajdiga, P.; Makarovič, K.; Kosec, M.; Hočevar, S.; Batista, J.; et al. The LTCC combustor for ceramic micro-reactor for steam reforming. In Proceedings of the 34th International Spring Seminar on Electronics Technology: “New Trends in Micro/Nanotechnology”, ISSE 2011, Tratanska Lomnica, Slovakia, 11–15 May 2011; pp. 612–615. [Google Scholar]
- Sun, W.; Cai, G.; Donadio, N.; Kuo, B.H.; Lee, J.; Yetter, R.A. Development of meso-scale co-fired ceramic tape axisymmetric combustors. Int. J. Appl. Ceram. Technol. 2012, 9, 833–846. [Google Scholar] [CrossRef]
- Ming-Hsun, W.; Po-Shen, L. Design, fabrication and characterization of a low-temperature co-fired ceramic gaseous bi-propellant microthruster. J. Micromech. Microeng. 2010, 20, 085026. [Google Scholar]
- Groß, G.A.; Thelemann, T.; Schneider, S.; Boskovic, D.; Köhler, J.M. Fabrication and fluidic characterization of static micromixers made of low temperature cofired ceramic (LTCC). Chem. Eng. Sci. 2008, 63, 2773–2784. [Google Scholar] [CrossRef]
- Rodrigues da Cunha, M. Development of Microfluidic Static LTCC Micromixers for Polymeric Microspheres Fabrication; University of São Paulo: São Paulo, Brazil, 2006. [Google Scholar]
- Patel, K.D.; Peterson, K.A.; Hukari, K.W.; De Smet, D.; Turner, T.A. Low temperature cofired ceramic microfluidic microsystems for high temperature and high pressure applications. In Proceedings of the 2nd International Conference and Exhibition on Ceramic Interconnect and Ceramic Microsystems Technologies, CICMT 2006, Denver, CO, USA, 25–27 April 2006; pp. 112–119. [Google Scholar]
- Schirmer, M.; Uhlemann, J.; Rebenklau, L.; Bauer, T.; Wolter, K.J. 3D-microfluidic reactor in LTCC. In Proceedings of the 2008 31st International Spring Seminar on Electronics Technology: Reliability and Life-time Prediction, ISSE 2008, Budapest, Hungary, 7–11 May 2008; pp. 484–489. [Google Scholar]
- Vásquez-Alvarez, E.; Degasperi, F.T.; Morita, L.G.; Gongora-Rubio, M.R.; Giudici, R. Development of a micro-heat exchanger with stacked plates using LTCC technology. Braz. J. Chem. Eng. 2010, 27, 483–497. [Google Scholar] [CrossRef] [Green Version]
- Gómez-De Pedro, S.; Puyol, M.; Alonso-Chamarro, J. Continuous flow synthesis of nanoparticles using ceramic microfluidic devices. Nanotechnology 2010, 21, 415603. [Google Scholar] [CrossRef] [PubMed]
- Chen, G.; Roy, I.; Yang, C.; Prasad, P.N. Nanochemistry and nanomedicine for nanoparticle-based diagnostics and therapy. Chem. Rev. 2016, 116, 2826–2885. [Google Scholar] [CrossRef] [PubMed]
- Makgwane, P.R.; Ray, S.S. Synthesis of nanomaterials by continuous-flow microfluidics: A review. J. Nanosci. Nanotechnol. 2014, 14, 1338–1363. [Google Scholar] [CrossRef] [PubMed]
- Jiang, B.; Haber, J.; Renken, A.; Muralt, P.; Kiwi-Minsker, L.; Maeder, T. Fine structuration of low-temperature co-fired ceramic (LTCC) microreactors. Lab Chip 2015, 15, 563–574. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bienert, C.; Roosen, A. Characterization and improvement of LTCC composite materials for application at elevated temperatures. J. Eur. Ceram. Soc. 2010, 30, 369–374. [Google Scholar] [CrossRef]
- Bittner, A.; Schmid, U. The porosification of fired LTCC substrates by applying a wet chemical etching procedure. J. Eur. Ceram. Soc. 2009, 29, 99–104. [Google Scholar] [CrossRef]
- Davies, R.T.; Kim, D.; Park, J. Formation of liposomes using a 3D flow focusing microfluidic device with spatially patterned wettability by corona discharge. J. Micromech. Microeng. 2012, 22, 055003. [Google Scholar] [CrossRef]
- Rhee, M.; Valencia, P.M.; Rodriguez, M.I.; Langer, R.; Farokhzad, O.C.; Karnik, R. Synthesis of size-tunable polymeric nanoparticles enabled by 3D hydrodynamic flow focusing in single-layer microchannels. Adv. Mater. 2011, 23, H79–H83. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Schianti, J.N.; Cerize, N.P.N.; Oliveira, A.M.; Derenzo, S.; Góngora-Rubio, M.R. 3-D LTCC microfluidic device as a tool for studying nanoprecipitation. J. Phys. Conf. Ser. 2013, 421, 012012. [Google Scholar] [CrossRef] [Green Version]
- Eluru, G.; Julius, L.A.N.; Gorthi, S.S. Single-layer microfluidic device to realize hydrodynamic 3D flow focusing. Lab Chip 2016, 16, 4133–4141. [Google Scholar] [CrossRef] [PubMed]
- Kim, C.; Chung, S.; Kim, Y.E.; Lee, K.S.; Lee, S.H.; Oh, K.W.; Kang, J.Y. Generation of core-shell microcapsules with three-dimensional focusing device for efficient formation of cell spheroid. Lab Chip 2011, 11, 246–252. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Yobas, L. Microfluidic emulsification through a monolithic integrated glass micronozzle suspended inside a flow-focusing geometry. Appl. Phys. Lett. 2015, 106, 174101. [Google Scholar] [CrossRef]
- Ahirrao, S.P.; Gide, P.S.; Shrivastav, B.; Sharma, P. Ionotropic gelation: A promising cross linking technique for hydrogels. J. Pharm. Nanotechnol. 2014, 2, 1–6. [Google Scholar]
- Hu, Y.; Wang, Q.; Wang, J.; Zhu, J.; Wang, H.; Yang, Y. Shape controllable microgel particles prepared by microfluidic combining external ionic crosslinking. Biomicrofluidics 2012, 6, 026502. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xu, J.H.; Li, S.W.; Tan, J.; Luo, G.S. Controllable preparation of monodispersed calcium alginate microbeads in a novel microfluidic system. Chem. Eng. Technol. 2008, 31, 1223–1226. [Google Scholar] [CrossRef]
- Sambandan, D.R.; Ratner, D. Sunscreens: An overview and update. J. Am. Acad. Dermatol. 2011, 64, 748–758. [Google Scholar] [CrossRef] [PubMed]
- Zhao, H.; Wang, J.X.; Wang, Q.A.; Chen, J.F.; Yun, J. Controlled liquid antisolvent precipitation of hydrophobic pharmaceutical nanoparticles in a microchannel reactor. Ind. Eng. Chem. Res. 2007, 46, 8229–8235. [Google Scholar] [CrossRef]
- Shang, L.; Cheng, Y.; Zhao, Y. Emerging droplet microfluidics. Chem. Rev. 2017, 117, 7964–8040. [Google Scholar] [CrossRef] [PubMed]
- Al-Sabagh, A.M.; Emara, M.M.; El-Din, M.R.N.; Aly, W.R. Water-in-diesel fuel nanoemulsions prepared by high energy: Emulsion drop size and stability, and emission characteristics. J. Surfactants Deterg. 2012, 15, 139–145. [Google Scholar] [CrossRef]
- Noor El-Din, M.R.; El-Gamal, I.M.; El-Hamouly, S.H.; Mohamed, H.M.; Mishrif, M.R.; Ragab, A.M. Rheological behavior of water-in-diesel fuel nanoemulsions stabilized by mixed surfactants. Colloids Surf. A Physicochem. Eng. Asp. 2013, 436, 318–324. [Google Scholar] [CrossRef]
- Long, M.; Sprague, M.A.; Grimes, A.A.; Rich, B.D.; Khine, M. A simple three-dimensional vortex micromixer. Appl. Phys. Lett. 2009, 94, 133501. [Google Scholar] [CrossRef]
- Sudarsan, A.P.; Ugaz, V.M. Multivortex micromixing. Proc. Natl. Acad. Sci. USA 2006, 103, 7228–7233. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ghannam, M.T.; Selim, M.Y.E. Stability behavior of water-in-diesel fuel emulsion. Petrol. Sci. Technol. 2009, 27, 396–411. [Google Scholar] [CrossRef]
- Noor El-Din, M.R.; El-Hamouly, S.H.; Mohamed, H.M.; Mishrif, M.R.; Ragab, A.M. Water-in-diesel fuel nanoemulsions: Preparation, stability and physical properties. Egypt. J. Petrol. 2013, 22, 517–530. [Google Scholar] [CrossRef]
- Vellaiyan, S.; Amirthagadeswaran, K.S. The role of water-in-diesel emulsion and its additives on diesel engine performance and emission levels: A retrospective review. Alex. Eng. J. 2016, 55, 2463–2472. [Google Scholar] [CrossRef]
- Yang, W.M.; An, H.; Chou, S.K.; Chua, K.J.; Mohan, B.; Sivasankaralingam, V.; Raman, V.; Maghbouli, A.; Li, J. Impact of emulsion fuel with nano-organic additives on the performance of diesel engine. Appl. Energy 2013, 112, 1206–1212. [Google Scholar] [CrossRef]
- Assmann, N.; Ladosz, A.; Rudolf von Rohr, P. Continuous micro liquid-liquid extraction. Chem. Eng. Technol. 2013, 36, 921–936. [Google Scholar] [CrossRef]
- Das, D.; Duraiswamy, S.; Yi, Z.; Chan, V.; Yang, C. Continuous droplet-based liquid-liquid extraction of phenol from oil. Sep. Sci. Technol. 2015, 50, 1023–1029. [Google Scholar] [CrossRef]
- Yu, J.Q.; Chin, L.K.; Chen, Y.; Zhang, G.J.; Lo, G.Q.; Ayi, T.C.; Yap, P.H.; Kwong, D.L.; Liu, A.Q. Microfluidic droplet-based liquid-liquid extraction for fluorescence-indicated mass transfer. In Proceedings of the 14th International Conference on Miniaturized Systems for Chemistry and Life Sciences 2010, MicroTAS 2010, Groningen, The Netherlands, 3–7 October 2010; pp. 1079–1081. [Google Scholar]
- Gomez, H.C.; Gongora-Rubio, M.R.; Agio, B.O.; De Novais Schianti, J.; Tiemi Kimura, V.; De Oliveira, A.M.; Wasnievski Da Silva De Luca Ramos, L.; Seabra, A.C. 3D focalization microfluidic device built with LTCC technology for nanoparticle generation using nanoprecipitation route. J. Ceram. Sci. Technol. 2015, 6, 329–338. [Google Scholar] [CrossRef]
- Gomez, H.C.; Seabra, A.C.; Feitosa, V.A.; De Novais Schianti, J.; De Oliveira, A.M.; De Luca Ramos, L.W.D.S.; Gongora-Rubio, M.R. Development of a LTCC micro spray dryer. In Proceedings of the 2014 IEEE 9th Ibero-American Congress on Sensors, IBERSENSOR 2014, Bogota, Colombia, 15–18 October 2014; Garcia, L., Ed.; Institute of Electrical and Electronics Engineers Inc.: Piscataway, NJ, USA, 2014. [Google Scholar]
- Gongora-Rubio, M.R.; Schianti, J.d.N.; Gomez, H.C.; Teves, A.d.C. LTCC-3D coaxial flow focusing microfluidic reactor for micro and nanoparticle fabrication and production scale-out. J. Microelectron. Electron. Packag. 2013, 10, 102–108. [Google Scholar] [CrossRef]
- Neto, B.B.; Scarminio, I.S.; Bruns, R.E. Como Fazer Experimentos-4.Ed.: Pesquisa e Desenvolvimento na Ciência e na Indústria; Bookman: Porto Alegre, Brazil, 2010. [Google Scholar]
- Turkevich, J.; Stevenson, P.C.; Hillier, J. A study of the nucleation and growth processes in the synthesis of colloidal gold. Discuss. Faraday Soc. 1951, 11, 55–75. [Google Scholar] [CrossRef]
- Giljohann, D.A.; Seferos, D.S.; Daniel, W.L.; Massich, M.D.; Patel, P.C.; Mirkin, C.A. Gold nanoparticles for biology and medicine. Angew. Chem. Int. Ed. 2010, 49, 3280–3294. [Google Scholar] [CrossRef] [PubMed]
- Ji, X.; Song, X.; Li, J.; Bai, Y.; Yang, W.; Peng, X. Size control of gold nanocrystals in citrate reduction: The third role of citrate. J. Am. Chem. Soc. 2007, 129, 13939–13948. [Google Scholar] [CrossRef] [PubMed]
- Sivaraman, S.K.; Kumar, S.; Santhanam, V. Monodisperse sub-10 nm gold nanoparticles by reversing the order of addition in turkevich method—The role of chloroauric acid. J. Colloid Interface Sci. 2011, 361, 543–547. [Google Scholar] [CrossRef] [PubMed]
- Rahman, M.; Rebrov, E. Microreactors for gold nanoparticles synthesis: From faraday to flow. Processes 2014, 2, 466. [Google Scholar] [CrossRef]
- Weng, C.H.; Huang, C.C.; Yeh, C.S.; Lei, H.Y.; Lee, G.B. Synthesis of hexagonal gold nanoparticles using a microfluidic reaction system. J. Micromech. Microeng. 2008, 18, 035019. [Google Scholar] [CrossRef]
- Duraiswamy, S.; Khan, S.A. Dual-stage continuous-flow seedless microfluidic synthesis of anisotropic gold nanocrystals. Part. Part. Syst. Charact. 2014, 31, 429–432. [Google Scholar] [CrossRef]
- Xu, Q.; Kang, X.; Bogomolni, R.A.; Chen, S. Controlled assembly of janus nanoparticles. Langmuir 2010, 26, 14923–14928. [Google Scholar] [CrossRef] [PubMed]
- Yang, S.; Guo, F.; Kiraly, B.; Mao, X.; Lu, M.; Leong, K.W.; Huang, T.J. Microfluidic synthesis of multifunctional janus particles for biomedical applications. Lab Chip 2012, 12, 2097–2102. [Google Scholar] [CrossRef] [PubMed]
- Ftouni, J.; Penhoat, M.; Addad, A.; Payen, E.; Rolando, C.; Girardon, J.S. Highly controlled synthesis of nanometric gold particles by citrate reduction using the short mixing, heating and quenching times achievable in a microfluidic device. Nanoscale 2012, 4, 4450–4454. [Google Scholar] [CrossRef] [PubMed]
- Macioszczyk, J.; Rac-Rumijowska, O.; Slobodzian, P.; Teterycz, H.; Malecha, K. Microfluidical microwave reactor for synthesis of gold nanoparticles. Micromachines 2017, 8, 318. [Google Scholar] [CrossRef]
- Ezhilarasi, P.N.; Karthik, P.; Chhanwal, N.; Anandharamakrishnan, C. Nanoencapsulation techniques for food bioactive components: A review. Food. Bioprocess Technol. 2013, 6, 628–647. [Google Scholar] [CrossRef]
- Kothamasu, P.; Kanumur, H.; Ravur, N.; Maddu, C.; Parasuramrajam, P.; Thangavel, S. Nanocapsules: The weapons for novel drug delivery systems. BioImpacts 2012, 2, 71–81. [Google Scholar] [PubMed]
- Miladi, K.; Sfar, S.; Fessi, H.; Elaissari, A. Drug carriers in osteoporosis: Preparation, drug encapsulation and applications. Int. J. Pharm. 2013, 445, 181–195. [Google Scholar] [CrossRef] [PubMed]
- Mora-Huertas, C.E.; Fessi, H.; Elaissari, A. Polymer-based nanocapsules for drug delivery. Int. J. Pharm. 2010, 385, 113–142. [Google Scholar] [CrossRef] [PubMed]
- Nagavarma, B.V.N.; Yadav, H.K.S.; Ayaz, A.; Vasudha, L.S.; Shivakumar, H.G. Different techniques for preparation of polymeric nanoparticles—A review. Asian J. Pharm. Clin. Res. 2012, 5, 16–23. [Google Scholar]
- Freitas, S.; Merkle, H.P.; Gander, B. Microencapsulation by solvent extraction/evaporation: Reviewing the state of the art of microsphere preparation process technology. J. Control. Release 2005, 102, 313–332. [Google Scholar] [CrossRef] [PubMed]
- Margulis-Goshen, K.; Magdassi, S. Organic nanoparticles from microemulsions: Formation and applications. Curr. Opin. Colloid Interface Sci. 2012, 17, 290–296. [Google Scholar] [CrossRef]
- Khan, I.U.; Serra, C.A.; Anton, N.; Er-Rafik, M.; Blanck, C.; Schmutz, M.; Kraus, I.; Messaddeq, N.; Sutter, C.; Anton, H.; et al. Microfluidic conceived trojan microcarriers for oral delivery of nanoparticles. Int. J. Pharm. 2015, 493, 7–15. [Google Scholar] [CrossRef] [PubMed]
- Mae, K.; Maki, T.; Hasegawa, I.; Eto, U.; Mizutani, Y.; Honda, N. Development of a new micromixer based on split/recombination for mass production and its application to soap free emulsifier. Chem. Eng. J. 2004, 101, 31–38. [Google Scholar] [CrossRef]
- Montillet, A.; Nedjar, S.; Tazerout, M. Continuous production of water-in-oil emulsion using micromixers. Fuel 2013, 106, 410–416. [Google Scholar] [CrossRef]
- Pennemann, H.; Hardt, S.; Hessel, V.; Löb, P.; Weise, F. Micromixer based liquid/liquid dispersion. Chem. Eng. Technol. 2005, 28, 501–508. [Google Scholar] [CrossRef]
- Ribeiro-Costa, R.M.; da Cunha, M.R.; Gongora-Rubio, M.R.; Michaluart-Júnior, P.; Ré, M.I. Preparation of protein-loaded-plga microspheres by an emulsion/solvent evaporation process employing LTCC micromixers. Powder Technol. 2009, 190, 107–111. [Google Scholar] [CrossRef]
- Schalper, K.; Harnisch, S.; Müller, R.H.; Hildebrand, G.E. Preparation of microparticles by micromixers: Characterization of oil/water process and prediction of particle size. Pharm. Res. 2005, 22, 276–284. [Google Scholar] [CrossRef] [PubMed]
- Schianti, J.N.; Gongora-Rubio, M.R.; Horoiwa, T.A.; Cerize, N.N.P.; Oliveira, A.M. Water-in-diesel nanoemulsion by LTCC microfluidic devices. In Proceedings of the 2014 IEEE 9th Ibero-American Congress on Sensors, IBERSENSOR 2014, Bogota, Colombia, 15–18 October 2014; Garcia, L., Ed.; Institute of Electrical and Electronics Engineers Inc.: Piscataway, NJ, USA, 2014. [Google Scholar]
- Souilem, I.; Muller, R.; Holl, Y.; Bouquey, M.; Serra, C.A.; Vandamme, T.; Anton, N. A novel low-pressure device for production of nanoemulsions. Chem. Eng. Technol. 2012, 35, 1692–1698. [Google Scholar] [CrossRef]
- Souilem, I.; Serra, C.A.; Muller, R.; Holl, Y.; Bouquey, M.; Sutter, C. Dimensional analysis of a novel low-pressure device for the production of size-tunable nanoemulsions. AIChE J. 2015, 61, 23–30. [Google Scholar] [CrossRef]
- Tromeur, M.; Mahé, C.; Schwesinger, N.; Tranchant, J.F. Micromixers to produce cosmetic emulsions. Int. J. Cosmet. Sci. 2003, 25, 1–4. [Google Scholar] [CrossRef] [PubMed]
- Keil Frerich, J. Process intensification. Rev. Chem. Eng. 2018, 34, 135. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Abstracts Service (CAS) | Supplier | Used in Section | Process/Microfluidic Device |
|---|---|---|---|---|
| 951P2 and 951PX (LTCC ceramic tapes) | DuPont | 3.1; 3.2; 3.3; 3.4; 3.5 | All Devices | |
| Ultra-pure Water | Obtained in our Lab | 3.1; 3.2; 3.3; 3.4; 3.5 | All Devices | |
| Sodium Alginate | 9005-38-3 | Sigma Aldrich | 3.1.1 | Ionic Gelation for Microcapsules Production/3D Flow Focusing |
| Mineral Oil | 8042-47-5 | |||
| Calcium Chloride | 10043-52-4 | |||
| Benzophenone | 119-61-9 | 3.1.2 | Nanoprecipitation/3D Flow Focusing | |
| Isopropyl Alcohol (IPA) | 67-63-0 | |||
| Methanol (MTH) | 67-56-1 | |||
| Ethanol | 64-17-5 | 3.2 | Water-in-Diesel Nanoemulsion/Vortex Micromixer | |
| Nonyphenol-Ethoxylated | 68412-54-4 | LGC Group Standards | ||
| Diesel | 68334-30-5 | PETROBRAS | ||
| Acetone | 67-64-1 | Sigma Aldrich | 3.3 | Solvent Extraction/3D Flow Focalization |
| Sodium Citrate Dehydrate | 6132-04-3 | 3.4 | Synthesis of Gold Nanoparticles | |
| tetrachloroauric (III) Acid | 27988-77-8 | |||
| Tween®20 | 9005-64-5 | 3.5 | Emulsion–Diffusion Solvent Extraction Process/Micromixer for Nanoemulsion Generator; Micromixer for Solvent Diffusion | |
| Ethyl Acetate | 141-78-6 | |||
| Polycaprolactone (PCL) 10 kDa | 24980-41-4 | |||
| Pluronic®F127 NF | 9003-11-6 | |||
| Hydrocortisone Acetate | 50-03-3 | |||
| (Caprylic/Capric Triglycerid) Miglyol®810 oil | 65381-09-01 | Mapric |
| Equipment/Model | Manufacturer | Used in Section | Purpose |
|---|---|---|---|
| Milli-Q System | Millipore Corporation, USA | All Sections | Ultra-Pure Water Production |
| Syringe Pump/phd 4400 | Harvard Apparatus | 3.1; 3.2; 3.3; 3.4 | Low Pressure Pumping System |
| High Pressure Liquid Cromatography (HPLC) pumps/p25sfx01 | Scientific Systems | 3.5 | High Pressure Pumping System |
| Micro Annular Gear Pump/MZR-2905 | HNP Mikrosysteme GmbH | 3.5 | |
| Laser Diffraction Particle Analyzer/ls230 | Beckman Coulter | 3.1.1 | Laser Diffraction Technique |
| Digital Microscope/vhx-6000 | Keyence, USA | 3.1.1 | Morphological Evaluation |
| Scanning Electron Microscopy-Field Emission Gun (SEM-FEG)/Quanta 3d | Thermo Fisher Scientific | 3.1.2 | |
| Delsa Nano | Beckman Coulter | 3.1.2 | Dynamic Light Scattering (DLS) Technique |
| Gas Chromatograph/GC-2010 Plus | Shimadzu | 3.3 | Solvent Concentration Measurement |
| S2 Picofox | Bruker | 3.4 | Total Reflection X ray Fluorescence Spectroscopy (TXRF) Technique |
| Spectrophotometer/HP8453 | Agilent | 3.4 | Electronic Spectroscopy (UVVis) Technique |
| Zetasizer Nano-ZS | Malvern | 3.4; 3.5 | Dynamic Light Scattering (DLS) Technique |
| Number | Process Variables | Experimental Conditions | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| 1- | Flow Rate Ratio RQ | 5 | 7,5 | 10 |
| 2- | Total Flow Rate QT (×10−8 m3/s) | 1.67 | 9.17 | 16.67 |
| 3- | Main Channel Length LCD (mm) | 7.4 | 14.4 | 21.4 |
| 4- | Output Hydraulic Diameter ODH (µm) | 214.63 | 276.32 | 338 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cobas Gomez, H.; Mansini Cardoso, R.; De Novais Schianti, J.; Marim de Oliveira, A.; Gongora-Rubio, M.R. Fab on a Package: LTCC Microfluidic Devices Applied to Chemical Process Miniaturization. Micromachines 2018, 9, 285. https://doi.org/10.3390/mi9060285
Cobas Gomez H, Mansini Cardoso R, De Novais Schianti J, Marim de Oliveira A, Gongora-Rubio MR. Fab on a Package: LTCC Microfluidic Devices Applied to Chemical Process Miniaturization. Micromachines. 2018; 9(6):285. https://doi.org/10.3390/mi9060285
Chicago/Turabian StyleCobas Gomez, Houari, Roberta Mansini Cardoso, Juliana De Novais Schianti, Adriano Marim de Oliveira, and Mario Ricardo Gongora-Rubio. 2018. "Fab on a Package: LTCC Microfluidic Devices Applied to Chemical Process Miniaturization" Micromachines 9, no. 6: 285. https://doi.org/10.3390/mi9060285