
Epitaxial Defects in Nanoscale InP Fin Structures Revealed by Wet-Chemical Etching

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Results and Discussion
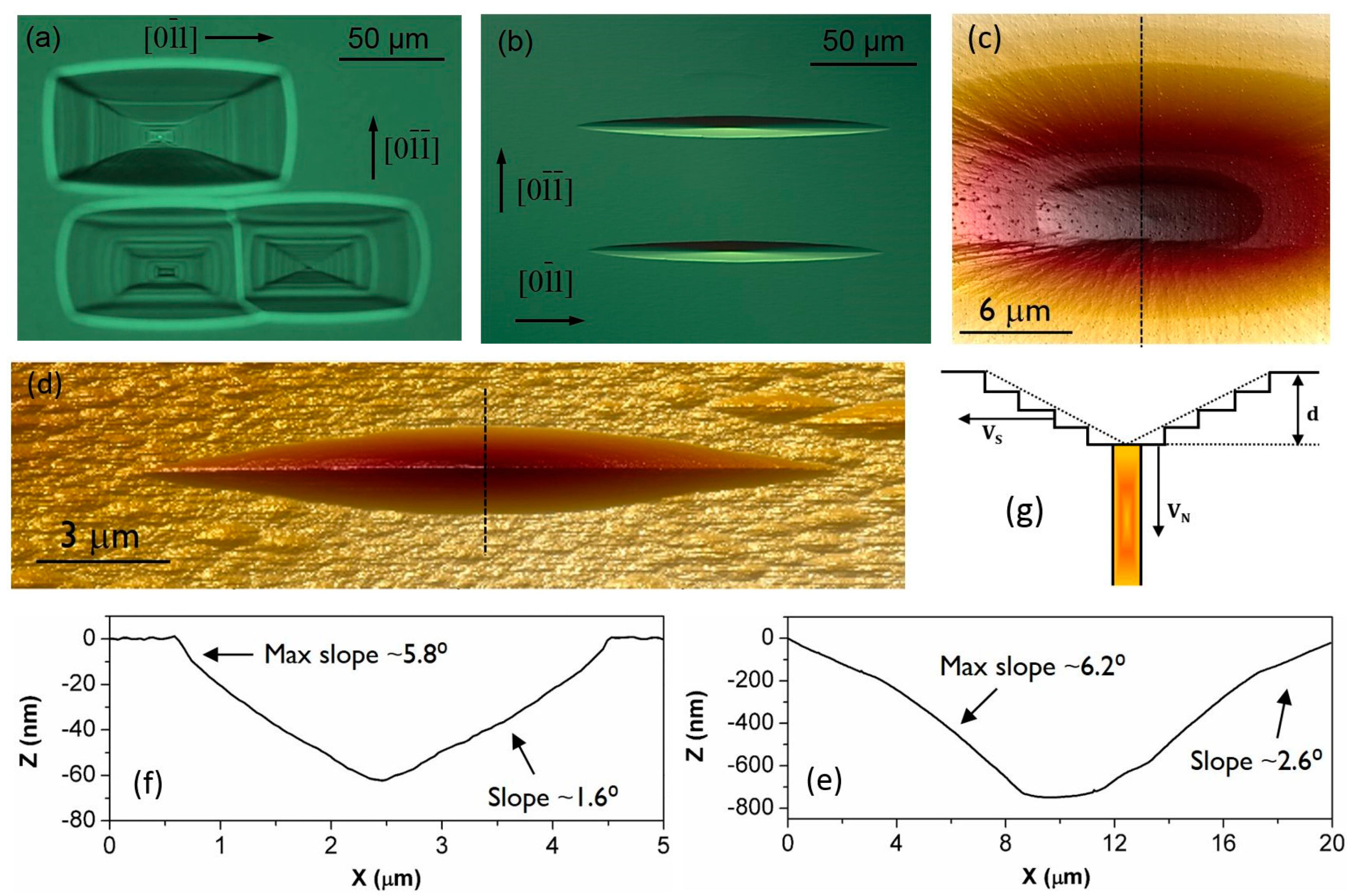
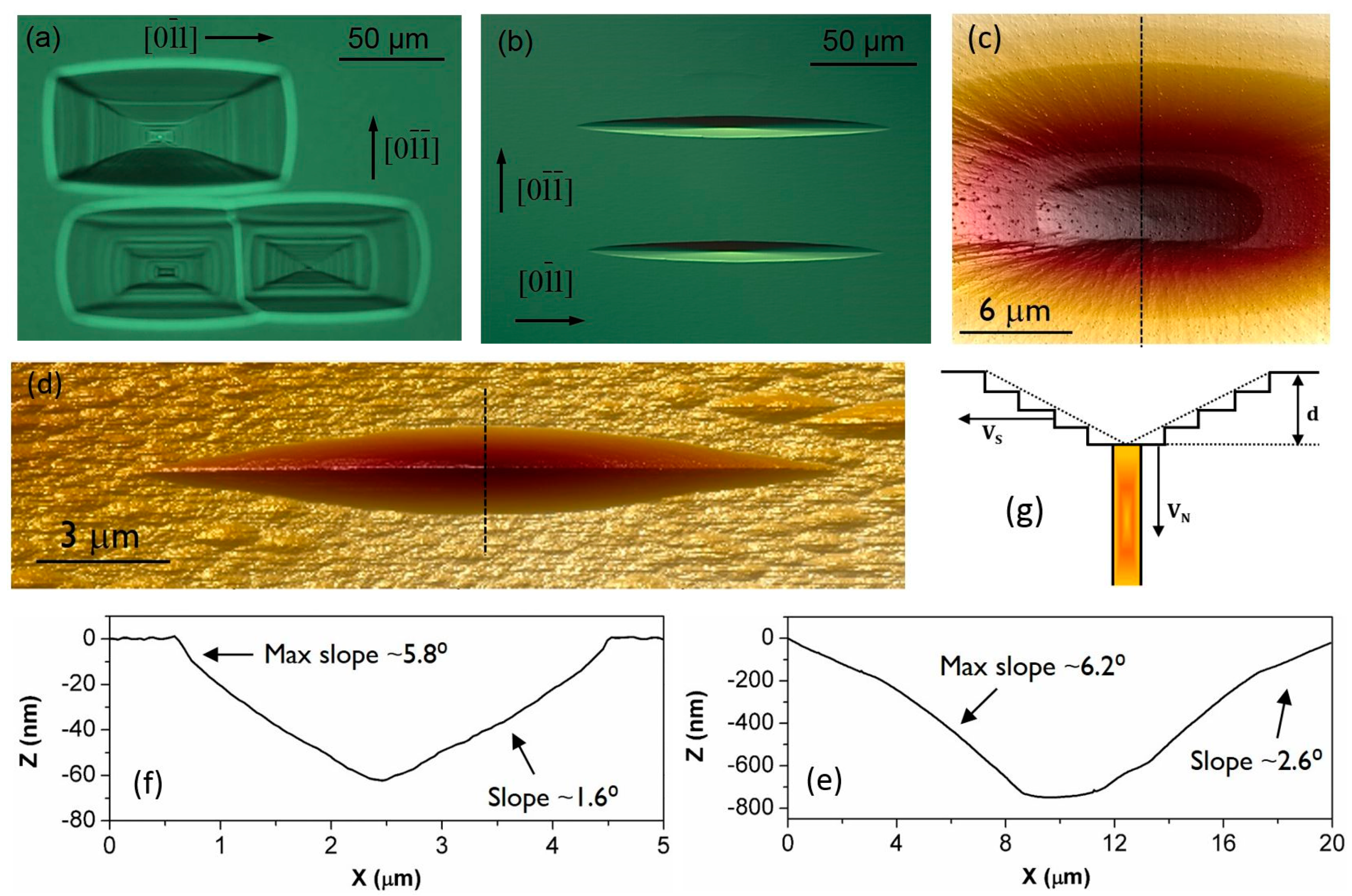
2.1. Etch Pit Formation in Bulk InP (100)
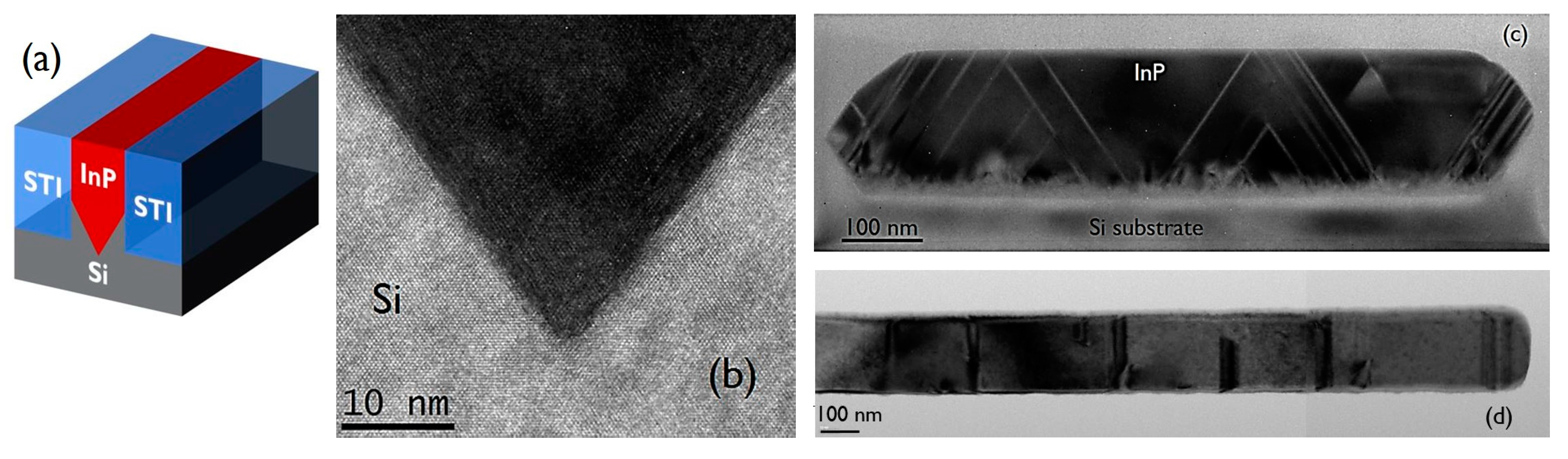
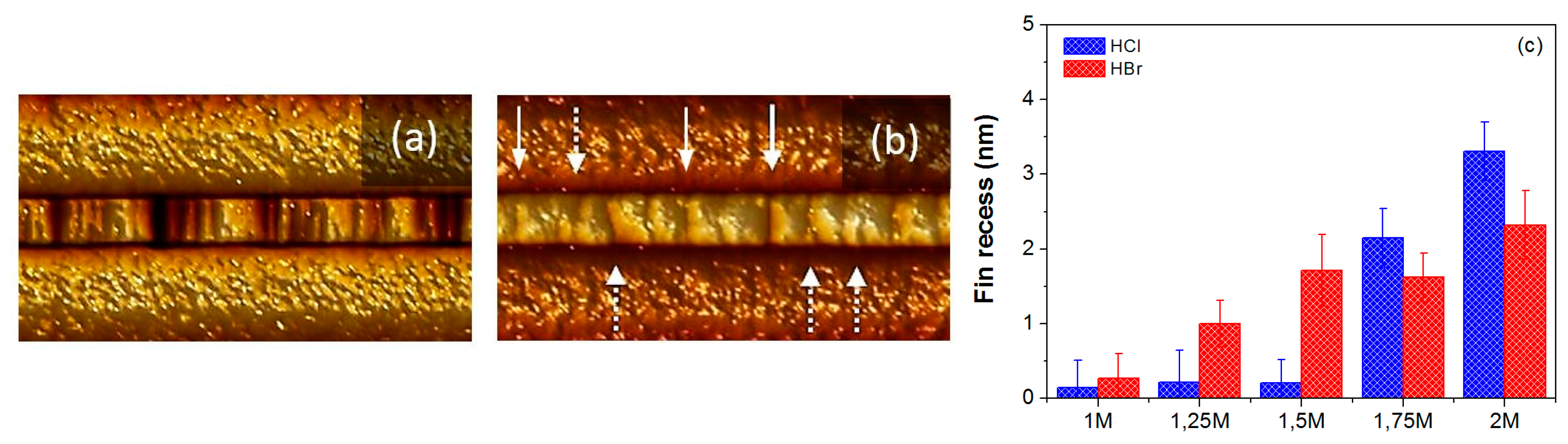
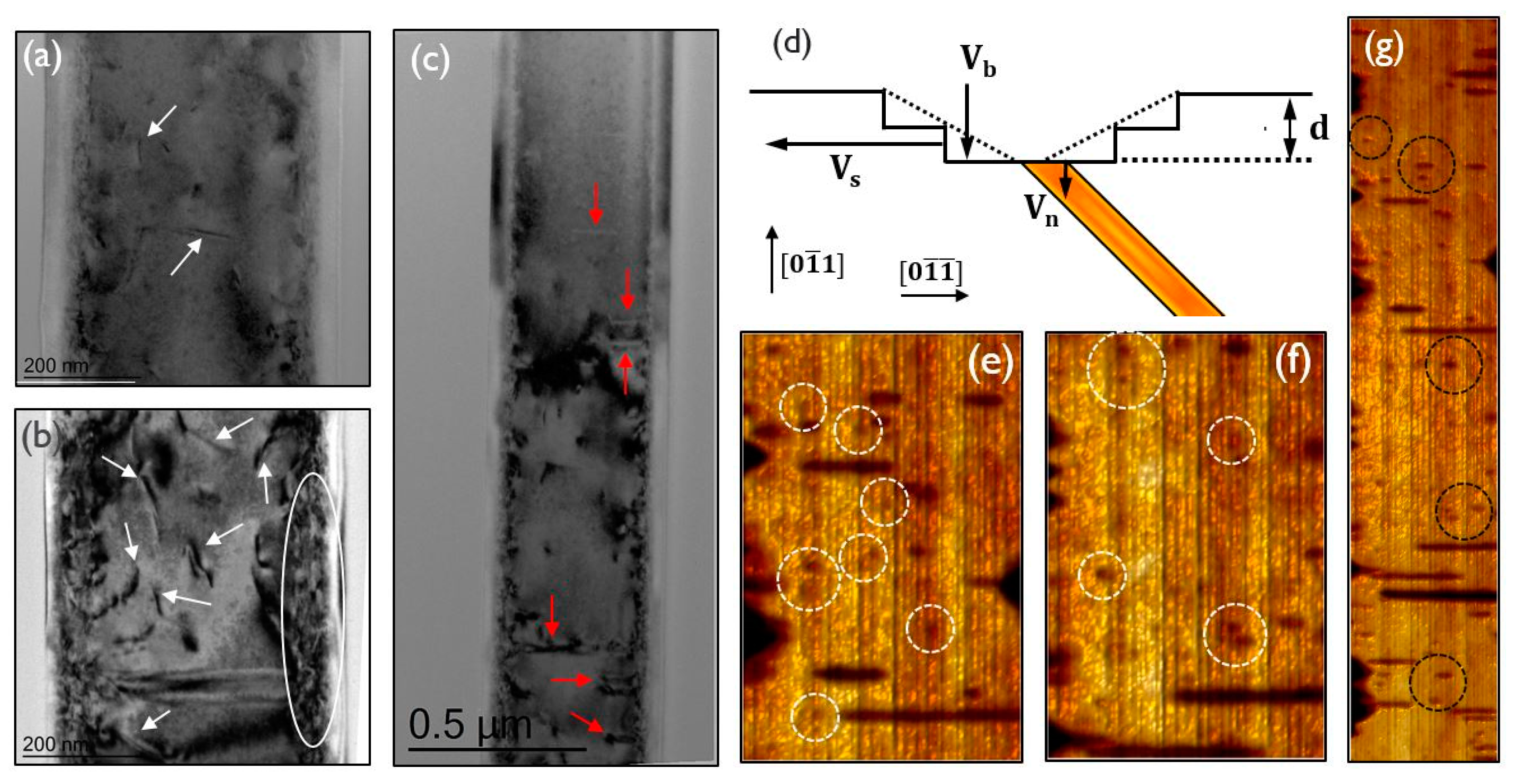
2.2. Revealing Defects in Nanoscale InP Fin Structures Grown by ART
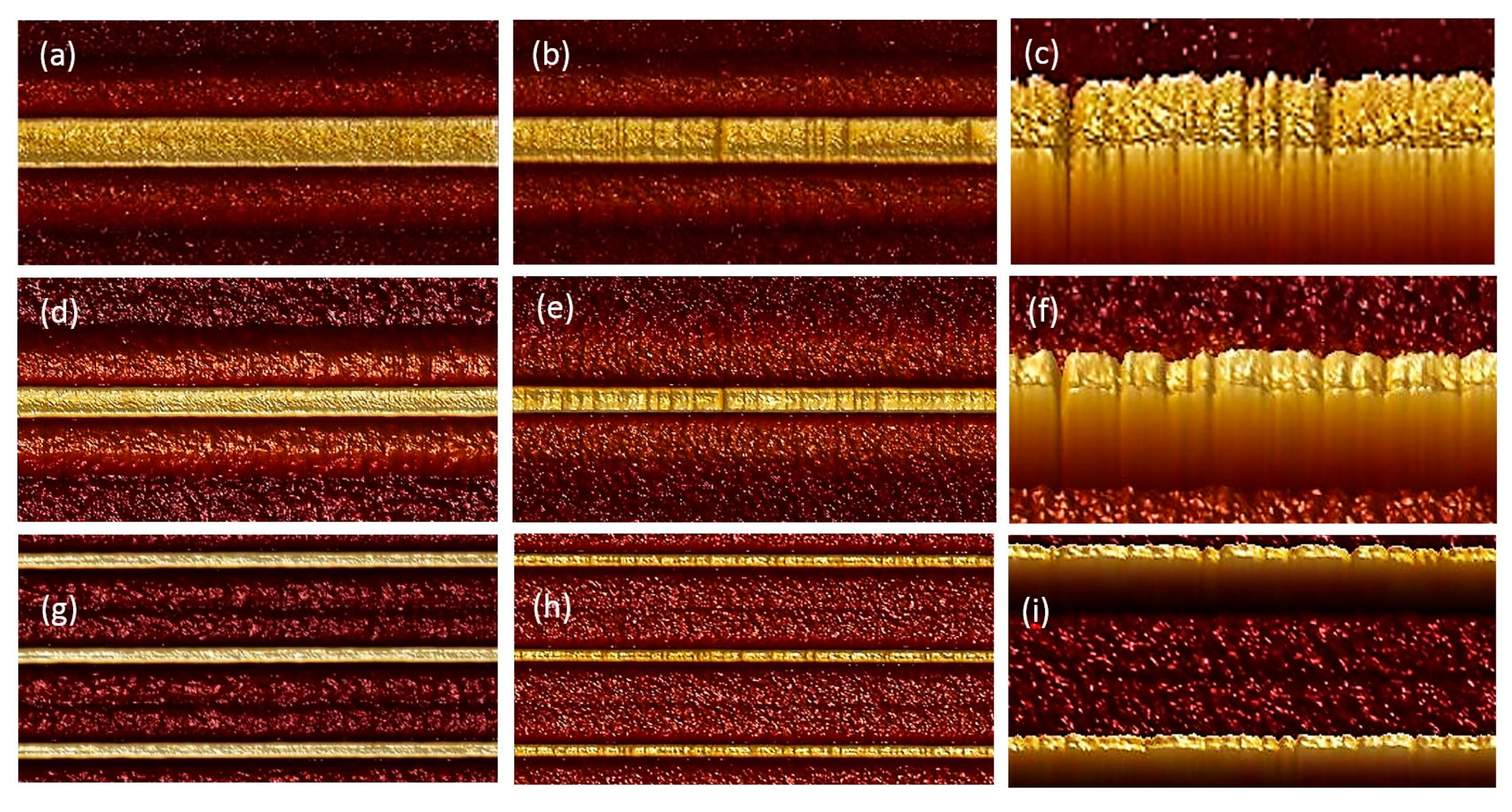
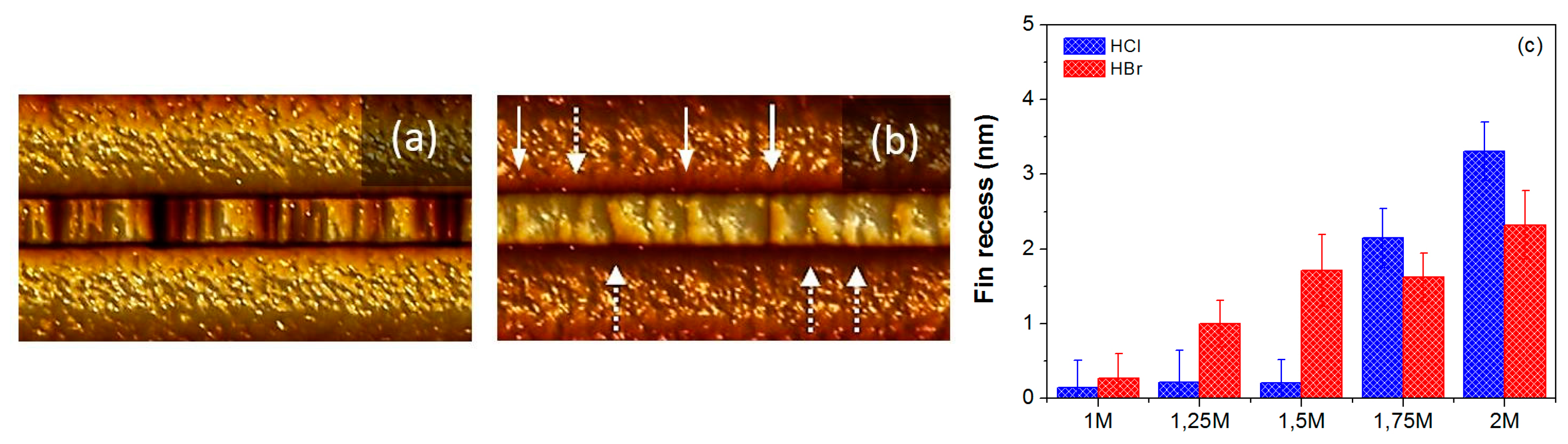
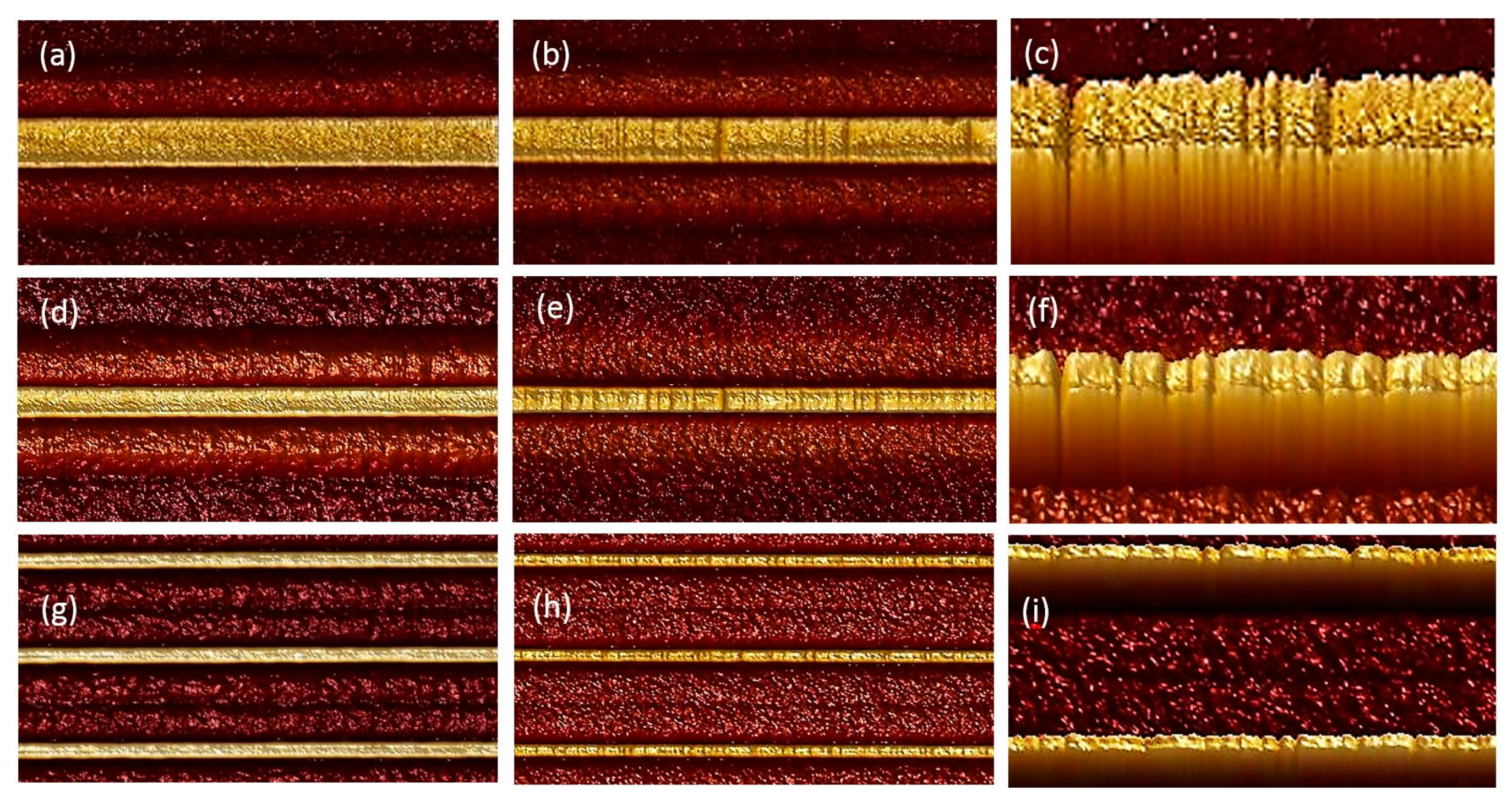
2.3. Revealing Defects in Wide-Field InP Fin Structures
3. Materials and Methods
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Heyns, M.; Tsai, W. Ultimate scaling of CMOS logic devices with Ge and III–V materials. Mrs Bull. 2009, 34, 485–492. [Google Scholar] [CrossRef]
- Del Alamo, J.A. Nanometre-scale electronics with III–V compound semiconductors. Nature 2011, 479, 317–323. [Google Scholar] [CrossRef] [PubMed]
- Pillarisetty, R. Academic and industry research progress in germanium nanodevices. Nature 2011, 479, 324–328. [Google Scholar] [CrossRef]
- Caymax, M.; Eneman, G.; Bellenger, F.; Merckling, C.; Delabie, A.; Wang, G.; Loo, R.; Simoen, E.; Mitard, J.; Jaeger, B.D.; et al. Germanium for advanced CMOS anno 2009: A SWOT analysis. In 2009 IEEE International Electron Devices Meeting (IEDM); IEEE: Baltimore, MD, USA, 2009; pp. 1–4. [Google Scholar]
- Vincent, B.; Witters, L.; Richard, O.; Hikavyy, A.; Bender, H.; Loo, R.; Caymax, M.; Thean, A. Selective Growth of Strained Ge Channel on Relaxed SiGe Buffer in Shallow Trench Isolation for High Mobility Ge Planar and Fin p-FET. ECS Trans. 2013, 50, 39–45. [Google Scholar] [CrossRef]
- Loo, R.; Sun, J.; Witters, L.; Hikavyy, A.; Vincent, B.; Shimura, Y.; Favia, P.; Richard, O.; Bender, H.; Vandervorst, W.; et al. Strained Ge FinFET structures fabricated by selective epitaxial growth. In Proceedings of the 2014 7th International Silicon-Germanium Technology and Device Meeting (ISTDM), Singapore, 2–4 June 2014; pp. 19–20. [Google Scholar]
- Merckling, C.; Waldron, N.; Jiang, S.; Guo, W.; Collaert, N.; Caymax, M.; Vancoille, E.; Barla, K.; Thean, A.; Heyns, M.; et al. Heteroepitaxy of InP on Si(001) by selective-area metal organic vapor-phase epitaxy in sub-50 nm width trenches: The role of the nucleation layer and the recess engineering. J. Appl. Phys. 2014, 115, 23710. [Google Scholar] [CrossRef]
- Kunert, B.; Guo, W.; Mols, Y.; Tian, B.; Wang, Z.; Shi, Y.; Thourhout, D.V.; Pantouvaki, M.; Campenhout, J.V.; Langer, R.; et al. III/V nano ridge structures for optical applications on patterned 300 mm silicon substrate. Appl. Phys. Lett. 2016, 109, 91101. [Google Scholar] [CrossRef]
- Paladugu, M.; Merckling, C.; Loo, R.; Richard, O.; Bender, H.; Dekoster, J.; Vandervorst, W.; Caymax, M.; Heyns, M. Site Selective Integration of III–V Materials on Si for Nanoscale Logic and Photonic Devices. Cryst. Growth Des. 2012, 12, 4696–4702. [Google Scholar] [CrossRef]
- Mols, Y.; Kunert, B.; Gaudin, G.; Langer, R.; Caymax, M. Study towards integration of In0.53Ga0.47As on 300 mm Si for CMOS sub-7 nm node: Development of thin graded InxGa1−xAs buffers on GaAs. J. Cryst. Growth 2016, 452, 244–247. [Google Scholar] [CrossRef]
- Fitzgerald, E.A.; Chand, N. Epitaxial necking in GaAs grown on pre-pattemed Si substrates. J. Electron. Mater. 1991, 20, 839–853. [Google Scholar] [CrossRef]
- Li, J.Z.; Bai, J.; Major, C.; Carroll, M.; Lochtefeld, A.; Shellenbarger, Z. Defect reduction of GaAs/Si epitaxy by aspect ratio trapping. J. Appl. Phys. 2008, 103, 106102. [Google Scholar] [CrossRef]
- Krost, A.; Heinrichsdorff, F.; Bimberg, D.; Cerva, H. InP on Si(111): Accommodation of lattice mismatch and structural properties. Appl. Phys. Lett. 1994, 64, 769–771. [Google Scholar] [CrossRef]
- Kozlowski, G.; Fursenko, O.; Zaumseil, P.; Schroeder, T.; Vorderwestner, M.; Storck, P. (Invited) Epitaxial Growth of Low Defect SiGe Buffer Layers for Integration of New Materials on 300 mm Silicon Wafers. ECS Trans. 2013, 50, 613–621. [Google Scholar] [CrossRef]
- Fitzgerald, E.A.; Currie, M.T.; Samavedam, S.B.; Langdo, T.A.; Taraschi, G.; Yang, V.; Leitz, C.W.; Bulsara, M.T. Dislocations in Relaxed SiGe/Si Heterostructures. Phys. Status Solidi 1999, 171, 227–238. [Google Scholar] [CrossRef]
- Bedell, S.W.; Sadana, D.K.; Fogel, K.; Chen, H.; Domenicucci, A. Quick Turnaround Technique for Highlighting Defects in Thin Si/SiGe Bilayers. Electrochem. Solid State Lett. 2004, 7, G105–G107. [Google Scholar] [CrossRef]
- Escobedo-Cousin, E.; Olsen, S.H.; O’Neill, A.G.; Coulson, H. Defect identification in strained Si/SiGe heterolayers for device applications. J. Phys. Appl. Phys. 2009, 42, 175306. [Google Scholar] [CrossRef]
- Abbadie, A.; Hartmann, J.-M.; Brunier, F. A Review of Different and Promising Defect Etching Techniques: From Si to Ge. ECS Trans. 2007, 10, 3–19. [Google Scholar]
- Weyher, J.L.; Giling, L.J. Revealing of defects in InP by shallow (submicron) photoetching. J. Appl. Phys. 1985, 58, 219. [Google Scholar] [CrossRef]
- Weyher, J.; Van Enckevort, W.J.P. Selective etching and photoetching of {100} gallium arsenide in CrO3-HF aqueous solutions: II. The nature of etchFF hillocks. J. Cryst. Growth 1983, 63, 292–298. [Google Scholar] [CrossRef]
- Weyher, J.L.; Fornari, R.; Görög, T.; Kelly, J.J.; Erné, B. HBr-K2Cr2O7-H2O etching system for indium phosphide. J. Cryst. Growth 1994, 141, 57–67. [Google Scholar] [CrossRef]
- Weyher, J.L.; Kelly, J.J. Defect-Selective Etching of Semiconductors. In Springer Handbook of Crystal Growth; Dhanaraj, G., Byrappa, K., Prasad, V., Dudley, M., Eds.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 1453–1476. [Google Scholar]
- Gerischer, H.; Mindt, W. The mechanisms of the decomposition of semiconductors by electrochemical oxidation and reduction. Electrochim. Acta 1968, 13, 1329–1341. [Google Scholar] [CrossRef]
- Notten, P.H.L. Etching of III-V Semiconductors: An Electrochemical Approach; Elsevier Science Ltd.: Oxford, UK; New York, NY, USA, 1992. [Google Scholar]
- Notten, P.H.L. The etching of InP in HCl solutions: A chemical mechanism. J. Electrochem. Soc. 1984, 131, 2641–2644. [Google Scholar] [CrossRef]
- Notten, P.H.L.; Damen, A.A.J.M. The electrochemistry of InP in Br2/HBr solutions and its relevance to etching behaviour. Appl. Surf. Sci. 1987, 28, 331–344. [Google Scholar] [CrossRef]
- Van Dorp, D.H.; Deckers, J.; Arnauts, S.; Kelly, J.J. Anisotropy in the surface chemistry of InP in acidic solutions. (In Preparation)
- Wang, Z.; Tian, B.; Pantouvaki, M.; Guo, W.; Absil, P.; Van Campenhout, J.; Merckling, C.; Van Thourhout, D. Room-temperature InP distributed feedback laser array directly grown on silicon. Nat. Photonics 2015, 9, 837–842. [Google Scholar] [CrossRef]
- Waldron, N.; Merckling, C.; Teugels, L.; Ong, P.; Ibrahim, S.A.U.; Sebaai, F.; Pourghaderi, A.; Barla, K.; Collaert, N.; Thean, A.V.-Y. InGaAs Gate-All-Around Nanowire Devices on 300 mm Si Substrates. IEEE Electron Device Lett. 2014, 35, 1097–1099. [Google Scholar] [CrossRef]
- Klockenbrink, R. Wet Chemical Etching of Alignment V-Grooves in (100) InP through Titanium or In[sub 0.53]Ga[sub 0.47]As Masks. J. Electrochem. Soc. 1994, 141, 1594. [Google Scholar] [CrossRef]
- Kuna, V.S.R.K.; Vangala, N.K.; DasGupta, A.; DasGupta, N. Effect of Etch Mask and Etching Solution on InP Micromachining to Form V-Grooves. J. Electrochem. Soc. 2001, 148, C322–C326. [Google Scholar] [CrossRef]
- Adachi, S. Chemical Etching Characteristics of (001) InP. J. Electrochem. Soc. 1981, 128, 1342–1349. [Google Scholar] [CrossRef]
- Pearsall, T.P. Properties, Processing and Applications of Indium Phosphide; Institution of Electrical Engineers: London, UK, 2000. [Google Scholar]
- Mahajan, S.; Moss, T.S. Handbook on Semiconductors: Materials, Properties, and Preparation; North-Holland Publishing Co.: Amsterdam, The Netherlands; New York, NY, USA, 1994. [Google Scholar]
- Weyher, J.L.; Lazar, S.; Macht, L.; Liliental-Weber, Z.; Molnar, R.J.; Müller, S.; Sivel, V.G.M.; Nowak, G.; Grzegory, I. Orthodox etching of HVPE-grown GaN. J. Cryst. Growth 2007, 305, 384–392. [Google Scholar] [CrossRef]
- Lacmann, R.K. Sangwal: Etching of crystals; theory, experiment, and application, Volume 15 aus, der Reihe: Defects in Solids, (Eds.), S. Amelinckx—J. Nihoul, North-Holland, Amsterdam, Oxford, New York, Tokyo 1987. 497 Seiten, Preis: Dfl. 275. Berichte der Bunsengesellschaft für physikalische Chemie 1987, 91, 1313. [Google Scholar] [CrossRef]
- Amelinckx, S. The Observation of Dislocations; Academic Press: New York, NY, USA; London, UK, 1964. [Google Scholar]
- Van Dorp, D.H.; Cuypers, D.; Arnauts, S.; Moussa, A.; Rodriguez, L.; De Gendt, S. Wet Chemical Etching of InP for Cleaning Applications: II. Oxide Removal. ECS J. Solid State Sci. Technol. 2013, 2, P190–P194. [Google Scholar] [CrossRef]
- Cuypers, D.; van Dorp, D.H.; Tallarida, M.; Brizzi, S.; Conard, T.; Rodriguez, L.N.J.; Mees, M.; Arnauts, S.; Schmeisser, D.; Adelmann, C.; et al. Study of InP Surfaces after Wet Chemical Treatments. ECS J. Solid State Sci. Technol. 2014, 3, N3016–N3022. [Google Scholar] [CrossRef]
- Wang, G.; Leys, M.R.; Nguyen, N.D.; Loo, R.; Brammertz, G.; Richard, O.; Bender, H.; Dekoster, J.; Meuris, M.; Heyns, M.M.; et al. Selective Area Growth of InP in Shallow-Trench-Isolated Structures on Off-Axis Si(001) Substrates. J. Electrochem. Soc. 2010, 157, H1023–H1028. [Google Scholar] [CrossRef]

© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dorp, D.v.; Mannarino, M.; Arnauts, S.; Bender, H.; Merckling, C.; Moussa, A.; Vandervorst, W.; Schulze, A. Epitaxial Defects in Nanoscale InP Fin Structures Revealed by Wet-Chemical Etching. Crystals 2017, 7, 98. https://doi.org/10.3390/cryst7040098
Dorp Dv, Mannarino M, Arnauts S, Bender H, Merckling C, Moussa A, Vandervorst W, Schulze A. Epitaxial Defects in Nanoscale InP Fin Structures Revealed by Wet-Chemical Etching. Crystals. 2017; 7(4):98. https://doi.org/10.3390/cryst7040098
Chicago/Turabian StyleDorp, Dennis van, Manuel Mannarino, Sophia Arnauts, Hugo Bender, Clement Merckling, Alain Moussa, Wilfried Vandervorst, and Andreas Schulze. 2017. "Epitaxial Defects in Nanoscale InP Fin Structures Revealed by Wet-Chemical Etching" Crystals 7, no. 4: 98. https://doi.org/10.3390/cryst7040098