3.2. Tensile Mechanical Properties
Evaluation of mechanical properties is the crucial point in composites and fiber production. Both as-spun and drawn fibers were extensively tested and compared as function of draw ratio (DR).
Two series of experimental trials were performed taking into consideration the role of compatibilizer, the nanofiller content, and the draw ratio.
The first experimental trials (Series I) were conducted using factorial design with or without nanofiller (0.5 vol %), at different contents of compatibilizer (C) and at various drawing ratios.
In Series I of the Design of Experiment, to test the effect of the addition of PP-
g-MA compatibilizer (C) on mechanical properties of composite fibers, the optimum composition with 0.5 vol % of fumed silica AR974 was selected, as starting composition following previous findings related to fumed silica AR805 [
15]. A stronger stiffening effect can be expected [
43] due to (i) an improved nanofiller/matrix interaction; and (ii) a more uniform nanofiller distribution in the polymer matrix.
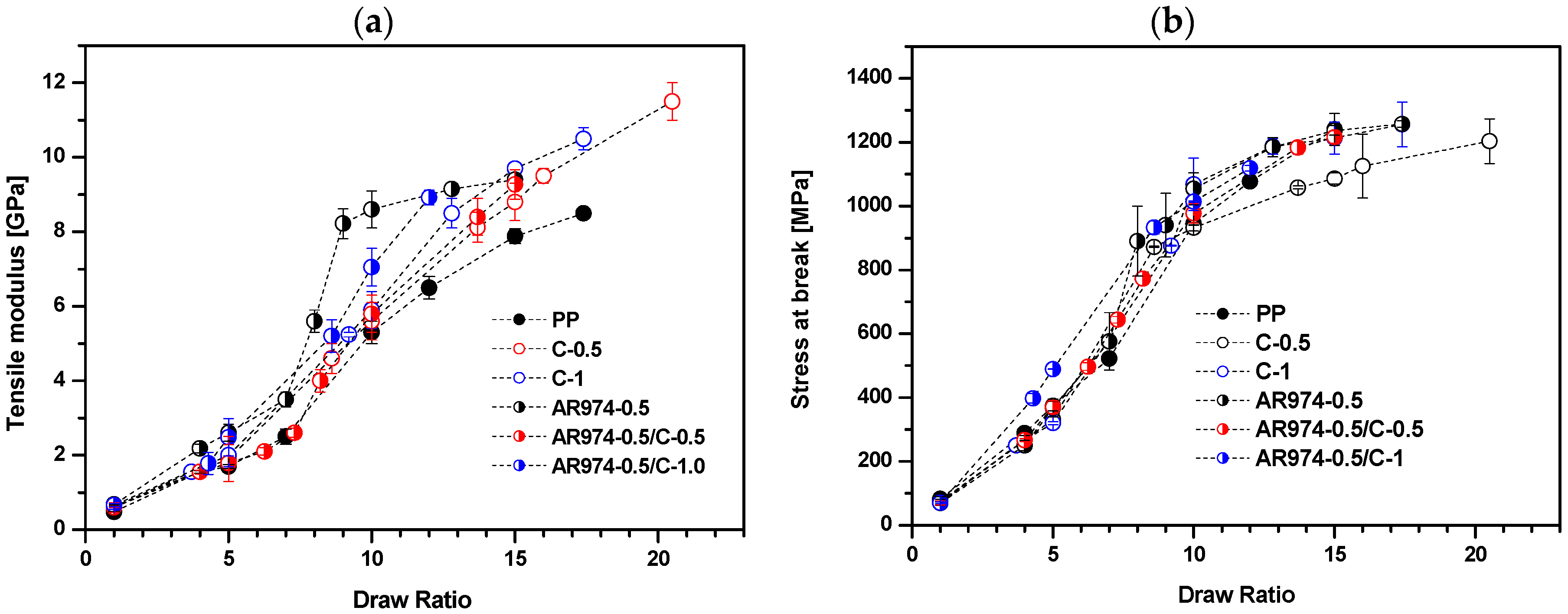
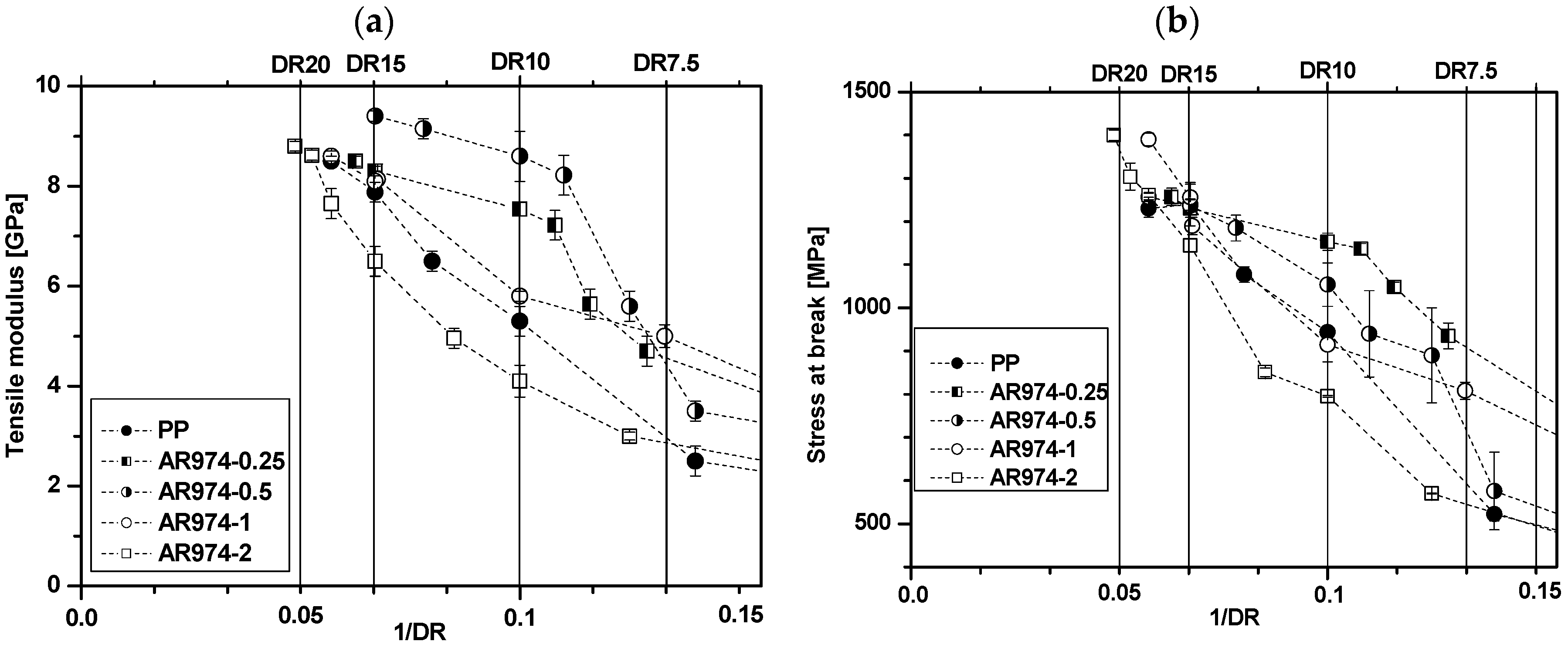
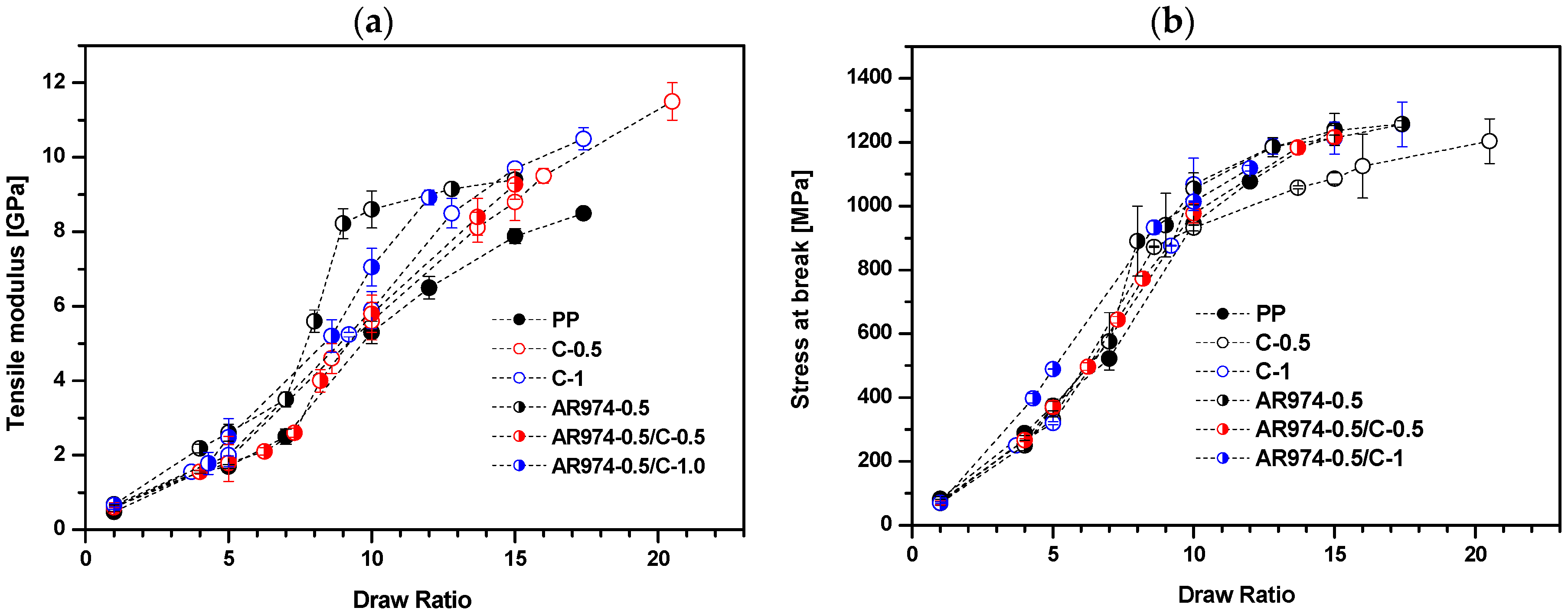
Figure 1 shows tensile modulus and stress at break values of as-spun fiber and drawn fiber. The higher the draw ratio, the higher the fiber orientation, and the higher the modulus and the stress at break values, (and the lower the strain at break). Tensile modulus of fibers with either fumed silica (AR974) or compatibilizer (C) or both AR974 and C, is higher than that of neat PP fibers (
Figure 1a). These results suggest a combined stiffening effect of nanofiller and compatibilizer. However, the compatibilizer appears to act as a simple promoter of polymer chain alignment, being its molecular weight much lower (higher MFI) than that of PP. On the other hand, the effect of AR974 and C on stress at break does not manifest a clear tendency (
Figure 1b); but a negative effect of compatibilizer can be still inferred. The obtained results show that addition of the compatibilizer (in the amounts of 0.5% and 1% by vol) did not enhance the tensile modulus and stress at break of the nanocomposite fibers filled with 0.5 vol % of the fumed silica. It is worthwhile to note that at low draw ratios the strain at break of composites containing the compatibilizer is slightly higher than AR974-0.5 without compatibilizer. However, for DR10-15, the difference seems to become less significant and at the highest, DR is almost negligible.
All tensile modulus and stress at break data were interpreted following the Design of Experiment analysis, as documented detail in
Table S1, Supplementary Materials. A factorial design approach and factorial regression was evaluated considering three linear terms, three two-way interaction terms and one three-way interaction term. The analysis of variance of tensile modulus as well as coded coefficients, regression equation and fits/diagnostics are presented in
Table 2, and
Tables S2–S4, Suppplementary Materials. The analogous results of factorial regression of stress at break are shown in
Tables S5–S7, Supplementary Materials. As reported in the tables, the two terms Draw Ratio and AR974 were effective with probability value more than 99%, being
p-value ≤ 0.004.
On the other hand, the probability value relative to the effect of compatibilizer (C) was 0.44–0.45 for both the variance analyses, which is more than 0.05, so this term had no effect on the trend of tensile modulus and stress at break. Moreover, the interaction among draw ratio and compatibilizer was not effective according to their probability values, p = 0.45, for both tensile modulus and stress at break. The interaction among draw ratio and fumed silica (AR974) was the only significant interaction on tensile modulus with p-value = 0.010; lower effectiveness on stress at break was determined for the interaction among compatibilizer and draw ratio (p-value = 0.02). The interaction between the three terms is absolutely not effective for both tensile modulus (p-value = 0.33) and stress at break (p-value = 0.99).
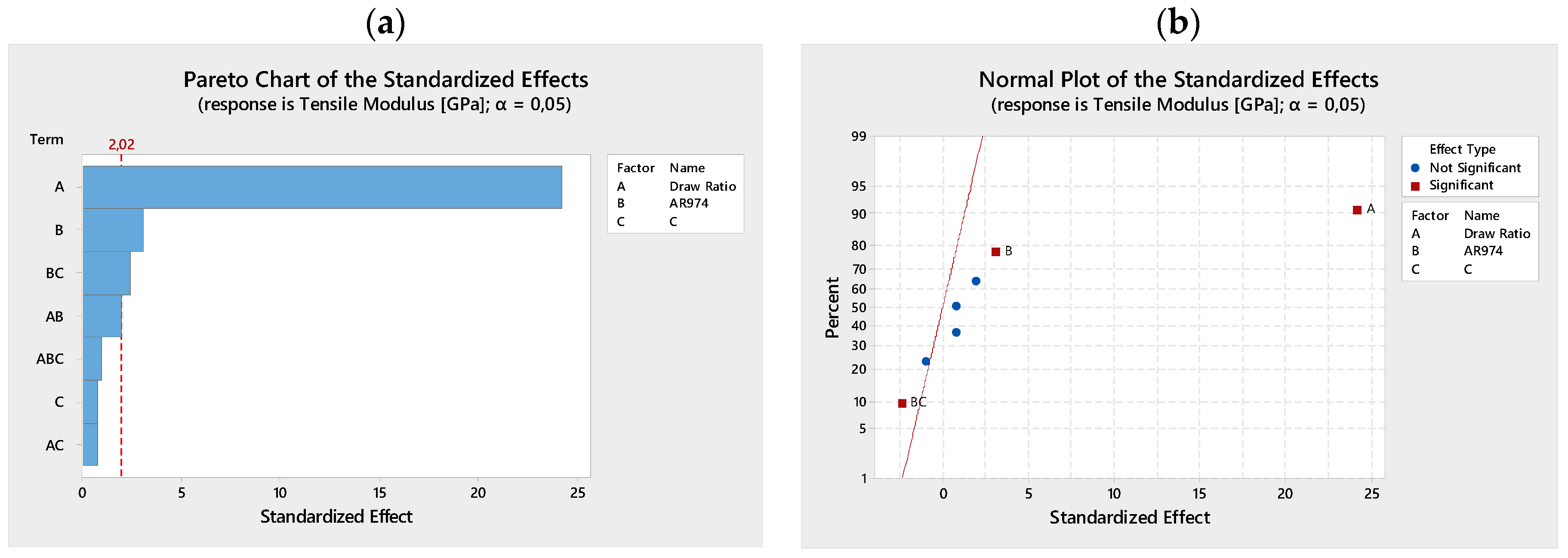
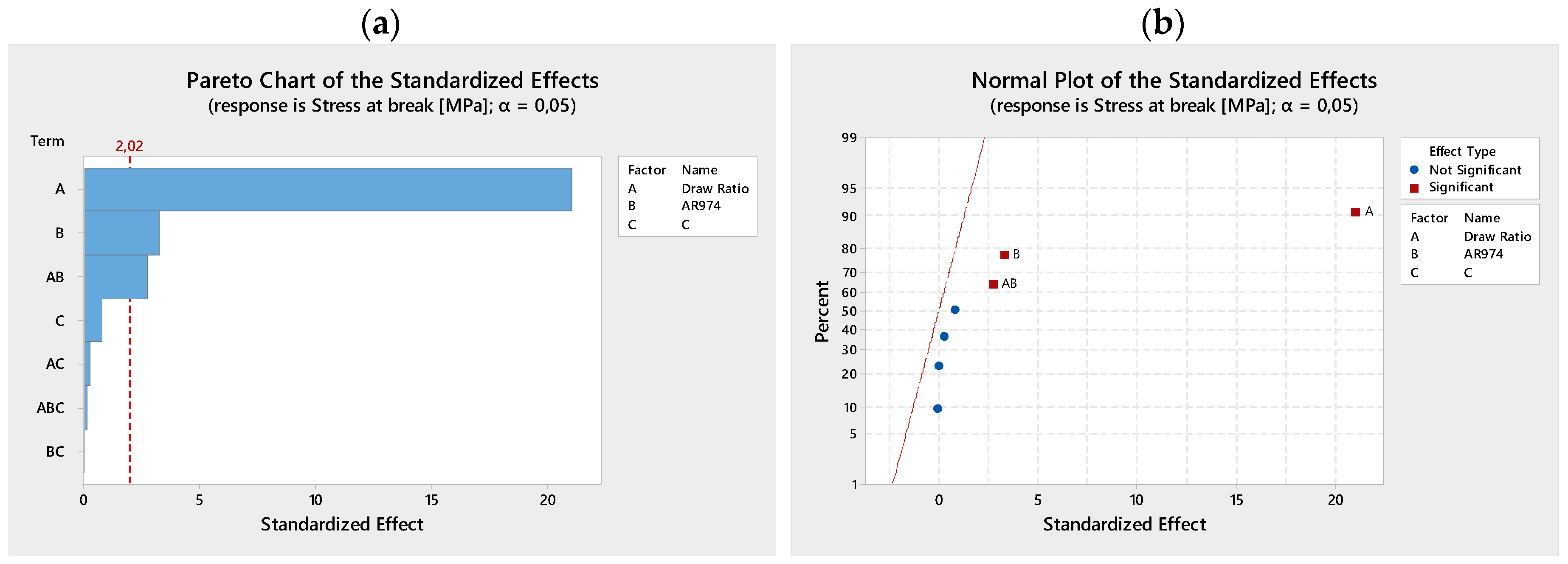
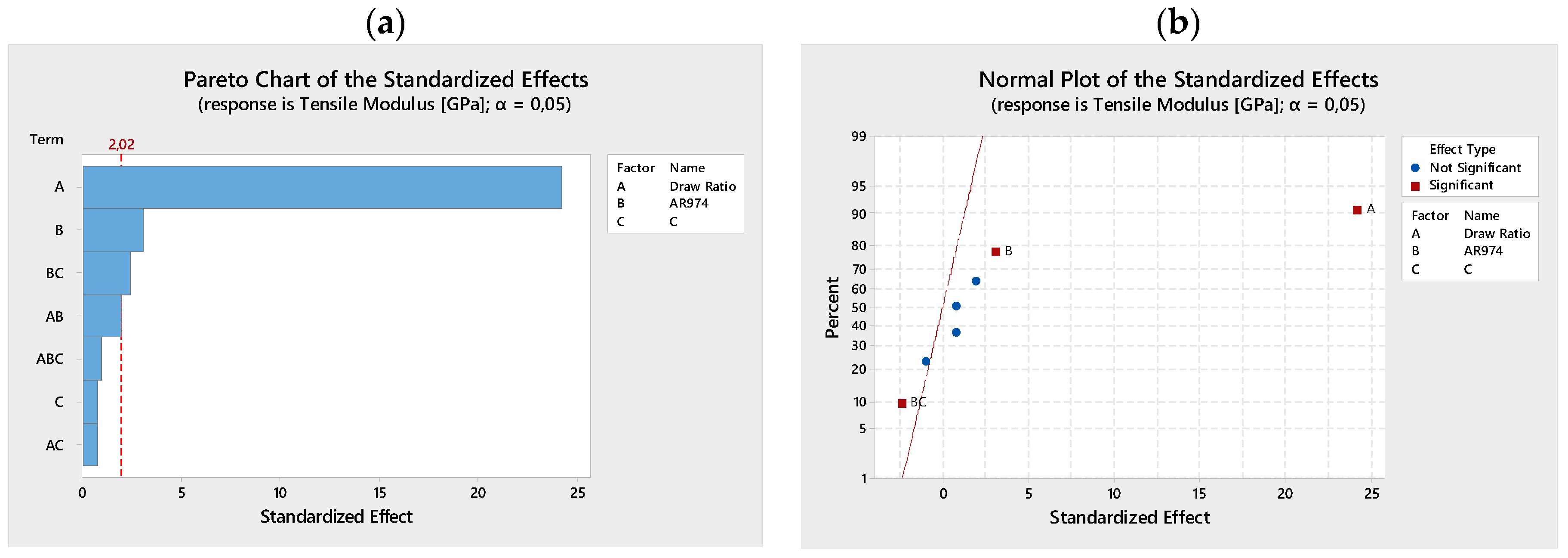
Pareto charts (
Figure 2a and
Figure 3a) illustrate the effectiveness or not-effectiveness of analyzed terms (linear and interactive terms), in particular the draw ratio that is the most effective, and the nanofiller AR974. The normal plots of the standardized effects on tensile modulus (
Figure 2b) and stress at break (
Figure 3b) summarize the results of the factorial design analysis, where the two terms, draw ratio and fumed silica, are presented as significant, according to the chosen level of risk α = 0.05.
Selected contour plots of tensile modulus and stress at break are shown in
Figures S1–S4, Supplementary Material. From statistical analysis of experimental trials of Series I, it is possible to conclude that the role of compatibilizer is not significant, and therefore the next experimental trials focused on two factors only: fumed silica content and draw ratio.
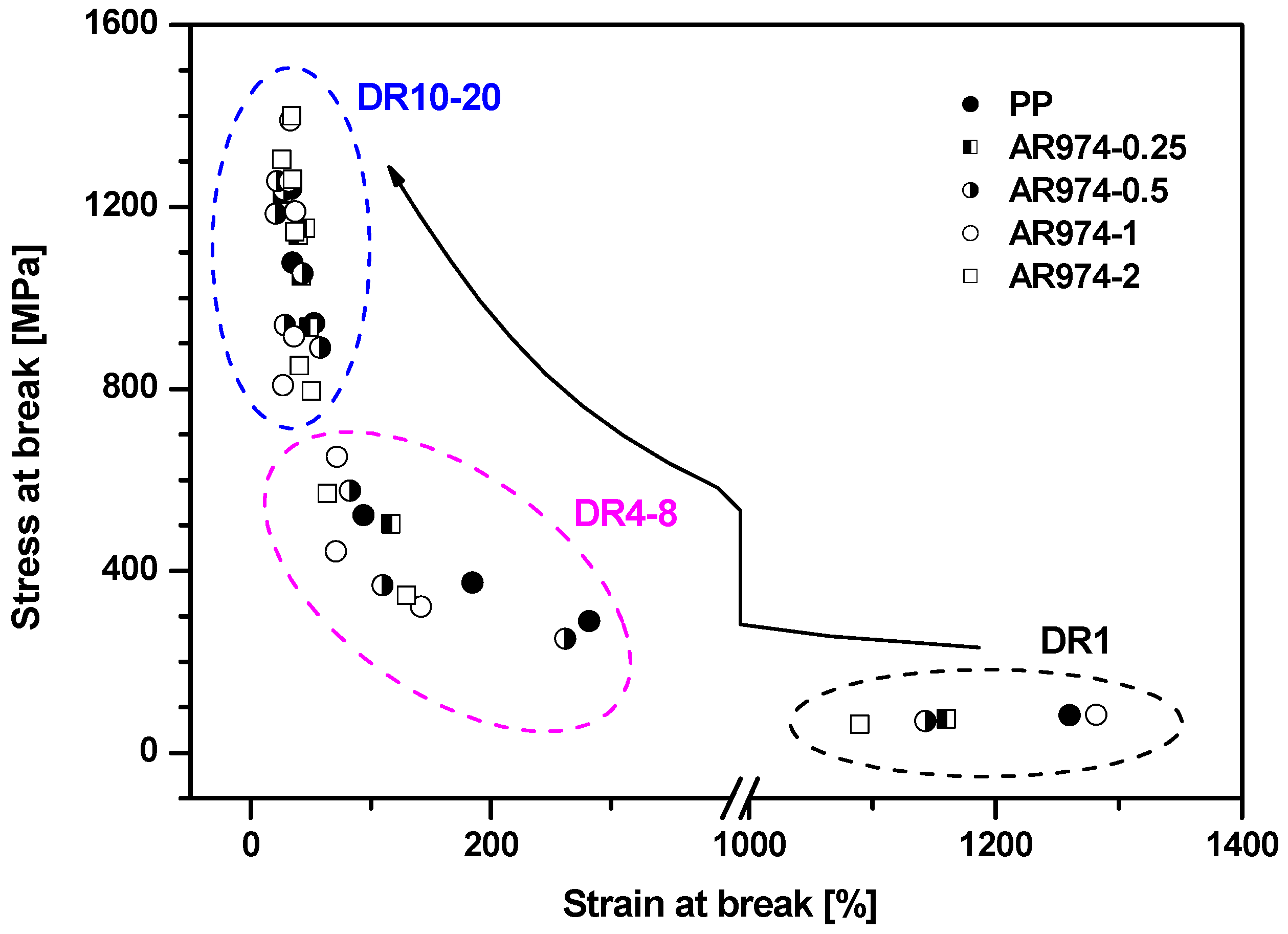
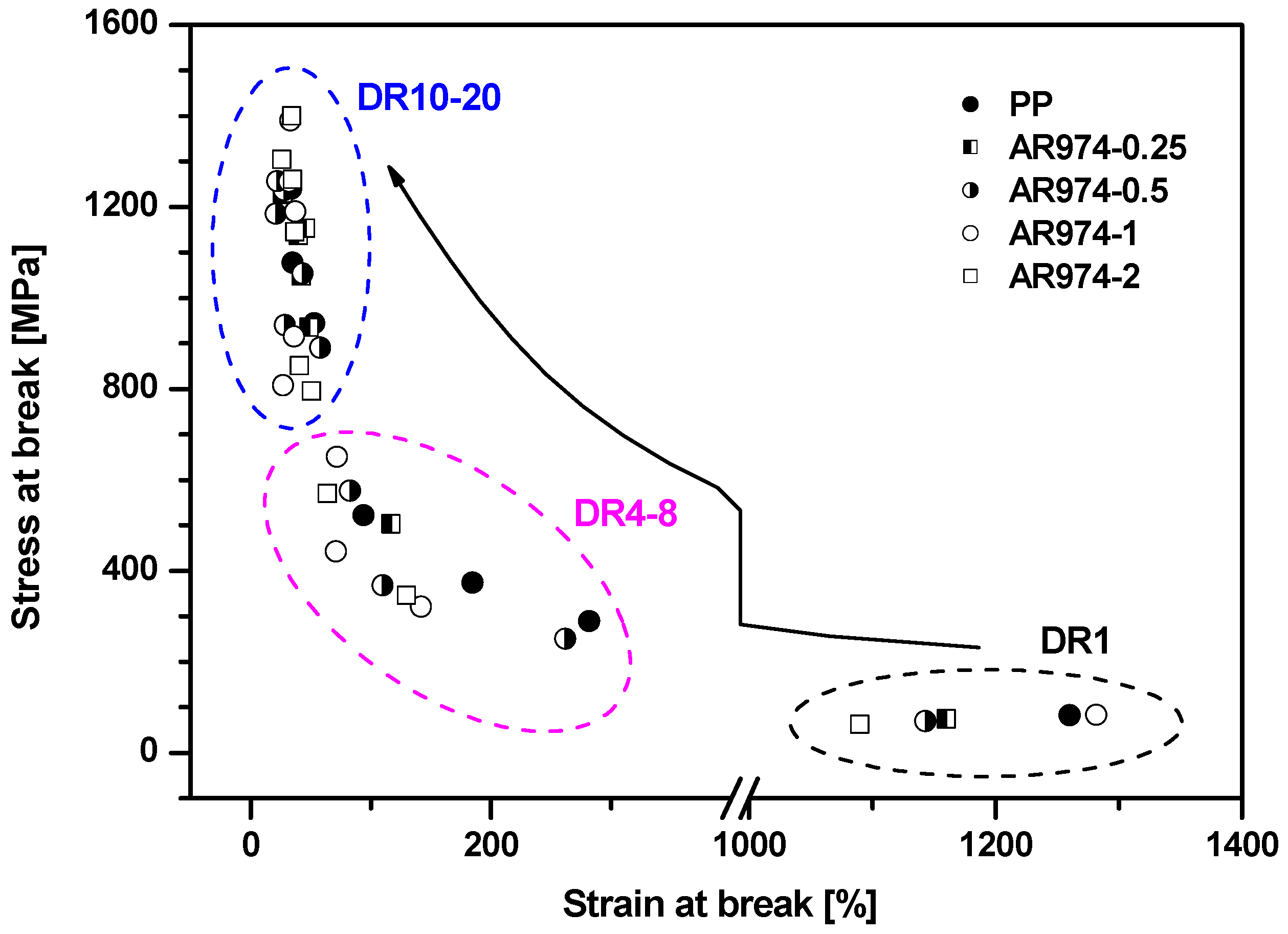
Figure 4 shows the relationship between stress at break and the corresponding deformation at break for selected drawn fibers at different draw ratios of polypropylene and nanocomposite fiber with AR974 at composition in the range 0.25 and 2 vol %. In particular,
Figure 4 documents that the increase in stress at break is accompanied by decrease in the tensile strain at break as a consequence of drawing. The latter quantity decreases with the draw ratio from about 1250% for as-spun PP to 34%–32% for AR974-1 with DR15 (see also
Table 3). Strain at break of as-spun fibers decreases with the fraction of incorporated fumed silica (
Table 3), while after drawing process the difference between PP and nanofilled fibers diminishes so that the values achieved at the highest draw ratio DR15-DR20 are very similar.
Table 3 compares titer, tenacity and other mechanical properties of selected fibers with or without compatibilizer, whereas the results of tensile modulus and stress at break of all drawn fibers without compatibilizer are as shown in
Figure 5a,b, respectively. Tenacity of fibers is calculated as the ratio between load at break and the titer.
Two parameters appeared of great relevance in nanocomposite fiber properties, i.e., the filler content and the drawing ratio, that will be considered and discussed in detail.
Table 3 shows that the titer of the as-spun fibers varies from 174 tex of the neat matrix to about 179–186 tex of the nanocomposites, evidencing a direct dependence on the filler content, due to the higher density of fumed silica. The titer decreases with rising DR. PP and nanocomposite fibers of about 35–37 tex, 17 and 11 tex were produced via drawing to DR5, 10 and 15, respectively. Tenacity of as-spun fiber was found to decrease with the filler content, whereas in drawn fibers some positive effects on tenacity were evidenced for composition up to 1 vol % of fumed silica. For instance, nanocomposite fibers AR974-0.25 and AR974-0.50 with DR10 show higher tenacity (116–127 cN/tex) than corresponding PP fiber (104 cN/tex), while at DR15, both PP and nanocomposite fibers up to 1 vol % of nanofiller have tenacity of about 136–137 cN/tex.
Tensile modulus of nanofilled fibers increases with the percentage of fumed silica only up to 0.5 vol % for both as span (DR1) and drawn fibers, as shown in
Table 3.
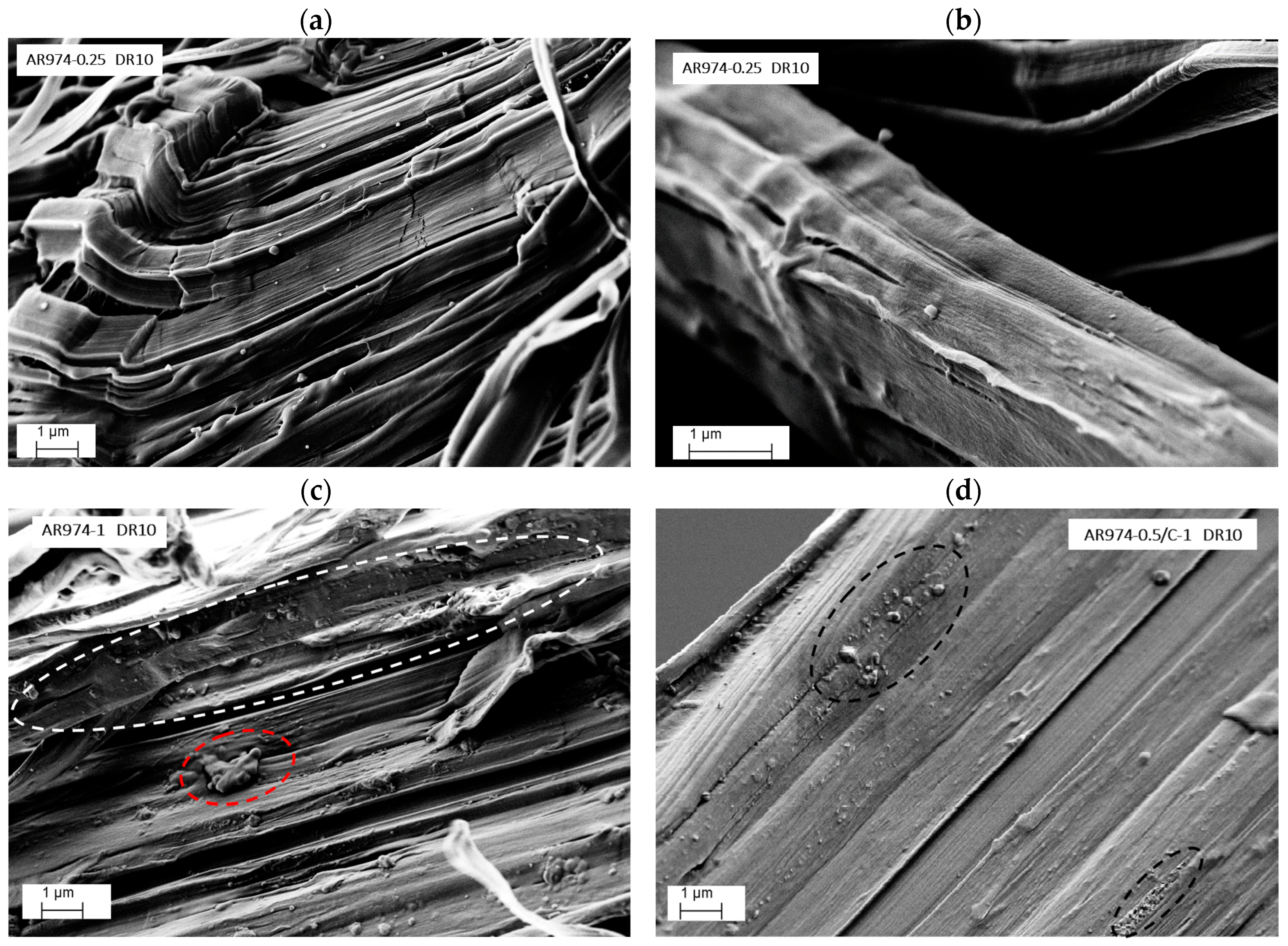
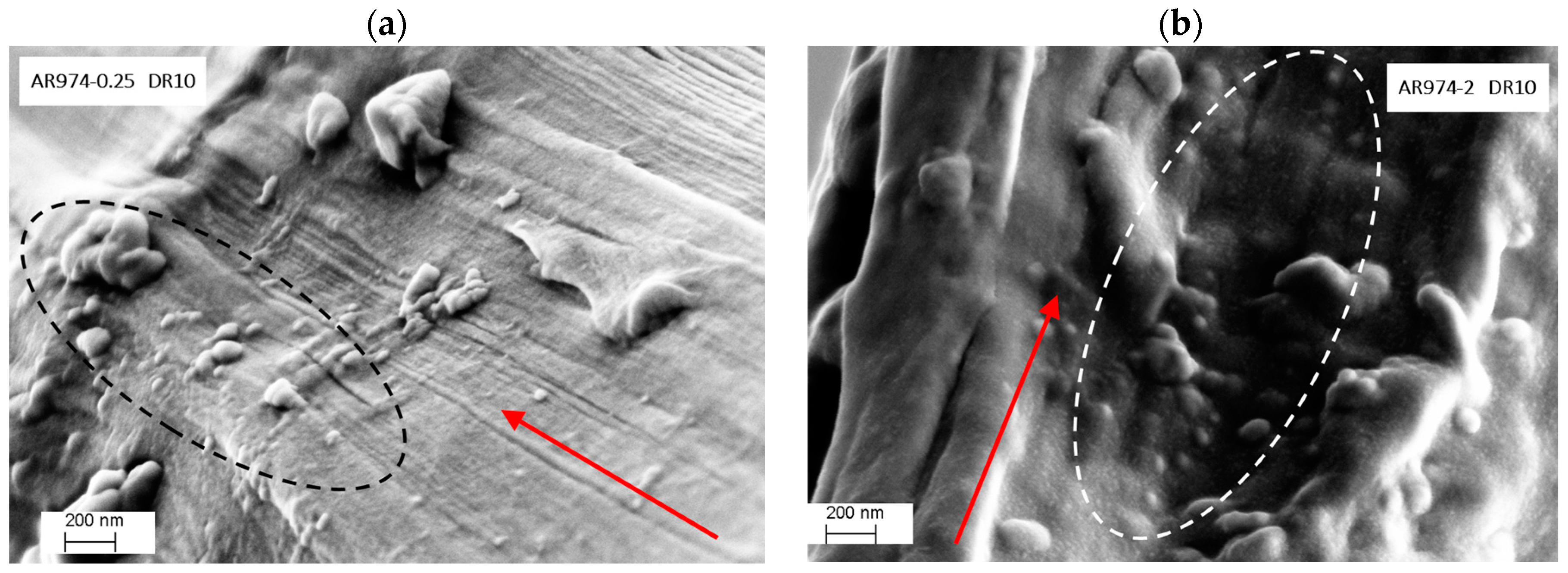
In the case of DR1, modulus of nanocomposite fibers is always higher than that of PP as span fibers, in conformity with the expected behavior of bulk composites. On the other hand, a peculiar tendency can be observed during fiber drawing, because the nanofiller seems to have a defect at 1%–2% vol., especially for DR 10 and DR15. At the higher draw ratio, the stiffening effect of polymer chain orientation appeared to prevail on fumed silica addition at high fumed silica content. The highest values 8.3 ± 0.5 and 9.4 ± 0.3 GPa at DR15 were achieved for AR974-0.25 and AR974-0.5 samples, respectively (7.9 ± 0.4 GPa was found for PP fiber). The stiffening effect, especially at low nanofiller amount, could be attributed to (i) even distribution of nanofiller particles in the matrix; and (ii) reduction of the mobility of macromolecules adhering to filler surface [
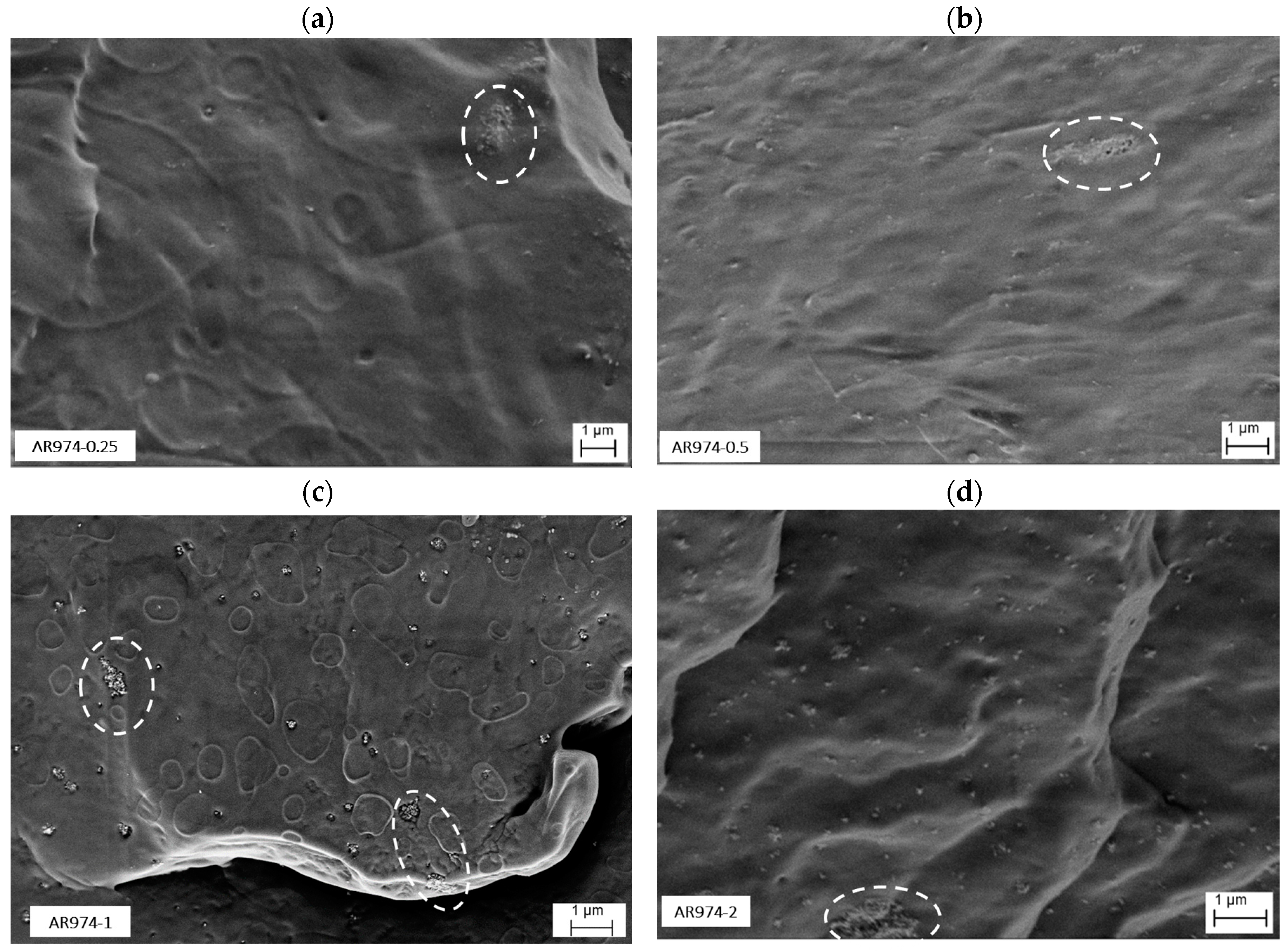
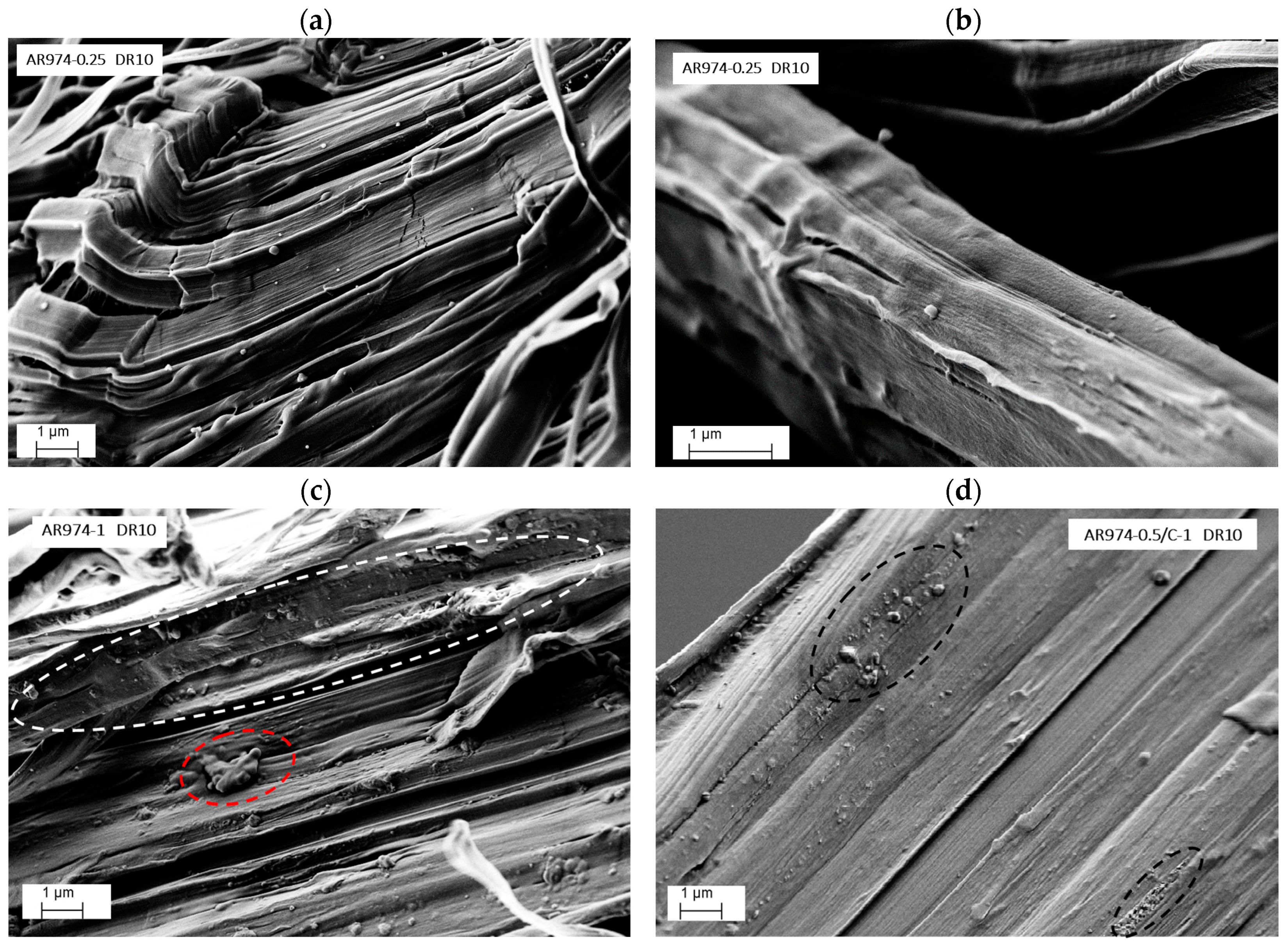
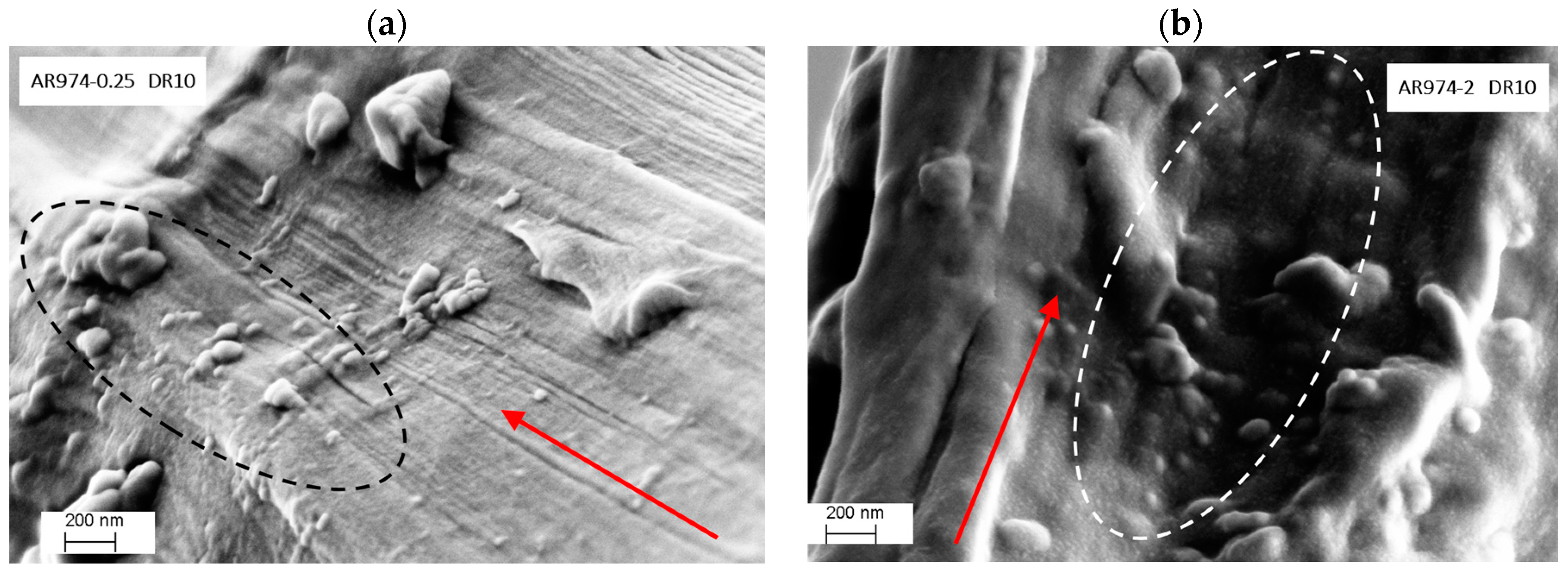
25]. At elevated concentrations, nanofiller particles may form agglomerates (documented by the SEM and XRD analyses in the following paragraphs) that impair potential effects on increasing tenacity and stress at break, especially at higher DR.
It should be noted that existing literature evidences various dependencies of the stress at break of nanofilled PP fibers on filler content [
14,
15,
16,
17,
23,
24,
25,
26,
43,
44,
45,
46], i.e., either increasing, or insensitive, or even decreasing.
Table 3 shows that stress at break of our samples is raised by fumed silica in the interval 0.25–0.5 vol %, while slightly lower values were found for the fibers with 2 vol % of filler.
Both draw ratio and filler content can affect the properties of the fiber. In general, the higher the draw ratio, the higher the modulus; the higher the stress at break, the lower the strain at break of the fiber. Moreover, the higher the filler content, the higher the modulus of composite materials. However, in the case of nanocomposite fibers, the modulus of drawn fiber is not always increased with the filler content (
Table 4), because the combined effects of material composition (filler content) and processing conditions (compounding and especially drawing) are not directly cooperative.
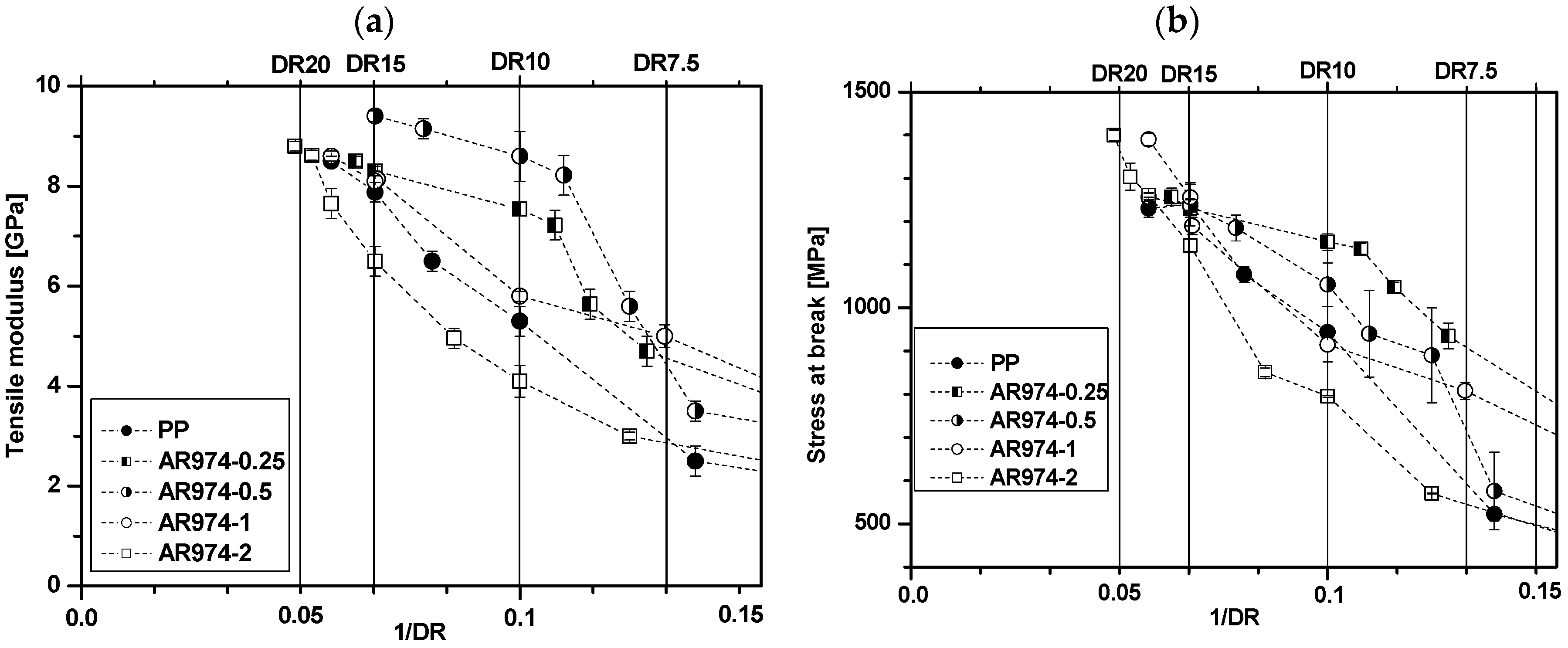
An interesting approach for the evaluation of the draw ratio effect is shown in
Figure 5, where tensile modulus and stress at break of high drawn fibers are reported as a function of the inverse of draw ratio. In this way, it is easy to visualize the tendency of a given property considering not only the drawing, but also the nanocomposite filler content.
In particular, the composition at low filler content (0.25% and 0.5% by vol.) seemed to show low modification at high draw ratio, whereas nanocomposite fibers with 1%–2% by vol. of fumed silica showed further possibility of improving both tensile modulus and stress at break, depending on the fumed silica dispersion, as evidenced in SEM micrographs of drawn fibers.
A comparative evaluation of the different parameters could be of relevant interest for discriminating the different effect of composition (nanofiller) and processing (draw ratio). Various parameters have been calculated from tensile mechanical properties, according to Equations (3)–(6) and (9)–(11). Draw Stiffening Factor, Efficacy of Drawing and Efficacy of Filler are summarized in
Table 4.
Draw Stiffening Factor (DSF) is calculated for each composition as the ratio of modulus of drawn fiber (
Edrawn) as function of modulus of undrawn fiber (
EDR1)
The Efficacy of Drawing (DE) for each composition is evaluated as the ratio between the draw stiffening factor DSF and the correspondent draw ratio
The Efficacy of Filler (FE) for each composition is evaluated from the difference of nanocomposite modulus (
ENC) and the modulus of PP normalized to the volume fraction of the filler (
f) and to the modulus of PP (
EPP)
The stiffening effect can be visualized from the relative tenacity and the relative modulus at various draw ratio. For instance, the DSF and DE indicates the stiffening effect of 0.25 vol % and 0.5 vol % of filler for DR10 and DR15, whereas some limitation in drawing could be deducted for nanocomposite fibers AR974-1 and AR974-2. The consistent effect of filler on fiber properties appears evident from the parameter FE, filler efficiency, for composition 0.25 and 0.5 vol % of silica at all the draw ratios, especially for DR10. From these findings, it is clear in general that for the production of nanofilled fibers the maximum draw ratio should be requested, but the filler content should be properly defined.
Factorial regression of experimental trials of Series II (
Table S8, Supplementary Materials) has been performed versus draw ratio and fumed silica in terms of analysis of variance, coded coefficients, regression equation and fits/diagnostics for tensile modulus (
Tables S9–S11, Supplementary Materials), for tenacity (
Tables S12–S14, Supplementary Materials), and for stress at break (
Tables S15–S17, Supplementary Materials), respectively. The role of the two factors, draw ratio and fumed silica has been evaluated with both linear terms and at two-way interactions. According to this analysis of Series II data, the term Draw Ratio was effective on mechanical properties with probability value more than 99%, being
p-value = 0.000, as shown in the
Table 5 for tensile modulus, tenacity and stress at break. It is worth noting that the term AR974 is below the threshold of effective significance, according to the chosen level of risk α = 0.05. In fact,
p-values 0.089, 0.065 and 0.0100 were determined in the analysis of variance of tensile modulus, tenacity and stress at break, respectively. Moreover, in all the cases, the interaction among the two terms, draw ratio and fumed silica, is absolutely negligible, with
p-values in the range 0.17–0.49.
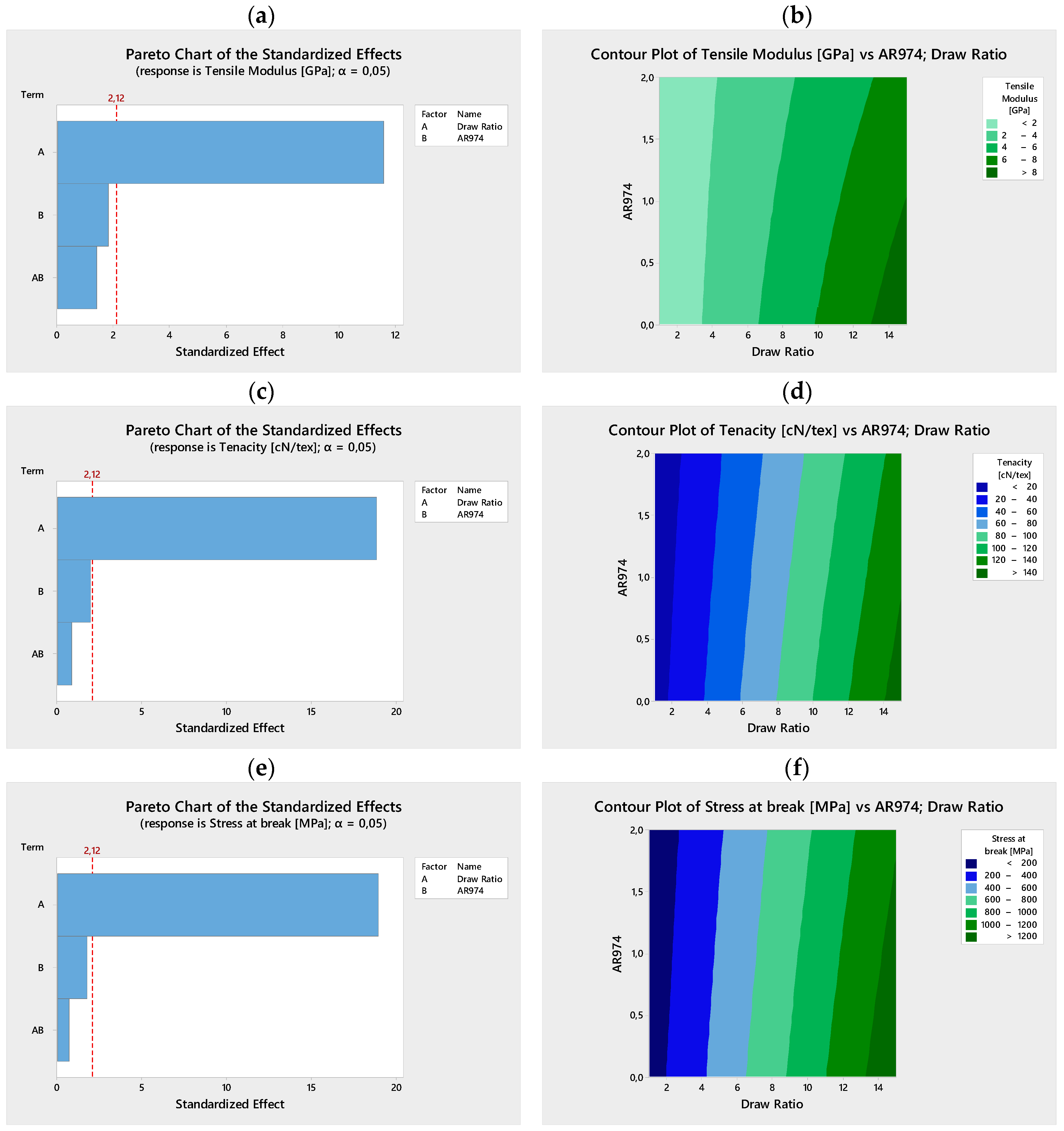
Pareto charts in
Figure 6a,c,e well summarize the statistical analysis of selected mechanical data reported in
Table 3. The contour plots in
Figure 6b,d,f evidence the main role of drawing in improving mechanical properties (tensile modulus, tenacity and stress at break) of nanocomposite fibers. Moreover, it is possible to visualize that the higher the filler content, the higher the drawing should be to achieve analogous improvement of mechanical properties. The slope and the linearity of the “vertical” curves in
Figure 6b decrease with the draw ratio, and suggest a progressive deviation that could be attributed to the negative effect of the filler. Moreover, the plot of tensile modulus could be related to parametric evaluation of the Filler Efficiency (FE) reported in
Table 4. In particular, the higher the nanofiller content, the lower the FE at constant draw ratio; and the higher the draw ratio, the more pronounced the decrease of Filler Efficiency with the filler content (the negative value of FE for nanofibers at composition of 2 vol % AR974 and DR10 or DR 15 is noteworthy).
Supplementary Material shows more details on the factorial analysis of tensile modulus, tenacity and stress at break. In particular, interaction plot, normal plot of the standardized effects, as well as compared plots of the main effects on tensile modulus (
Figures S5–S7, Supplementary Materials), tenacity (
Figures S8–S10, Supplementary Materials), and stress at break (
Figures S11–S13, Supplementary Materials), are presented.
According to these analyses on Series II, a positive effect on mechanical properties could be evaluated for the draw ratio only.
3.3. Short-Term Creep Tests
Many practical applications of composite fibers encompass long-lasting applied loads, which make creep analysis and modeling inevitable [
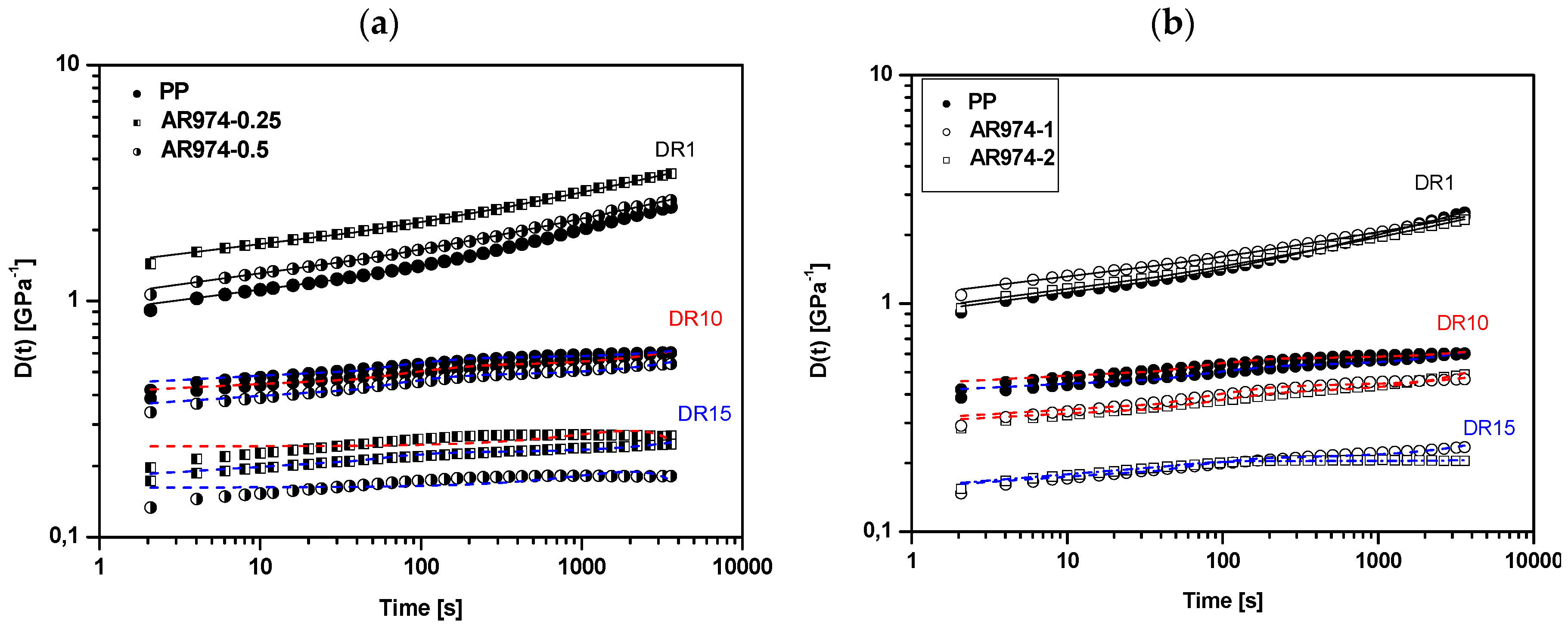
47]. In our simplified experiments, the strain of PP/fumed silica fibers was monitored as a function of time at a constant stress of 3 MPa applied for 3600 s. Creep compliance curves of neat and nanofilled fibers with different draw ratios are reported in
Figure 7a,b. For as-spun fibers, the creep compliance of the fibers with 0.25–0.5 vol % of nanofiller is higher by about 30%–50% than that obtained for neat PP, while for the compositions with 1 and 2 vol % no significant variation of creep compliance was observed.
On the other hand, the incorporation of fumed silica contributes to remarkable reduction of the creep compliance of drawn specimens. The largest decrease in compliance is achieved for compositions with nanofiller fractions 0.25 and 0.5 vol %, in agreement with tensile modulus (see
Table 3). Similar results were reported for nanosilica composites [
27,
48,
49] with HDPE matrix or PP matrix [
50]. Lower creep compliance of the fibers with higher nanofiller fractions and DR15 might partly be related to a higher fraction of immobilized matrix entrapped in the agglomerates of nanofiller particles. The higher creep resistance of nanocomposite fiber was manifested by composition AR974-0.25 and AR974-0.5 at DR10 or DR15.
To model the creep behavior of the investigated fibers, the Burgers model, i.e., a four-elements mechanical model composed of a series combination of the Maxwell and Kelvin models, has been adopted [
51]. In terms of the Burgers model, the creep compliance can be expressed as:
where
EM and η
M are elastic and viscous components of the Maxwell sub-model, and
EK, η
K are analogous components of the Kelvin sub-model. The outcome of the Burgers model is represented with best fitting lines in
Figure 7.
It can be observed that the Burgers model can effectively predict the creep compliance of both neat PP and nanocomposite fibers. Examining the values of the as-spun nanocomposite fiber reported in
Table 6, an almost linear dependence of all fitting parameters on the filler content for composition 0.25–1 vol % of fumed silica can be observed. Moreover, as the draw ratio increases, an enhancement of elastic and viscous components can be noticed, which is in conformity with data reported for polyamide fibers [
52]. It is well evident that both elastic (
EK,
EM) and viscous (η
K, η
M) parameters of all drawn fibers are higher than those of the as-spun fiber, but some differences can be noticed in dependence on the filler content. In particular, the compositions with 0.25 and 0.5 vol % of nanofiller exhibited the higher elastic E
M parameter (about 5–7 GPa) in conformity with the higher tensile modulus, as reported in
Table 3, and a high creep resistance could be obtained for both DR10 and DR15. On the other hand, according to fitting parameter the high creep resistance of AR974-1 and AR974-2 fibers drawn at DR15 can be mainly attributed to the viscous parameter (η
K = 95–105 TPa·s). We can conclude that the creep resistance of PP has been significantly enhanced by the fumed silica addition, especially for drawn fibers with low nanofiller fractions (0.25–0.5 vol %). At higher fumed silica content, analogous creep resistance could be achieved at high draw ratio only (DR ≥ 15).
3.6. X-ray Diffraction (XRD) Analysis of the PP and Nanocomposite Fibers
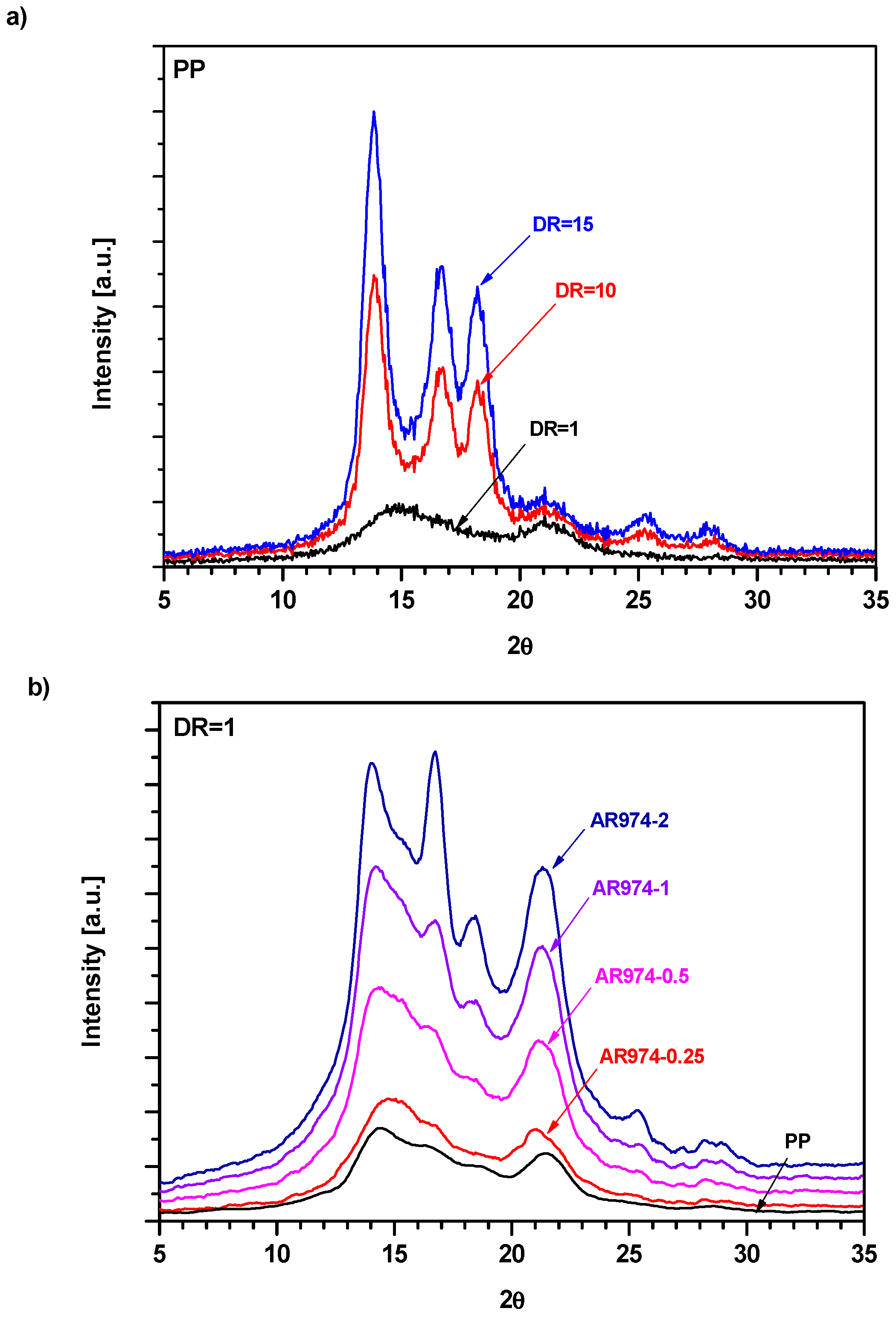
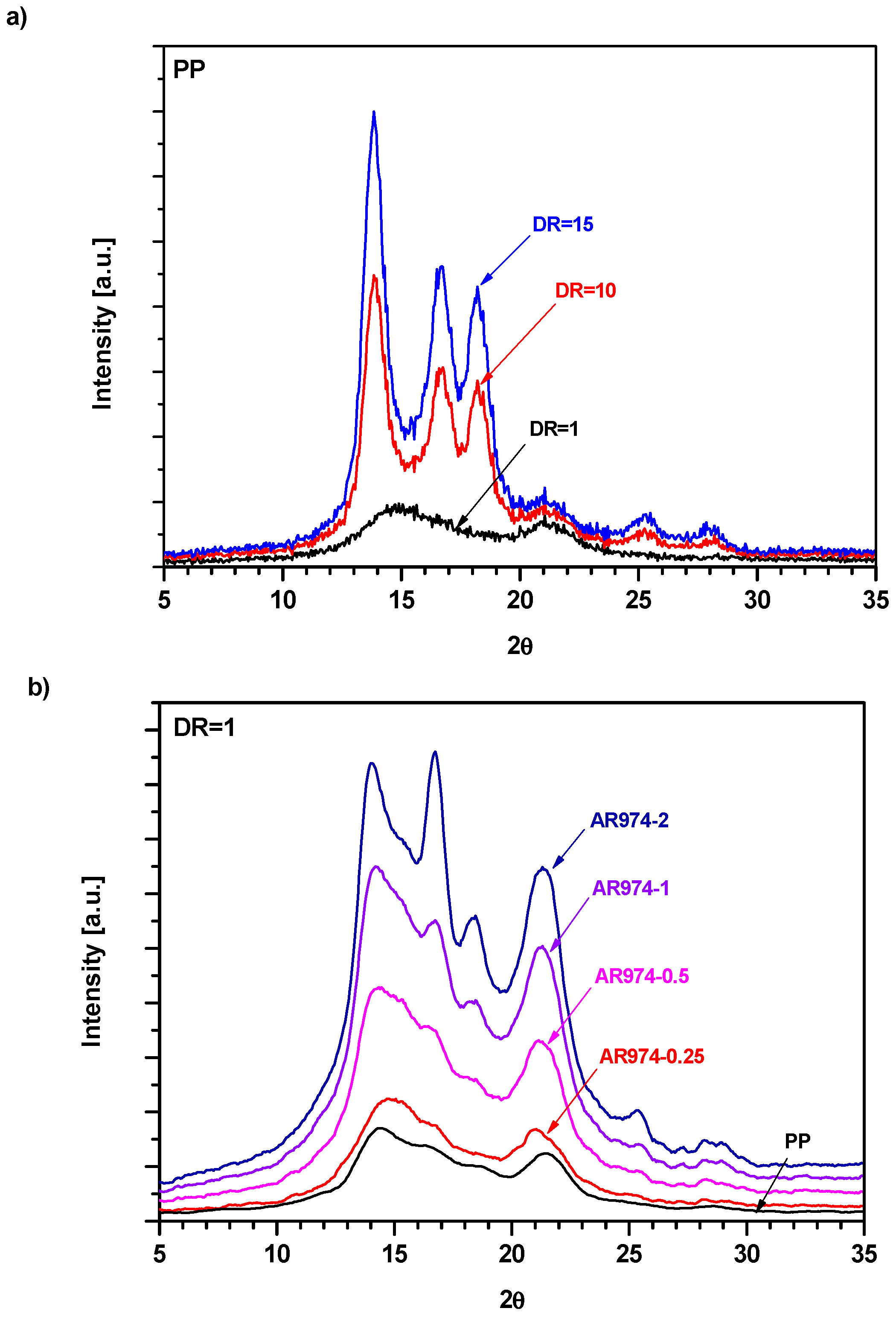
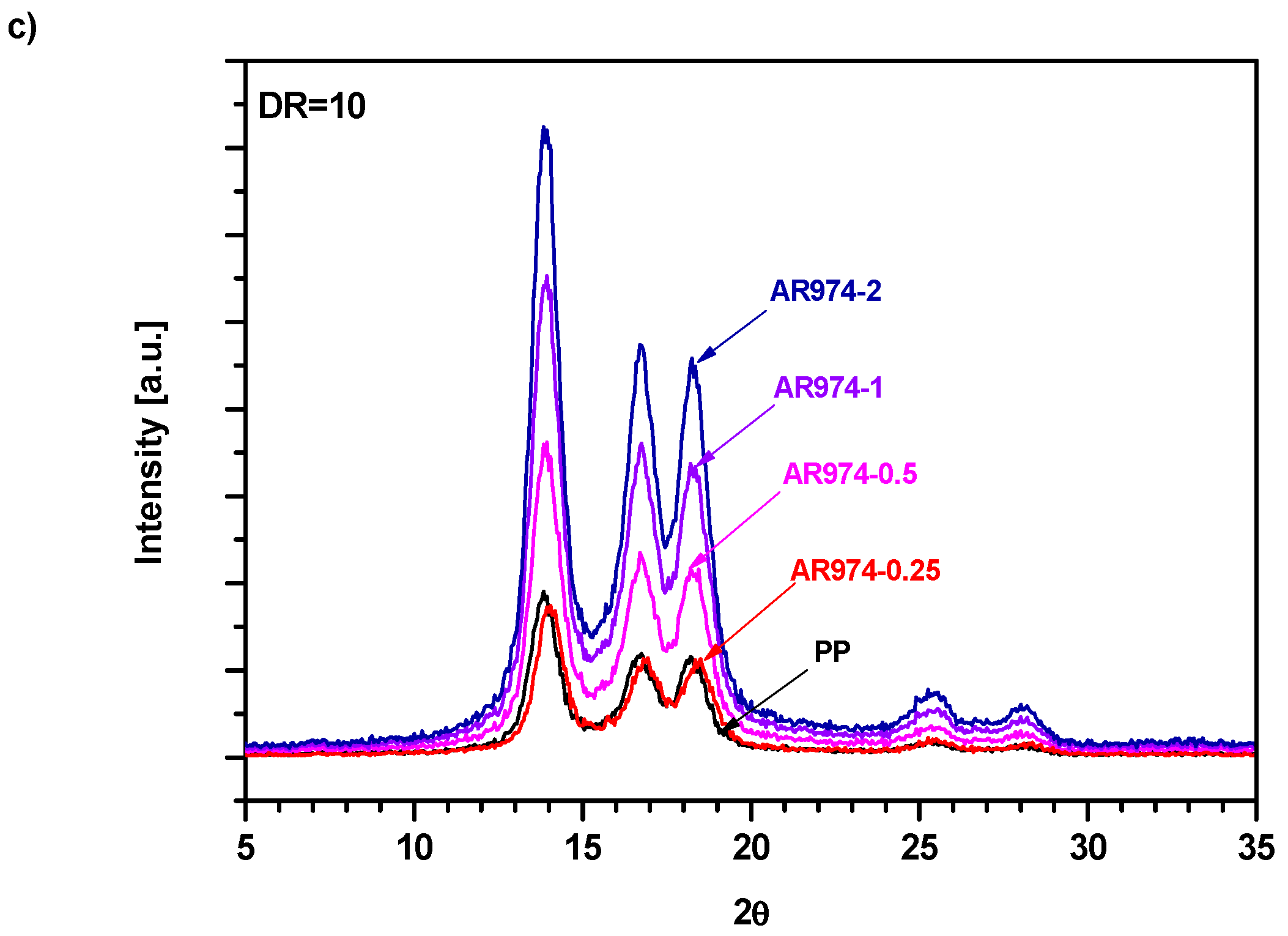
XRD spectra of neat and nanofilled PP fibers are reported in
Figure 12. As-spun PP fiber (DR = 1) is characterized (
Figure 12a) by two broad peaks centered at 2θ values of about 14.8° and 21° in 2θ [
54,
55]. They could be attributed to a mesomorphic form of isotactic PP characterized by not well-defined crystalline structures [
56]. Drawn fibers (DR10 or DR15) show well-defined and more intense peaks. Incorporation of fumed silica into fibers (DR1) accounts for marked modifications of the observed XRD patterns (
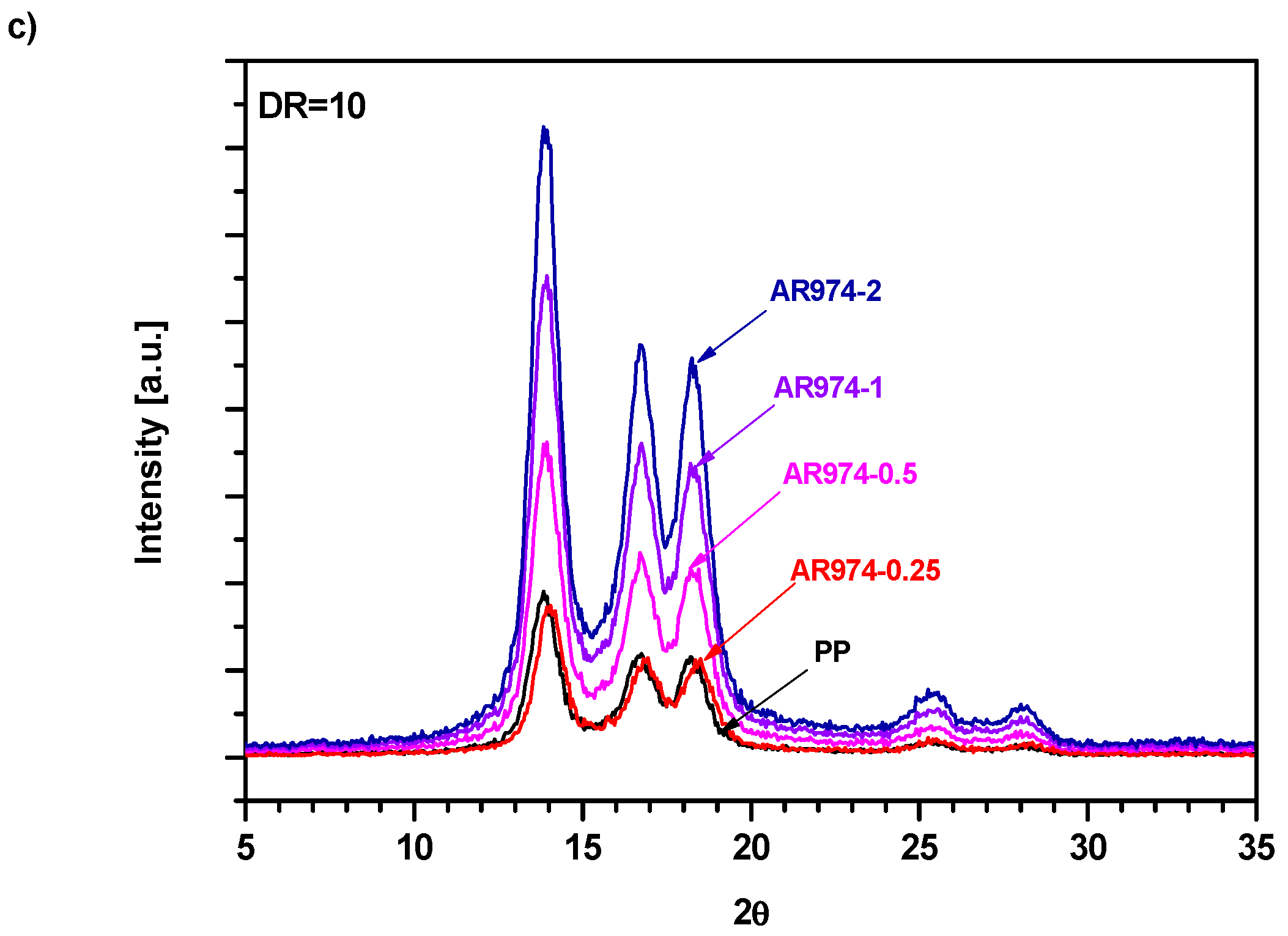
Figure 12b). Combined effects of silica fraction and drawing are visualized in
Figure 14c. For the compositions with higher fractions of fumed silica (
Figure 12b,c), XRD patterns clearly display—along with the broad peak centered at 21°—up to five distinct peaks at 2θ values of about 14°, 17°, 18.5°, 25.5° and 28°, which can be associated with an isotactic α-polypropylene crystalline phase according to Powder Diffraction File card n. 50-2397 [
57].
Figure 12 reveals several important features: (i) increasing of drawing leads to progressive increase in the peak of the α-crystalline phase and the reduction of the peak related to mesomorphic phase; (ii) the previous peaks can be attributed to the corresponding reflexes, (110), (040), (130), (060) and (220), respectively; (iii) comparing the experimental patterns with the standard phase of PP [
55], it is noteworthy that the absence of the (111) and (−131) reflexes of the α-phase, moreover, (iv) an inversion between the relative intensities of (040) and (130) reflexes can be noticed, with respect to the above-reported neat phase.
Crystallinity data, evaluated by a deconvolution process [
40] of the amorphous and α-crystalline phases evidence that fumed silica leads to slightly higher crystallinity content:
Xc = 24% for neat PP and about 28% for AR974-2 sample (
Table 8).
Relative crystallinity fractions expressed in terms of the intensity ratios for a selected peak [
58] are reported in
Table 8. The ratio
I(040) for each nanocomposite sample over
I(040)ref for the as-spun (DR1) neat polypropylene fiber, set as reference material, shows an increase for all compositions with a silica fraction (
Table 8). This allows us to conclude that fumed silica in polypropylene matrix may act as a nucleating agent [
14,
16]. A comparable trend is also observed for the
I(130)/
I(130)ref ratio, even if the drawing effect seems to be more important, as discussed in the following.
For as-spun material, the presence of two large peaks on a broadened ground suggests the coexistence of both the crystalline and amorphous phases. After the drawing process, a new sharp peak appears which can be attributed to the development of α-crystal in PP [
58,
59]. If the crystallinity percentage is compared, it is evident that (i) hot drawing improves crystallization, as usual in fiber orientation; (ii) the crystalline fraction increases from 24% for as-spun PP up to 58% for DR = 10; and (iii) with increasing DR up to 15, any further increase in crystallinity is not observed (
Xc = 56%). The same trends are observed for all studied PP nanofilled fibers. As summarized in
Table 8, the highest values of crystallinity were obtained for fibers drawn to DR10, while at DR15 the crystallinity is somewhat lower. The crystallite size estimated by means of the Scherrer equation from the data for the three more intense peaks of the α-phase (110), (040) and (130) reflections are summarized in
Table 9.
In the as-spun fibers, very small crystallites are found, but their dimensions rise with the drawing process (up to DR = 10), which is in conformity with previous observations [
60]. At draw ratio DR15, the tendency of a slight reduction of crystal size might be interpreted as a direct consequence of the decrease in crystallinity (see
Table 8).
It can be concluded that the addition of the nanofiller leads to a more ordered structure as the detected peaks become sharper and more distinct (
Figure 12b), thus confirming the presence of the α-crystalline phase of isotactic PP. This finding is a clear indication that fumed silica acts as a nucleating agent for the PP matrix. For the as-spun fibers (DR1), the nanofiller addition seems to play a key role because more crystallized structures can be obtained by increasing the silica nanoparticle content. This trend is documented by evaluated parameters, mainly intensity ratios and crystallite sizes (
Table 9). Drawing process accounts for increase in the crystallite dimensions; on the other hand, the effect of nanofiller becomes less significant because the crystallization process is dominated by higher molecular orientation [
61]. It can be concluded that the effect of nanofiller on fiber structure is more remarkable at low drawing ratios where the filler acts as a nucleating agent. With higher drawing ratios, the role of nanofiller is less significant because the crystallization process is dominated by molecular orientation during drawing [
61].
3.7. Dynamic Mechanical Thermal Analysis (DMTA)
Dynamic mechanical thermal analysis has been used for evaluating the tensile storage
E′ and loss moduli
E” of composite fibers (
Figure 13). Generally, the interaction between nanoparticles and polymer matrix is expected to restrict the mobility of polymer segments adjacent to the particle surface. Consequently, the sub-glass transitions and the glass transition of the matrix may be shifted towards higher temperatures [
45]. The effects of (i) silica fraction and (ii) DR on
E′ of composite fibers are summarized in
Table 10. As can be seen,
E′ of the as-received (DR1) composite fibers only slightly rises with the silica fraction. On the other hand,
E′ of the composite fibers markedly rises with the drawing ratio up to DR15 (
Figure 13), but the highest values of
E′ are reached for the compositions with the nanofiller fractions 0.25 and 0.5 vol % at DR10 and DR15. Loss modulus
E” dependences on temperature (
Figure 13) reveal that neat PP for DR1 exhibits a small loss peak (generally designated as the β relaxation) located at about 5 °C (
Figure 13a), which corresponds to the glass transition of undrawn PP with mesomorphic morphology. Incorporation of 0.5 and 1 vol % of nanosilica (
Figure 13b,c) to undrawn PP does not visibly affect the size and temperature location of the β peak, as shown in literature [
34,
61]. In contrast, XRD patters show (
Figure 13b) pronounced changes indicating partial transformation of the original mesomorphic form of PP into α-crystalline form. Therefore, it seems that DMTA analysis is not enough sensitive to indicate neither these morphological changes, nor possible immobilization of thin layers of the PP matrix adjacent to filler surface.
On the other hand, XRD as well as DMTA patterns are markedly affected by drawing procedure (
Figure 12 and
Figure 13). PP specimens with DR10 and DR15 show two pronounced loss peaks: β peak at about −28 °C and α peak at about 75 °C. As can be seen, the α relaxation is related to DR, but it is not induced by the present nanofiller at DR1 (in other words, there is no indication of the presence of interphase layer with reduced molecular mobility in undrawn composite fibers). The intensity (the height of a loss peak) of the glass transition β peak of the neat PP markedly increases with DR, whereby
Tβ shifts to lower temperatures (
Table 11), which is in conformity with our previous observation [
15]. The α peak (or α relaxation [
62]) observed at DR10 and DR15 (but not at DR1) has to be attributed to more hindered molecular motions, whose onset requires higher temperatures (energies) than the β motion in amorphous regions. It seems obvious that the α-relaxation is associated with limited molecular motions (hindered rotations) in the α-crystalline regions formed during drawing (as documented by
Figure 12). The intensity of the β and α relaxations of drawn fibers evidences their tendency to increase with the nanofiller fraction. The effect of the filler may be amplified proportionally to DR, because destruction of the filler aggregates (and increase of the contact area matrix/filler) by shear forces in the course of drawing is proportional to draw ratio.
We can attempt to better explain the shifts of
Tβ and
Tα induced by nanofiller fraction and/or drawing DR by correlating DMTA and XRD data (
Figure 12 and
Figure 13). Neat PP at DR1 shows only one loss maximum—very much like amorphous polymers—which can be identified with glass transition of amorphous regions in the mesomorphic PP matrix (in this paper we will not consider the sub-glass transitions, if any). As can be seen, temperature location at about 5 °C and the size of the β peak of PP are not perceptibly affected by incorporated silica. The α peak located at about 70 °C is exclusively exhibited by drawn specimens, regardless of the fraction of silica. Increasing DR accounts for decrease in
Tβ (from about 5 to −25 °C), while
Tα remains located around 74 °C. XRD reveals (
Figure 12) that drawing causes the transformation of the mesophase (“one-phase structure”) of undrawn specimens into two separated phases, i.e., amorphous and α-crystalline phases. Temperature
Tβ = −25 °C of drawn specimens corresponds to standard
Tg given for isotactic PP.
Figure 13 also shows that for the neat PP and composite with 0.5% of silica the height of the α-loss maximum rises when DR rises from 10 to 15, which is accompanied by reduction of the β loss maximum (temperature dependences of
E” are crossing at about 10 °C). This “transformation” of the loss peaks is the manifestation of the increasing fraction of the α-crystalline phase (due to drawing) and, consequently, of the decreasing fraction of amorphous phase.
Table 11 evidences that the α-loss peak rises with nanoparticle fraction and draw ratio. Besides, a shift towards higher temperatures can be seen, i.e., from 67–69 °C for neat PP up to 73–76 °C for fibers of AR974-1 drawn to DR10 and for fibers of AR974-2 drawn to DR15. These data indicate that the drawing process accounts for improving the dispersion of the nanoparticles in the matrix and formation of a more compact arrangement of chain segments.
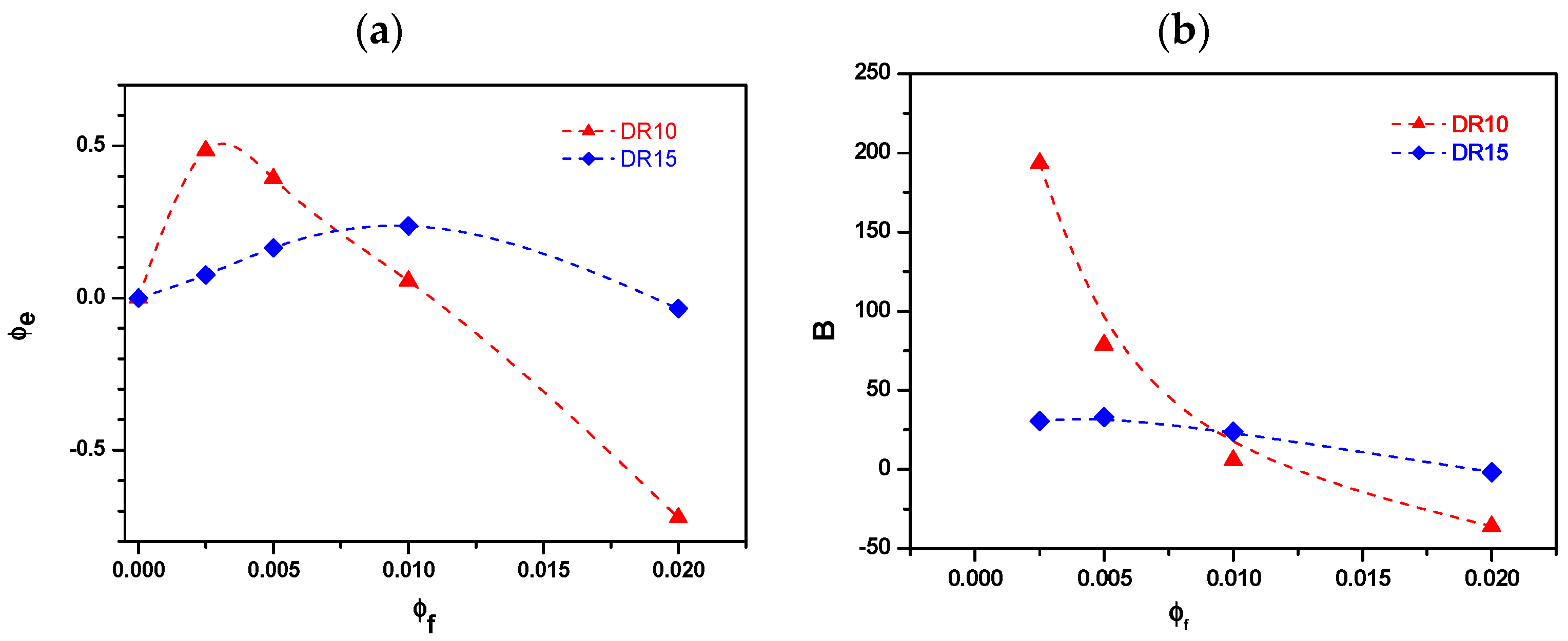
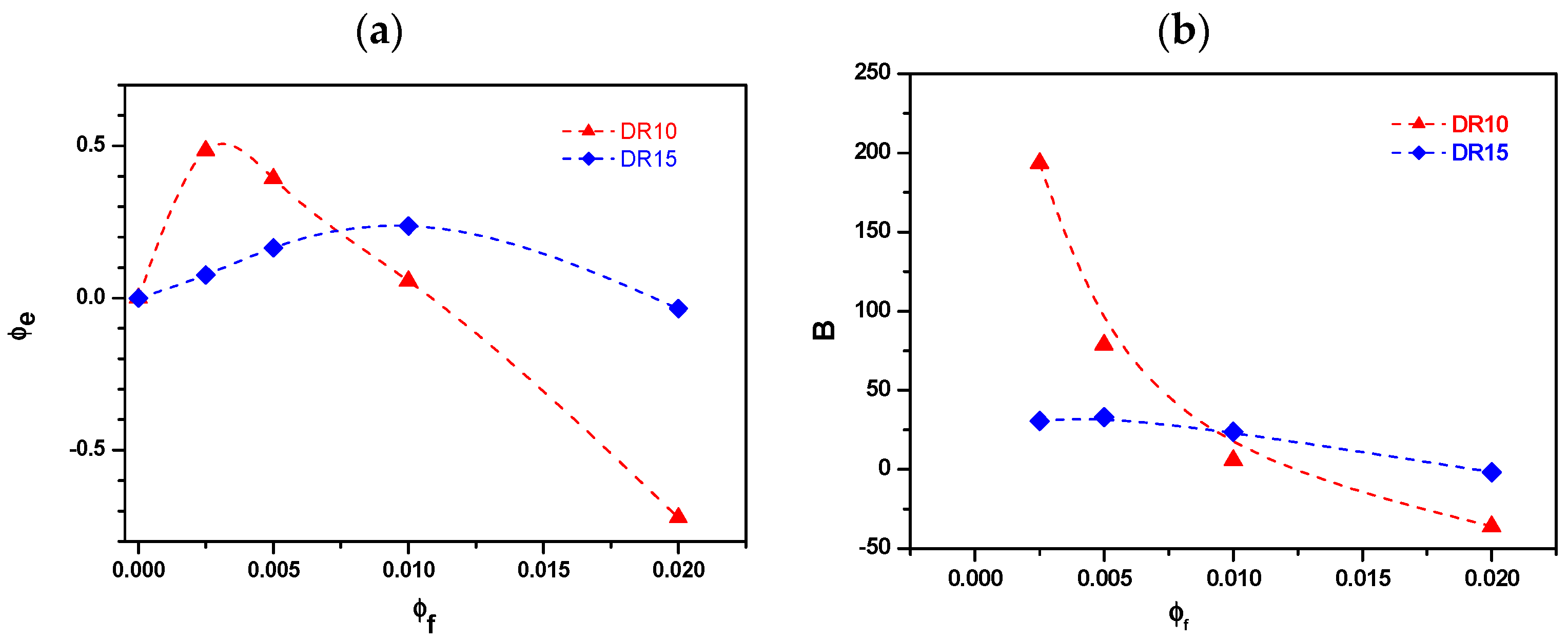
To quantitatively characterize the interphase thickness, the effective particle volume fraction (ф
e) and effective volume per single particle (B-parameter) were estimated according to Sumita’s model [
63] through Equation (13):
where
Ec” and
Ep” represent the maximal loss moduli of the composites and the neat polymer in DMTA measurements. The ratio
Ec”/
Ep” is calculated by using the α-relaxation peak height values (
Table 11); the obtained ф
e and B values are plotted in
Figure 14 as function of the fumed silica fraction (ф
f). As evidenced by
Figure 14a, the effective volume ф
e of the material drawn with DR10 increases up to 0.25 vol % of the nanofiller and then slowly decreases with silica fraction.
The same trend can be observed for DR15; however, in this case, the maximum of effective volume (0.25) is reached for the composition with 1 vol % of fumed silica. The effective volume per single particle (B parameter in
Figure 14b) shows a trend similar to that of ф
e. This means that the thickness of the PP layer immobilized on the surface of fumed silica nanoparticles is limited, due to the presence of agglomerates. Additionally, the decreasing B-parameter suggests that the extent of the particle agglomeration increases with the filler content [
15,
63]. A similar trend was already observed for HDPE fibers with hydrotalcite [
64]. In fact, thin interlayer and low nanofiller content are beneficial for simultaneous improvement of interfacial adhesions and dispersion of the nanoparticles.
The Sumita model was applied to tentatively evaluate the effective volume fraction of the immobilized phase adjacent to filler surface by using data on loss modulus peak. The relative maximum matrix fraction immobilized on the filler surface was observed for 0.25 and 1.0% vol. of nanofiller, suggesting a good dispersion of nanosilica in drawn fibers.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}