Advances in Membrane Distillation for Water Desalination and Purification Applications


 , , ,
, , , 
Abstract
:Nomenclature
| a | exponent coefficient |
| Acontact | surface area of exchange (m2) |
| An | area calculated as the projection of the object on a plane normal to the main direction of the surface (m2) |
| Am | surface area measured by any experimental adsorption technique (m2) |
| b | membrane thickness (m) |
| B | pore size morphology constant |
| B0 | membrane characteristic |
| Cmembrane | membrane mass transfer coefficient (L m−2 h−1) |
| CP | specific heat of water (4.18 kJ/kg/K) |
| d | mean pore diameter of the membrane (m) |
| df | diameter of a single spacer fibre |
| D | carbon nanotube diameter (m) |
| Eelec,std | electrical energy consumed per m3 of permeate (kWh/m3) |
| f | the permeance of the membrane |
| F | single pass recovery |
| g | gravitational acceleration (9.81 m/s2) |
| GDCMD | global heat transfer coefficient across the membrane in DCMD (kW m−2) |
| hf | feed boundary layer heat transfer coefficient (kW m−2) |
| hp | permeate boundary layer heat transfer coefficient (kW m−2) |
| hm | membrane heat transfer coefficient (kW m−2) |
| hsp | height of the spacer (m) |
| Hg | enthalpy of the vapor (kJ/kg) |
| ΔHv | variation of enthalpy (kJ/kg) |
| ΔHvap | latent heat of vaporisation (kJ/kg) |
| Jw | water flux across the membrane (kg m−2 s−1) |
| K | membrane permeability (kg m−1 s−1) |
| kB | Boltzman constant (1.381 × 10−23 J/K) |
| Ki,T,P | a function of temperature, vapor pressure, and of the gas molecular mass |
| K0 | membrane characteristic defined by Equation (9) |
| Kn | Knudsen number |
| K(T) | a function of temperature and molecular weight of the gas |
| l | mean free path of the molecules |
| lm | distance between parallel spacer fibres (m) |
| LEP | Limit Entry Pressure (kPa) |
| M | molecular mass (g/mol) |
| Mw | molecular weights of water (g/mol) |
| Ma | molecular weights of air (g/mol) |
| n | number of CNTs per unit cross section in bucky-paper |
| P | pressure in the air gap (kPa) |
| PA | atmospheric pressure (kPa) |
| PT1 | vapor pressure at the hot stream temperature (kPa) |
| PT2 | vapor pressure at the cold stream temperature (kPa) |
| PKn | ratio of the main membrane geometrical parameters ruling permeation |
| PProcess | liquid pressure on either side of the membrane (kPa) |
| PPore | air pressure in the pore (kPa) |
| PF | MD module feed pressure (kPa) |
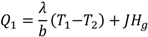
| Q1 | total heat flux from the hot side to the cold side (kW.m-2) |
| Q2 | total heat transfer from the bulk feed to the membrane interface (kW.m-2) |
| R | the universal gas constant (taken as 8.3144 m2 kg s−2 K−1 mol−1) |
| r | average radius of the pores (m) |
| rmax | maximum pore radius (m) |
| t1/2 | half time to reach the maximum intensity–laser flash technique (s) |
| t | proportion of conductive heat (balance due to evaporative heat) loss through the membrane |
| T | mean temperature in the pores (K) |
| Tmf | temperature of the membrane surface on the feed side (K) (also defined as T1) |
| Tmp | temperature of the membrane surface on the permeate side (K) (also defined as T2) |
| Tf | bulk feed temperature (K) |
| TF | feed temperature of the brine (feed) stream (K or °C) |
| TE | exit temperature of the brine (feed) stream (K or °C) |
| TP | temperature polarization coefficient |
| w | thermal diffusivity (m s−1) |
 | temperature gradient in the thermal boundary layer of the feed (K/m) |
Greek Letters
| α | convective heat transfer coefficient on the hot side (kW/m2) |
| β | exponential value that varies with the ratio of the mean free path, l, to the average pore size of the membrane |
| ε | membrane porosity (%) |
| γL | surface tension of the liquid on the membrane surface (dyn cm−1) |
| κ | surface roughness |
| λ | is the thermal conductivity of the membrane (kW/m) |
| λth | thermal conductivity (W m−1) |
| µ | viscosity (N/m) |
| η | pump efficiency |
| Π | power input of the conductivity meter (W) |
| τ | tortuosity of the membrane |
| θ | contact angle (°) |
| θf | angle between spacer fibres in the flow direction (°) |
| σw | collision diameters for water vapor (2.641 × 10−10 m) |
| σa | collision diameters for air (3.711 × 10−10 m) |
1. Introduction
- The membrane should be porous;
- The membrane should not be wetted by process liquids;
- No capillary condensation should take place inside the pores of the membranes;
- Only vapor should be transported through the pores of the membrane;
- The membrane must not alter the vapor equilibrium of the different components in the process liquids;
- At least one side of the membrane should be in direct contact with the process liquid; and
- For each component, the driving force of the membrane operation is a partial pressure gradient in the vapor phase.
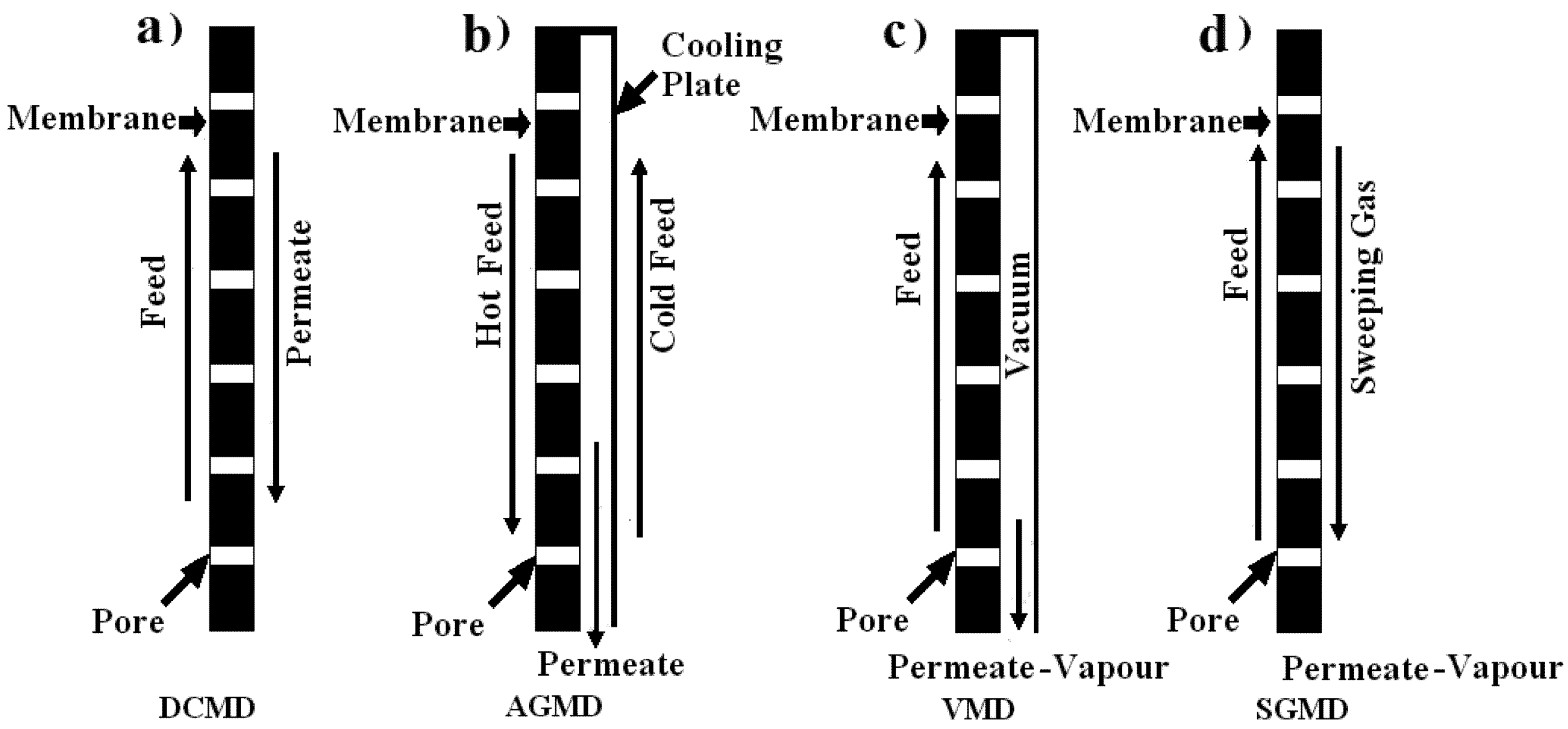
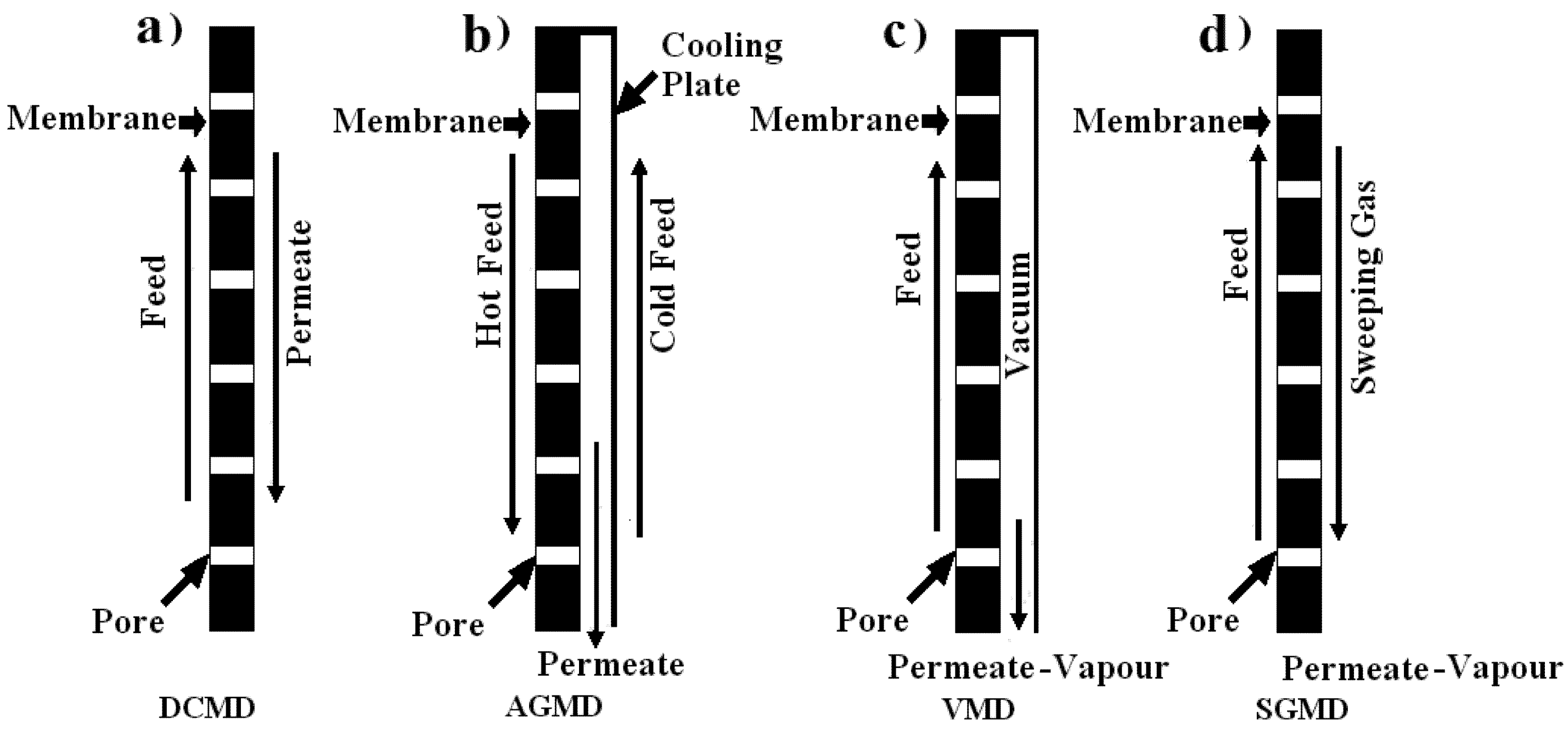
1.1. Configurations of Membrane Distillation
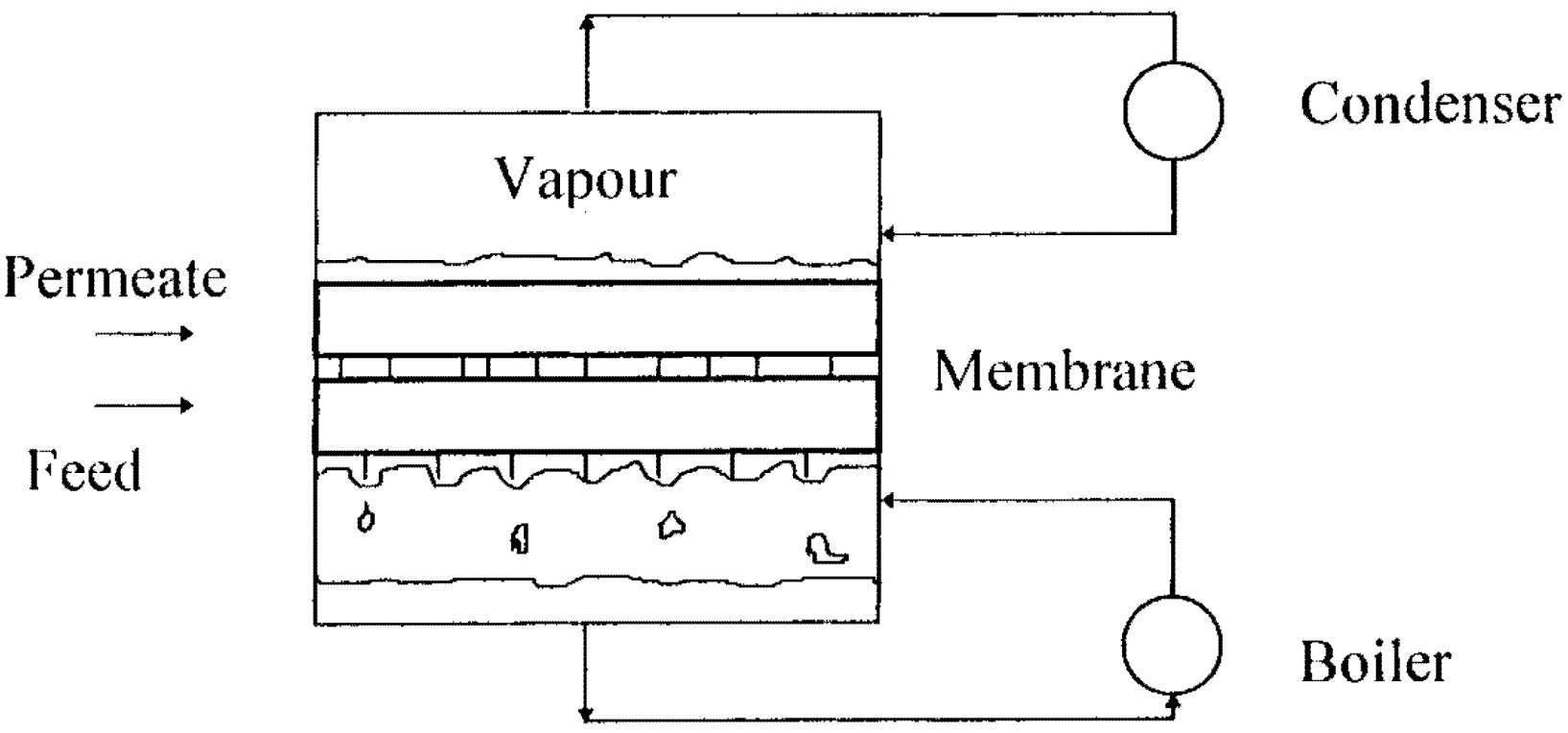
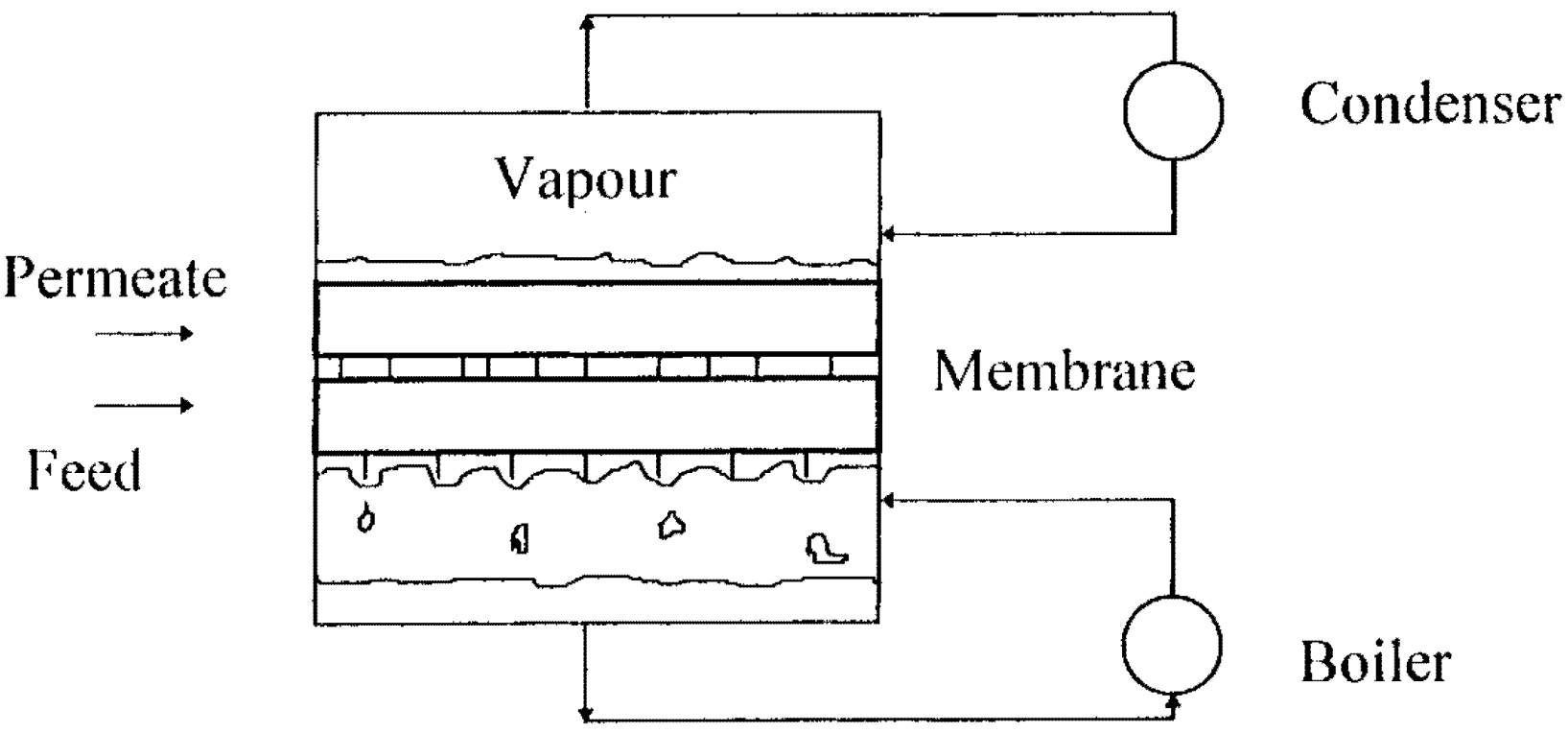
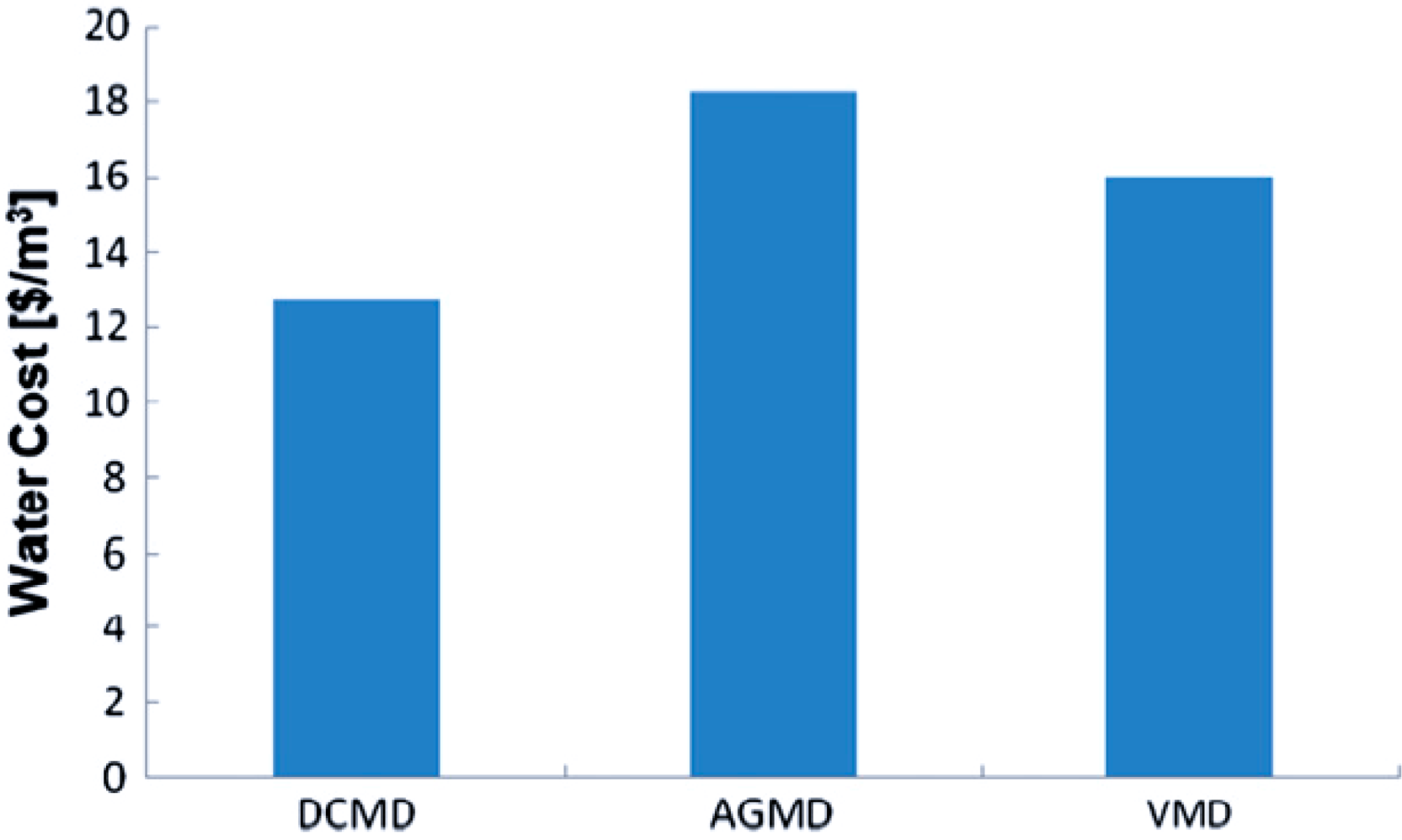
- Direct Contact Membrane Distillation (DCMD), in which the membrane is in direct contact with liquid phases. This is the simplest configuration capable of producing reasonably high flux. It is best suited for applications such as desalination and concentration of aqueous solutions (e.g., juice concentrates) [1,15,16,17,18,19].
- Air Gap Membrane Distillation (AGMD), in which an air gap is interposed between the membrane and a condensation surface. The configuration has the highest energy efficiency, but the flux obtained is generally low. The air gap configuration can be widely employed for most membrane distillation applications [20], particularly where energy availability is low.
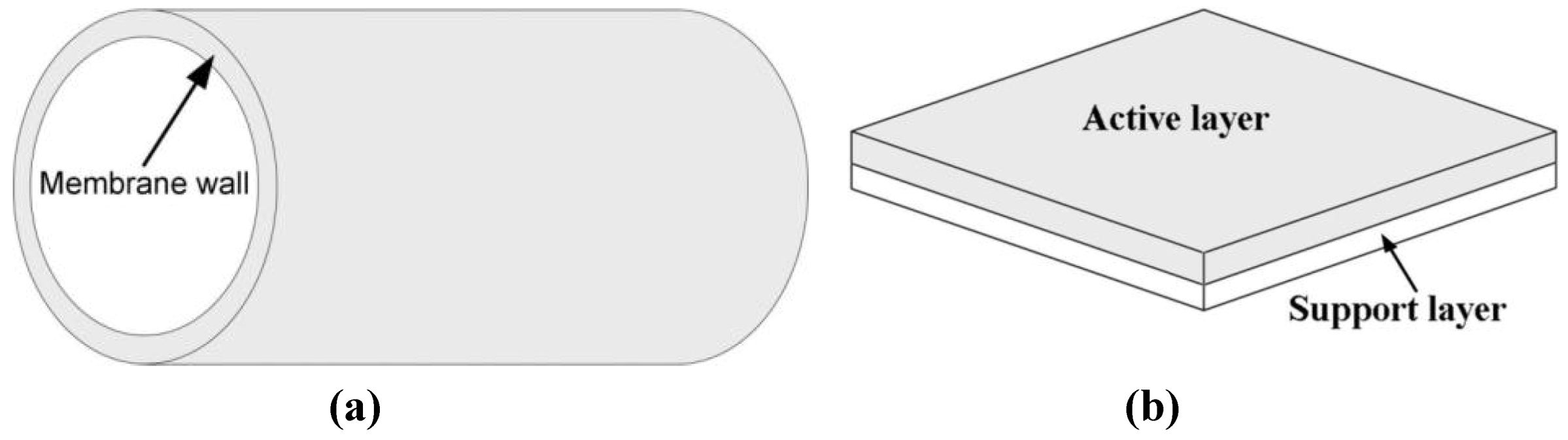
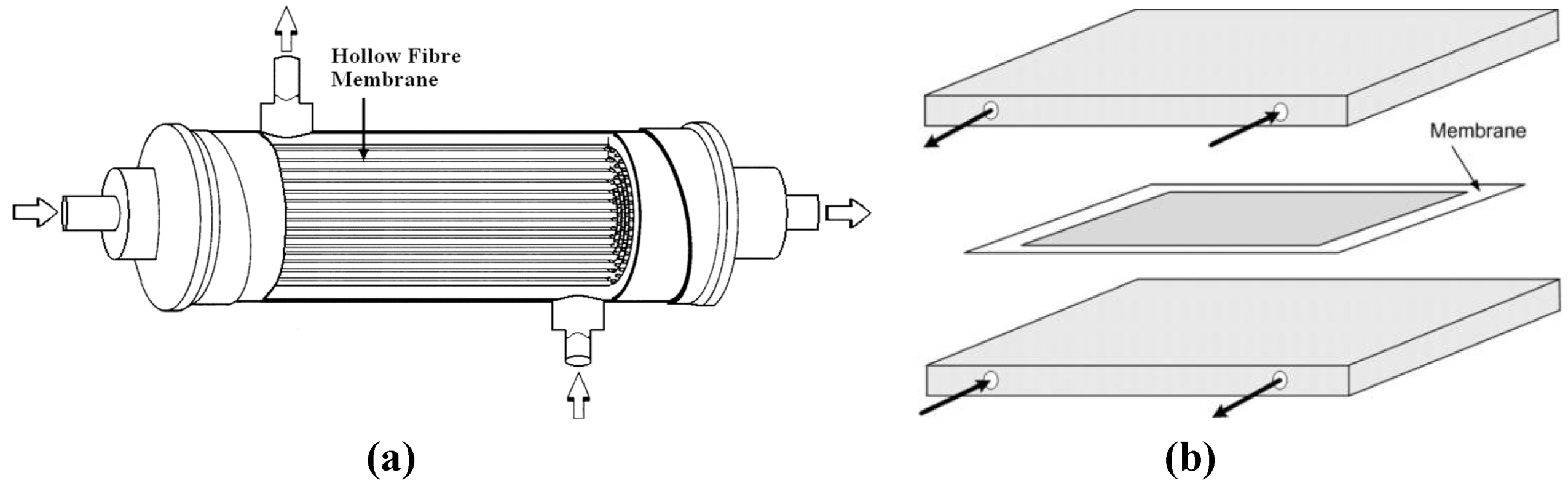
1.2. Configurations of MD Modules

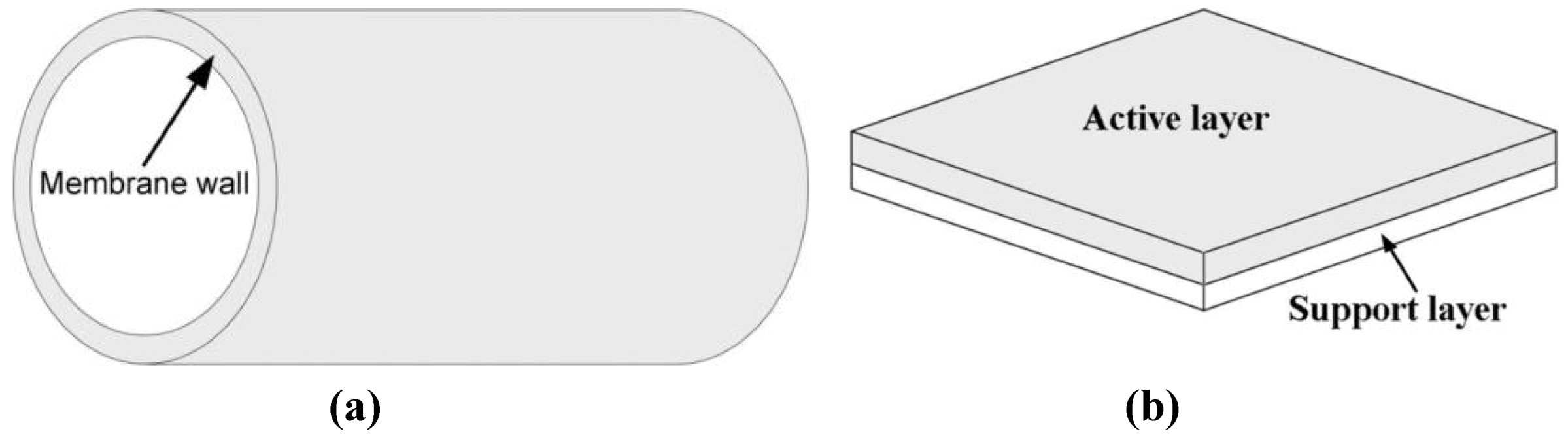
1.3. Membranes for Membrane Distillation Applications
- Flat sheet membrane mainly prepared from PP, PTFE, and PVDF.
1.3.1. Membrane Materials

1.3.2. Characteristics of MD Membrane
- An adequate thickness, based on a compromise between increased membrane permeability (tend to increase flux) and decreased thermal resistance (tend to reduce heat efficiency or interface temperature difference) as the membrane becomes thinner;
- Reasonably large pore size and narrow pore size distribution, limited by the minimum Liquid Entry Pressure (LEP) of the membrane. In MD, the hydrostatic pressure must be lower than LEP to avoid membrane wetting. This can be quantified by the Laplace (Cantor) Equation [6] as following Equation (1):where B is a geometric factor, γl is the surface tension of the solution, θ is the contact angle between the solution and the membrane surface which depends on the hydrophobicity of the membrane, rmax is the largest pore size, Pprocess is the liquid pressure on either side of the membrane, and Ppore is the air pressure in the membrane pore.
![Water 05 00094 i001]()
- Low surface energy, equivalent to high hydrophobicity. Based on Equation (1), material with higher hydrophobicity can be made into membranes with larger pore sizes, or membranes made from more hydrophobic material will be applicable under higher pressures for a given pore size;
- Low thermal conductivity. High thermal conductivities increases sensible heat transfer and reduce vapor flux due to reduced interface temperature difference; and
- High porosity. High porosity increases both the thermal resistance and the permeability of MD membranes, so both the heat efficiency and flux are increased. However, high porosity membranes have low mechanical strength and tend to crack or compress under mild pressure, which results in the loss of membrane performance.

1.3.3. Membrane Fouling and Wetting
- The hydraulic pressure applied on the surface of the membrane is greater than the LEP;
- In the presence of high organic content or surfactant in the feed, which can lower the surface tension of feed solution and/or reduce the hydrophobicity of the membrane via adsorption and lead to membrane wetting [77].
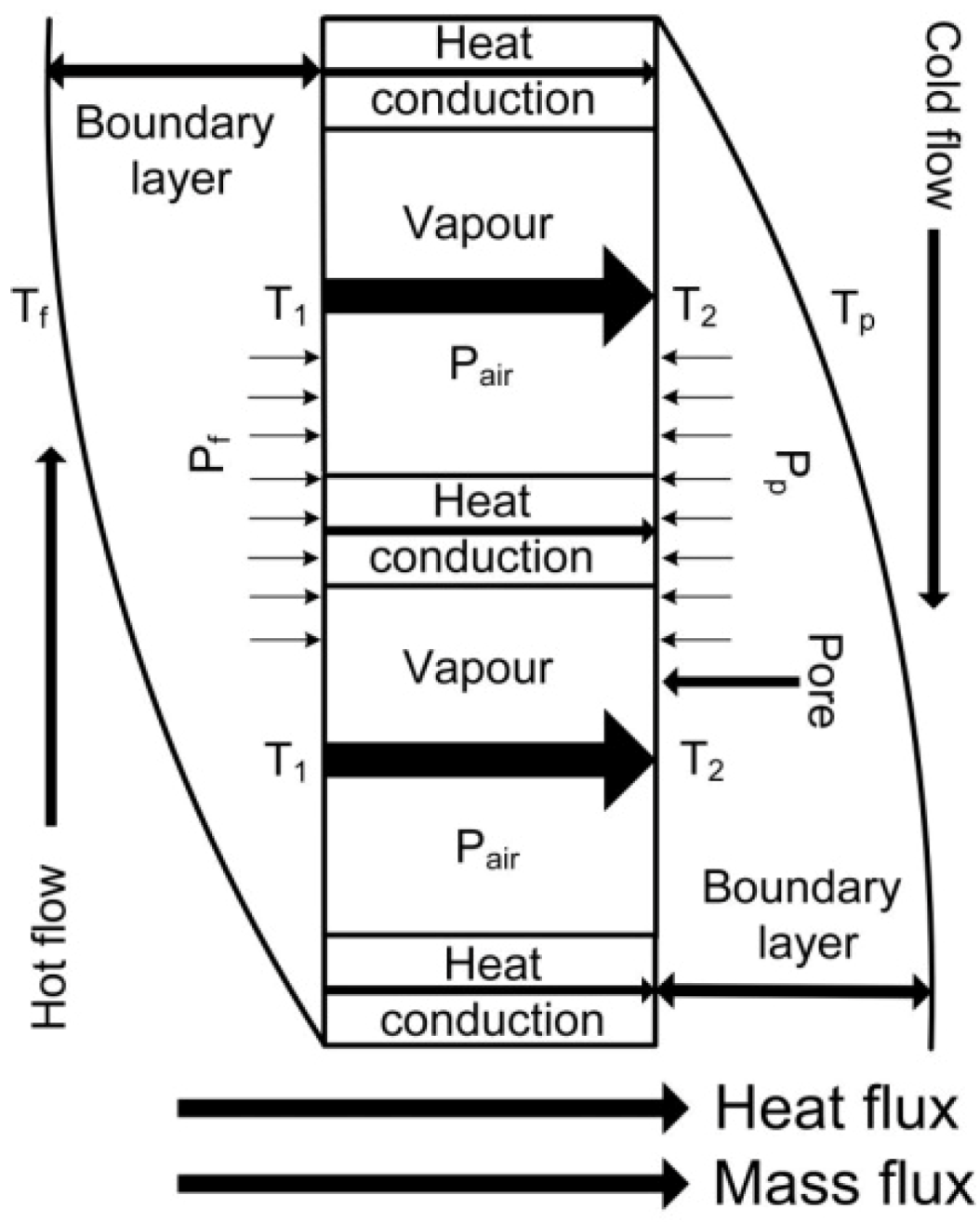
1.4. Heat Transfer and Mass Transfer Phenomena in MD

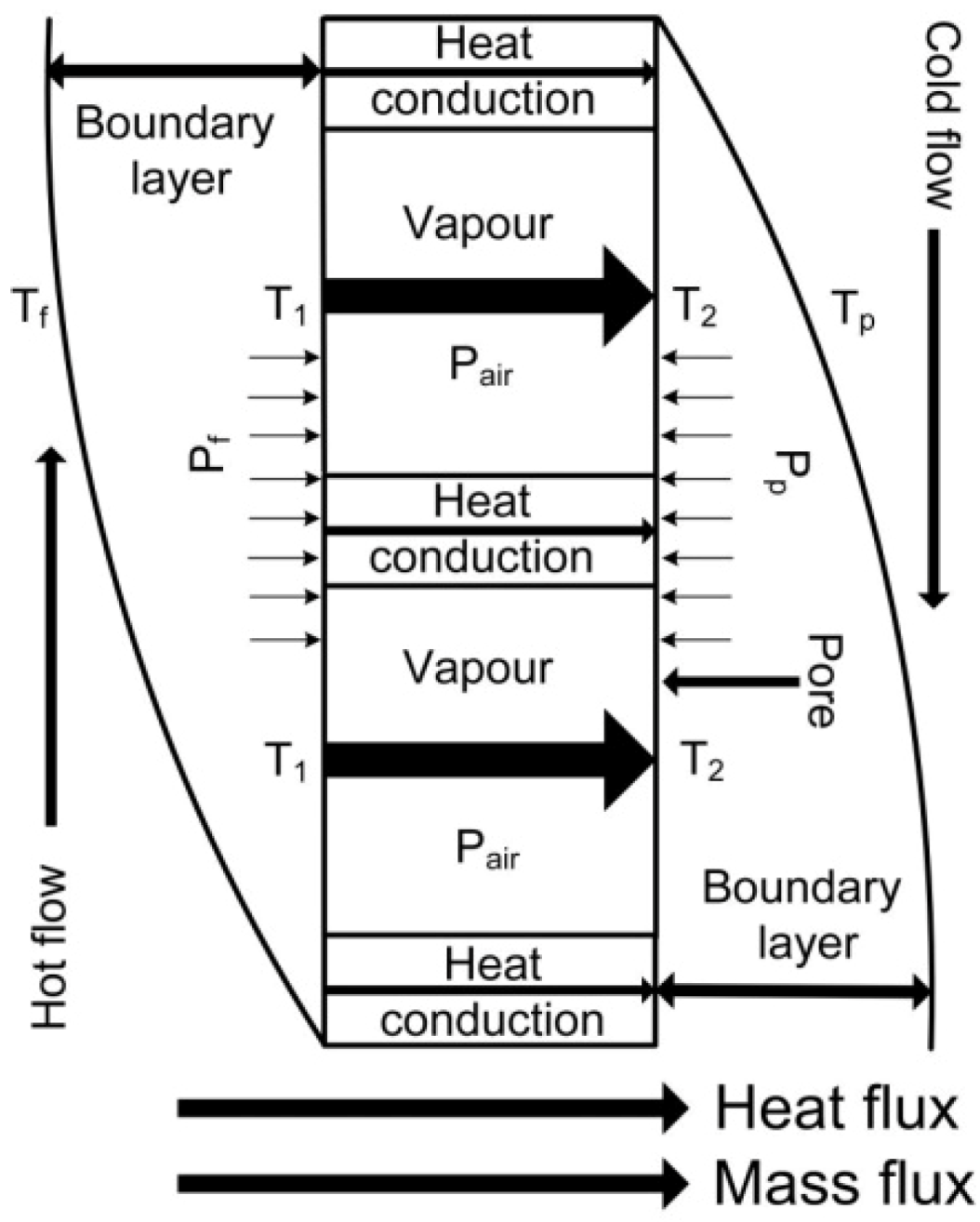
1.4.1. Heat Transfer



1.4.2. Mass Transfer
- (1)
- The effective area for mass transfer is less than the total membrane area because the membrane is not 100% porous;
- (2)
- For most practical membranes, the membrane pores do not go straight through the membrane and the path for vapor transport is greater than the thickness of the membrane; and
- (3)
- The inside walls of the pores increase the resistance to diffusion by decreasing the momentum of the vapor molecules.


| Configurations | Component in pores | Vapor Pressure difference across pores | Driving force | Mass transfer mechanism |
|---|---|---|---|---|
| (0.01 < Kn < 1) | ||||
| DCMD | Vapor-air mixture | ∆P = 0 | Partial vapor pressure difference | M–K transition |
| AGMD | Vapor-air mixture | ∆P = 0 | Partial vapor pressure difference | M–K transition |
| SGMD | Vapor-air mixture | ∆P = 0 | Partial vapor pressure difference | M–K transition |
| VMD | Vapor | ∆P ≠ 0 | Partial vapor pressure difference | P–K transition |


1.5. Operating Parameters Affecting MD Performance
1.5.1. Parameters to Reducing Temperature Polarization
 is the temperature gradient in the thermal boundary layer of the feed. From Equation (10b), it can be seen that the convective heat transfer coefficient can be improved effectively by reducing the thickness of the thermal boundary layer. As the thickness of the thermal boundary layer can be reduced by enhancing the stream turbulence, increasing flow rate can effectively improve the flux. However, the hydrodynamic pressure has a square relationship to the flow rate [95], and the increased pressure will diminish the effect of increasing turbulence if the membrane is compressible [68,69].
is the temperature gradient in the thermal boundary layer of the feed. From Equation (10b), it can be seen that the convective heat transfer coefficient can be improved effectively by reducing the thickness of the thermal boundary layer. As the thickness of the thermal boundary layer can be reduced by enhancing the stream turbulence, increasing flow rate can effectively improve the flux. However, the hydrodynamic pressure has a square relationship to the flow rate [95], and the increased pressure will diminish the effect of increasing turbulence if the membrane is compressible [68,69].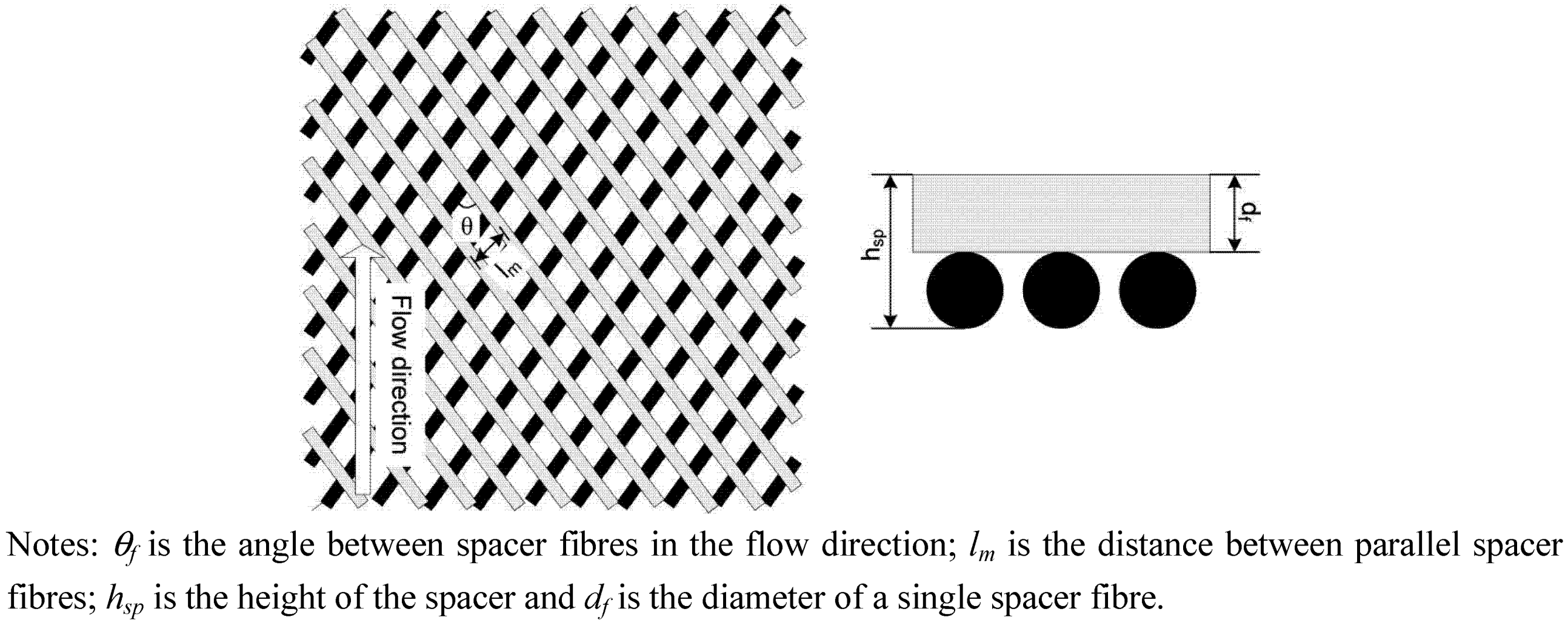
1.5.2. Feed Temperature
1.6. Modelling Aspects of Membrane Distillation
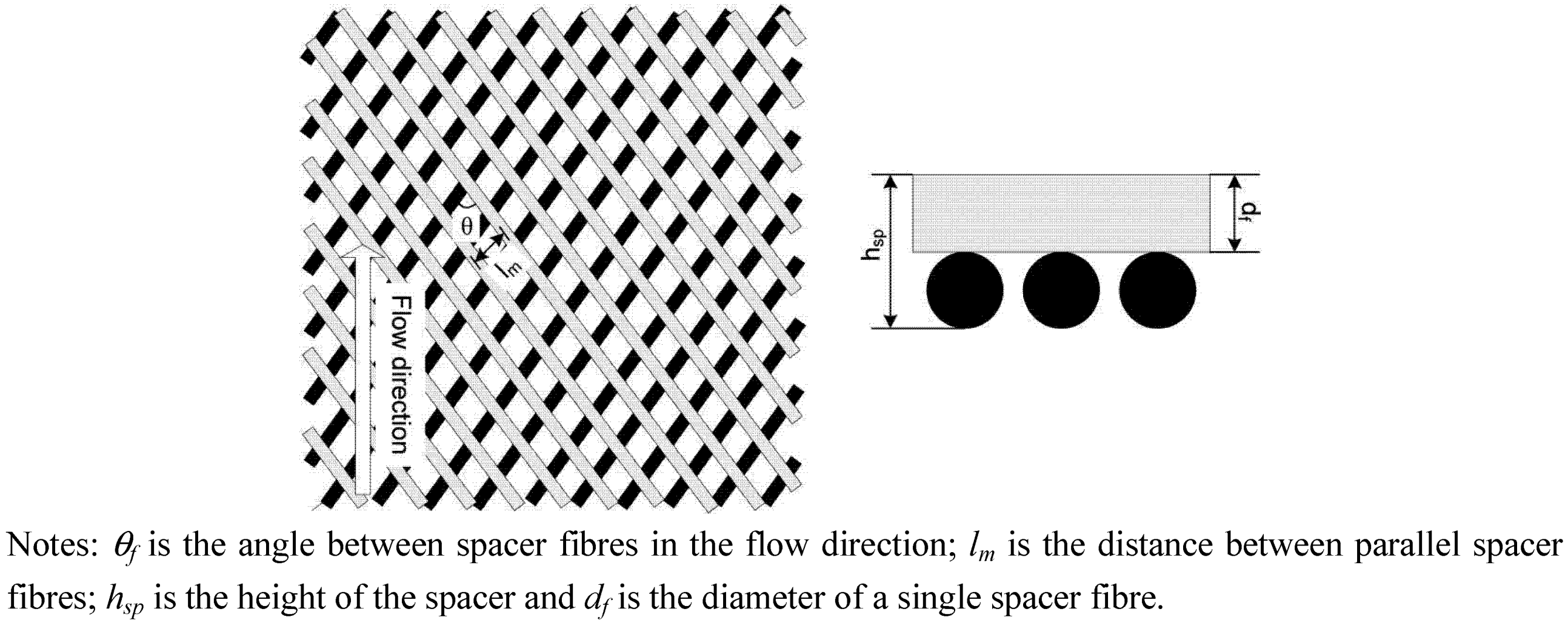
- Convective heat transfer coefficient of the feed and/or permeate streams, which can be calculated by semi-emperical equations based on Nusselt numbers and by including factors such as the structure of the spacer or module, flow velocities, properties of feed and permeate, the operation temperature, etc. and
- An important assumption adopted in Modelling MD is that the kinetic effects at the vapor-liquid interface are negligible. According to this assumption, vapor-liquid equilibrium equations can be applied to determine the partial vapor pressures of each component at each side of the membrane.
1.7. Applications of Membrane Distillation
2. Advances on MD Processes and Modules for Water Purification
2.1. MD Stand-Alone Systems
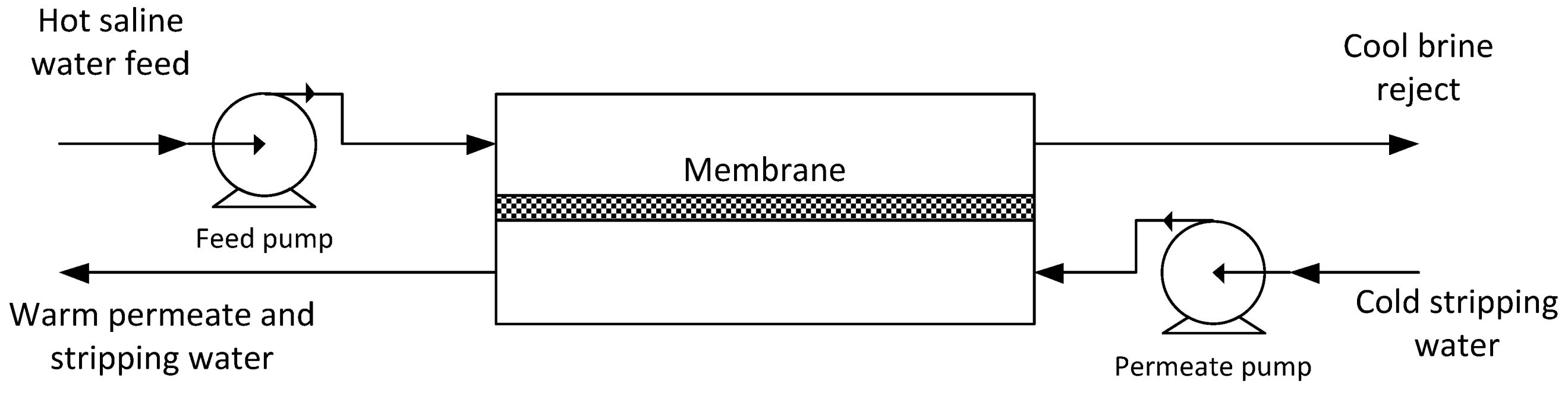
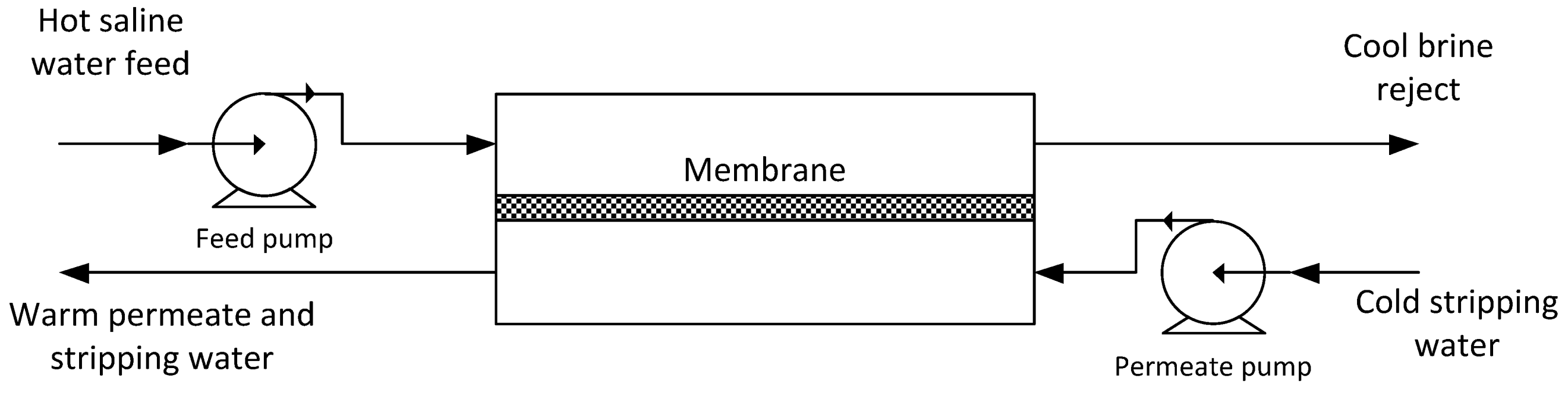
- Water recovery limit: The flux of the membrane draws a significant amount of energy purely through the evaporation of the feed, which is deposited into the permeate. The limiting amount of water permeated as a fraction of water fed, F, (i.e., single pass recovery) is presented according to [126] as Equation (12):where TF and TE are the feed and exit temperatures, respectively (K or °C), CP is the specific heat of water (4.18 kJ/kg/K), t is the proportion of conductive heat (balance due to evaporative heat) loss through the membrane, and ΔHvap is the latent heat of vaporisation (kJ/kg). For example, if the feed water is supplied at 80 °C, no more than 7.7 wt % of this desalinated water will evaporate to the permeate (i.e., F) by the time this temperature is reduced to 20 °C (assuming t = 0.3). This is typically managed by reheating the cool brine reject and sending it back to the feed. In DCMD, this recirculation is likewise done on the permeate side. Both pumps will now be larger, by at least an order of magnitude, in order to achieve useful recoveries exceeding 50%.
![Water 05 00094 i012]()
- Electrical energy constraints: The thermodynamics of the simple MD setup in turn constrains the electrical consumption. Each pump in Figure 6 will consume electrical energy per unit water permeated, Eelec,std (kWh/m3), according to:where PF is the MD module feed pressure (kPa), and η is pump efficiency. If we assume PF = 20 kPa, and pump efficiency of 0.6, each pump consumes 0.12 kWh/m3 of electricity. Both pumps consume 0.23 kWh/m3. Clearly achieving low pressure drops along the module will have an impact on the electrical energy requirement of MD systems. This minimum is related to the point above, where F equates to around 7.7 wt %; and
![Water 05 00094 i013]()
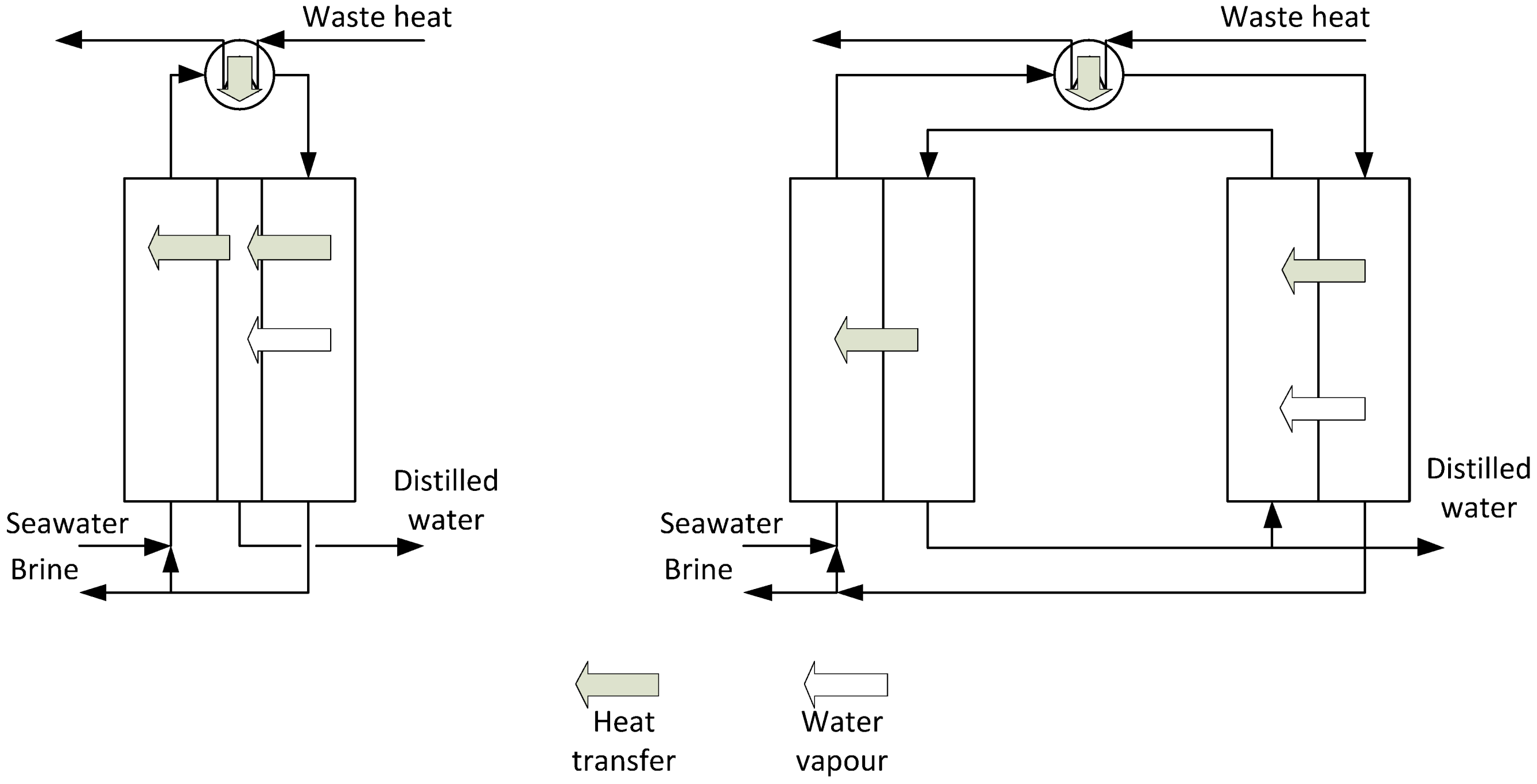
- Thermal energy constraints: Water evaporation energy per unit mass, ∆Hvap, is 2260 kJ/kg, or 628 kWh/m3. This energy is in the form of thermal energy, which is the standard thermal energy required to operate the MD system in Figure 6. This value equates to a performance ratio (PR), or gain output ratio (GOR) of 1, being the mass ratio of water produced to the amount of steam energy (i.e., latent heat) fed to the process.


2.2. State of the Art MD Research and Systems
- Fraunhofer ISE (AGMD);
- Memstill and Aquastill (AGMD);
- Scarab (AGMD);
- Memsys (vacuum enhanced multi effect AGMD).
2.2.1. Fraunhofer ISE
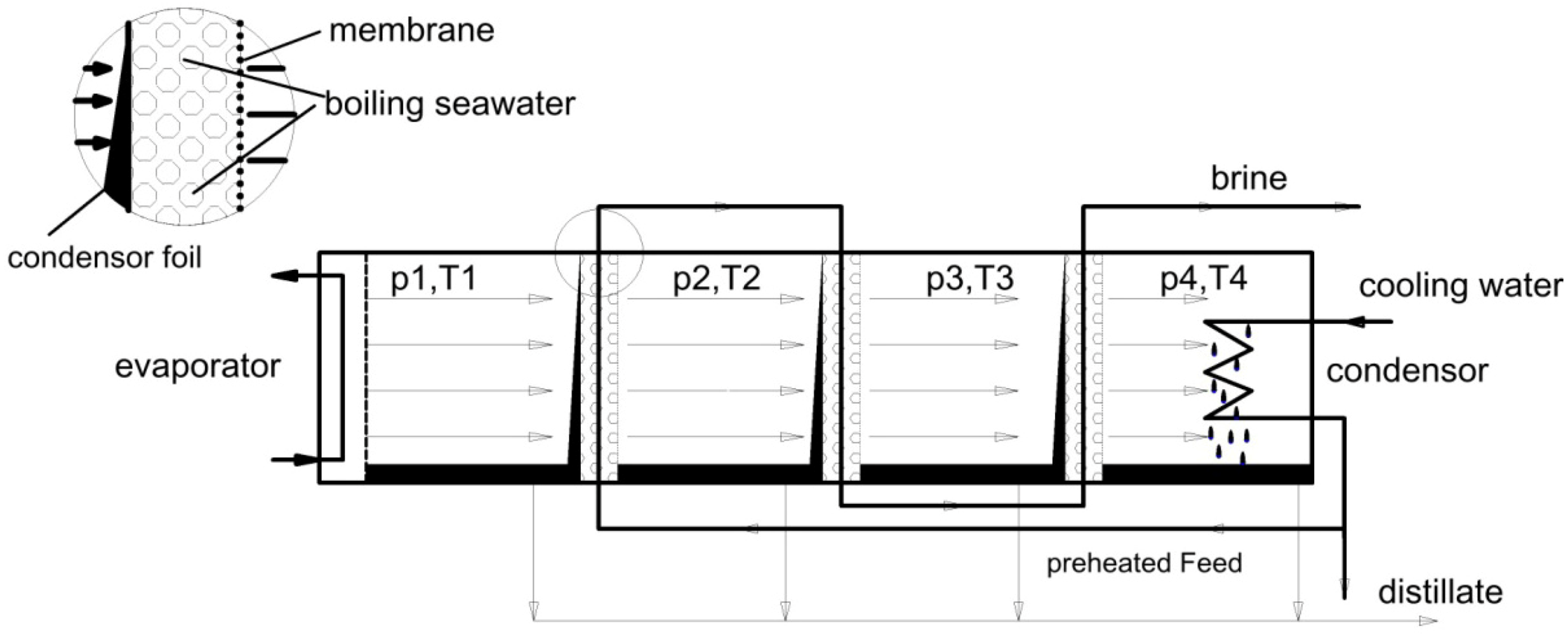
2.2.2. Memstill and Aquastill
2.2.3. Scarab AB

2.2.4. Memsys
2.3. Hybrid MD Systems
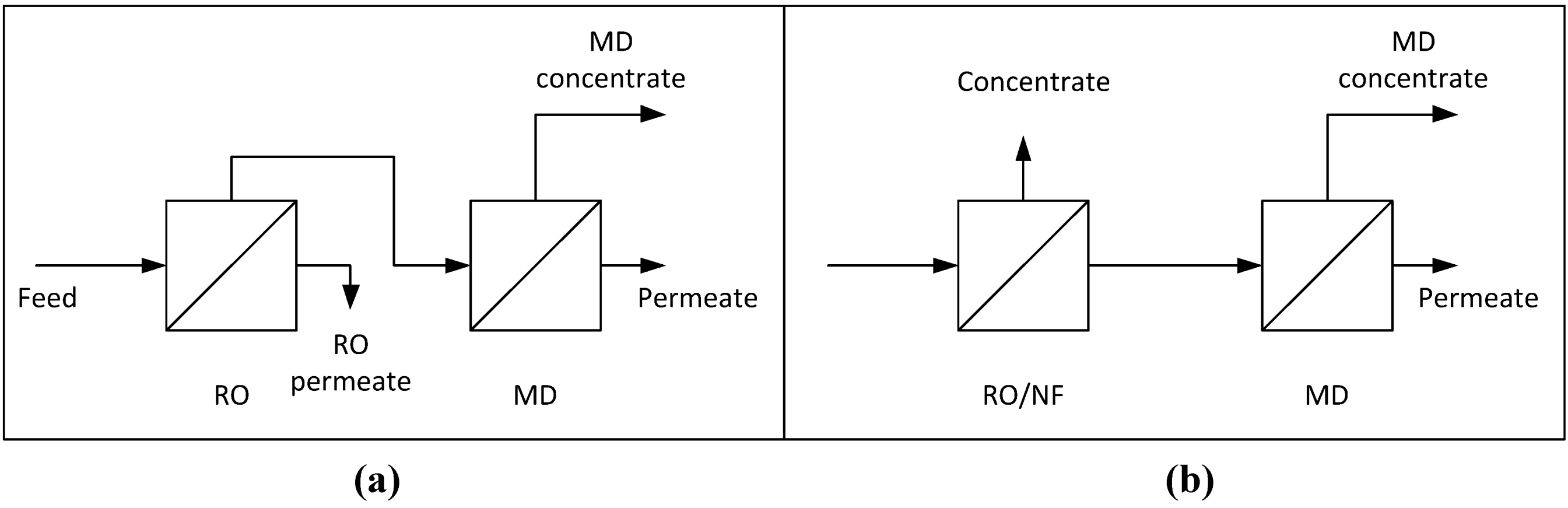
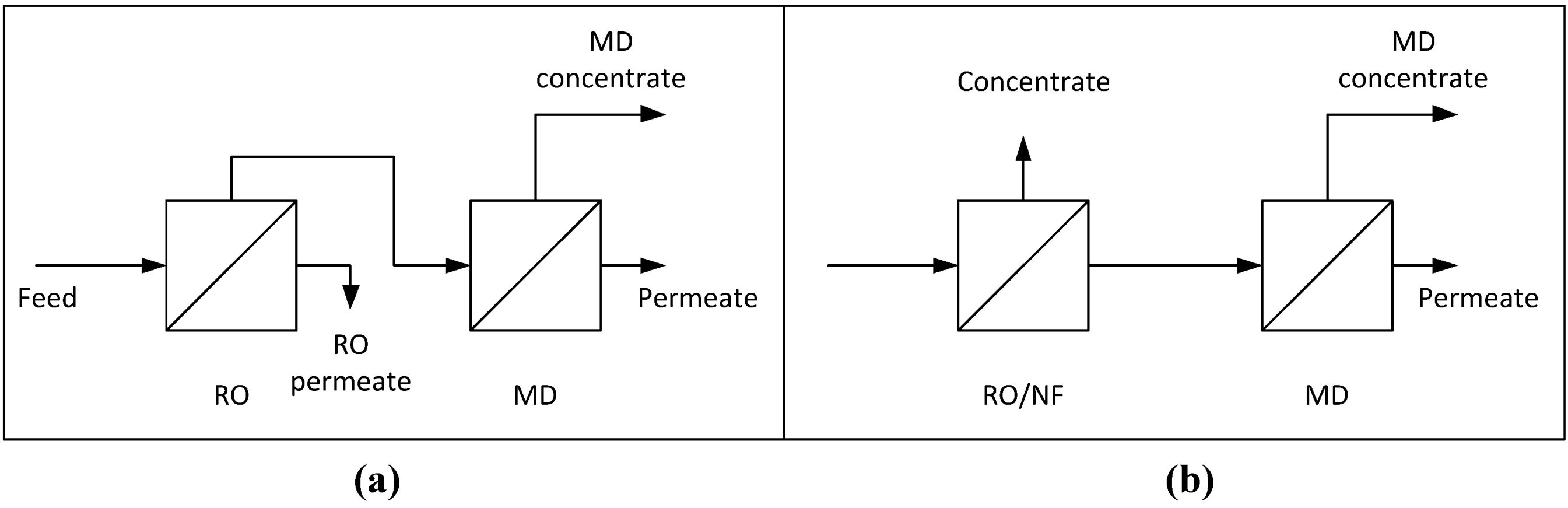
2.3.1. MD Integration with RO or NF
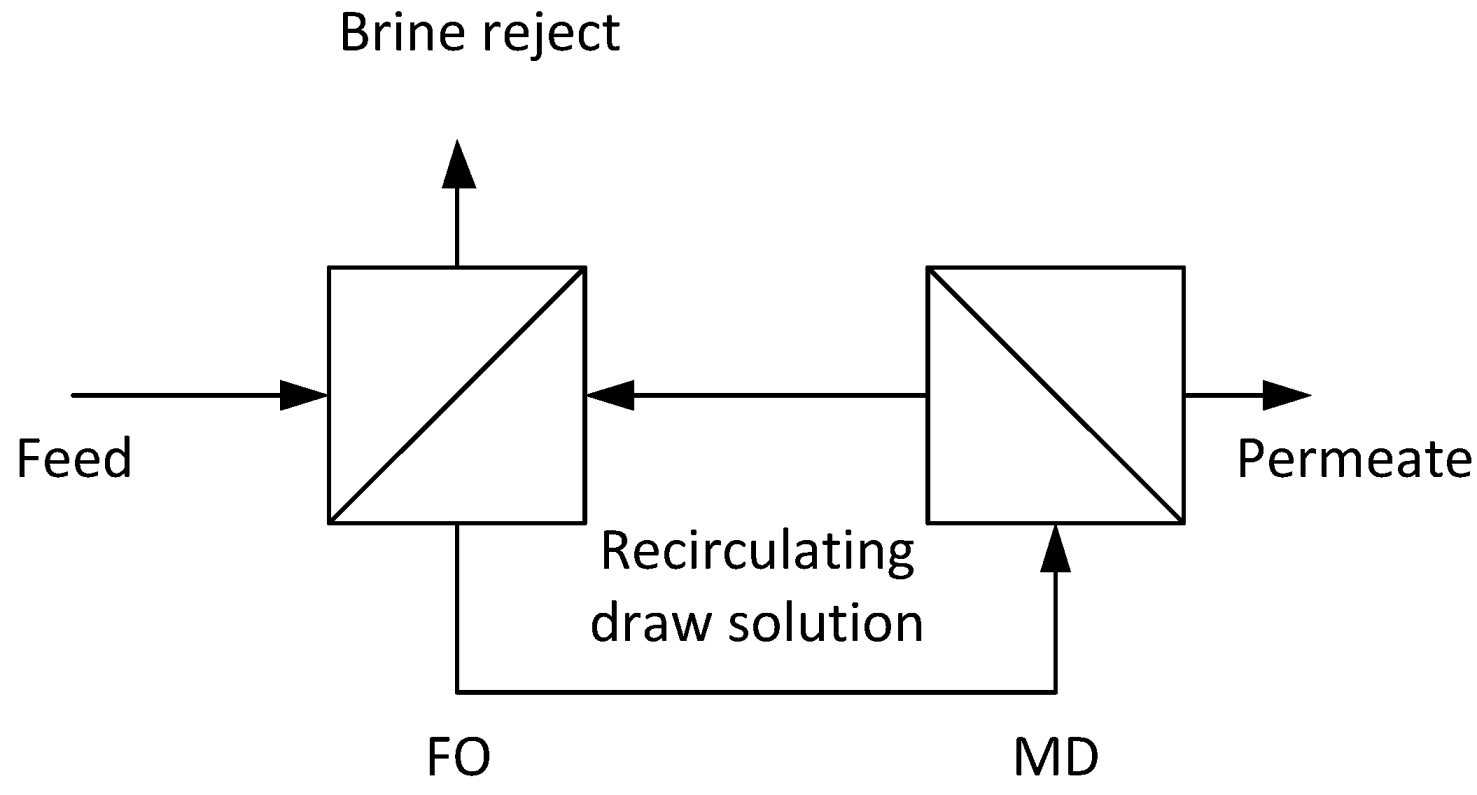
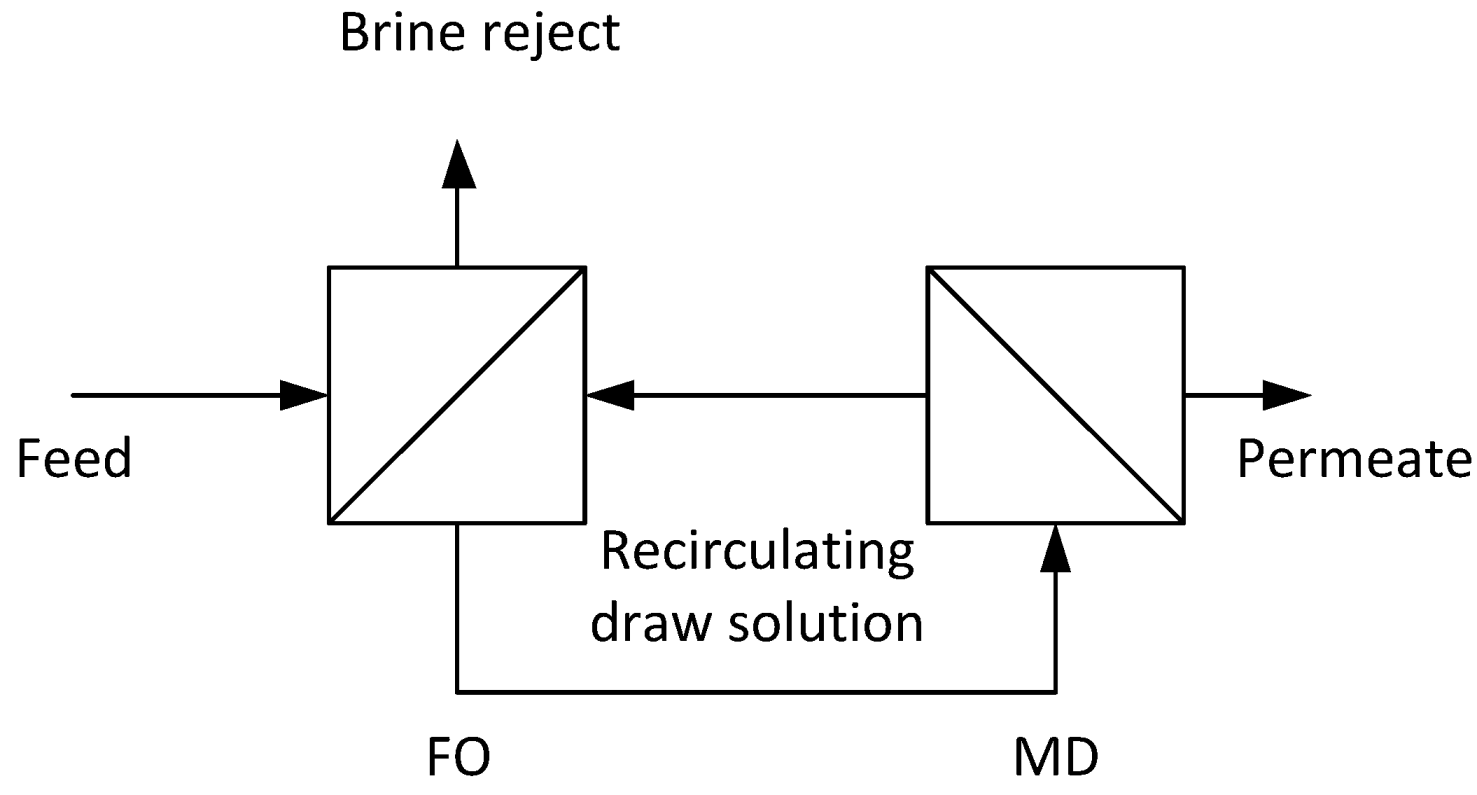
2.3.2. MD Integration with FO
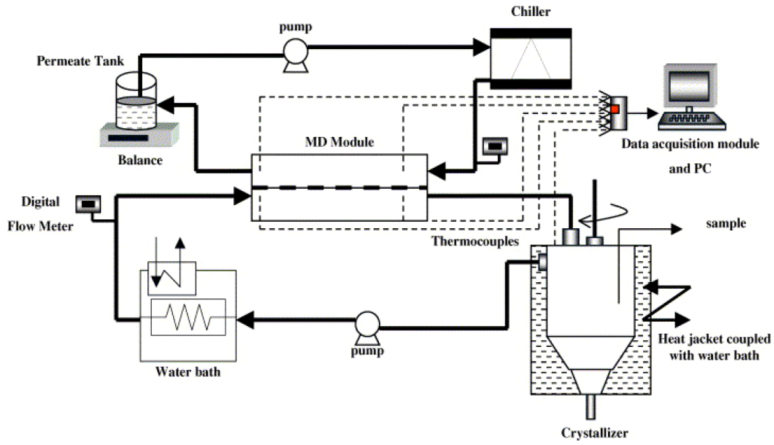
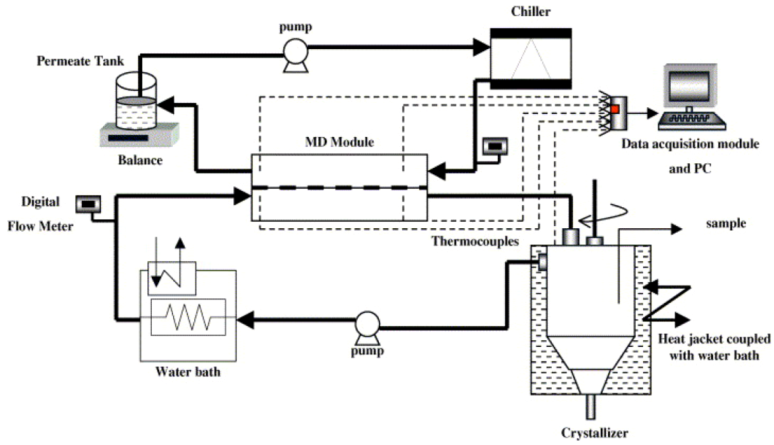
2.4. MD Crystallization
2.5. Recent MD Processes and Modifications
2.5.1. Keppel Seghers
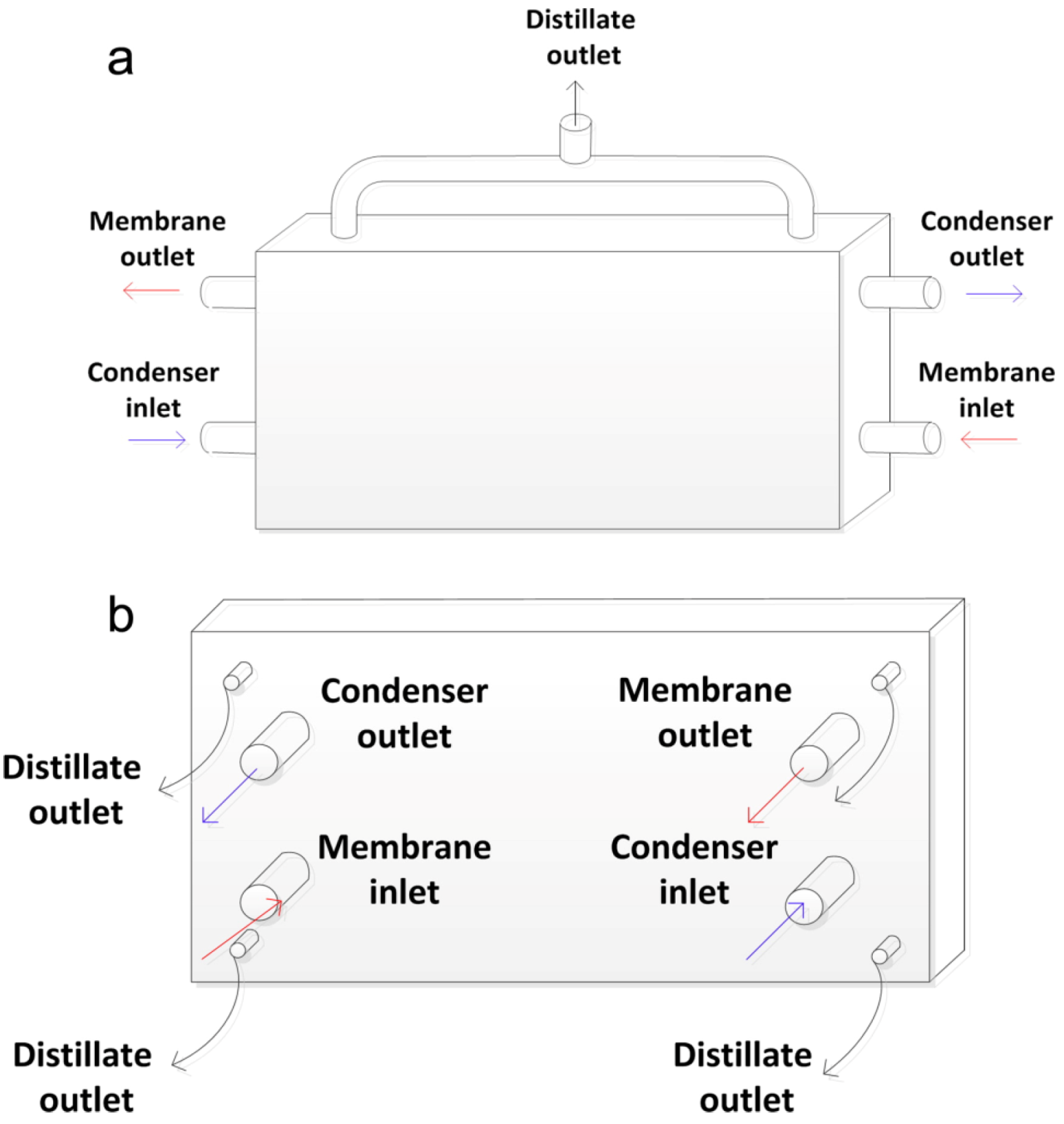
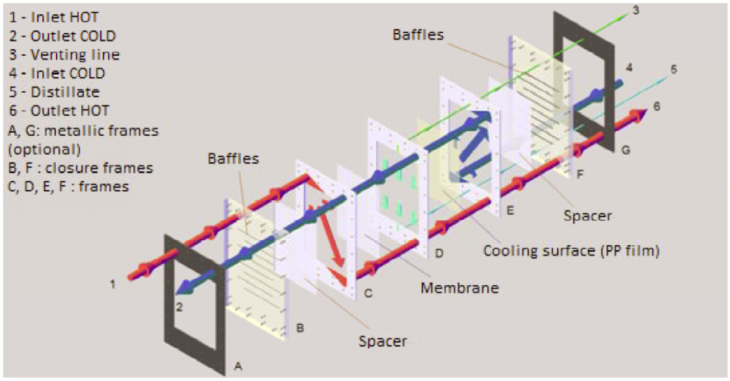
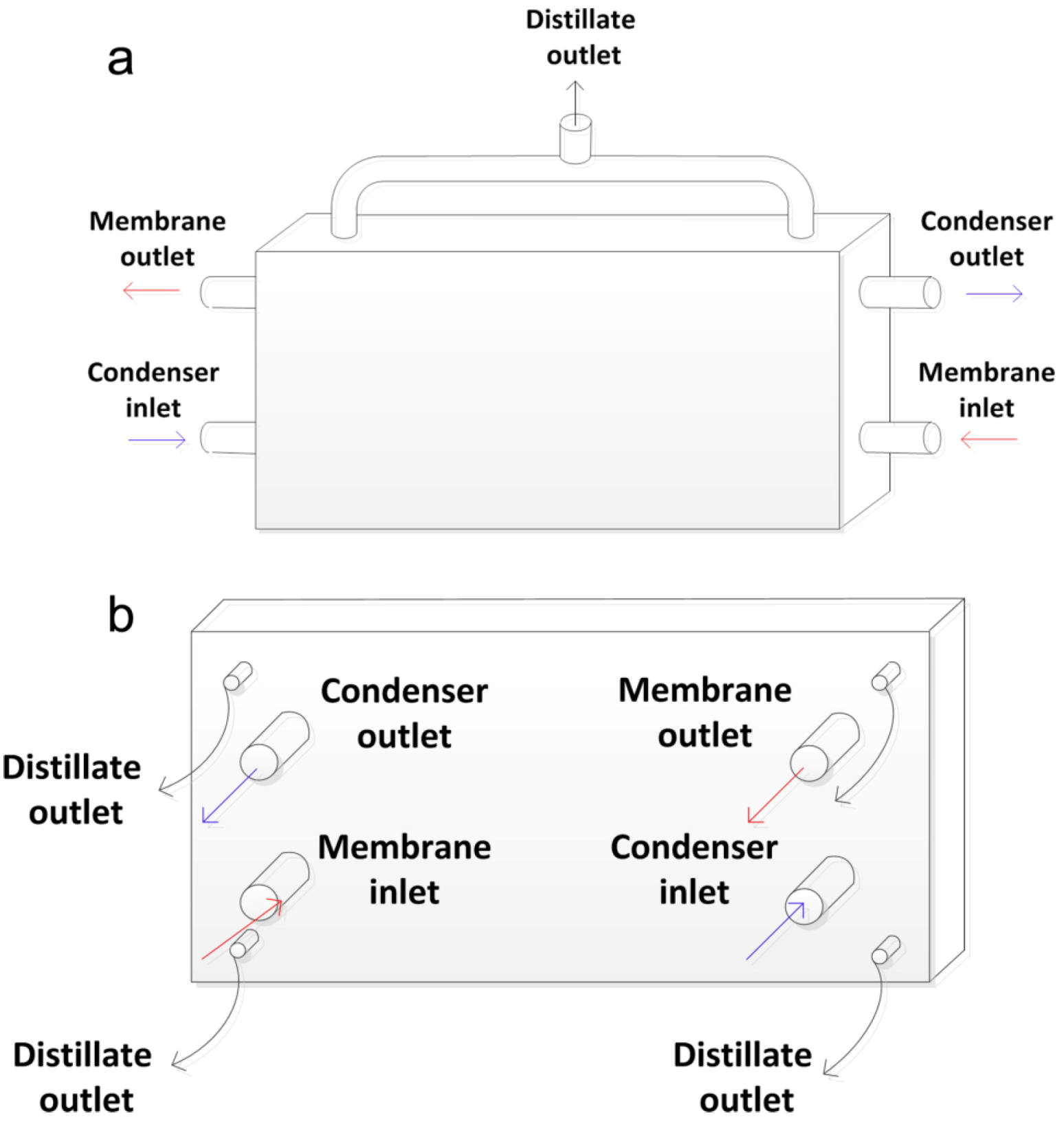
2.5.2. Compact AGMD Modules
2.5.3. Membrane Distillation Heat Exchanger (MDHX)
2.5.4. DCMD Module Improvements
3. Advances on MD Applications for Water Purification
3.1. MD and Renewable Energies
3.1.1. MD-Solar Systems

| System | Collector area | Capacity | Flux | Water application | Reference |
|---|---|---|---|---|---|
| Solar pond + AGMD | 2.94 m2 | – | 6 kg m−2 h−1 | – | [134] |
| Flat plate collector + hollow fiber MD | 3 m2 | 50 L/day | 17 L/m2 day | – | [168] |
| Flat plate and vacuum tube collector MD | 12 m2 | 40 L/h | – | – | [169] |
| Flat plate collector + spiral wound MD | 10 m2 | 100 L/day | – | brackish | [170] |
| Solar collector + hollow fiber VMD | 8 m2 | – | 32.2 kg m−2 h−1 | groundwater | [171] |
| Parabolic solar concentrator | – | – | 71 kg m−2 h−1 | seawater | [172] |
| Properties | Scarab | Medesol | Memstill | Memsys | Smades |
|---|---|---|---|---|---|
| Configuration | AGMD | AGMD | AGMD | VMD | Spiral wound MD |
| Surface area | 2.3 m2 | 2.8 m2 | 9 m2 | – | 72 m2 |
| Membrane material | PTFE | PTFE | – | – | PTFE |
| Capacity | 1–2 m3/day | 0.5–50 m3/day | 80 m3/day | 1 m3/day | 600–800 L/day |
| 50 m3/day | |||||
| Permeate flux | 12–27 kg m−2 h−1 | 5–10 kg m−2 h−1 | – | – | 2–11 L/m2 day |
| Thermal energyConsumption | 5–12 kWh/m3 | 810 kWh/m3 | 22–90 kWh/m3 | 175–350 kWh/m3 | 200–300 kWh/m3 |
| Electricity comsumption | 0.6–1.5 kWh/m3 | – | – | 0.75–1.75 kWh/m3 | – |
| Test sites | Sweden | Spain | Singapore Rotterdam | Singapore | Jordan |
| Stage | Commercialised | Pilot plant | Pilot plant | Commercialised | Pilot plant |
3.1.2. MD-Geothermal Systems
3.1.3. Industrial Wastewaters
3.2. Food Industry
3.2.1. Juice Industry
3.2.2. Dairy Industry
4. Advances on Membrane Fabrication for MD
4.1. Membrane Properties
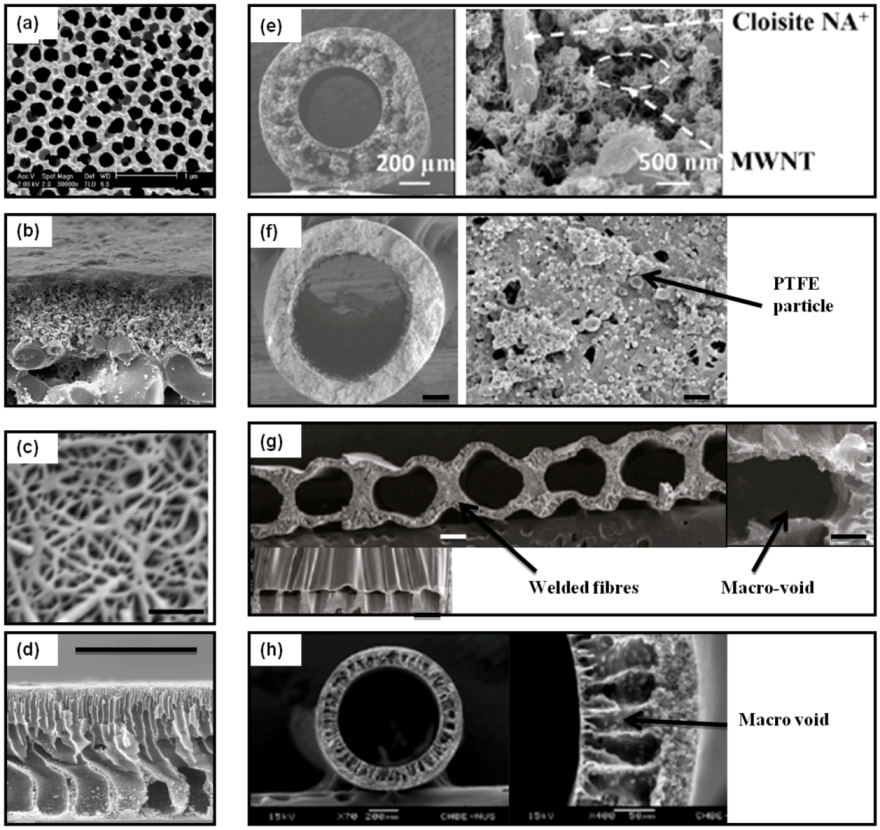
4.1.1. Morphology
4.1.2. Surface Energy
4.1.3. Heat Transfer in MD

4.1.4. Surface Roughness

4.2. Inorganic Based Membranes
4.2.1. Ceramic Membranes
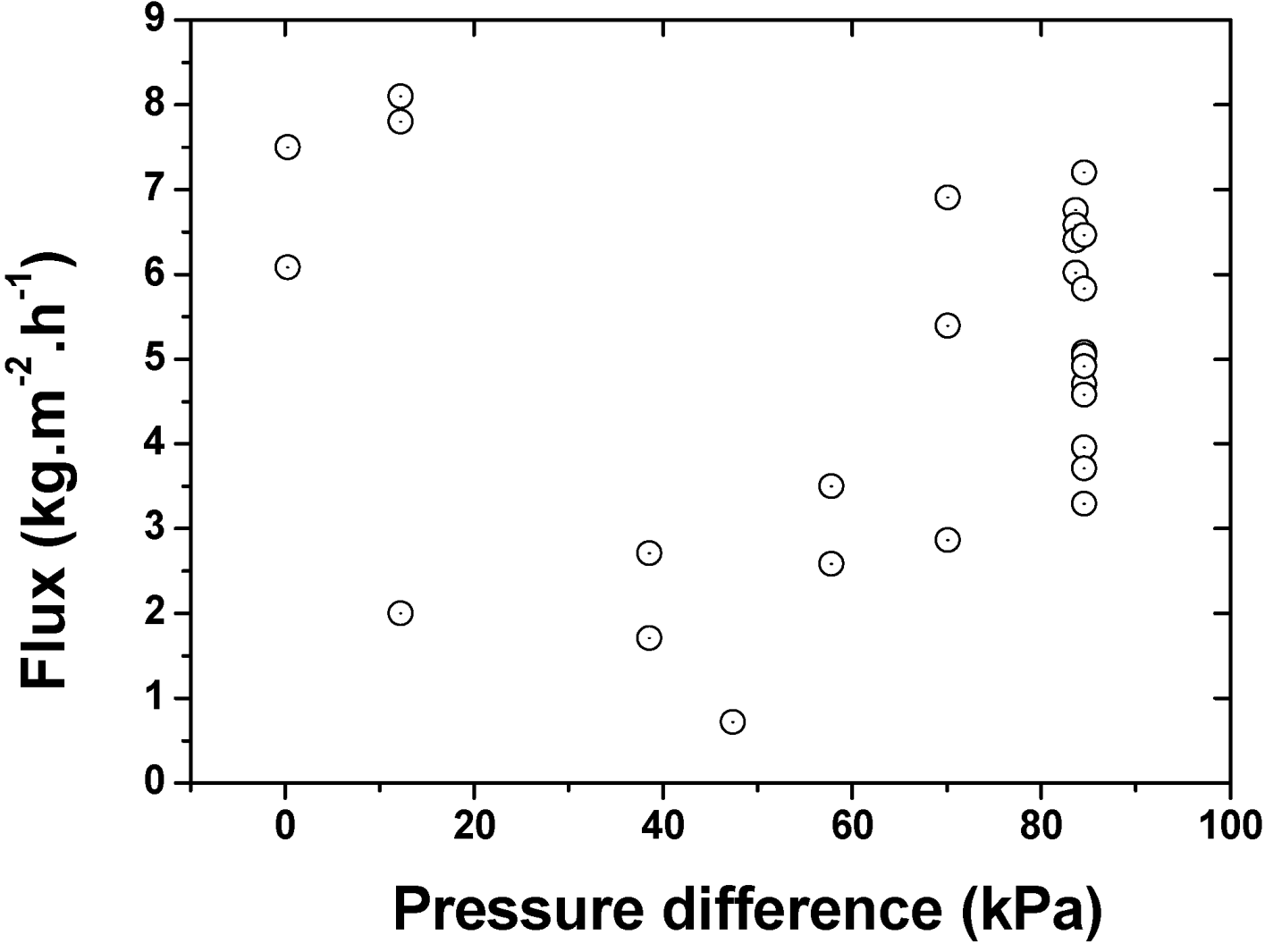
| MD configuration | Material | Geometry | Maximum flux (kg m−2 h−1) | Driving force * (kPa) | Reference |
|---|---|---|---|---|---|
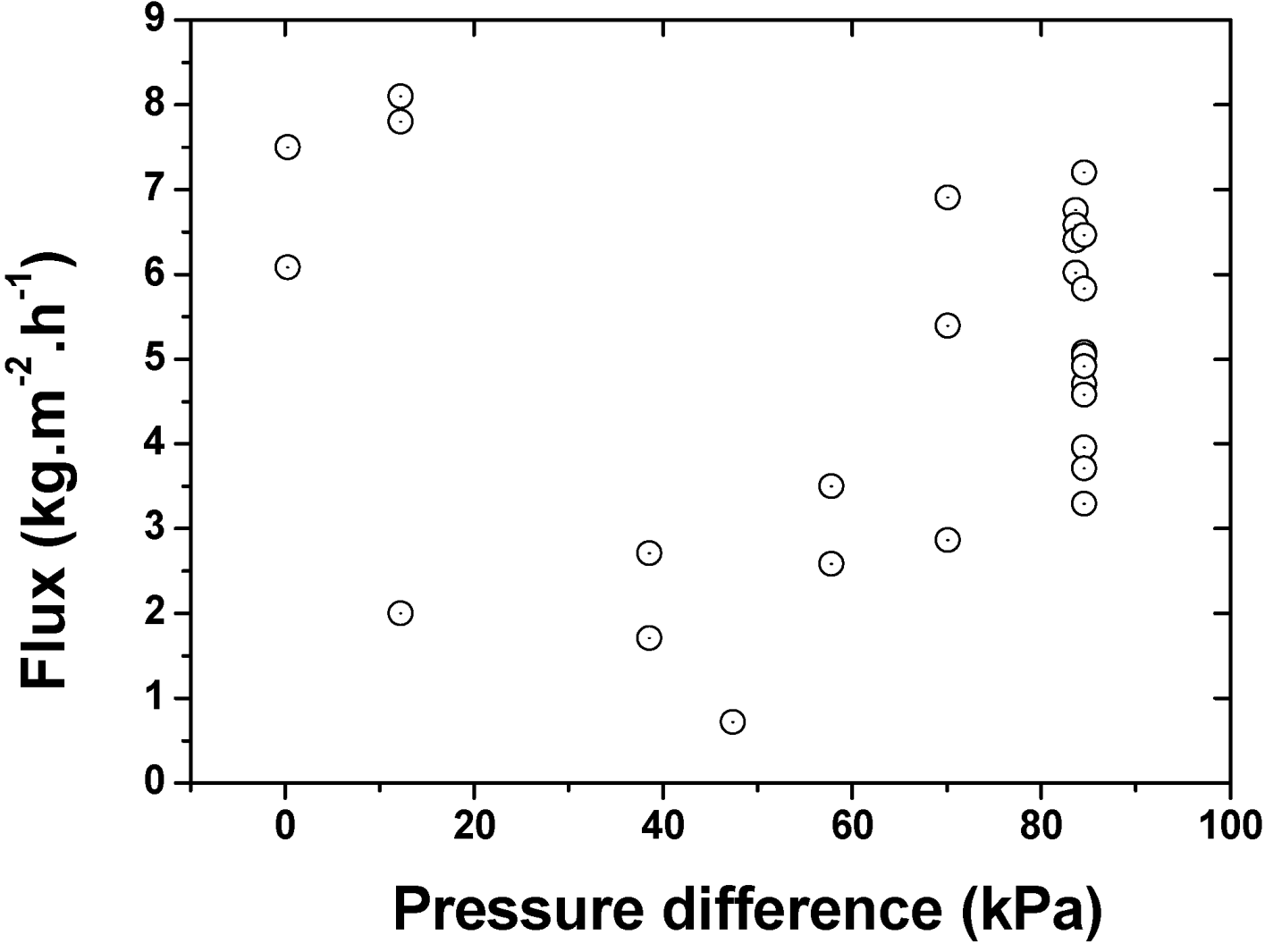
| AGMD | Alumina-fluorosilane functionalized | Tubular | 6.02–6.76 | 70 | [247] |
| DCMD | Alumina-silanized | Flat disc | 7.8–8.1 | 12.23 | [246] |
| VMD | Titania (5) | Tubular | 6.08 | 0.3 | [244] |
| VMD | Zirconia (50) | Tubular | 7.5 | 0.3 | [244] |
| AGMD | Zirconia (50) | Tubular | 2.7–4.7 | 38.5–83.9 | [244] |
| DCMD | Zirconia (50) | Tubular | 1.7–3.95 | 38.5–83.9 | [244] |
| AGMD | Alumina | Tubular | 5.39 | 70 | [248] |
| AGMD | Zirconia | Tubular | 2.8–6.9 | 70 | [248] |
| AGMD | Alumino-silicate | Tubular | 5.08 | 83.9 | [245] |
| AGMD | Alumina | Tubular | 4.91–5.04 | 83.9 | [245] |
| AGMD | Zirconia | Tubular | 5.08 | 83.9 | [245] |
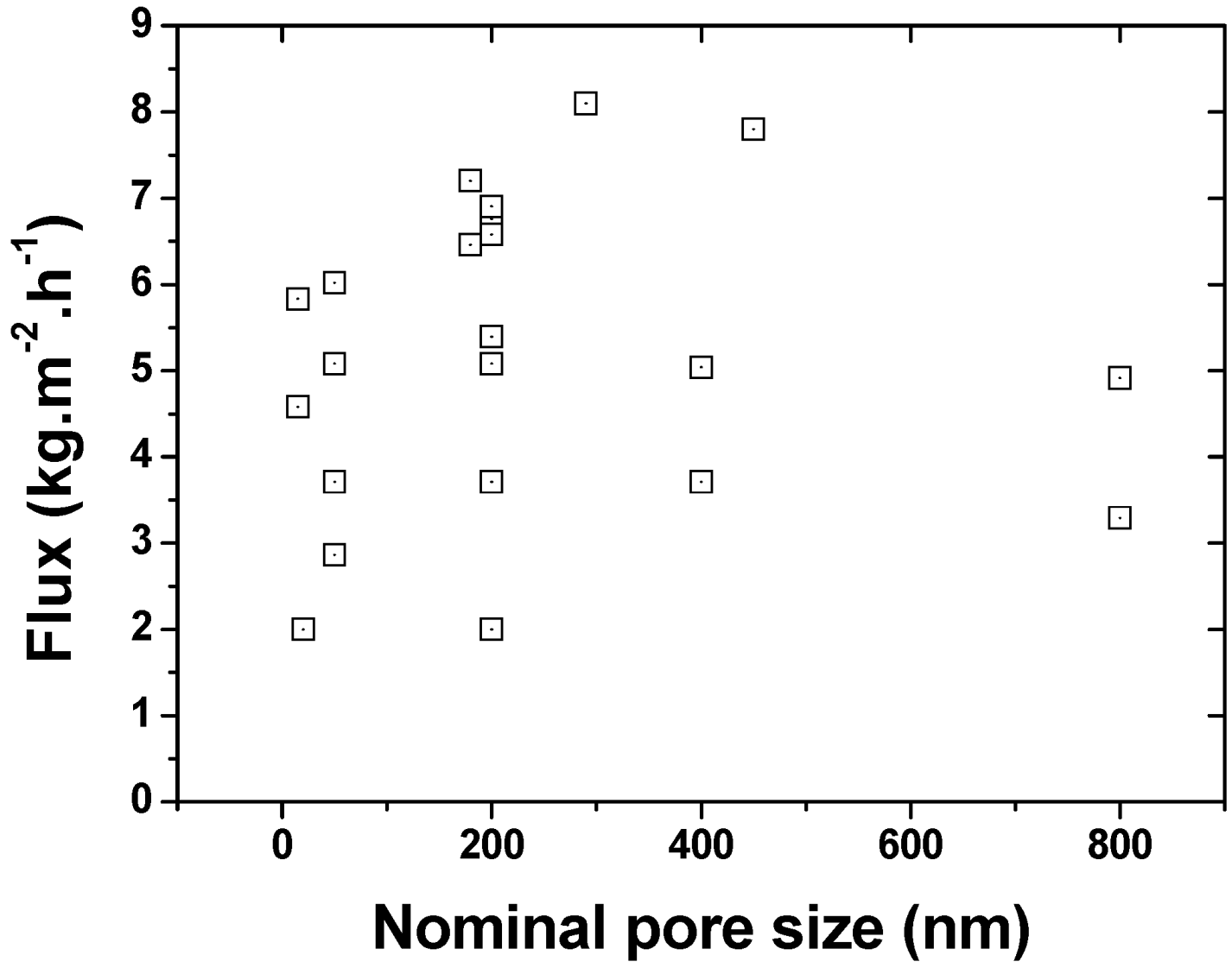
| AGMD | clay with perfluorodecytriethoxysilane (pore size 15 nm) | Flat disc | 3.95–5.83 | 47.36 | [242] |
| AGMD | clay with perfluorodecytriethoxysilane (pore size 180 nm) | Flat disc | 5–7.2 | 47.36 | [242] |
| VMD + | Alumina | Flat sheet | 0.72 | 47.36 | [249] |
| VMD + | Silica | Flat sheet | 1.7 | [249] |
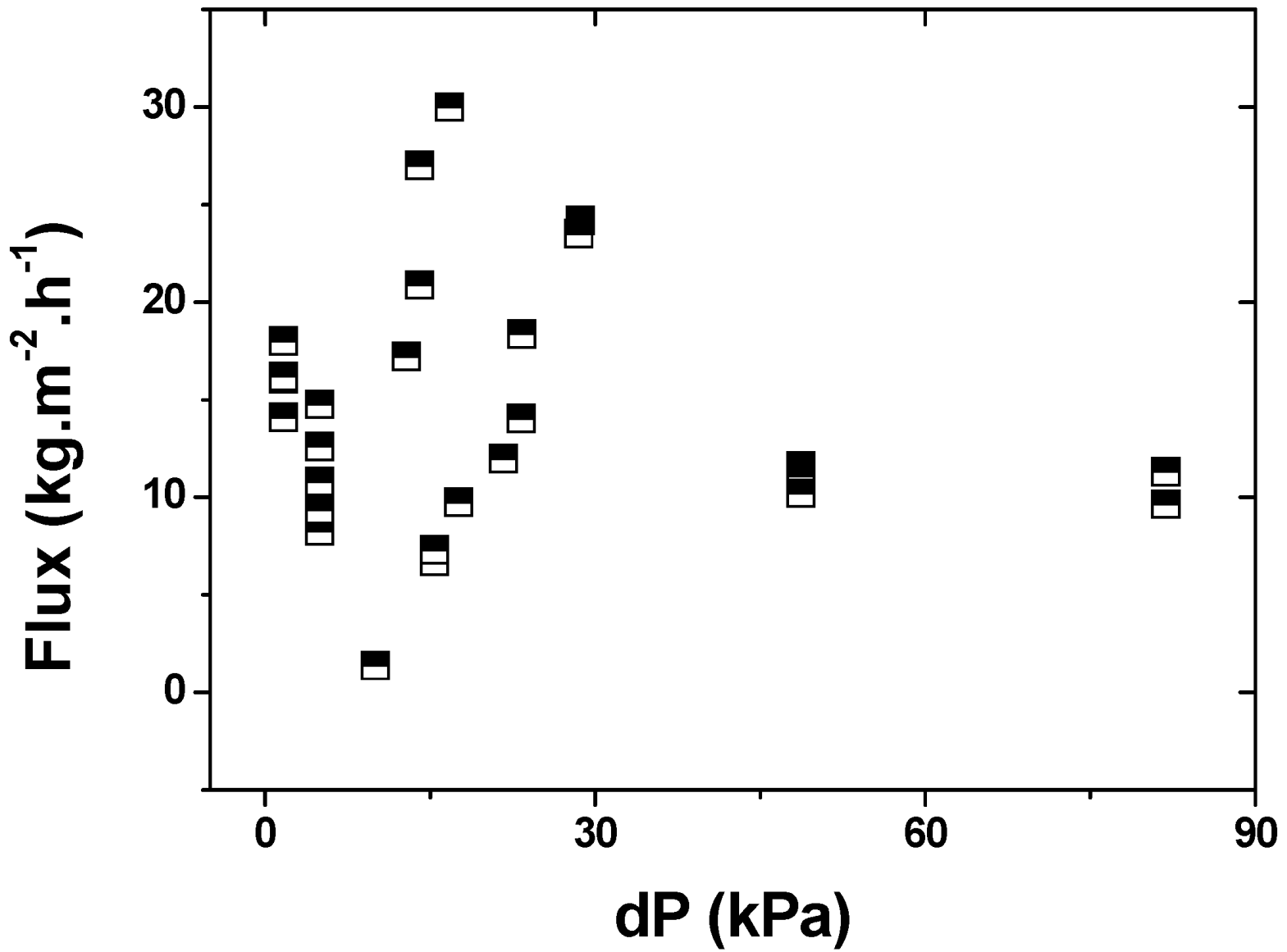
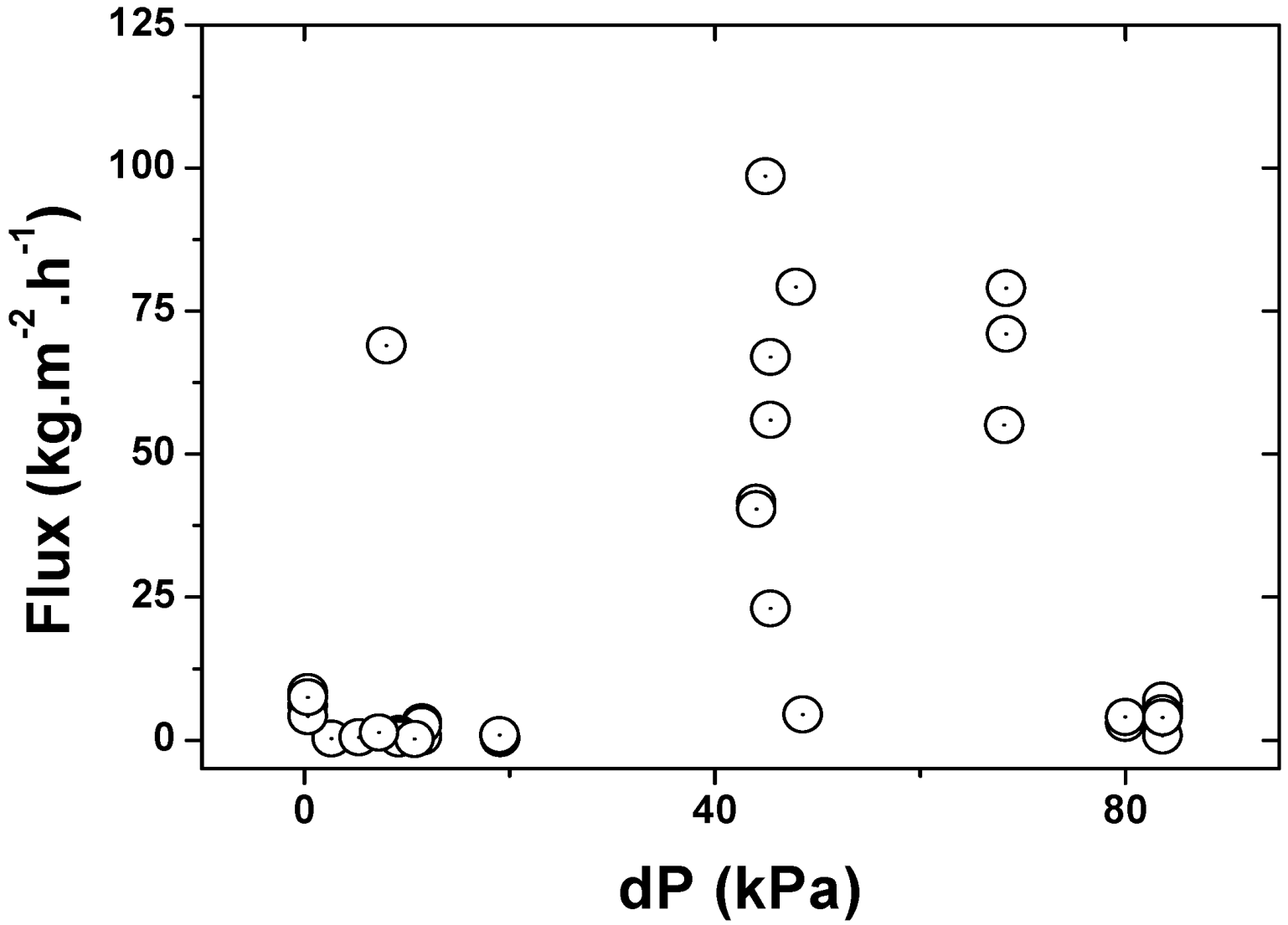
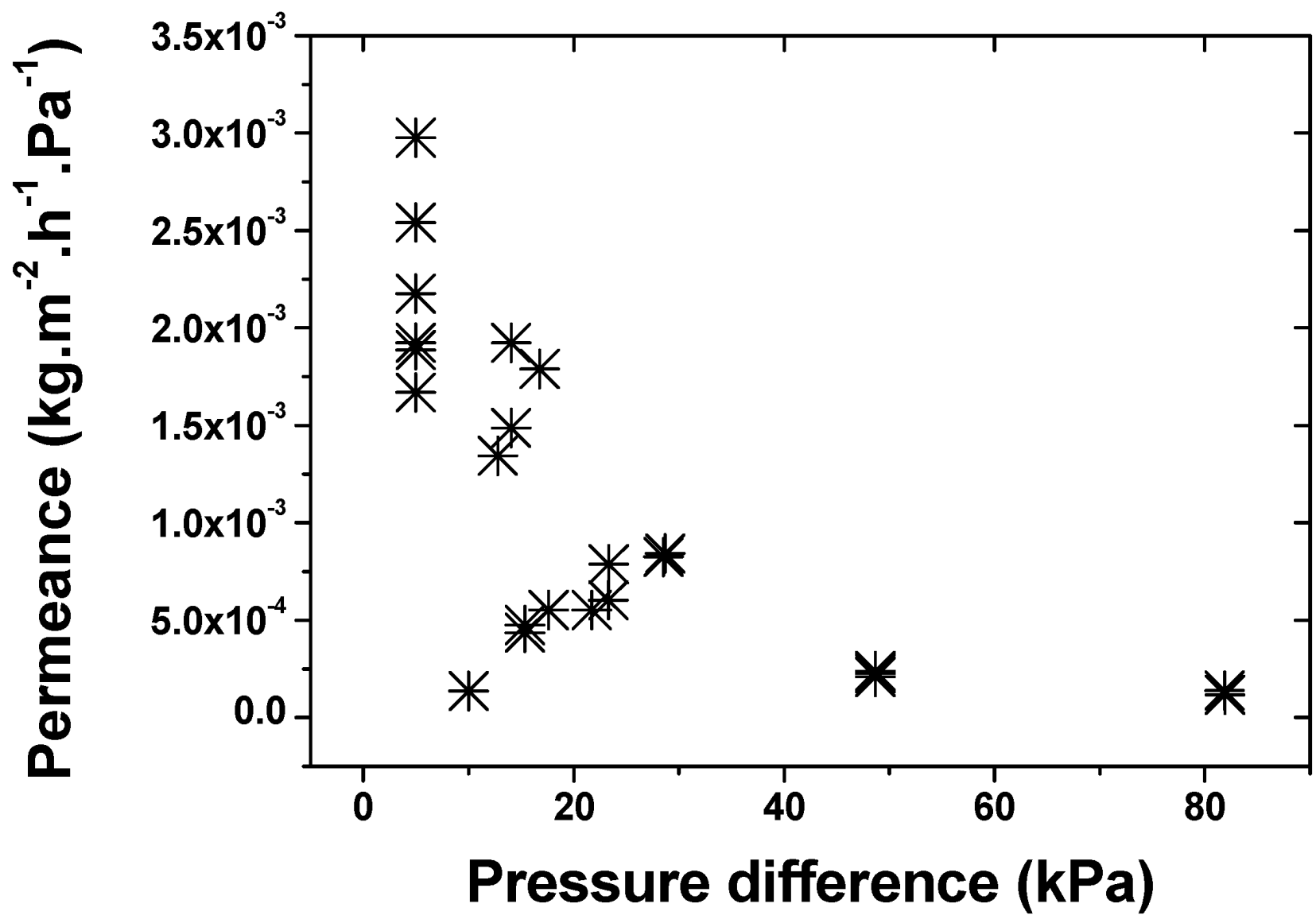
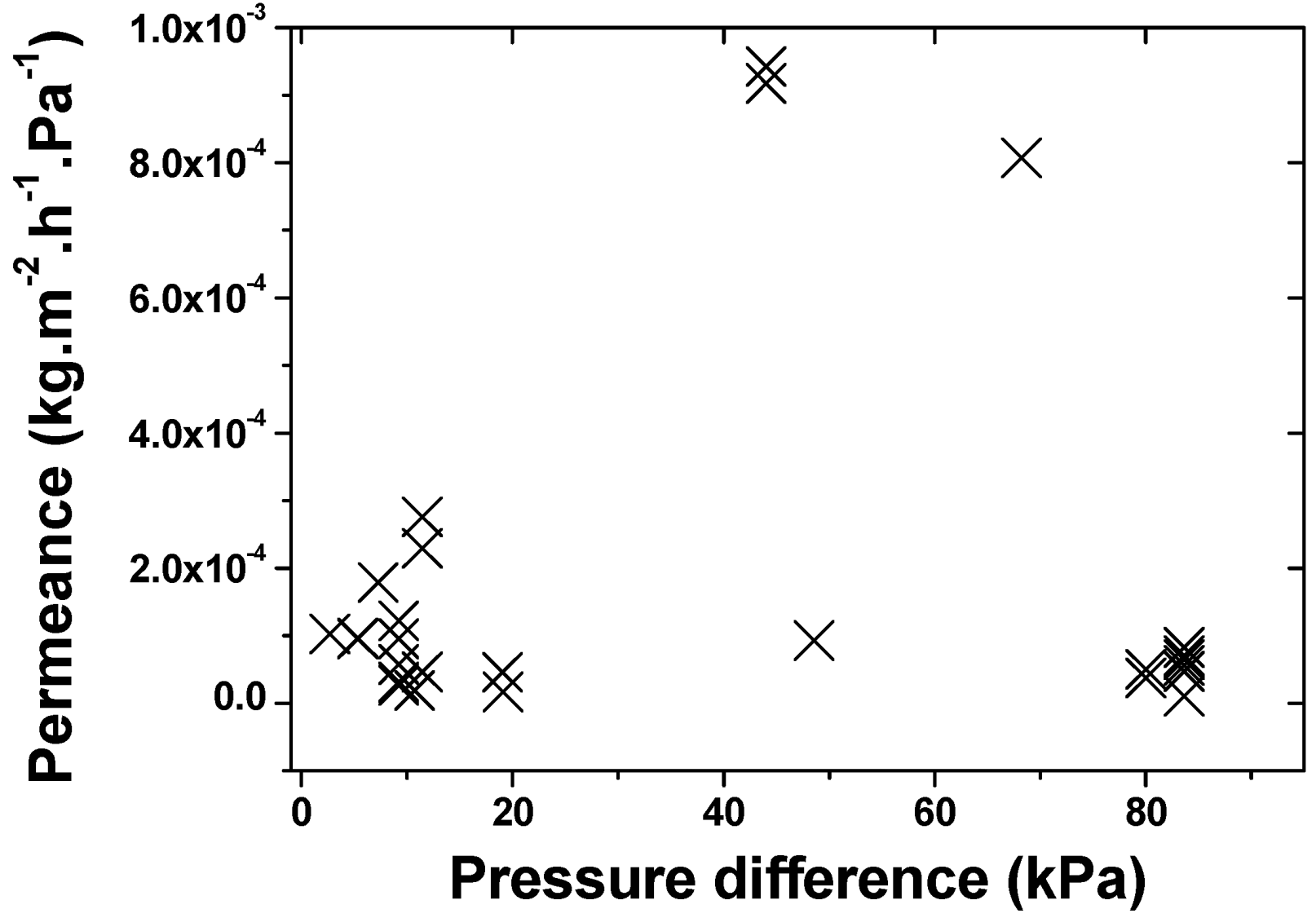
4.2.2. Carbon Nanotube Based Membranes
| Sample | Porosity | Thickness | Pore size | Contact angle | Flux | Salt rejection | dP | Permeability |
|---|---|---|---|---|---|---|---|---|
| (%) | (µm) | (nm) | (°) | (kg h−1 m−2) | (%) | (kPa) | (×10−8 kg m−1 h−1 Pa−1) | |
| Self-supporting BP | 90 | 55 | 25 | 118 | 12 | 94 | 40.43 | 1.63 |
| Sandwiched BP | 90 | 140 | 25 | 105 | 15 | 95.5 | 55 | 3.81 |
| PTFE coated BP | 88 | 105 | 25 | 155 | 7.75 | 99 | 78 | 1.04 |
| Alkoxy-silane functionalized BP | 90 | 62 | 23 | 140 | 9.5 | 98.3 | 35 | 1.68 |
4.3. Organic Based Membranes
4.3.1. Polymeric Membranes
| Product | Manufacturer | Material | Support | Pore size (μm) | LEP (kPa) | Reference |
|---|---|---|---|---|---|---|
| TF200 | Gelman/Pall | PTFE | PP | 0.2 | 282 | [260] |
| TF450 | Gelman/Pall | PTFE | PP | 0.45 | 138 | [260] |
| TF1000 | Gelman/Pall | PTFE | PP | 1 | 48 | [260] |
| Emflon | Pall | PTFE | PET | 0.02 | 1585 | [261] |
| Pall | PTFE | PET | 0.2 | 551 | ||
| Pall | PTFE | PET | 0.45 | 206 | ||
| Pall | PTFE | PET | 1 | 137 | ||
| FGLP | Millipore | PTFE | PE | 0.2 | 280 | [260] |
| FHLP | Millipore | PTFE | PE | 0.5 | 124 | [260] |
| Gore Filtration media | Gore | PTFE | PP | 0.2 | 368 | [260] |
| Gore | PTFE | PP | 0.45 | 288 | ||
| Gore | PTFE | PP | 0.2 | 463 | ||
| GVHP | Millipore | PVDF | None | 0.22 | 204 | [260] |
| HVHP | Millipore | PVDF | None | 0.45 | 105 | [260] |
| Membrane solutions | PTFE | PP | 1.0 | 24 | ||
| GE | PTFE | PP | 0.22 | 154 | ||
| GE | PTFE | PP | 0.45 | 91 | ||
| GE | PTFE | PP | 1.0 | 48 |
4.3.2. Hydrophilic/Hydrophobic Membranes in DCMD
4.4. Hybrid and Exotic Membranes
4.4.1. Mixed Matrix Nano-Composite Membranes
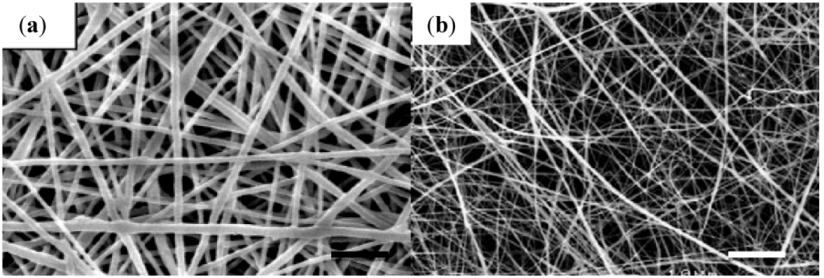
4.4.2. Electro-Spun Membranes
4.5. Modified Commercial Membranes
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
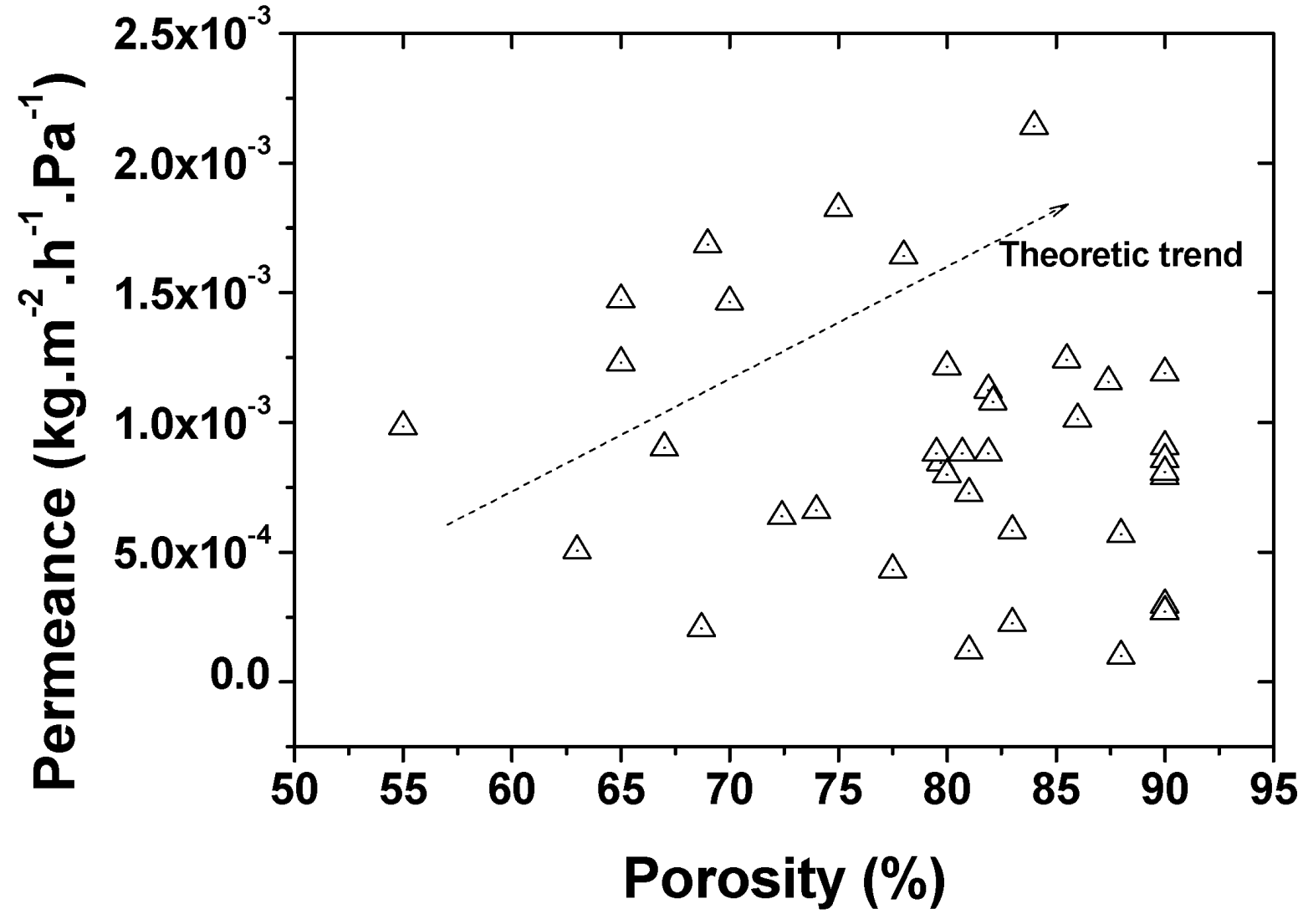
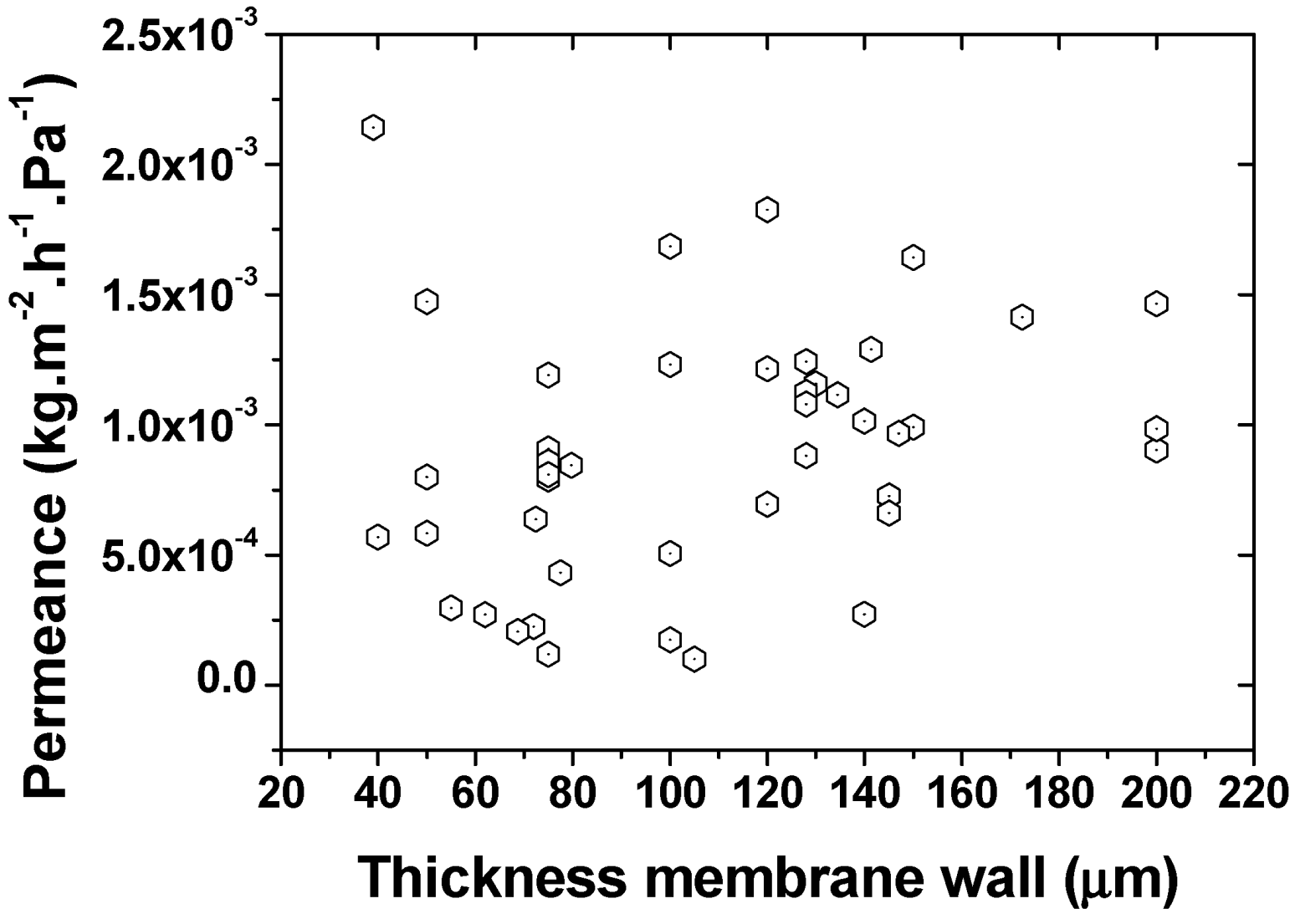
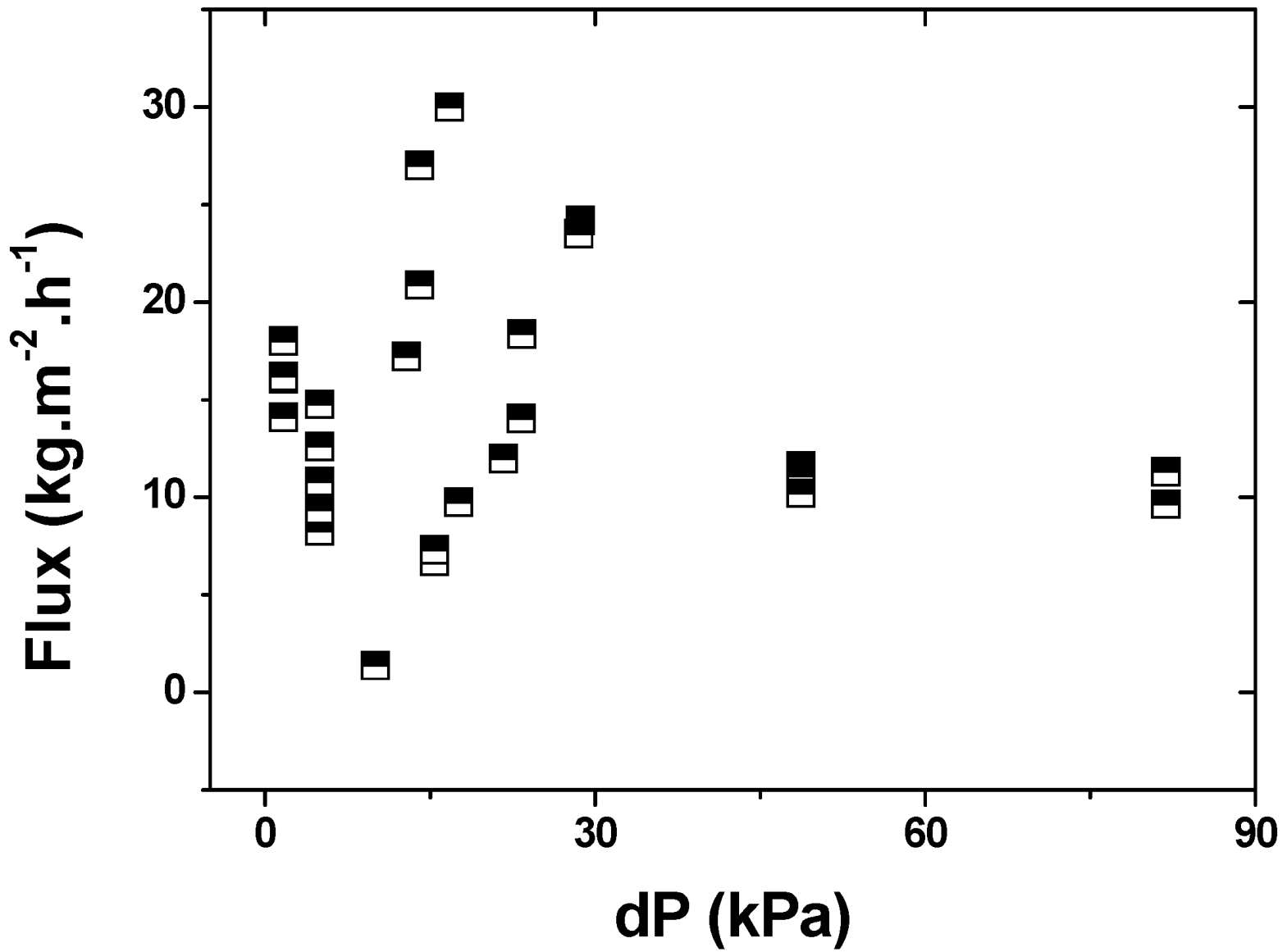
4.6. Impact of the Membrane Morphology and Surface Energy on the Permeation of Water Vapor and the Rejection of Salts
4.6.1. Performance of Inorganic Membranes
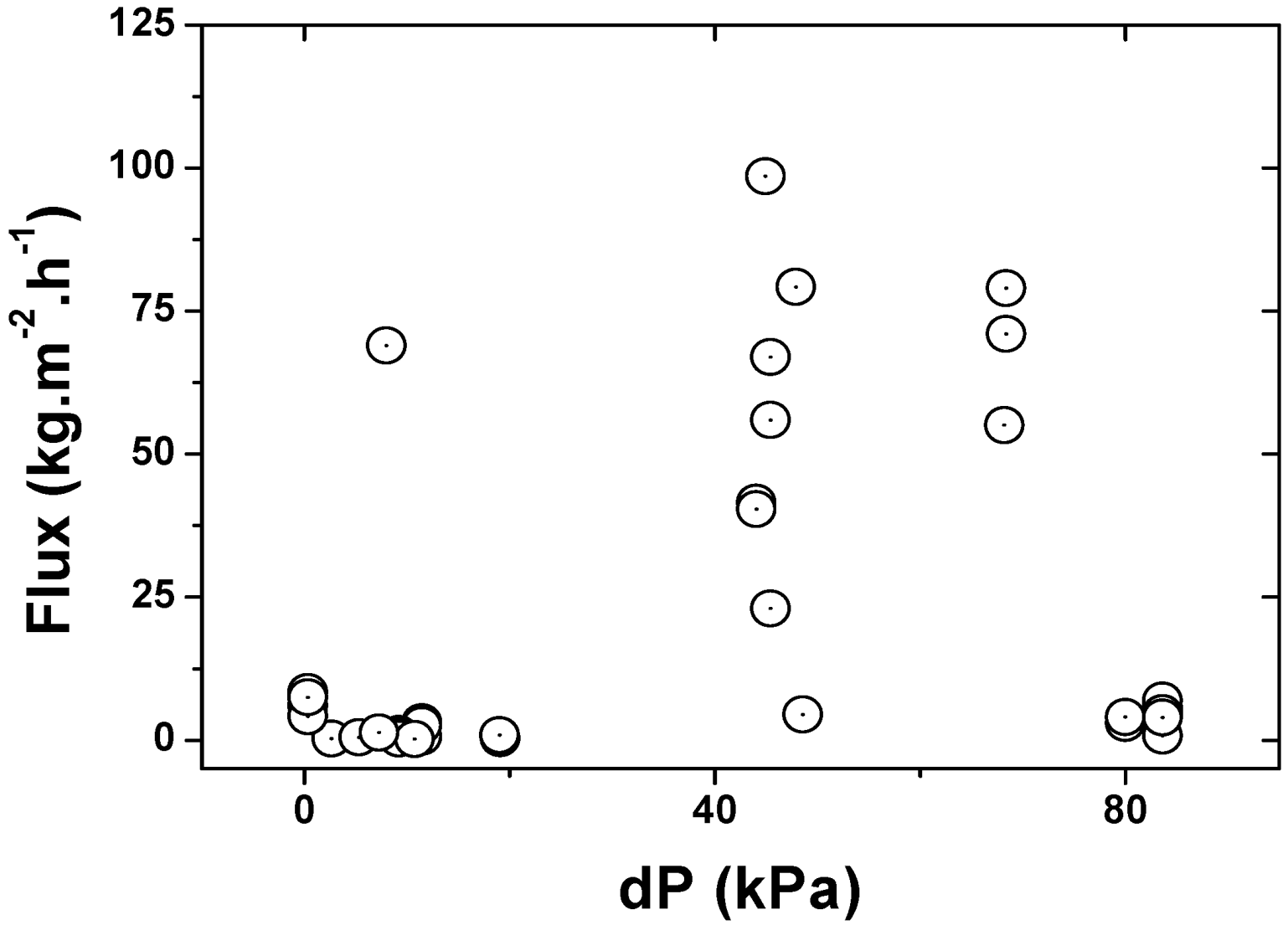
4.6.2. Performance of Organic and Hybrid Membranes

4.6.3. Comparison between Hollow Fiber and Flat Sheet Membranes
5. Global Water Candidates for Membrane Distillation Treatment

5.1. Brackish Groundwater
| Element | Concentration (mg/L) | |||
| Sea Water [299] | Brackish Water [300] | Grey water [301] | Natural gas produced water [126] | |
| Chloride (Cl) | 19,400 | 1,093 | 65.4 | 81,500 |
| Sulfate (SO4) | 904 | 187 | 7.23 | 47 |
| Calcium (Ca) | 411 | 135 | 30 | 9,400 |
| Sodium (Na) | 10,800 | 609 | 144 | 37,500 |
| Magnesium (Mg) | 1,290 | 35 | 10 | 1,300 |
| Potassium (K) | 392 | 19 | 12 | 149 |
5.2. Seawater
5.3. RO/ED/EDR Concentrate
| Facility | pH | TDS | SO4 | Cl | Na | K | Ca | Mg |
|---|---|---|---|---|---|---|---|---|
| El Paso, TX, USA | ||||||||
| Feed | 7.70 | 1,540 | 592 | 374 | – | – | – | – |
| Concentrate | 8.11 | 5,101 | – | 1,410 | – | – | – | – |
| Dell City, TX, USA | ||||||||
| Feed | – | 753 | 588 | 19 | 16.5 | – | 205 | 61 |
| Concentrate | – | 1,170 | 968 | 24 | – | – | – | – |
| Adam, United Arab Emirates | ||||||||
| Feed | 8 | 2,000 | 773 | 506 | 410 | 12 | 103 | 70 |
| Concentrate | 6 | 8,747 | 4.336 | 1,974 | 1,670 | 43 | 417 | 280 |
| Esherja, United Arab Emirates | ||||||||
| Feed | 7 | 30,638 | 4,104 | 15,868 | 8,630 | 355 | 496 | 1,100 |
| Concentrate | 7 | 48,510 | 6,139 | 24,062 | 14,800 | 631 | 481 | 1,900 |
5.4. Produced Water
| Parameter | Natural gas | Oil | Coal-bed methane | Shale gas | Tight gas sand | |||||
| (mg/L) | (mg/L) | (mg/L) | (mg/L) | (mg/L) | ||||||
| Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | |
| PH | 3.1 | 7 | 5.18 | 8.9 | 6.56 | 9.87 | 1.21 | 8.36 | 5 | 8.6 |
| Conductivity (µS/cm) | 4,200 | 586,000 | 838 | 1,469 | 94.8 | 145,000 | – | – | – | 24,400 |
| Alkalinity | 0 | 285 | 300 | 380 | 54.9 | 9,450 | 160 | 188 | – | 1,424 |
| Nitrate | – | – | 1 | 2 | 0.002 | 18.7 | nd | 2,670 | – | – |
| Phosphate | – | – | – | – | 0.05 | 1.5 | nd | 5.3 | – | – |
| Sulfate | 1.0 | 47 | 8 | 13,686 | 0.01 | 5,590 | nd | 3663 | 12 | 48 |
| Chloride | 1,400 | 190,000 | 36 | 238,534 | 0.7 | 70,100 | 48.9 | 212,700 | 52 | 216,000 |
| Oil and grease | 2.3 | 60 | – | 92 | – | – | – | – | 42 | |
| Uranium | – | – | – | 0.002 | 0.012 | – | – | – | – | |
| Ra226 bq/L | – | – | 0.1 | 9.7 | – | – | – | – | – | – |
| Ra226 (pCi/g) | – | – | – | – | – | – | 0.65 | 1.031 | – | – |
| HCO3 | – | – | 15 | 3,501 | – | – | nd | 4,000 | 10 | 4,040 |
| Al | 0.4 | 83 | – | 0.06 | 0.5 | 5,290 | nd | 5,290 | – | – |
| As | 0.002 | 11 | 0.17 | 0.857 | 0.0001 | 0.06 | – | – | – | 0.17 |
| Cd | 0.02 | 1.21 | 0.03 | 0.2 | 0.0001 | 0.01 | – | – | – | 0.37 |
| Fe | nd | 1100 | 0.1 | 0.5 | 0.002 | 220 | nd | 2,838 | – | 0.015 |
| B | nd | 58 | – | – | 0.002 | 2.4 | 0.12 | 24 | – | – |
| Hg | – | – | – | – | 0.0001 | 0.0004 | – | – | – | – |
| K | 0.458 | 669.9 | 1.6 | 42.6 | 0.3 | 186 | 0.21 | 5,490 | 5 | 2,500 |
| Ca | nd | 51,300 | 4 | 52,920 | 0.8 | 5,870 | 0.65 | 83,950 | 3 | 74,185 |
| Na | 520 | 120,000 | 405 | 126,755 | 8.8 | 34,100 | 10.04 | 204,302 | 648 | 80,000 |
| Mg | 0.9 | 4,300 | 2 | 5,096 | 0.2 | 1,830 | 1.08 | 25,340 | 2 | 8,750 |
5.4.1. Oil and Gas Industry
| Name of Oil Field | Total Dissolved Solids (mg/L) |
|---|---|
| Willinston | 40,000–140,000 |
| Powder River | 5,000–20,000 |
| Big Horn | 5,000–9,000 |
| Wind River | 4,000–10,000 |
| Green River | 6,000–30,000 |
| Denver | 9,000–40,000 |
| Paradox Total | 11,000–120,000 |
| San Joaquin | 20,000–40,000 |
| Central Kansas | 45,000–120,000 |
| San Juan | 8,000–60,000 |
| Andarko | 60,000–130,000 |
| Los Angeles | 40,000–45,000 |
| Permian | 60,000–120,000 |
5.4.2. Shale Oil and Gas Exploration and Development
| Parameter | End Use Criteria | CBM water | Non-CBM water | ||
|---|---|---|---|---|---|
| Drinking | Irrigation | Livestock | (conventional gas well) | ||
| pH | 6.5 | – | 6.5–8 | 7–8 | 6.5–8 |
| TDS (mg/L) | 500 | 2,000 | 5,000 | 4,000–20,000 | 20,000–100,000 |
| Benzene (µg/L) | 5 | 5 | 5 | <100 | 1,000–4,000 |
| SAR * | 1.5–5 | 6 | 5–8 | Highly varied | Highly varied |
| Na+ (mg/L) | 200 | – | 2,000 | 500–2000 | 6,000–35,000 |
| Barium (mg/L) | – | – | – | 0.01–0.1 | 0.1–0.4 |
| Cl− (mg/L) | 250 | – | 1,500 | 1,000–2,000 | 13,000–65,000 |
| HCO3− (mg/L) | – | – | – | 150–2,000 | 2,000–10,000 |
5.5. Industrial Reuse
5.6. Other Impaired Waters
6. Economic Aspects of MD and Other Desalination Systems
6.1. Capital and O&M Costs for Desalination Systems

| Plant Capacity | SWRO | MED | MVC | MSF |
| Up to 150 mgd | Up to 80 mgd | Up to 10 mgd | Up to 50 mgd | |
| Total construction cost ($ ×106) | 9.3423 × (Plant Capacity in mgd)0.7177 | 23 × (Plant Capacity in mgd)0.6097 | 15.275 × (Plant Capacity in mgd)0.907 | 32.28 × (Plant Capacity in mgd)0.6739 |
| Total capital cost ($ ×106) | 12.612 × (Plant Capacity in mgd)0.7177 | 31.05 × (Plant Capacity in mgd)0.6097 | 20.622 × (Plant Capacity in mgd)0.907 | 43.577 × (Plant Capacity in mgd)0.6739 |
| O&M cost ($ ×106) | 2.9129 × (Plant Capacity in mgd)0.6484 | 1.2576 × (Plant Capacity in mgd)1.0549 | 3.121 × (Plant Capacity in mgd)0.9384 | 1.8653 × (Plant Capacity in mgd)0.9808 |
| Costs | Factors |
|---|---|
| Capital |
|
| O&M |
|
| Other |
|
6.2. Cost of Competing Technologies
| Facility | Start date/ | Construction cost | Maximum Design capacity | Power cost | Production cost | Total cost | ||
| ($) per 1000 gallons | ||||||||
| (Year) | ($) | MGD (MLD) | ($/kWh) | ($/m3) | ||||
| O&M | Debt | Total cost | ||||||
| La Sara (brackish water) | 2005 | 2,000,000 | 1.2 (4.6) | 0.08 | 0.80 | 0.46 | 1.26 | 505,727 |
| Kay Bailey Hutchison (brackish water) | 2006 | 87,000,000 | 27.5(105) | 0.0835 | 1.75 | 0.81 | 2.56 | 1,028,722 |
| Lower RGV2 (seawater) | 2012 | 36,633,000 | 2.5 (9.5) | 0.06 | 2.74 | 3.03 | 5.77 | 2,320,176 |
| Brownsville (Seawater) | 2050 | 170,229,000 | 25 (95) | 0.08 | 2.25 | 1.63 | 3.88 | 1,559,119 |
6.3. Cost of Stand Alone and Hybrid MD Systems
| Operating Parameter | BWRO | SWRO | EDR | MED | MVC |
|---|---|---|---|---|---|
| Recovery Rates (%) | 75–85 | 30–60 | ≥80 | 20–65 | 40–50 |
| Thermal Energy Consumption (kWh/m3) | 3 | 17 | – | 30 | – |
| Electrical Energy Consumption (kWh/m3) | 0.5–2.0 | ≤3.0–4.5 | ≥0.6 | 1.1–4.5 | 8–14 |
| Process | Specific Energy Consumption (KJ/Kg) | Cost per unit of permeate ($/m3) | Year | Reference |
|---|---|---|---|---|
| MD–Geothermal water | 111 | 15–18 | 2008 | [366,367] |
| RO–PV | 82 | 3.73 | 2002 | [366,367] |
| MFD | 338 | 2.02 | 1996 | [366,368] |
| MED | 240 | 2 | 1998 | [366,368] |
| MED–solar still | 1500 | 12 | 2005 | [366,367] |
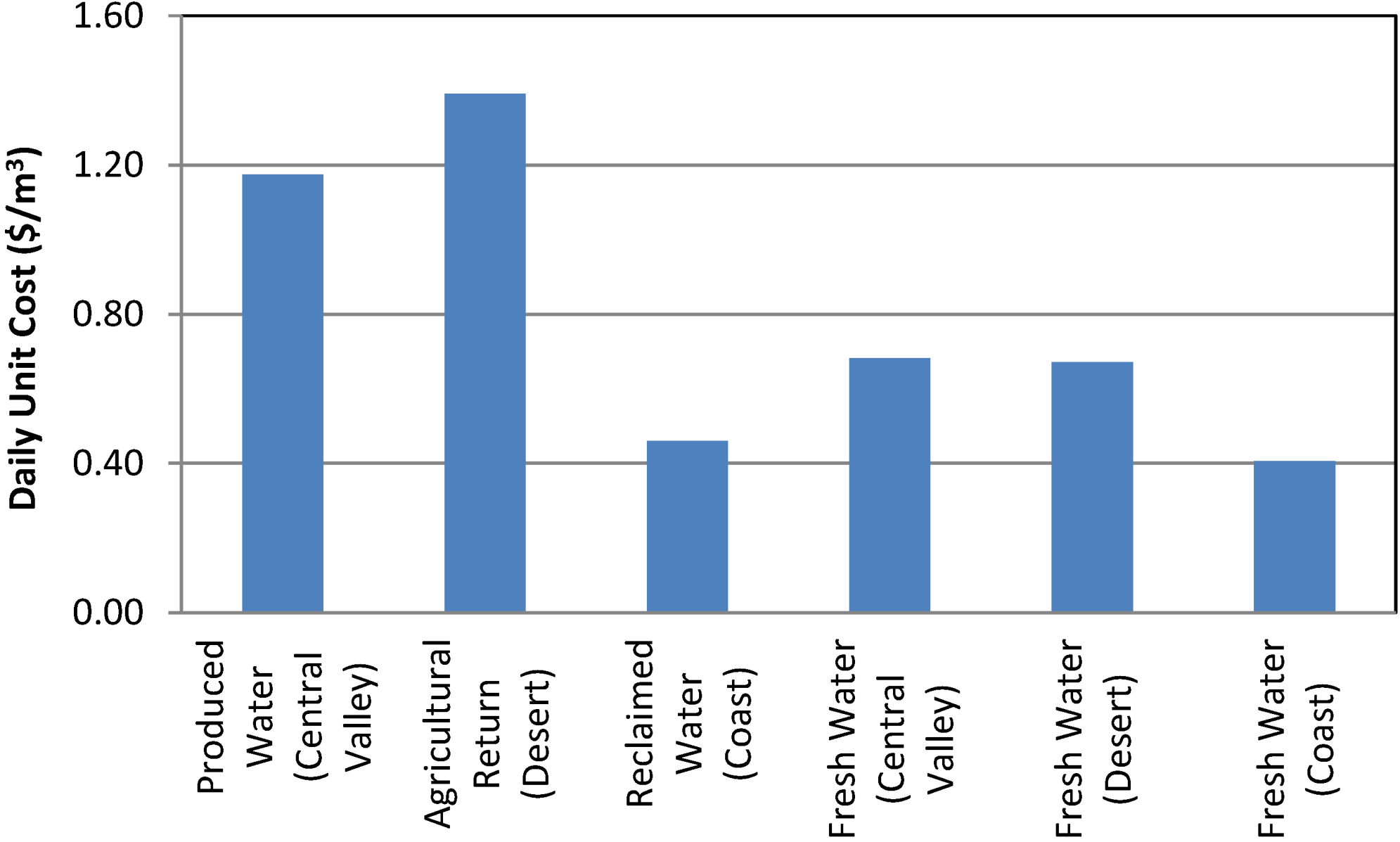
| MD only | – | 1.17 | 2007 | [11] |
| MD–low energy source | – | 0.64 | 2007 | [11] |
| MD–cheap industrial waste heat | – | 0.26 | 2006 | [34] |
| NF–RO with energy recovery device–MD with available heat energy | – | 0.56 | 2007 | [109] |
| NF–RO–MD with available heat energy | – | 0.80 | 2007 | [109] |
| NF–RO and energy recovery device–MD without available heat energy | – | 0.73 | 2007 | [109] |
| NF + RO–MD without available heat energy | – | 0.97 | 2007 | [109] |
| RO–MD | – | 1.25 | 2004 | [6] |
| MD only | – | 1.32 | 2004 | [6] |
| Nuclear desalination–MED | – | 0.72-0.76 | 2006 | [365] |
| Nuclear desalination–RO | – | 0.63 | – | [369] |
| Nuclear desalination–MED | – | 0.70 | – | [369] |
| DCMD–waste heat | – | 1.1–1.5 | 2011 | [370] |
| Process | Capacity (m3/d) | Cost ($/m3) | Reference |
|---|---|---|---|
| Solar MED | 72–85 | 2–10 | [372,373] |
| Solar MSF | 1 | 2.84 | [374] |
| Solar PV–RO | 1 | 12.05 | [374] |
| Geothermal MD | 17 | 13 | [367] |
| Solar AGMD | 66 | 8.9 | [375] |
| Solar MD | 0.1 | 15 | [366] |
| Solar MD | 0.5 | 18 | [366] |
| Operating parameter | Operating range | Water Cost ($/m3) |
|---|---|---|
| Effective membrane length (m) | 10–140 | 20–13 |
| Feed mass flow rate (kg/s) | 0.2–1.2 (laminar–turbulent) | 20–23 |
| Air gap width (m) | 0.0005–0.003 | 15–46 |
| Feed channel depth (m) | 0.001–0.005 | 20–24 |
| Solar collector efficiency (%) | 35–60 | 30–19 |
6.4. Concentrate Management Cost for MD
| Type of brine | Concentration of feed brine (TDS, ppm) | Power Cost kWh per m3, permeate | ||
|---|---|---|---|---|
| Pre-treatment | RO desalination | Operating cost per m3 | ||
| Contaminated surface water | ~1,500 | $0.17 | $0.39 | $0.50 |
| Gas well produced brine | ~3,600 | $0.66 | $0.53 | $1.19 |
| ~35,000 | $0.53 | $1.11 | $1.64 | |
| Oil well produced brine | ~50,000 | $2.20 | $6.00 | $8.20 |
| Concentrate disposal | Critical Factors | Cost ($/m3) |
|---|---|---|
| Surface water | Piping, pumping, outfall construction, permitting. | 0.03–0.30 |
| Evaporation pond | Pond size and depth, salt concentration, evaporation rate, disposal rate, pond liner cost, wildlife impacts, permitting, land availability. | 1.18–10.40 |
| Deep well injection | Casing diameter and depth, injection rate, chemical costs, distance to plant. | 0.33–2.64 |
| Sewer | Disposal rate, salinity, sewer capacity, fees, permitting | 0.30–0.66 |
| Mechanical evaporation (brine concentrator, crystallizer) | Disposal rate, energy costs, salinity, capacity, chemicals for pretreatment | 0.66–26.41 |
| System | Fresh water recovery (%) | Fresh water recovered (ML/day) | Flow to be disposed (ML/day) | Disposal pond area required (ha) | Pond cost |
|---|---|---|---|---|---|
| Direct disposal | 0 | 0 | 5.0 | 183 | $183 M |
| RO | 90 | 4.5 | 0.5 | 18 | $18 M |
| RO + MD | 99.5 | 4.98 | 0.025 | 0.9 | $0.9 M |
7. Future Developments and Conclusions
References
- Lawson, K.W.; Lloyd, D.R. Membrane distillation. J. Membr. Sci. 1997, 124, 1–25. [Google Scholar] [CrossRef]
- Lei, Z.; Chen, B.; Ding, Z. Membrane distillation. In Special Distillation Processes; Lei, Z., Chen, B., Ding, Z., Eds.; Elsevier Science: Amsterdam, the Netherlands, 2005; pp. 241–319. [Google Scholar]
- Schneider, K.; van Gassel, T.J. Membran destillation. Chem. Ing. Tech. 1984, 56, 514–521. [Google Scholar] [CrossRef]
- Weyl, P.K. Recovery of Demineralized Water from Saline Waters. U.S. Patent 3,340,186, 9 May 1967. [Google Scholar]
- Findley, M.E. Vaporization through porous membranes. Ind. Eng. Chem. Proc. Des. Dev. 1967, 6, 226–230. [Google Scholar] [CrossRef]
- Alklaibi, A.M.; Lior, N. Membrane-distillation desalination: Status and potential. Desalination 2005, 171, 111–131. [Google Scholar] [CrossRef]
- Hanbury, W.T.; Hodgkiess, T. Membrane distillation—An assessment. Desalination 1985, 56, 287–297. [Google Scholar] [CrossRef]
- Schofield, R.W.; Fane, A.G.; Fell, C.J.D. Heat and mass transfer in membrane distillation. J. Membr. Sci. 1987, 33, 299–313. [Google Scholar] [CrossRef]
- Carlsson, L. The new generation in sea water desalination su membrane distillation system. Desalination 1983, 45, 221–222. [Google Scholar]
- Andersson, S.I.; Kjellander, N.; Rodesjö, B. Design and field tests of a new membrane distillation desalination process. Desalination 1985, 56, 345–354. [Google Scholar] [CrossRef]
- Alobaidani, S.; Curcio, E.; Macedonio, F.; Diprofio, G.; Alhinai, H.; Drioli, E. Potential of membrane distillation in seawater desalination: Thermal efficiency, sensitivity study and cost estimation. J. Membr. Sci. 2008, 323, 85–98. [Google Scholar] [CrossRef]
- Tomaszewska, M. Membrane distillation-examples of applications in technology and environmental protection. Environ. Studies 2000, 9, 27–36. [Google Scholar]
- Smolders, K.; Franken, A.C.M. Terminology for membrane distillation. Desalination 1989, 72, 249–262. [Google Scholar] [CrossRef]
- Khayet, M. Membranes and theoretical modelling of membrane distillation: A review. Adv. Colloid Interface Sci. 2011, 164, 56–88. [Google Scholar] [CrossRef]
- Martinez-Diez, L.; Florido-Diaz, F.J. Theoretical and experimental studies on desalination using membrane distillation. Desalination 2001, 139, 373–379. [Google Scholar] [CrossRef]
- Martinez-Diez, L.; Florido-Diaz, F.J.; Vazquez-Gonzalez, M.I. Study of evaporation efficiency in membrane distillation. Desalination 1999, 126, 193–198. [Google Scholar] [CrossRef]
- Phattaranawik, J.; Jiraratananon, R. Direct contact membrane distillation: Effect of mass transfer on heat transfer. J. Membr. Sci. 2001, 188, 137–143. [Google Scholar] [CrossRef]
- Calabro, V.; Jiao, B.L.; Drioli, E. Theoretical and experimental study on membrane distillation in the concentration of orange juice. Ind. Eng. Chem. Res. 1994, 33, 1803–1808. [Google Scholar] [CrossRef]
- Lawson, K.W.; Lloyd, D.R. Membrane distillation. I. Module design and performance evaluation using vacuum membrane distillation. J. Membr. Sci. 1996, 120, 111–121. [Google Scholar] [CrossRef]
- Josson, A.S.; Wimmerstedt, R.; Harrysson, A.C. Membrane distillation—A theoretical study of evaporation through microporous membranes. Desalination 1985, 56, 237–249. [Google Scholar] [CrossRef]
- Bandini, S.; Gostoli, C.; Sarti, G.C. Separation efficiency in vacuum membrane distillation. J. Membr. Sci. 1992, 73, 217–229. [Google Scholar] [CrossRef]
- Sarti, G.C.; Gostoli, C.; Bandini, S. Extraction of organic components from aqueous streams by vacuum membrane distillation. J. Membr. Sci. 1993, 80, 21–33. [Google Scholar] [CrossRef]
- Garcia-Payo, M.C.; Rivier, C.A.; Marison, I.W.; von Stockar, U. Separation of binary mixtures by thermostatic sweeping gas membrane distillation: II. Experimental results with aqueous formic acid solutions. J. Membr. Sci. 2002, 198, 197–210. [Google Scholar] [CrossRef]
- Basini, L.; D’Angelo, G.; Gobbi, M.; Sarti, G.C.; Gostoli, C. A desalination process through sweeping gas membrane distillation. Desalination 1987, 64, 245–257. [Google Scholar] [CrossRef]
- Khayet, M.; Godino, P.; Mengual, J.I. Theory and experiments on sweeping gas membrane distillation. J. Membr. Sci. 2000, 165, 261–272. [Google Scholar] [CrossRef]
- Khayet, M.; Godino, P.; Mengual, J.I. Nature of flow on sweeping gas membrane distillation. J. Membr. Sci. 2000, 170, 243–255. [Google Scholar] [CrossRef]
- Rivier, C.A.; Garcia-Payo, M.C.; Marison, I.W.; von Stockar, U. Separation of binary mixtures by thermostatic sweeping gas membrane distillation: I. Theory and simulations. J. Membr. Sci. 2002, 201, 1–16. [Google Scholar] [CrossRef]
- Chernyshov, M.N.; Meindersma, G.W.; de Haan, A.B. Comparison of spacers for temperature polarization reduction in air gap membrane distillation. Desalination 2005, 183, 363–374. [Google Scholar]
- Meindersma, G.W.; Guijt, C.M.; de Haan, A.B. Desalination and water recycling by air gap membrane distillation. Desalination 2006, 187, 291–301. [Google Scholar] [CrossRef]
- García-Payo, M.C.; Izquierdo-Gil, M.A.; Fernández-Pineda, C. Air gap membrane distillation of aqueous alcohol solutions. J. Membr. Sci. 2000, 169, 61–80. [Google Scholar] [CrossRef]
- Chouikh, R.; Bouguecha, S.; Dhahbi, M. Modelling of a modified air gap distillation membrane for the desalination of seawater. Desalination 2005, 181, 257–265. [Google Scholar] [CrossRef]
- Liu, G.L.; Zhu, C.; Cheung, C.S.; Leung, C.W. Theoretical and experimental studies on air gap membrane distillation. Heat Mass Transf. 1998, 34, 329–335. [Google Scholar] [CrossRef]
- Curcio, E.; Drioli, E. Membrane distillation and related operations: A review. Sep. Purif. Rev. 2005, 34, 35–86. [Google Scholar] [CrossRef]
- Hanemaaijer, J.H.; van Medevoort, J.; Jansen, A.E.; Dotremont, C.; van Sonsbeek, E.; Yuan, T.; de Ryck, L. Memstill membrane distillation—A future desalination technology. Desalination 2006, 199, 175–176. [Google Scholar] [CrossRef]
- Operation and evaluation of memstill pilot plant. Available online: http://www.pub.gov.sg/research/Key_Projects/Pages/Membrane3.aspx (accessed on 14 January 2013).
- Gryta, M. Long-term performance of membrane distillation process. J. Membr. Sci. 2005, 265, 153–159. [Google Scholar] [CrossRef]
- Schneider, K.; Hölz, W.; Wollbeck, R.; Ripperger, S. Membranes and modules for transmembrane distillation. J. Membr. Sci. 1988, 39, 25–42. [Google Scholar] [CrossRef]
- Guo, H.; Wyart, Y.; Perot, J.; Nauleau, F.; Moulin, P. Low-pressure membrane integrity tests for drinking water treatment: A review. Water Res. 2010, 44, 41–57. [Google Scholar] [CrossRef]
- Johnson, W.T. Predicting log removal performance of membrane systems using in situ integrity testing. Filtr. Sep. 1998, 35, 26–29. [Google Scholar] [CrossRef]
- Banat, F.; Jwaied, N.; Rommel, M.; Koschikowski, J.; Wieghaus, M. Desalination by a “compact smades” autonomous solarpowered membrane distillation unit. Desalination 2007, 217, 29–37. [Google Scholar] [CrossRef]
- Song, L.; Ma, Z.; Liao, X.; Kosaraju, P.B.; Irish, J.R.; Sirkar, K.K. Pilot plant studies of novel membranes and devices for direct contact membrane distillation-based desalination. J. Membr. Sci. 2008, 323, 257–270. [Google Scholar] [CrossRef]
- Winter, D.; Koschikowski, J.; Wieghaus, M. Desalination using membrane distillation: Experimental studies on full scale spiral wound modules. J. Membr. Sci. 2011, 375, 104–112. [Google Scholar] [CrossRef]
- Chang, H.; Wang, G.-B.; Chen, Y.-H.; Li, C.-C.; Chang, C.-L. Modelling and optimization of a solar driven membrane distillation desalination system. Renew. Energy 2010, 35, 2714–2722. [Google Scholar] [CrossRef]
- Song, L.; Li, B.; Sirkar, K.K.; Gilron, J.L. Direct contact membrane distillation-based desalination: Novel membranes, devices, larger-scale studies, and a model. Ind. Eng. Chem. Res. 2007, 46, 2307–2323. [Google Scholar]
- Teoh, M.M.; Chung, T.-S. Membrane distillation with hydrophobic macrovoid-free PVDF–PTFE hollow fiber membranes. Sep. Purif. Technol. 2009, 66, 229–236. [Google Scholar] [CrossRef]
- Gryta, M.; Tomaszewska, M.; Morawski, A.W. A capillary module for membrane distillation process. Chem. Pap. 2000, 54, 370–374. [Google Scholar]
- Bonyadi, S.; Chung, T.S. Flux enhancement in membrane distillation by fabrication of dual layer hydrophilic-hydrophobic hollow fiber membranes. J. Membr. Sci. 2007, 306, 134–146. [Google Scholar] [CrossRef]
- Cheng, L.-H.; Wu, P.-C.; Chen, J. Modelling and optimization of hollow fiber dcmd module for desalination. J. Membr. Sci. 2008, 318, 154–166. [Google Scholar] [CrossRef]
- Bonyadi, S.; Chung, T.-S. Highly porous and macrovoid-free pvdf hollow fiber membranes for membrane distillation by a solvent-dope solution co-extrusion approach. J. Membr. Sci. 2009, 331, 66–74. [Google Scholar]
- Bonyadi, S.; Chung, T.S.; Rajagopalan, R. A novel approach to fabricate macrovoid-free and highly permeable pvdf hollow fiber membranes for membrane distillation. AIChE J. 2009, 55, 828–833. [Google Scholar] [CrossRef]
- Zhang, J.; Li, J.-D.; Duke, M.; Xie, Z.; Gray, S. Performance of asymmetric hollow fiber membranes in membrane distillation under various configurations and vacuum enhancement. J. Membr. Sci. 2010, 362, 517–528. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Dow, N.; Duke, M.; Ostarcevic, E.; Li, J.-D.; Gray, S. Identification of material and physical features of membrane distillation membranes for high performance desalination. J. Membr. Sci. 2010, 349, 295–303. [Google Scholar] [CrossRef] [Green Version]
- Jiao, B.; Cassano, A.; Drioli, E. Recent advances on membrane processes for the concentration of fruit juices: A review. J. Food Eng. 2004, 63, 303–324. [Google Scholar] [CrossRef]
- Dumée, L.F.; Sears, K.; Schütz, J.; Finn, N.; Huynh, C.; Hawkins, S.; Duke, M.; Gray, S. Characterization and evaluation of carbon nanotube bucky-paper membranes for direct contact membrane distillation. J. Membr. Sci. 2010, 351, 36–43. [Google Scholar] [CrossRef] [Green Version]
- Suk, D.E.; Matsuura, T.; Park, H.B.; Lee, Y.M. Development of novel surface modified phase inversion membranes having hydrophobic surface-modifying macromolecule (NSMM) for vacuum membrane distillation. Desalination 2010, 261, 300–312. [Google Scholar] [CrossRef]
- Suk, D.E.; Matsuura, T.; Park, H.B.; Lee, Y.M. Synthesis of a new type of surface modifying macromolecules (NSMM) and characterization and testing of NSMM blended membranes for membrane distillation. J. Membr. Sci. 2006, 277, 177–185. [Google Scholar]
- Mulder, M. Basic Principles of Membrane Technology, 2nd ed; Kluwer: Dordrecht, the Netherlands, 1996. [Google Scholar]
- Lloyd, D.R.; Kinzer, K.E.; Tseng, H.S. Microporous membrane formation via thermally induced phase separation. I. Solid-liquid phase separation. J. Membr. Sci. 1990, 52, 239–261. [Google Scholar]
- Tomaszewska, M. Preparation and properties of flat-sheet membranes from poly(vinylidene fluoride) for membrane distillation. Desalination 1996, 104, 1–11. [Google Scholar] [CrossRef]
- Drioli, E.; Calabrd, V.; Wu, Y. Microporous membranes in membrane distillation. Pure Appl. Chem. 1986, 58, 1657–1662. [Google Scholar]
- Khayet, M.; Matsuura, T.; Mengual, J.I.; Qtaishat, M. Design of novel direct contact membrane distillation membranes. Desalination 2006, 192, 105–111. [Google Scholar] [CrossRef]
- Criscuoli, A.; Carnevale, M.C.; Drioli, E. Evaluation of energy requirements in membrane distillation. Chem. Eng. Process. Process Intensif. 2008, 47, 1098–1105. [Google Scholar] [CrossRef]
- Peña, L.; Paz Godino, M.; Mengual, J.I. A method to evaluate the net membrane distillation coefficient. J. Membr. Sci. 1998, 143, 219–233. [Google Scholar] [CrossRef]
- Khayet, M.; Matsuura, T. Application of surface modifying macromolecules for the preparation of membranes for membrane distillation. Desalination 2003, 158, 51–56. [Google Scholar] [CrossRef]
- Huang, J.; Zhang, J.; Hao, X.; Guo, Y. Study of a new novel process for preparing and co-stretching ptfe membrane and its properties. Eur. Polym. J. 2004, 40, 667–671. [Google Scholar]
- Strathmann, H.; Kock, K.; Amar, P.; Baker, R.W. The formation mechanism of asymmetric membranes. Desalination 1975, 16, 179–203. [Google Scholar] [CrossRef]
- Khayet, M.; Matsuura, T. Preparation and characterization of polyvinylidene fluoride membranes for membrane distillation. Ind. Eng. Chem. Res. 2001, 40, 5710–5718. [Google Scholar] [CrossRef]
- Zhang, J.; Li, J.-D.; Gray, S. Effect of applied pressure on performance of ptfe membrane in dcmd. J. Membr. Sci. 2011, 369, 514–525. [Google Scholar]
- Zhang, J.H.; Gray, S.; Li, J.D. Modelling heat and mass transfers in dcmd using compressible membranes. J. Membr. Sci. 2012, 387, 7–16. [Google Scholar] [CrossRef]
- Schäfer, A.I.; Fane, A.G.; Waite, T.D. Nanofiltration: Principles and Applications; Elsevier Advanced Technology: Oxford, UK, 2005. [Google Scholar]
- Scott, K. Handbook of Industrial Membranes; Elsevier Advanced Technology: Oxford, UK, 1995. [Google Scholar]
- He, F.; Gilron, J.; Lee, H.; Song, L.; Sirkar, K.K. Potential for scaling by sparingly soluble salts in crossflow dcmd. J. Membr. Sci. 2008, 311, 68–80. [Google Scholar] [CrossRef]
- He, F.; Sirkar, K.K.; Gilron, J. Effects of antiscalants to mitigate membrane scaling by direct contact membrane distillation. J. Membr. Sci. 2009, 345, 53–58. [Google Scholar]
- He, F.; Sirkar, K.K.; Gilron, J. Studies on scaling of membranes in desalination by direct contact membrane distillation: CaCO3 and mixed CaCO3/CaSO4 systems. Chem. Eng. Sci. 2009, 64, 1844–1859. [Google Scholar] [CrossRef]
- Dow, N.; Zhang, J.; Duke, M.; Li, J.; Gray, S.R.; Ostarcervic, E. Membrane Distillation of Brine Wastes; CRC for Water Quality and Treatment: Adelaide, Australia, 2008. [Google Scholar]
- Gryta, M. Concentration of nacl solution by membrane distillation integrated with crystallization. Sep. Sci. Technol. 2002, 37, 3535–3558. [Google Scholar] [CrossRef]
- Franken, A.C.M.; Nolten, J.A.M.; Mulder, M.H.V.; Bargeman, D.; Smolders, C.A. Wetting criteria for the applicability of membrane distillation. J. Membr. Sci. 1987, 33, 315–328. [Google Scholar] [CrossRef]
- Qtaishat, M.; Matsuura, T.; Kruczek, B.; Khayet, M. Heat and mass transfer analysis in direct contact membrane distillation. Desalination 2008, 219, 272–292. [Google Scholar] [CrossRef]
- Schofield, R.W.; Fane, A.G.; Fell, C.J.D. Gas and vapour transport through microporous membranes. II. Membrane distillation. J. Membr. Sci. 1990, 53, 173–185. [Google Scholar] [CrossRef]
- Gryta, M.; Tomaszewska, M. Heat transport in the membrane distillation process. J. Membr. Sci. 1998, 144, 211–222. [Google Scholar] [CrossRef]
- Guijt, C.M.; Meindersma, G.W.; Reith, T.; de Haan, A.B. Air gap membrane distillation: 1. Modelling and mass transport properties for hollow fiber membranes. Sep. Purif. Technol. 2005, 43, 233–244. [Google Scholar] [CrossRef]
- Guijt, C.M.; Meindersma, G.W.; Reith, T.; de Haan, A.B. Air gap membrane distillation: 2. Model validation and hollow fiber module performance analysis. Sep. Purif. Technol. 2005, 43, 245–255. [Google Scholar] [CrossRef]
- Ding, Z.; Ma, R.; Fane, A.G. A new model for mass transfer in direct contact membrane distillation. Desalination 2003, 151, 217–227. [Google Scholar] [CrossRef]
- Kast, W.; Hohenthanner, C.R. Mass transfer within the gas-phase of porous media. Int. J. Heat Mass Transf. 2000, 43, 807–823. [Google Scholar]
- Kuhn, H.; Forstering, H.-D. Principles of Physical Chemistry; Wiley: New York, NY, USA, 2000. [Google Scholar]
- Albert, R.A.; Silbey, R.J. Physical Chemistry, 2nd ed; Wiley: New York, NY, USA, 1997. [Google Scholar]
- Cussler, E.L. Diffusion: Mass transfer in fluid system, 2nd ed; Cambridge University Press: New York, NY, USA, 1997. [Google Scholar]
- Schofield, R.W.; Fane, A.G.; Fell, C.J.D. Gas and vapour transport through microporous membranes. I. Knudsen-poiseuille transition. J. Membr. Sci. 1990, 53, 159–171. [Google Scholar]
- Mason, E.A.; Malinauskas, A.P. Gas Transport in Porous Media: The Dusty-Gas Model; Elsevier: Amsterdam, the Netherlands, 1983. [Google Scholar]
- Fernandez-Pineda, C.; Izquierdo-Gil, M.A.; Garcia-Payo, M.C. Gas permeation and direct contact membrane distillation experiments and their analysis using different models. J. Membr. Sci. 2002, 198, 33–49. [Google Scholar] [CrossRef]
- Mason, E.A.; Malinauskas, A.P.; Evans, R.B. Flow and diffusion of gases in porous media. J. Chem. Phys. 1967, 46, 3199–3216. [Google Scholar] [CrossRef]
- Phattaranawik, J.; Jiraratananon, R.; Fane, A.G.; Halim, C. Mass flux enhancement using spacer filled channels in direct contact membrane distillation. J. Membr. Sci. 2001, 187, 193–201. [Google Scholar] [CrossRef]
- Martinez-Diez, L.; Vazquez-Gonzalez, M.I.; Florido-Diaz, F.J. Study of membrane distillation using channel spacers. J. Membr. Sci. 1998, 144, 45–56. [Google Scholar]
- Yao, Y. Principle of Chemical Engineering, 1st ed; Tianjin Science Technology Press: Tianjin, China, 1992; p. 225. [Google Scholar]
- Towler, G.; Sinnott, R.K. Chemical Engineering Design: Principles, Practice and Economics of Plant and Process Design; Elsevier/Butterworth-Heinemann: Burlington, MA, USA, 2007. [Google Scholar]
- Da Costa, A.R.; Fane, A.G.; Wiley, D.E. Spacer characterization and pressure drop modelling in spacer-filled channels for ultrafiltration. J. Membr. Sci. 1994, 87, 79–98. [Google Scholar] [CrossRef]
- Schwinge, J.; Wiley, D.E.; Fane, A.G.; Guenther, R. Characterization of a zigzag spacer for ultrafiltration. J. Membr. Sci. 2000, 172, 19–31. [Google Scholar] [CrossRef]
- Phattaranawik, J.; Jiraratananon, R.; Fane, A.G. Effects of net-type spacers on heat and mass transfer in direct contact membrane distillation and comparison with ultrafiltration studies. J. Membr. Sci. 2003, 217, 193–206. [Google Scholar] [CrossRef]
- Da Costa, A.R.; Fane, A.G.; Fell, C.J.D.; Franken, A.C.M. Optimal channel spacer design for ultrafiltration. J. Membr. Sci. 1991, 62, 275–291. [Google Scholar] [CrossRef]
- Schock, G.; Miquel, A. Mass transfer and pressure loss in spiral wound modules. Desalination 1987, 64, 339–352. [Google Scholar] [CrossRef]
- He, K.; Hwang, H.J.; Woo, M.W.; Moon, I.S. Production of drinking water from saline water by direct contact membrane distillation (DCMD). J. Ind. Eng. Chem. 2011, 17, 41–48. [Google Scholar] [CrossRef]
- Phattaranawik, J.; Jiraratananon, R.; Fane, A.G. Heat transport and membrane distillation coefficients in direct contact membrane distillation. J. Membr. Sci. 2003, 212, 177–193. [Google Scholar] [CrossRef]
- Suárez, F.; Tyler, S.W.; Childress, A.E. A theoretical study of a direct contact membrane distillation system coupled to a salt-gradient solar pond for terminal lakes reclamation. Water Res. 2010, 44, 4601–4615. [Google Scholar] [CrossRef]
- Dow, N.; Duke, M.; Zhang, J.; O’Rielly, T.; Li, J.-D.; Gray, S.; Ostarcevic, E.; Atherton, P. Demonstration of solar driven membrane distillation in remote victoria. In Australian Water Association, Ozwater10, Brisbane, Queensland, Australia, 8–10 March, 2010.
- Gore, D.W. Gore-tex membrane distillation. In Proceedings of 10th Annual Conference Water, Honolulu, HI, USA, 25–29 July, 1982; pp. 25–29.
- Kjellander, N. Design and field tests of a membrane distillation system for seawater desalination. Desalination 1987, 61, 237–243. [Google Scholar] [CrossRef]
- Godino, M.P.; Peña, L.; Rincón, C.; Mengual, J.I. Water production from brines by membrane distillation. Desalination 1997, 108, 91–97. [Google Scholar] [CrossRef]
- Banat, F.A.; Simandl, J. Desalination by membrane distillation: A parametric study. Sep. Sci. Technol. 1998, 33, 201–226. [Google Scholar] [CrossRef]
- Macedonio, F.; Curcio, E.; Drioli, E. Integrated membrane systems for seawater desalination: Energetic and exergetic analysis, economic evaluation, experimental study. Desalination 2007, 203, 260–276. [Google Scholar] [CrossRef]
- Fane, A.G. Solar Heated Membrane Distillation; Energy Research and Development Corporation, University of New South: Canberra, Australia, 1992. [Google Scholar]
- Banat, F.; Jumah, R.; Garaibeh, M. Exploitation of solar energy collected by solar stills for desalination by membrane distillation. Renew. Energy 2002, 25, 293–305. [Google Scholar] [CrossRef]
- Drioli, E.; Laganà, F.; Criscuoli, A.; Barbieri, G. Integrated membrane operations in desalination processes. Desalination 1999, 122, 141–145. [Google Scholar] [CrossRef]
- Zolotarev, P.P.; Ugrozov, V.V.; Volkina, I.B.; Nikulin, V.M. Treatment of waste water for removing heavy metals by membrane distillation. J. Hazard. Mater. 1994, 37, 77–82. [Google Scholar] [CrossRef]
- Tomaszewska, M.; Gryta, M.; Morawski, A.W. Recovery of hydrochloric acid from metal pickling solutions by membrane distillation. Sep. Purif. Technol. 2001, 22–23, 591–600. [Google Scholar]
- Tomaszewska, M. Concentration of the extraction fluid from sulfuric acid treatment of phosphogypsum by membrane distillation. J. Membr. Sci. 1993, 78, 277–282. [Google Scholar] [CrossRef]
- Zakrzewska-Trznadel, G.; Harasimowicz, M.; Chmielewski, A.G. Concentration of radioactive components in liquid low-level radioactive waste by membrane distillation. J. Membr. Sci. 1999, 163, 257–264. [Google Scholar] [CrossRef]
- Banat, F.A.; Simandl, J. Removal of benzene traces from contaminated water by vacuum membrane distillation. Chem. Eng. Sci. 1996, 51, 1257–1265. [Google Scholar] [CrossRef]
- Semmens, M.J.; Qin, R.; Zander, A. Using a microporous hollow-fiber membrane to separate vocs from water. J. Am. Water Works Assoc. 1989, 81, 162–167. [Google Scholar]
- Lagana, F.; Barbieri, G.; Drioli, E. Direct contact membrane distillation: Modelling and concentration experiments. J. Membr. Sci. 2000, 166, 1–11. [Google Scholar] [CrossRef]
- Nene, S.; Kaur, S.; Sumod, K.; Joshi, B.; Raghavarao, K.S.M.S. Membrane distillation for the concentration of raw cane-sugar syrup and membrane clarified sugarcane juice. Desalination 2002, 147, 157–160. [Google Scholar] [CrossRef]
- Sakai, K.; Koyano, T.; Muroi, T.; Tamura, M. Effects of temperature and concentration polarization on water vapour permeability for blood in membrane distillation. Chem. Eng. J. 1988, 38, B33–B39. [Google Scholar]
- Sakai, K.; Muroi, T.; Ozawa, K.; Takesawa, S.; Tamura, M.; Nakane, T. Extraction of solute-free water from blood by membrane distillation. ASAIO J. 1986, 32, 397–400. [Google Scholar] [CrossRef]
- Capuano, A.; Memoli, B.; Andreucci, V.E.; Criscuoli, A.; Drioli, E. Membrane distillation of human plasma ultrafiltrate and its theoretical applications to haemodialysis techniques. Int. J. Artif. Organs 2000, 23, 415–422. [Google Scholar]
- Gryta, M.; Morawski, A.W.; Tomaszewska, M. Ethanol production in membrane distillation bioreactor. Catal. Today 2000, 56, 159–165. [Google Scholar]
- Bodell, B.R. Distillation of Saline Water Using Silicone Rubber Membrane. U.S. Patent 3,361,645, 2 January 1968. [Google Scholar]
- Çakmakce, M.; Kayaalp, N.; Koyuncu, I. Desalination of produced water from oil production fields by membrane processes. Desalination 2008, 222, 176–186. [Google Scholar] [CrossRef]
- Gryta, M. Influence of polypropylene membrane surface porosity on the performance of membrane distillation process. J. Membr. Sci. 2007, 287, 67–78. [Google Scholar] [CrossRef]
- Perego, C.; Bagatin, R.; Tagliabue, M.; Vignola, R. Zeolites and related mesoporous materials for multi-talented environmental solutions. Microporous Mesoporous Mater. 2013, 166, 37–49. [Google Scholar] [CrossRef]
- Hausmann, A.; Sanciolo, P.; Vasiljevic, T.; Ponnampalam, E.; Quispe-Chavez, N.; Weeks, M.; Duke, M. Direct contact membrane distillation of dairy process streams. Membranes 2011, 1, 48–58. [Google Scholar] [CrossRef] [Green Version]
- Koschikowski, J.; Wieghaus, M.; Rommel, M.; Ortin, V.S.; Suarez, B.P.; Betancort Rodríguez, J.R. Experimental investigations on solar driven stand-alone membrane distillation systems for remote areas. Desalination 2009, 248, 125–131. [Google Scholar] [CrossRef]
- Jansen, A.; Hanemaaijer, J.H.; Assink, J.W.; Sonsbeek, E.V.; Dotremont, C.; Medevoort, J.V. Pilot plants prove feasibility of a new desalination technique. Asian Water 2010, 26, 22–26. [Google Scholar]
- Nijskens, P.; Cools, B.; Kregersman, B. Seawater desalination with memstill technology—A sustainable solution for the industry. In Proceedings of International Workshop on Membrane Distillation and Related Technologies, Ravello, Italy, 9–12 October 2011; pp. 83–85.
- Tarnacki, K.; Meneses, M.; Melin, T.; van Medevoort, J.; Jansen, A. Environmental assessment of desalination processes: Reverse osmosis and memstill®. Desalination 2012, 296, 69–80. [Google Scholar] [CrossRef]
- Walton, J.; Lu, H.; Turner, C.; Solis, S.; Hein, H. Solar and Waste Heat Desalination by Membrane Distillation; Desalination and Water Purification Research and Development Program Report No. 81; Bureau of Reclamation: Denver, CO, USA, 2004. [Google Scholar]
- Lu, H.; Walton, J.C.; Swift, A.H.P. Desalination coupled with salinity-gradient solar ponds. Desalination 2001, 136, 13–23. [Google Scholar] [CrossRef]
- Blanco Gálvez, J.; García-Rodríguez, L.; Martín-Mateos, I. Seawater desalination by an innovative solar-powered membrane distillation system: The medesol project. Desalination 2009, 246, 567–576. [Google Scholar] [CrossRef]
- Guillén-Burrieza, E.; Blanco, J.; Zaragoza, G.; Alarcón, D.-C.; Palenzuela, P.; Ibarra, M.; Gernjak, W. Experimental analysis of an air gap membrane distillation solar desalination pilot system. J. Membr. Sci. 2011, 379, 386–396. [Google Scholar] [CrossRef]
- Kullab, A.; Martin, A. Membrane distillation and applications for water purification in thermal cogeneration plants. Sep. Purif. Technol. 2011, 76, 231–237. [Google Scholar] [CrossRef]
- Martin, A.R. In air gap membrane distillation and applications in water purification and desalination. In Proceedings of International Workshop on Membrane Distillation and Related Technologies, Ravello, Italy, 9–12 October, 2011; pp. 67–68.
- Heinzl, W.; Büttner, S.; Lange, G. Industrialized modules for MED desalination with polymer surfaces. Desalin. Water Treat. 2012, 42, 177–180. [Google Scholar]
- Memsys–NTU partnership aims to enhance water desalination technology. Membr. Technol. 2011. [CrossRef]
- Cipollina, A.; di Sparti, M.G.; Tamburini, A.; Micale, G. Development of a membrane distillation module for solar energy seawater desalination. Chem. Eng. Res. Des. 2012, 90, 2101–2121. [Google Scholar]
- Martinetti, C.R.; Childress, A.E.; Cath, T.Y. High recovery of concentrated ro brines using forward osmosis and membrane distillation. J. Membr. Sci. 2009, 331, 31–39. [Google Scholar]
- Karakulski, K.; Gryta, M. Water demineralisation by NF/MD integrated processes. Desalination 2005, 177, 109–119. [Google Scholar]
- Cath, T.Y.; Childress, A.E.; Martinetti, C.R. Combined Membrane-Distillation-Forward-Osmosis Systems and Methods of Use. U.S. Patent 8,029,671, 4 October 2011. [Google Scholar]
- Wang, K.Y.; Teoh, M.M.; Nugroho, A.; Chung, T.-S. Integrated forward osmosis–membrane distillation (FO–MD) hybrid system for the concentration of protein solutions. Chem. Eng. Sci. 2011, 66, 2421–2430. [Google Scholar]
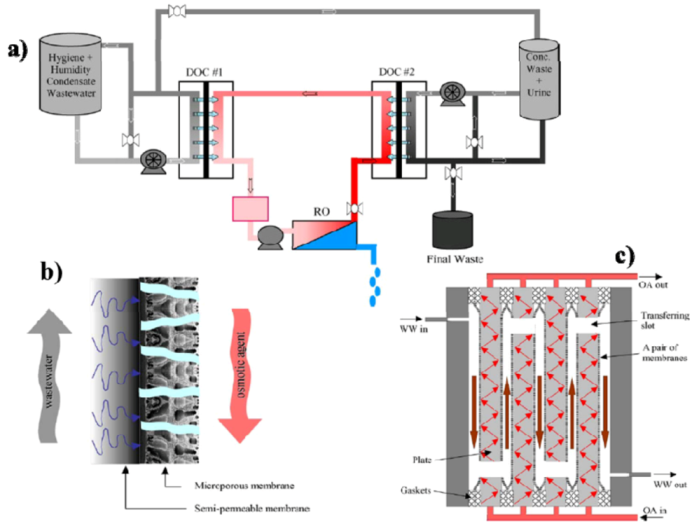
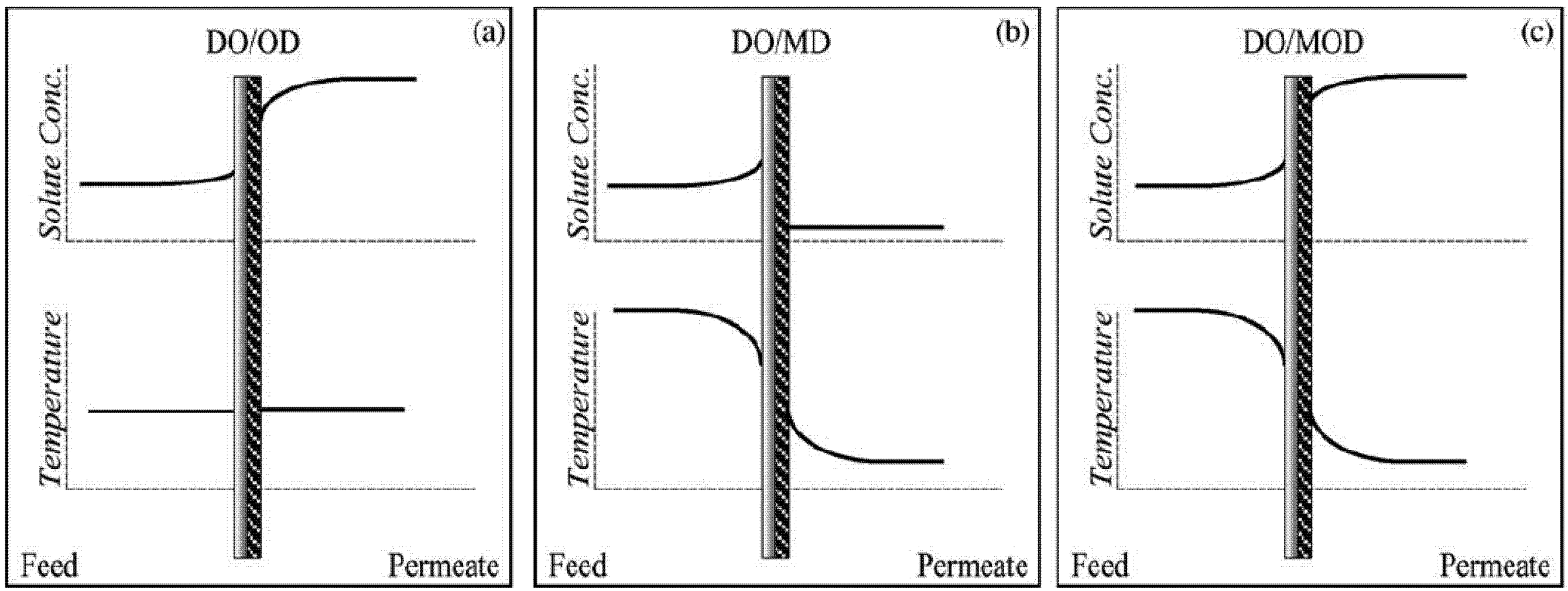
- Cath, T.Y.; Adams, D.; Childress, A.E. Membrane contactor processes for wastewater reclamation in space: II. Combined direct osmosis, osmotic distillation, and membrane distillation for treatment of metabolic wastewater. J. Membr. Sci. 2005, 257, 111–119. [Google Scholar]
- Turek, M.; Dydo, P. Hybrid membrane-thermal versus simple membrane systems. Desalination 2003, 157, 51–56. [Google Scholar]
- Tun, C.M.; Fane, A.G.; Matheickal, J.T.; Sheikholeslami, R. Membrane distillation crystallization of concentrated salts—Flux and crystal formation. J. Membr. Sci. 2005, 257, 144–155. [Google Scholar]
- Ji, X.; Curcio, E.; Al Obaidani, S.; Di Profio, G.; Fontananova, E.; Drioli, E. Membrane distillation-crystallization of seawater reverse osmosis brines. Sep. Purif. Technol. 2010, 71, 76–82. [Google Scholar]
- Gryta, M. Direct contact membrane distillation with crystallization applied to nacl solutions. Chem. Pap. 2002, 56, 14–19. [Google Scholar]
- Creusen, R.; van Medevoort, J.; Roelands, M.; Renesse, V.; van Duivenbode, A. Approach for a combined membrane distillation-crystallization (MDC) concept. In Proceedings of International Workshop on Membrane Distillation and Related Technologies, Ravello, Italy, 9–12 October 2011; pp. 121–124.
- Caridi, A.; Profio, G.D.; Curcio, E.; Drioli, E. Carbamazepine-saccharin cocrystals formulation from solvent mixtures by means of membranecrystallization technique. In Proceedings of International Workshop on Membrane Distillation and Related Technologies, Ravelo, Italy, 9-12 October 2011; pp. 131–134.
- Guillen-Burrieza, E.; Zaragoza, G.; Miralles-Cuevas, S.; Blanco, J. Experimental evaluation of two pilot-scale membrane distillation modules used for solar desalination. J. Membr. Sci. 2012, 409, 264–275. [Google Scholar] [CrossRef]
- Hausmann, A.; Sanciolo, P.; Vasiljevic, T.; Weeks, M.; Duke, M. Membrane distillation in the dairy industry: Process integration and membrane performance. In Proceedings of International Workshop on Membrane Distillation and Related Technologies, Ravello, Italy, 9–12 October 2011; pp. 93–96.
- Hausmann, A.; Sanciolo, P.; Vasiljevic, T.; Weeks, M.; Duke, M. Integration of membrane distillation into heat paths of industrial processes. Chem. Eng. J. 2012, 211–212, 378–387. [Google Scholar]
- Yu, H.; Yang, X.; Wang, R.; Fane, A.G. Analysis of heat and mass transfer by CFD for performance enhancement in direct contact membrane distillation. J. Membr. Sci. 2012, 405–406, 38–47. [Google Scholar]
- Susanto, H. Towards practical implementations of membrane distillation. Chem. Eng. Process. Process Intensif. 2011, 50, 139–150. [Google Scholar] [CrossRef]
- Qtaishat, M.R.; Banat, F. Desalination by solar powered membrane distillation systems. Desalination 2013, 308, 186–197. [Google Scholar] [CrossRef]
- Guillen, E.; Blanco, J.; Alarcón, D.; Zaragoza, G.; Palenzuela, P.; Ibarra, M. Comparative evaluation of two membrane distillation modules. Desalin. Water Treat. 2011, 31, 226–234. [Google Scholar] [CrossRef]
- Saffarini, R.B.; Summers, E.K.; Arafat, H.A.; Lienhard, V.J.H. Economic evaluation of stand-alone solar powered membrane distillation systems. Desalination 2012, 299, 55–62. [Google Scholar] [CrossRef]
- Koschikowski, J.; Wieghaus, M.; Rommel, M. Solar thermal-driven desalination plants based on membrane distillation. Desalination 2003, 156, 295–304. [Google Scholar] [CrossRef]
- Raluy, R.G.; Schwantes, R.; Subiela, V.J.; Peñate, B.; Melián, G.; Betancort, J.R. Operational experience of a solar membrane distillation demonstration plant in pozo izquierdo-gran canaria island (spain). Desalination 2012, 290, 1–13. [Google Scholar] [CrossRef]
- Rommel, M.; Koschikowsly, J.; Wieghaus, M. Solar driven desalination systems based on membrane distillation. In Solar Desalination for the 21st Century; Springer: Dordrecht, the Netherlands, 2007; pp. 247–257. [Google Scholar]
- Banat, F.; Jwaied, N. Autonomous membrane distillation pilot plant unit driven solar energy: Experiences and lessons learned. Int. J. Sustain. Water Environ. Syst. 2010, 1, 21–24. [Google Scholar] [CrossRef]
- Palenzuela, P.; Zaragoza, G.; Padilla, D.; Guillen, E.; Ibarra, M.; Blanco, J. Assessment of different configurations for combined parabolic-trough (PT) solar power and desalination plants in arid regions. Energy 2011, 36, 4950–4958. [Google Scholar] [CrossRef]
- Deng, S. Solar Desalination of Brackish Water Using Membrane Distillation Process; WRRI Technical Completion Report No. 342; New Mexico Water Resources Research Institute: Las Cruces, NM, USA, 2008; pp. 1–31. [Google Scholar]
- Hogan, P.A.; Sudjito; Fane, A.G.; Morrison, G.L. Desalination by solar heated membrane distillation. Desalination 1991, 81, 81–90. [Google Scholar] [CrossRef]
- Thomas, K. Overview of Village Scale, Renewable Energy Powered Desalination; National Renewable Energy Laboratory: Golden, CO, USA, 1997; pp. 1–31. [Google Scholar]
- Rommel, M.; Wieghaus, M.; Koschikowski, J. Solar powered desalination: An autonomous water supply. Desalination 2008, 3, 22–24. [Google Scholar]
- Wang, X.; Zhang, L.; Yang, H.; Chen, H. Feasibility research of potable water production via solar-heated hollow fiber membrane distillation system. Desalination 2009, 247, 403–411. [Google Scholar] [CrossRef]
- Galveza, J.; Garcia-Rodriguez, L.; Martin-Mateos, I. Seawater desalination by an innovative solar-powered membrane distillation system. Renew. Energy 2009, 25, 293–305. [Google Scholar]
- Alatiqi, I.; Ettouney, H.; El-Dessouky, H. Process control in water desalination industry: An overview. Desalination 1999, 126, 15–32. [Google Scholar] [CrossRef]
- Banat, F.; Jwaied, N.; Rommel, M.; Koschikowski, J.; Wieghaus, M. Performance evaluation of the “large smades” autonomous desalination solar-driven membrane distillation plant in aqaba, jordan. Desalination 2007, 217, 17–28. [Google Scholar] [CrossRef]
- Bouguecha, S.; Dhahni, M. Fluidised bed crystallizer and air gap membrane distillation as a solution to geothermal water desalination. Desalination 2002, 152, 237–244. [Google Scholar] [CrossRef]
- El Amali, A.; Bouguecha, S.; Maalej, M. Experimental study of air gap and direct contact membrane distillation configurations: Application to geothermal and seawater desalination. Desalination 2004, 168, 357. [Google Scholar] [CrossRef]
- Jaafar, S.; Sarbatly, R. Geothermal water desalination by using nanofiber membrane. In Proceedings of International Conference on Chemical, Environmental and Biological Sciences, Penang, Malasya, 11–12 February 2012.
- Singh, D.; Sirkar, K.K. Desalination of brine and produced water by direct contact membrane distillation at high temperatures and pressures. J. Membr. Sci. 2012, 389, 380–388. [Google Scholar] [CrossRef]
- Wang, P.; Chung, T.S. A conceptual demonstration of freeze desalination-membrane distillation (fd-md) hybrid desalination process utilizing liquefied natural gas (lng) cold energy. Water Res. 2012, 46, 4037–4052. [Google Scholar] [CrossRef]
- Zakrzewska-Trznadel, G.; Harasimowicz, M.; Chmielewski, A.G. Membrane processes in nuclear technology-application for liquid radioactive waste treatment. Sep. Purif. Technol. 2001, 22–23, 617–625. [Google Scholar]
- Zakrzewska-Trznadel, G.; Chmielewski, A.G.; Miljević, N.R. Separation of protium/deuterium and oxygen-16/oxygen-18 by membrane distillation. J. Membr. Sci. 1996, 113, 337–342. [Google Scholar] [CrossRef]
- Khayet, M.; Godino, M.P.; Mengual, J.I. Possibility of nuclear desalination through various membrane distillation configurations: A comparative study. Int. J. Nucl. Desalin. 2003, 1, 30–46. [Google Scholar]
- Khayet, M.; Mengual, J.I.; Zakrzewska-Trznadel, G. Direct contact membrane distillation for nuclear desalination, part II: Experiments with radioactive solutions. Int. J. Nucl. Desalin. 2006, 2, 56–73. [Google Scholar] [CrossRef]
- Ambashta, R.D.; Sillanpaa, M.E. Membrane purification in radioactive waste management: A short review. J. Environ. Radioact. 2012, 105, 76–84. [Google Scholar] [CrossRef]
- Criscuoli, A.; Zhong, J.; Figoli, A.; Carnevale, M.C.; Huang, R.; Drioli, E. Treatment of dye solutions by vacuum membrane distillation. Water Res. 2008, 42, 5031–5037. [Google Scholar] [CrossRef]
- Van der Bruggen, B.; Curcio, E.; Drioli, E. Process intensification in the textile industry: The role of membrane technology. J. Environ. Manag. 2004, 73, 267–274. [Google Scholar] [CrossRef]
- Grzechulska-Damszel, J.; Tomazewska, M.; Morawski, A.W. Integration of photocatalysis with membrane processes for purification of water contaminated with organic dyes. Desalination 2009, 241, 118–126. [Google Scholar] [CrossRef]
- Banat, F.; Al-Asheh, S.; Qtaishat, M. Treatment of waters colored with methylene blue dye by vacuum membrane distillation. Desalination 2005, 174, 87–96. [Google Scholar] [CrossRef]
- Mariah, L.; Buckley, C.A.; Brouckaert, C.J.; Curcio, E.; Drioli, E.; Jaganyi, D.; Ramjugernath, D. Membrane distillation of concentrated brines—Role of water activities in the evaluation of driving force. J. Membr. Sci. 2006, 280, 937–947. [Google Scholar] [CrossRef]
- Curcio, E.; Criscuoli, A.; Drioli, A. Membrane crystallizers. Ind. Eng. Chem. Resour. 2001, 40, 2679–2684. [Google Scholar] [CrossRef]
- Drioli, E.; Curcio, E.; Criscuoli, A.; Profio, G.D. Integrated system for recovery of CaCO3, NaCl and MgSO4·7H2O from nanofiltration retentate. J. Membr. Sci. 2004, 239, 27–38. [Google Scholar] [CrossRef]
- Gryta, M. Calcium sulphate scaling in membrane distillation process. Chem. Pap. 2008, 63, 146–151. [Google Scholar] [CrossRef]
- Gryta, M. Application of membrane distillation process for tap water purification. Membr. Water Treat. 2010, 1, 1–12. [Google Scholar]
- Alkhudhiri, A.; Darwish, N.; Hilal, N. Treatment of high salinity solutions: Application of air gap membrane distillation. Desalination 2012, 287, 55–60. [Google Scholar] [CrossRef]
- Zeng, L.; Gao, C. The prospective application of membrane distillation in the metallurgical industry. Membr. Technol. 2010, 2010, 6–10. [Google Scholar] [CrossRef]
- Li, Q.; Zhang, Q.X.; Zhang, G.Q.; Zhou, K.G. Study on direct concentration of waste sulphuric acid from titanium oxide hydrolysis by vacuum membrane distillation. Rare Met. Cem. Carbides 2001, 146, 1–4. [Google Scholar]
- Tang, J.J.; Zhou, K.G.; Zhang, Q.X. Study on hydrochloric acid recovery from chloride solutions of rare earth by vacuum membrane distillation. Membr. Sci. Technol. 2002, 22, 38–42. [Google Scholar]
- Tang, J.; Zhou, K. Hydrochloric acid recovery from rare earth chloride solutions by continuous vacuum membrane distillation. J. Rare Earths 2005, 23, 117–120. [Google Scholar]
- Tang, J.J.; Zhang, W.; Zhou, K.G.; Li, R.X.; Zhang, Q.X. Sulphuric acid recovery from rare earth sulfate solutions by integrated membrane distillation. Membr. Sci. Technol. 2005, 25, 54–60. [Google Scholar]
- Adiche, C.; Sundmacher, K. Experimental investigation on a membrane distillation based micro-separator. Chem. Eng. Process. Process Intensif. 2010, 49, 425–434. [Google Scholar] [CrossRef]
- Koonaphapdeelert, S.; Tan, X.; Wu, Z.; Li, K. Solvent distillation by ceramic hollow fiber membrane contactors. J. Membr. Sci. 2008, 314, 58–66. [Google Scholar] [CrossRef]
- Chanachai, A.; Meksup, K.; Jiraratananon, R. Coating of hydrophobic hollow fiber PVDF membrane with chitosan for protection against wetting and flavor loss in osmotic distillation process. Sep. Purif. Technol. 2010, 72, 217–224. [Google Scholar] [CrossRef]
- Kozák, Á.; Békássy-Molnár, E.; Vatai, G. Production of black-currant juice concentrate by using membrane distillation. Desalination 2009, 241, 309–314. [Google Scholar] [CrossRef]
- Bandini, S.; Sarti, G.C. Concentration of must through vacuum membrane distillation. Desalination 2002, 149, 253–259. [Google Scholar] [CrossRef]
- Varming, C.; Andersen, M.L.; Poll, L. Influence of thermal treatment on black currant (ribes nigrum l.) juice aroma. J. Agric. Food Chem. 2004, 52, 7628–7636. [Google Scholar]
- Gunko, S.; Verbych, S.; Bryk, M.; Hilal, N. Concentration of apple juice using direct contact membrane distillation. Desalination 2006, 190, 117–124. [Google Scholar] [CrossRef]
- Deshmukh, S.K.; Tajane, M.M. Distillation process in fruit juice concentration by membrane surface modification. Int. J. Chem. Biol. Eng. 2010, 3, 147–152. [Google Scholar]
- Izquierdo-Gil, M.A.; Garcı́a-Payo, M.C.; Fernández-Pineda, C. Air gap membrane distillation of sucrose aqueous solutions. J. Membr. Sci. 1999, 155, 291–307. [Google Scholar] [CrossRef]
- Diban, N.; Voinea, O.C.; Urtiaga, A.; Ortiz, I. Vacuum membrane distillation of the main pear aroma compound: Experimental study and mass transfer modelling. J. Membr. Sci. 2009, 326, 64–75. [Google Scholar] [CrossRef]
- Christensen, K.; Andresen, R.; Tandskov, I.; Norddahl, B.; du Preez, J.H. Using direct contact membrane distillation for whey protein concentration. Desalination 2006, 200, 523–525. [Google Scholar] [CrossRef]
- Pouliot, Y. Membrane processes in dairy technology—From a simple idea to worldwide panacea. Int. Dairy J. 2008, 18, 735–740. [Google Scholar] [CrossRef]
- Sarti, G.C.; Gostoli, C.; Bandini, S. Extraction of organic-components from aqueous streams by vacuum membrane distillation. In Presented at International Conference on Engineering of Membrane Processes, Garmisch Partenkir, Germany, 13–15 May 1992; pp. 21–33.
- Izquierdo-Gil, M.A.; Jonsson, G. Factors affecting flux and ethanol separation performance in vacuum membrane distillation (VMD). J. Membr. Sci. 2003, 214, 113–130. [Google Scholar] [CrossRef]
- Dumée, L.; Sears, K.; Schütz, J.; Finn, N.; Duke, M.; Gray, S. Carbon nanotube based composite membranes for water desalination by membrane distillation. Desalin. Water Treat. 2010, 17, 72–79. [Google Scholar] [CrossRef]
- Criscuoli, A.; Drioli, E.; Capuano, A.; Memoli, B.; Andreucci, V.E. Human plasma ultrafiltrate purification by membrane distillation: Process optimisation and evaluation of its possible application on-line. Desalination 2002, 147, 147–148. [Google Scholar] [CrossRef]
- Gryta, M.; Tomaszewska, M.; Karakulski, K. Wastewater treatment by membrane distillation. Desalination 2006, 198, 67–73. [Google Scholar] [CrossRef]
- Babu, B.R.; Rastogi, N.K.; Raghavarao, K.S.M.S. Mass transfer in osmotic membrane distillation of phycocyanin colorant and sweet-lime juice. J. Membr. Sci. 2006, 272, 58–69. [Google Scholar] [CrossRef]
- Cabassud, C.; Wirth, D. Membrane distillation for water desalination: How to chose an appropriate membrane? In Proceedings of Conference on Desalination and the Environment—Fresh Water for All, Malta, Italy, 4–8 May 2003; Elsevier Science B.V.: Malta, Italy, 2003; pp. 307–314. [Google Scholar]
- Wirth, D.; Cabassud, C. Water desalination using membrane distillation: Comparison between inside/out and outside/in permeation. Desalination 2002, 147, 139–145. [Google Scholar] [CrossRef]
- Hernández, A.; Calvo, J.I.; Prádanos, P.; Tejerina, F. Pore size distributions in microporous membranes. A critical analysis of the bubble point extended method. J. Membr. Sci. 1996, 112, 1–12. [Google Scholar] [CrossRef]
- Martínez, L.; Florido-Díaz, F.J.; Hernández, A.; Prádanos, P. Characterisation of three hydrophobic porous membranes used in membrane distillation: Modelling and evaluation of their water vapour permeabilities. J. Membr. Sci. 2002, 203, 15–27. [Google Scholar] [CrossRef]
- El-Bourawi, M.S.; Ding, Z.; Ma, R.; Khayet, M. A framework for better understanding membrane distillation separation process. J. Membr. Sci. 2006, 285, 4–29. [Google Scholar] [CrossRef]
- Burgoyne, A.; Vahdati, M.M. Direct contact membrane distillation. Sep. Sci. Technol. 2000, 35, 1257–1284. [Google Scholar] [CrossRef]
- Garcıa-Payo, M.C.; Izquierdo-Gil, M.A.; Fernández-Pineda, C. Wetting study of hydrophobic membranes via liquid entry pressure measurements with aqueous alcohol solutions. J. Colloid Interface Sci. 2000, 230, 420–431. [Google Scholar] [CrossRef]
- Kim, B.-S.; Harriott, P. Critical entry pressure for liquids in hydrophobic membranes. J. Colloid Interface Sci. 1987, 115, 1–8. [Google Scholar] [CrossRef]
- Alklaibi, A.M.; Lior, N. Heat and mass transfer resistance analysis of membrane distillation. J. Membr. Sci. 2006, 282, 362–369. [Google Scholar] [CrossRef]
- Rodríguez-Maroto, J.M.; Martínez, L. Bulk and measured temperatures in direct contact membrane distillation. J. Membr. Sci. 2005, 250, 141–149. [Google Scholar] [CrossRef]
- Zhang, H.; Lamb, R.; Lewis, J. Engineering nanoscale roughness on hydrophobic surface—Preliminary assessment of fouling behaviour. Sci. Technol. Adv. Mater. 2005, 6, 236–239. [Google Scholar] [CrossRef]
- Ramón-Torregrosa, P.J.; Rodríguez-Valverde, M.A.; Amirfazli, A.; Cabrerizo-Vílchez, M.A. Factors affecting the measurement of roughness factor of surfaces and its implications for wetting studies. Colloids Surf. A Physicochem. Eng. Asp. 2008, 323, 83–93. [Google Scholar] [CrossRef]
- Netz, R.R.; Andelman, D. Roughness-induced wetting. Phys. Rev. E 1997, 55, 687–700. [Google Scholar] [CrossRef]
- Quéré, D. Wetting and roughness. Annu. Rev. Mater. Res. 2008, 38, 71–99. [Google Scholar] [CrossRef]
- Callies, M.; Chen, Y.; Marty, F.; Pépin, A.; Quéré, D. Microfabricated textured surfaces for super-hydrophobicity investigations. Microelectron. Eng. 2005, 78–79, 100–105. [Google Scholar]
- Quéré, D. Rough ideas on wetting. Phys. A Stat. Mech. Appl. 2002, 313, 32–46. [Google Scholar] [CrossRef]
- Boussu, K.; van der Bruggen, B.; Volodin, A.; Snauwaert, J.; van Haesendonck, C.; Vandecasteele, C. Roughness and hydrophobicity studies of nanofiltration membranes using different modes of afm. J. Colloid Interface Sci. 2005, 286, 632–638. [Google Scholar] [CrossRef]
- Ladavos, A.K.; Katsoulidis, A.P.; Iosifidis, A.; Triantafyllidis, K.S.; Pinnavaia, T.J.; Pomonis, P.J. The bet equation, the inflection points of N2 adsorption isotherms and the estimation of specific surface area of porous solids. Microporous Mesoporous Mater. 2012, 151, 126–133. [Google Scholar] [CrossRef]
- Arnault, J.C.; Knoll, A.; Smigiel, E.; Cornet, A. Roughness fractal approach of oxidised surfaces by afm and diffuse X-ray reflectometry measurements. Appl. Surf. Sci. 2001, 171, 189–196. [Google Scholar] [CrossRef]
- Persson, U. In-process measurement of surface roughness using light scattering. Wear 1998, 215, 54–58. [Google Scholar] [CrossRef]
- Hashino, M.; Katagiri, T.; Kubota, N.; Ohmukai, Y.; Maruyama, T.; Matsuyama, H. Effect of surface roughness of hollow fiber membranes with gear-shaped structure on membrane fouling by sodium alginate. J. Membr. Sci. 2011, 366, 389–397. [Google Scholar] [CrossRef]
- Zhang, S.; Hodgson, P.D.; Duncan, J.L.; Cardew-Hall, M.J.; Kalyanasundaram, S. Effect of membrane stress on surface roughness changes in sheet forming. Wear 2002, 253, 610–617. [Google Scholar] [CrossRef]
- Zhong, Z.; Li, D.; Zhang, B.; Xing, W. Membrane surface roughness characterization and its influence on ultrafine particle adhesion. Sep. Purif. Technol. 2012, 90, 140–146. [Google Scholar] [CrossRef]
- Cot, L.; Ayral, A.; Durand, J.; Guizard, C.; Hovnanian, N.; Julbe, A.; Larbot, A. Inorganic membranes and solid state sciences. Solid State Sci. 2000, 2, 313–334. [Google Scholar] [CrossRef]
- Khemakhem, S.; Amar, R.B. Modification of tunisian clay membrane surface by silane grafting: Application for desalination with air gap membrane distillation process. Colloids Surf. A Physicochem. Eng. Asp. 2011, 387, 79–85. [Google Scholar] [CrossRef]
- Koonaphapdeelert, S.; Li, K. Preparation and characterization of hydrophobic ceramic hollow fiber membrane. J. Membr. Sci. 2007, 291, 70–76. [Google Scholar] [CrossRef]
- Cerneaux, S.; Struzynska, I.; Kujawski, W.M.; Persin, M.; Larbot, A. Comparison of various membrane distillation methods for desalination using hydrophobic ceramic membranes. J. Membr. Sci. 2009, 337, 55–60. [Google Scholar] [CrossRef]
- Gazagnes, L.; Cerneaux, S.; Persin, M.; Prouzet, E.; Larbot, A. Desalination of sodium chloride solutions and seawater with hydrophobic ceramic membranes. Desalination 2007, 217, 260–266. [Google Scholar] [CrossRef]
- Hendren, Z.D.; Brant, J.; Wiesner, M.R. Surface modification of nanostructured ceramic membranes for direct contact membrane distillation. J. Membr. Sci. 2009, 331, 1–10. [Google Scholar] [CrossRef]
- Krajewski, S.R.; Kujawski, W.; Bukowska, M.; Picard, C.; Larbot, A. Application of fluoroalkylsilanes (FAS) grafted ceramic membranes in membrane distillation process of nacl solutions. J. Membr. Sci. 2006, 281, 253–259. [Google Scholar] [CrossRef]
- Larbot, A.; Gazagnes, L.; Krajewski, S.; Bukowska, M.; Wojciech, K. Water desalination using ceramic membrane distillation. Desalination 2004, 168, 367–372. [Google Scholar] [CrossRef]
- Duke, M.C.; O’Brien-Abraham, J.; Milne, N.; Zhu, B.; Lin, J.Y.S.; Diniz da Costa, J.C. Seawater desalination performance of MFI type membranes made by secondary growth. Sep. Purif. Technol. 2009, 68, 343–350. [Google Scholar] [CrossRef]
- Duke, M.C.; Mee, S.; Diniz da Costa, J.C. Performance of porous inorganic membranes in non-osmotic desalination. Water Res. 2007, 41, 3998–4004. [Google Scholar] [CrossRef]
- Wijaya, S.; Duke, M.C.; Diniz da Costa, J.C. Carbonised template silica membranes for desalination. Desalination 2009, 236, 291–298. [Google Scholar] [CrossRef]
- Drobek, M.; Yacou, C.; Motuzas, J.; Julbe, A.; Ding, L.; Diniz da Costa, J.C. Long term pervaporation desalination of tubular mfi zeolite membranes. J. Membr. Sci. 2012, 415–416, 816–823. [Google Scholar]
- Sears, K.; Dumée, L.; Schütz, J.; She, M.; Huynh, C.; Hawkins, S.; Duke, M.; Gray, S. Recent developments in carbon nanotube membranes for water purification and gas separation. Materials 2010, 3, 127–149. [Google Scholar] [CrossRef] [Green Version]
- Dumée, L.; Sears, K.; Schütz, J.; Finn, N.; Duke, M.; Gray, S. Carbon nanotube based composite membranes for water desalination by membrane distillation. Desalin. Water Treat. 2010, 17, 72–79. [Google Scholar] [CrossRef] [Green Version]
- Dumée, L.; Germain, V.; Sears, K.; Schütz, J.; Finn, N.; Duke, M.; Cerneaux, S.; Cornu, D.; Gray, S. Enhanced durability and hydrophobicity of carbon nanotube bucky paper membranes in membrane distillation. J. Membr. Sci. 2011, 376, 241–246. [Google Scholar] [CrossRef]
- Dumée, L.; Campbell, J.L.; Sears, K.; Schütz, J.; Finn, N.; Duke, M.; Gray, S. The impact of hydrophobic coating on the performance of carbon nanotube bucky-paper membranes in membrane distillation. Desalination 2011, 283, 64–67. [Google Scholar] [CrossRef]
- Kong, Y.; Lin, X.; Wu, Y.; Chen, J.; Xu, J. Plasma polymerization of octafluorocyclobutane and hydrophobic microporous composite membranes for membrane distillation. J. Appl. Polym. Sci. 1992, 46, 191–199. [Google Scholar] [CrossRef]
- García-Payo, M.C.; Essalhi, M.; Khayet, M. Preparation and characterization of PVDF–HFP copolymer hollow fiber membranes for membrane distillation. Desalination 2009, 245, 469–473. [Google Scholar] [CrossRef]
- Peng, P.; Fane, A.G.; Li, X.D. Desalination by membrane distillation adopting a hydrophilic membrane. Desalination 2005, 173, 45–54. [Google Scholar] [CrossRef]
- Alkhudhiri, A.; Darwish, N.; Hilal, N. Membrane distillation: A comprehensive review. Desalination 2012, 287, 2–18. [Google Scholar] [CrossRef]
- Corporation, P. Emflon® PTFE Membrane. Available online: http://www.pall.com/main/Laboratory/Literature-Library-Details.page?id=28704 (acessed on 14 January 2013).
- Tension, S. Solid surface energy data (SFE) for common polymers. Available online: http://www.surface-tension.de/solid-surface-energy.htm (acessed on 14 January 2013).
- Qtaishat, M.; Khayet, M.; Matsuura, T. Novel porous composite hydrophobic/hydrophilic polysulfone membranes for desalination by direct contact membrane distillation. J. Membr. Sci. 2009, 341, 139–148. [Google Scholar] [CrossRef]
- Qtaishat, M.; Rana, D.; Khayet, M.; Matsuura, T. Preparation and characterization of novel hydrophobic/hydrophilic polyetherimide composite membranes for desalination by direct contact membrane distillation. J. Membr. Sci. 2009, 327, 264–273. [Google Scholar] [CrossRef]
- Gryta, M. Fouling in direct contact membrane distillation process. J. Membr. Sci. 2008, 325, 383–394. [Google Scholar] [CrossRef]
- Edwie, F.; Teoh, M.M.; Chung, T.-S. Effects of additives on dual-layer hydrophobic–hydrophilic pvdf hollow fiber membranes for membrane distillation and continuous performance. Chem. Eng. Sci. 2012, 68, 567–578. [Google Scholar] [CrossRef]
- Su, M.; Teoh, M.M.; Wang, K.Y.; Su, J.; Chung, T.-S. Effect of inner-layer thermal conductivity on flux enhancement of dual-layer hollow fiber membranes in direct contact membrane distillation. J. Membr. Sci. 2010, 364, 278–289. [Google Scholar] [CrossRef]
- Teoh, M.M.; Chung, T.-S.; Yeo, Y.S. Dual-layer pvdf/ptfe composite hollow fibers with a thin macrovoid-free selective layer for water production via membrane distillation. Chem. Eng. J. 2011, 171, 684–691. [Google Scholar] [CrossRef]
- Wang, P.; Teoh, M.M.; Chung, T.-S. Morphological architecture of dual-layer hollow fiber for membrane distillation with higher desalination performance. Water Res. 2011, 45, 5489–5500. [Google Scholar] [CrossRef]
- Wei, X.; Zhao, B.; Li, X.-M.; Wang, Z.; He, B.-Q.; He, T.; Jiang, B. CF4 plasma surface modification of asymmetric hydrophilic polyethersulfone membranes for direct contact membrane distillation. J. Membr. Sci. 2012, 407–408, 164–175. [Google Scholar]
- Razmjou, A.; Arifin, E.; Dong, G.; Mansouri, J.; Chen, V. Superhydrophobic modification of TiO2 nanocomposite pvdf membranes for applications in membrane distillation. J. Membr. Sci. 2012, 415–416, 850–863. [Google Scholar]
- Teoh, M.M.; Peng, N.; Chung, T.-S.; Koo, L.L. Development of novel multichannel rectangular membranes with grooved outer selective surface for membrane distillation. Ind. Eng. Chem. Res. 2011, 50, 14046–14054. [Google Scholar] [CrossRef]
- Gethard, K.; Sae-Khow, O.; Mitra, S. Carbon nanotube enhanced membrane distillation for simultaneous generation of pure water and concentrating pharmaceutical waste. Sep. Purif. Technol. 2012, 90, 239–245. [Google Scholar] [CrossRef]
- Behler, K.; Havel, M.; Gogotsi, Y. New solvent for polyamides and its application to the electrospinning of polyamides 11 and 12. Polymer 2007, 48, 6617–6621. [Google Scholar] [CrossRef]
- Feng, C.; Khulbe, K.C.; Matsuura, T.; Gopal, R.; Kaur, S.; Ramakrishna, S.; Khayet, M. Production of drinking water from saline water by air-gap membrane distillation using polyvinylidene fluoride nanofiber membrane. J. Membr. Sci. 2008, 311, 1–6. [Google Scholar] [CrossRef]
- Huang, Z.-M.; Zhang, Y.Z.; Kotaki, M.; Ramakrishna, S. A review on polymer nanofibers by electrospinning and their applications in nanocomposites. Compos. Sci. Technol. 2003, 63, 2223–2253. [Google Scholar] [CrossRef]
- Peining, Z.; Nair, A.S.; Shengyuan, Y.; Shengjie, P.; Elumalai, N.K.; Ramakrishna, S. Rice grain-shaped TiO2–MWCNT composite—A functional material with a novel morphology for dye-sensitized solar cells. J. Photochem. Photobiol. A Chem. 2012, 231, 9–18. [Google Scholar] [CrossRef]
- Ioannis S, C. Novel nanocomposites and nanoceramics based on polymer nanofibers using electrospinning process—A review. J. Mater. Process. Technol. 2005, 167, 283–293. [Google Scholar] [CrossRef]
- Yun, K.M.; Suryamas, A.B.; Iskandar, F.; Bao, L.; Niinuma, H.; Okuyama, K. Morphology optimization of polymer nanofiber for applications in aerosol particle filtration. Sep. Purif. Technol. 2010, 75, 340–345. [Google Scholar] [CrossRef]
- Zhao, Z.; Zheng, J.; Wang, M.; Zhang, H.; Han, C.C. High performance ultrafiltration membrane based on modified chitosan coating and electrospun nanofibrous pvdf scaffolds. J. Membr. Sci. 2012, 394–395, 209–217. [Google Scholar]
- Kaur, S.; Barhate, R.; Sundarrajan, S.; Matsuura, T.; Ramakrishna, S. Hot pressing of electrospun membrane composite and its influence on separation performance on thin film composite nanofiltration membrane. Desalination 2011, 279, 201–209. [Google Scholar] [CrossRef]
- Prince, J.A.; Singh, G.; Rana, D.; Matsuura, T.; Anbharasi, V.; Shanmugasundaram, T.S. Preparation and characterization of highly hydrophobic poly(vinylidene fluoride)–clay nanocomposite nanofiber membranes (pvdf–clay nnms) for desalination using direct contact membrane distillation. J. Membr. Sci. 2012, 397–398, 80–86. [Google Scholar]
- Lai, C.-L.; Liou, R.-M.; Chen, S.-H.; Huang, G.-W.; Lee, K.-R. Preparation and characterization of plasma-modified ptfe membrane and its application in direct contact membrane distillation. Desalination 2011, 267, 184–192. [Google Scholar] [CrossRef]
- Ge, Z.; Cahill, D.G.; Braun, P.V. Thermal conductance of hydrophilic and hydrophobic interfaces. Phys. Rev. Lett. 2006, 96, 186101:1–186101:4. [Google Scholar]
- Martı́nez-Dı́ez, L.; Vázquez-González, M.I. Temperature and concentration polarization in membrane distillation of aqueous salt solutions. J. Membr. Sci. 1999, 156, 265–273. [Google Scholar] [CrossRef]
- Beasley, J.K.; Penn, R.E. Hollow fine fiber vs. Flat sheet membranes—A comparison of structures and performance. Desalination 1981, 38, 361–372. [Google Scholar]
- International Desalination Association (IDA), Desalting Inventory: Desalination Stabilized on a Higher Level; IDA: Topsfield, MA, USA, 2004; pp. 14–17.
- International Desalination Association (IDA), Desalination Yearbook 2010–2011; IDA: Topsfield, MA, USA, 2010; pp. 1–216.
- International Desalination Association (IDA), Desalination Yearbook 2011–2012; IDA: Topsfield, MA, USA, 2011; pp. 1–231.
- Mickley, M. Concentration Management: State-of-the-Science Report; Joint Water Reuse & Desalination Task Force: Bolder, CO, USA, 2005. [Google Scholar]
- Afonso, M.D.; Jaber, J.O.; Mohsen, M.S. Brackish groundwater treatment by reverse osmosis in jordan. Desalination 2004, 164, 157–171. [Google Scholar] [CrossRef]
- Khawaji, A.D.; Kutubkhanah, I.K.; Wie, J.-M. Advances in seawater desalination technologies. Desalination 2008, 221, 47–69. [Google Scholar] [CrossRef]
- Gray, S.; Semiat, R.; Duke, M.; Rahardianto, A.; Cohen, Y. Seawater use and desalination technology. In Treatise on Water Science; Wilderer, P., Ed.; Academic Press: Oxoford, UK, 2011; Volume 4, pp. 73–109. [Google Scholar]
- Global Water Intelligence (GWI), Desalination Market 2010: Global Forecast and Analysis; GWI: Oxford, UK, 2010; pp. 1–610.
- LBG-Guyton Associates, Brackish Groundwater Manual for Texas Region Water Planning Groups; Texas Water Development Board: Austin, TX, USA, 2003; pp. 1–187.
- Vavra, C.J. Desalination of Oil Field Brine; D.B. Burnett Global Petroleum Research Institute: College Station, TX, USA, 2006; pp. 1–34. [Google Scholar]
- NRS Consulting Engineers, Guidance Manual for Brackish Groundwater Desalination in Texas; Texas Water Development Board: Austin, TX, USA, 2008; pp. 1–96.
- Florida Department of Environmental Protection (FDEP), Desalination in Florida: Technology, Implementation, and Environmental Issues; Division of Water Resources Management, FDEP: Tallahassee, FL, USA, 2010; pp. 1–123.
- Younos, T. Desalination: Supplementary freswater spplies approaches and challenges. J. Contemp. Water Res. Educ. 2005, 132, 1–2. [Google Scholar] [CrossRef]
- Sessions, B.; Shih, W.-Y.; MacHarg, J.; Dundorf, S.; Arrollo, J.A. Optimizing Brackish Water Reverse Osmosis for Affordable Desalination; Carollo Engineers: Boise, ID, USA, 2011; pp. 1–10. [Google Scholar]
- Hernández Leal, L.; Temmink, H.; Zeeman, G.; Buisman, C.J.N. Characterization and anaerobic biodegradability of grey water. Desalination 2011, 270, 111–115. [Google Scholar] [CrossRef]
- Al-Ruwaih, F.M. Chemistry of groundwater in the dammam aquifer, kuwait. J. Hydrogeol. 1995, 3, 42–55. [Google Scholar] [CrossRef]
- Macedonio, F.; Drioli, E. Pressure-driven membrane operations and membrane distillation technology integration for water purification. Desalination 2008, 223, 396–409. [Google Scholar] [CrossRef]
- Jacques, G. and Herron, C. Arab Countries Regional Report WWF5, 14–15 March 2009; World Water Forum: Istambul, Turkey; pp. 1–88.
- Hoang, M.; Bolto, B.; Haskard, C.; Barron, O.; Gray, S.; Leslie, G. Desalination plants: An Australia survey. Desalin. Techn. Featur. 2009, 92–98. [Google Scholar]
- Balaban, M. Desalination in maghreb. In Euromed Conference on Desalination Strategies in South Mediterranean Countries; European Desalination Society: The Dead Sea, Jordan, 2008. [Google Scholar]
- Jagannathan, N.V.; Mohamed, A.S.; Kremer, A. Water in the Arab World: Management Perspectives and Innovations; World Bank: Washington, DC, USA, 2009. [Google Scholar]
- Shea, A.L. Status and challenges for desalination in the united states. In Proceedings of Japan–U.S. Joint Conference On Drinking Water Quality Management and Wastewater Control, Las Vegas, NV, USA, March 2009; pp. 1–31.
- Pangarkar, B.L.; Sane, M.G.; Guddad, M. Reverse osmosis and membrane distillation for desalination of groundwater: A review. ISRN Mater. Sci. 2011, 2011, 1–9. [Google Scholar]
- Adham, S.; Hussain, A.; Matar, L.M.; Dores, R.; Katebah, M.; Janson, A. Evaluation and application of membrane distillation for seawater desalination. In Proceedings of Qatar Foundation Annual Research Forum, Doha, Qatar, 20 November 2011.
- Stuyfzand, P.J.; Raat, K.J. Benefits and hurdles of using brackish groundwater as a drinking water source in the netherlands. Hydrogeol. J. 2010, 18, 117–130. [Google Scholar] [CrossRef]
- Salahi, A.; Mohammadi, T.; Rekabdar, F.; Mahdavi, H. Reverse osmosis of refinery oily wastewater effluents. Iran J. Environ. Health Sci. Eng. 2010, 7, 413–422. [Google Scholar]
- Mace, R.E.; Nicot, J.P.; Chowdhury, A.H.; Dutton, A.R.; Kalaswad, S. Please Pass the Salt: Using Oil Fields for The Disposal of Concentrate from Desalination Plants; Texas Water Development Board: Austin, TX, USA, 2006; pp. 1–198. [Google Scholar]
- Alley, B.; Beebe, A.; Rodgers, J., Jr.; Castle, J.W. Chemical and physical characterization of produced waters from conventional and unconventional fossil fuel resources. Chemosphere 2011, 85, 74–82. [Google Scholar] [CrossRef]
- Benko, K.L.; Drewes, J.E. Produced water in the western united states: Geographical distribution, occurrence, and composition. Environ. Eng. Sci. 2008, 25, 239–246. [Google Scholar] [CrossRef]
- National Research Council (NRC), Desalination: A national perspective; The National Academies Press: Washingtong, DC, USA, 2008; pp. 1–316.
- Clark, C.E.; Veil, J.A. Produced Water Volumes and Management Practices in the United States; Argonne National Laboratory: Argonne, IL, USA, 2009. [Google Scholar]
- Veil, A.V. Water Management Technologies Used by Marcellus Shale Gas Producers; Argonne National Laboratory: Argonne, IL, USA, 2010. [Google Scholar]
- Utvik, T.I.R. Chemical characterisation of produced water from four offshore oil production platforms in the north sea. Chemosphere 1999, 39, 2593–2606. [Google Scholar] [CrossRef]
- Johnson, B.M.; Kanagy, L.E.; Rodgers, J.H.; Castle, J.W. Chemical, physical, and risk characterization of natural gas storage produced waters. Water Air Soil Pollut. 2008, 191, 33–54. [Google Scholar] [CrossRef]
- Licensable Technologies Home Page. Available online: http://www.lanl.gov/partnerships/license/technologies/ (accessed on 14 January 2013).
- Hayes, T.; Arthur, D. Overview of emerging produced water treatment technologies. In Proceedings of The 11th Annual International Petroleum Environmental Conference, Albuquerque, NM, USA, 12–15 October 2004.
- Camacho, L.M.; Gude, V.G.; Deng, S. Membrane Distillation for Brackish Water Desalination; Final Report; New Mexico State University–ConocoPhillips: Las Cruces, NM, USA, 2010; pp. 1–86. [Google Scholar]
- Yarlagadda, S.; Gude, V.G.; Camacho, L.M.; Pinappu, S.; Deng, S.G. Potable water recovery from as, u, and f contaminated ground waters by direct contact membrane distillation process. J. Hazard. Mater. 2011, 192, 1388–1394. [Google Scholar] [CrossRef]
- Dahm, K.G.; Guerra, K.L.; Xu, P.; Drewes, J.E. Composite geochemical database for coalbed methane produced water quality in the rocky mountain region. Environ. Sci. Technol. 2011, 45, 7655–7663. [Google Scholar] [CrossRef]
- United States Geological Survey (USGS), Water Produced with Coal-Bed Methane; USGS Fact Sheet FS-156-00; USGS: Denver, CO, USA, 2000.
- Orem, W.H.; Tatu, C.A.; Lerch, H.E.; Rice, C.A.; Bartos, T.T.; Bates, A.L.; Tewalt, S.; Corum, M.D. Organic compounds in produced waters from coalbed natural gas wells in the powder river basin, wyoming, USA. Appl. Geochem. 2007, 22, 2240–2256. [Google Scholar] [CrossRef]
- Colorado School of Mines, An Integral Framework for Treatment and Management of Produced Water; Colorado School of Mines: Golden, CO, USA, 2009; pp. 1–157.
- Ali, I.; Morin, S.; Barrington, S.; Whalen, J.; Bonnell, R.; Martinez, J. Surface irrigation of dairy farm effluent, part I: Nutrient and bacterial load. Biosyst. Eng. 2006, 95, 547–556. [Google Scholar] [CrossRef]
- Luostarinen, S.A.; Rintala, J.A. Anaerobic on-site treatment of black water and dairy parlour wastewater in uasb-septic tanks at low temperatures. Water Res. 2005, 39, 436–448. [Google Scholar] [CrossRef]
- Reimann, W. Influence of organic matter from waste water on the permeability of membranes. Desalination 1997, 109, 51–55. [Google Scholar] [CrossRef]
- Reimann, W. Ultrafiltration of agricultural waste waters with organic and inorganic mambranes. Desalination 1997, 109, 263–267. [Google Scholar] [CrossRef]
- Das, M.; Kumar, A. Effluent characterization and different modes of reuse in agriculture—A model case study. Environ. Sci. Pollut. Res. Int. 2009, 16, 466–473. [Google Scholar] [CrossRef]
- Botalova, O.; Schwarzbauer, J.; Frauenrath, T.; Dsikowitzky, L. Identification and chemical characterization of specific organic constituents of petrochemical effluents. Water Res. 2009, 43, 3797–3812. [Google Scholar] [CrossRef]
- Andres, C.; Eklund, B.; Gravenfors, E.; Kukulska, Z.; Tarkpea, M. A multivariate biological and chemical characterization of industrial eflluents connected to municipal sewage treatment plants. Environ. Toxicol. Chem. 1998, 17, 228–233. [Google Scholar]
- Humbolt State University, What Industries/Products are the Most Water-Intensive within the United States? Research Summary; Humbolt State University: Arcata, CA, 2009 28 October.
- Dow, N.; Gray, S.; Li, J.-D.; Ostarcevic, E.; Barron, R.; Liubinas, A.; Atherton, P.; Halliwell, D.; Mikel, D. Membrane distillation of industrial wastewater. In Australian Water Association Ozwater 11, Adelaide, Australia, 9–11 May 2011.
- Srinivasamoorthy, K.; Chidambaram, S.; Sarma, V.S.; Vasanthavigar, M.; Vijayaraghavan, K.; Rajivgandhi, R.; Anandhan, P.; Manivannan, R. Hidrogeochemical characterisation of groundwater in salem distric of tamilnadu, india. Res. J. Environ. Earth Sci. 2009, 1, 22–33. [Google Scholar]
- Morikawa, M.; Morrison, J.; Gleick, P. Corporate Reporting on Water: A Review of Eleven Global Industries; Pacific Institute for Studies in Development, Environment, and Security: Oakland, CA, USA, 2007; pp. 1–50. [Google Scholar]
- American Membrane Technology Association (AMTA), Membrane desalination costs. In Fact Sheets; AMTA: Stuart, FL, USA, 2007.
- Arrollo, J.A.; Shirazi, S. Cost of Water Desalination in Texas; Texas Water Development Board: Austin, TX, USA, 2002; pp. 1–7. [Google Scholar]
- Kawamura, S.; McGivney, W. Cost Estimating Manual for Water Treatment Facilities; Wiley: Hoboken, NJ, USA, 2008. [Google Scholar]
- American Membrane Technology Association (AMTA), Membrane desalination power usage put in perspective. In Fact Sheets; AMTA: Stuart, FL, USA, 2009.
- Wittholz, M.K.; O'Neill, B.K.; Colby, C.B.; Lewis, D. Estimating the cost of desalination plants using a cost database. Desalination 2008, 229, 10–20. [Google Scholar] [CrossRef]
- Younos, T. The economics of desalination. J. Contemp. Water Res. Educ. 2005, 132, 39–45. [Google Scholar] [CrossRef]
- Borsani, R.; Rebagliati, S. Fundamentals and costing of msf desalination plants and comparison with other technologies. Desalination 2005, 182, 29–37. [Google Scholar] [CrossRef]
- Water Reuse Association (WRA), Seawater Desalination Costs. White Paper; WRA: Alexandria, VA, USA, September 2011; p. 26.
- Texas Water Development Board (TWDB), The Future of Desalination in Texas; Biennial Report on Seawater Desalination; TWDB: Austin, TX, USA, 2010; pp. 1–26.
- Akgul, D.; Çakmakcı, M.; Kayaalp, N.; Koyuncu, I. Cost analysis of seawater desalination with reverse osmosis in turkey. Desalination 2008, 220, 123–131. [Google Scholar] [CrossRef]
- Wade, N.M. Energy and cost allocation in dual-purpose power and desalination plants. Desalination 1999, 123, 115–125. [Google Scholar] [CrossRef]
- Hafez, A.; El-Manharawy, S. Economics of seawater ro desalination in the red sea region, Egypt. Part 1. A case study. Desalination 2003, 153, 335–347. [Google Scholar] [CrossRef]
- Shrestha, E.; Ahmad, S.; Johnson, W.; Shrestha, P.; Batista, J.R. Carbon footprint of water conveyance versus desalination as alternatives to expand water supply. Desalination 2011, 280, 33–43. [Google Scholar] [CrossRef]
- Texas Water Development Board (TWDB), The Future of Desalination in Texas; Biennial Report on Seawater Desalination; TWDB: Austin, TX, USA, 2004; Volume 1, pp. 1–51.
- Greenlee, L.F.; Lawler, D.F.; Freeman, B.D.; Marrot, B.; Moulin, P. Reverse osmosis desalination: Water sources, technology, and today’s challenges. Water Res. 2009, 43, 2317–2348. [Google Scholar] [CrossRef]
- Karagiannis, I.C.; Soldatos, P.G. Water desalination cost literature: Review and assessment. Desalination 2008, 223, 448–456. [Google Scholar] [CrossRef]
- Zhou, Y.; Tol, R.S.J. Evaluating the costs of desalination and water transport. Water Resour. Res. 2005, 41, 1–16. [Google Scholar]
- Freedman, P.L.; Wolfe, J.R. Thermal Electric Power Plant Water Uses; Improvements Promote Sustainability and Increase Profits. In Presented at the Canadian-US Water Policy Workshop, Washington, DC, USA, 2 October 2007; pp. 1–11.
- Electric Power Research Institute (EPRI), Use of Degraded Water Sources as Cooling Water in Power Plants; Consultant Report 1005359; EPRI: Palo Alto, CA, USA, 2003; pp. 1–168.
- Electric Power Research Institute (EPRI), Program on Technology Innovation: An Energy/Water Sustainability Research Program for The Electric Power Industry; Topical Report 1015371; EPRI: Palo Alto, CA, USA, 2007; pp. 1–96.
- Hayes, T. The electrodialysis alternative for produced water management. Gas Tips 2004, 10, 15–20. [Google Scholar]
- Burgess, G.; Lovegrove, K. Solar Thermal Powered Desalination: Membrane versus Distillation Technologies; Australian National University: Canberra, Australia, 2005. [Google Scholar]
- Tonner, J. Barriers to Thermal Desalination in the United States; Desalination and Water Purification Research and Development Program Report No. 144; Bureau of Reclamation: Denver, CO, USA, 2008. [Google Scholar]
- Wangnick, K. Present status of thermal seawater desalination techniques. Desalin. Water Reuse Q. 2000, 10, 14–21. [Google Scholar]
- Sirkar, K.K.; Li, B. Novel Membrane and Device for Direct Contact Membrane Distillation-Based Desalination Process: Phase II; Desalination and Water Purification Research and Development Program Report No. 96; Bureau of Reclamation: Denver, CO, USA, 2003; pp. 1–76. [Google Scholar]
- Wu, S. Analysis of water production costs of a nuclear desalination plant with a nuclear heating reactor coupled with med processes. Desalination 2006, 190, 287–294. [Google Scholar] [CrossRef]
- Banat, F.; Jwaied, N. Economic evaluation of desalination by small-scale autonomous solar-powered membrane distillation units. Desalination 2008, 220, 566–573. [Google Scholar] [CrossRef]
- Bouguecha, S.; Hamrouni, B.; Dhahbi, M. Small scale desalination pilots powered by renewable energy sources: Case studies. Desalination 2005, 183, 151–165. [Google Scholar] [CrossRef]
- Gude, V.G.; Nirmalakhandan, N.; Deng, S.G.; Maganti, A. Feasibility study of a new two-stage low temperature desalination process. Energy Convers. Manag. 2012, 56, 192–198. [Google Scholar] [CrossRef]
- Nisan, S.; Benzarti, N. A comprehensive economic evaluation of integrated desalination systems using fossil fuelled and nuclear energies and including their environmental costs. Desalination 2008, 229, 125–146. [Google Scholar] [CrossRef]
- Zuo, G.; Wang, R.; Field, R.; Fane, A.G. Energy efficiency evaluation and economic analyses of direct contact membrane distillation system using aspen plus. Desalination 2011, 283, 237–244. [Google Scholar] [CrossRef]
- Gude, V.G.; Nirmalakhandan, N. Combined desalination and solar-assisted air-conditioning system. Energy Convers. Manag. 2008, 49, 3326–3330. [Google Scholar] [CrossRef]
- Milow, B.; Zarza, E. Advanced med solar desalination plants. Configurations, costs, future—Seven years of experience at the plataforma solar de almeria (Spain). Desalination 1997, 108, 51–58. [Google Scholar]
- El-Nashar, A.; Samad, M. The solar desalination plant in abu dhabi: 13 years of performance and operating history. Renew. Energy 1998, 14, 236–274. [Google Scholar]
- Suri, R.K.; Al-Marafie, A.M.R.; Al-Homoud, A.A.; Maheshwari, G.P. Cost-effectiveness of solar water production. Desalination 1989, 71, 165–175. [Google Scholar] [CrossRef]
- Kullab, A.; Liu, C.; Martin, A. Solar desalination using membrane distallation—Technical evaluation case study. In Proceedings of International Solar Energy Society Conference, Orlando, Fl, USA, 6–12 August 2005.
- Sirkar, K.K.; Li, B. Novel Membrane and Device for Direct Contact Membrane Distillation-Based Desalination Process: Phase III; Desalination and Water Purification Research and Development Program Report No. 99; Bureau of Reclamation: Denver, CO, USA, 2008; pp. 1–62. [Google Scholar]
- Côté, P.; Siverns, S.; Monti, S. Comparison of membrane-based solutions for water reclamation and desalination. Desalination 2005, 182, 251–257. [Google Scholar] [CrossRef]
- Mickley, M. Review of concentrate management options. In The Future of Desalination in Texas, Volume II: Technical Papers, Case Studies and Desalination Technology Resources; Report No. 363; Texas Water Development Board: Austin, TX, USA, 2004; pp. 1–14. [Google Scholar]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Camacho, L.M.; Dumée, L.; Zhang, J.; Li, J.-d.; Duke, M.; Gomez, J.; Gray, S. Advances in Membrane Distillation for Water Desalination and Purification Applications. Water 2013, 5, 94-196. https://doi.org/10.3390/w5010094
Camacho LM, Dumée L, Zhang J, Li J-d, Duke M, Gomez J, Gray S. Advances in Membrane Distillation for Water Desalination and Purification Applications. Water. 2013; 5(1):94-196. https://doi.org/10.3390/w5010094
Chicago/Turabian StyleCamacho, Lucy Mar, Ludovic Dumée, Jianhua Zhang, Jun-de Li, Mikel Duke, Juan Gomez, and Stephen Gray. 2013. "Advances in Membrane Distillation for Water Desalination and Purification Applications" Water 5, no. 1: 94-196. https://doi.org/10.3390/w5010094