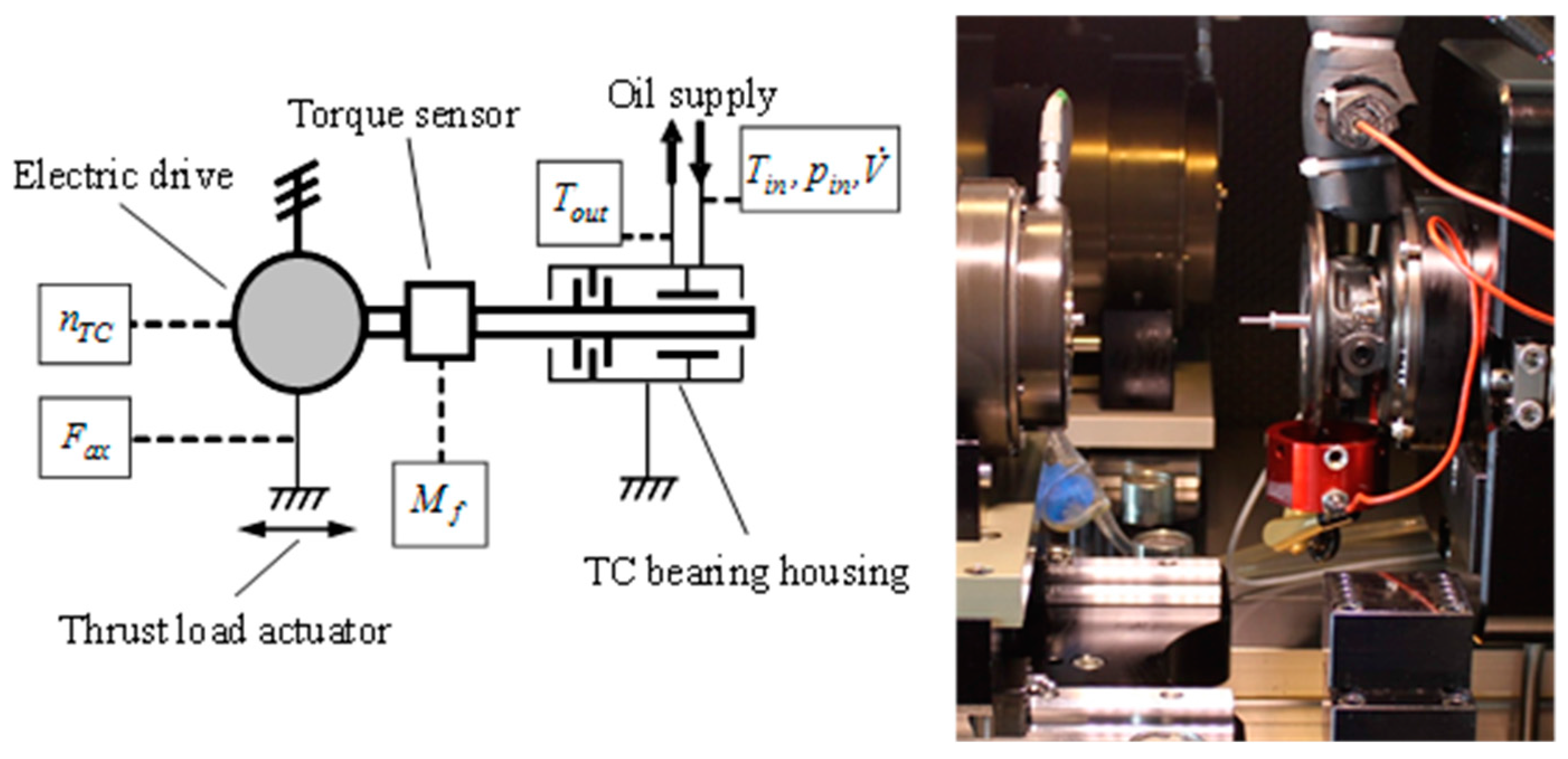
3.1. Measurement of Bearing Friction and Validation of Simulation Model
As described in
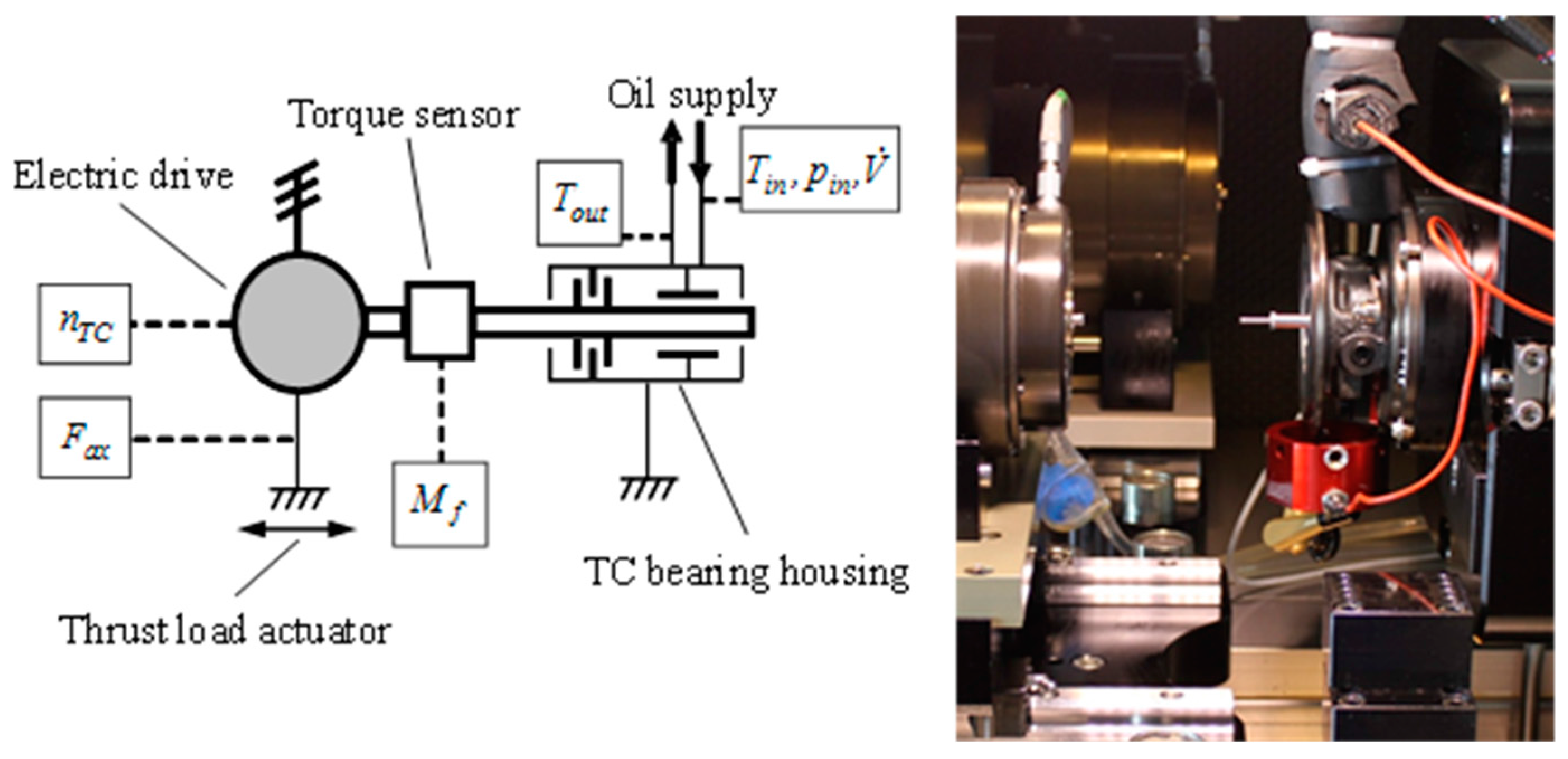
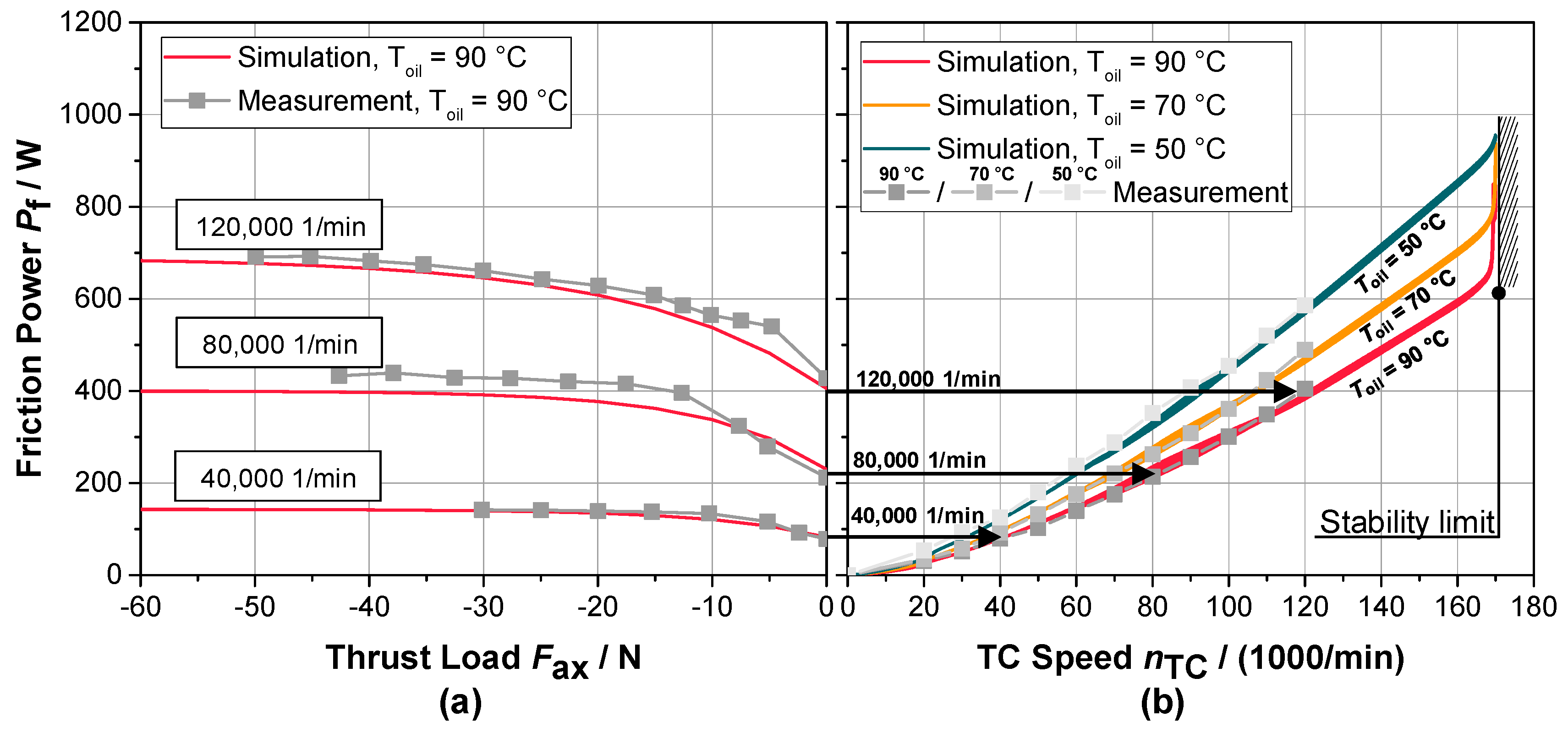
Section 2.2.1, the rotor wheels are removed from the shaft to eliminate aerodynamic drag on the friction test bench, so that the measured drag torque is resulting pureley from the friction losses generated within the bearing system. To get an accurate correlation of the turbocharger simulation model with the measurements, it is important to create a virtual model of the set-up from the test bench. That means, the turbine and compressor wheels in the model are removed and the rotational movement is given on the free end of the rotor at the compressor side which is radially supported with a linear bearing stiffness of
as a spare electro-magnetic bearing. First, measurements and simulations with an oil inlet temperature
Toil of 50, 70 and 90 °C from
nTC = 0–120,000 1/min (measurement) and
nTC = 0–170,000 1/min (simulation) and zero thrust load
Fax were carried out. At around
nTC = 170,000 1/min, the simulation model reaches a stability limit for all analyzed temperatures caused by very high rotor oscillation. The removed turbine and compressor wheels are here the probable reason as shown later in
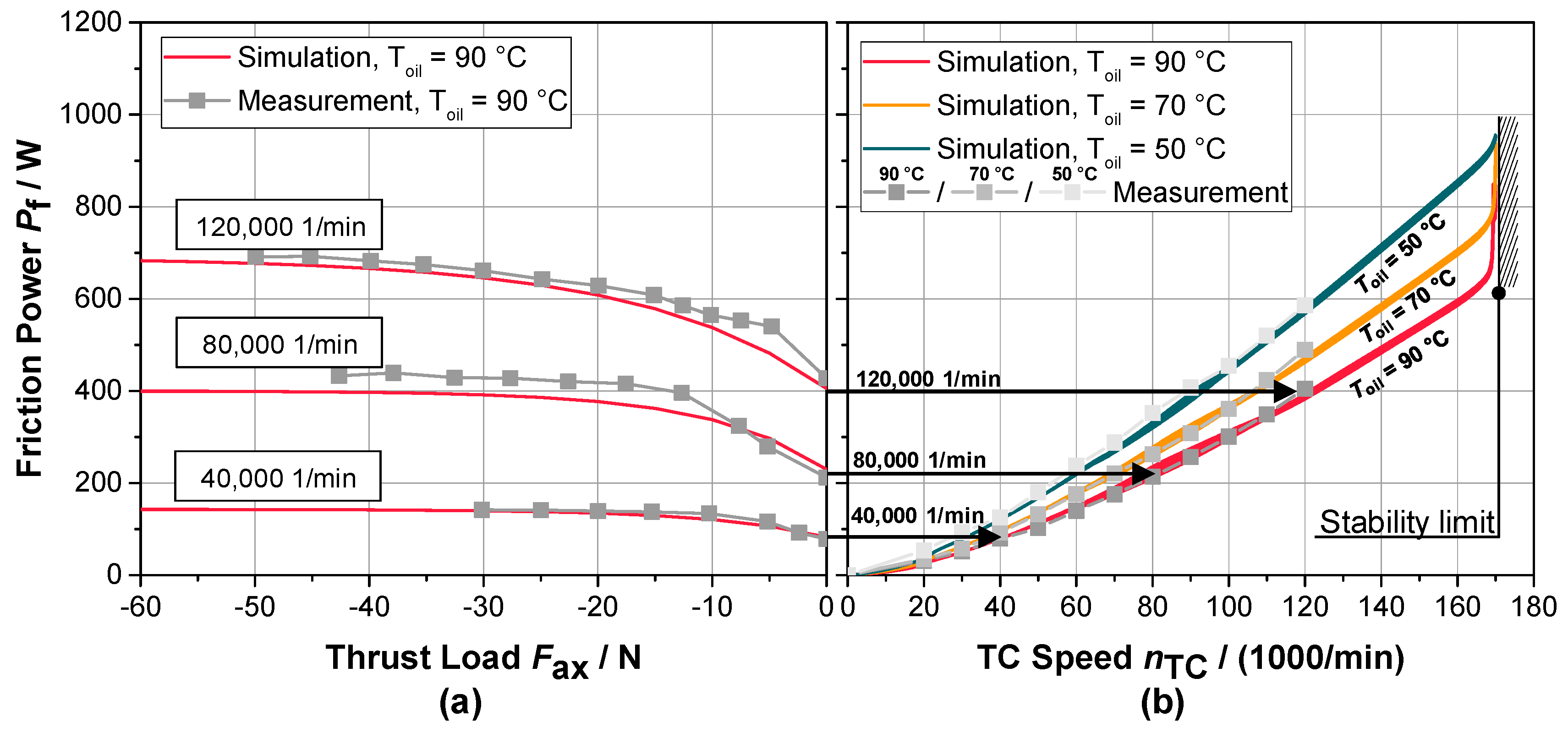
Section 3.2. Measured and simulated friction losses can be found in
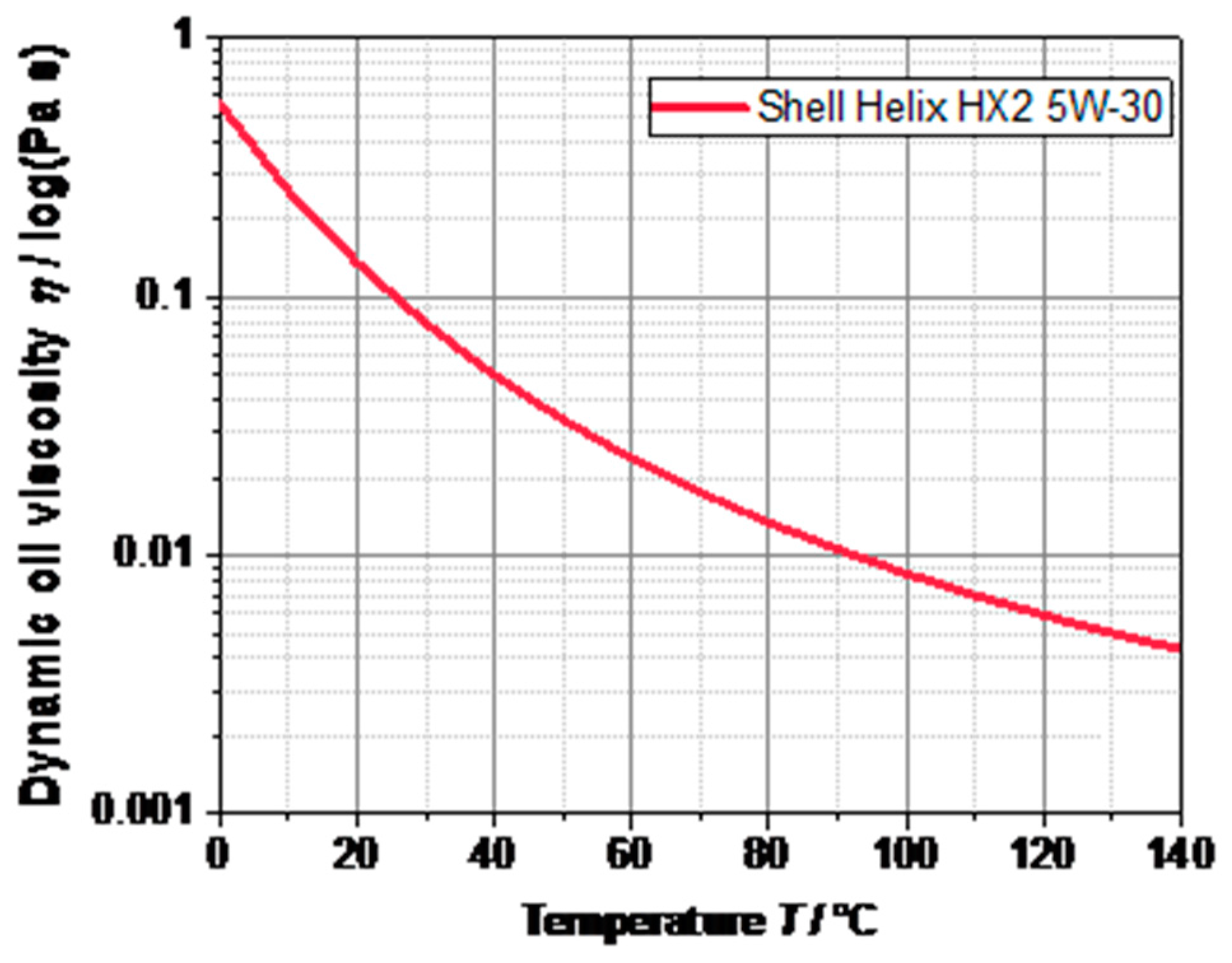
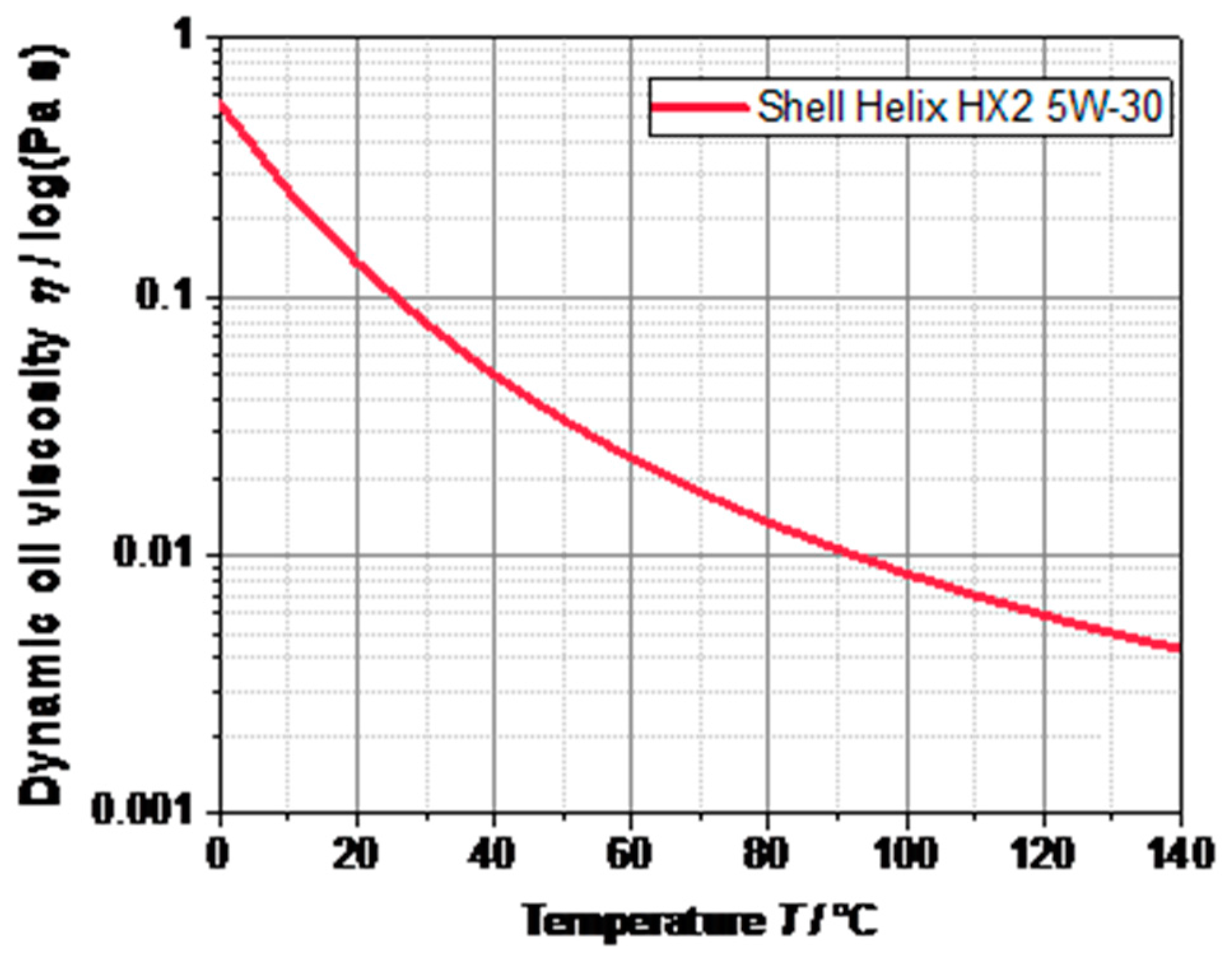
Figure 9b. As expected, the friction power decreases with increasing temperature due to a decrease of the dynamic oil viscosity. Both, measurement and simulation, show this trend and have nearly the same absolute values. In a second step, a thrust load variation with
Toil = 90 °C for three different TC speeds (
nTC = 40,000 1/min, 80,000 1/min and 120,000 1/min) was done. Due to the symmetrical design of the thrust bearing only negative thrust loads (“compressor pulls”) between
Fax = −50 and 0 N were applied on test bench as well as simulation model.
Figure 9a shows the impact of the thrust load on friction power for the three different speeds. With increasing speed the effect of the thrust load on friction is increasing (higher gradient). Similar results could be found in Höpke et al. [
6]. Largest deviation between measurement and simulation is only 10.8% at
Fax = −5 N and
nTC = 120,000 1/min. Here, measurement shows a higher increase of friction power at low loads than the simulation model. Overall, the simulation model correlates very well with the measurement results and show for both variations (oil inlet temperature and thrust load) the same behavior of the bearing friction losses compared to the friction test bench.
3.2. Measurement of Shaft Motion and Validation of Simulation Model
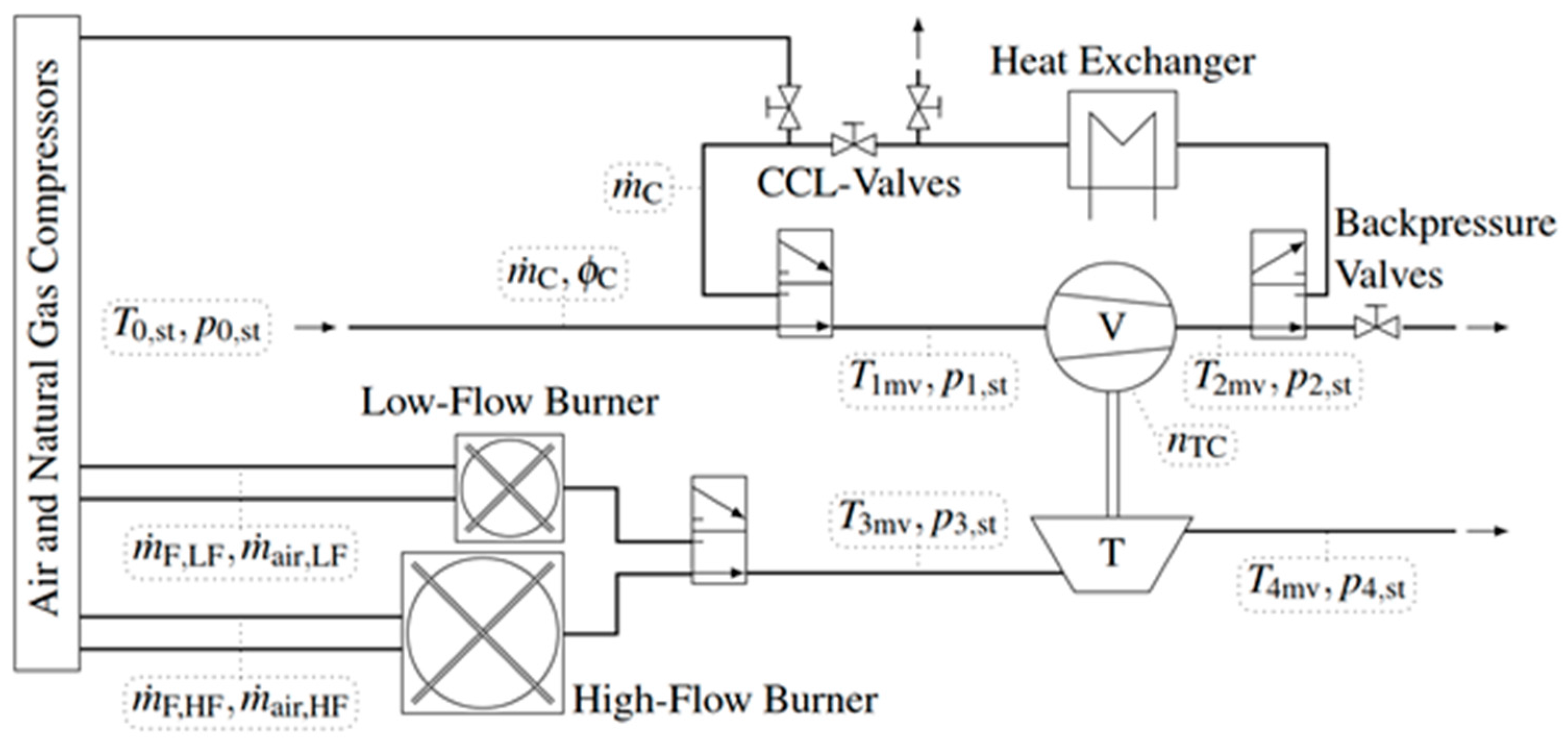
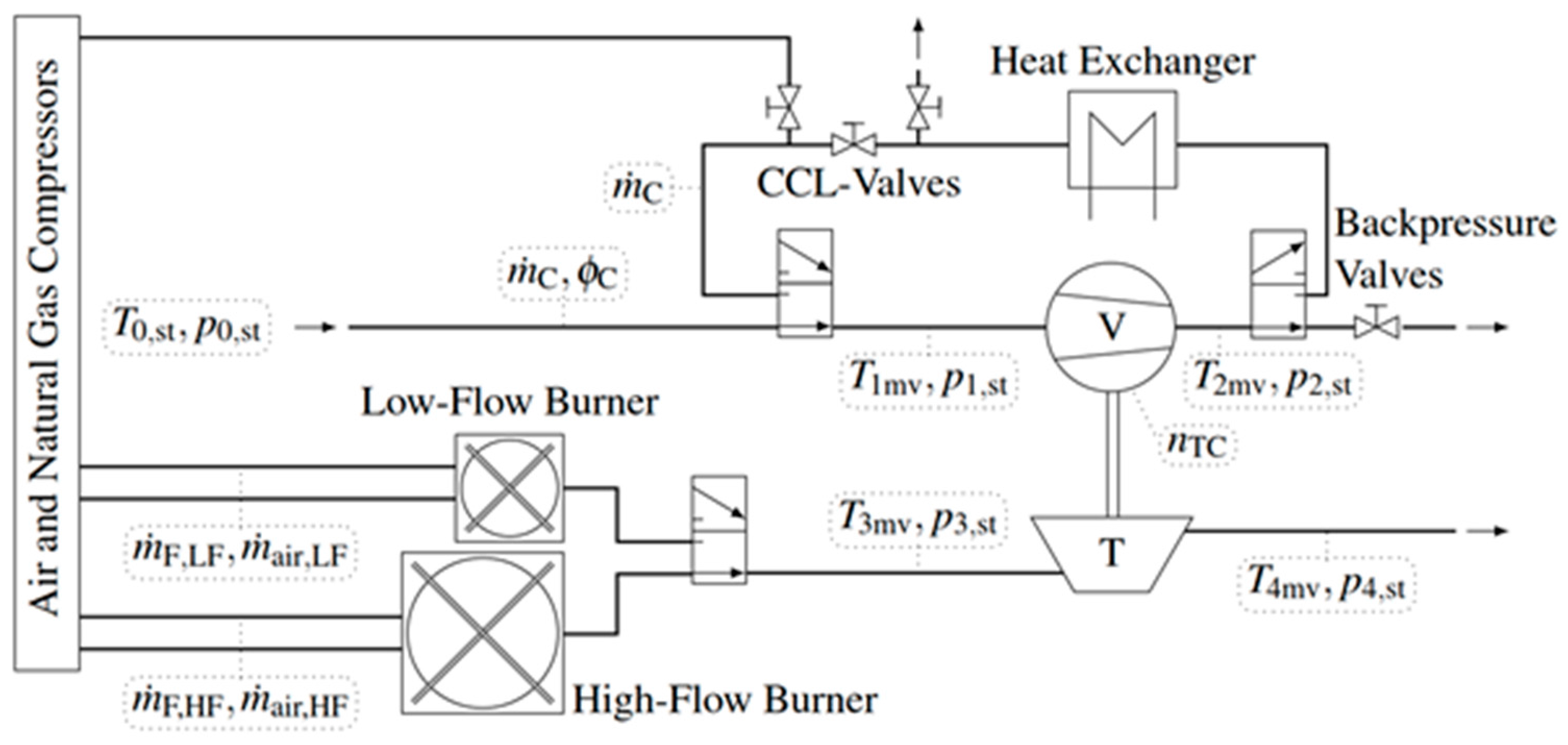
The shaft motion measurement is done on a hot gas test bench as described in
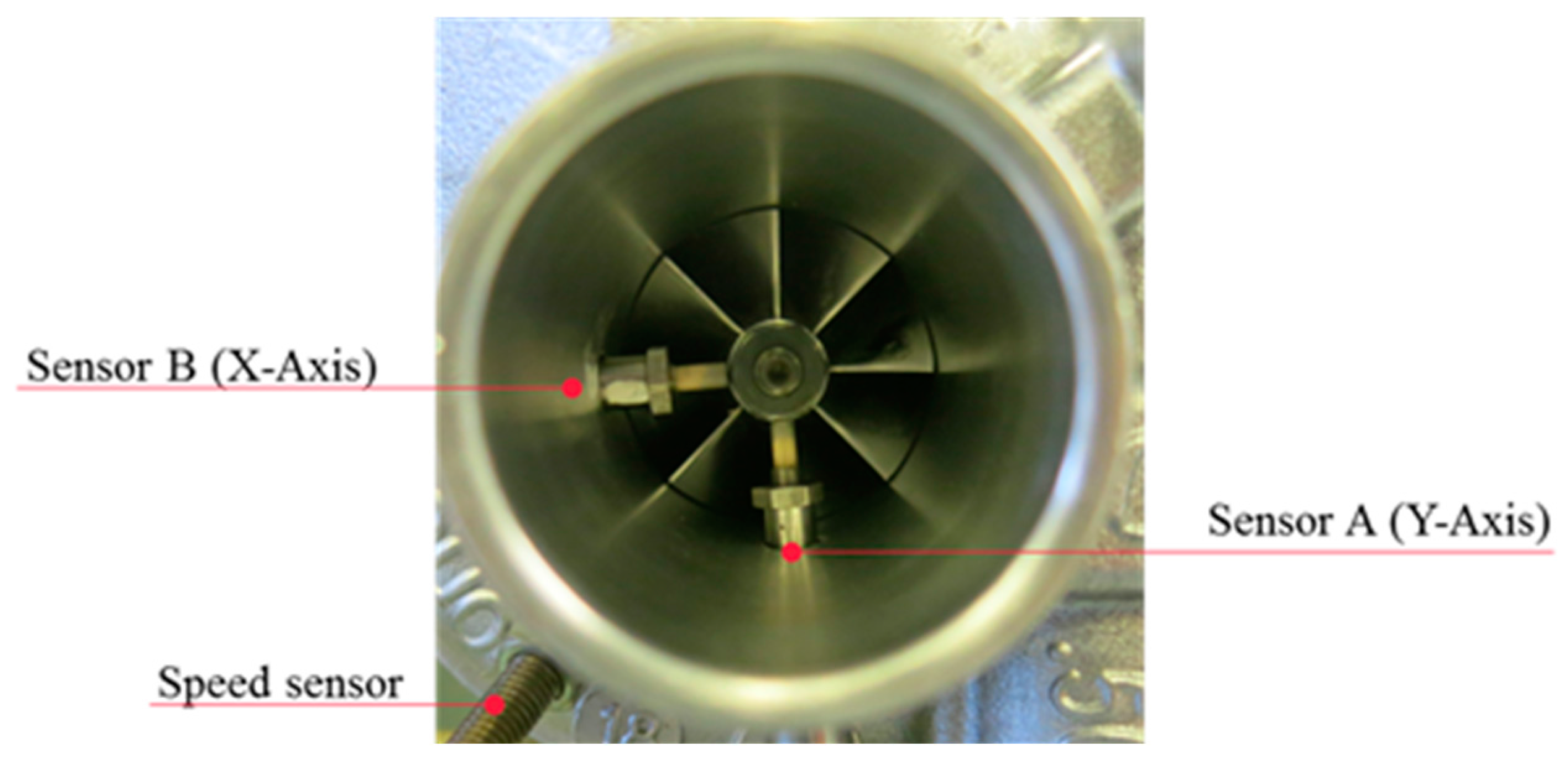
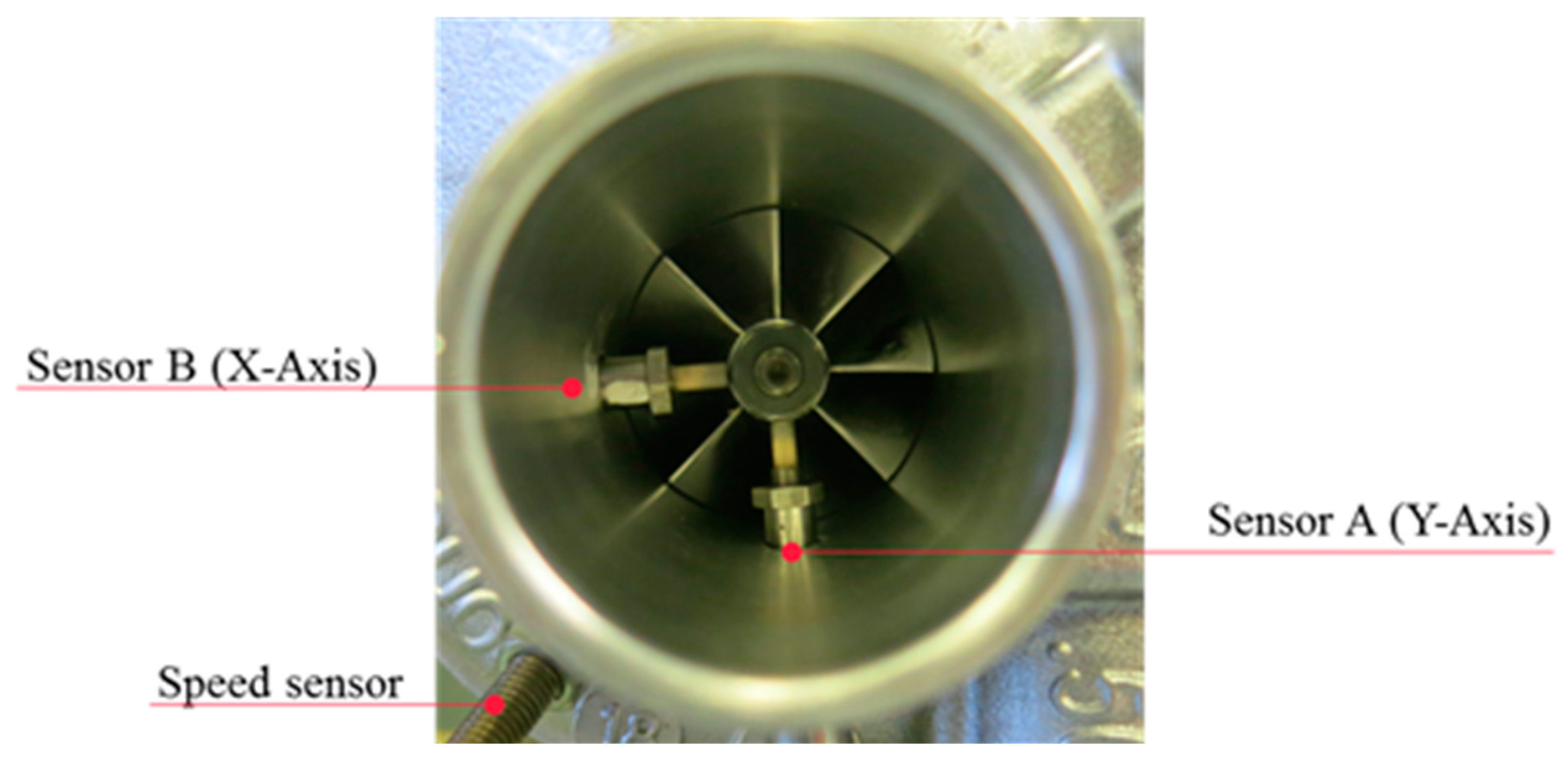
Section 2.2.2. The MBS model is adapted to include the full rotor assembly with compressor and turbine wheel and is only supported by journal and thrust bearings—No other support constraints are applied. The shaft displacement is measured and simulated at the compressor nut (cf.
Figure 4) for all six operating points, see
Table 3.
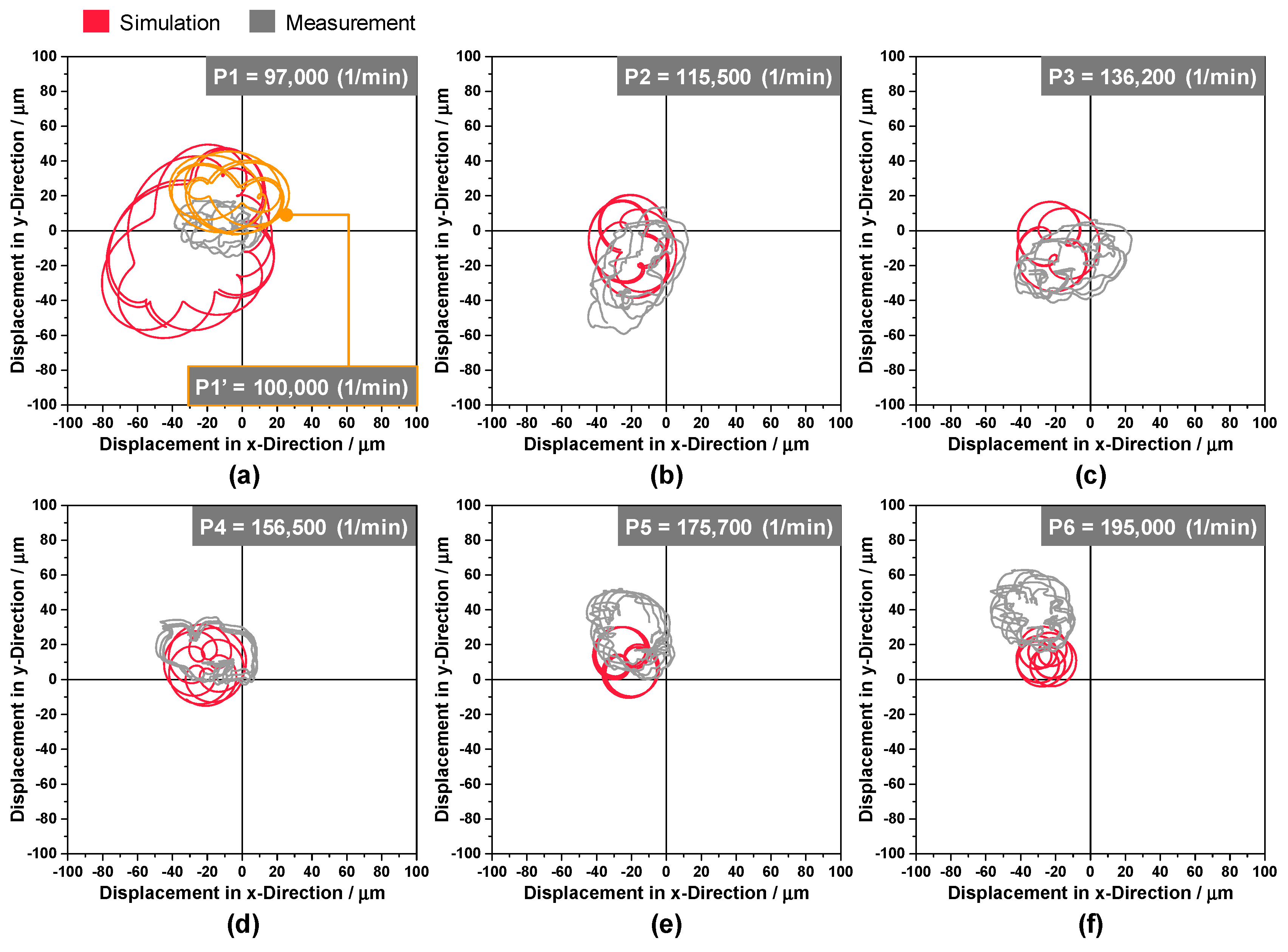
Figure 10 shows the results of measurement (gray orbits) and simulation (red orbits) for 5 shaft revolutions. It can be observed that the orbits of measurement as well as simulation are located in the same quadrant(s). The diameter of measured and simulated orbits of operating points P2–P6 (
Figure 10b–f) match well. Inner loops, an indicator for sub-synchronous vibrations, can be observed very clearly from the simulation results. If these inner loops migrate to a new location at each revolution, the motion is quasiperiodic. For P2–P6 two inner loops per revolution are recognizable. With the number of inner loops
N, the frequency order
X of the sub-synchronous vibration can be determined by 1/(N + 1)-
X which results in a (1/3)-
X sub-synchronous vibration of operating points P2–P6. These sub-synchronous vibrations occur due to the well-known oil whirl of the inner oil films, cf. e.g., [
8,
9,
10,
11]. A large deviation of shape and size between measurement and simulation is seen for operating point P1 (
Figure 10a). Here, the simulation shows a large amplitude
A with four inner loops as an indicator for a low order sub-synchronous vibration of (1/5)-
X. Due to transient speed ramp-up simulations in entire speed range, which were carried out for the investigations of
Section 3.3 and
Section 3.4, it could be observed that shortly after
nTC = 97,000 1/min (P1) there is a discontinuous change from one to another sub-synchronous oscillation. Therefore, a second simulation P1’ with
nTC = 100,000 1/min next to operating point P1 was carried out and its simulated shaft orbit is depicted in yellow in
Figure 10. Even though this operating point is only 3000 1/min away from P1, the shape and size of the orbit fits very well to the original measured operating point.
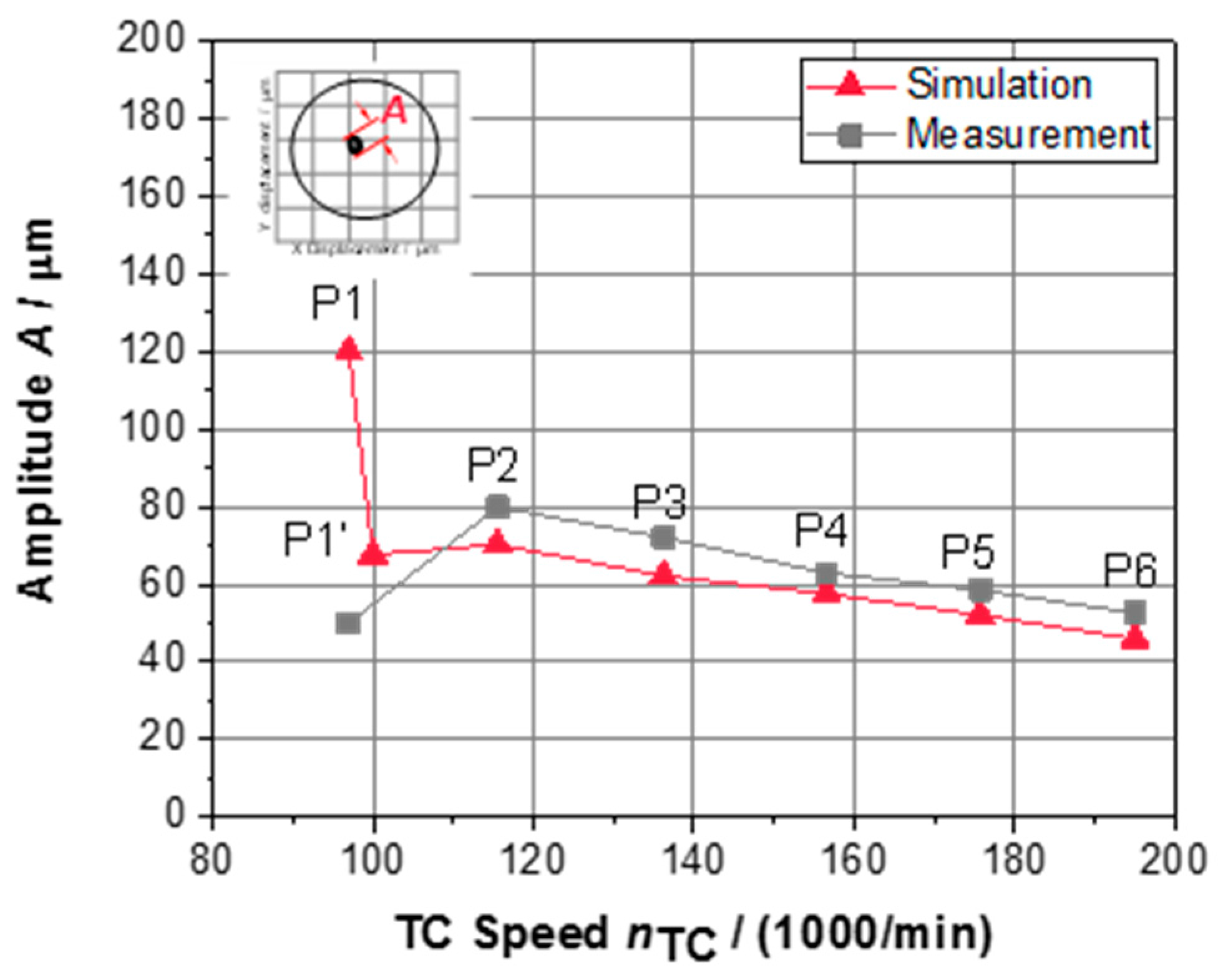
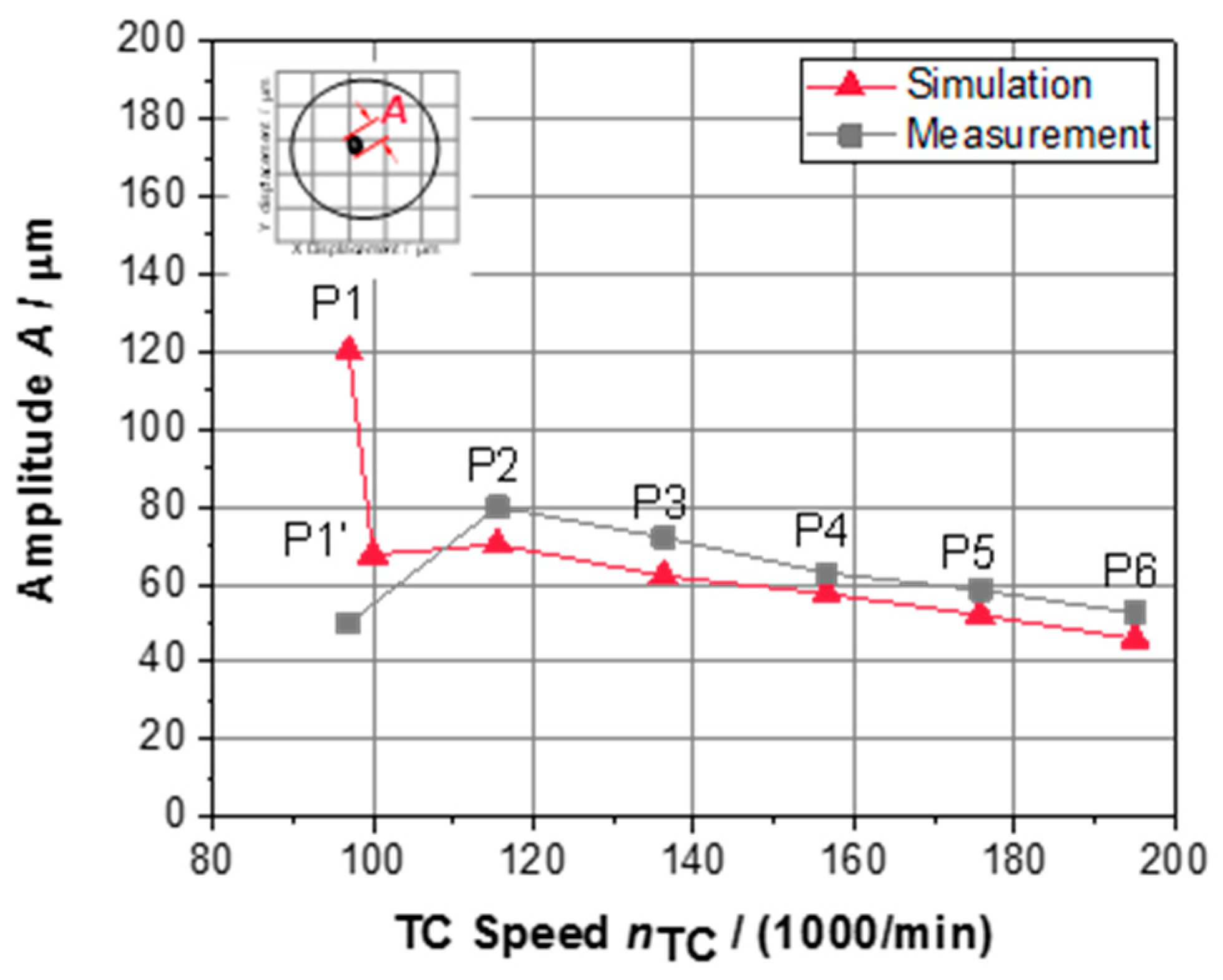
To achieve a quantitative comparison of measurement and simulation, the orbit amplitudes
A of the shaft orbits are calculated (maximum distance of two points of one orbit) using Equation (10) and are depicted in
Figure 11 as a first step.
As
Figure 11 shows, the size of the amplitudes of operating points P2–P6 of simulation match well with the measured shaft motion. The deviation of the amplitude is 5–9 µm. With increasing speed the shaft amplitude decreases from P2 on. The calculated amplitude of the additional operating point P1’ is also plotted in the same figure and shows only a difference of 16.6 µm to the measured operating point P1. As expected, the size of the shaft orbit
A = 119.9 µm of the simulated operating point P1 is quite far away from the measured result. Of course, it is possible that similar observations of such a large amplitude can be made in measurements for TC speeds lower than
nTC,P1 = 97,000 1/min. For this study no shaft motions at lower TC speeds were measured on the hot gas test bench.
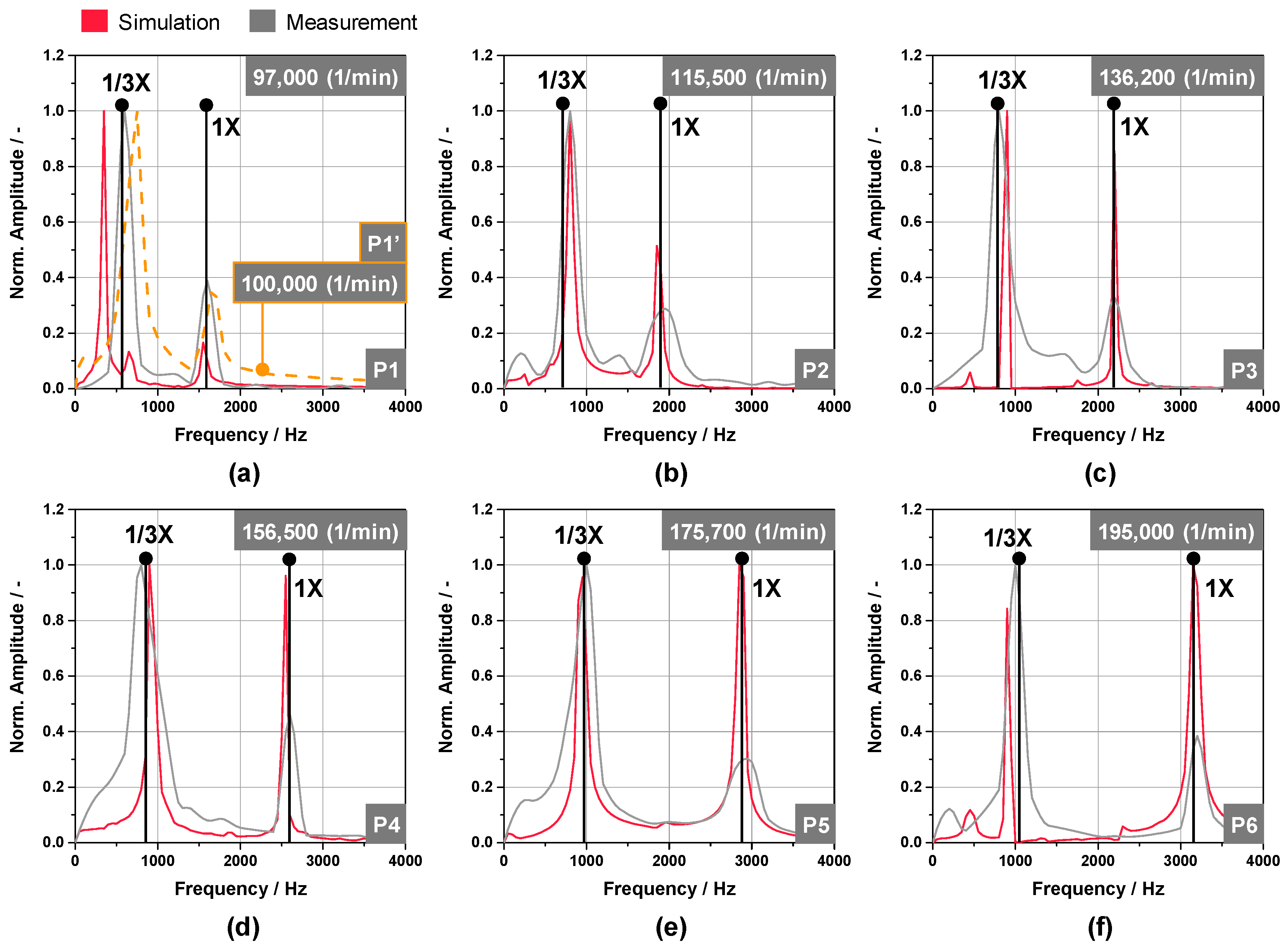
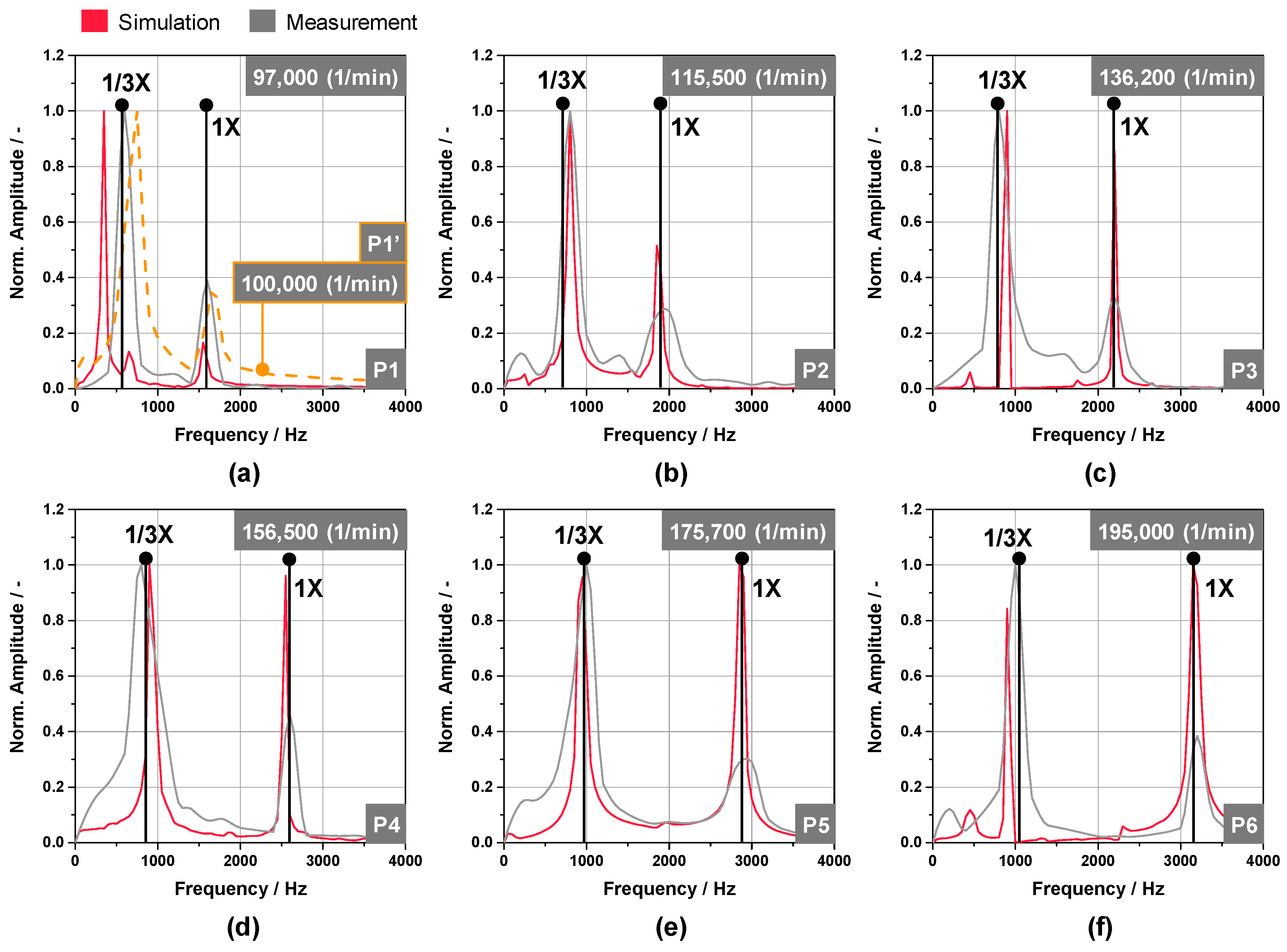
In a second step, the frequency of the measured and the simulated motion is calculated by a fast Fourier transform (FFT) and compared in
Figure 11. Measurement and simulation show one synchronous oscillation (1
X frequency) for all six operating points due to the unbalanced mass of the system as well as sub-synchronous vibration (1/(
N + 1)-
X frequency), as seen before in
Figure 10.
For all operating points the simulation model shows a higher first order (1
X) synchronous oscillation than the measurement, indicating a higher unbalance of the rotor assembly than on the test bench. The 1
X amplitude of simulated P1 is smaller than the measured one in
Figure 12a, but only due to the normalizing regarding the high amplitude of the low order sub-synchronous vibration. For future investigations regarding the investigated turbocharger, the unbalanced point masses in the simulation model have to be examined in detail. As a further observation, a direct connection between sub-synchronous frequencies and shaft motion orbits (
Figure 10), and the number of inner loops
N can be studied: Two inner loops of the operating points P2–P6 result in a 1/3-
X excitation. This can also be observed in the sub-synchronous frequency peaks of measurement and simulation which are quite near to this excitation as
Figure 12 shows.
The frequency calculation also shows the deviation between measurement and simulation of P1: The measured signal shows a 1/3-X excitation, the simulation, however, has a maximum peak at quite a lower order and only a small peak at this 1/3-X order. The frequency peaks of P1’ have a similar behavior as measured P1, but are slightly shifted due to the increased TC speed.
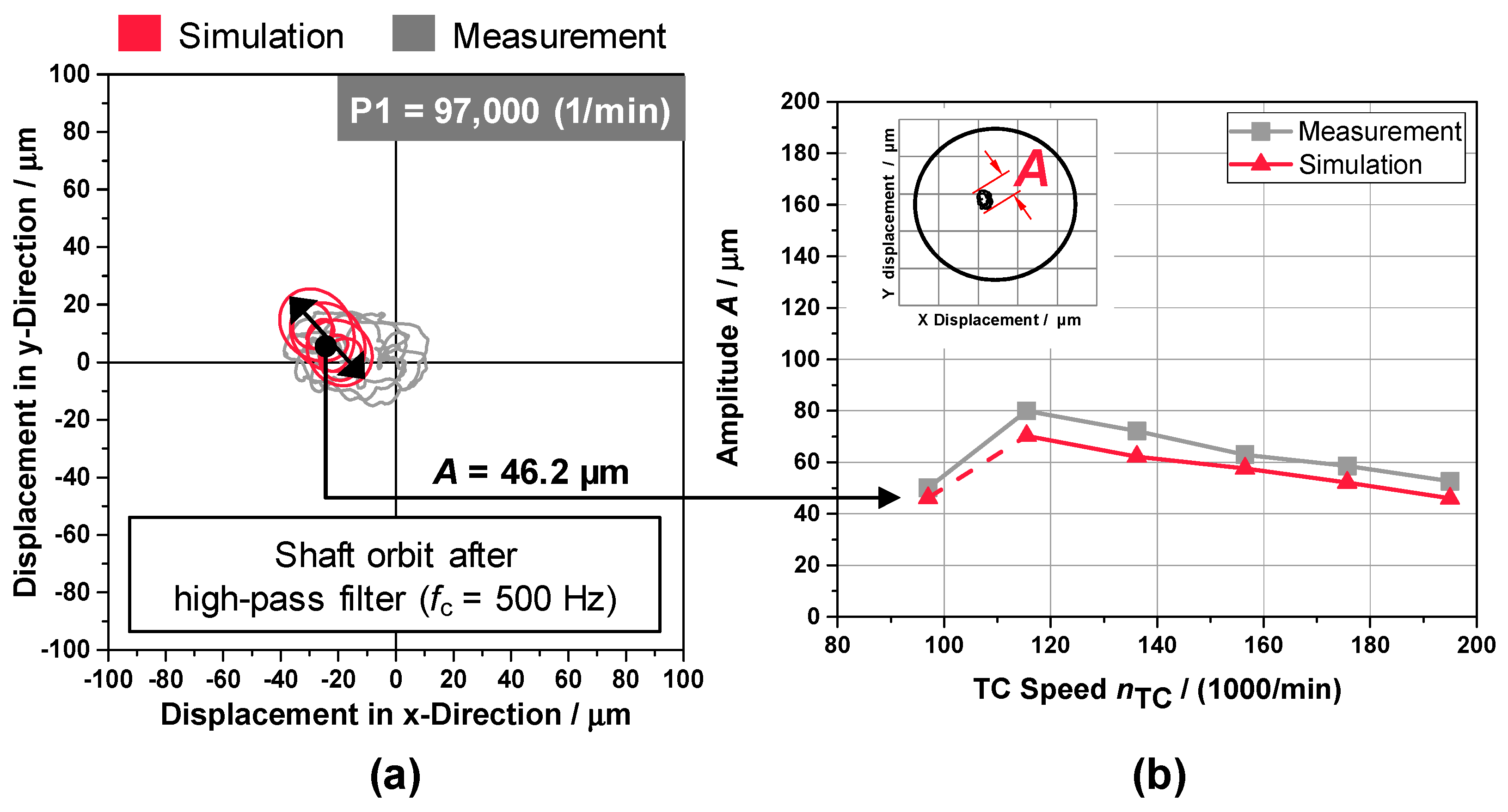
As a result of the FFT analysis it is assumed, that a very low order oscillation (<1/3-
X) results in a large shaft motion of the examined turbocharger. To verify this assumption, a high-pass filter with a cut-off frequency of
fc = 500 Hz is applied to operating point P1 and the results are depicted in
Figure 13. If only frequencies higher than 500 Hz are considered, the simulated shaft orbit amplitude is very close to the measured one.
The reason for the difference between measurement and simulation of operating point P1 will be investigated in a follow up study. The following topics influence the rotor dynamic behavior and could be a possible cause. First, seal rings to reduce the blow-by are not included in the simulation model but in measurement, which can have an additional damping effect according to investigations of Nguyen-Schäfer [
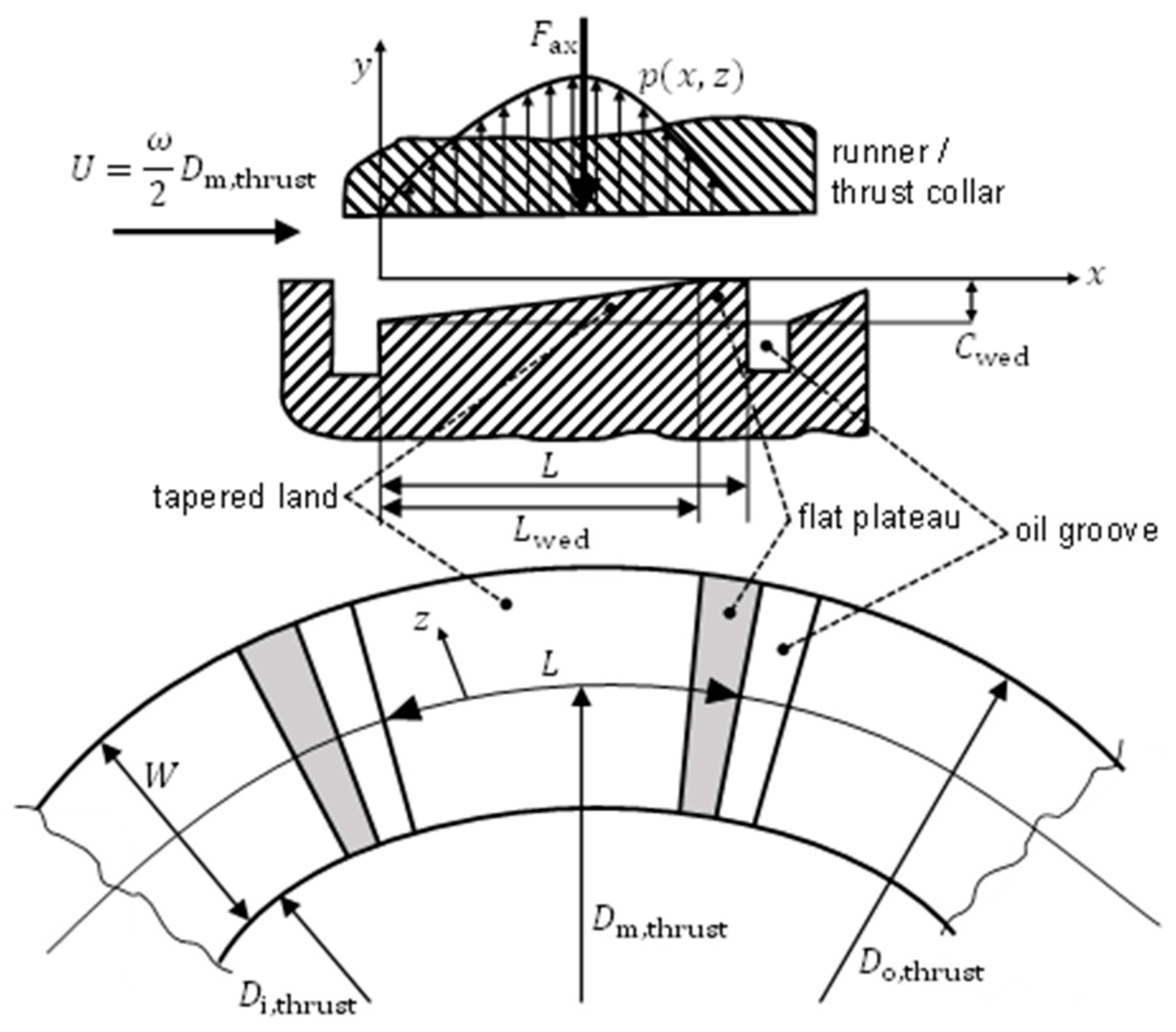
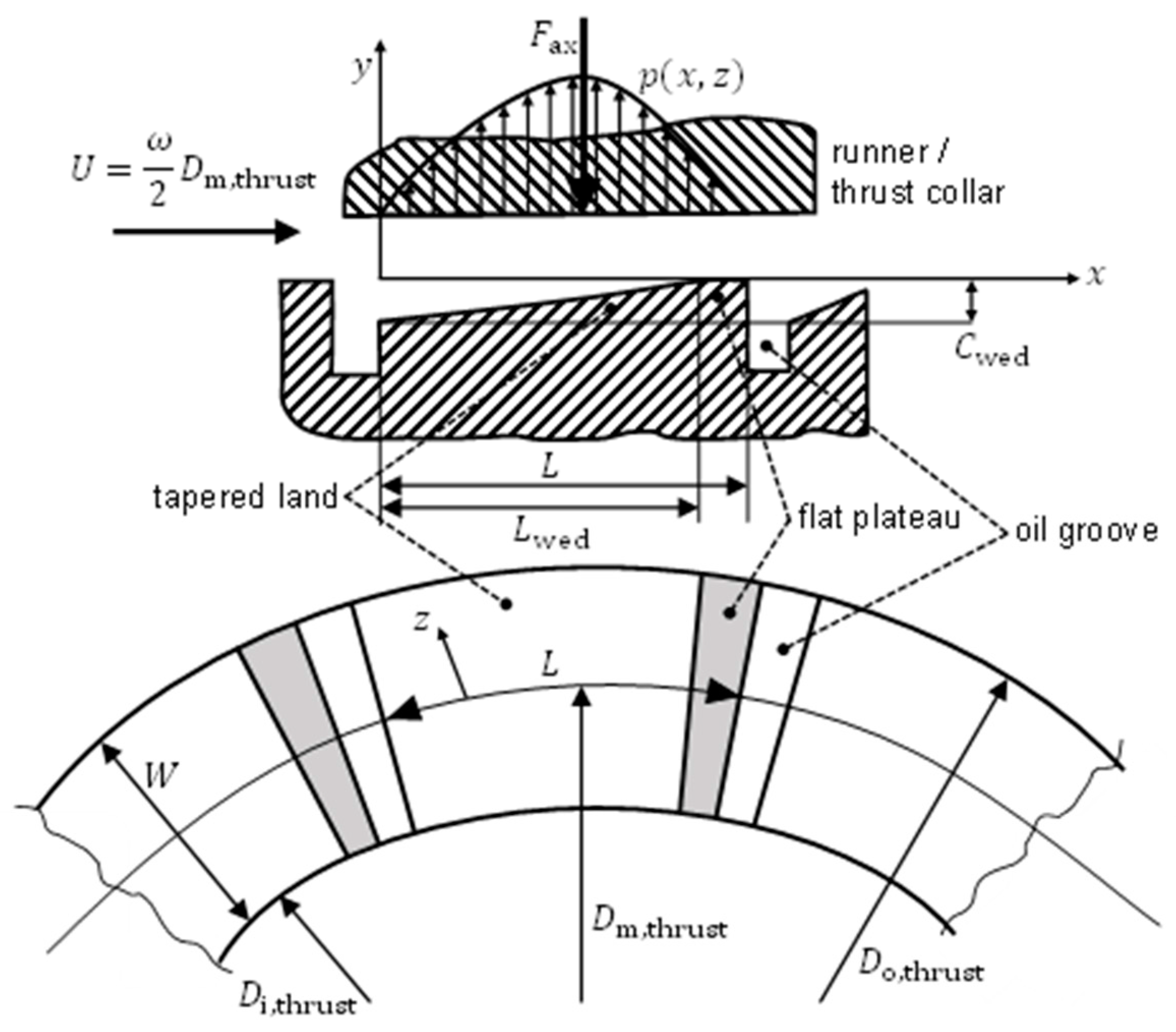
26]. Second, pulsating radial aerodynamic forces act on the turbine and compressor wheel due to pressure variation of the circulating gas and are not considered in the MBS model. Computational fluid dynamics (CFD) calculations with high effort must be carried out to include these forces in a MBS system. Third, a thrust bearing model with an analytical approach of the Reynold’s equation to speed-up the calculations was used for this study as described in
Section 2.3.2. Advanced thrust bearing effects, e.g., tilting or misalignment, where the occurring reaction forces of the bearing will change, are not considered. And last, the occurring shaft temperature was only estimated from past measurements to adapt the Young’s modulus and has no transient effect in the MBS model.
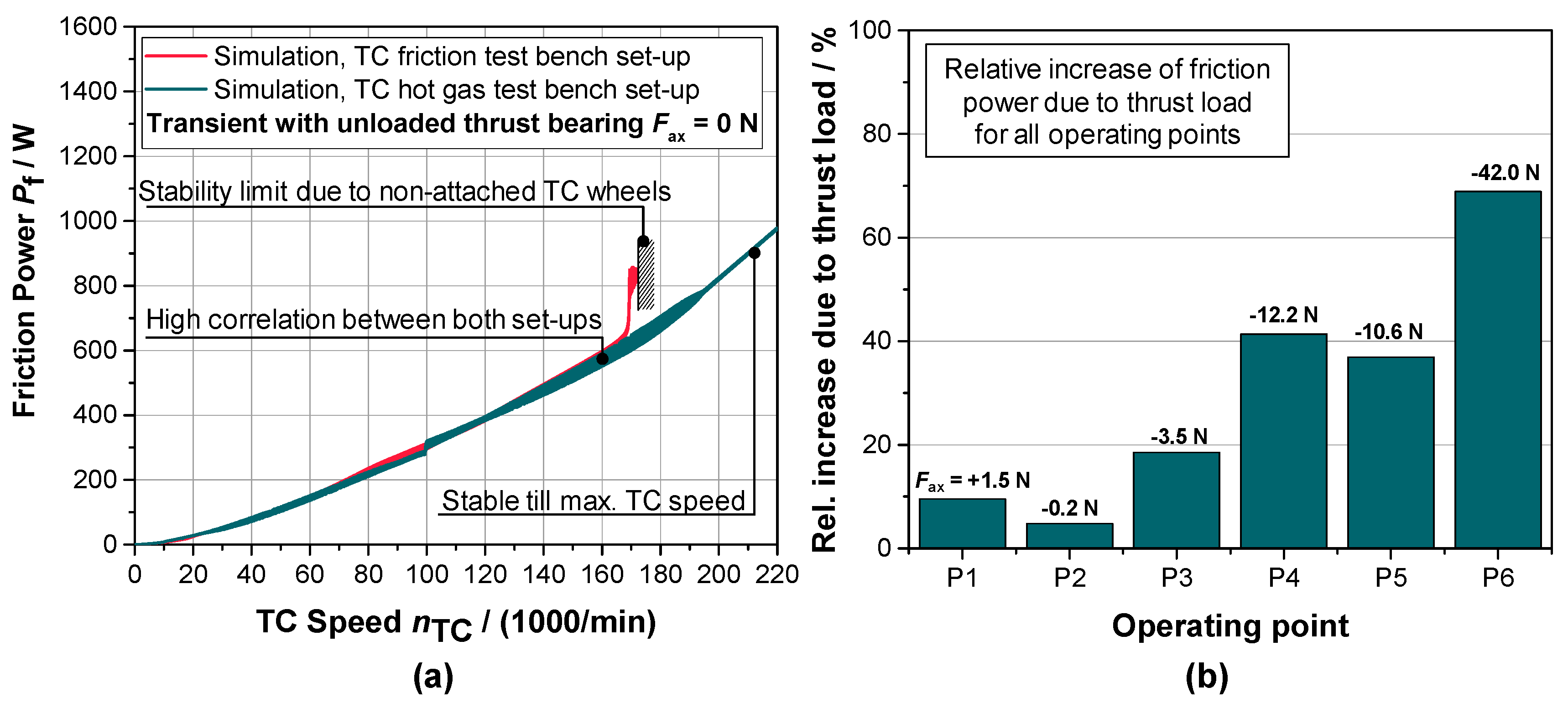
In a last step, the mechanical losses occurring in the bearing system of the hot gas test set-up are compared to the friction analysis of the friction test bench set-up to answer the question, whether the bearing friction measurements (
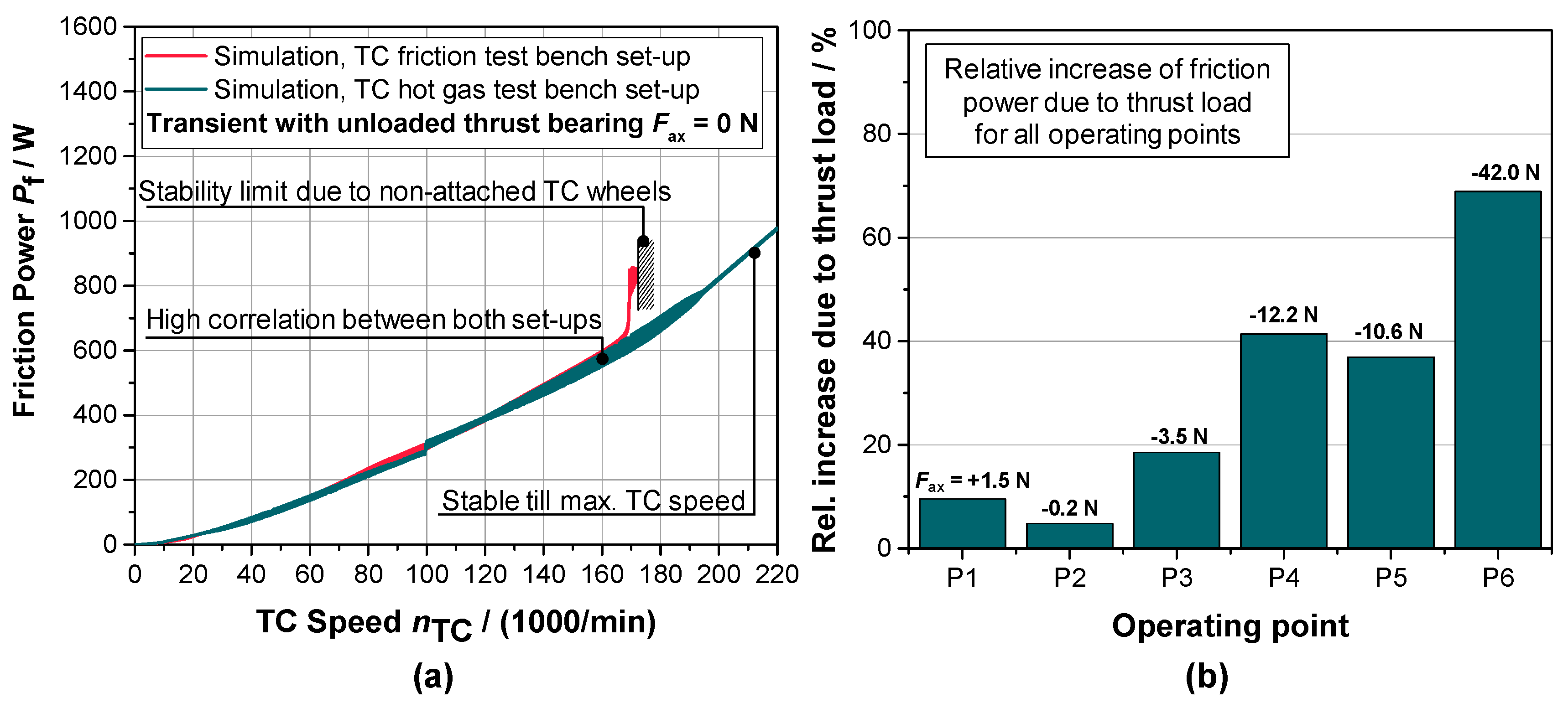
w/o TC wheels) are transferable to the bearing behavior of the hot gas test bench with a complete rotor assembly. To compare both simulation set-ups correctly, it is necessary to run a second transient simulation with an unloaded thrust bearing for the hot gas test bench set-up (with attached TC wheels).
Figure 14a shows the simulated friction power for both configurations. A high correlation between both is observed. Both curves show nearly the same dissipated power. It is noticeable that due to the attached wheels the rotor system is stabilized, so that simulations can be performed up to the maximum operating speed of the TC and no numerical stability limit is reached. Due to the fact that the simulation also estimates the friction losses occurring in the thrust bearing very well (cf.
Figure 9), the transfer to the investigated operating points can be made.
Figure 14b shows the relative increase of friction power due to the applied thrust load of all operating points. Of course, a small thrust load results only in a small increase of friction power. But, it is also observed, that mean thrust loads (e.g., of P4 and P5) achieve a high increase of friction power, up to 41%. The maximum thrust load of
Fax = −42 N is applied at operating point P6 which results in a significant increase of occurring friction of up to 69%.
Nevertheless, it can be summarized that despite measurement without TC wheels the simulated and measured friction corresponds to the friction behavior of a full-assembled turbocharger, and it is legitimate to use the TC friction test bench set-up for upcoming measurements. Whether the TC wheels or different unbalanced masses have any influence on the dissipated bearing power is part of the following investigations in the next section.
3.3. Variation of Wheel Sizes
As a result of the investigations on the friction and hot gas test bench, it is now legitimate to carry out the additional investigations with the validated simulation model.
To have a balance between costs and effort, turbocharger manufactures typically use different frame sizes based on a common bearing section. The CHRA (Center Housing and Rotating Assembly) can be equipped with different sets of wheel sizes. Further information and design guides for the respective CHRA platforms can be found in the book of Nguyen-Schäfer [
10]. The examined turbocharger is for this study set up in a type series with five different compressor wheels (CW) and three different turbine wheels (TW). Dimensions, masses and inertias can be found in
Table 4. All wheel sizes in this CHRA platform use the same shaft diameter
Dshaft of 7.9 mm. The turbocharger which has been considered till now has the compressor wheel CW3 (
D2 = 52 mm) and the turbine wheel TW2 (
D3 = 43 mm) and is named as
Base in the following investigations. To determine the influence of the wheel sizes on the friction occurring in the bearing system, different combinations of compressor and turbine wheel sizes have been set up with respect to a wheel ratio
R =
D2/
D3 between the exducer diameter of compressor wheel and the inducer diameter of turbine wheel in the range of 1.1 and 1.25 and the same unbalanced mass:
Case 1:
CW1 and TW1, wheel ratio of R = 1.2, largest compressor wheel with largest turbine wheel
Case 2:
CW5 and TW3, wheel ratio of R = 1.125, smallest compressor wheel with smallest turbine wheel
Case 3:
CW4 and TW3, wheel ratio of R = 1.25, largest compressor wheel (limited by R = 1.25) with smallest turbine wheel
Case 4:
CW2 and TW1, wheel ratio of R = 1.1, smallest compressor wheel (limited by R = 1.1) with largest turbine wheel
Case 5:
CW3 and TW2, wheel ratio of R = 1.21, base variant (as used in the previous investigations)
For all five cases transient dynamic simulations with an oil inlet temperature of
Toil = 90 °C, oil supply pressure
poil = 4 bar (abs.) and zero thrust load
Fax were performed.
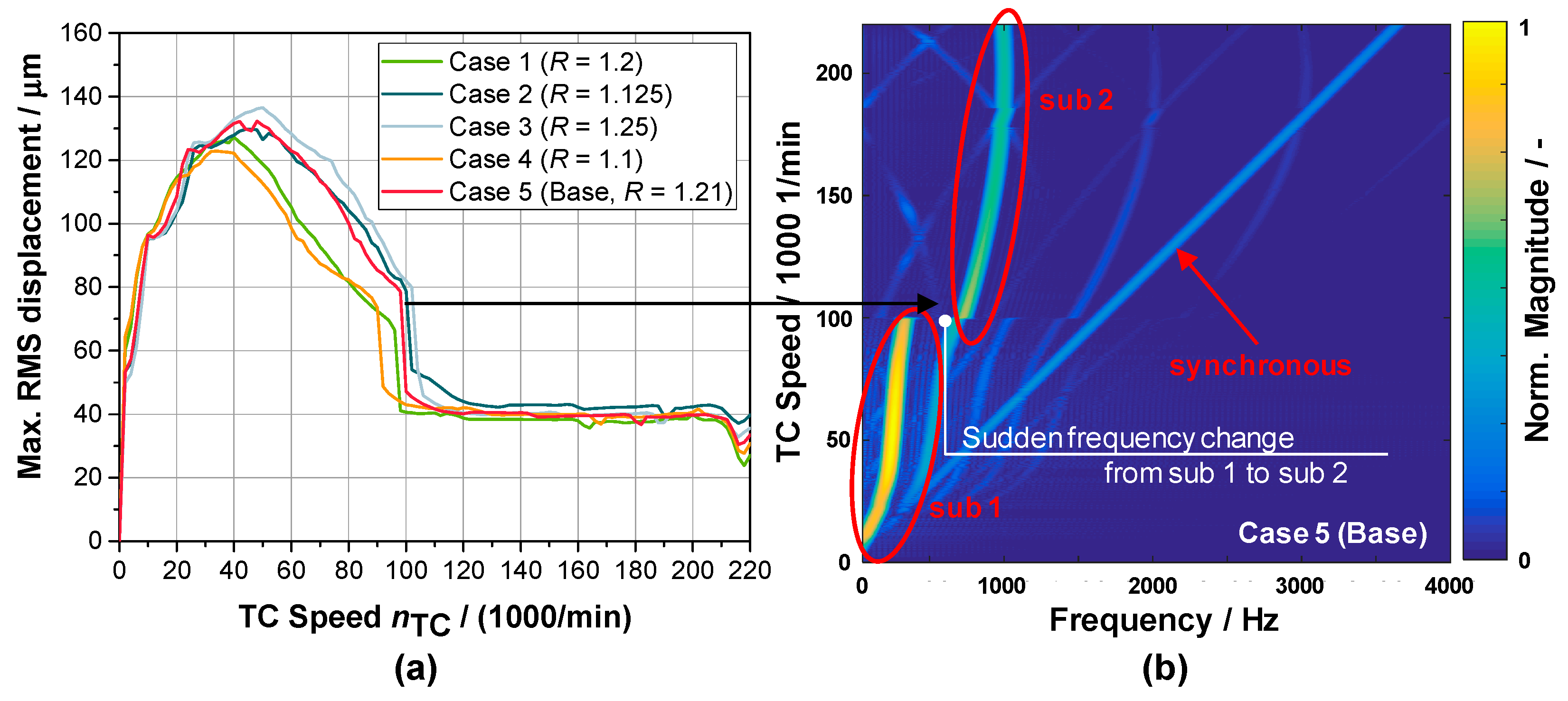
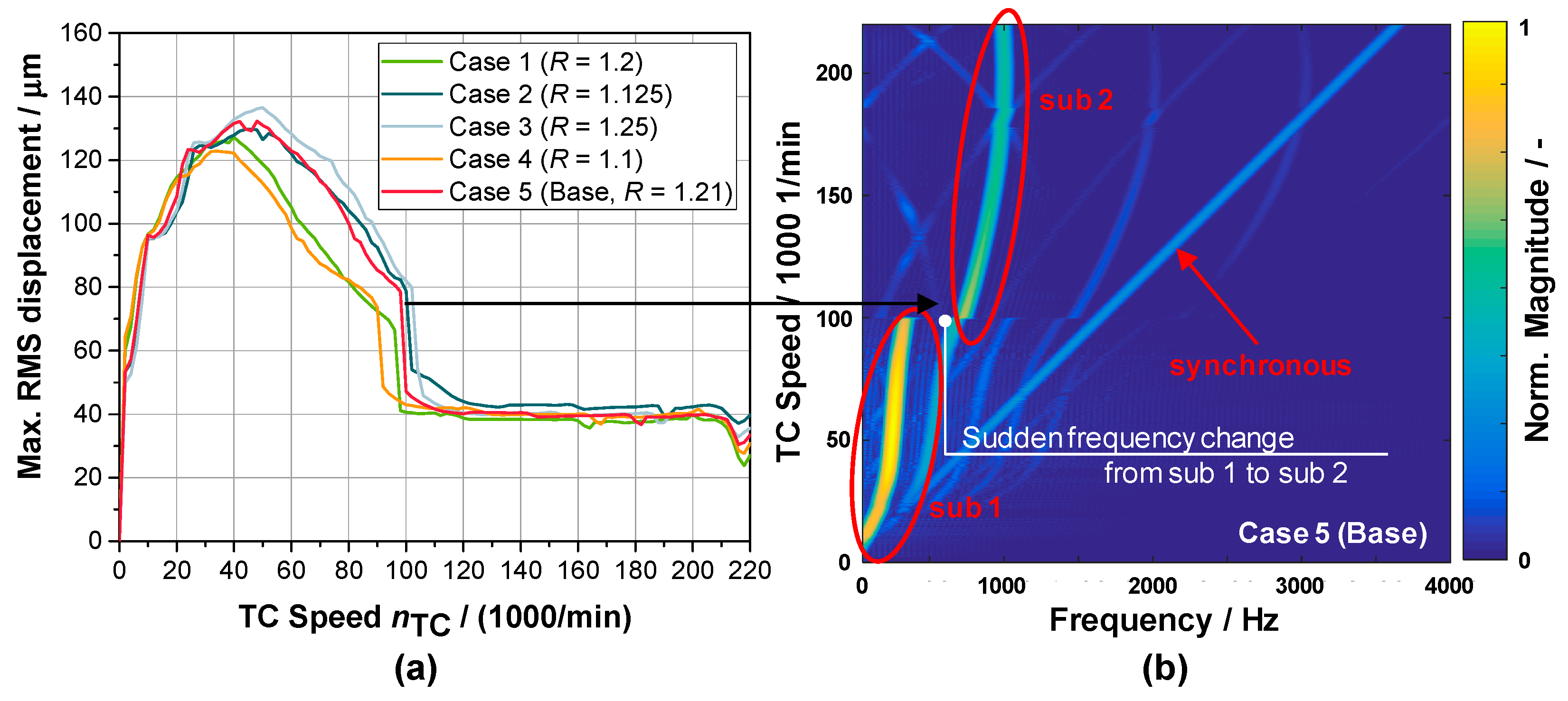
Figure 15a shows the maximum displacement (RMS) of the compressor wheel nut over TC speed. It is seen, that for all combinations a high shaft motion occurs at the compressor wheel nut between
nTC = 0–100,000 1/min. Case 3, largest CW with smallest TW, shows the largest displacement with a max. peak of 136.5 µm. The lowest amplitude is achieved by Case 4, smallest CW with largest TW, and is 13.6 µm smaller than Case 3. All variations show a sudden decrease of the motion in radial direction at around
nTC = 100,000 1/min, whereby this displacement jump occurs in Case 4 at around
nTC = 90,000 1/min. If the results are transferred to a 3D short-time Fourier transform, it can be observed that there is a sudden jump of one sub-synchronous (sub 1) to another sub-synchronous (sub 2) oscillation.
Figure 15b depicts this exemplary for Case 5, Base variant. Here, sub 1 is an oscillation with a conical mode shape and sub 2 is an oscillation with a cylindrical mode shape with a maximum frequency of around 1000 Hz. This frequency jump near
nTC = 100,000 1/min is also the reason for the difference between measured and simulated shaft motion amplitudes in operating point P1 as discussed in the previous section.
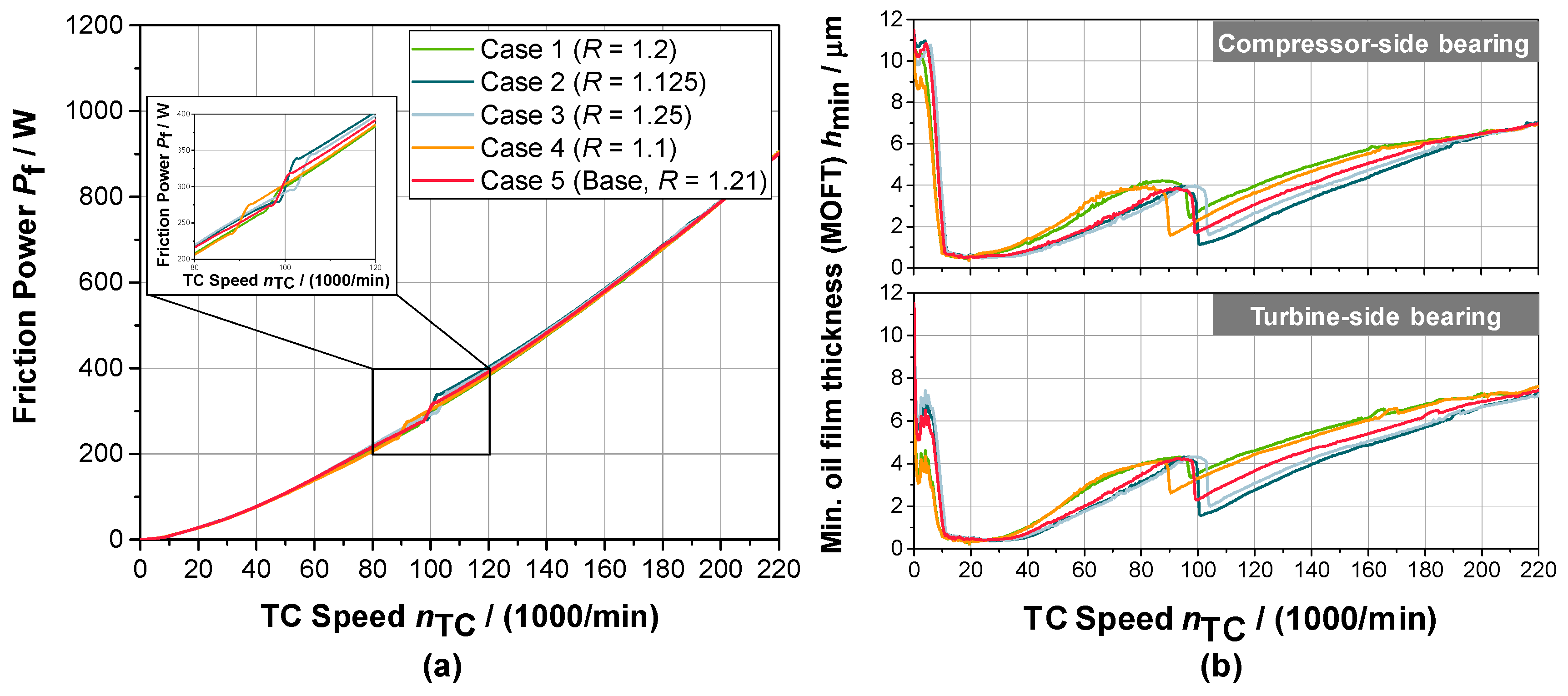
Whether the different displacement amplitudes and jumps from one to another sub-synchronous oscillation have an influence on the occurring bearing friction power can be seen in
Figure 16a. The figure shows the averaged friction power over TC speed. Only during the frequency jump (sub 1 to sub 2) the friction power also shows a discontinuous behavior. At the time where the displacements rapidly decreases, the friction jumps to a little higher power level for all five cases. The largest increase during 5000 1/min is observed in Case 2 (
ΔPf = 58 W) and Case 3 (
ΔPf = 49 W). After
nTC = 140,000 1/min, the friction power of all wheel combinations are nearly the same with no change anymore. The reason for this sudden friction increase can be found in the film thickness of the inner oil films of the journal bearing.
Figure 16b shows the minimum oil film thickness
hmin for both oil films. It can be seen that near
nTC = 100,000 1/min the inner film thicknesses drop instantaneously. This drop directly translates into an increase in friction losses. Nevertheless, even though the different wheel combinations in this CHRA platform are quite different, the difference in the occurring bearing friction is small due to changed masses and inertias. In reality, different wheel combinations will lead to different thrust loads, but this was not covered in this sensitivity study.
3.4. Variation of Rotor Unbalance
Rotor balancing is usually applied in the production of automotive and commercial turbochargers to reduce the unbalance force and moment to minimize the induced unbalance excitations and therefore to reduce the TC noise behavior as well as to prevent the journal bearings from being damaged due to asperity contact (Nguyen-Schäfer [
10]). In low-speed balancing the residual unbalance must be less than the permissible unbalance
Ulim according to the DIN-ISO 1940-1 [
27]. Balancing quality grades of G40 and G100 are commonly used for automotive and commercial vehicle turbochargers, which means that
, respectively
. The acceptable balance radius
is determined at the maximum rotor speed
:
With this, the permissible residual unbalance
Ulim can be calculated with Equation (12).
In the low-speed balancing process compressor (CW) and turbine wheel (TW, incl. rotor shaft) are balanced separately, thus the residual unbalance for CW and TW should be smaller than one-half of
Ulim (Equation (13)). For the following investigation a maximum TC speed of
(
) has been set. With a rotor mass
mrotor of 116 g (cf.
Table 1), the following permissible residual unbalances for CW and TW are calculated:
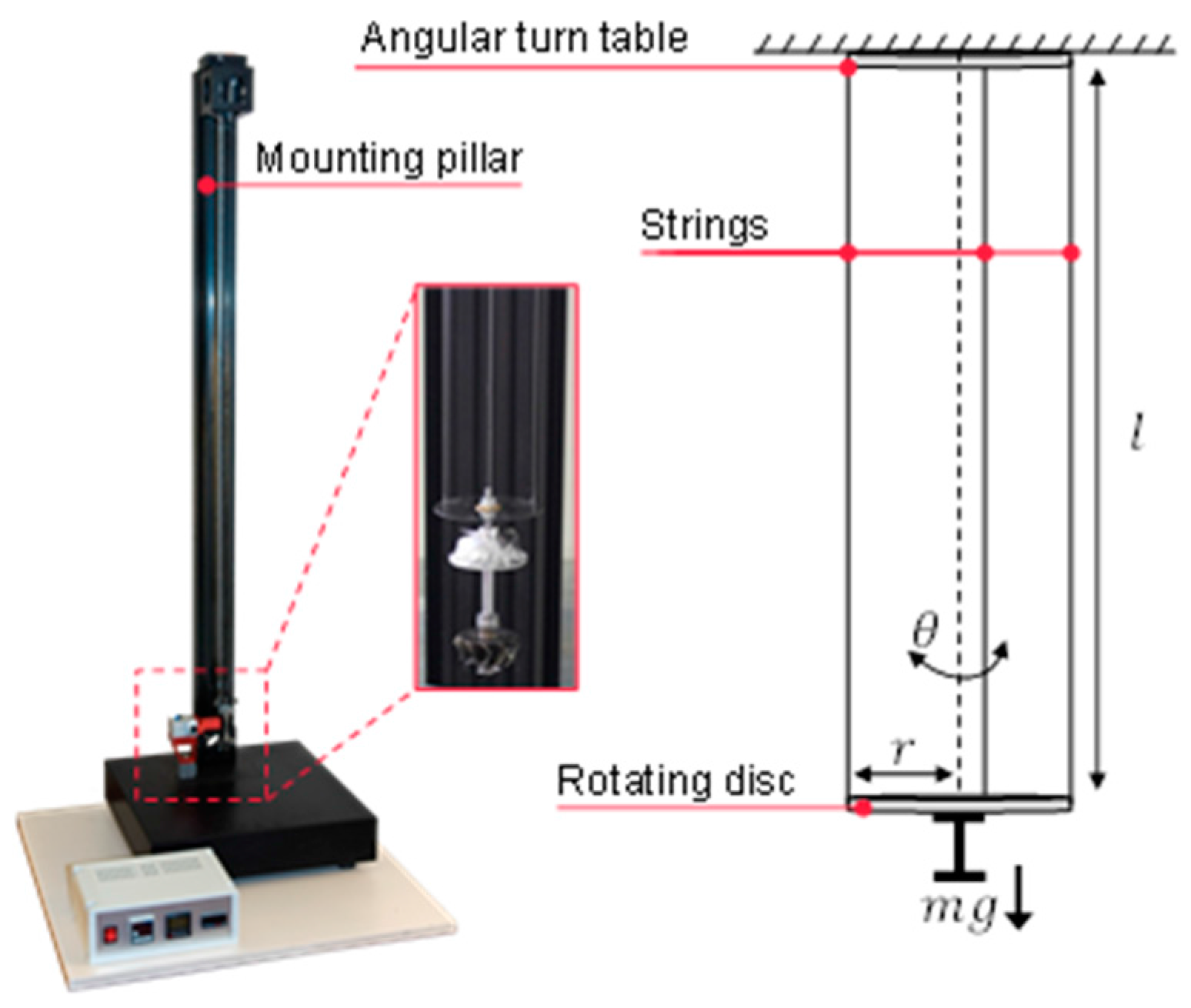
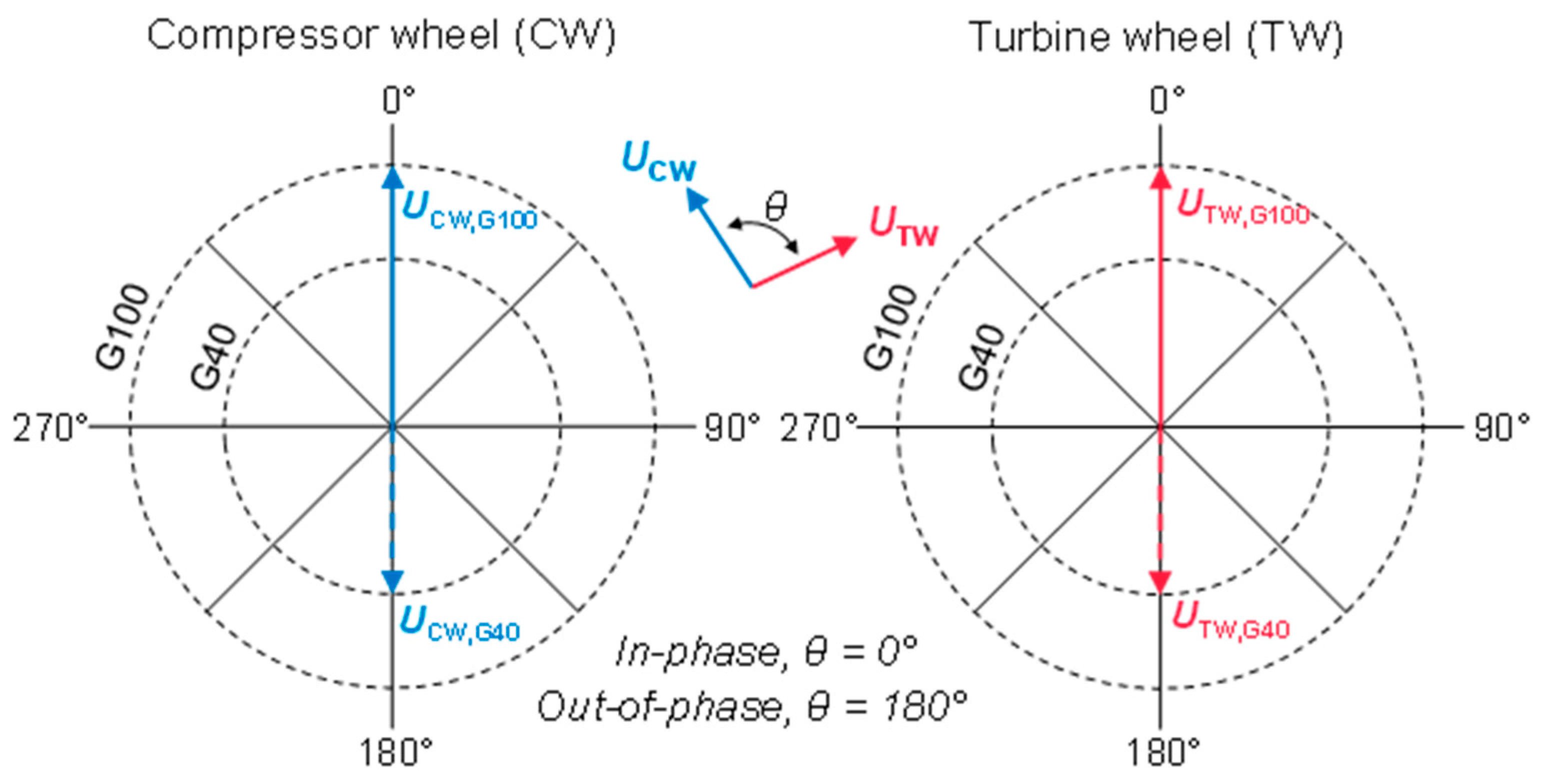
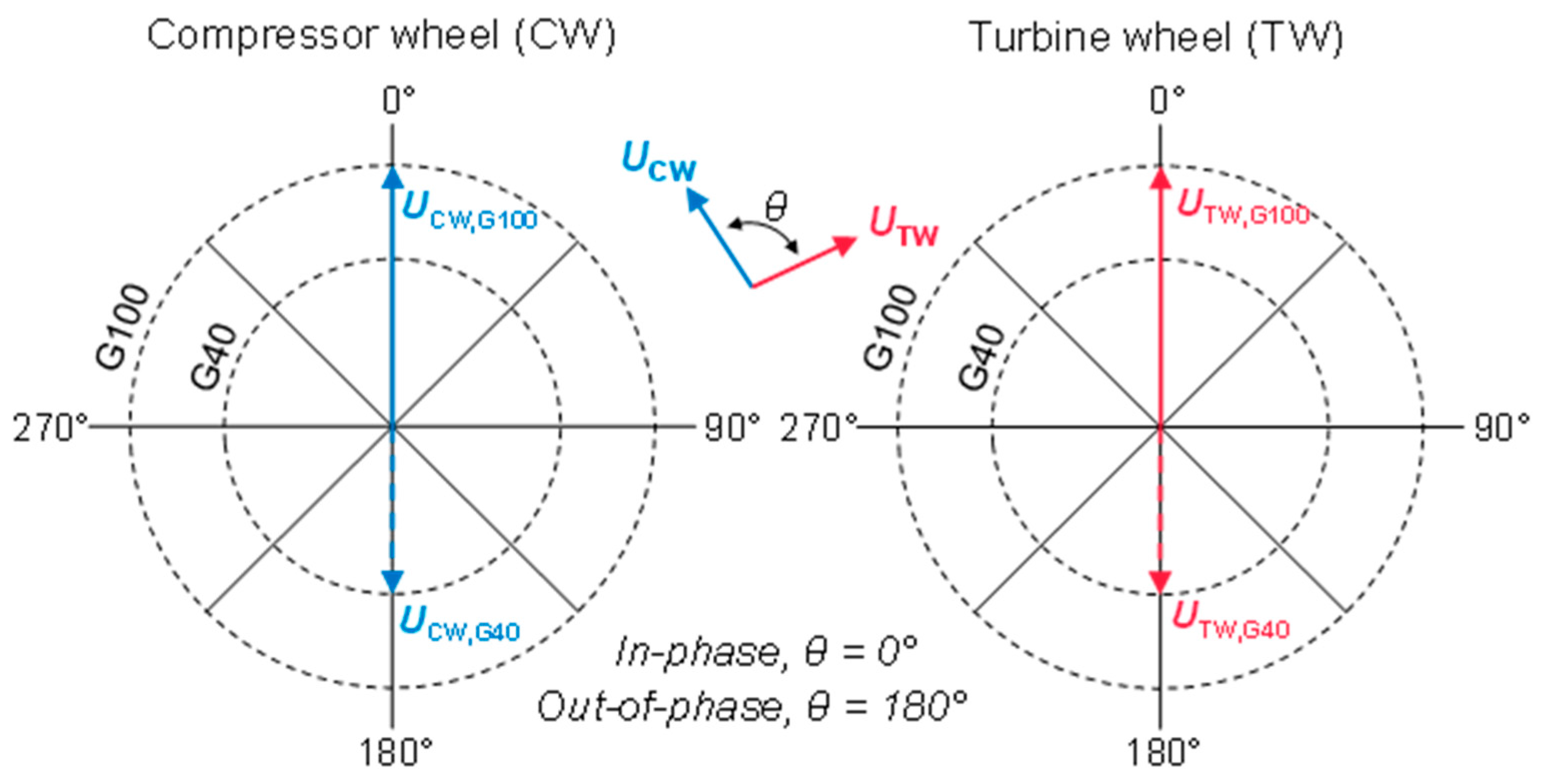
These residual unbalances are attached by point masses with a fixed angle θ in the MBS model. Here, θ describes the angle between the point mass direction of the CW and TW, as depicted in
Figure 17. An in-phase couple unbalance (θ = 0°) of the residual unbalance point masses means that they have the same direction; if the point masses are opposite to each other the rotor unbalance is called an out-of-phase couple unbalance (θ = 180°) [
10].
To compare the quality grades G40 and G100 as well as in-phase and out-of-phase couple unbalance the following MBS model variations were set-up:
G40IN: and with (in-phase couple unbalance)
G40OUT: and with (out-of-phase couple unbalance)
G100IN: and with (in-phase couple unbalance)
G100OUT: and with (out-of-phase couple unbalance)
w/o unbalanced mass: No unbalance distribution is added to the MBS model
For all variations transient dynamic simulations with an oil inlet temperature of
Toil = 90 °C, oil supply pressure
poil = 4 bar (abs.) and zero thrust load
Fax were performed.
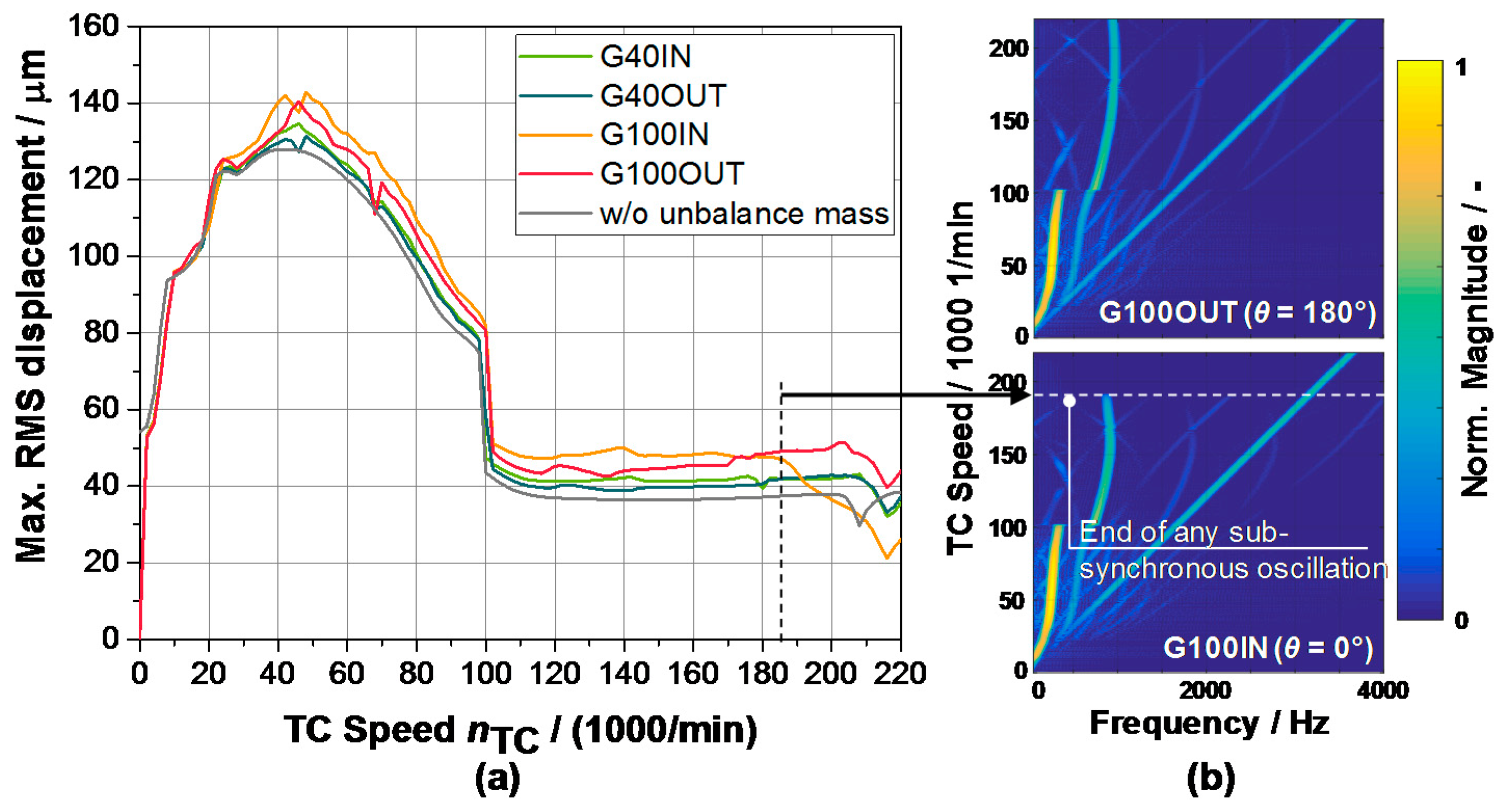
Figure 18a shows the maximum displacement (RMS) of the compressor wheel nut over TC speed. A clear trend of the unbalanced mass on the shaft motion can be observed: With higher unbalanced mass, the maximum displacement is increasing. Similar results can be found in literature, e.g., current measurements on a high speed Laval rotor by Eling et al. [
28]. Here, the authors show that with increasing rotor unbalance chiefly the synchronous vibration is increasing as expected but they show as well, that the rotor unbalance can suppress and extend sub-synchronous vibrations (oil whirls). As a second trend,
Figure 18a shows that the out-of-phase couple unbalance achieve a lower shaft motion oscillation than the in-phase couple unbalance and these differences grow with higher quality grades. A peculiarity can be observed for G100IN, where the maximum displacement rapidly decreases at
nTC = 185,000 1/min. If G100IN and G100OUT are compared with waterfall plots (
Figure 18b) it is seen that the second sub-synchronous vibration of G100IN is suppressed at this speed (
nTC = 185,000 1/min).
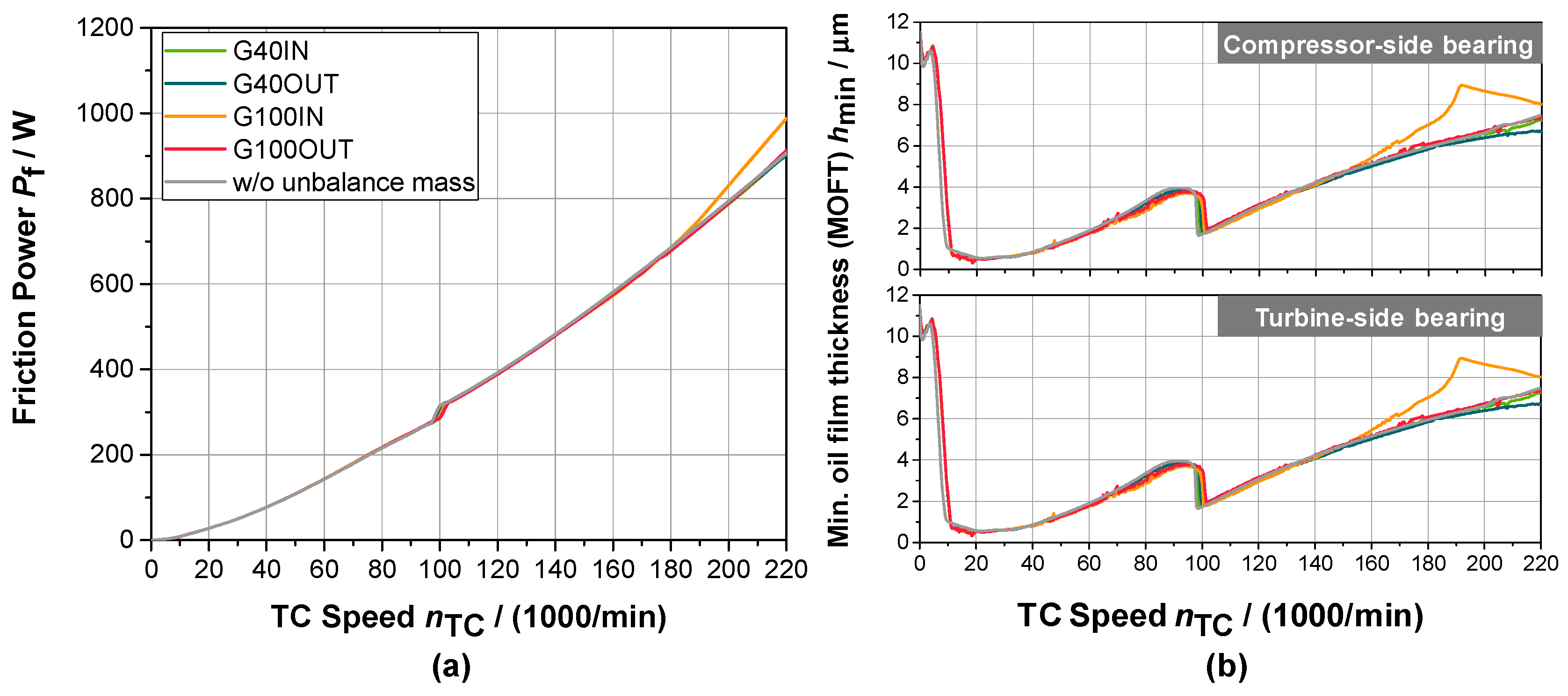
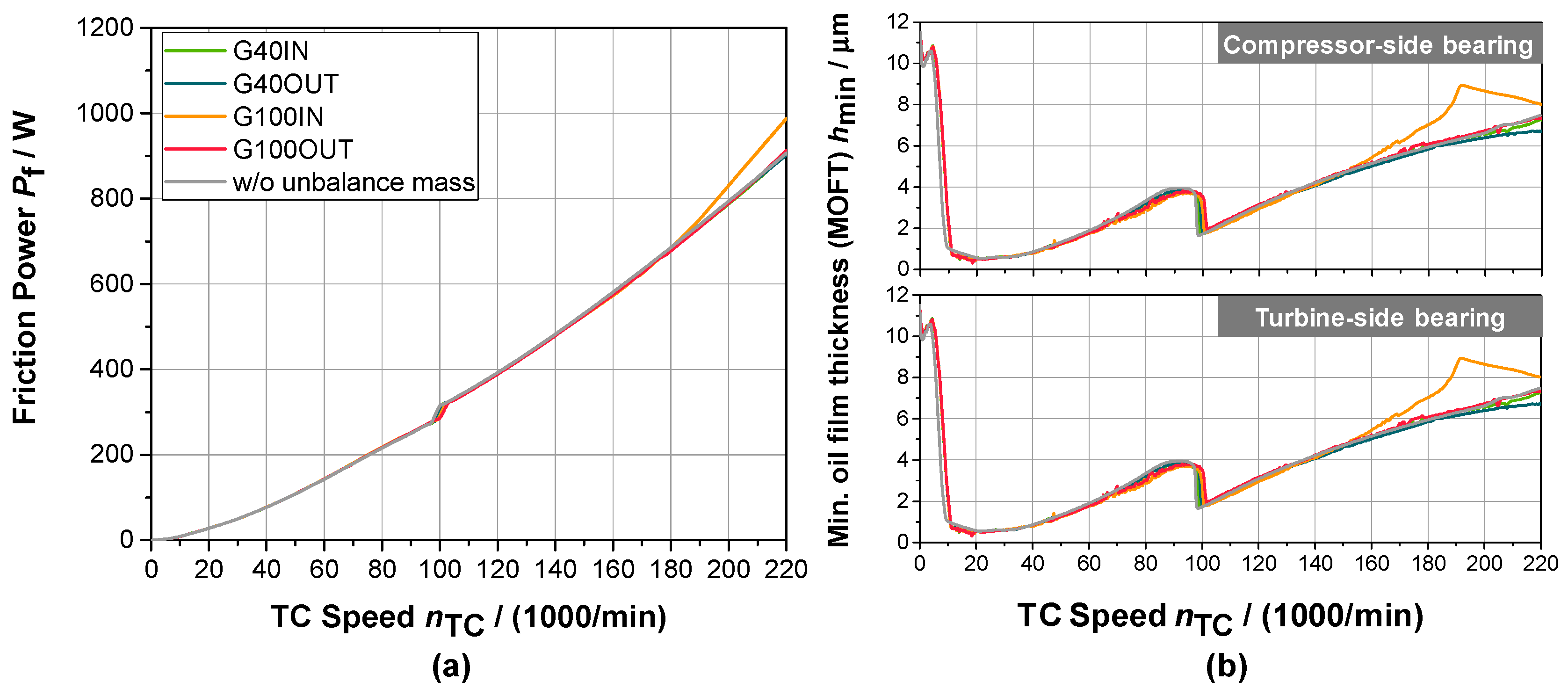
Figure 19a shows the occurring averaged friction power in the bearing system for all five unbalance cases. It can be summarized, that no influence of the rotor unbalance on the friction power can be observed. Only for G100IN, where the sub-synchronous vibration is suppressed, the bearings dissipate more bearing friction than the other cases above
nTC = 190,000 1/min.
Figure 19b shows the inner min. oil film thickness
hmin for both side bearings. Although
hmin of G100IN from
nTC = 160,000 1/min is higher than
hmin of the other cases, the friction is also higher. Due to the sudden suppression of the sub-synchronous oscillation at
nTC = 180,000 1/min,
hmin is decreasing but remains with a higher value till end of the speed range. It is assumed, that the friction increase is caused by an increase of the oil flow, which shall be part of future investigations. The founding that the unbalance amount does not significantly affect the friction losses is supported by the study of Eling et al. [
28]. Here, the measured friction power was also similar for all examined unbalanced masses.

 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}