Fabrication and Mechanical Characterisation of Titanium Lattices with Graded Porosity


Abstract
:1. Introduction
2. Experimental Methods
2.1. Fabrication
2.2. Structural Characterisation
2.3. Mechanical Characterisation
3. Results and Discussion
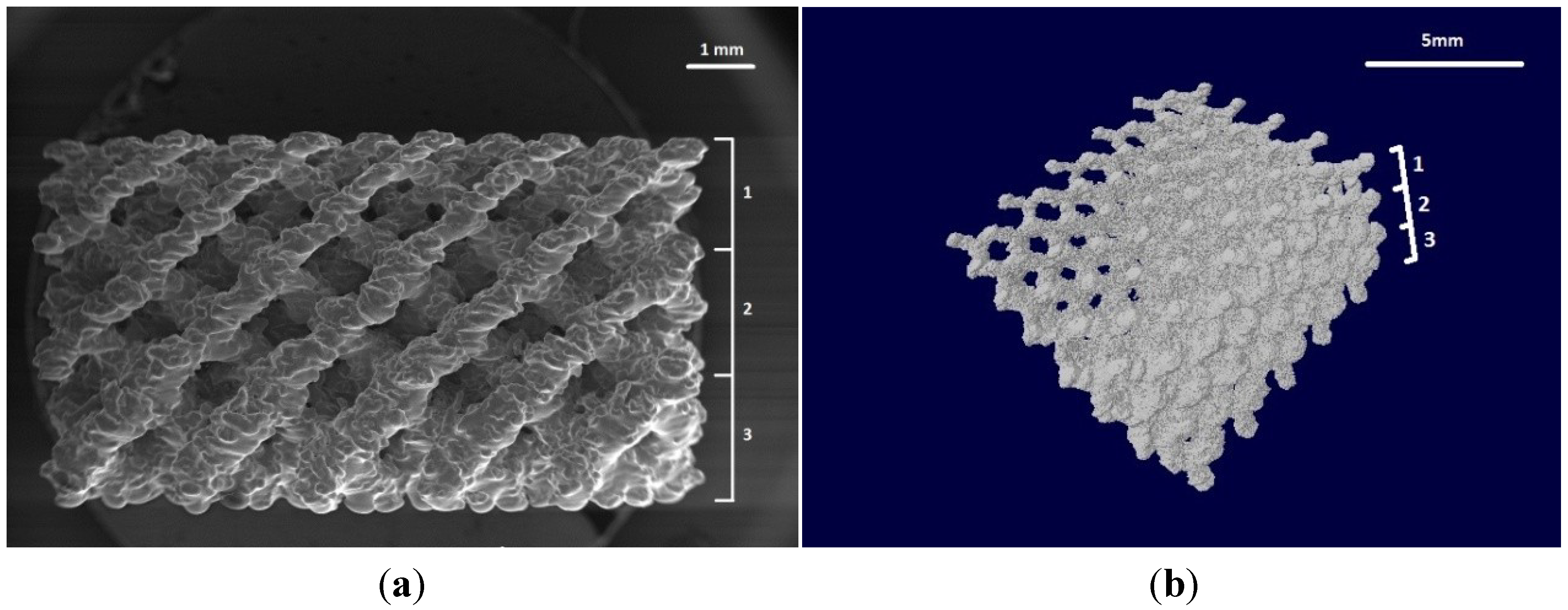
3.1. Structural Characteristics


{kind=link}
{kind=link}
{kind=link}
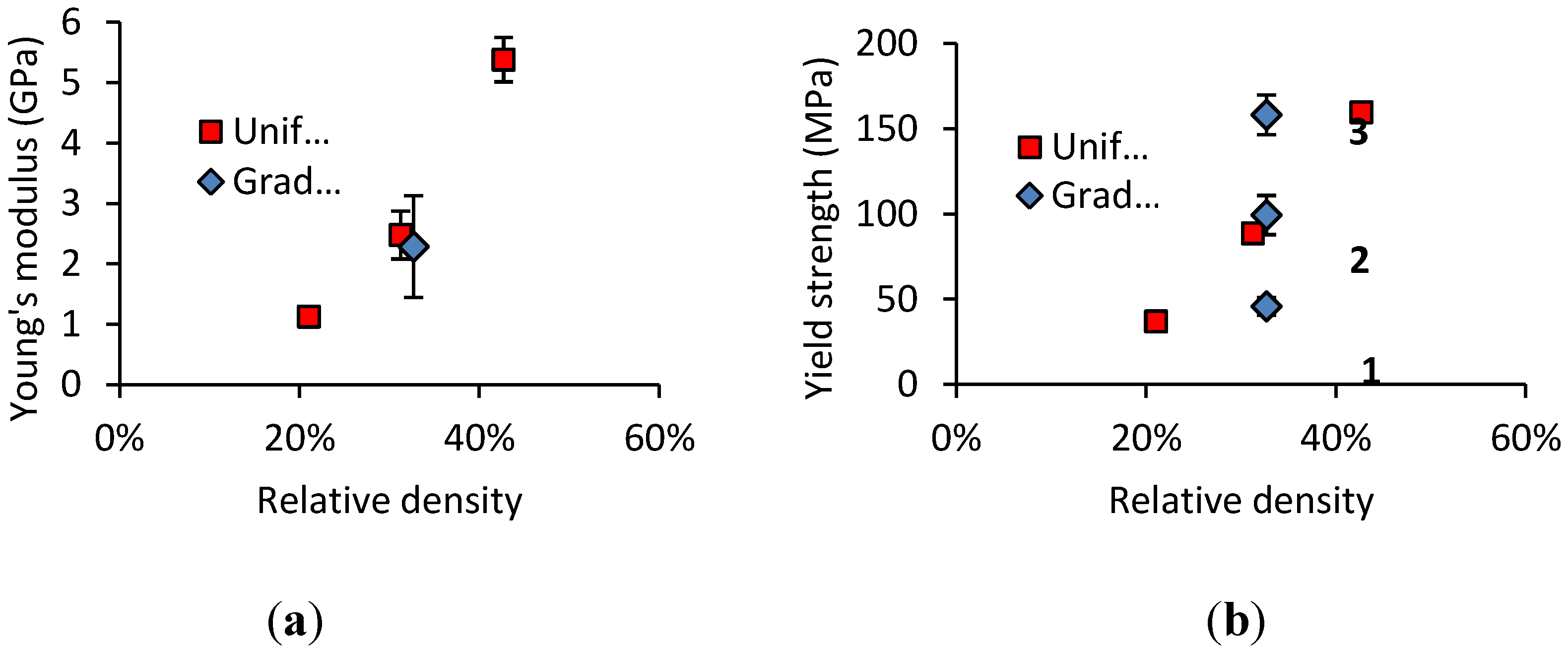
| Model strut thickness (µm) | Strut thickness (µm) | Strut spacing (µm) | Relative density (%) | Young’s modulus (GPa) | Yield strength (MPa) |
|---|---|---|---|---|---|
| 200 | 398 ± 37 | 827 ± 49 | 21 ± 0.6 | 1.13 ± 0.03 | 37 ± 1 |
| 500 | 600 ± 60 | 593 ± 57 | 31 ± 0.4 | 2.48 ± 0.40 | 89 ± 4 |
| 800 | 769 ± 42 | 556 ± 51 | 43 ± 0.1 | 5.38 ± 0.37 | 160 ± 2 |
| Graded | - | - | 33 ± 0.3 | 2.28 ± 0.84 | 46 ± 5 |
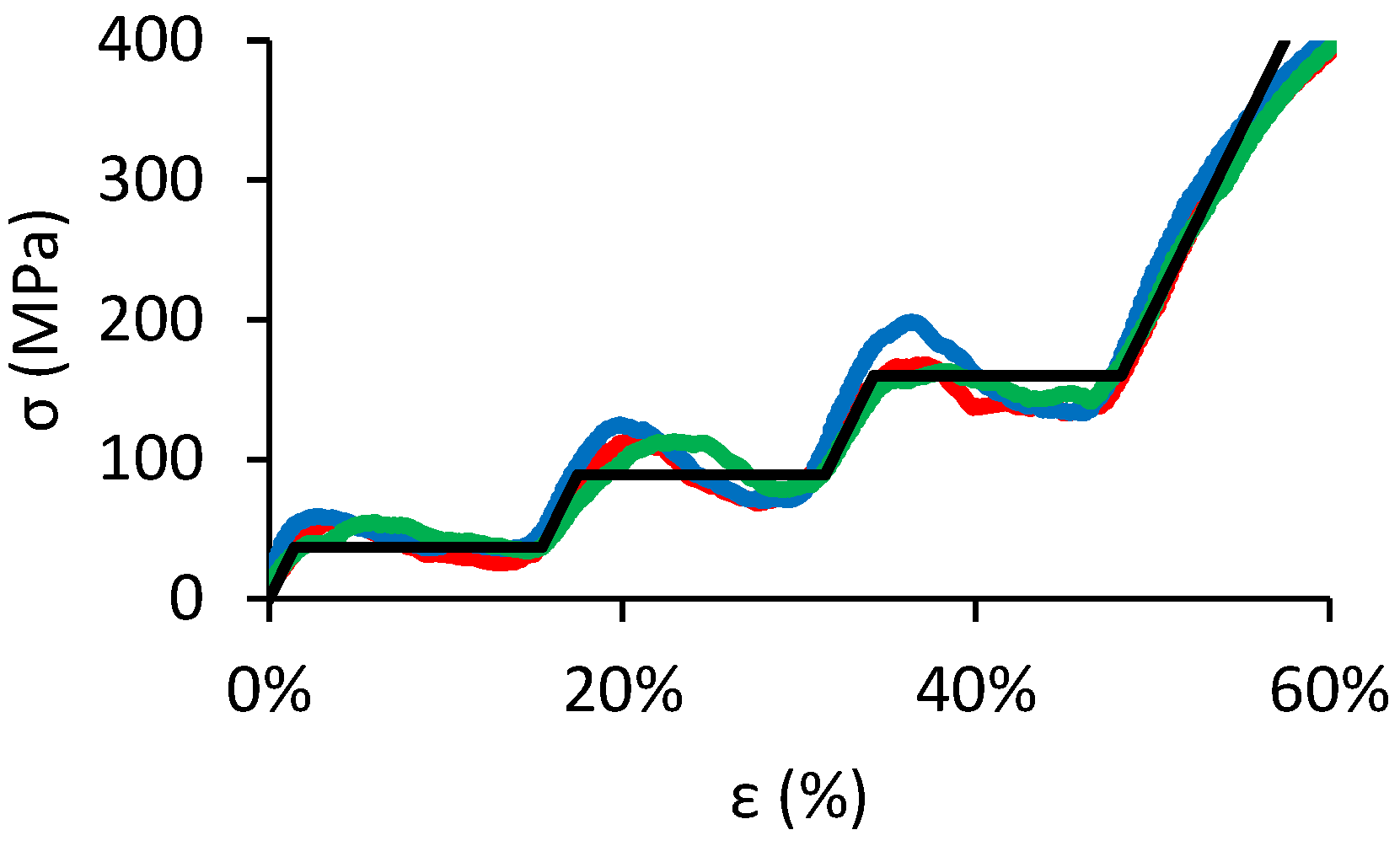
3.2. Mechanical Behaviour


3.3. Prediction of Graded Lattice Properties
3.3.1. Elastic Behaviour

3.3.2. Yield and Peak Loads
3.3.3. Design of Graded Lattices
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Ashby, M.F.; Evans, A.G.; Fleck, N.A.; Gibson, L.J.; Hutchinson, J.W.; Wadley, H.N.G. Metal Foams: A Design Guide; Butterworth-Heinemann: Boston, MA, USA, 2000. [Google Scholar]
- Banhart, J. Manufacture, Characterisation and Application of Cellular Metals and Metal Foams. Prog. Mat. Sci. 2001, 46, 599–632. [Google Scholar] [CrossRef]
- Goodall, R.; Mortensen, A. Porous Metals. In Physical Metallurgy, 5th ed.; Laughlin, D., Hono, K., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; In press. [Google Scholar]
- Gibson, L.J.; Ashby, M.F. Cellular Solids, 2nd ed.; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar]
- Despois, J.-F.; Mueller, R.; Mortensen, A. Uniaxial Deformation of Microcellular Metals. Acta Mater. 2006, 54, 4129–4142. [Google Scholar]
- Goodall, R.; Despois, J.-F.; Marmottant, A.; Salvo, L.; Mortensen, A. The Effect of Preform Processing on Replicated Aluminium Foam Structure and Mechanical Properties. Scripta Mater. 2006, 54, 2069–2073. [Google Scholar]
- Wadley, H.N.G. Multifunctional Periodic Cellular Materials. Phil. Trans. R. Soc. A 2006, 364, 31–68. [Google Scholar] [CrossRef]
- Abdulla, T.; Yerokhin, A.; Goodall, R. Effect of Plasma Electrolytic Oxidation Coating on the Specific Strength of Open-cell Aluminium Foams. Mater. Des. 2011, 32, 3742–3749. [Google Scholar]
- Abdulla, T.; Yerokhin, A.; Goodall, R. Enhancement in specific strength of open cell aluminium foams through plasma electrolytic oxidation treatment. Scripta Mater. 2014, 75, 38–41. [Google Scholar]
- Heinl, P.; Rottmair, A.; Körner, C.; Singer, R.F. Cellular Titanium by Selective Electron Beam Melting. Adv. Eng. Mater. 2007, 9, 360–364. [Google Scholar]
- Murr, L.E.; Amato, K.N.; Li, S.J.; Tian, Y.X.; Cheng, X.Y.; Gaytan, S.M.; Martinez, E.; Shindo, P.W.; Medina, F.; Wicker, R.B. Microstructure and mechanical properties of open-cellular biomaterials prototypes for total knee replacement implants fabricated by electron beam melting. J. Mech. Behav. Biomed. Mater. 2011, 4, 1396–1411. [Google Scholar] [CrossRef]
- Heinl, P.; Muller, L.; Korner, C.; Singer, R.F.; Muller, F.A. Cellular Ti–6Al–4V structures with interconnected macro porosity for bone implants fabricated by selective electron beam melting. Acta Biomater. 2008, 4, 1536–1544. [Google Scholar] [CrossRef]
- Ponader, S.; Vairaktaris, E.; Heinl, P.; Wilmowsky, C.V.; Rottmair, A.; Körner, C.; Singer, R.F.; Holst, S.; Schlegel, K.A.; Neukam, F.W.; et al. Effects of topographical surface modifications of electron beam melted Ti-6Al-4V titanium on human fetal osteoblasts. J. Biomed. Mater. Res. A 2008, 84, 1111–1119. [Google Scholar]
- Ponader, S.; Wilmowsky, C.V.; Widenmayer, M.; Lutz, R.; Heinl, P.; Körner, C.; Singer, R.F.; Nkenke, E.; Neukam, F.W.; Schlegel, K.A. In vivo performance of selective electron beam-melted Ti-6Al-4V structures. J. Biomed. Mater. Res. A 2009, 92, 56–62. [Google Scholar]
- Biemond, J.E.; Hannink, G.; Jurrius, A.M.G.; Verdonschot, N.; Buma, P. In Vivo Assessment of Bone Ingrowth Potential of Three-Dimensional E-Beam Produced Implant Surfaces and the Effect of Additional Treatment by Acid Etching and Hydroxyapatite. Coat. J. Biomater. Appl. 2012, 26, 861–875. [Google Scholar] [CrossRef]
- Brothers, A.H.; Dunand, D.C. Density-Graded Cellular Aluminium. Adv. Eng. Mater. 2006, 8, 805–809. [Google Scholar]
- Brothers, A.H.; Dunand, D.C. Mechanical Properties of a Density-Graded Replicated Aluminium Foam. Mat. Sci. Eng. A 2008, 489, 439–443. [Google Scholar] [CrossRef]
- Zaragoza, G.; Goodall, R. Metal Foams with Graded Pore Size for Heat Transfer Applications. Adv. Eng. Mater. 2013, 15, 123–128. [Google Scholar]
- Karageorgiou, V.; Kaplan, D. Porosity of 3D Biomaterial Scaffolds and Osteogenesis. Biomaterials 2005, 26, 5474–5491. [Google Scholar]
- Andrews, E.W.; Gioux, G.; Onck, P.; Gibson, L.J. Size Effects in Ductile Cellular Solids. Part II: Experimental Results. Int. J. Mech. Sci. 2001, 43, 701–713. [Google Scholar] [CrossRef]
- Al-Bermani, S.S.; Blackmore, M.L.; Zhang, W.; Todd, I. The origin of microstructural diversity, texture and mechanical properties in electron beam melted Ti-6Al-4V. Met. Mater. Trans. A 2010, 41, 3422–3434. [Google Scholar] [CrossRef]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Van Grunsven, W.; Hernandez-Nava, E.; Reilly, G.C.; Goodall, R. Fabrication and Mechanical Characterisation of Titanium Lattices with Graded Porosity. Metals 2014, 4, 401-409. https://doi.org/10.3390/met4030401
Van Grunsven W, Hernandez-Nava E, Reilly GC, Goodall R. Fabrication and Mechanical Characterisation of Titanium Lattices with Graded Porosity. Metals. 2014; 4(3):401-409. https://doi.org/10.3390/met4030401
Chicago/Turabian StyleVan Grunsven, William, Everth Hernandez-Nava, Gwendolen C. Reilly, and Russell Goodall. 2014. "Fabrication and Mechanical Characterisation of Titanium Lattices with Graded Porosity" Metals 4, no. 3: 401-409. https://doi.org/10.3390/met4030401