
Development of Nanocrystalline 304L Stainless Steel by Large Strain Cold Working




Abstract
:1. Introduction
2. Experimental Section
3. Results and Discussion
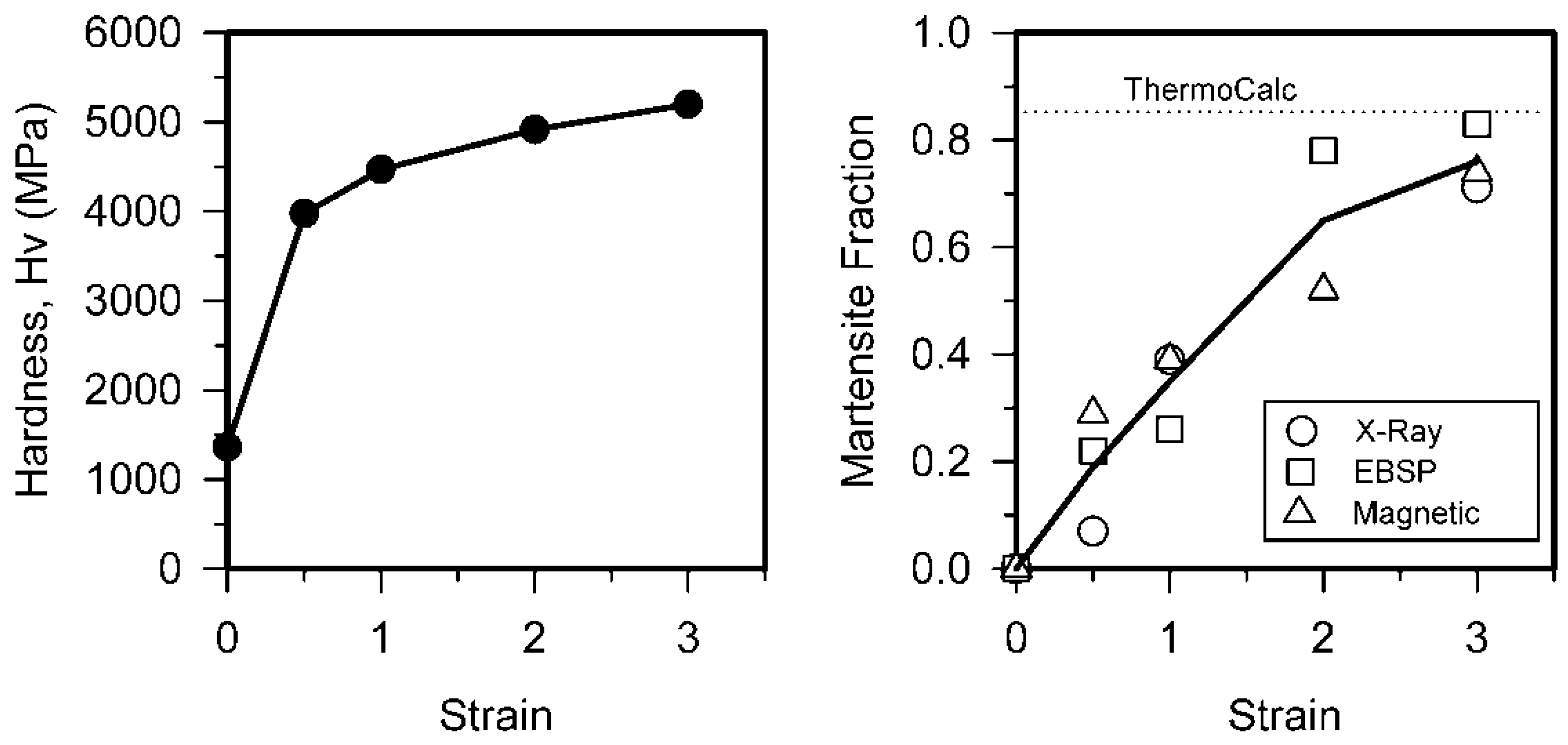
3.1. Strain Hardening and Phase Transformation
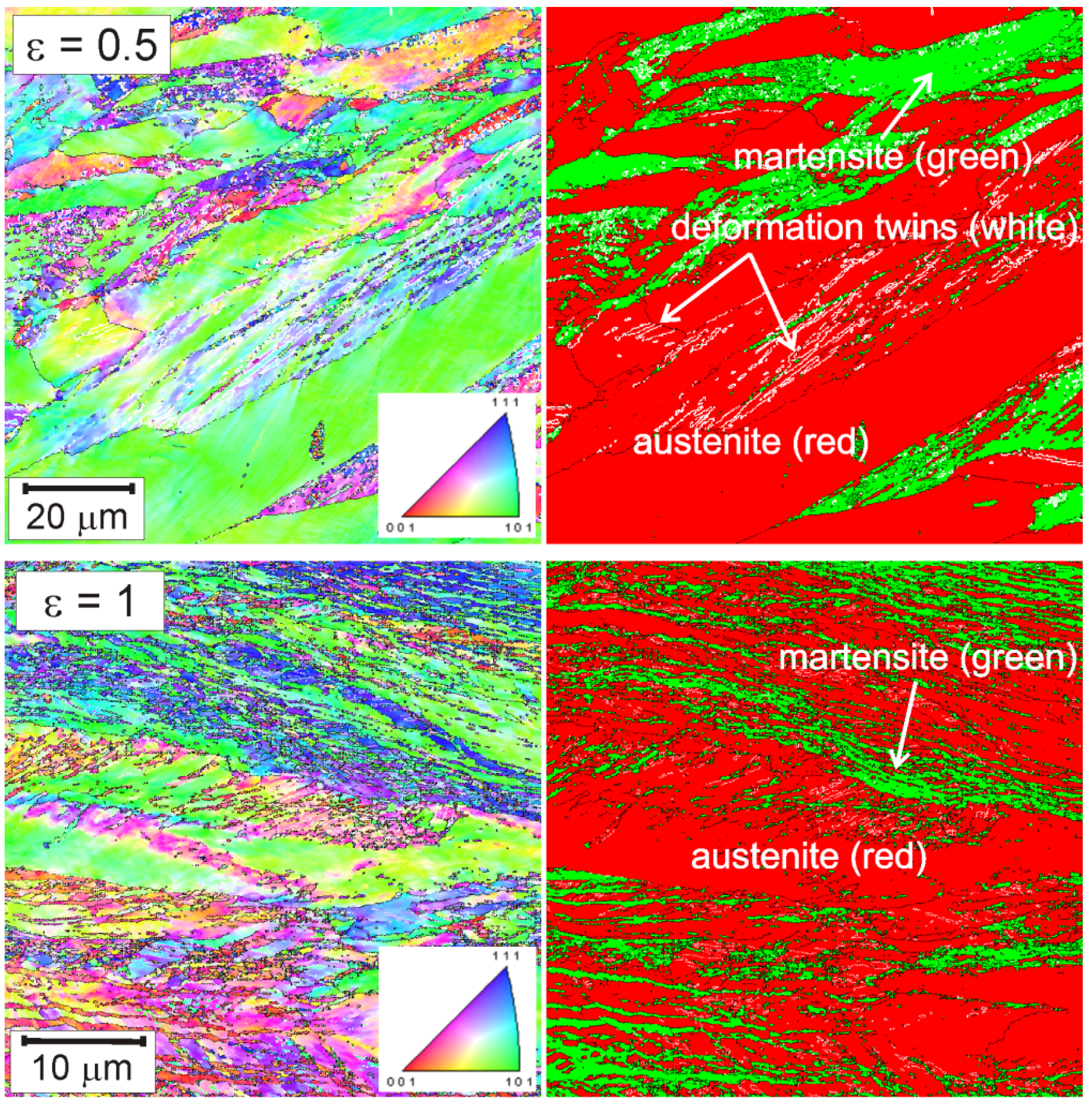
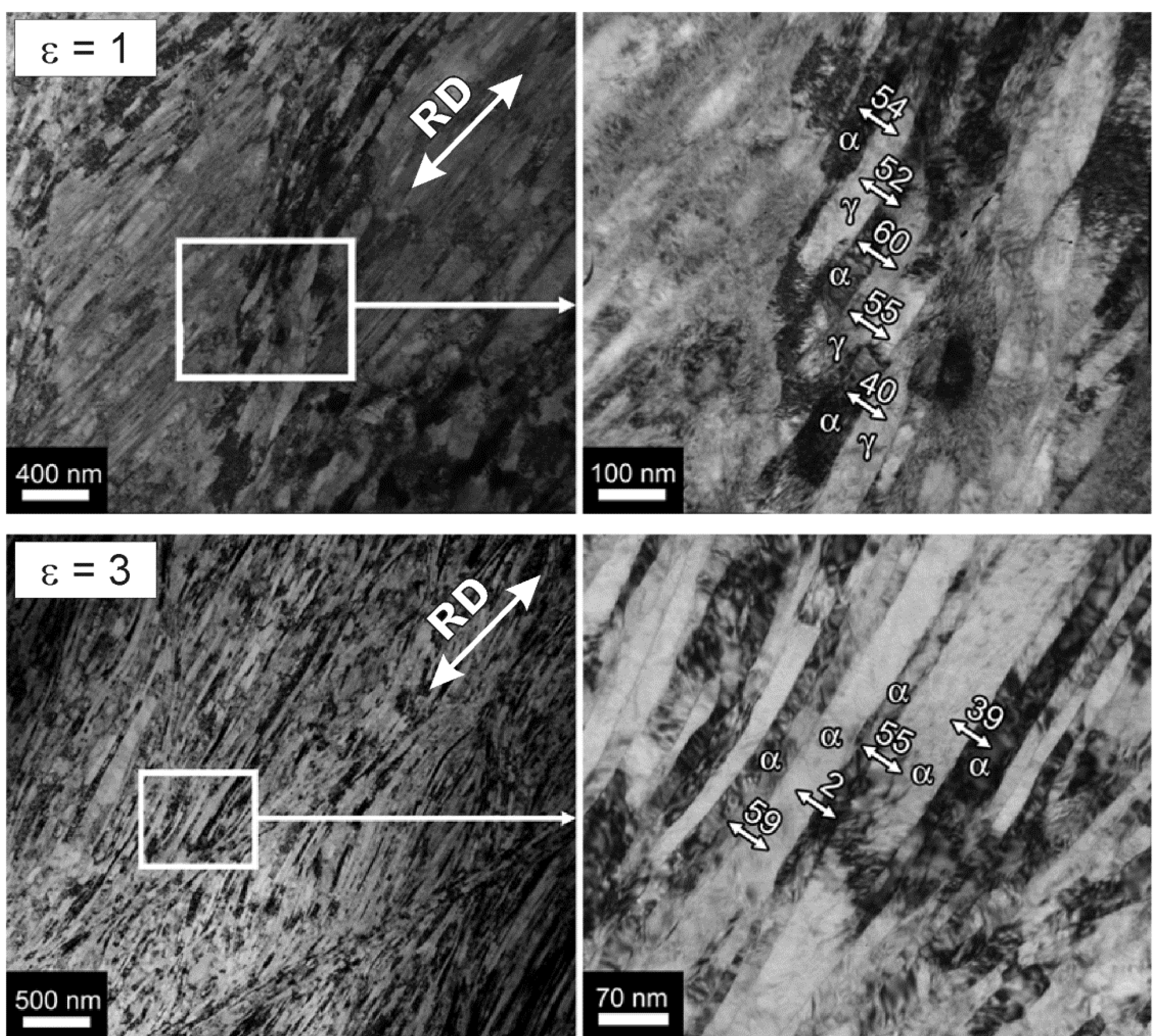
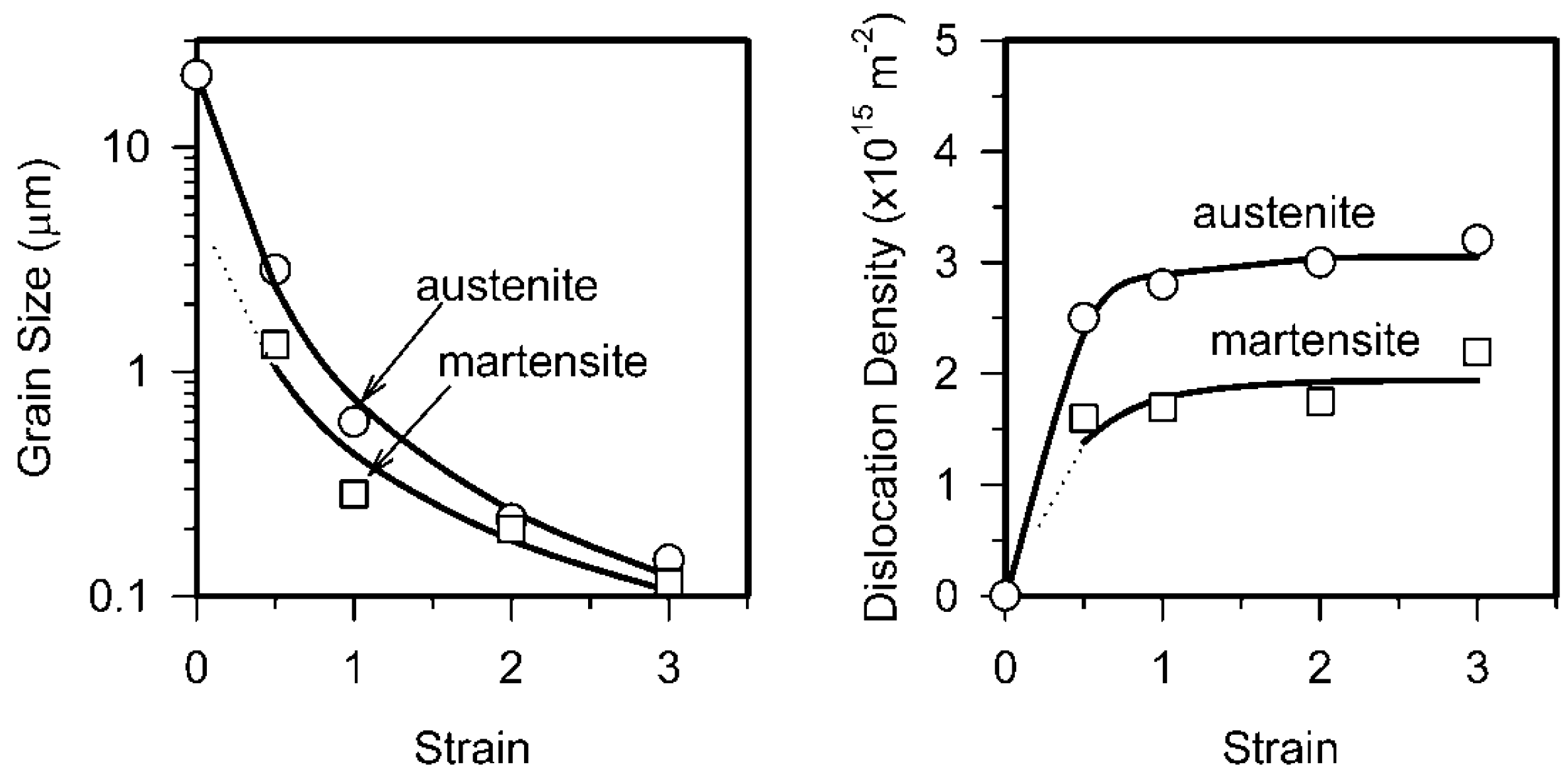
3.2. Microstructure Evolution






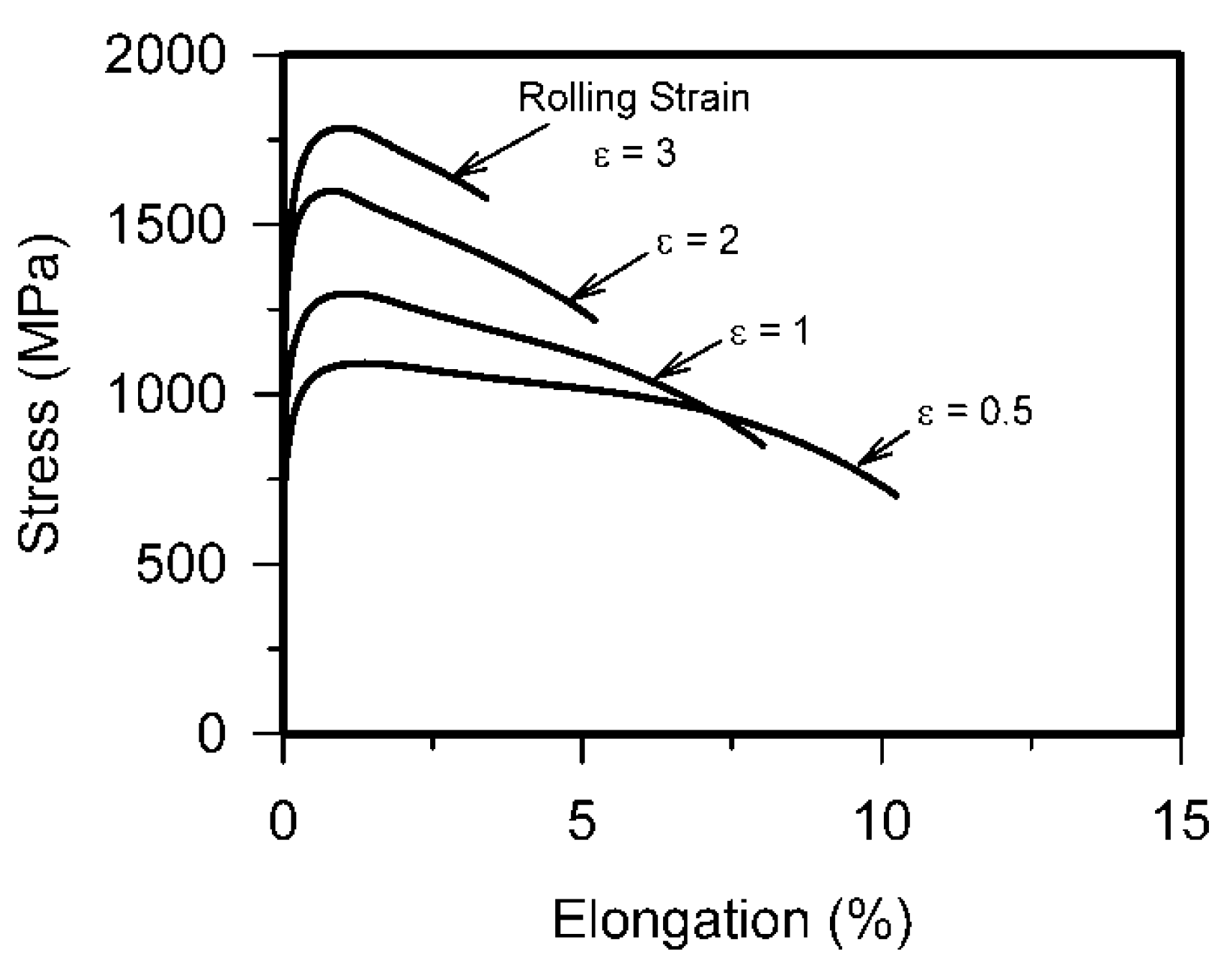
3.3. Tensile Behavior


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ε | FM | DA, µm | DM, µm | ρA, 1014 m−2 | ρM, 1014 m−2 | σ0.2, MPa | UTS, MPa | δ, % |
|---|---|---|---|---|---|---|---|---|
| 0 | 0 | 21 | - | 0.02 | - | 220 | 600 | 100 |
| 0.5 | 0.20 | 2.85 | 1.33 | 25 | 16 | 950 | 1090 | 10 |
| 1 | 0.35 | 0.6 | 0.29 | 28 | 17 | 1160 | 1295 | 8 |
| 2 | 0.65 | 0.22 | 0.2 | 30 | 18 | 1485 | 1600 | 5 |
| 3 | 0.75 | 0.145 | 0.115 | 32 | 22 | 1595 | 1785 | 4 |
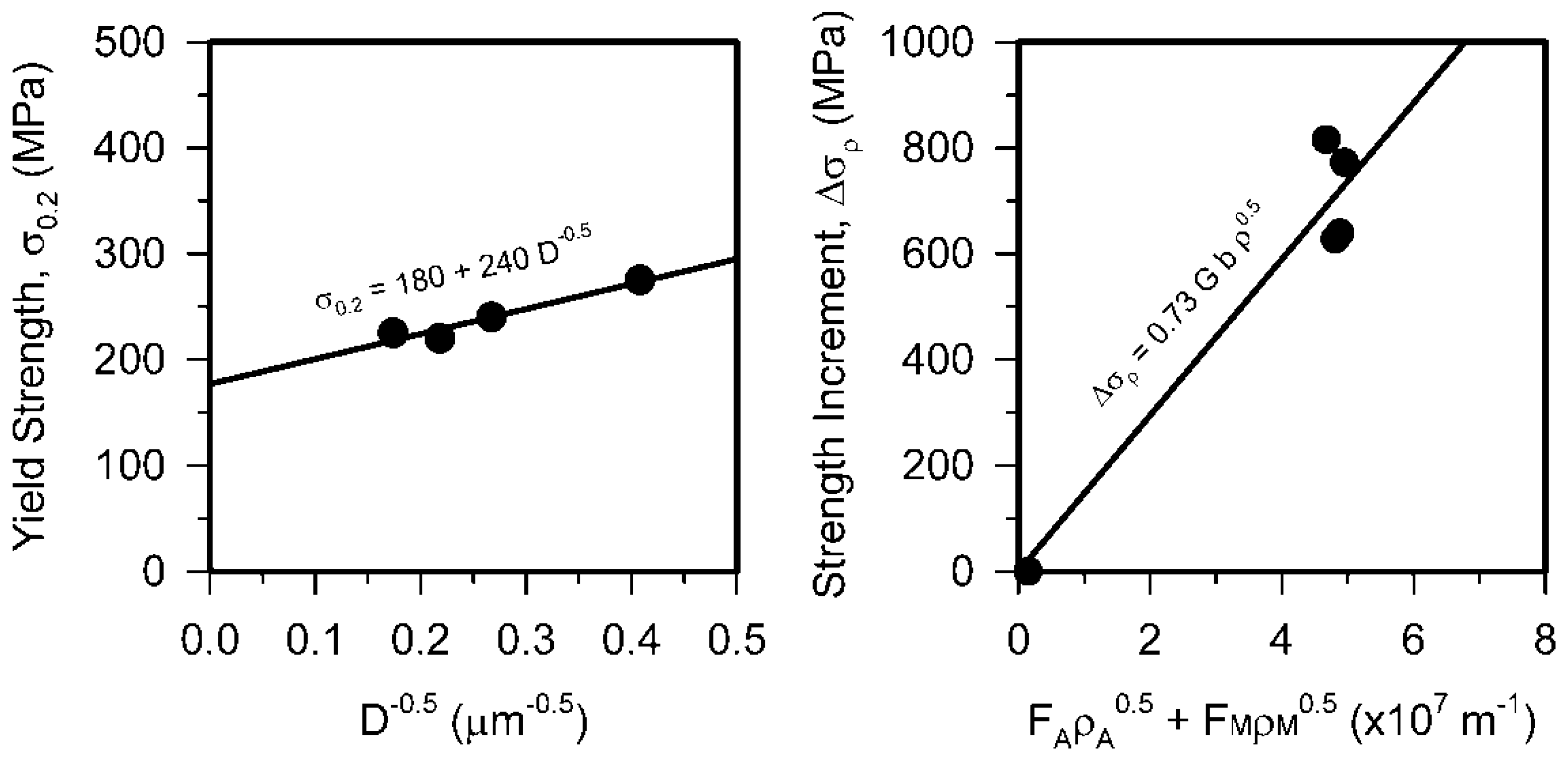
3.4. Strengthening Mechanisms


4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Alexandrov, I.V.; Zhu, Y.T.; Lowe, T.C. Paradox of strength and ductility in metals processed by severe plastic deformation. J. Mater. Res. 2002, 17, 5–8. [Google Scholar] [CrossRef]
- Kimura, Y.; Inoue, T.; Yin, F.; Tsuzaki, K. Inverse temperature dependence of toughness in an ultrafine grain-structure steel. Science 2008, 320, 1057–1060. [Google Scholar] [CrossRef] [PubMed]
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Stolyarov, V.V.; Valiev, R.Z.; Zhu, Y.T. Enhanced low-temperature impact toughness of nanostructured Ti. Appl. Phys. Lett. 2006, 88, 041905. [Google Scholar] [CrossRef]
- Misra, R.D.K.; Zhang, Z.; Venkatasurya, P.K.C.; Somani, M.C.; Karjalainen, L.P. Martensite shear phase reversion-induced nanograined/ultrafine-grained Fe–16Cr–10Ni alloy: The effect of interstitial alloying elements and degree of austenite stability on phase reversion. Mater. Sci. Eng. A 2010, 527, 7779–7792. [Google Scholar] [CrossRef]
- Rezaee, A.; Kermanpur, A.; Najafizadeh, A.; Moallemi, M. Production of nano/ultrafine grained AISI 201L stainless steel through advanced thermo-mechanical treatment. Mater. Sci. Eng. A 2011, 528, 5025–5029. [Google Scholar] [CrossRef]
- Shakhova, I.; Dudko, V.; Belyakov, A.; Tsuzaki, K.; Kaibyshev, R. Effect of large strain cold rolling and subsequent annealing on microstructure and mechanical properties of an austenitic stainless steel. Mater. Sci. Eng. A 2012, 545, 176–186. [Google Scholar] [CrossRef]
- Belyakov, A.; Odnobokova, M.; Kipelova, A.; Tsuzaki, K.; Kaibyshev, R. Nanocrystalline structures and tensile properties of stainless steels processed by severe plastic deformation. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012156. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. Kinetics of strain-induced martensitic nucleation. Metall. Trans. A 1975, 6, 791–795. [Google Scholar] [CrossRef]
- Nakada, N.; Ito, H.; Matsuoka, Y.; Tsuchiyama, T.; Takaki, S. Deformation-induced martensitic transformation behavior in cold-rolled and cold-drawn type 316 stainless steels. Acta Mater. 2010, 58, 895–903. [Google Scholar] [CrossRef]
- Lee, T.-H.; Shin, E.; Oh, C.-S.; Ha, H.-Y.; Kim, S.-J. Correlation between stacking fault energy and deformation microstructure in high-interstitial-alloyed austenitic steels. Acta Mater. 2010, 58, 3173–3186. [Google Scholar] [CrossRef]
- Armstrong, R.; Codd, I.; Douthwaite, R.M.; Petch, N.J. The plastic deformation of polycrystalline aggregates. Philos. Mag. 1962, 7, 45–58. [Google Scholar] [CrossRef]
- Mecking, H.; Kocks, U.F. Kinetics of flow and strain-hardening. Acta Metall. 1981, 29, 1865–1875. [Google Scholar] [CrossRef]
- Estrin, Y.; Toth, L.S.; Molinari, A.; Brechet, Y. A dislocation-based model for all hardening stages in large strain deformation. Acta Mater. 1998, 46, 5509–5522. [Google Scholar] [CrossRef]
- Hughes, D.A.; Hansen, N. Microstructure and strength of nickel at large strains. Acta Mater. 2000, 48, 2985–3004. [Google Scholar] [CrossRef]
- Hansen, N. Hall-Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Yanushkevich, Z.; Mogucheva, A.; Tikhonova, M.; Belyakov, A.; Kaibyshev, R. Structural strengthening of an austenitic stainless steel subjected to warm-to-hot working. Mater. Charact. 2011, 62, 432–437. [Google Scholar] [CrossRef]
- Kusakin, P.; Belyakov, A.; Haase, C.; Kaibyshev, R.; Molodov, D.A. Microstructure evolution and strengthening mechanisms of Fe–23Mn–0.3C–1.5Al TWIP steel during cold rolling. Mater. Sci. Eng. A 2014, 617, 52–60. [Google Scholar] [CrossRef]
- Mishnev, R.; Shakhova, I.; Belyakov, A.; Kaibyshev, R. Deformation microstructures, strengthening mechanisms, and electrical conductivity in a Cu–Cr–Zr alloy. Mater. Sci. Eng. A 2015, 629, 29–40. [Google Scholar] [CrossRef]
- Kipelova, A.; Odnobokova, M.; Belyakov, A.; Kaibyshev, R. Microstructure evolution in a 304-type austenitic stainless steel during multidirectional forging at ambient temperature. Mater. Sci. Forum 2014, 783–786, 831–836. [Google Scholar] [CrossRef]
- Odnobokova, M.; Kipelova, A.; Belyakov, A.; Kaibyshev, R. Microstructure evolution in a 316L stainless steel subjected to multidirectional forging and unidirectional bar rolling. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012060. [Google Scholar] [CrossRef]
- Mishin, O.V.; Gottstein, G. Microstructural aspects of rolling deformation in ultrafine-grained copper. Philos. Mag. A 1998, 78, 373–388. [Google Scholar] [CrossRef]
- Mishin, O.V.; Bowen, J.R.; Lathabai, S. Quantification of microstructure refinement in aluminium deformed by equal channel angular extrusion: Route A vs. route Bc in a 90° die. Scr. Mater. 2010, 63, 20–23. [Google Scholar] [CrossRef]
- Tikhonova, M.; Kuzminova, Y.; Fang, X.; Wang, W.; Kaibyshev, R.; Belyakov, A. Σ3 CSL boundary distributions in an austenitic stainless steel subjected to multidirectional forging followed by annealing. Philos. Mag. 2014, 94, 4181–4196. [Google Scholar] [CrossRef]
- Young, C.M.; Sherby, O.D. Subgrain formation and subgrain-boundary strengthening in iron-based materials. J. Iron Steel Inst. 1973, 211, 640–647. [Google Scholar]
- Belyakov, A.; Tsuzaki, K.; Kimura, Y.; Mishima, Y. Tensile behaviour of submicrocrystalline ferritic steel processed by large-strain deformation. Philos. Mag. Lett. 2009, 89, 201–212. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation Mechanism Maps; Pergamon Press: Oxford, UK, 1982. [Google Scholar]
- Huang, X.; Morito, S.; Hansen, N.; Maki, T. Ultrafine structure and high strength in cold-rolled martensite. Metall. Mater. Trans. A 2012, 43A, 3517–3531. [Google Scholar] [CrossRef]
- Harrell, T.J.; Topping, T.D.; Wen, H.; Hu, T.; Schoenung, J.M.; Lavernia, E.J. Microstructure and strengthening mechanisms in an ultrafine grained Al-Mg-Scalloy produced by powder metallurgy. Metall. Mater. Trans. A 2014, 45A, 6329–6343. [Google Scholar] [CrossRef]
- Khamsuk, S.; Park, N.; Gao, S.; Terada, D.; Adachi, H.; Tsuji, N. Mechanical properties of bulk ultrafine grained aluminum fabricated by torsion deformation at various temperatures and strain rates. Mater. Trans. 2014, 55, 106–113. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Odnobokova, M.; Belyakov, A.; Kaibyshev, R. Development of Nanocrystalline 304L Stainless Steel by Large Strain Cold Working. Metals 2015, 5, 656-668. https://doi.org/10.3390/met5020656
Odnobokova M, Belyakov A, Kaibyshev R. Development of Nanocrystalline 304L Stainless Steel by Large Strain Cold Working. Metals. 2015; 5(2):656-668. https://doi.org/10.3390/met5020656
Chicago/Turabian StyleOdnobokova, Marina, Andrey Belyakov, and Rustam Kaibyshev. 2015. "Development of Nanocrystalline 304L Stainless Steel by Large Strain Cold Working" Metals 5, no. 2: 656-668. https://doi.org/10.3390/met5020656