
Effects of the Hot Isostatic Pressing Process on Crack Healing of the Laser Repair-Welded CM247LC Superalloy

Abstract
:1. Introduction
2. Experimental Procedure
3. Results
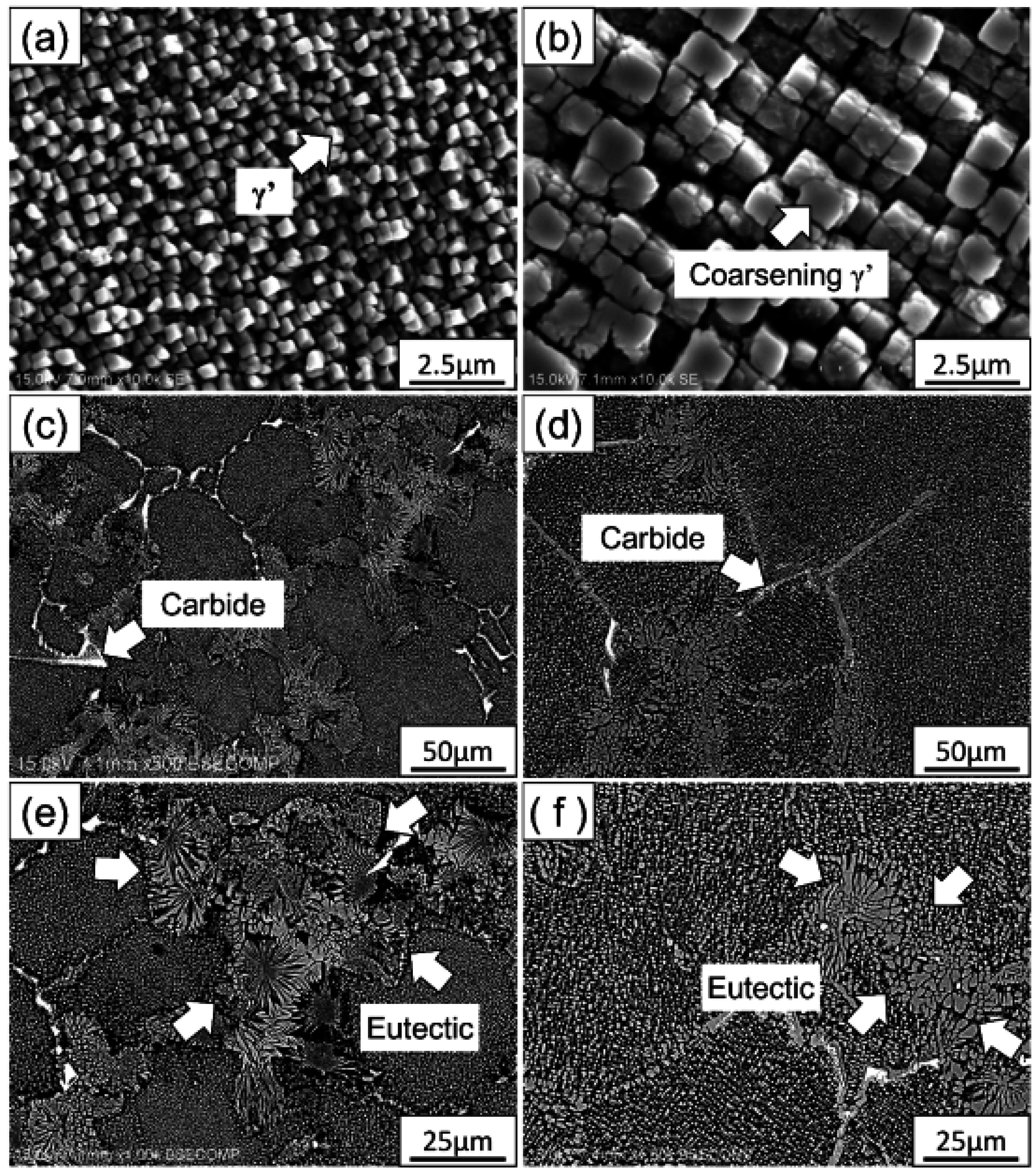
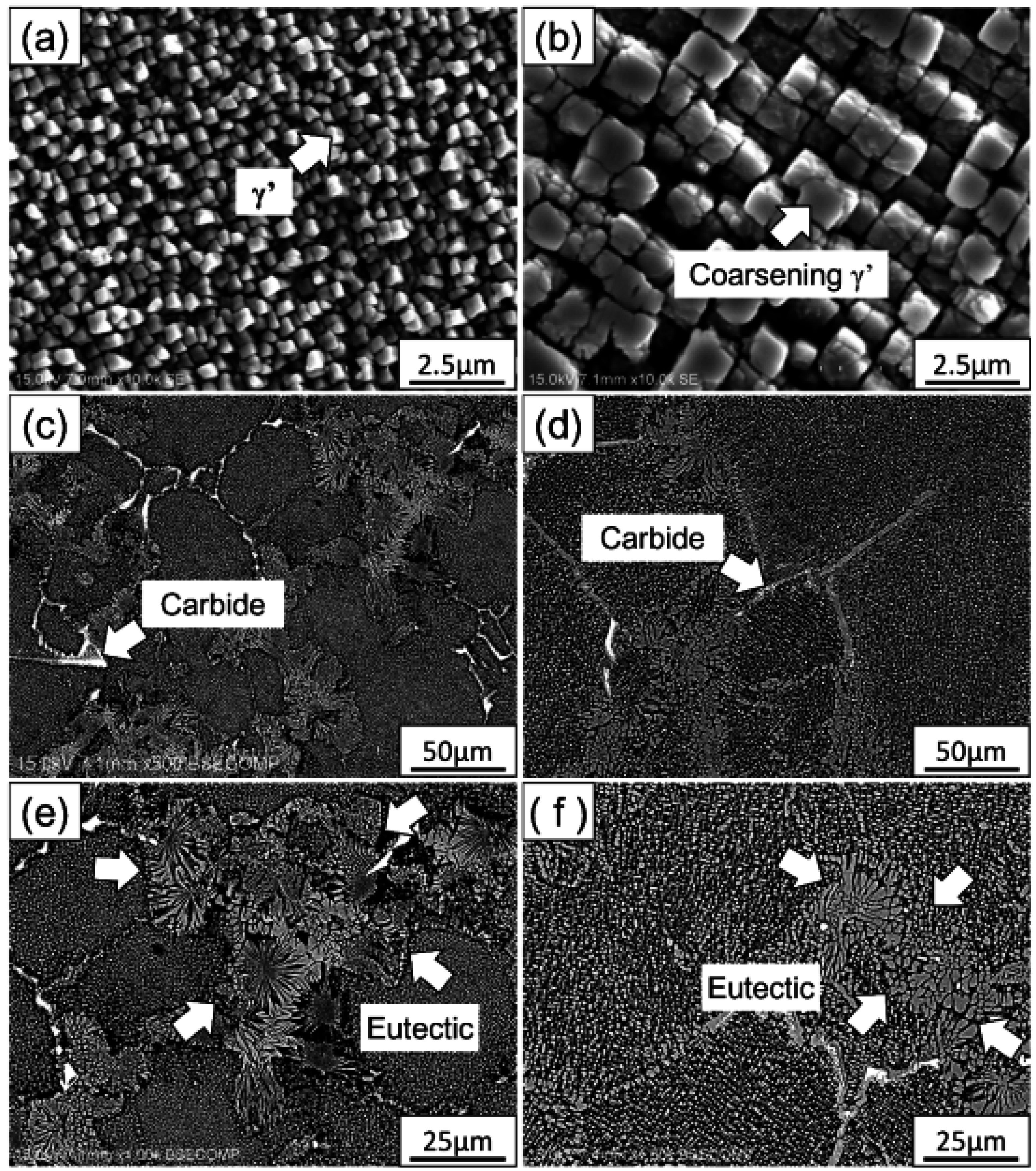
3.1. Microstructure Observations of the PM before and after HIP
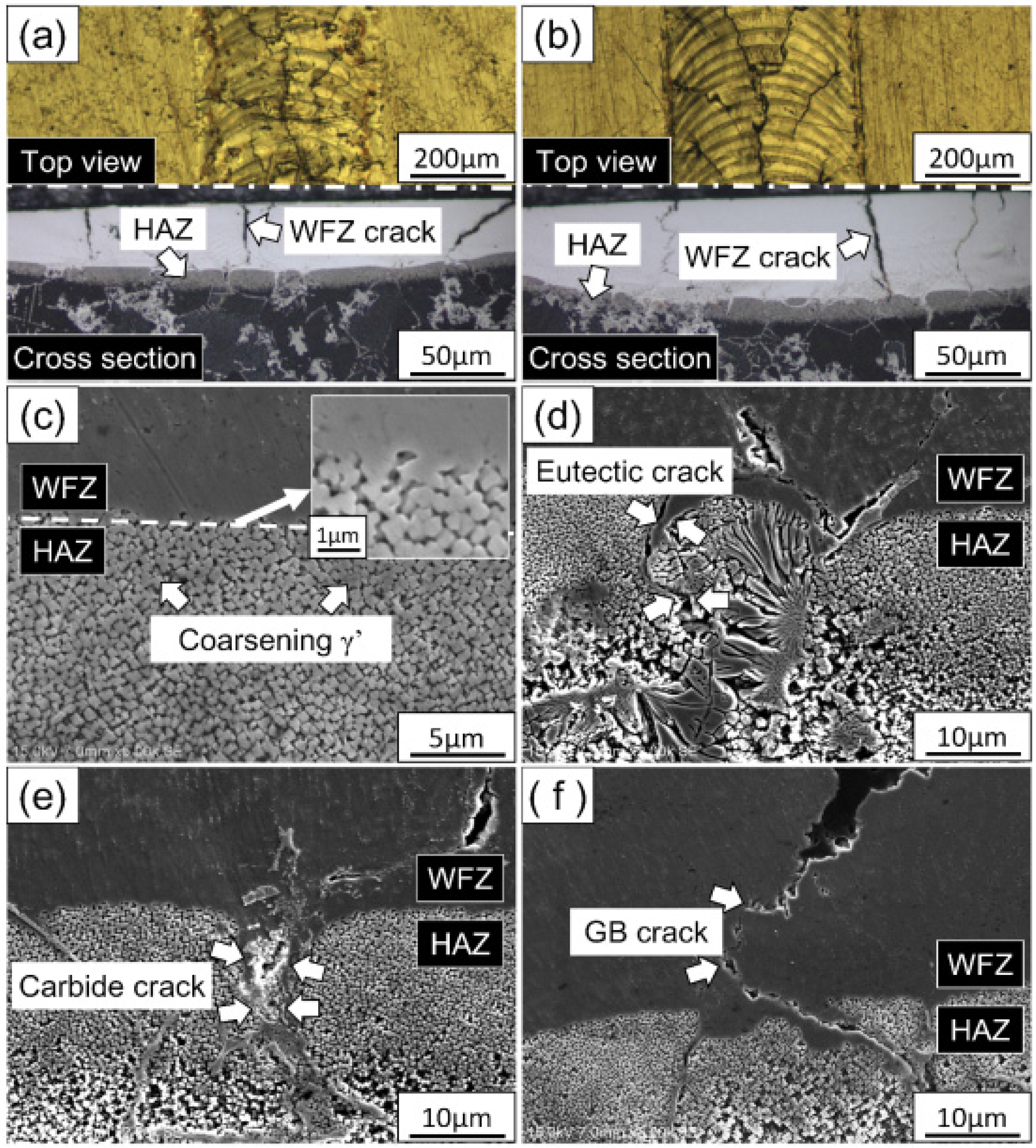
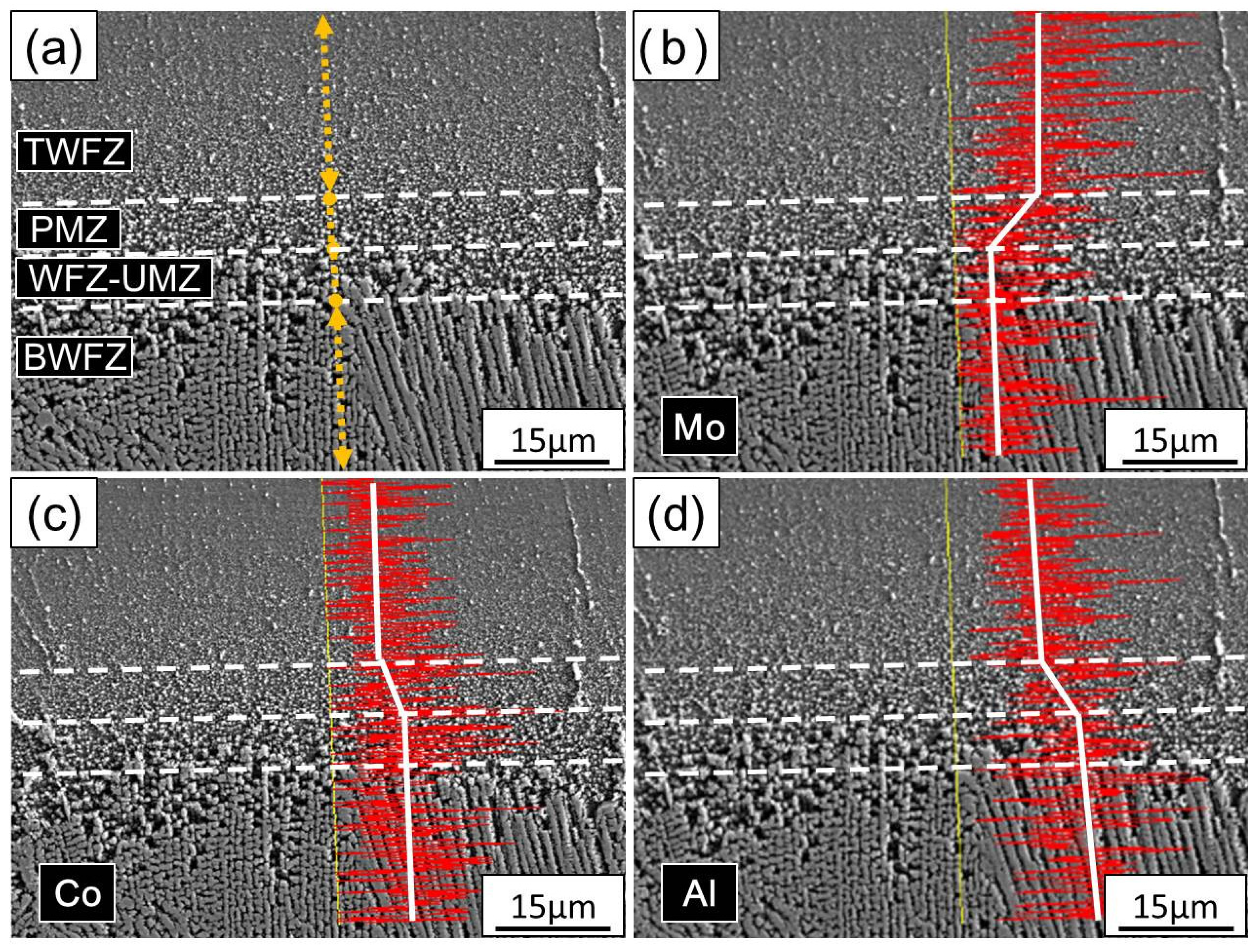
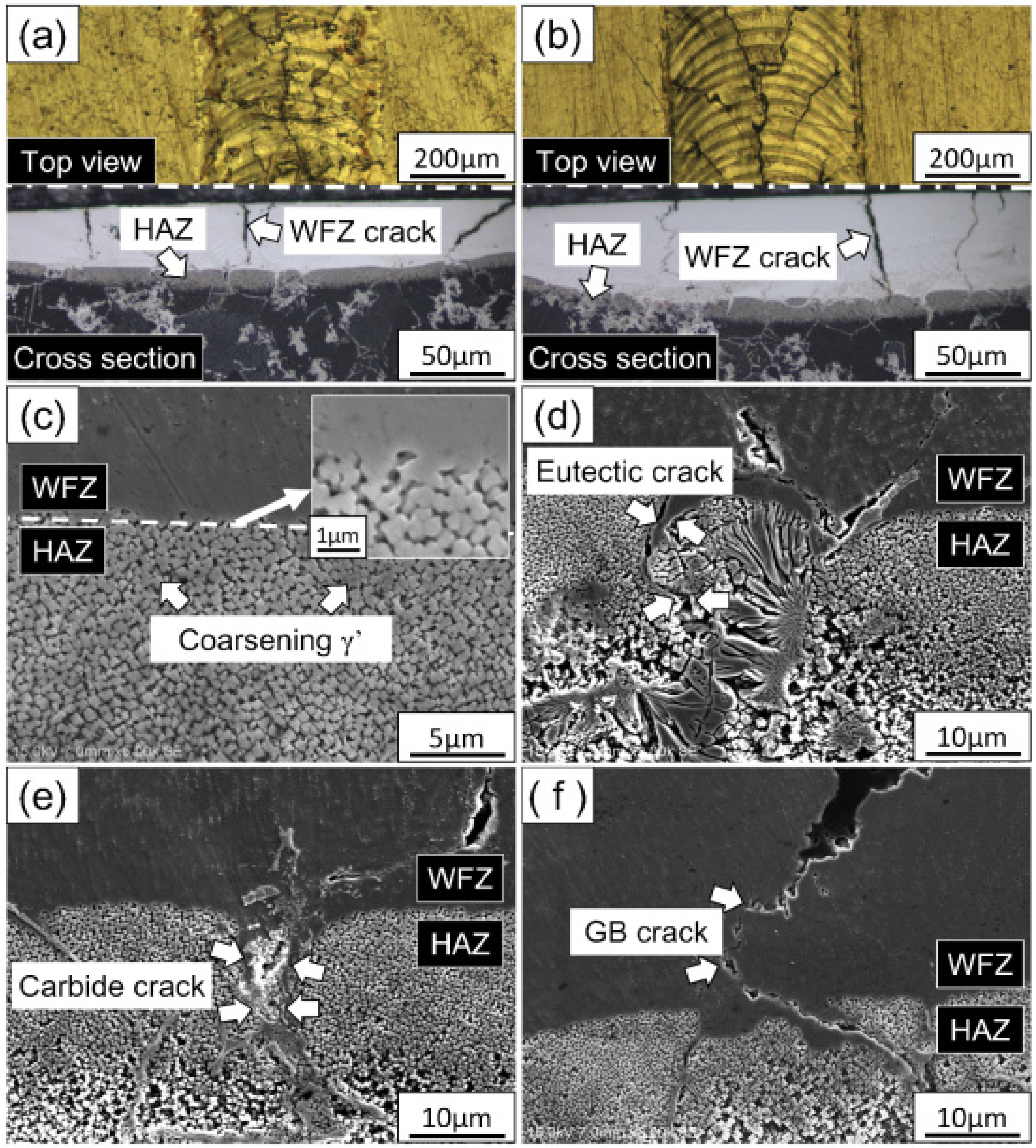
3.2. Microstructure and Crack Observations after CM247LC Laser Direct Melting
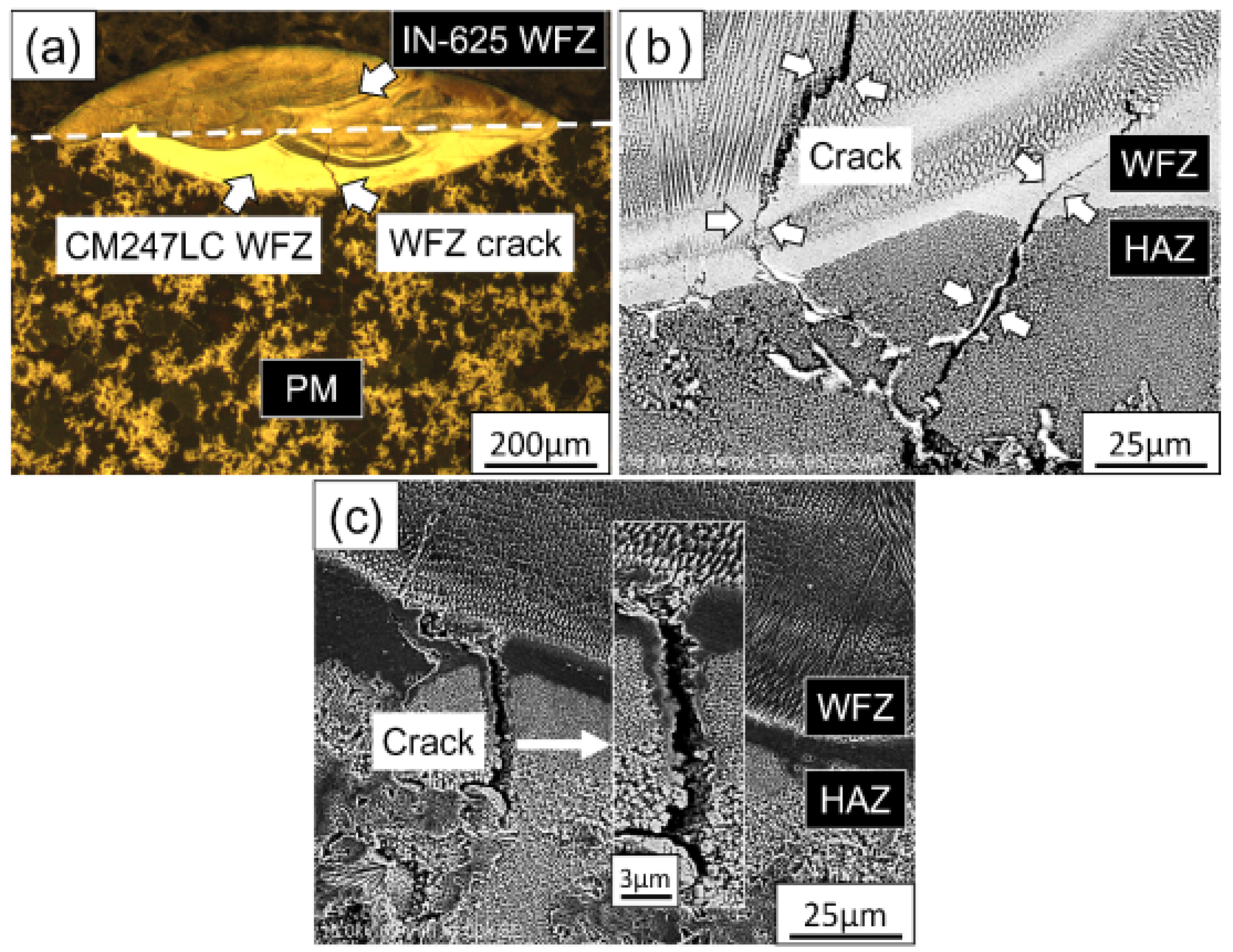
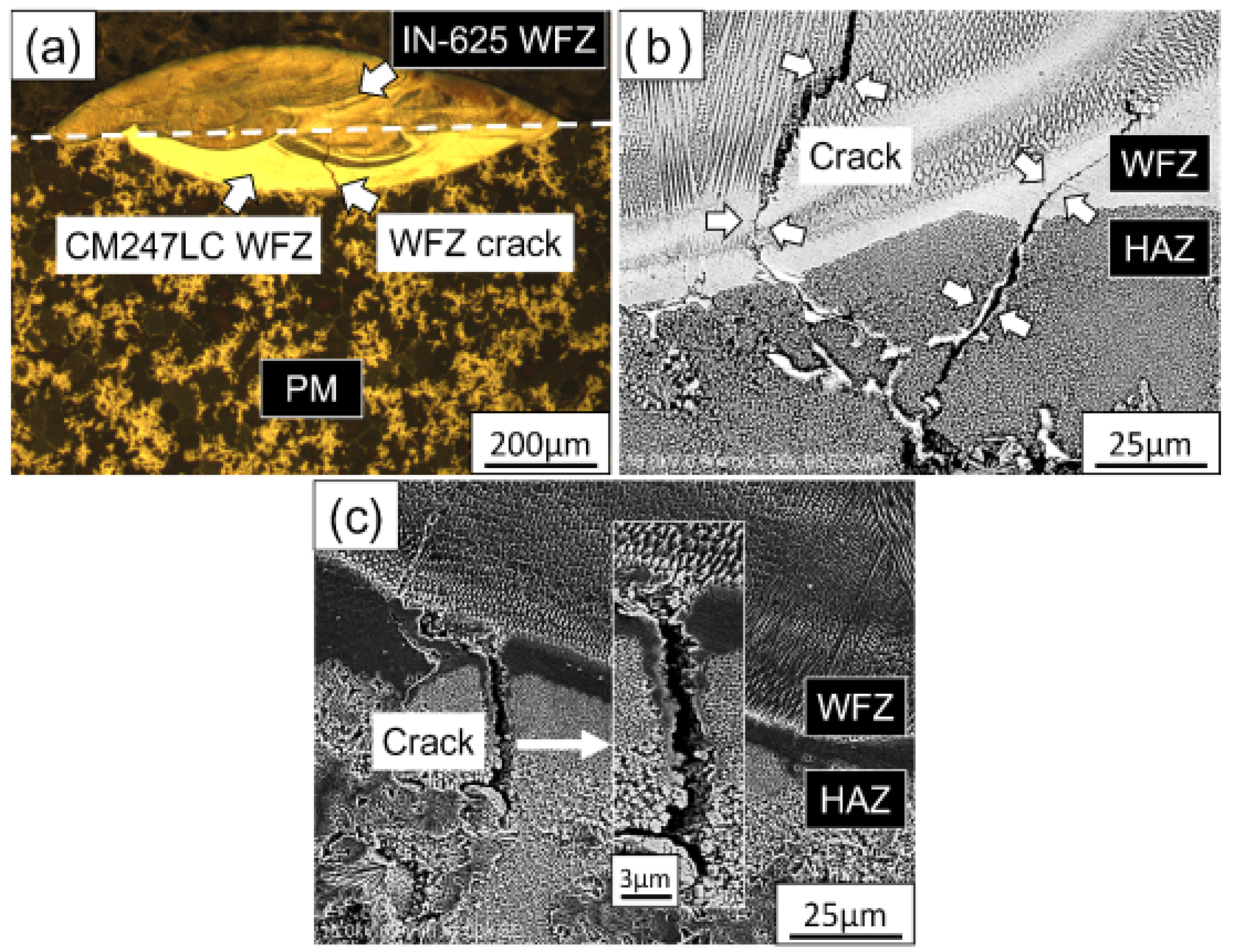
3.3. Microstructure Observation after IN-625 Surface Sealing
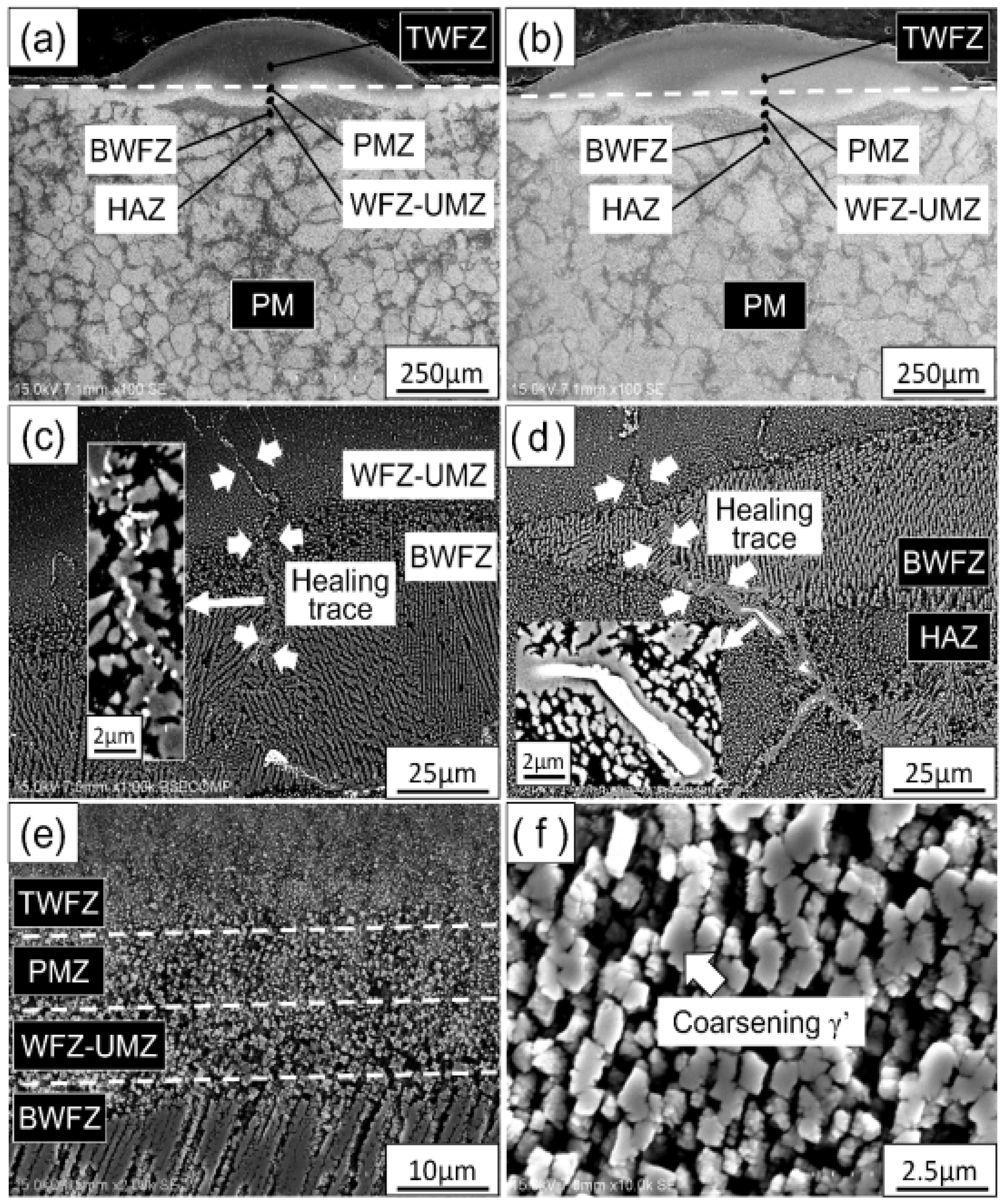
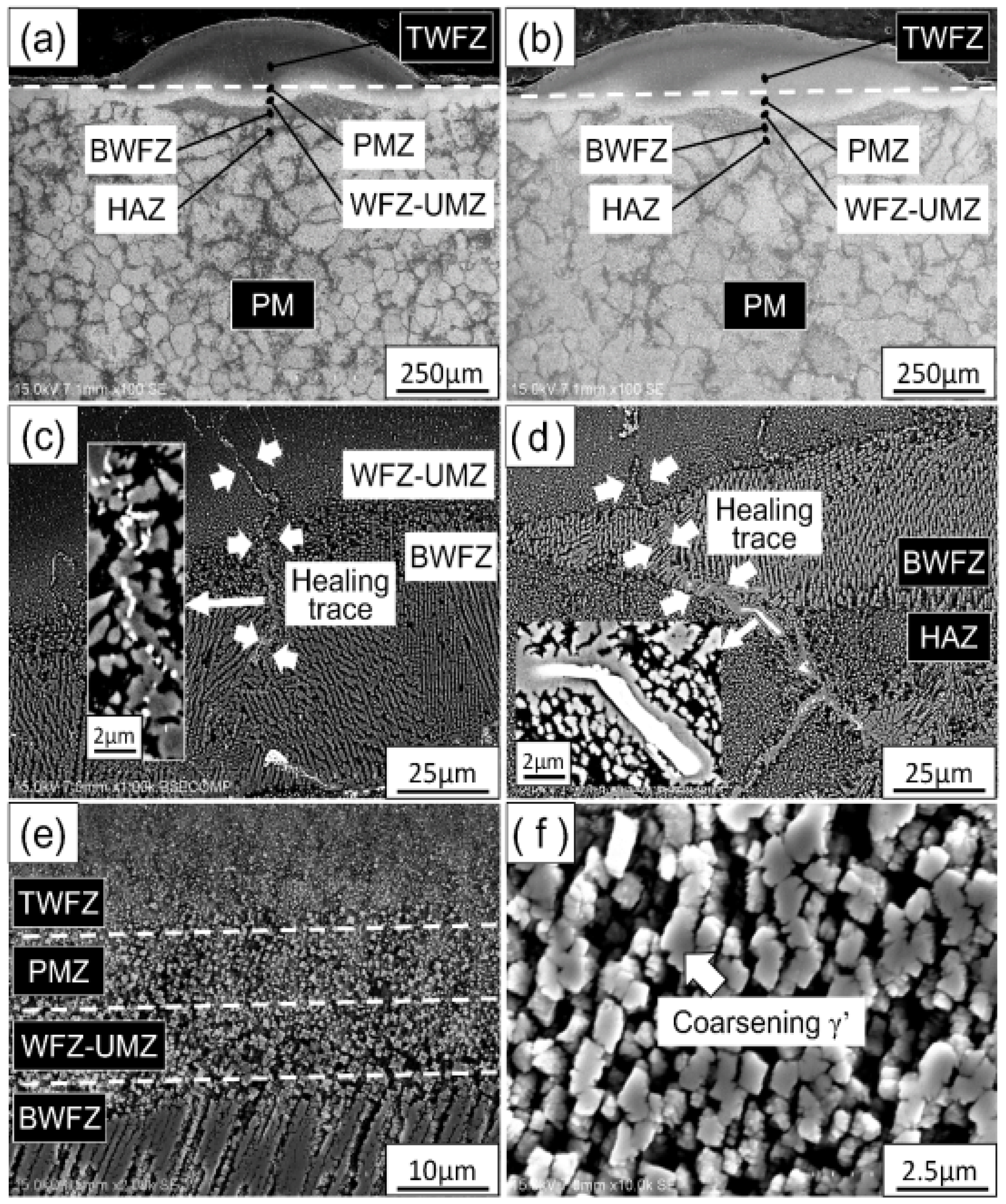
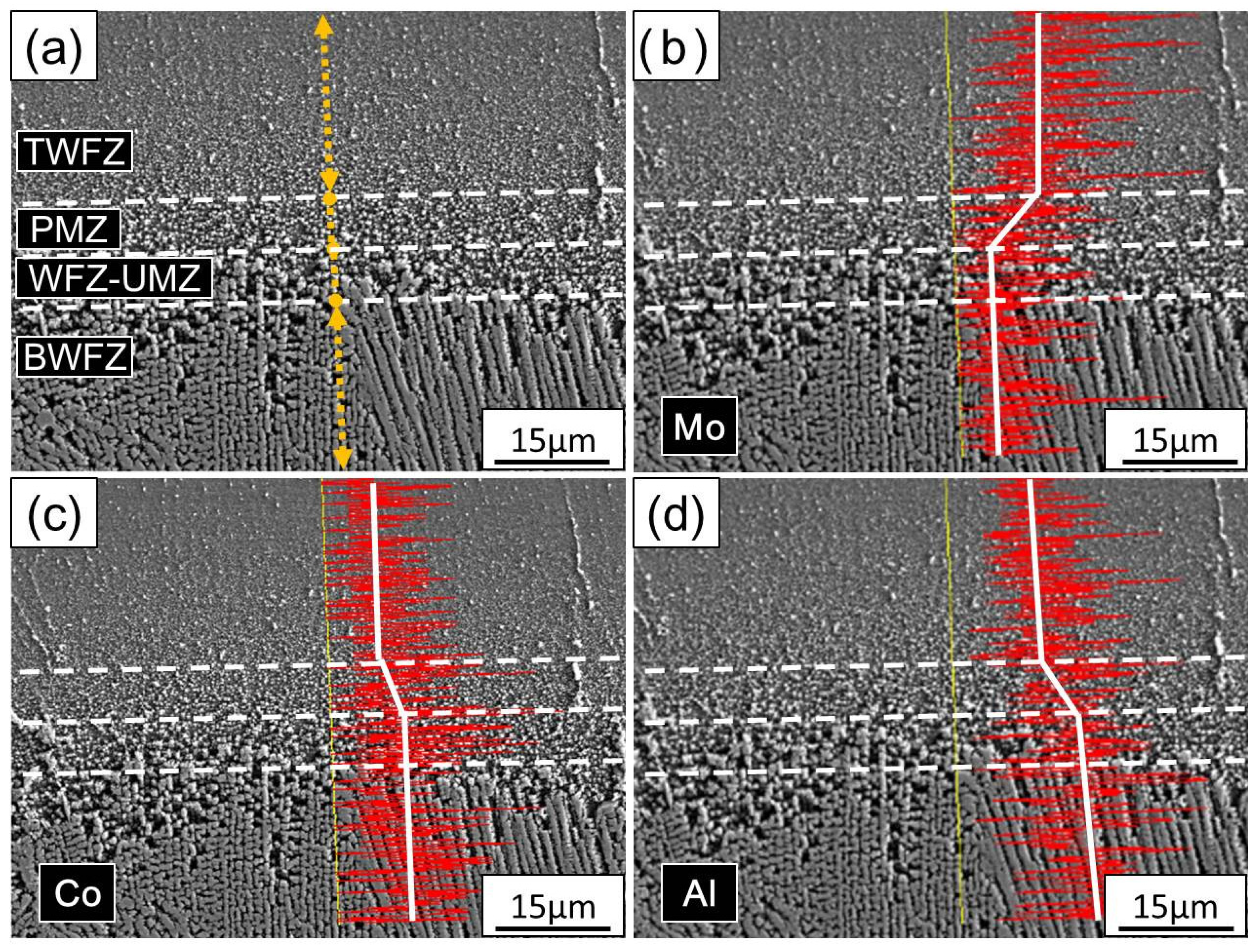
3.4. Microstructure and Crack Observations after the HIP Healing Process
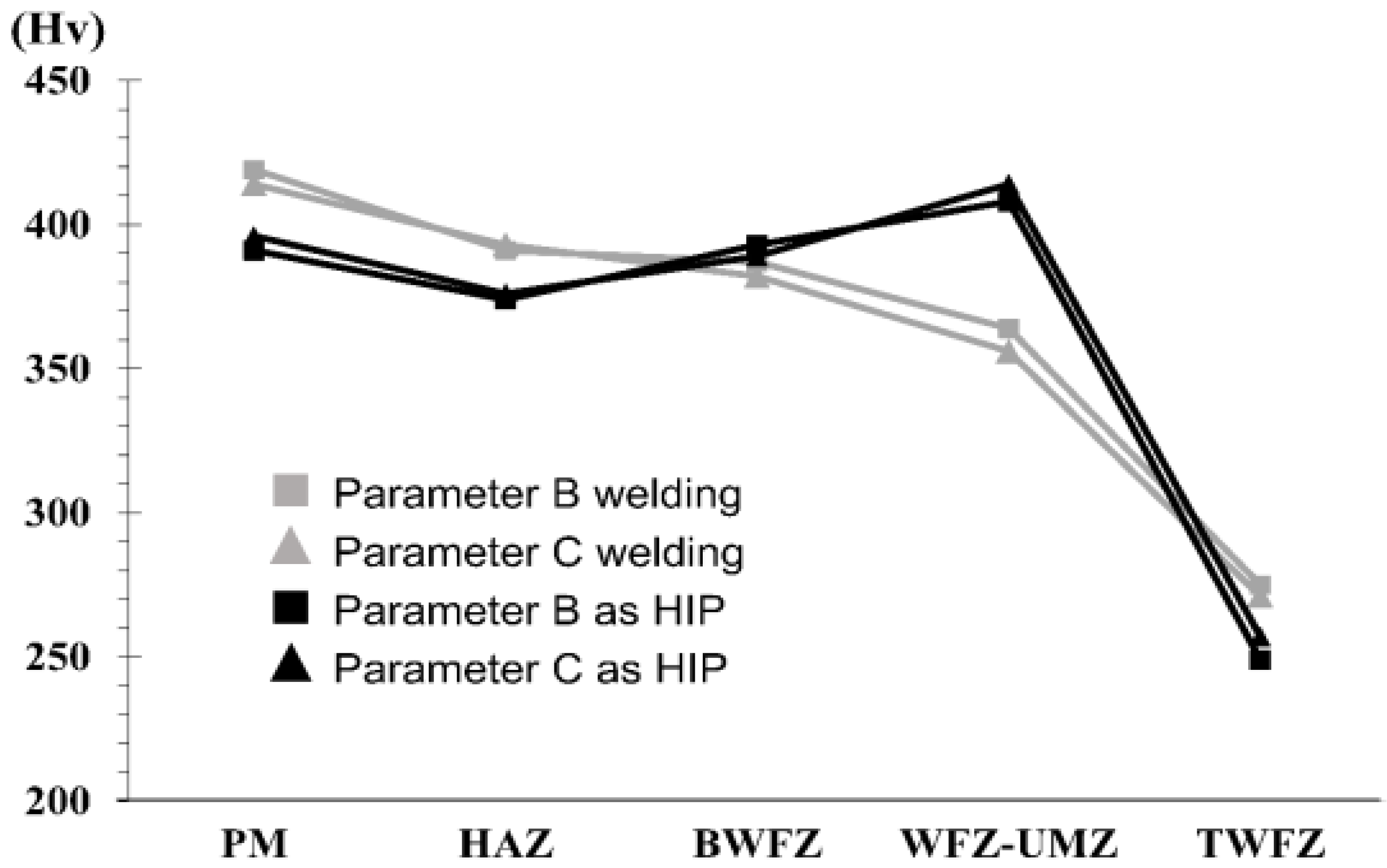
3.5. Hardness Test before and after HIP
4. Conclusions
- Through the proper HIP healing process, all cracks in the WFZ and HAZ of the repair-welded pieces (including repair welding Conditions B and C) were healed.
- After the HIP healing process, some nano- and micro-sized carbides tended to form discontinuously along the healed crack trace of the repair-welded pieces.
- After the HIP healing process, the size and volume fraction of the segregation were reduced, thereby improving the reliability and mechanical properties of the superalloy.
- After the HIP healing process, the hardness in the repair-welded areas (including repair welding Conditions B and C) was improved, and it is similar to that in the PM.
Author Contributions
Conflicts of Interest
References
- Harris, K.; Schwer, R.E. Vacuum Induction Refining MAR M 247 for High Integrity Turbine Rotating Parts. In Proceedings of TMS-AIME Fall Meeting, St. Louis, MO, USA, 1–11 October 1978.
- Harris, K.; Schwer, R.E. Vacuum Induction Refined MAR M 247 for Investment Cast Turbine Components. In Proceedings of AVS 6th International Vacuum Metallurgical Conference, San Diego, CA, USA, 7–8 April 1979.
- MAR M 247 Derivations—CM 247 LC DS Alloy, CMSX Single Crystal Alloys: Properties and Performance. Available online: http://www.tms.org/superalloys/10.7449/1984/superalloys_1984_221_230.pdf (accessed on 8 October 2016).
- Ding, R.G.; Ojo, O.A.; Chaturvedi, M.C. Laser beam weld-metal microstructure in a yttrium modified directionally solidified Ni3Al-base alloy. Intermetallics 2007, 15, 1504–1510. [Google Scholar] [CrossRef]
- Pang, M.; Yu, G.; Wang, H.H.; Zheng, C.Y. Microstructure Study of Laser Welding Cast Nickel-Based Super Alloy K418. J. Mater. Process. Technol. 2008, 207, 271–275. [Google Scholar] [CrossRef]
- Chiang, M.F.; Chen, C. Induction-assisted laser welding of IN-738 nickel-base superalloy. Mater. Chem. Phys. 2008, 114, 415–419. [Google Scholar] [CrossRef]
- Ojo, O.A.; Chaturvedi, M.C. On the role of liquated γ′ precipitates in weld heat affected zone microfissuring of a nickel-based superalloy. Mater. Sci. Eng. A 2005, 403, 77–87. [Google Scholar] [CrossRef]
- Ojo, O.A.; Richards, N.L.; Chaturvedi, M.C. Contribution of constitutional liquation of gamma prime precipitate to weld HAZ cracking of cast Inconel 738 superalloy. Scr. Mater. 2004, 50, 641–646. [Google Scholar] [CrossRef]
- Bonifaz, E.A.; Richards, N.L. Modeling cast IN-738 superalloy gas tungsten arc welds. Acta Mater. 2009, 57, 1758–1794. [Google Scholar] [CrossRef]
- Gandy, D.W.; Frederick, G.J.; Peterson, A.J.; Stover, J.T.; Viswanathan, R. Development of a Laser-Based/High Strength Weld Filler Process to Extend Repair Limits on IN-738 Gas Turbine Blades. In Proceedings of the Fourth International EPRI Conference on Welding and Repair Technology for Power Plants, Marco Island, FL, USA, June 2000.
- Development of an Improved Stainless Steel to Ferritic Steel Transition Joint. Available online: https://app.aws.org/wj/supplement/WJ_1977_11_s354.pdf (accessed on 20 September 2016).
- Surfacing of 3.25% Nickel Steel with Inconel 625 by the Gas Metal Arc Welding-Pulsed Arc Process. Available online: https://www.scribd.com/document/247061079/Surfacing-of-3-25-Nickel-steel-with-Inconel-625-by-the-gas-metal-arc-welding-pulsed-arc-process (accessed on 20 September 2016).
- GTA Weld Cracking—Alloy 625 to 304L. Available online: https://app.aws.org/wj/supplement/WJ_1985_08_s227.pdf (accessed on 20 September 2016).
- Price, P.E.; Kohler, S.P. Hot Isostatic Pressing of Metal Powders, 9th ed.; ASM International: Materials Park, OH, USA, 1984; Volume 7, pp. 419–443. [Google Scholar]
- Zhao, X.M.; Lin, X.; Chen, J.; Xue, L.; Huang, W.D. The effect of hot isostatic pressing on crack healing, microstructure, mechanical properties of Rene88DT superalloy prepared by laser solid forming. Mater. Sci. Eng. A 2005, 504, 129–134. [Google Scholar] [CrossRef]
- Wang, H.S.; Huang, C.Y.; Ho, K.S.; Deng, S.J. Microstructure Evolution of Laser Repair Welded René 77 Nickel-Based Superalloy Cast. Mater. Trans. 2011, 52, 2197–2204. [Google Scholar] [CrossRef]
- Diffusion Welding of Nickel-based Superalloys. Available online: https://www.scribd.com/doc/314478417/Diffusion-Welding-of-Nickel-Alloys (accessed on 8 October 2016).
- Hoppin, G.S., III; Curbishley, G. Dual Alloy Turbine Wheels. U.S. Patent No. 4581300, 8 April 1986. [Google Scholar]
- Erickson, G.L. Properties and Selection: Irons, Steels, and High-Performance Alloys, 10th ed.; ASM International: Materials Park, OH, USA, 1989; Volume 1, pp. 981–994. [Google Scholar]
- Grosdidier, T.; Hazotte, A.; Simon, A. Precipitation and dissolution processes in γ/γ′ single crystal nickel-based superalloys. Mater. Sci. Eng. A 1998, 256, 183–196. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2003; pp. 303–314. [Google Scholar]
- Sims, C.T.; Hagel, W.C. The Superalloys; John Wiley & Sons: New York, NY, USA, 1972; pp. 513–514. [Google Scholar]
- Chen, J.; Lee, J.H.; Jo, C.Y.; Choe, S.J.; Lee, Y.T. MC carbide formation in directionally solidified MAR-M247 LC superalloy. Mater. Sci. Eng. A 1998, 247, 113–125. [Google Scholar] [CrossRef]
- Erickson, G.L.; Harris, K.; Schwer, R.E. Directionally Solidified DS CM 247 LC Optimized Mechanical Properties Resulting from Extensive γ′ Solutioning. In Proceeding of Gas Turbine Conference and Exhibit, Houston, TX, USA, 1–10 March 1985.
- Kayacan, R.; Varol, R.; Kimilli, O. The effects of pre and post weld heat treatment variables on the strain age cracking in welded Rene 41 components. Mater. Res. Bull. 2004, 39, 2171–2186. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Ni | W | Co | Cr | Al | Ta | Hf | Ti | Mo | Nb | Mn | Si | C |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CM247LC | bal | 9.5 | 9.2 | 8.1 | 5.6 | 3.2 | 1.4 | 0.7 | 0.5 | - | - | - | 0.07 |
| IN-625 | bal | - | 1 | 23 | 0.4 | - | - | 0.4 | 10 | 4.15 | 0.5 | 0.5 | 0.1 |
| Conditions | Laser Voltage (V) | Peak Power (KW) | Pulse Duration (ms) | Spot Size (mm) | Frequency (Hz) | Speed (mm/min) |
|---|---|---|---|---|---|---|
| A | 160 | 0.7 | 4.6 | 0.6 | 14 | 60 |
| B | 170 | 1.0 | 4.6 | 0.6 | 14 | 60 |
| C | 180 | 1.3 | 4.6 | 0.6 | 14 | 60 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hsu, K.-T.; Wang, H.-S.; Chen, H.-G.; Chen, P.-C. Effects of the Hot Isostatic Pressing Process on Crack Healing of the Laser Repair-Welded CM247LC Superalloy. Metals 2016, 6, 238. https://doi.org/10.3390/met6100238
Hsu K-T, Wang H-S, Chen H-G, Chen P-C. Effects of the Hot Isostatic Pressing Process on Crack Healing of the Laser Repair-Welded CM247LC Superalloy. Metals. 2016; 6(10):238. https://doi.org/10.3390/met6100238
Chicago/Turabian StyleHsu, Keng-Tu, Huei-Sen Wang, Hou-Guang Chen, and Po-Chun Chen. 2016. "Effects of the Hot Isostatic Pressing Process on Crack Healing of the Laser Repair-Welded CM247LC Superalloy" Metals 6, no. 10: 238. https://doi.org/10.3390/met6100238