
Nanocrystallization in the Duplex Ti-6Al-4V Alloy Processed by Multiple Laser Shock Peening


Abstract
:1. Introduction
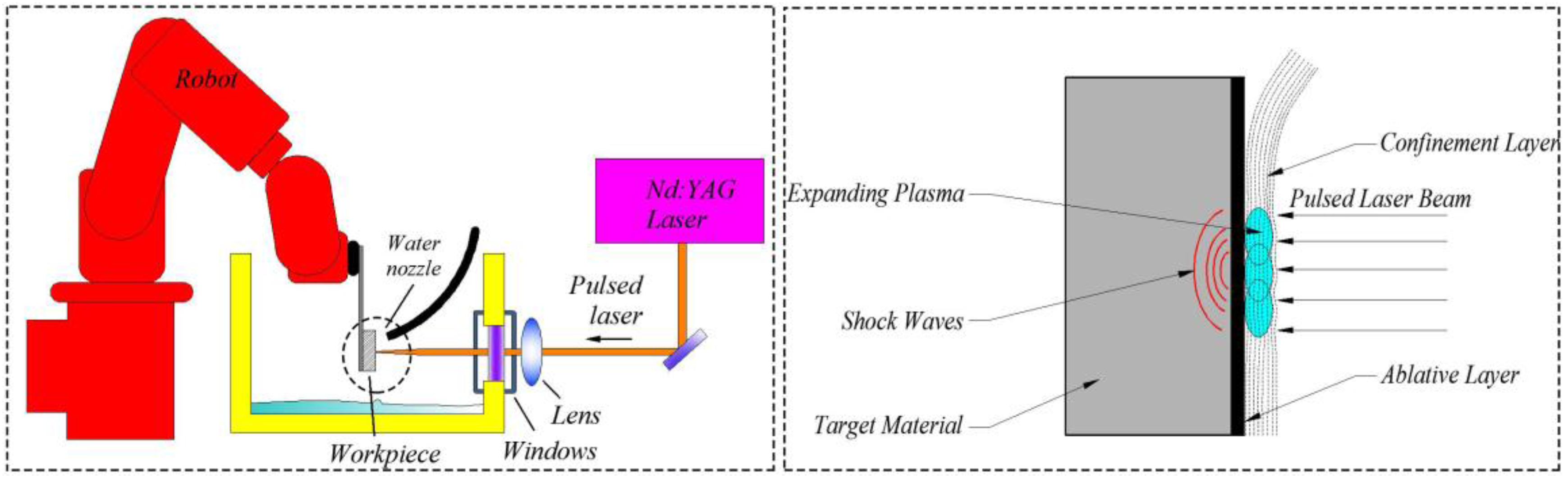
2. Material and Experimental Procedure
2.1. Phase Analysis Using XRD
2.2. Measurements of Residual Stress and Micro-Hardness
2.3. Microstructure Observations
3. Results and Discussion
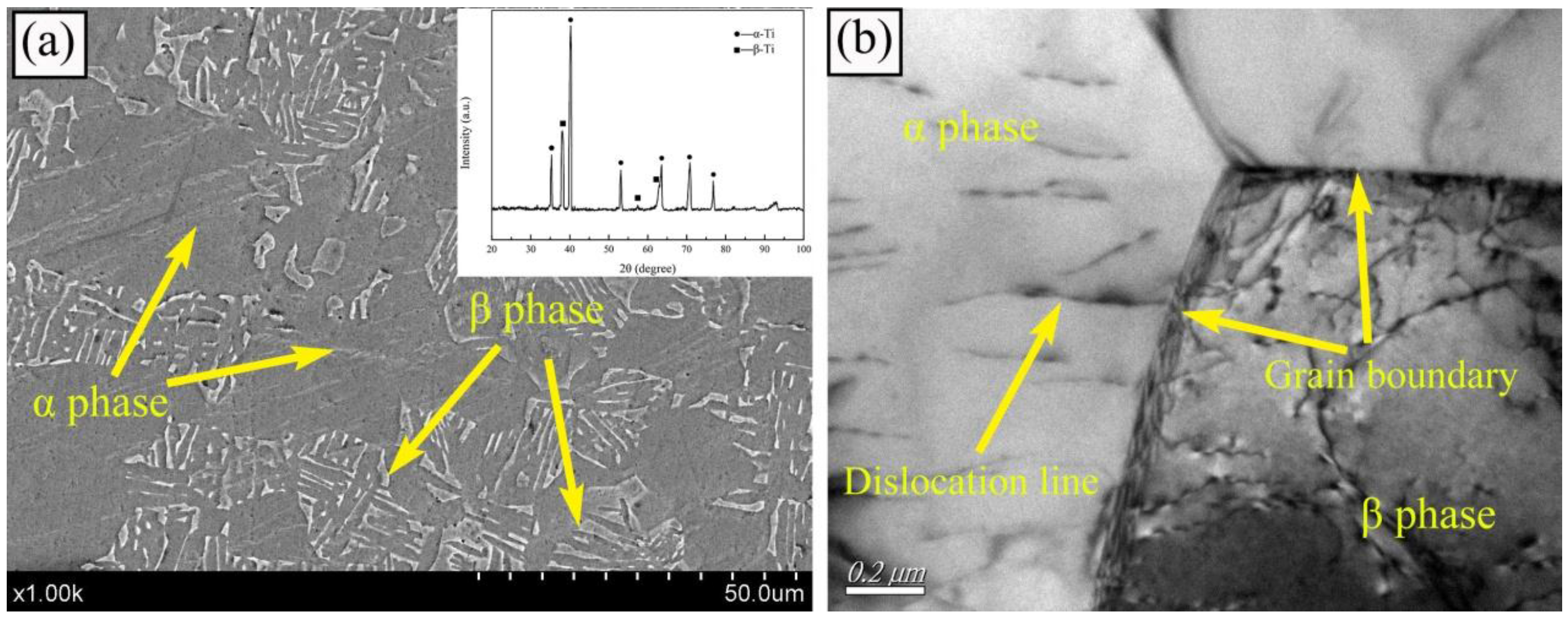
3.1. The Microstructure Prior to LSP
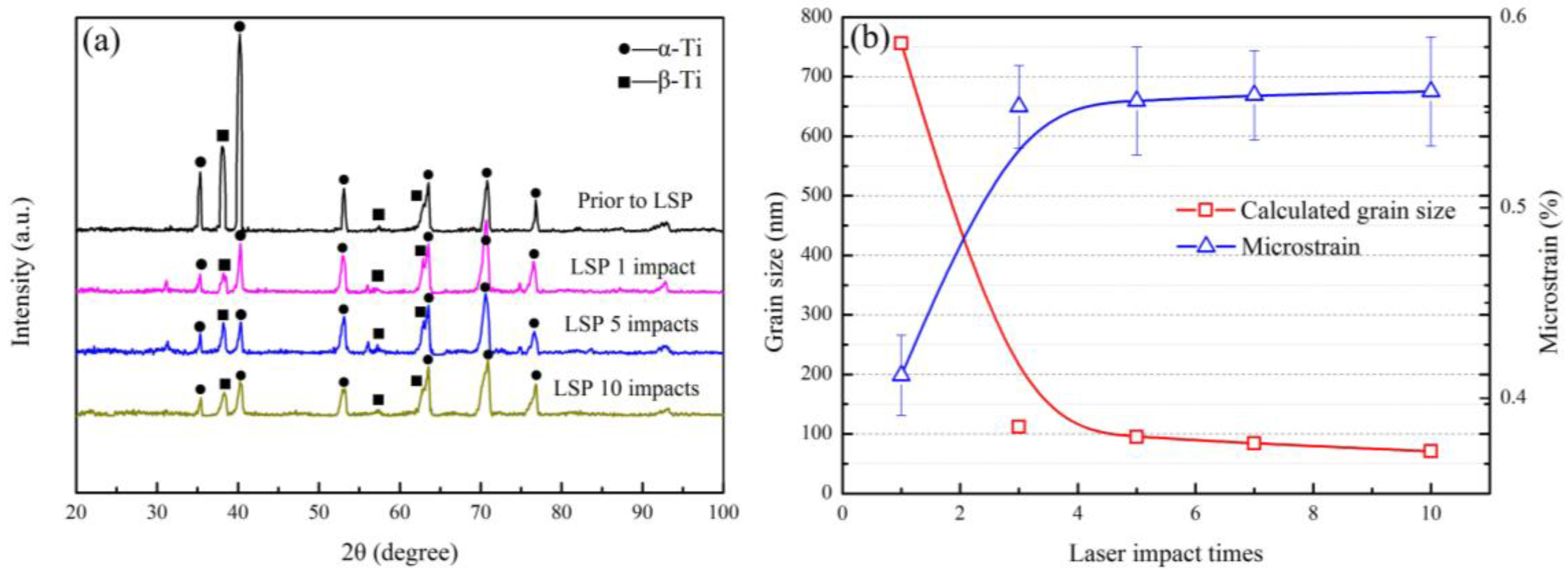
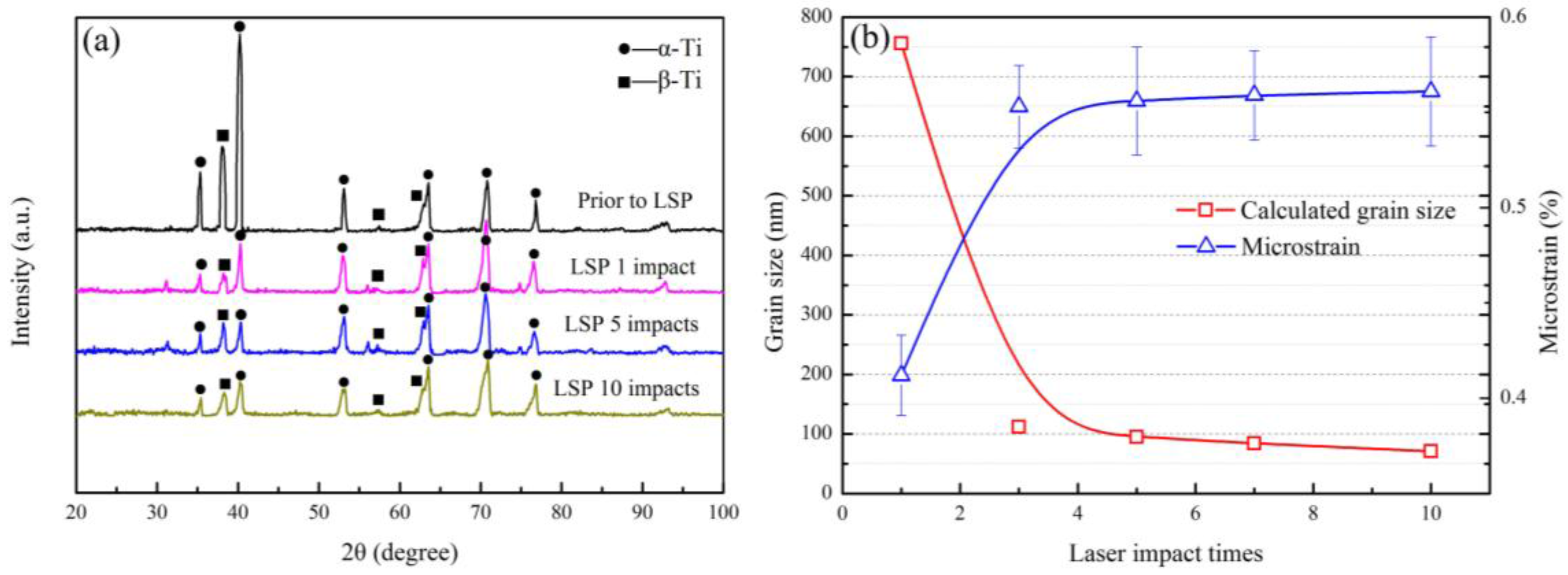
3.2. XRD Diffraction Phase Analysis
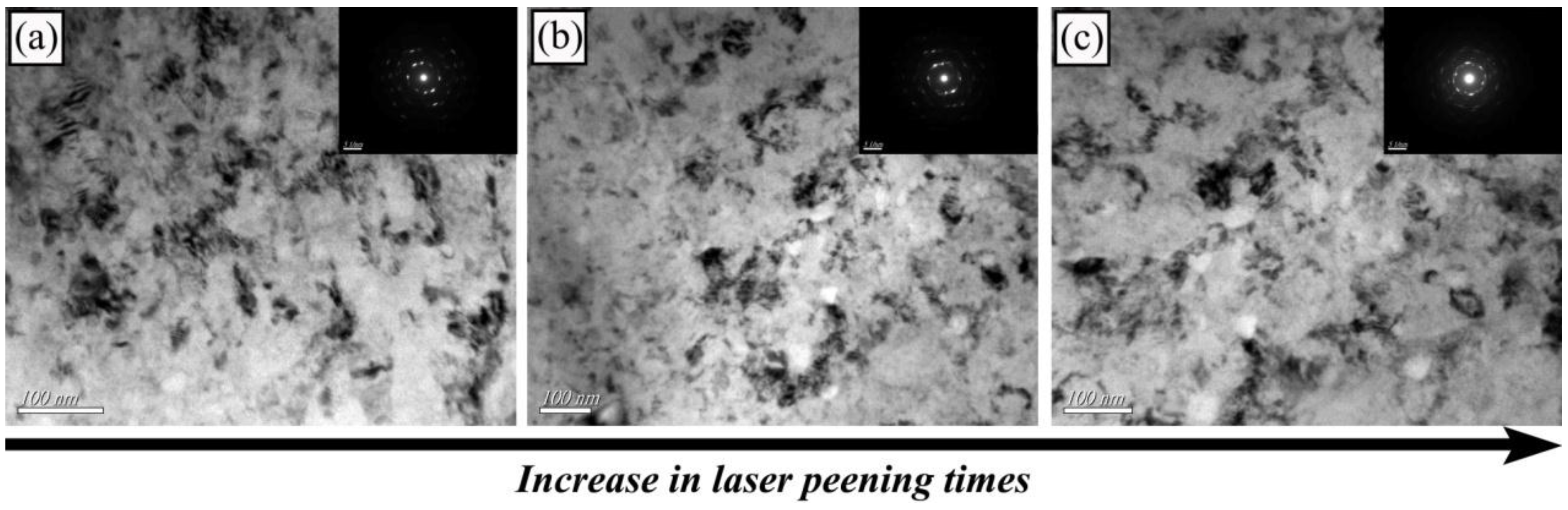
3.3. Nanocrystallization by Multiple LSPs
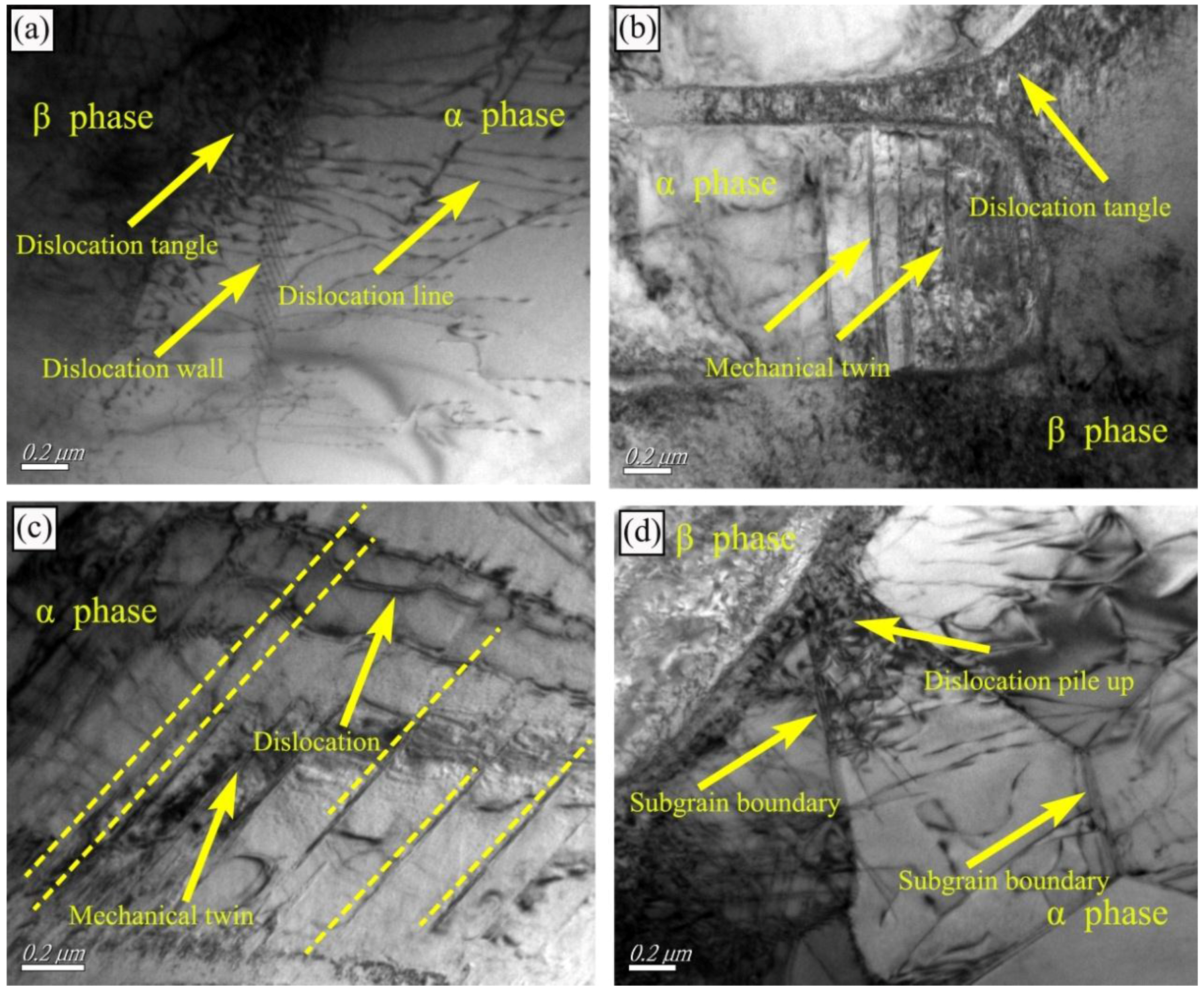
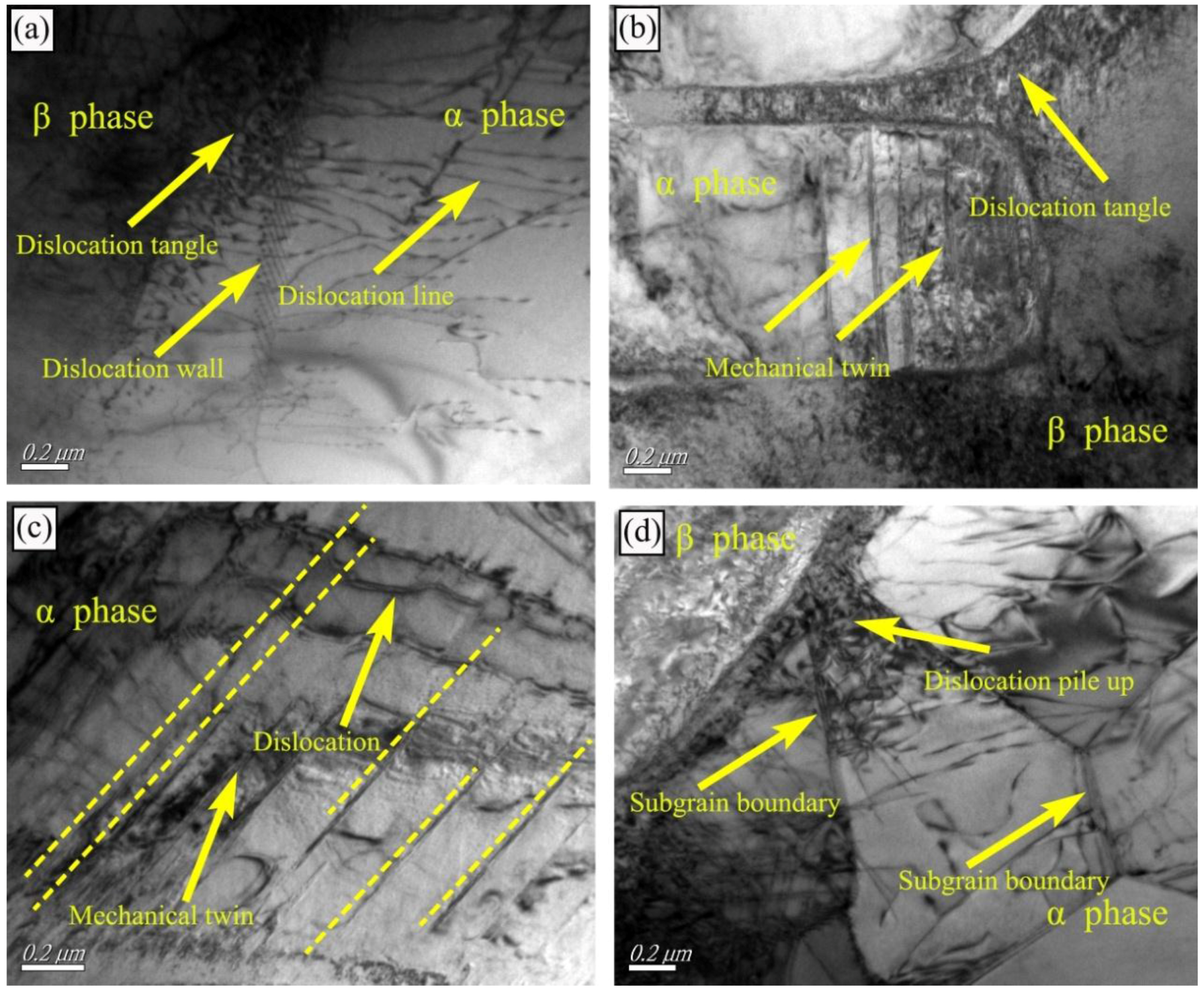
3.4. Microstructure Characteristics
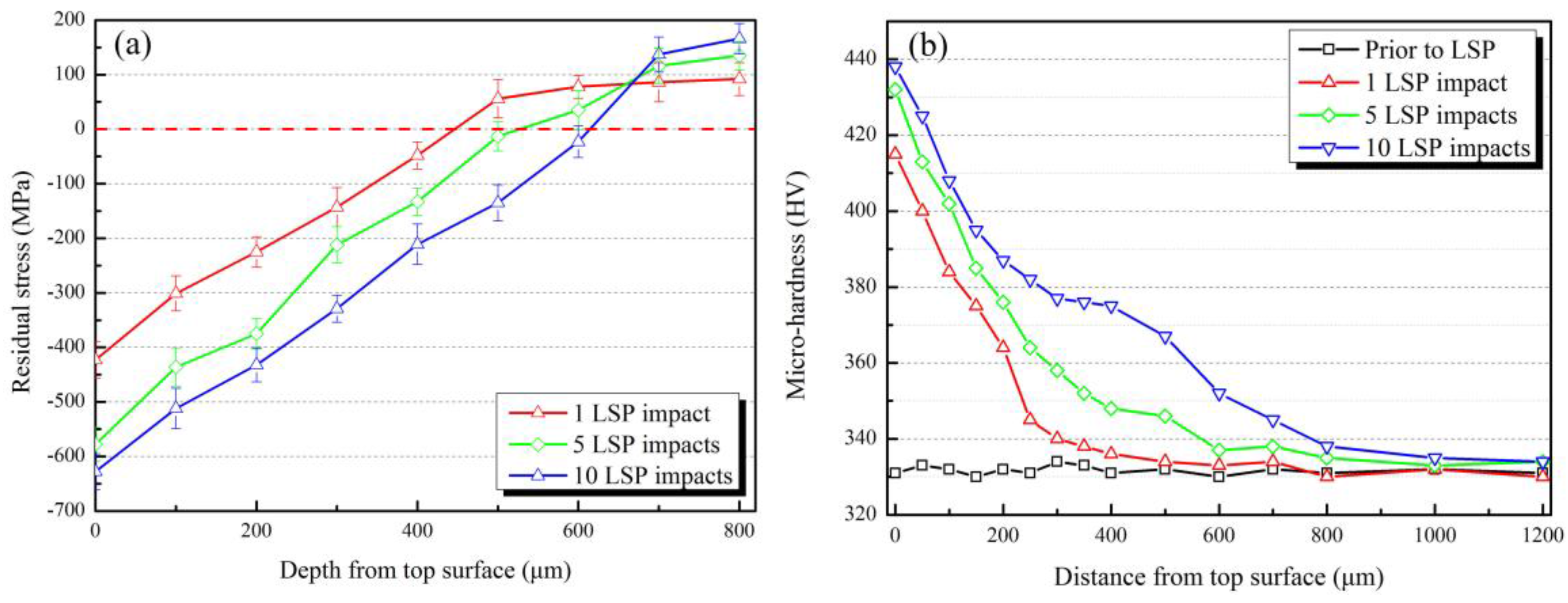
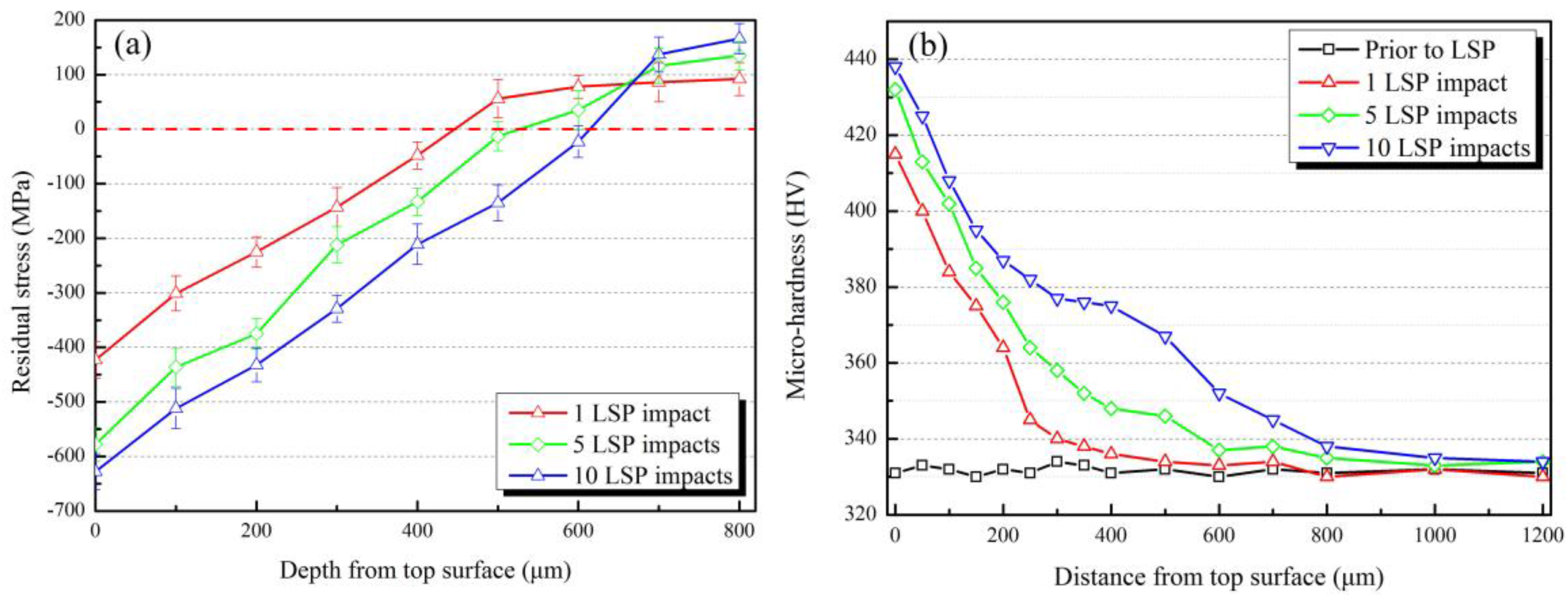
3.5. Residual Stress and Micro-Hardness Distributions
4. Conclusions
- (1)
- There is no distinguishable phase transition after multiple LSP through analyzing the surface XRD patterns. The peak broadening indicates dislocation multiplication and grain refinement induced by LSP.
- (2)
- Nano-grains with diameters of 80–100 nm were formed in the shocked surface after five impacts. The increase of laser pulse impacts has little effect on further grain refinement. However, a higher number of impacts would make the distribution of nano-grains more homogeneous. Regular dislocation lines in the α phase and dense dislocation tangles in the β phase are observed in the subsurface after a single laser impact. After five impacts, mechanical twins are formed in the α phase. The interaction between twins and dislocations become notable.
- (3)
- The micro-hardness and residual stresses exhibit a gradient distribution in the depth direction, and increase with the number of laser pulse impacts due to high dislocation density and grain refinement induced by LSP. The improvements of residual stress and hardness are limited for multiple LSPs, while the number of laser pulse impacts could efficiently deepen the affected layer.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Yu, H.; Tieu, A.K.; Lu, C.; Liu, X.; Liu, M.; Godbole, A.; Kong, C.; Qin, Q. A new insight into ductile fracture of ultrafine-grained Al-Mg alloys. Sci. Rep. 2015, 5, 9568. [Google Scholar] [CrossRef] [PubMed]
- Valiev, R.Z. Nanostructuring of metals by severe plastic deformation for advanced properties. Nat. Mater. 2004, 3, 511–516. [Google Scholar] [CrossRef] [PubMed]
- Valiev, R.Z.; Islamgaliev, R.V.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Lu, K.; Lu, J. Surface nanocrystallization (SNC) of metallic materials presentation of the concept behind a new approach. J. Mater. Sci. Technol. 1999, 15, 193–197. [Google Scholar]
- Gangaraj, S.M.H.; Choa, K.S.; Voigt, H.-J.L.; Guagliano, M.; Schuh, C.A. Experimental assessment and simulation of surface nanocrystallization by severe shot peening. Acta Mater. 2015, 97, 105–115. [Google Scholar] [CrossRef]
- Li, Y.; Sun, K.; Liu, P.; Liu, Y.; Chui, P. Surface nanocrystallization induced by fast multiple rotation rolling on Ti-6Al-4V and its effect on microstructure and properties. Vacuum 2014, 101, 102–106. [Google Scholar] [CrossRef]
- Ge, L.; Tian, N.; Lu, Z.; You, C. Influence of the surface nanocrystallization on the gas nitriding of Ti-6Al-4V alloy. Appl. Surf. Sci. 2013, 286, 412–416. [Google Scholar] [CrossRef]
- Liu, Y.G.; Li, M.Q.; Liu, H.J. Surface nanocrystallization and gradient structure developed in the bulk TC4 alloy processed by shot peening. J. Alloy. Compd. 2016, 685, 186–193. [Google Scholar] [CrossRef]
- Bagherifard, S.; Hickey, D.J.; de Luca, A.C.; Malheiro, V.N.; Markaki, A.E.; Guagliano, M.; Webster, T.J. The influence of nanostructured features on bacterial adhesion and bone cell functions on severely shot peened 316L stainless steel. Biomaterials 2015, 73, 185–197. [Google Scholar] [CrossRef] [PubMed]
- Bagherifard, S.; Slawik, S.; Pariente, I.F.; Pauly, C.; Mücklich, F.; Guagliano, M. Nanoscale surface modification of AISI 316L stainless steel by severe shot peening. Mater. Des. 2016, 102, 68–77. [Google Scholar] [CrossRef]
- Spanrad, S.; Tong, J. Characterization of foreign object damage (FOD) and early fatigue crack growth in laser shock peened Ti-6Al-4V aerofoil specimens. Mater. Sci. Eng. A 2011, 528, 2128–2136. [Google Scholar] [CrossRef]
- Srinivasan, S.; Garcia, D.B.; Gean, M.C.; Murthy, H.; Farris, T.N. Fretting fatigue of laser shock peened Ti-6Al-4V. Tribol. Int. 2009, 42, 1324–1329. [Google Scholar] [CrossRef]
- Montross, C.S.; Wei, T.; Ye, L.; Clark, G.; Mai, Y.W. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036. [Google Scholar] [CrossRef]
- Ichiyanagi, K.; Nakamura, K. Structural Dynamics of Materials under Shock Compression Investigated with Synchrotron Radiation. Metals 2016, 6, 17. [Google Scholar] [CrossRef]
- Petronic, S.; Sibalija, T.; Burzic, M.; Polic, S.; Colic, K.; Milovanovic, D. Picosecond Laser Shock Peening of Nimonic 263 at 1064 nm and 532 nm Wavelength. Metals 2016, 6, 41. [Google Scholar] [CrossRef]
- Ye, C.; Suslov, S.; Fei, X.; Cheng, G.J. Bimodal nanocrystallization of NiTi shape memory alloy by laser shock peening and post-deformation annealing. Acta Mater. 2011, 59, 7219–7227. [Google Scholar] [CrossRef]
- Lou, S.; Li, Y.; Zhou, L.; Nie, X.; He, G.; Li, Y.; He, W. Surface nanocrystallization of metallic alloys with different stacking fault energy induced by laser shock processing. Mater. Des. 2016, 104, 320–326. [Google Scholar] [CrossRef]
- Zhou, L.; He, W.; Luo, S.; Long, C.; Wang, C.; Nie, X.; He, G.; Shen, X.; Li, Y. Laser shock peening induced surface nanocrystallization and martensite transformation in austenitic stainless steel. J. Alloy. Compd. 2016, 655, 66–70. [Google Scholar] [CrossRef]
- Ren, X.D.; Huang, J.J.; Zhou, W.F.; Xu, S.D.; Liu, F.F. Surface nano-crystallization of AZ91D magnesium alloy induced by laser shock processing. Mater. Des. 2015, 86, 421–426. [Google Scholar] [CrossRef]
- Huang, R.; Han, Y. Structure evolution and thermal stability of SMAT-derived nanograined layer on Ti-25Nb-3Mo-3Zr-2Sn alloy at elevated temperatures. J. Alloy. Compd. 2013, 554, 1–11. [Google Scholar] [CrossRef]
- Li, W.; Liu, P.; Ma, F.C.; Liu, X.K.; Rong, Y.H. High-temperature surface alloying of nanocrystalline nickel produced by surface mechanical attrition treatment. J. Alloy. Compd. 2011, 509, 518–522. [Google Scholar] [CrossRef]
- Williamson, G.K.; Hall, W.H. X-ray line broadening from filed aluminium and wolfram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Khoshkhoo, M.S.; Scudino, S.; Thomas, J.; Gemming, T.; Wendrock, H.; Eckert, J. Size evaluation of nanostructured materials. Mater. Lett. 2013, 108, 343–345. [Google Scholar] [CrossRef]
- Sun, J.L.; Trimby, P.W.; Si, X.; Liao, X.Z.; Tao, N.R.; Wang, J.T. Nano twins in ultrafine-grained Ti processed by dynamic plastic deformation. Scr. Mater. 2013, 68, 475–478. [Google Scholar] [CrossRef]
- Wu, X.L.; Youssef, K.M.; Koch, C.C.; Mathaudhu, S.N.; Kecskes, L.J.; Zhu, Y.T. Deformation twinning in a nanocrystalline hcp Mg alloy. Scr. Mater. 2011, 64, 213–216. [Google Scholar] [CrossRef]
- Liu, H.X.; Hu, Y.; Wang, X.; Shen, Z.B.; Li, P.; Gu, C.X.; Liu, H.; Du, D.Z.; Guo, C. Grain refinement progress of pure titanium during laser shock forming (LSF) and mechanical property characterizations with nanoindentation. Mater. Sci. Eng. A 2013, 564, 13–21. [Google Scholar] [CrossRef]
- Shadangi, Y.; Chattopadhyay, K.; Rai, S.B.; Singh, V. Effect of LASER shock peening on microstructure, mechanical properties and corrosion behavior of interstitial free steel. Surf. Coat. Technol. 2015, 280, 216–224. [Google Scholar] [CrossRef]
- Ren, X.D.; Zhou, W.F.; Ren, Y.P.; Xu, S.D.; Liu, F.F.; Yuan, S.Q.; Ren, N.F.; Huang, J.J. Dislocation evolution and properties enhancement of GH2036 by laser shock processing: Dislocation dynamics simulation and experiment. Mater. Sci. Eng. A 2016, 654, 184–192. [Google Scholar] [CrossRef]
- Nie, X.; He, W.; Zhou, L.; Li, Q.; Wang, X. Experiment investigation of laser shock peening on TC6 titanium alloy to improve high cycle fatigue performance. Mater. Sci. Eng. A 2014, 594, 161–167. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Al | V | C | N | H | O | Ti |
|---|---|---|---|---|---|---|---|
| Percent (wt %) | 5.5–6.8 | 3.5–4.5 | ≤0.10 | ≤0.05 | ≤0.015 | ≤0.015 | Bal. |
| Parameters | Value |
|---|---|
| Beam divergence of output (mrad) | ≤0.5 |
| Pulse energy (J) | 7.9 |
| Spot diameter (mm) | 3 |
| Laser pulse width (ns) | 10 |
| Laser power intensity (GW/cm2) | 11.2 |
| Repetition-rate (Hz) | 5 |
| Overlapping rate (%) | 50 |
| Laser wavelength (nm) | 1064 |
| Number of laser pulse impacts | 1, 3, 5, 7, 10 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, W.; Ren, X.; Liu, F.; Ren, Y.; Li, L. Nanocrystallization in the Duplex Ti-6Al-4V Alloy Processed by Multiple Laser Shock Peening. Metals 2016, 6, 297. https://doi.org/10.3390/met6120297
Zhou W, Ren X, Liu F, Ren Y, Li L. Nanocrystallization in the Duplex Ti-6Al-4V Alloy Processed by Multiple Laser Shock Peening. Metals. 2016; 6(12):297. https://doi.org/10.3390/met6120297
Chicago/Turabian StyleZhou, Wangfan, Xudong Ren, Fanfan Liu, Yunpeng Ren, and Lin Li. 2016. "Nanocrystallization in the Duplex Ti-6Al-4V Alloy Processed by Multiple Laser Shock Peening" Metals 6, no. 12: 297. https://doi.org/10.3390/met6120297