
Evaluation of Structural Stability of Materials through Mechanical Spectroscopy: Four Case Studies



Abstract
:1. Introduction
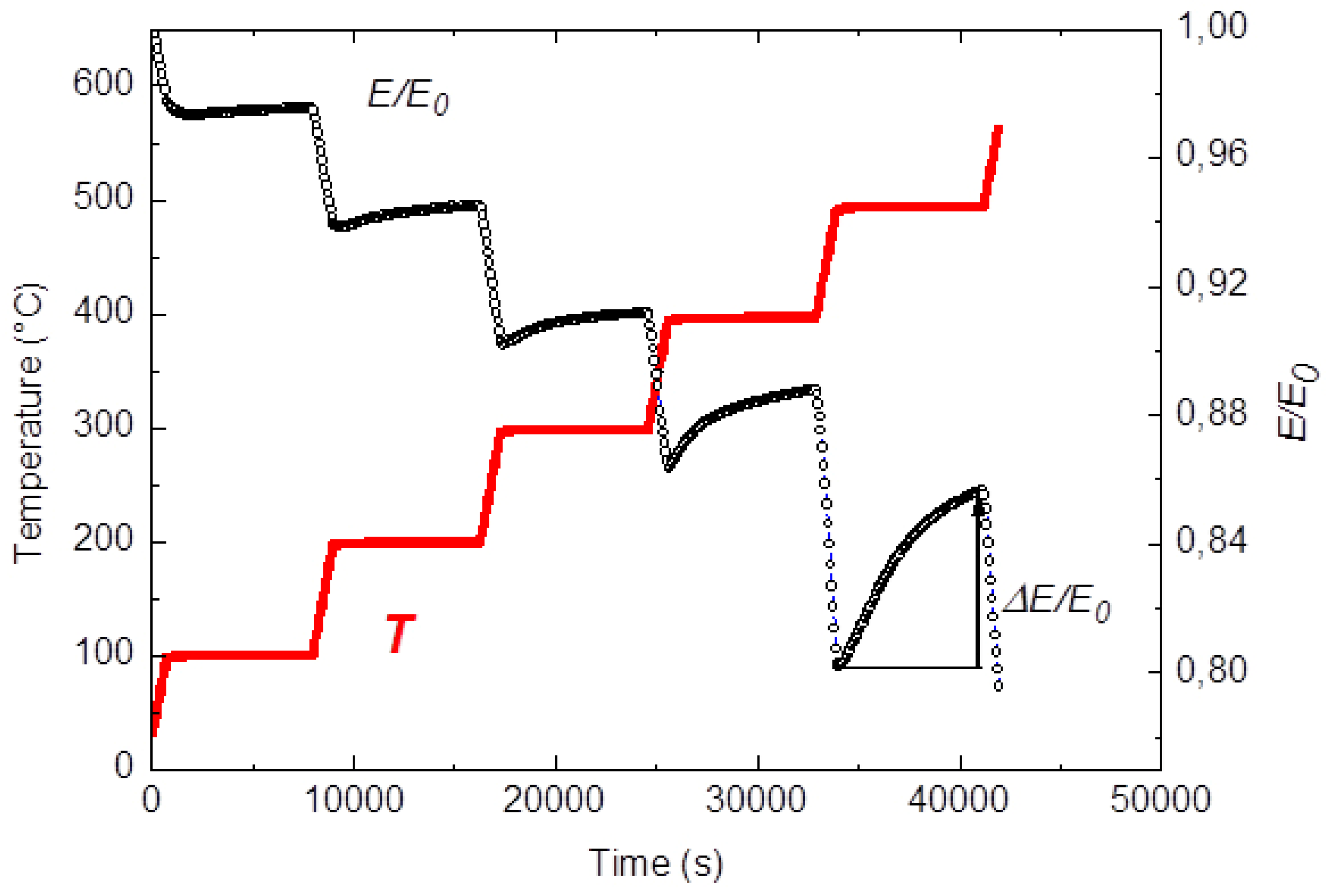
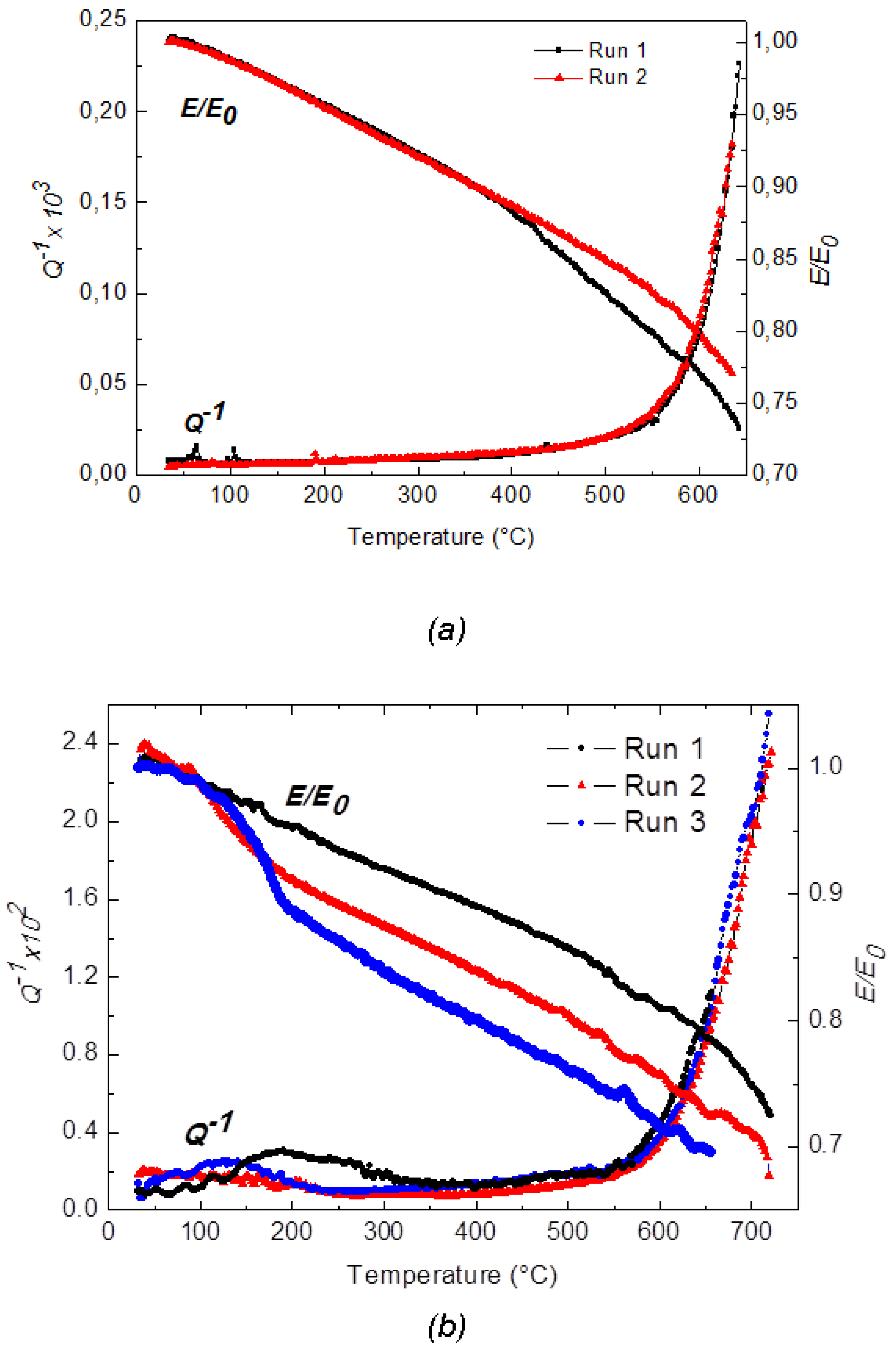
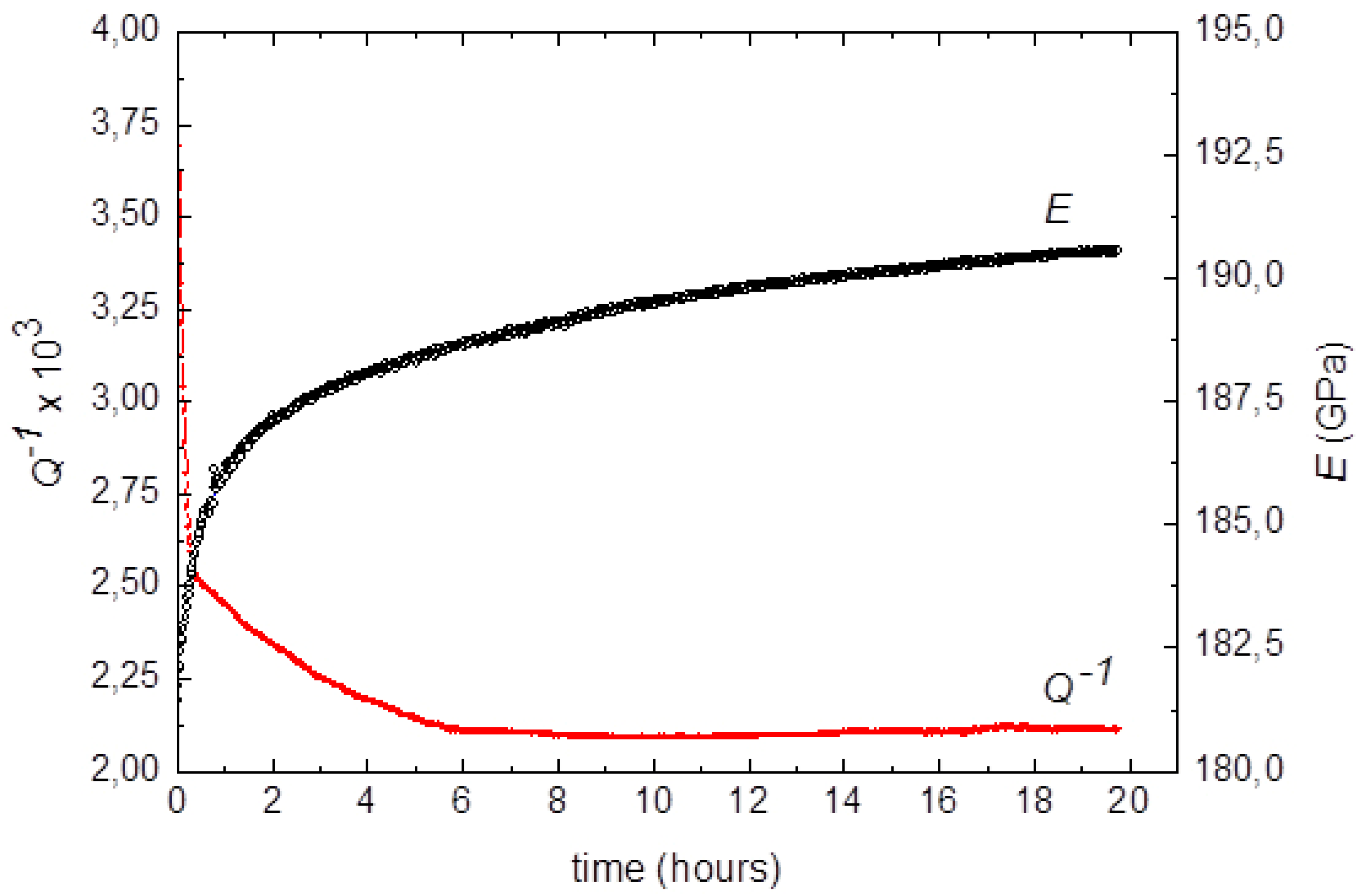
2. Case 1—AISI 304 Steel: Isothermal Change of Dynamic Modulus E and Q−1
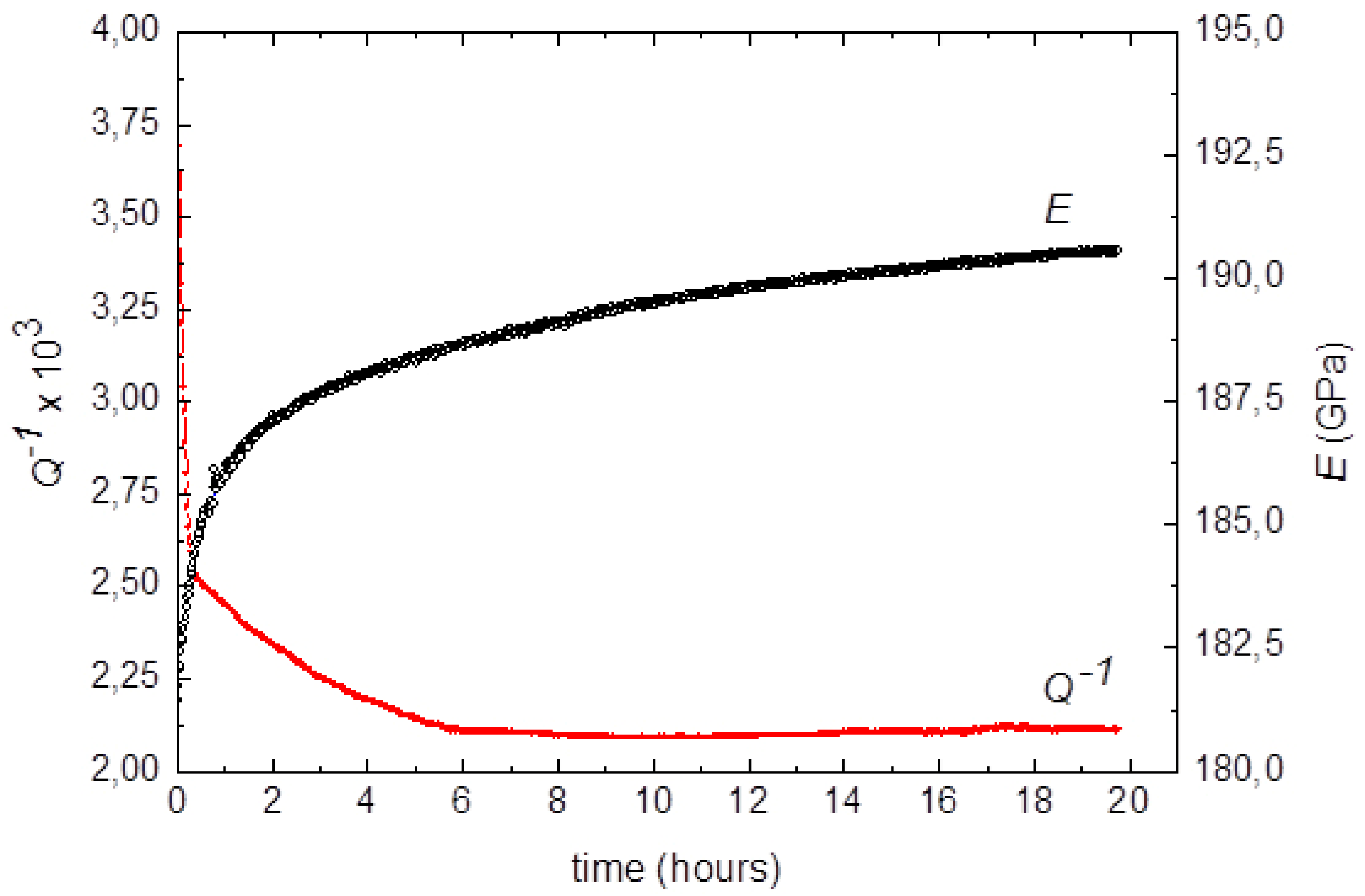
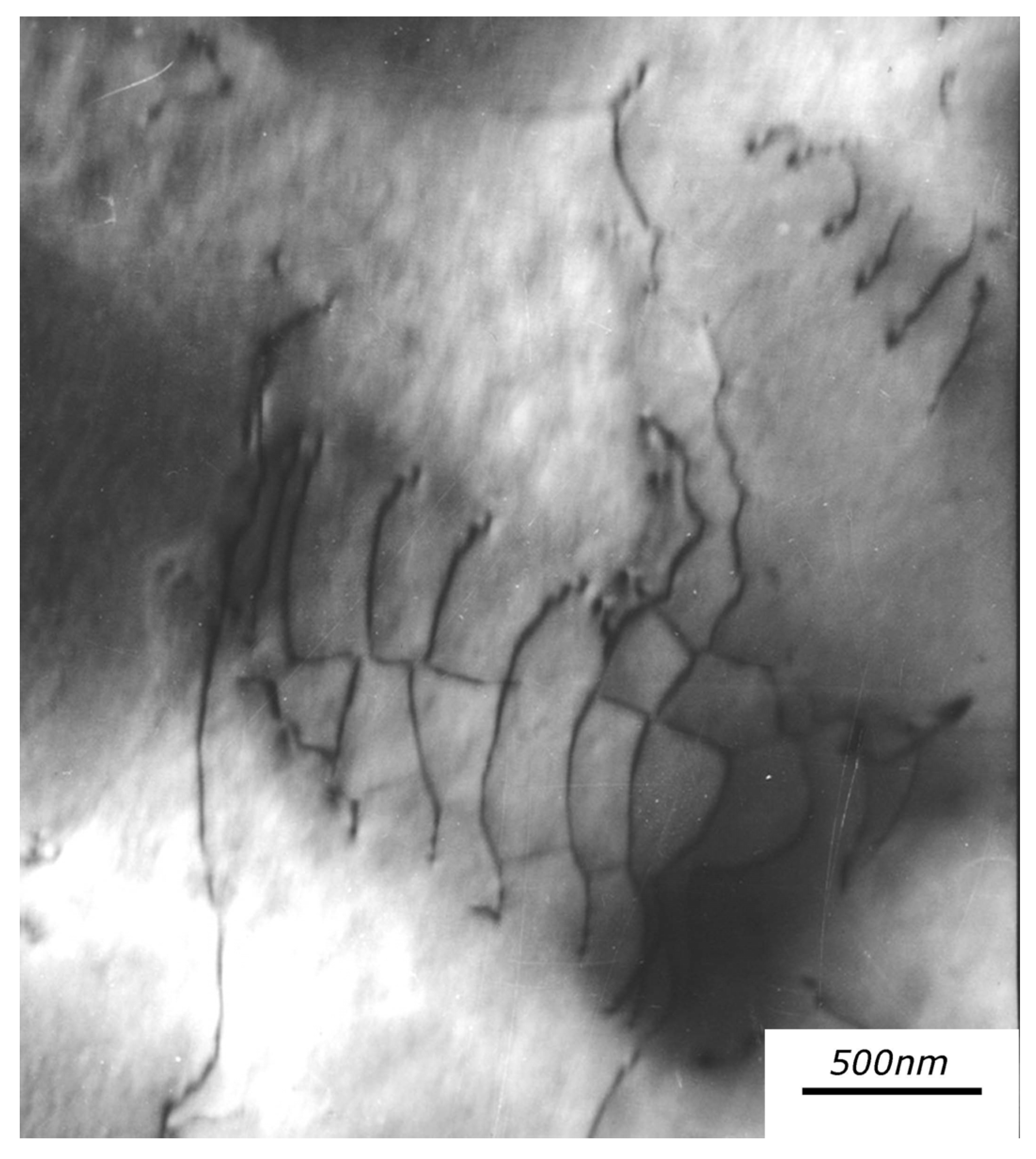
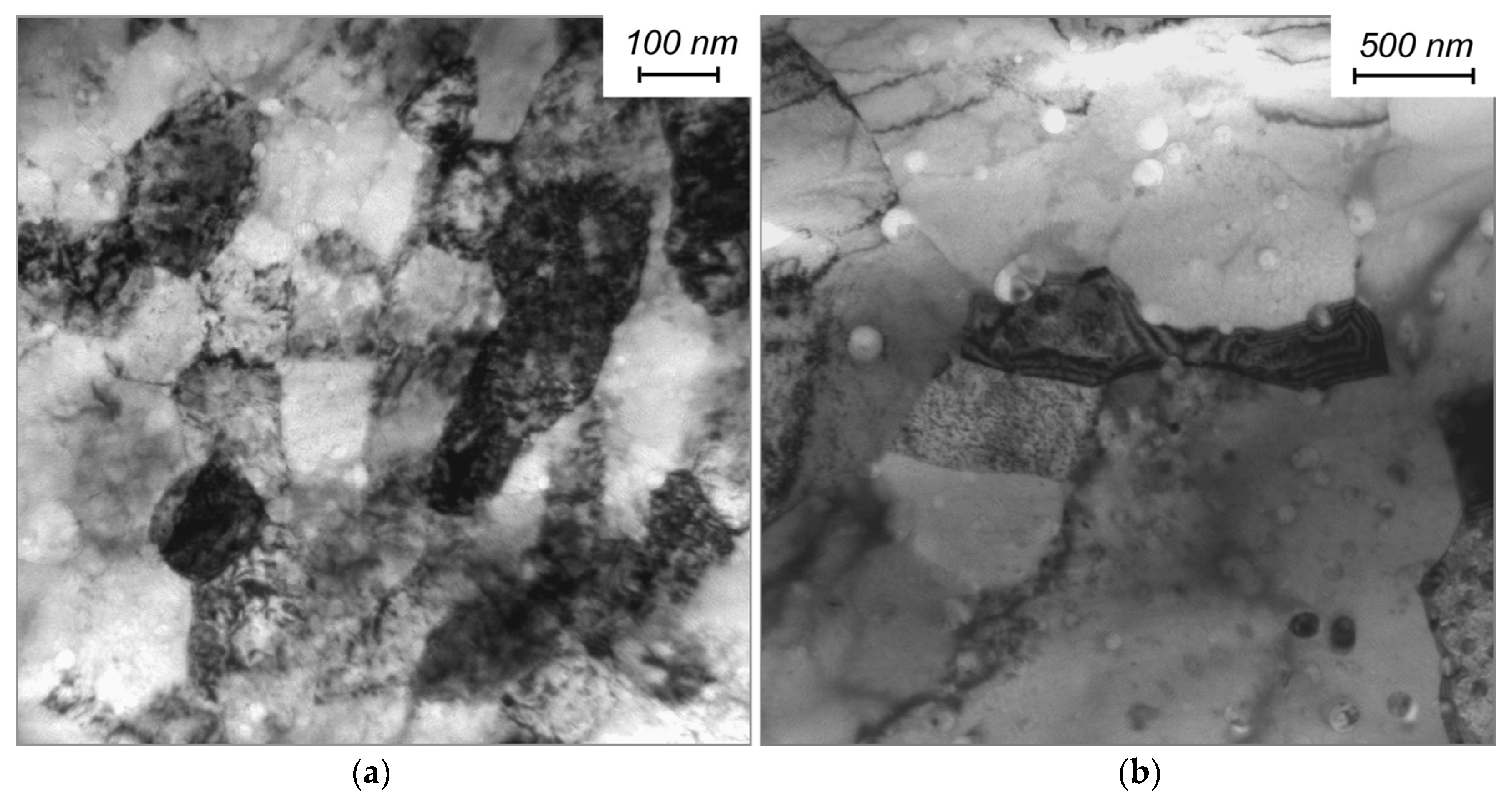
3. Case 2—PWA 1483 Superalloy: Recovery of Dislocation Structures in PFZ
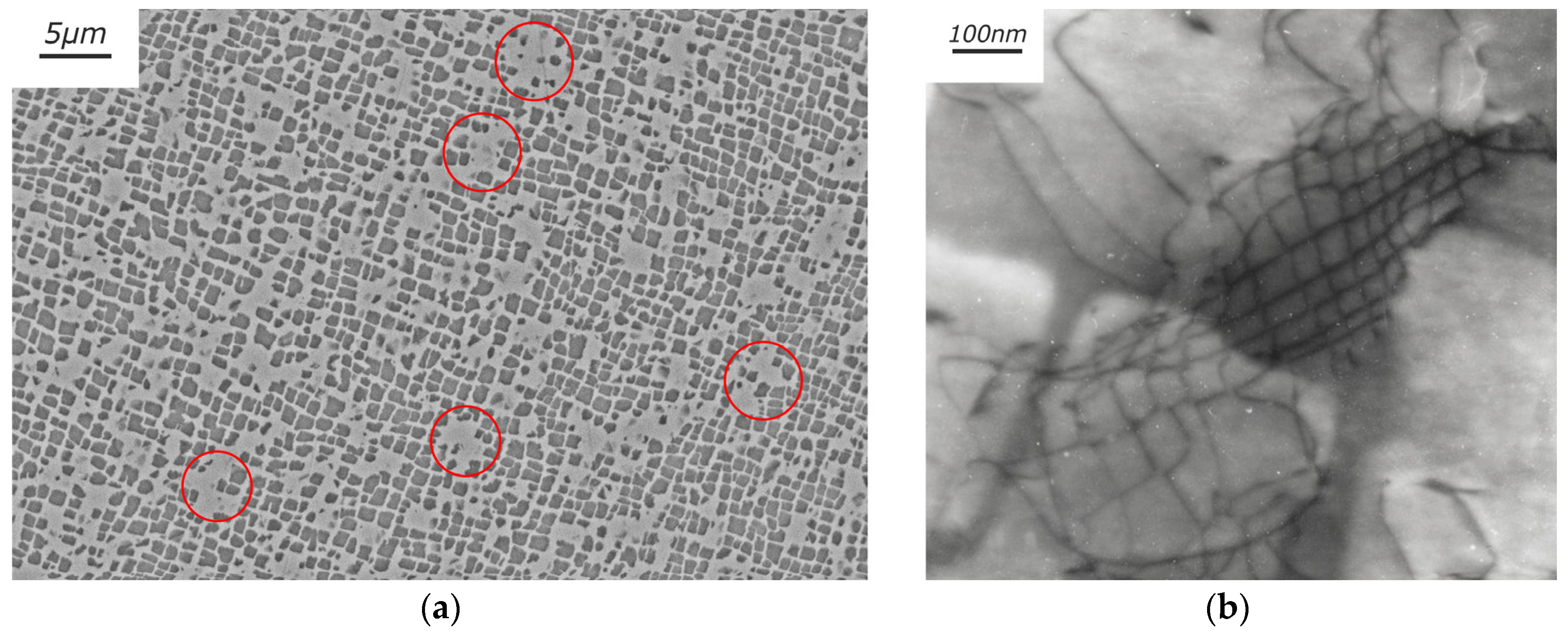
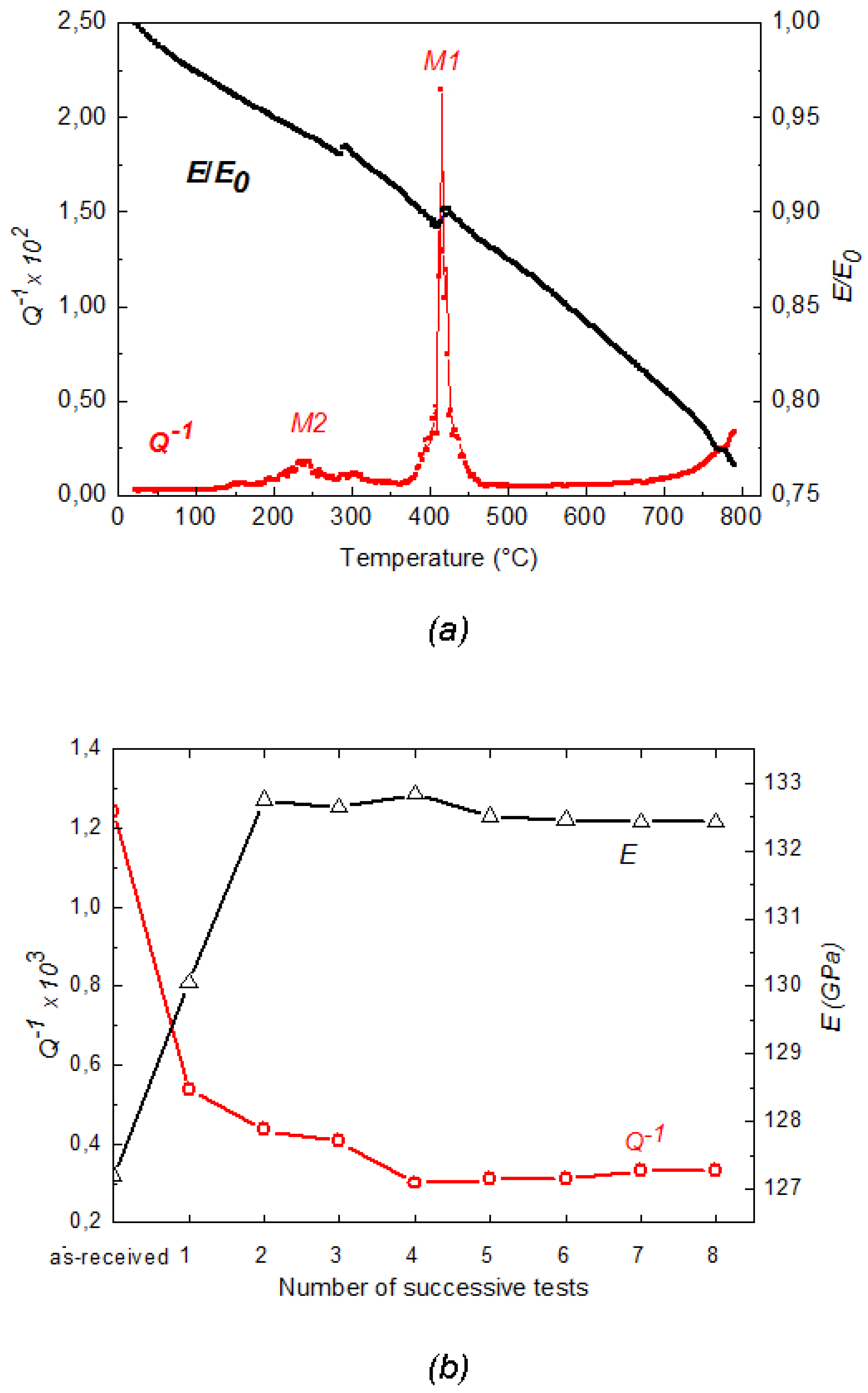
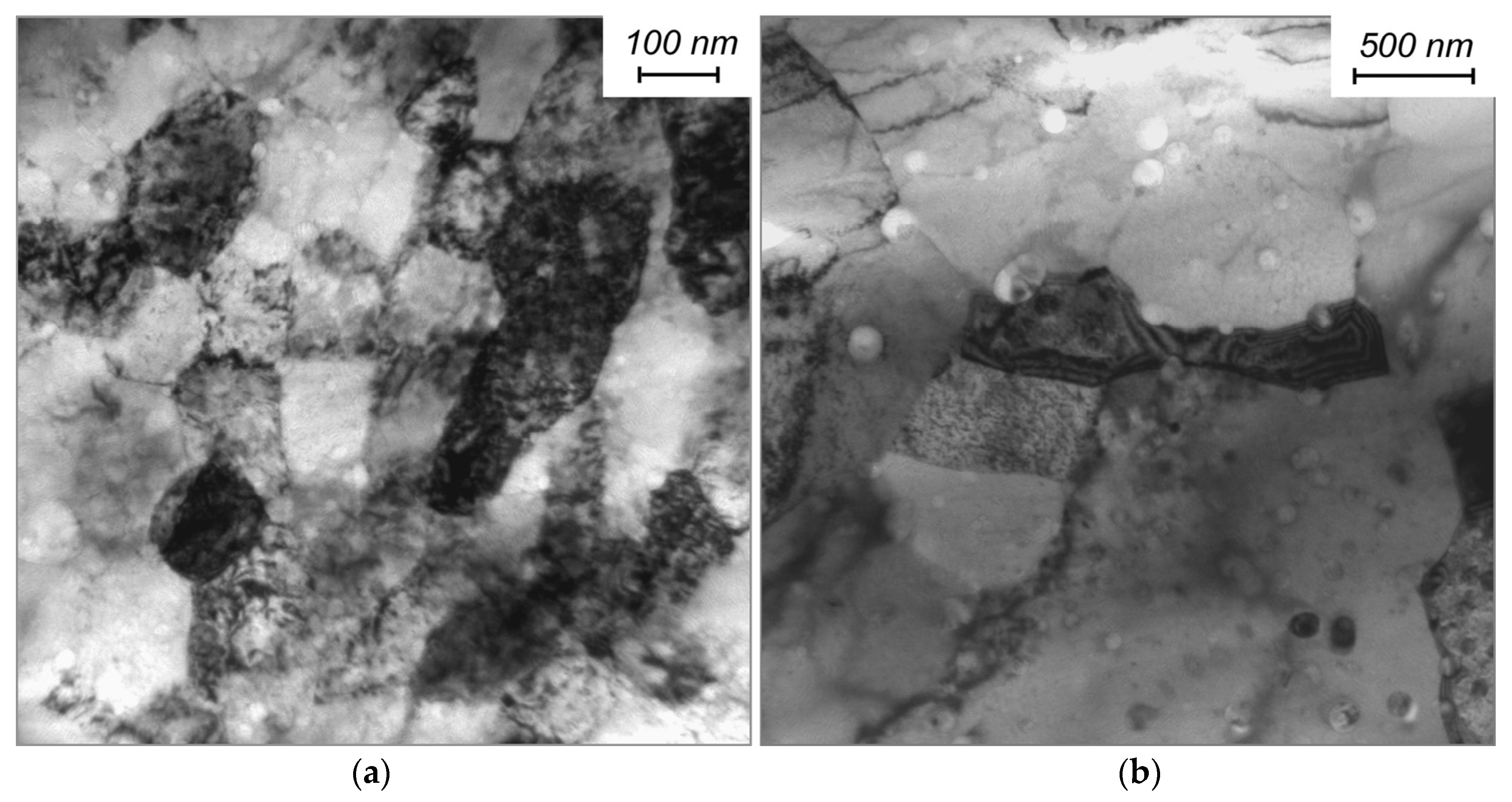
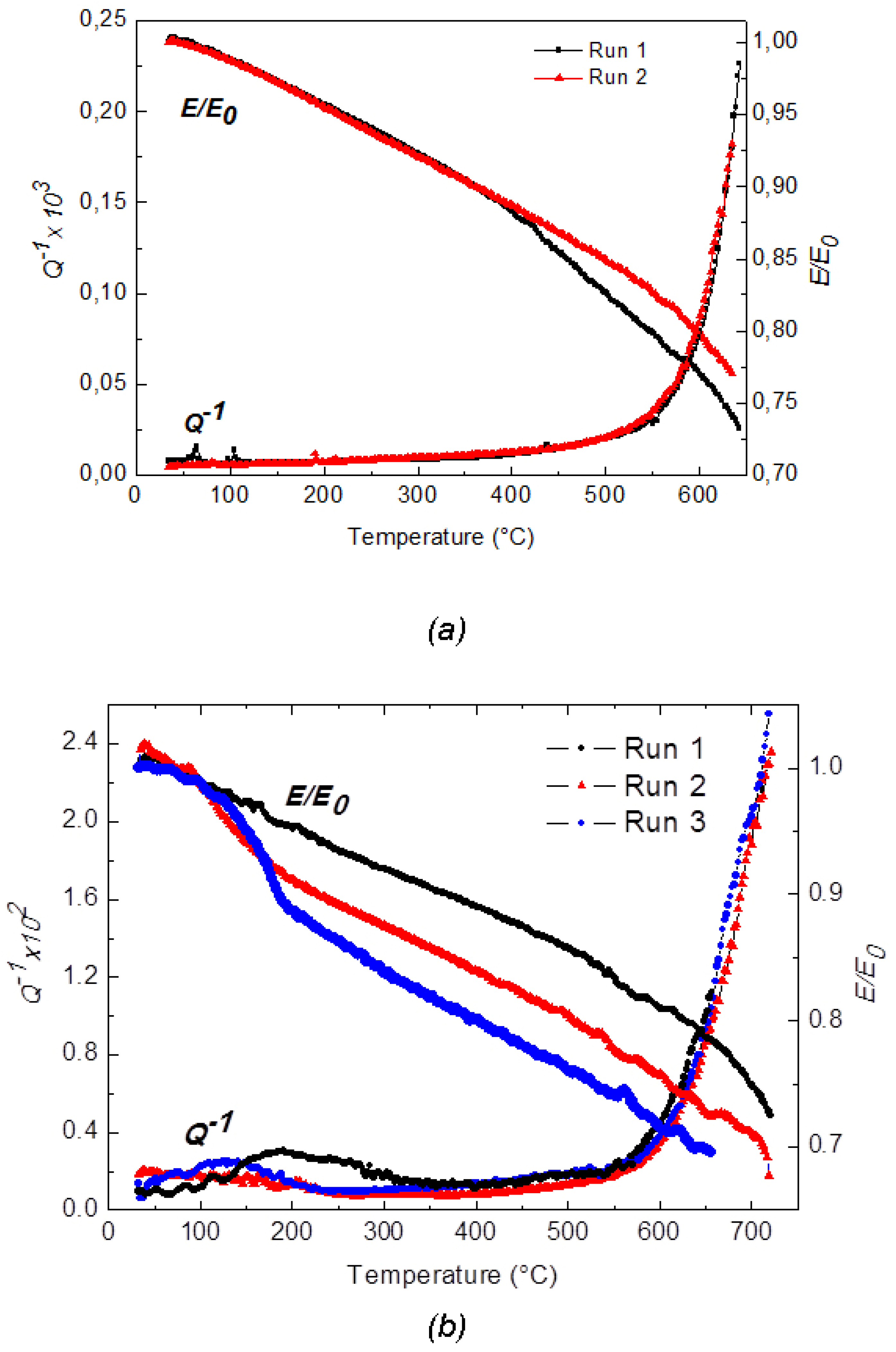
4. Case 3—SPS Sintering of a Nano-Structured Fe-Mo alloy: Crack Formation and Grain Growth Effects
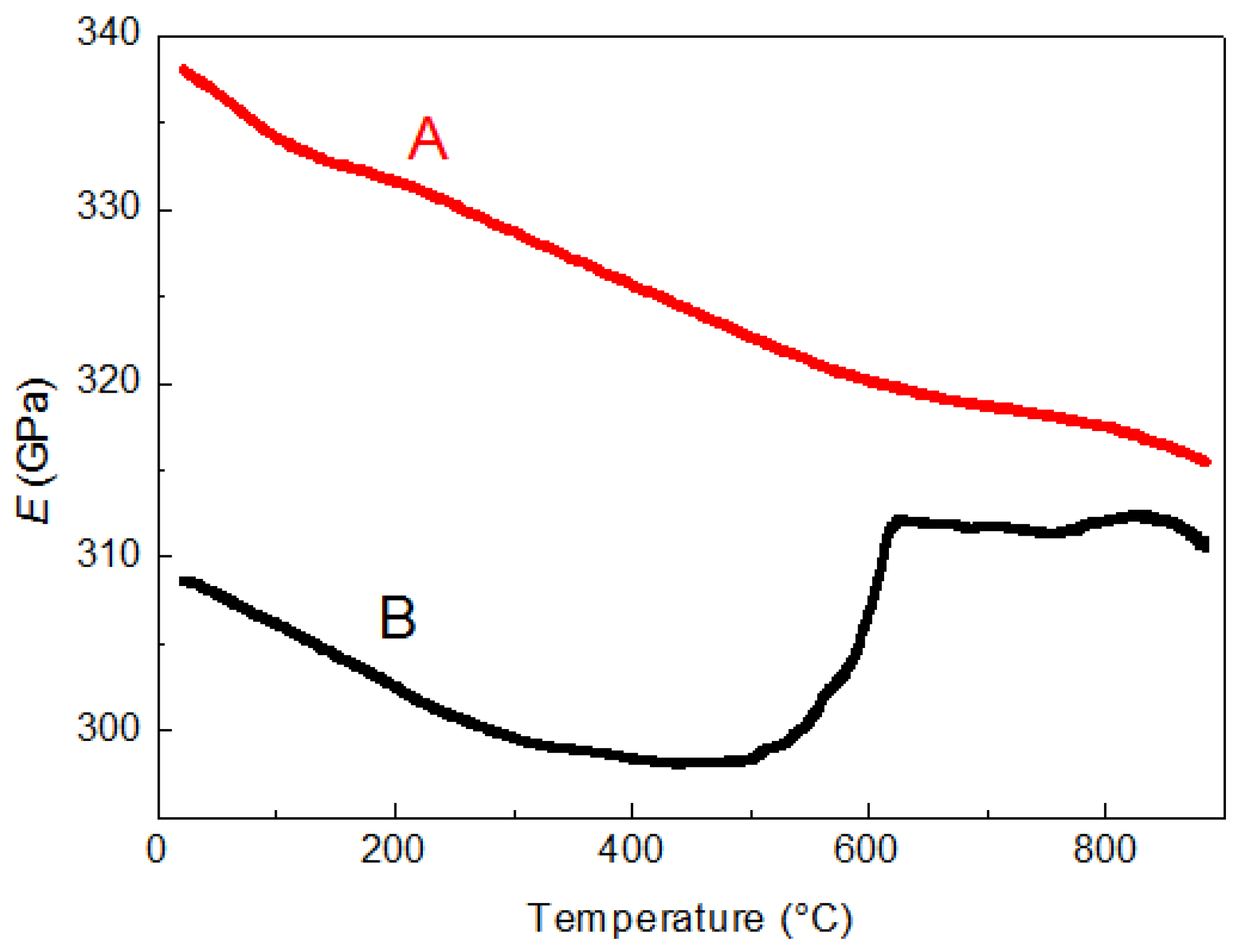
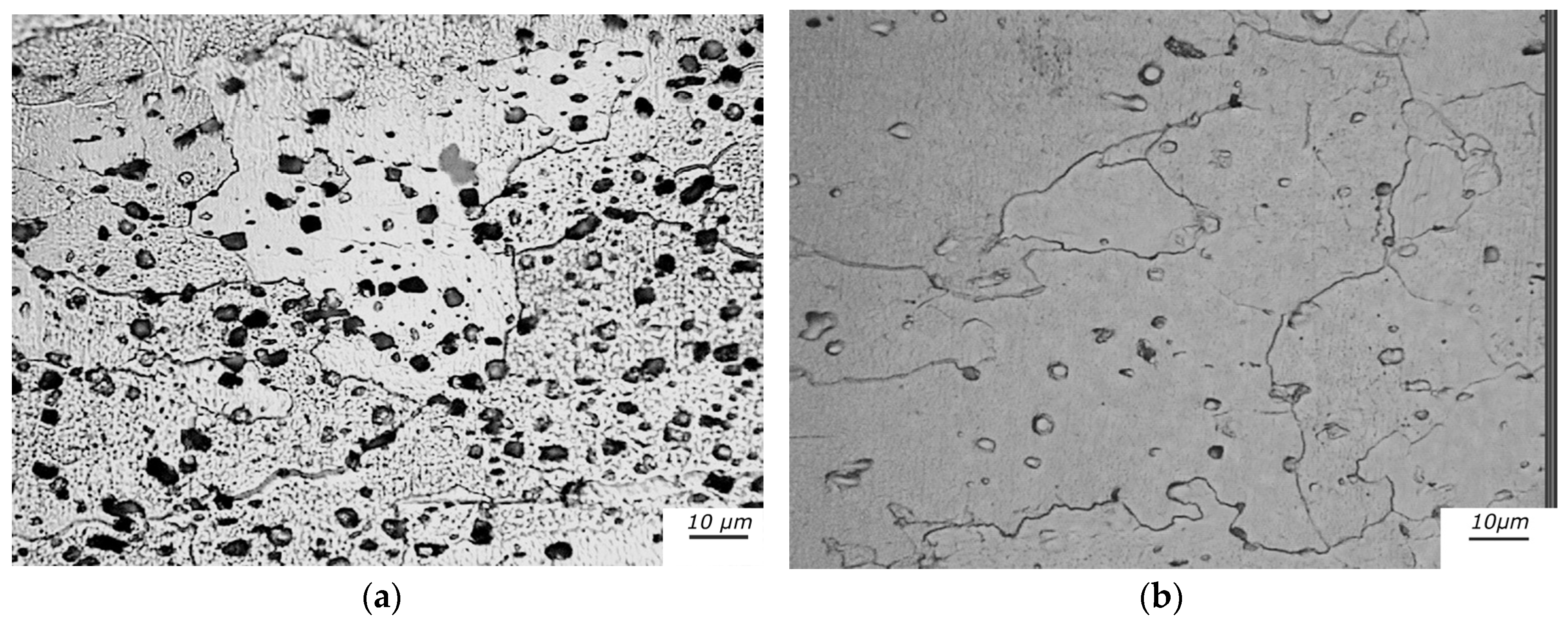
5. Case 4—W as Plasma-Facing Material in Future Nuclear Fusion Reactors
6. Conclusions
- isothermal changes of damping and dynamic modulus due to the depinning of dislocations from interstitial atoms (C and N) and other obstacles;
- rearrangement of dislocation cells in PFZ of PWA 1483 single crystal superalloy;
- crack formation in nano-structured FeMo alloy prepared via SPS sintering;
- porosity evolution in two types of tungsten samples with different characteristics foreseen for application as plasma facing material in nuclear fusion reactors.
Author Contributions
Conflicts of Interest
References
- Zener, C. Elasticity and Anelasticity of Metals; University of Chicago Press: Chicago, IL, USA, 1948. [Google Scholar]
- Nowick, A.S.; Berry, B.S. Anelastic Relaxation in Crystalline Solids; Academic Press: New York, NY, USA; London, UK, 1972. [Google Scholar]
- Montanari, R.; Varone, A. Synergic Role of Self-interstitials and Vacancies in Indium Melting. Metals 2015, 5, 1061–1072. [Google Scholar] [CrossRef]
- Salawu, O.S. Detection of structural damage through changes of frequency: A review. Eng. Struct. 1997, 19, 718–723. [Google Scholar] [CrossRef]
- Kessler, S.S.; Spearing, S.M.; Atalla, M.J.; Cesnik, C.E.S.; Soutis, C. Damage detection in composite materials using frequency response methods. Compos. B 2002, 33, 87–95. [Google Scholar] [CrossRef]
- Kim, J.T.; Ryu, Y.S.; Cho, H.M.; Stubbs, N. Damage identification in beam-type structures: Frequency-based method vs. mode-shape-based method. Eng. Struct. 2003, 25, 57–67. [Google Scholar] [CrossRef]
- Thomas, K.G.S.; Bauberger, A. Nondestructive detection of hydrogen in steel by vibration damping. NDT Int. 1988, 21, 327–332. [Google Scholar]
- Amadori, S.; Campari, E.G.; Fiorini, A.L.; Montanari, R.; Pasquini, L.; Savini, L.; Bonetti, E. Automated resonant vibrating-reed analyzer apparatus for a non-destructive characterization of materials for industrial applications. Mater. Sci. Eng. A 2006, 442, 543–546. [Google Scholar] [CrossRef]
- Klug, H.P.; Alexander, L.E. X-ray Diffraction Procedures for Polycrystalline and Amorphous Materials, 2nd ed.; John Wiley & Sons: New York, NY, USA, 1974. [Google Scholar]
- Williamson, G.K.; Smallman, R.A. Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray Debye-Scherrer spectrum. Philos. Mag. 1956, 1, 34–46. [Google Scholar] [CrossRef]
- Deodati, P.; Montanari, R.; Tassa, O.; Ucciardello, N. Single crystal PWA 1483 superalloy: Dislocation rearrangement and damping phenomena. Mater. Sci. Eng. A 2009, 521–522, 102–105. [Google Scholar] [CrossRef]
- Montanari, R.; Tassa, O.; Varone, A. Early instability phenomena of IN792 DS superalloy. Mater. Sci. Forum 2016, 879, 2026–2031. [Google Scholar] [CrossRef]
- Takaki, S.; Kawasaki, K.; Kimura, Y. Mechanical properties of ultra fine grained steels. J. Mater. Process. Technol. 2001, 117, 359–363. [Google Scholar] [CrossRef]
- Tsuji, N.; Ito, Y.; Saito, Y.; Minamino, Y. Strenght and ductility of ultrafine grained aluminum and iron produced by ARB and annealing. Scr. Mater. 2002, 47, 893–899. [Google Scholar] [CrossRef]
- Harvey, D.P.; Kalianaraman, R.; Sudarshan, T. Consolidation and mechanical behavior of nanocrystalline iron powder. Mater. Sci. Technol. 2002, 18, 959–963. [Google Scholar] [CrossRef]
- Amador, D.R.; Monge, M.A.; Torralba, J.M.; Pareja, R. Strain-enhanced sintering of iron powders. Appl. Phys. A 2005, 80, 803–811. [Google Scholar] [CrossRef]
- Krill, C.E.; Helfen, L.; Michels, D.; Natter, H.; Fitch, A.; Masson, O.; Birringer, R. Size-dependent grain-growth kinetics observed in nanocrystalline Fe. Phys. Rev. Lett. 2001, 86, 842–845. [Google Scholar] [CrossRef] [PubMed]
- Tokita, M. Industrial applications of advanced spark plasma sintering. Am. Ceram. Soc. Bull. 2006, 85, 32–34. [Google Scholar]
- Zhang, H.W.; Gopalan, R.; Mukai, T.; Hono, K. Fabrication of bulk nanocrystalline Fe-C alloy by spark plasma sintering of mechanically milled powder. Scr. Mater. 2005, 53, 863–868. [Google Scholar] [CrossRef]
- Iacovone, B.; Libardi, S.; Molinari, A.; Zadra, M.; Montanari, R.; Plini, P. FIMEC tests on SPS sintered FeMo nanostructured alloys. J. Test. Eval. 2008, 36, 430–435. [Google Scholar]
- Bolt, H.; Barabash, V.; Krauss, W.; Linke, J.; Neu, R.; Suzuki, S.; Nyoshida, N. Materials for the plasma-facing components of fusion reactors. J. Nucl. Mater. 2004, 329–333, 66–73. [Google Scholar] [CrossRef]
- Montanari, R.; Riccardi, B.; Volterri, R.; Bertamini, L. Characterisation of plasma sprayed W-coatings on a CuCrZr alloy for nuclear fusion reactor applications. Mater. Lett. 2002, 52, 100–105. [Google Scholar] [CrossRef]
- Kováčik, J. Correlation between Young’s modulus and porosity in porous materials. J. Mater. Sci. Lett. 1999, 18, 1007–1010. [Google Scholar] [CrossRef]
- Phani, K.K.; Niyogi, S.K. Young’s modulus of porous brittle solids. J. Mater. Sci. 1987, 22, 257–263. [Google Scholar] [CrossRef]
- Lam, D.C.; Lange, F.F.; Evans, A.G. Mechanical properties of partially dense alumina produced from powder compacts. J. Am. Ceram. Soc. 1994, 77, 2113–2117. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature T (°C) | ∆E/E0 | ξ (cm−2) | l (nm) |
|---|---|---|---|
| 100 | 2.50 × 10−3 | 3.0 × 108 | 71 |
| 200 | 8.19 × 10−3 | 3.0 × 108 | 128 |
| 300 | 1.13 × 10−2 | 3.0 × 108 | 150 |
| 400 | 2.39 × 10−2 | 1.8 × 108 | 282 |
| 500 | 5.51 × 10−2 | 1.0 × 108 | 548 |
| Material | D (nm) |
|---|---|
| Sintered at 840 °C/as-prepared | 100 |
| Sintered at 840 °C/after MS test runs | 120 |
| Sintered at 855 °C/as-prepared | 1000 |
| Sintered at 855 °C/after MS test runs | 4000 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Costanza, G.; Montanari, R.; Richetta, M.; Tata, M.E.; Varone, A. Evaluation of Structural Stability of Materials through Mechanical Spectroscopy: Four Case Studies. Metals 2016, 6, 306. https://doi.org/10.3390/met6120306
Costanza G, Montanari R, Richetta M, Tata ME, Varone A. Evaluation of Structural Stability of Materials through Mechanical Spectroscopy: Four Case Studies. Metals. 2016; 6(12):306. https://doi.org/10.3390/met6120306
Chicago/Turabian StyleCostanza, Girolamo, Roberto Montanari, Maria Richetta, Maria Elisa Tata, and Alessandra Varone. 2016. "Evaluation of Structural Stability of Materials through Mechanical Spectroscopy: Four Case Studies" Metals 6, no. 12: 306. https://doi.org/10.3390/met6120306