
Superior Strength of Austenitic Steel Produced by Combined Processing, including Equal-Channel Angular Pressing and Rolling


Abstract
:
1. Introduction
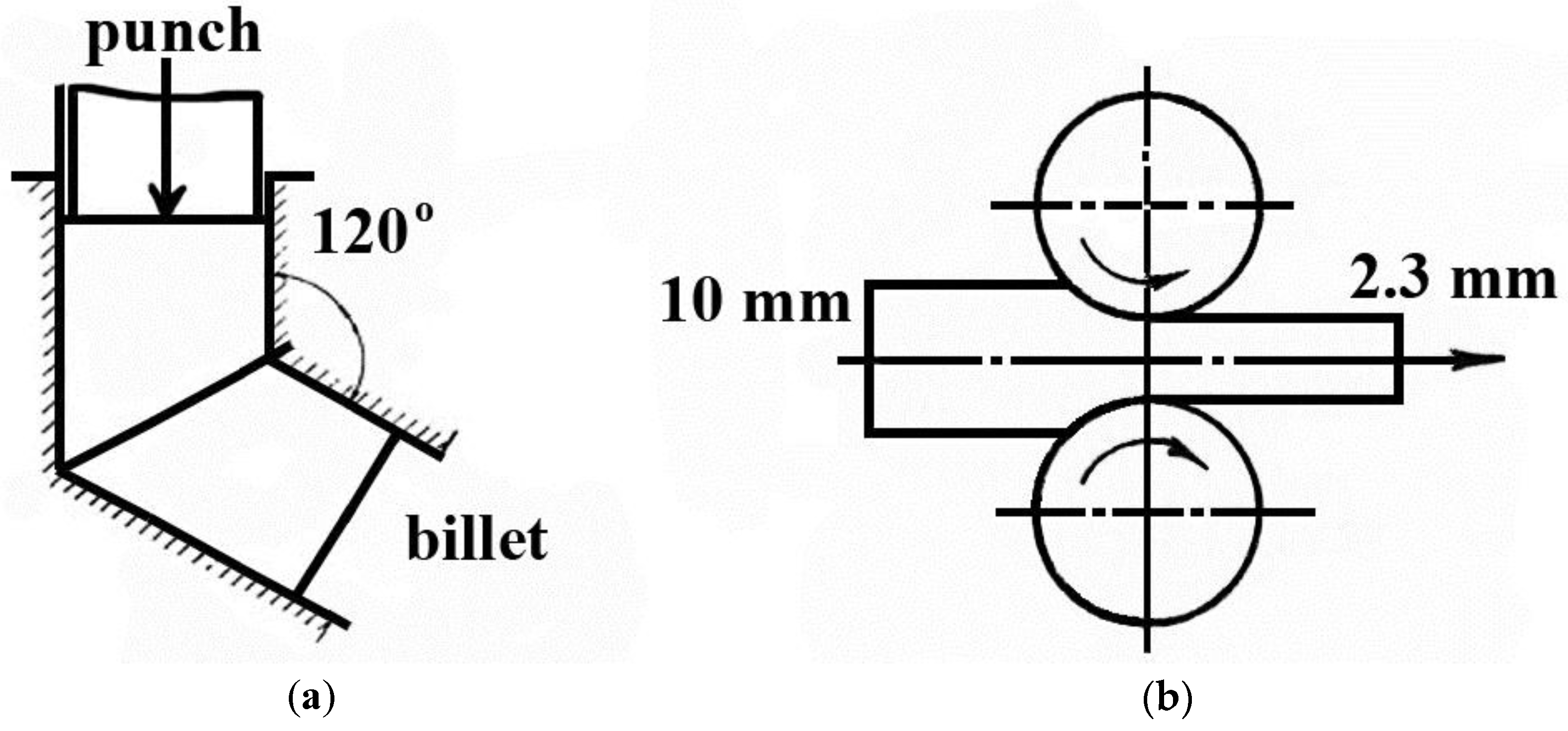
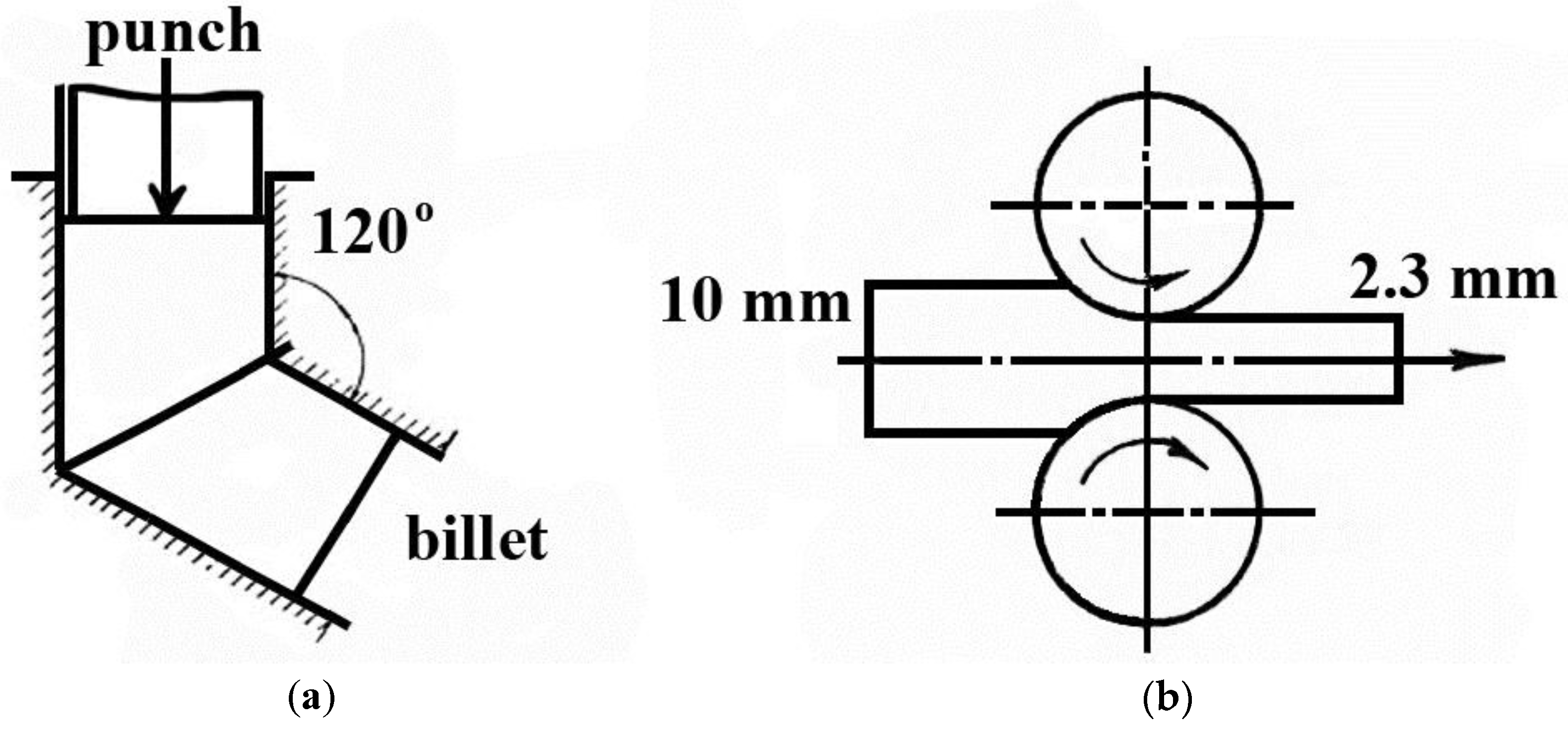
2. Materials and Methods
3. Results
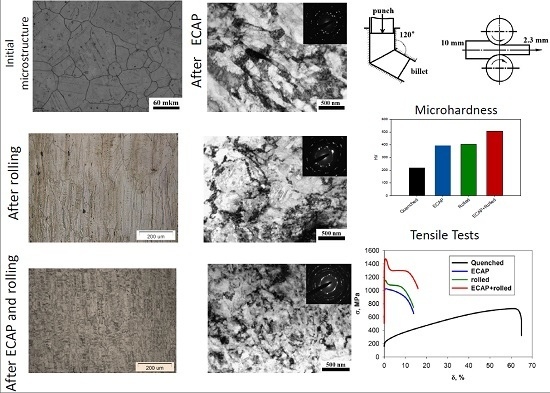
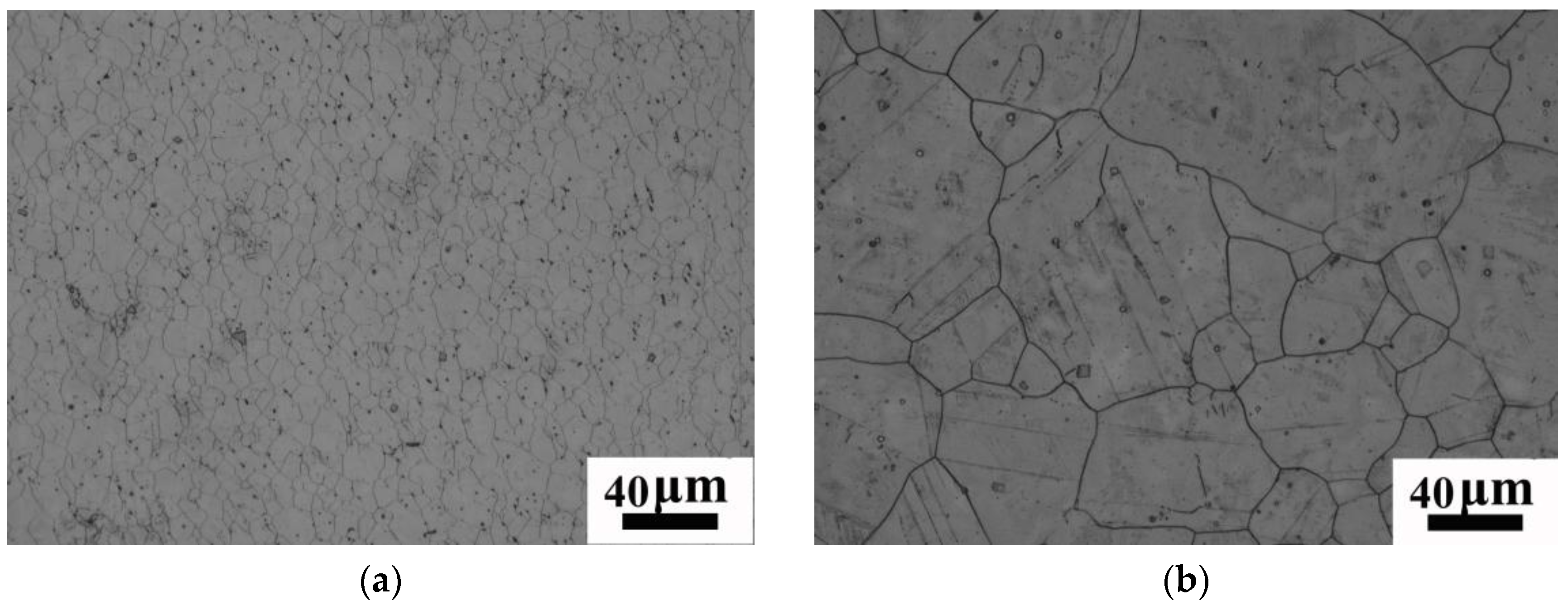
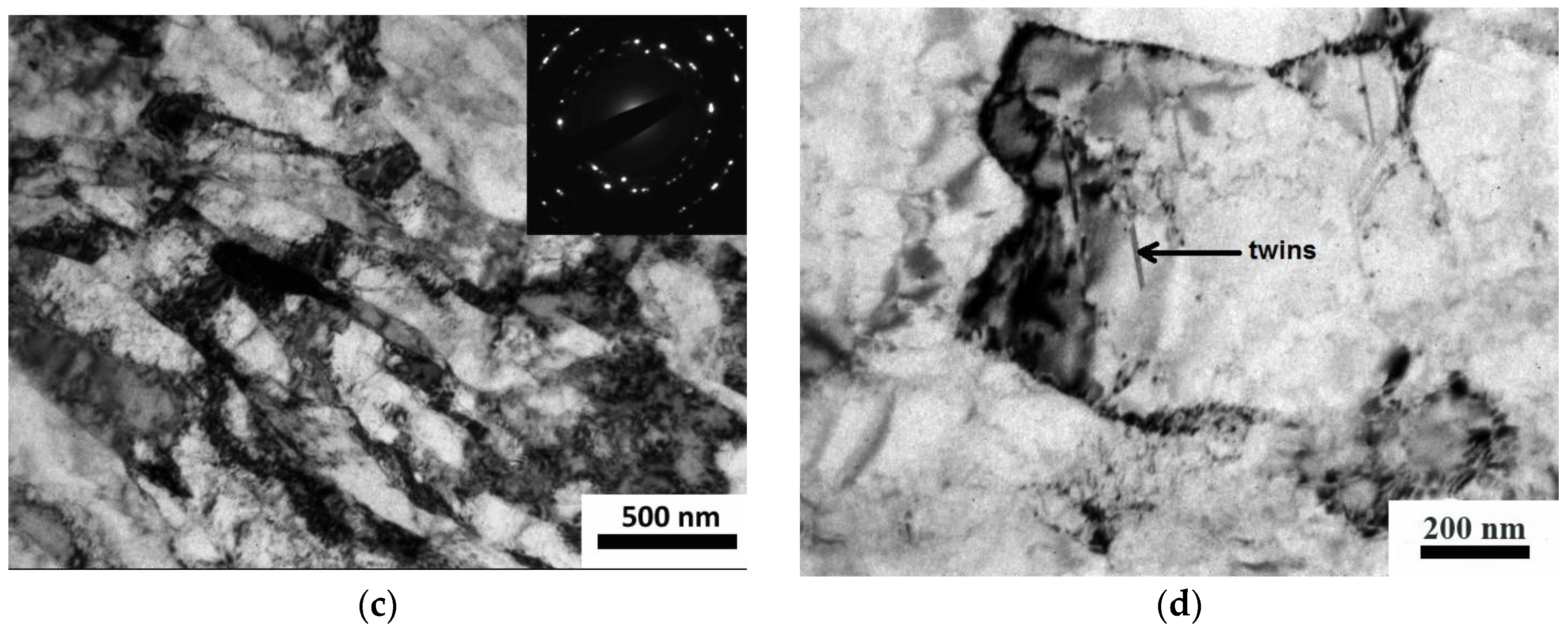
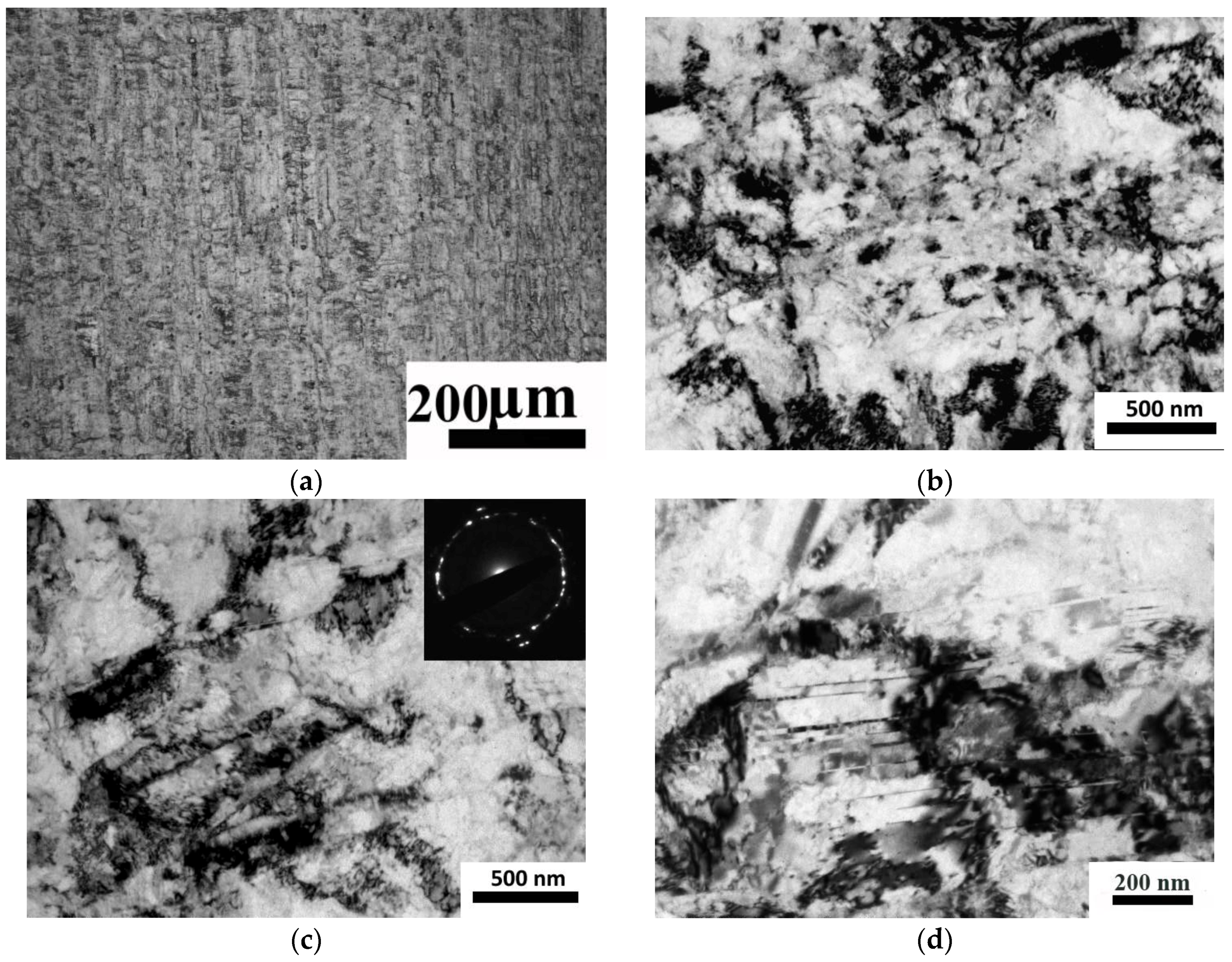
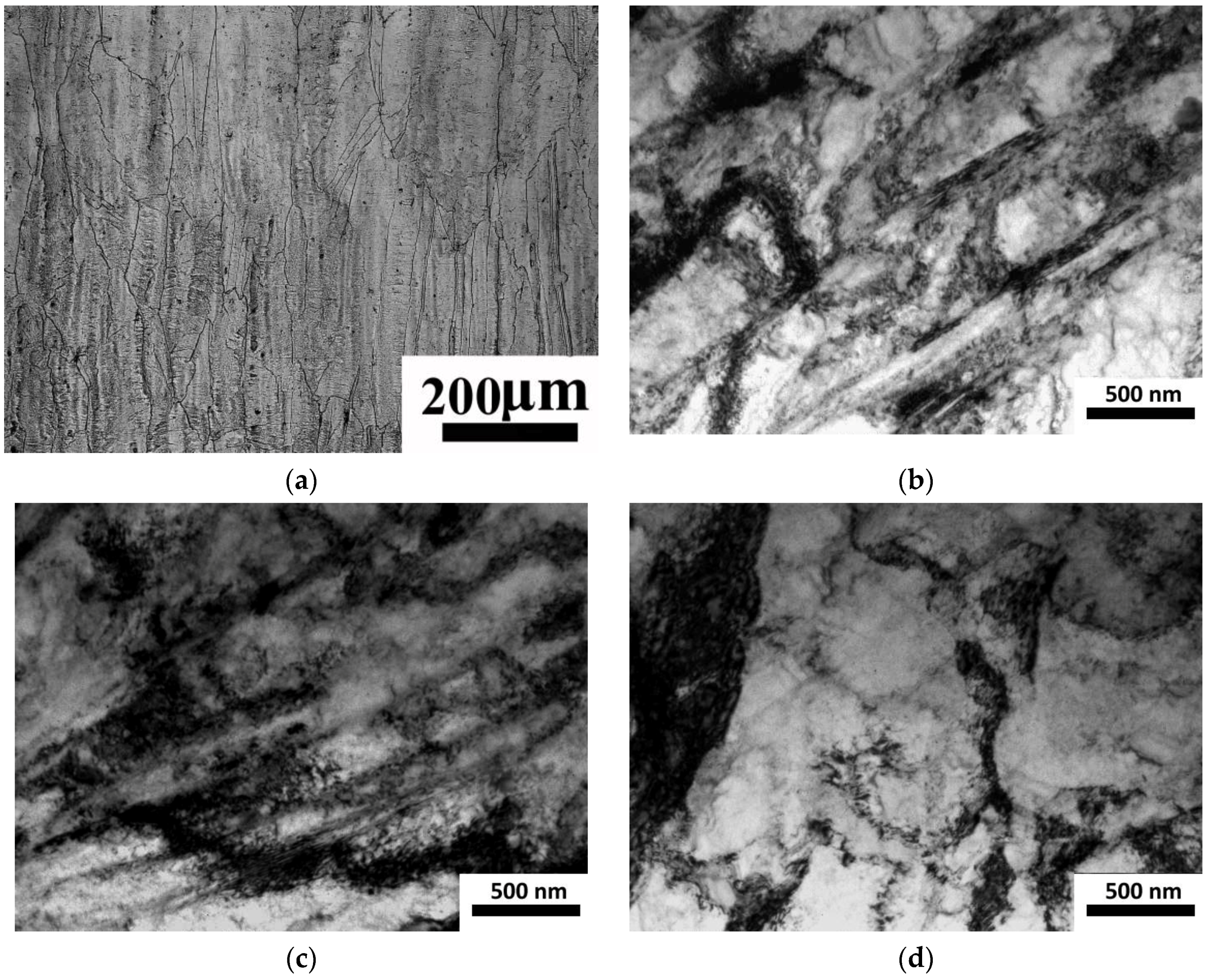
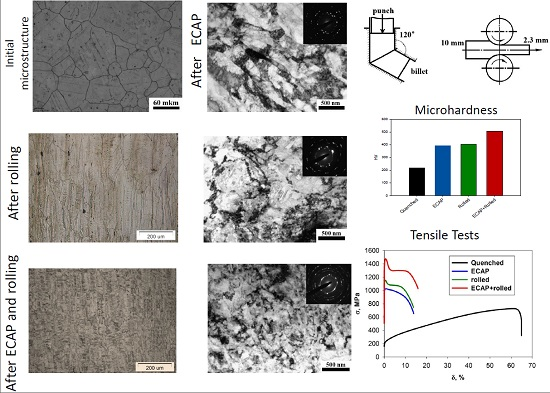
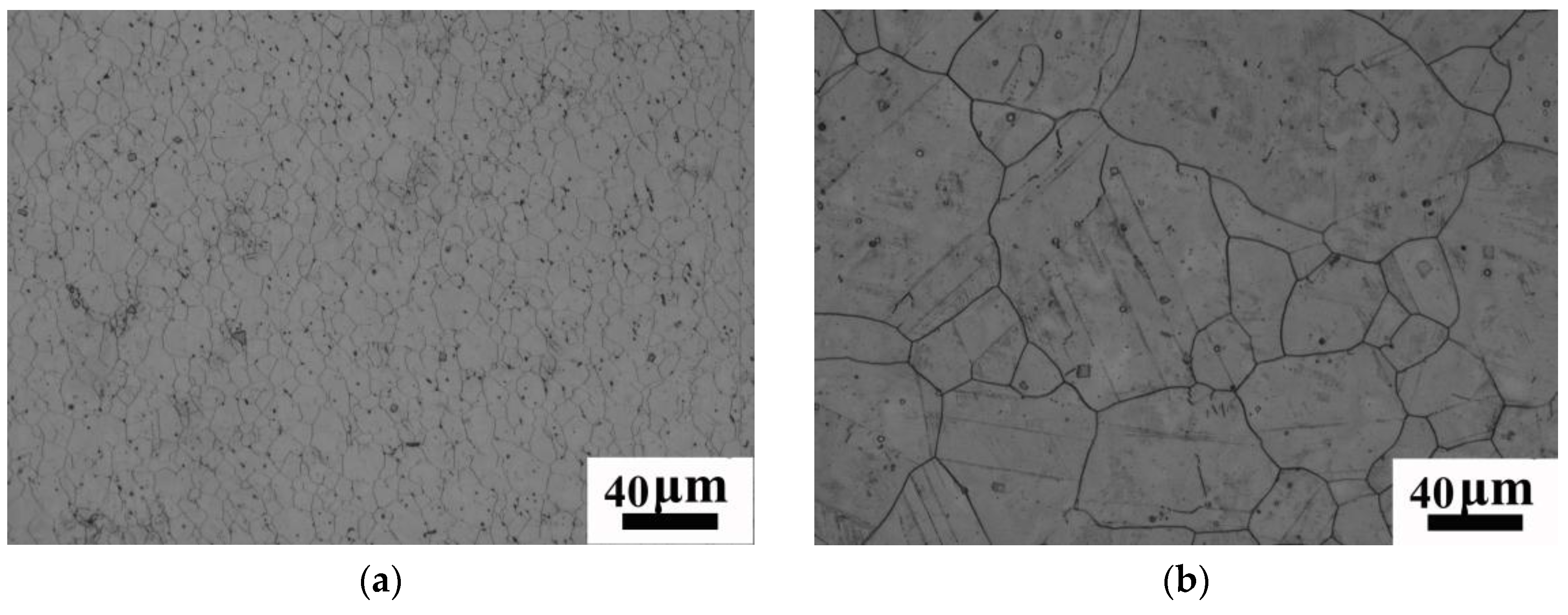
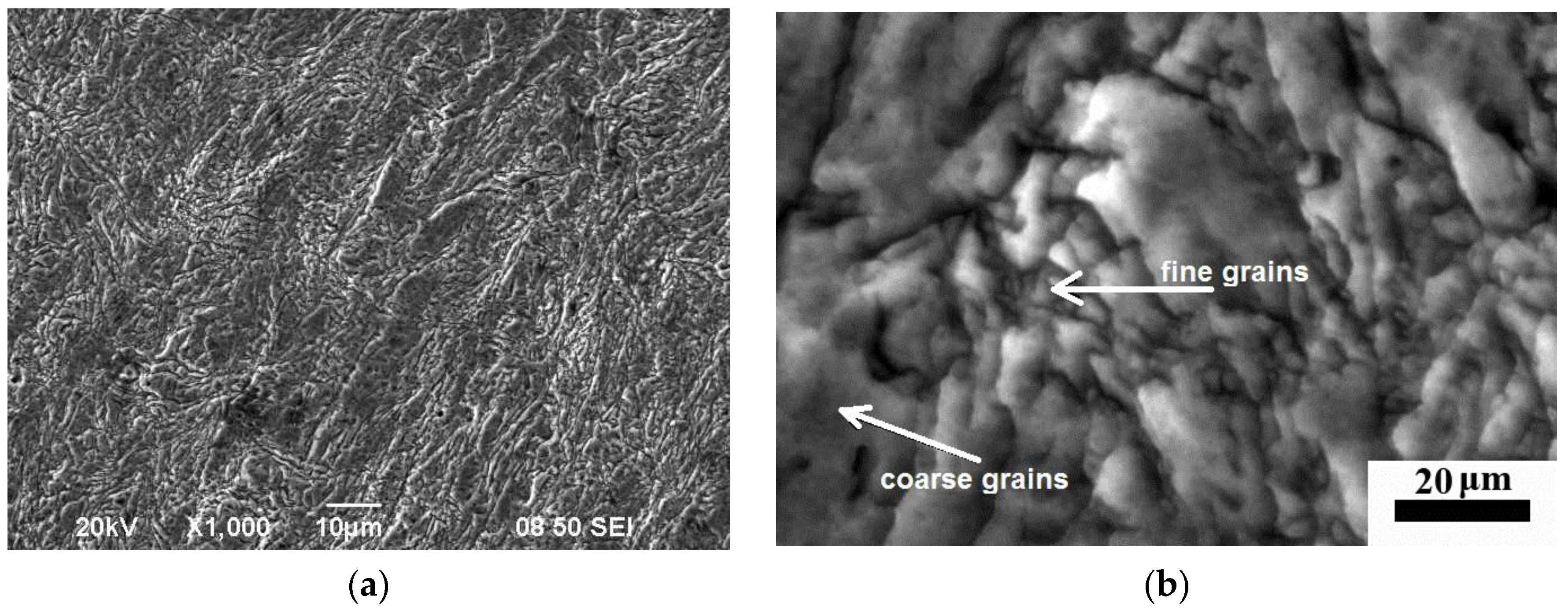
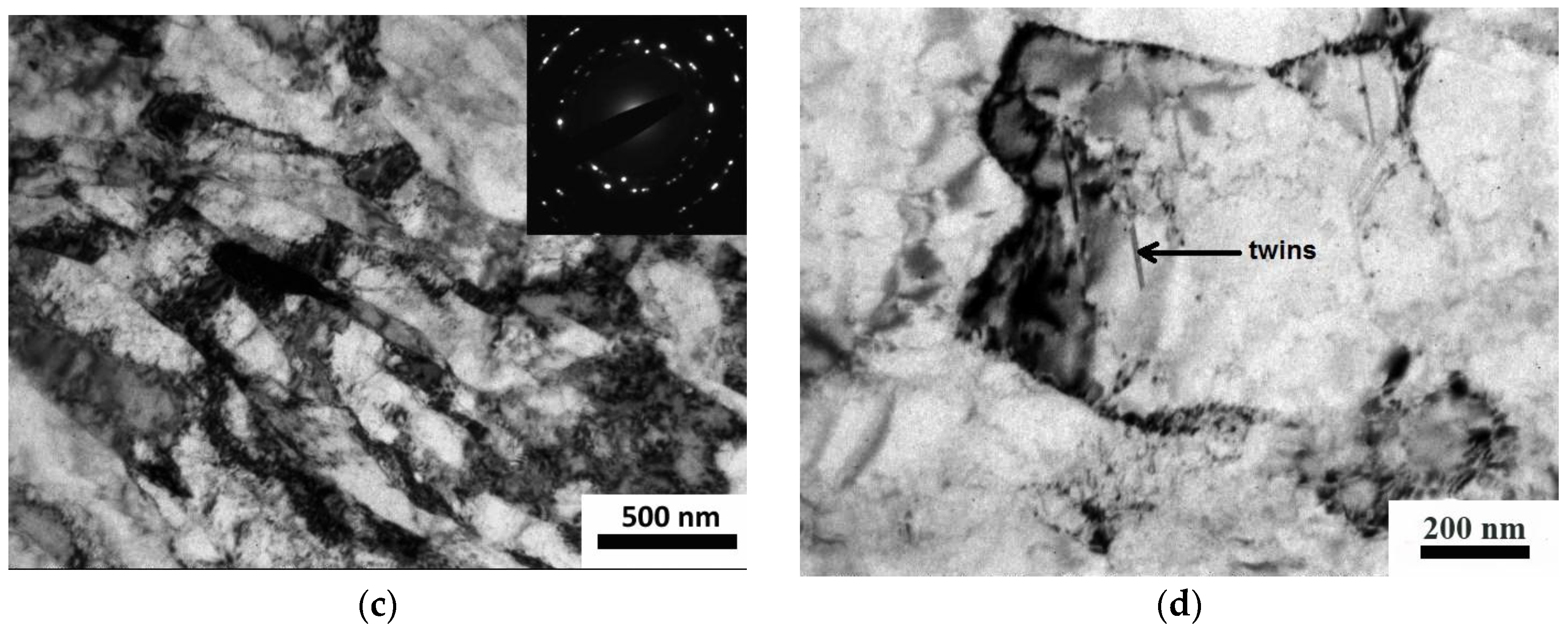
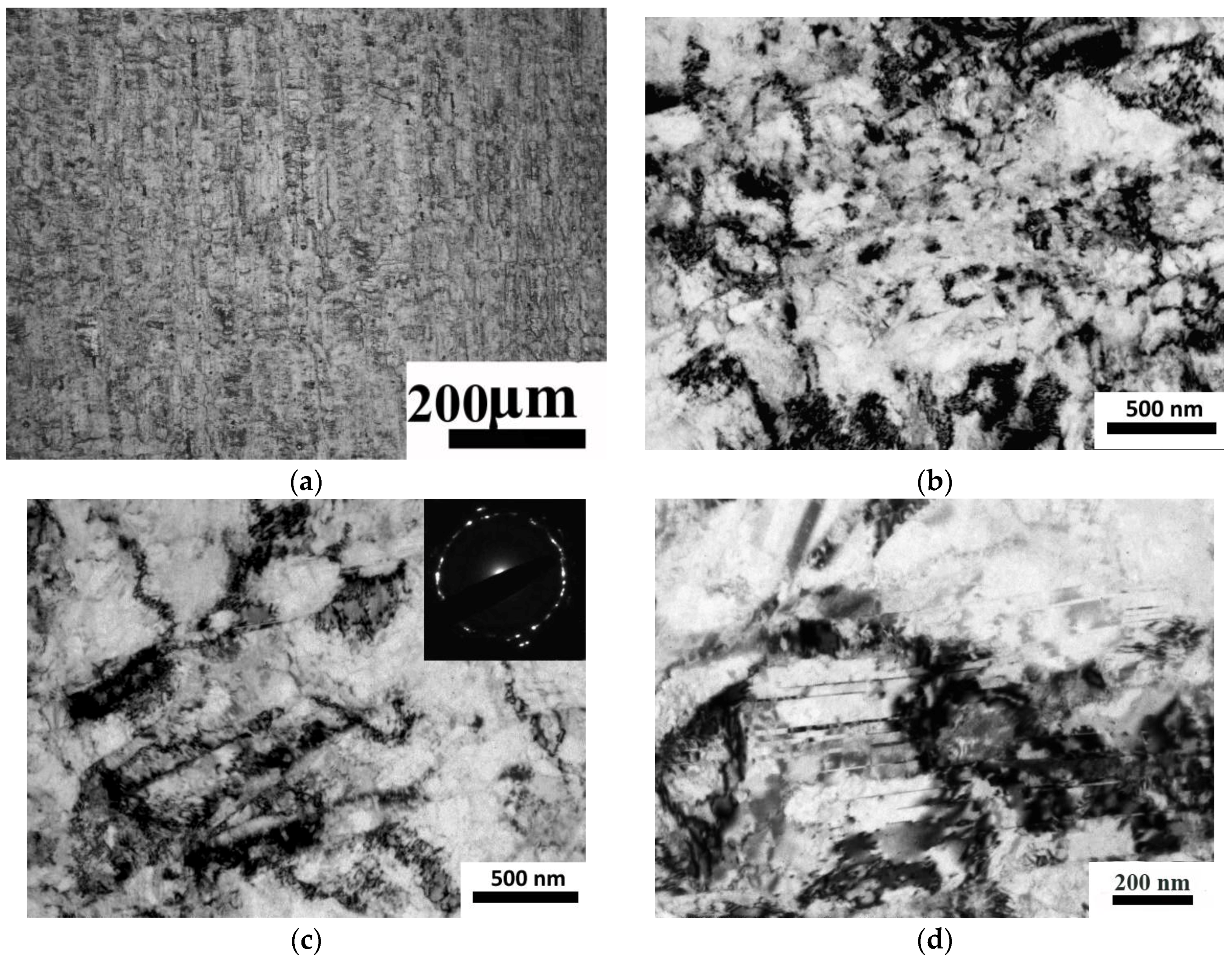
3.1. Microstructure of the Austenitic Steel after SPD Processing and Rolling
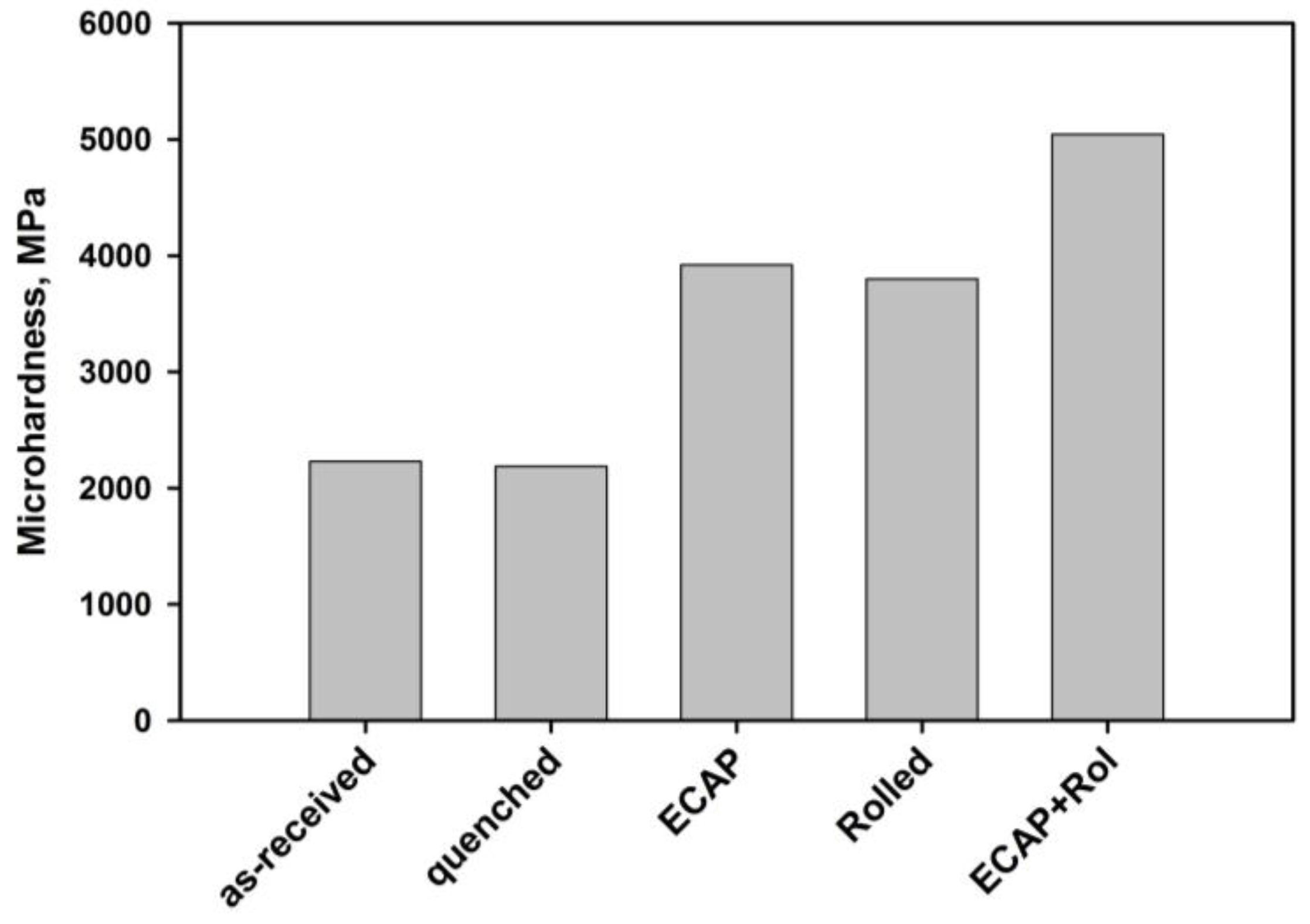
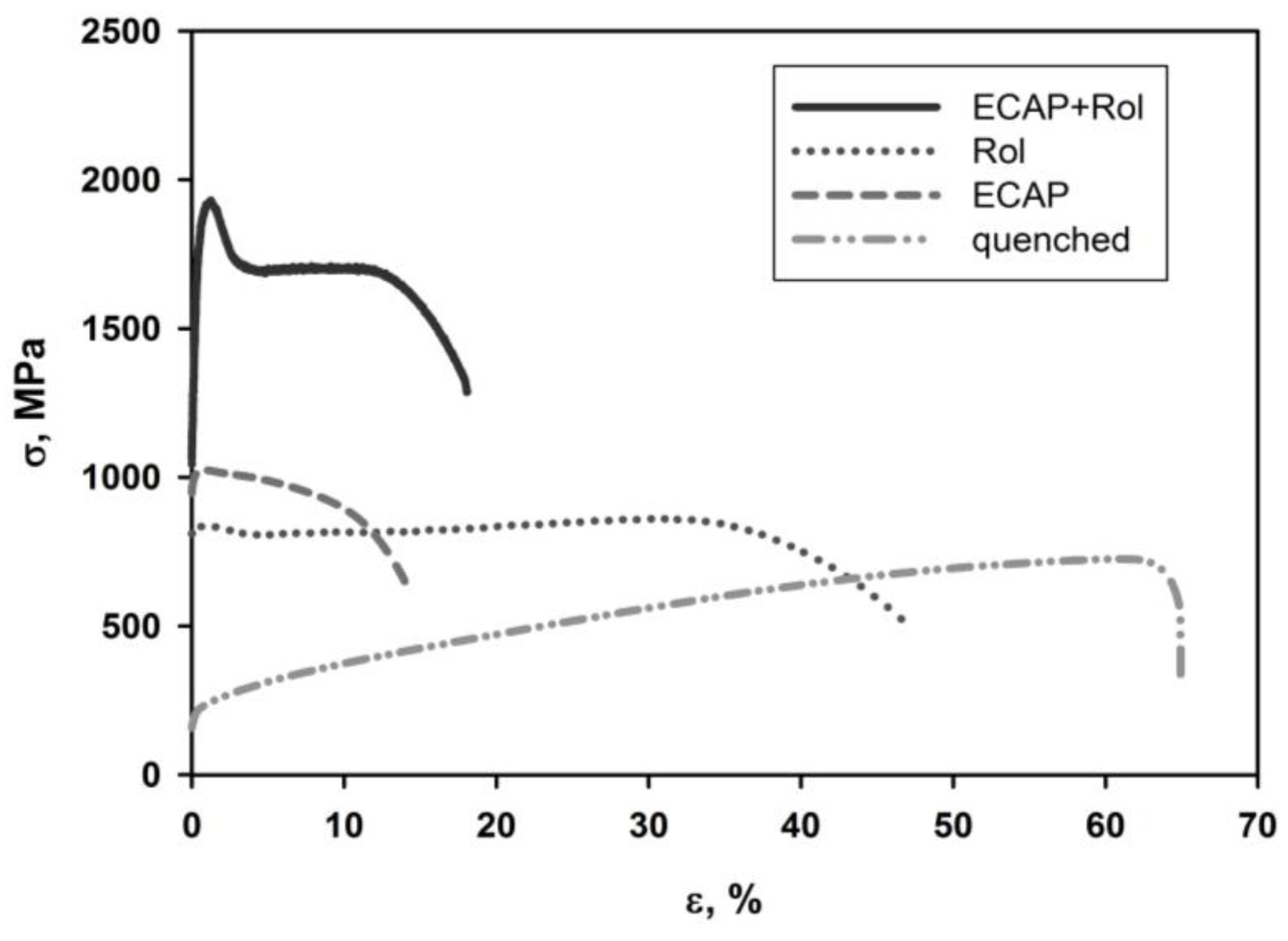
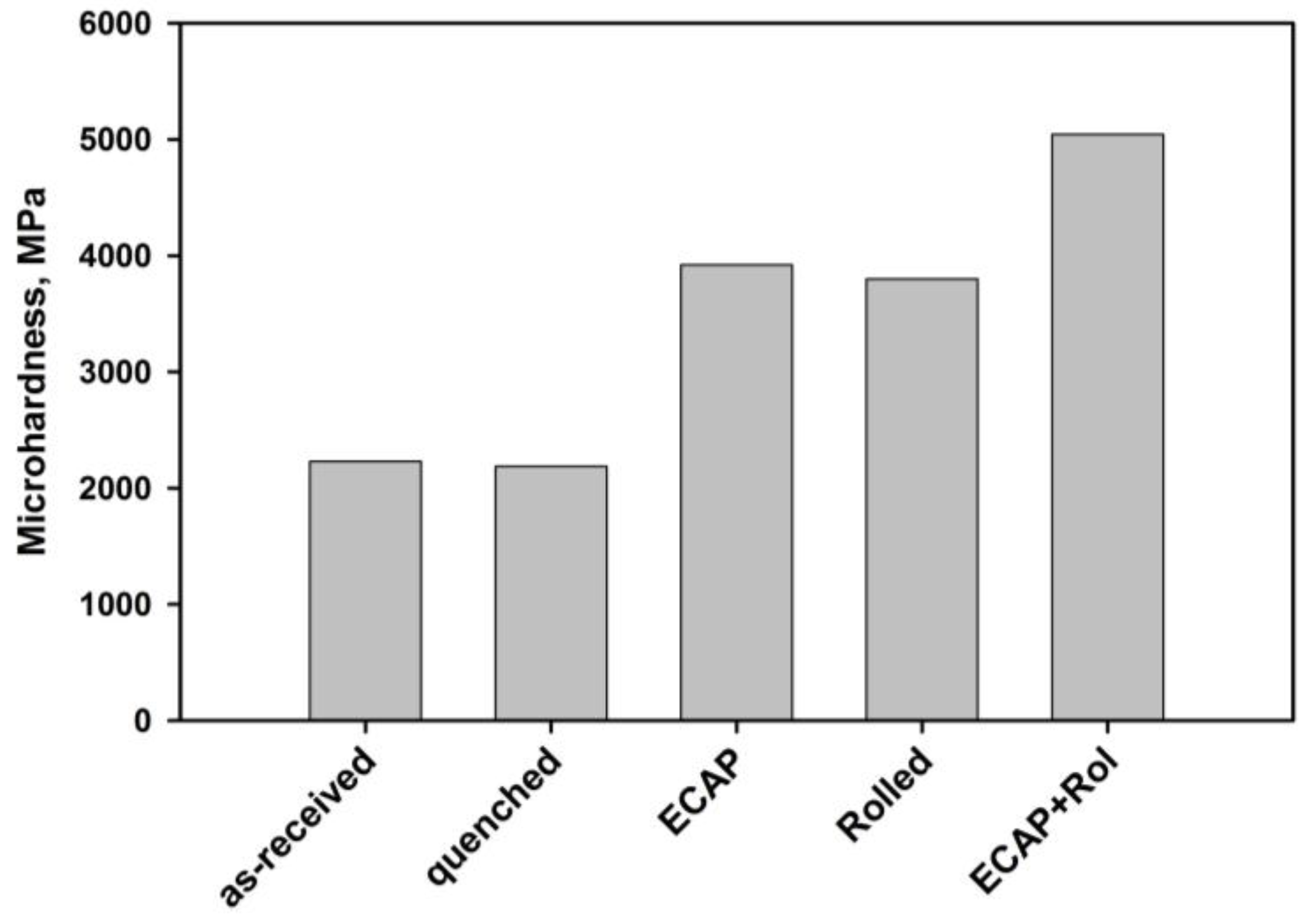
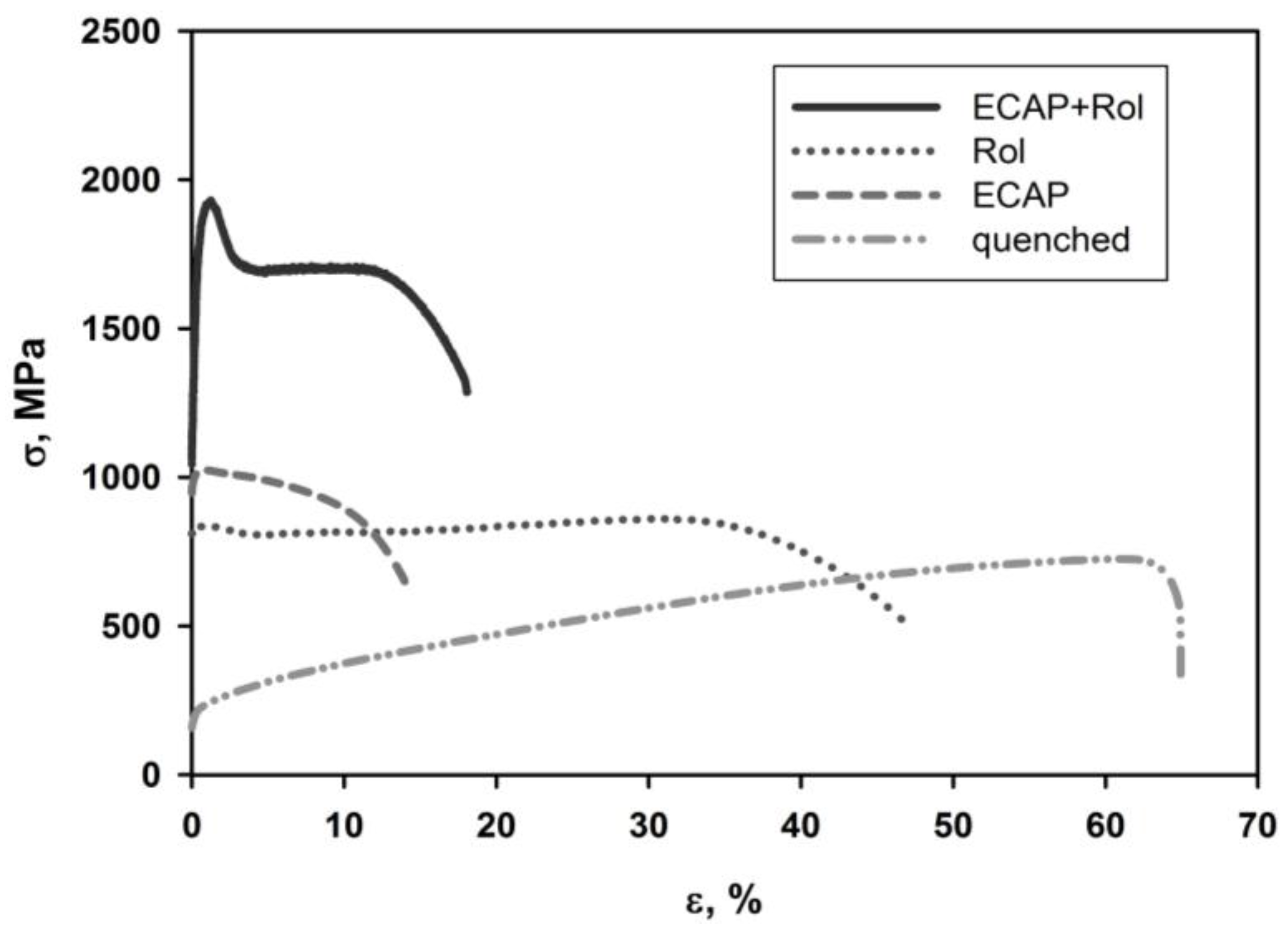
3.2. Mechanical Properties of the Austenitic Steel
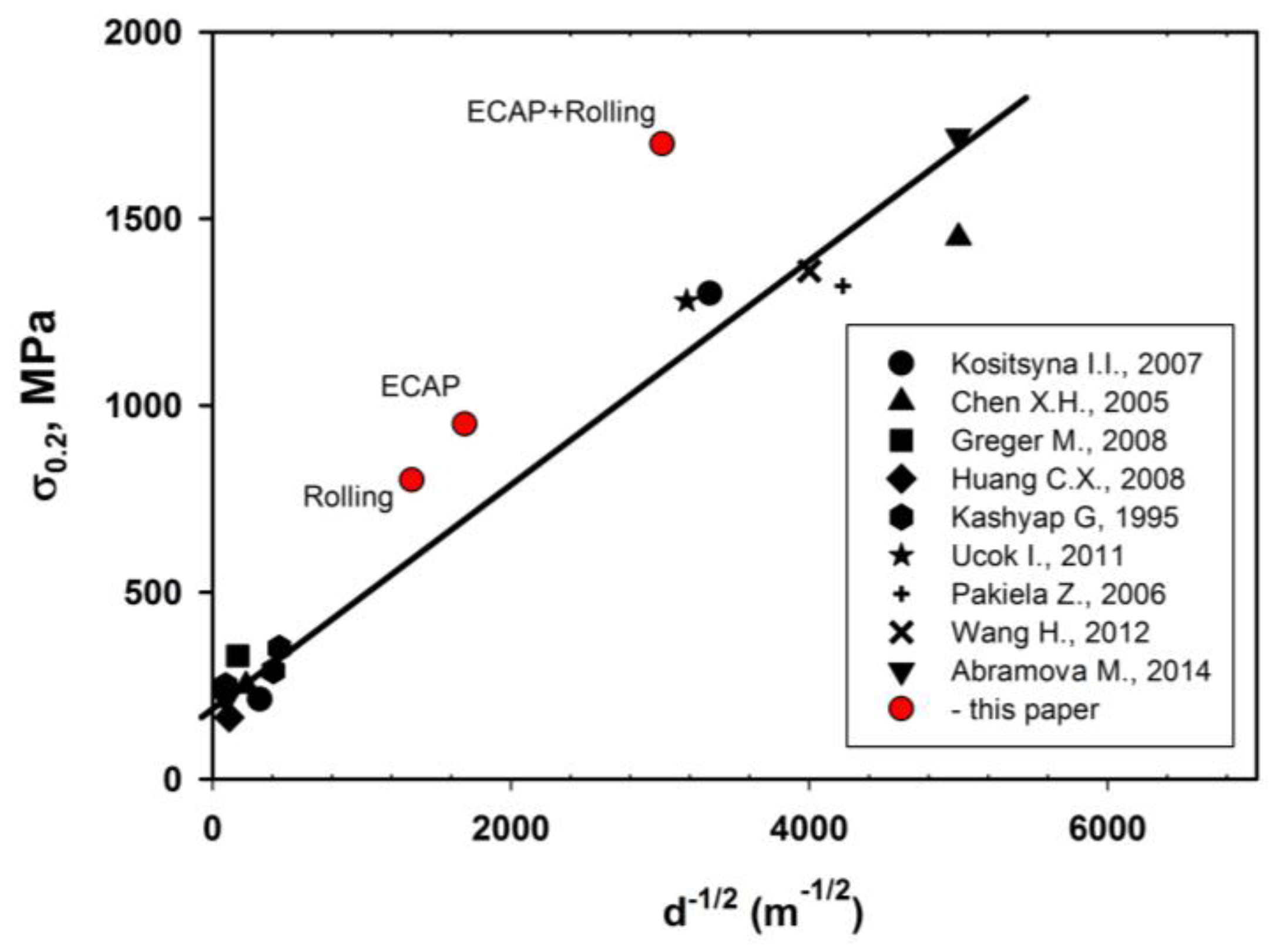
4. Discussion
- Grain-boundary and dislocation strengthening. During the grain refinement the volume fraction of grain boundaries, which are an efficient impediment for dislocation movement, significantly increases. For the formation of new strain-induced boundaries, dislocation generation in various slip systems is necessary.When analyzing the types of loading realized in the course of SPD, it is necessary to mention two distinctive features typical of SPD processing:
- a high hydrostatic constituent, which is especially significant in high-pressure torsion, but present in all deformation techniques;
- an essential non-monotony of strain, typical for most SPD techniques, such as ECAP or multiple forging.
Both of these features enable activating additional slip systems, thus leading to an increase in dislocation density, formation of new interfaces and microstructure refinement. - Solid-solution strengthening and precipitation hardening. These mechanisms are competing ones, since as a result the alloying of a solid solution, the corresponding strengthening grows, but the amount of dispersed particles (providing precipitation hardening) decreases. The contribution of these constituents to strengthening is determined primarily by the deformation temperature. It has been shown [24,25] that at room temperature the dissolution of second-phase particles prevails, but as the deformation temperature is increased, precipitation is observed.
- Formation of segregations at grain boundaries. This process is also connected with the solid solution decomposition during SPD and a transfer of solute atoms to the boundaries. The action of this mechanism is also thermally dependent: at room temperature no segregations were observed, and at elevated temperatures the formation of the grain boundary segregations was shown [5,26].
- Formation of twins. For a number of materials, including austenitic steels, it is typical that nanotwins form during SPD processing. The high-angle boundaries of nanotwins are also impediments for dislocation movement and, consequently, they provide additional strengthening. Twinning may be activated when possibilities for slip are limited. When the scheme of the stress-strain state is changed (in this particular case, by changing the type of loading), the direction of action of the maximum tangential stresses changes with respect to the sample's axis. As a result of such a change, new slip systems should be activated, and the activation of twinning is also possible.
5. Conclusions
- (1)
- A combination of SPD processing and a conventional metal forming technique for the rolling of austenitic steel leads to a further refinement of a homogeneous UFG cell-granular microstructure with a high density of grain boundaries and a large fraction of twins.
- (2)
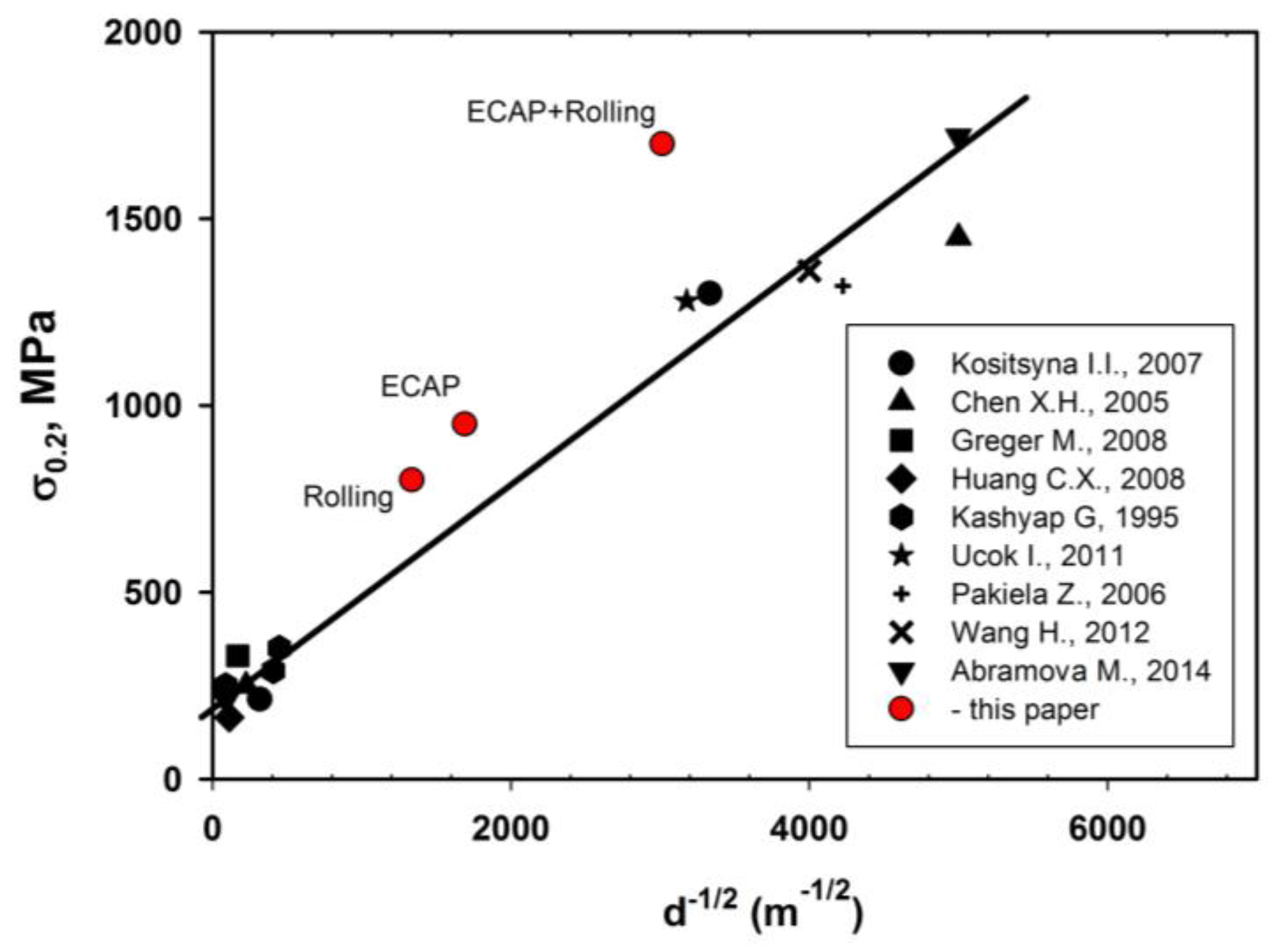
- As a result, the tensile mechanical behavior of the UFG steel samples produced by the combined “ECAP + Rol” loading changes—it exhibits a yield drop, to which corresponds the upper yield stress of 1925 MPa, as well as a yield plateau, and the yield stress amounts to 1700 MPa. The obtained values of strength are 1.5 times higher than the values of yield stress obtained when using only the ECAP technique (950 MPa) or only rolling (~815 MPa). Besides, in the UFG sheet produced by combined loading, a rather reasonable level of ductility is preserved: a uniform elongation of 11% and a total elongation of 18%.
- (3)
- The enhancement of the strength characteristics is achieved as a result of a combined action of several strengthening mechanisms: grain-boundary strengthening, dislocation strengthening, twinning-induced strengthening and, presumably, strengthening due to the formation of solute segregations in grain boundaries.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Valiev, R.Z.; Horita, Z.; Langdon, T.G.; Zehetbauer, M.J.; Zhu, Y.T. Fundamentals of superior properties in bulk nano SPD materials. Mater. Res. Lett. 2016, 4, 1–21. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Enikeev, N.A.; Langdon, T.G. Towards superstrength of nanostructured metals and alloys, produced by SPD. Met. Mater. 2011, 49, 1–9. [Google Scholar]
- Hasan, H.S.; Peet, M.J.; Avettand-Fénoël, M.-N.; Bhadeshia, H.K.D.H. Effect of tempering upon the tensile properties of a nanostructured bainitic steel. Mater. Sci. Eng. A 2014, 615, 340–347. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Estrin, Y.; Horita, Z.; Langdon, T.G.; Zehetbauer, M.J.; Zhu, Y.T. Producing Bulk Ultrafine-Grained Materials by Severe Plastic Deformation: Ten Years Later. JOM 2016, 68, 1216–1226. [Google Scholar] [CrossRef]
- Kamikawa, N.; Abe, Y.; Miyamoto, G.; Funakawa, Y.; Furuhara, T. Tensile behavior of Ti, Mo-added low carbon steels with interphase precipitation. ISIJ Int. 2014, 54, 212–221. [Google Scholar] [CrossRef]
- Abramova, M.M.; Enikeev, N.A.; Valiev, R.Z.; Etienne, A.; Radiguet, B.; Ivanisenko, Y.; Sauvage, X. Grain boundary segregation induced strengthening of an ultrafine-grained austenitic stainless steel. Mater. Lett. 2014, 136, 349–352. [Google Scholar] [CrossRef]
- Ganeev, A.V.; Karavaeva, M.V.; Sauvage, X.; Courtois-Manara, E.; Ivanisenko, Y.; Valiev, R.Z. On the nature of high-strength of carbon steel produced by severe plastic deformation. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63. [Google Scholar] [CrossRef]
- Bylja, O.I.; Vasin, R.A.; Ermachenko, A.G.; Karavaeva, M.V.; Muravlev, A.V.; Chistjakov, P.V. The influence of simple and complex loading on structure changes in two-phase titanium alloy. Scr. Mater. 1997, 36, 949–954. [Google Scholar] [CrossRef]
- Berdin, V.K.; Karavaeva, M.V.; Syutina, L.A. Effect of the type of loading on the evolution of microstructure and crystallographic texture in VT9 titanium alloy. Met. Sci. Heat Treat. 2003, 45, 423–427. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Zhilyaev, A.P.; Langdon, T.G. Bulk Nanostructured Materials: Fundamentals and Applications; John Wiley & Sons, Inc.: New York, NY, USA, 2014; p. 456. [Google Scholar]
- Iwahashi, Y.; Horita, Z.; Nemoto, M.; Langdon, T.G. The process of grain refinement in equal-channel angular pressing. Acta Mater. 1998, 46, 3317–3331. [Google Scholar] [CrossRef]
- Wetscher, F.; Pippan, R. Cyclic high-pressure torsion of nickel and ARMCO iron. Philos. Mag. 2006, 86, 5867–5883. [Google Scholar] [CrossRef]
- Salischev, G.; Zaripova, R.; Galeev, R.; Valiahmetov, O. Nanocrystalline structure formation during severe plastic deformation in metals and their deformation behavior. Nanostruct. Mater. 1995, 6, 913–916. [Google Scholar] [CrossRef]
- Belyakov, A.; Tsuzaki, K.; Kaibyshev, R. Nanostructure evolution in an austenitic stainless steel subjected to multiple forging at ambient temperature. Mater. Sci. Forum 2011, 667–669, 553–558. [Google Scholar] [CrossRef]
- Polyakov, A.; Gunderov, D.; Sitdikov, V.; Valiev, R.; Semenova, I.; Sabirov, I. Physical simulation of hot rolling of ultra-fine grained pure titanium. Metall. Trans. B 2014, 45B, 2315–2326. [Google Scholar] [CrossRef]
- Stepanov, N.D.; Kuznetsov, A.V.; Salischev, G.A.; Raab, G.I.; Valiev, R.Z. Effect of cold rolling on microstructure and mechanical properties of copper subjected to ECAP with various number of passes. Mater. Sci. Eng. A 2012, 554, 105–115. [Google Scholar] [CrossRef]
- Murashkin, M.Y.; Enikeev, N.A.; Kazykhanov, V.U.; Sabirov, I.; Valiev, R.Z. Physical simulation of cold rolling of ultra-fine grained Al 5083 alloy to study microstructure evolution. Rev. Adv. Mater. Sci. 2013, 35, 75–85. [Google Scholar]
- Sabbaghianrad, S.; Langdon, T.G. Microstructural saturation, hardness stability and superplasticity in ultrafine-grained metals processed by a combination of severe plastic deformation techniques. Lett. Mater. 2015, 5, 335–340. [Google Scholar] [CrossRef]
- Vorhauer, A.; Kleber, S.; Pippan, R. Influence of processing temperature on microstructure and mechanical properties of high-alloyed single-phase steels subjected to severe plastic deformation. Mater. Sci. Eng. A 2005, 410–411, 281–284. [Google Scholar] [CrossRef]
- Williamson, G.K.; Smallman, R.E. III. Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray Debye-Scherrer spectrum. Philos. Mag. 1956, 1, 34–45. [Google Scholar] [CrossRef]
- Dobatkin, S.V.; Rybal’chenko, O.V.; Raab, G.I. Structure formation, phase transformations and properties in Cr-Ni austenitic steel after equal-channel angular pressing and heating. Mater. Sci. Eng. A 2007, 463, 41–45. [Google Scholar] [CrossRef]
- Pang, J.C.; Yang, M.X.; Yang, G.; Wu, S.D.; Li, S.X.; Zhang, Z.F. Tensile and fatigue properties of ultrafine-grained low-carbon steel processed by equal channel angular pressing. Mater. Sci. Eng. A 2012, 553, 157–163. [Google Scholar] [CrossRef]
- Whang, S.H. Nanoctructured Metals and Alloys. Processing, Microstructure, Mechanical Properties and Applications; Woodhead Publishing Limited: Cambridge, UK, 2011. [Google Scholar]
- Ivanisenko, Y.; Lojkwski, W.; Valiev, R.Z.; Fecht, H.-J. The mechanism of formation of nanostructure and dissolution of cementite in a pearlitic steel during high pressure torsion. Acta Mater. 2003, 51, 5555–5570. [Google Scholar] [CrossRef]
- Karavaeva, M.V.; Nurieva, S.K.; Zaripov, N.G.; Ganeev, A.V.; Valiev, R.Z. Microstructure and mechanical properties of medium-carbon steel subjected to severe plastic deformation. Met. Sci. Heat Treat. 2012, 4, 1–5. [Google Scholar] [CrossRef]
- Ganeev, A.V.; Karavaeva, M.V.; Sauvage, X.; Ivanisenko, Y.; Valiev, R.Z. The grain-boundary precipitates in ultrafine-grained carbon steels produced by HPT. In Proceedings of the XV International Conference on Intergranular and Interphase Boundaries in Materials, Moscow, Russia, 23–27 May 2016.
- Kositsyna, I.I.; Sagaradze, V.V. Phase transformations and mechanical properties of stainless steel in the nanostructural state. Bull. Russ. Acad. Sci. Phys. 2007, 71, 293–296. [Google Scholar] [CrossRef]
- Chen, X.H.; Lu, J.; Lu, L.; Lu, K. Tensile properties of a nanocrystalline 316L austenitic stainless steel. Scr. Mater. 2005, 52, 1039–1044. [Google Scholar] [CrossRef]
- Greger, M.; Vodárek, V.; Dobrzański, L.A.; Kander, L.; Kocich, R.; Kuŕetová, B. The structure of austenitic steel AISI 316 after ECAP and low-cycle fatigue. J. Ach. Mater. Manuf. Eng. 2008, 28, 151–158. [Google Scholar]
- Huang, C.X.; Yang, G.; Gao, Y.L.; Wu, S.D.; Zhang, Z.F. Influence of processing temperature on the microstructures and tensile properties of 304L stainless steel by ECAP. Mater. Sci. Eng. A 2008, 485, 643–650. [Google Scholar] [CrossRef]
- Kashyap, B.; Tangri, K. On the Hall-Petch relationship and substructural evolution in type 316L stainless steel. Acta Mater. 1995, 43, 3971–3981. [Google Scholar] [CrossRef]
- Üçok, İ.; Ando, T.; Grant, N. Property enhancement in type 316L stainless steel by spray forming. Mater. Sci. Eng. A 1991, 133, 284–287. [Google Scholar] [CrossRef]
- Pakieła, Z.; Garbacz, H.; Lewandowska, A.; Suś-Ryszkowska, M.; Zieliński, W.; Kurzydłowski, K. Structure and properties of nanomaterials produced by severe plastic deformation. Nukleonika 2006, 51, 19–25. [Google Scholar]
- Wang, H.; Shuro, I.; Umemoto, M.; Kuo, H.-H.; Todaka, Y. Annealing behavior of nano-crystalline austenitic SUS316L produced by HPT. Mater. Sci. Eng. A 2012, 556, 906–910. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Ni | Ti | Si | S | P | Fe |
|---|---|---|---|---|---|---|---|
| 0.08 | 16.19 | 9.13 | 0.3 | 0.58 | 0.03 | 0.08 | bas. |
| Condition | Offset Yield Stress σ0.2 (MPa) | Upper Yield Stress (Corresponds to Yield Drop) σBu (MPa) | Lower Yield Stress (Corresponds to Yield Plateau) σl (MPa) | Ultimate Tensile Strength σult (MPa) | Uniform Elongation δuniform (%) | Elongation to Failure δ (%) | Microhardness (MPa) |
|---|---|---|---|---|---|---|---|
| quenching | 200 | - | - | 720 | 62 | 65 | 1820 |
| ECAP | 950 | - | - | 1020 | 1 | 14 | 3920 |
| Rol | - | 830 | 800 | 855 | 33 | 47 | 3800 |
| ECAP + Rol | - | 1925 | 1700 | 1720 | 11 | 18 | 5040 |
| Condition | Dislocation Density (m−2) | Grain/Cell Size (nm) | Fraction of Shear Bands | Fraction of Grains with Twins (%) | Twin Spacing (nm) |
|---|---|---|---|---|---|
| ECAP | 1.28 × 1014 | 350 | 60 | 5 | 75 |
| ECAP + Rol | 7.19 × 1014 | 110 | 10 | 14 | 30 |
| Rol | 4.27 × 1014 | 560 | 80 | - | - |
| Condition | Δσρ | ΔσGB | Calculated Value | Experimental Value | ||
|---|---|---|---|---|---|---|
| Δσd | Δσtw | Δσd + Δσtw | ||||
| ECAP | 202 | 481 | 55 | 536 | 933 | 950 |
| ECAP + Rol | 480 | 778 | 242 | 1020 | 1688 | 1700 |
| Rol | 370 | 401 | - | 401 | 771 | 800 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karavaeva, M.V.; Abramova, M.M.; Enikeev, N.A.; Raab, G.I.; Valiev, R.Z. Superior Strength of Austenitic Steel Produced by Combined Processing, including Equal-Channel Angular Pressing and Rolling. Metals 2016, 6, 310. https://doi.org/10.3390/met6120310
Karavaeva MV, Abramova MM, Enikeev NA, Raab GI, Valiev RZ. Superior Strength of Austenitic Steel Produced by Combined Processing, including Equal-Channel Angular Pressing and Rolling. Metals. 2016; 6(12):310. https://doi.org/10.3390/met6120310
Chicago/Turabian StyleKaravaeva, Marina V., Marina M. Abramova, Nariman A. Enikeev, Georgy I. Raab, and Ruslan Z. Valiev. 2016. "Superior Strength of Austenitic Steel Produced by Combined Processing, including Equal-Channel Angular Pressing and Rolling" Metals 6, no. 12: 310. https://doi.org/10.3390/met6120310