
Effects of Multi-Phase Reinforcements on Microstructures, Mechanical and Tribological Properties of Cu/Ti3SiC2/C/BN/GNPs Nanocomposites Sintered by Vacuum Hot-Pressing and Hot Isostatic Pressing

Abstract
:1. Background
2. Methods
2.1. Materials and Procedure
2.2. Mechanical Properties Tests
2.3. Wear Tests
3. Results and Discussion
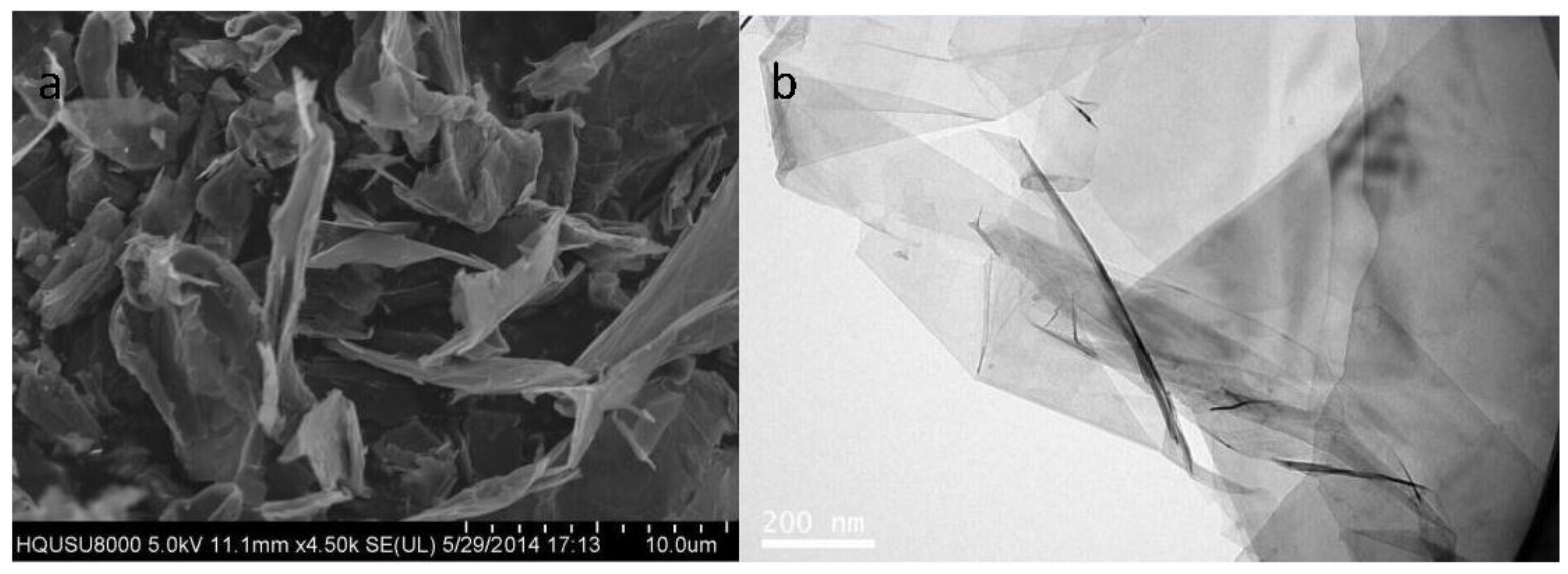
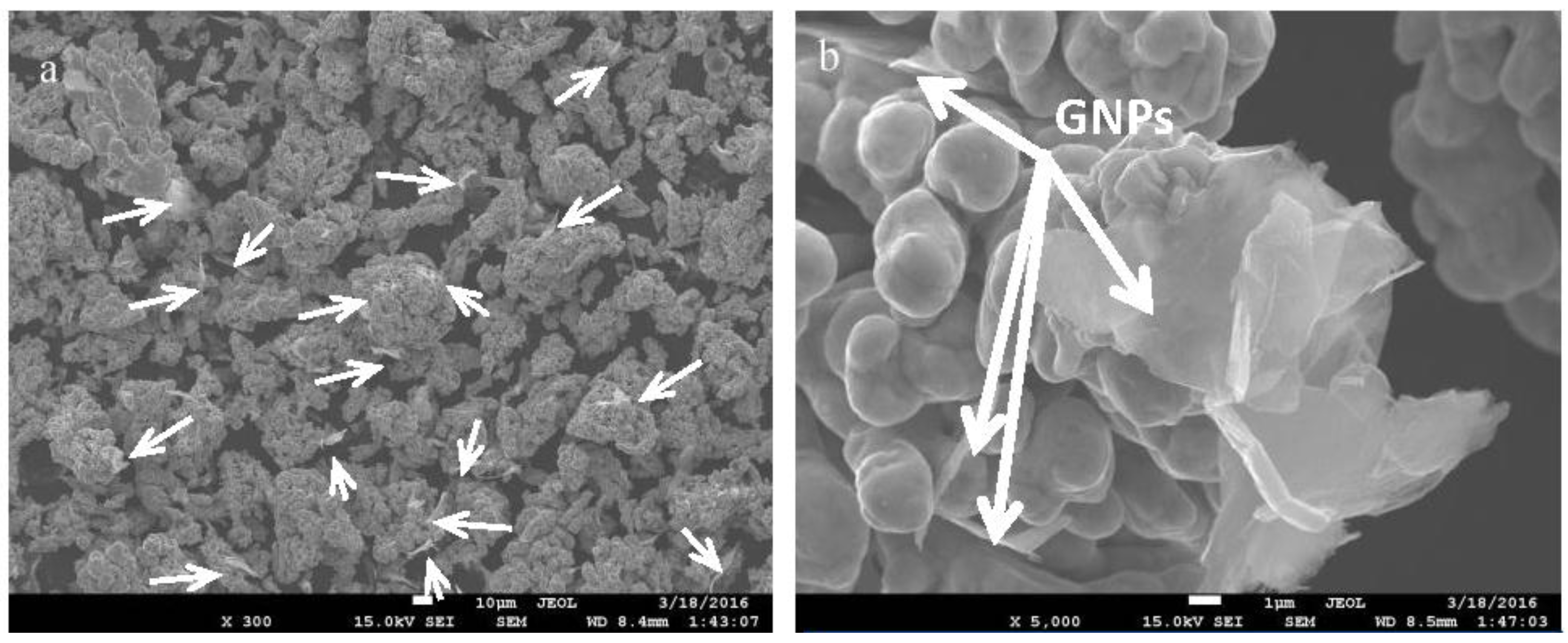
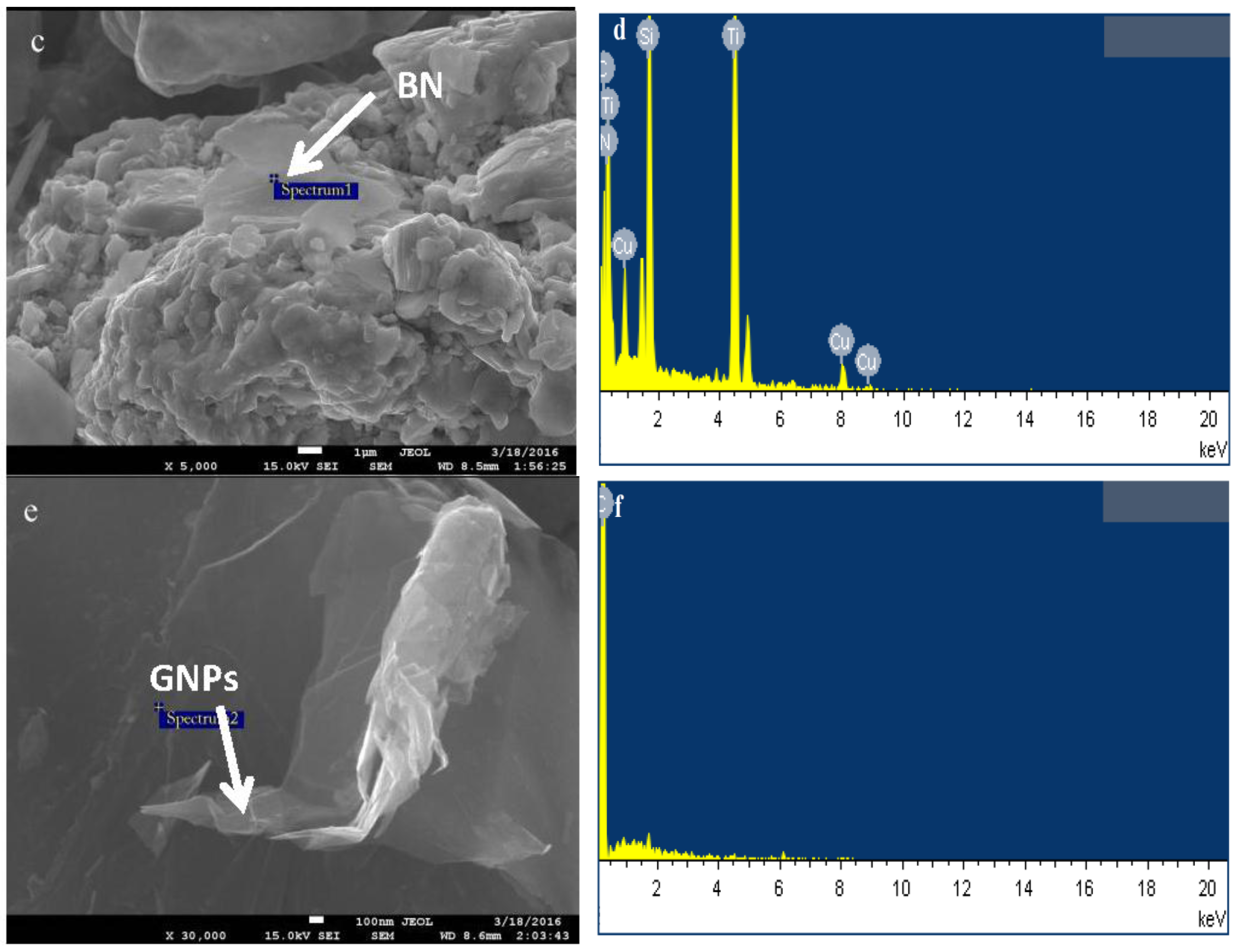
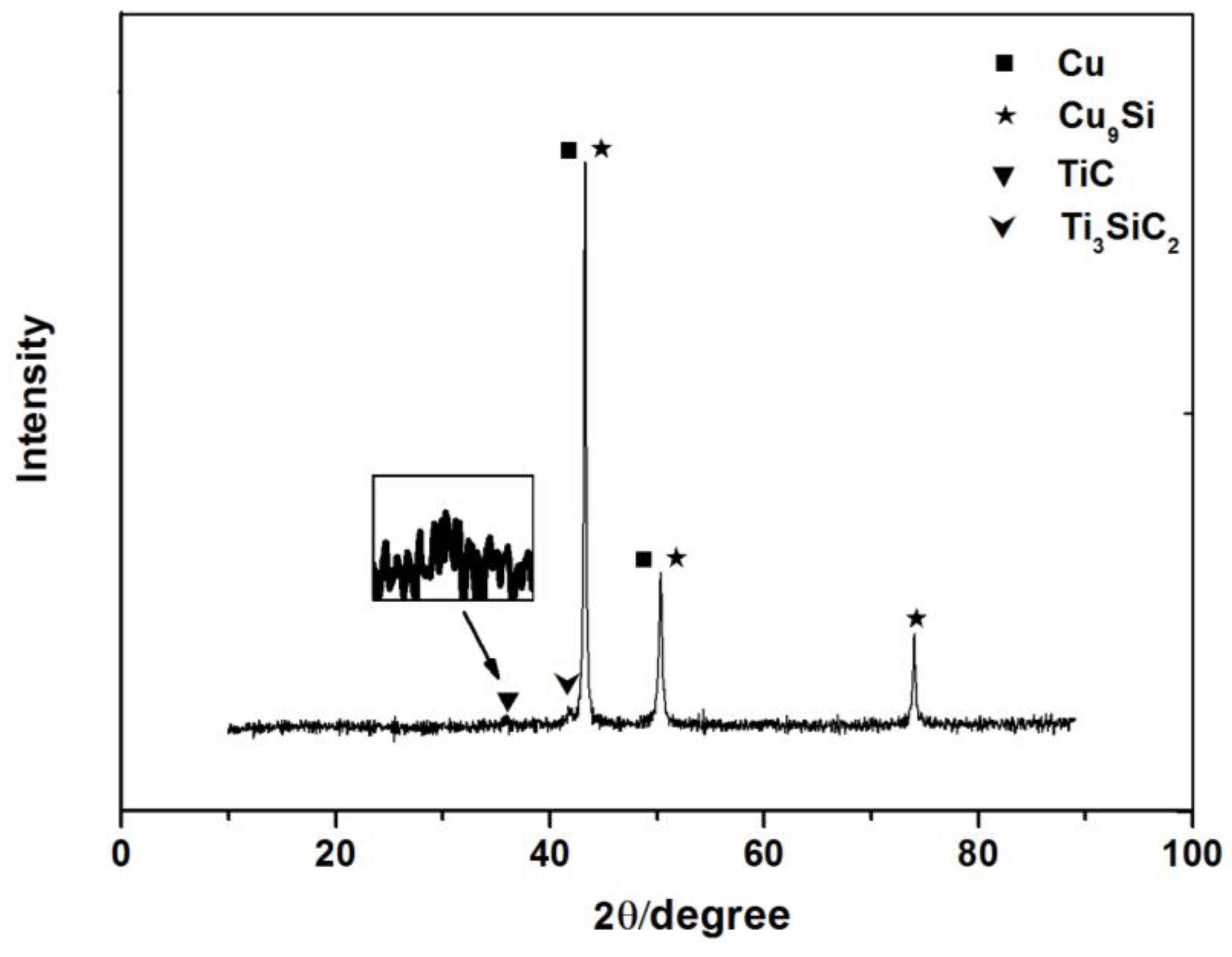
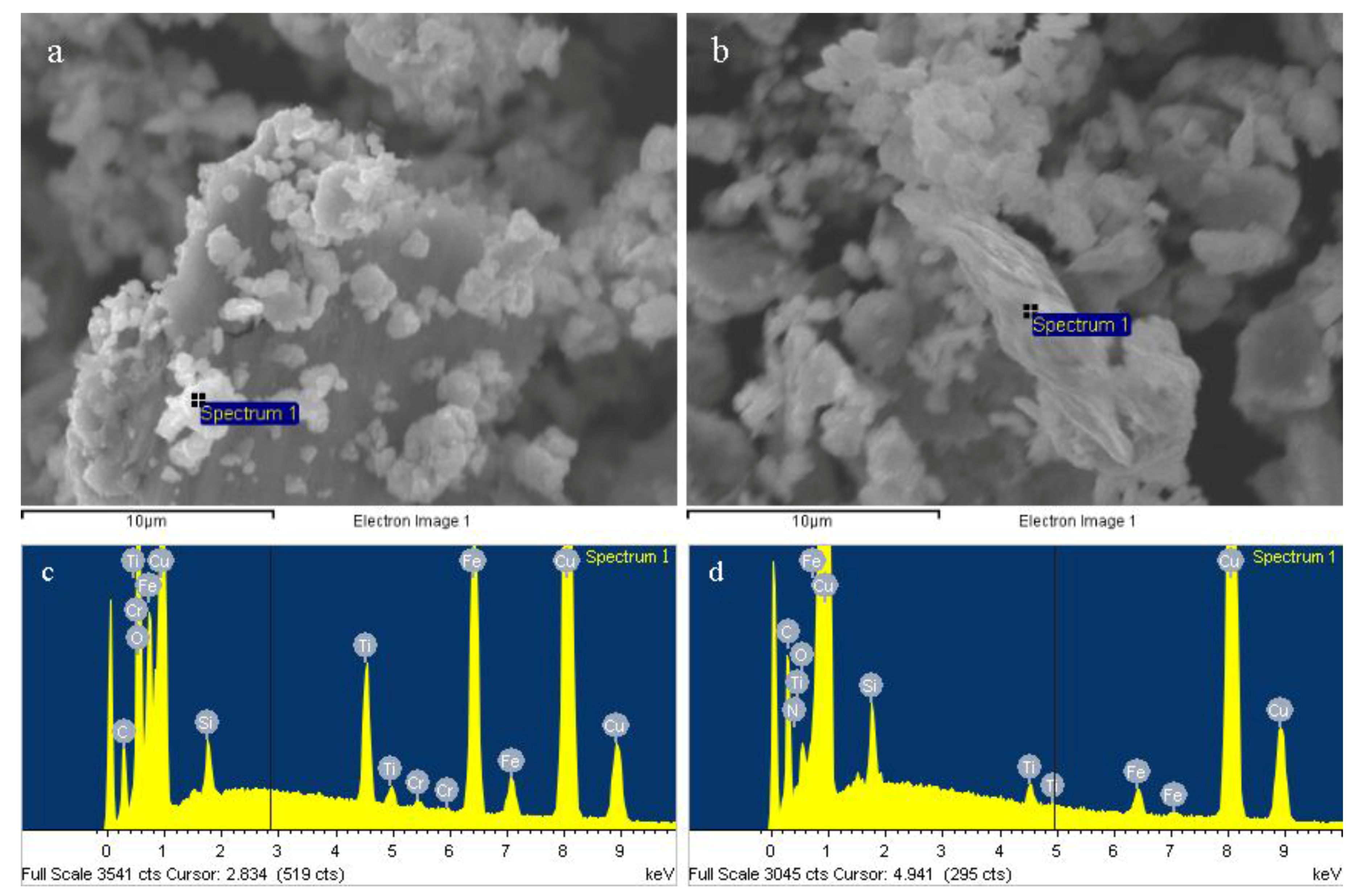
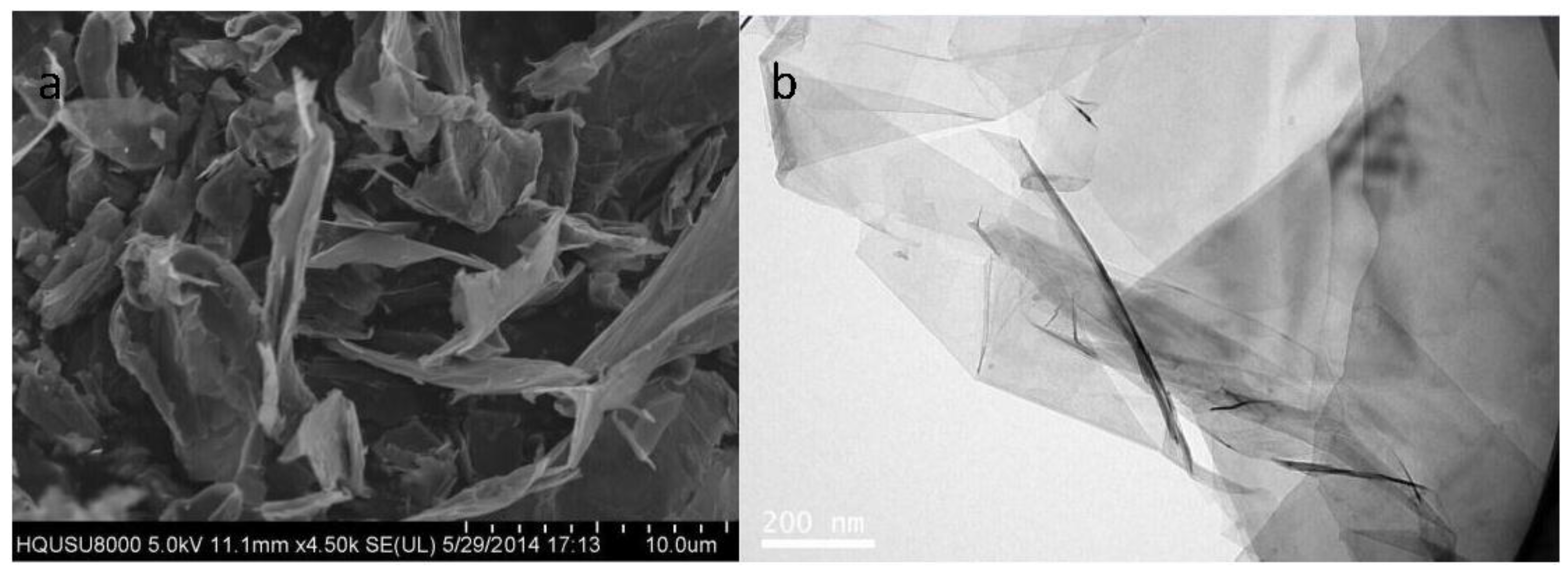
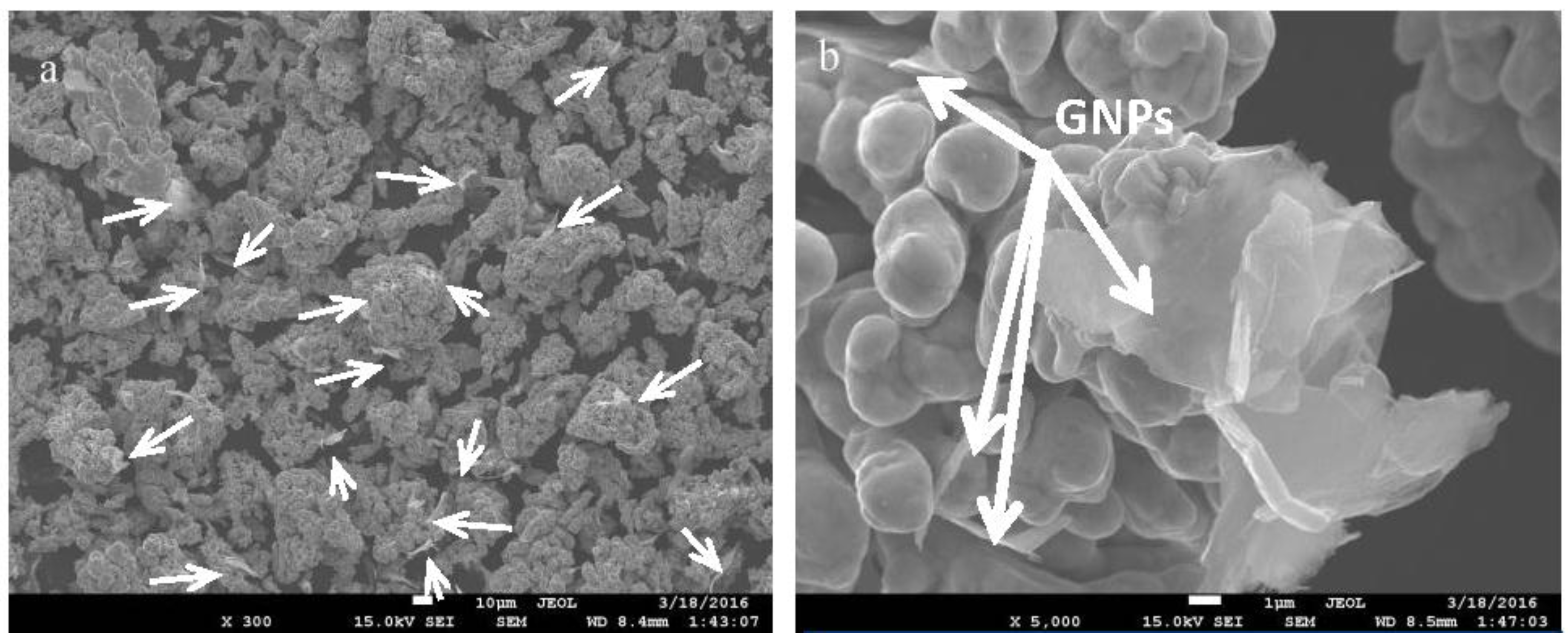
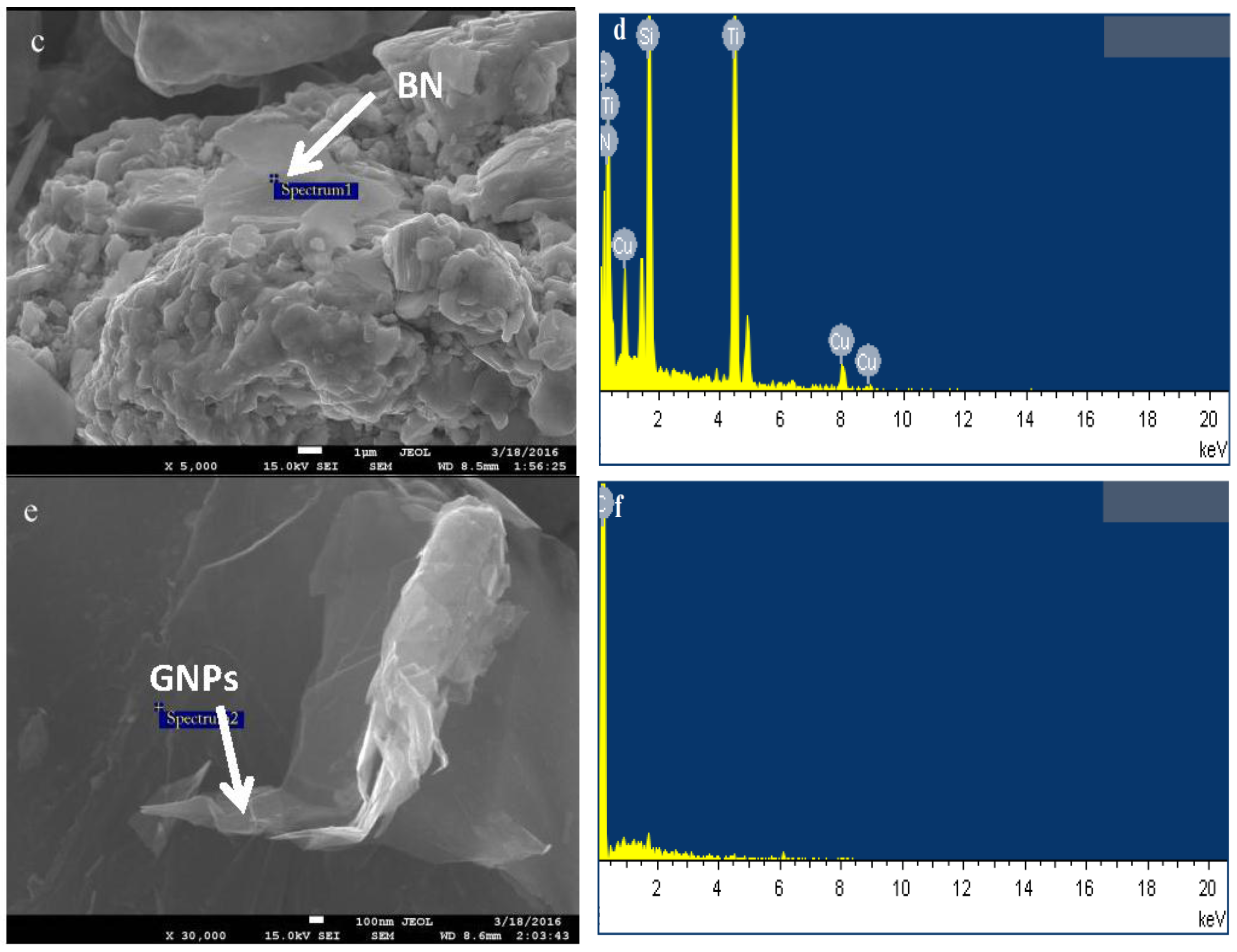
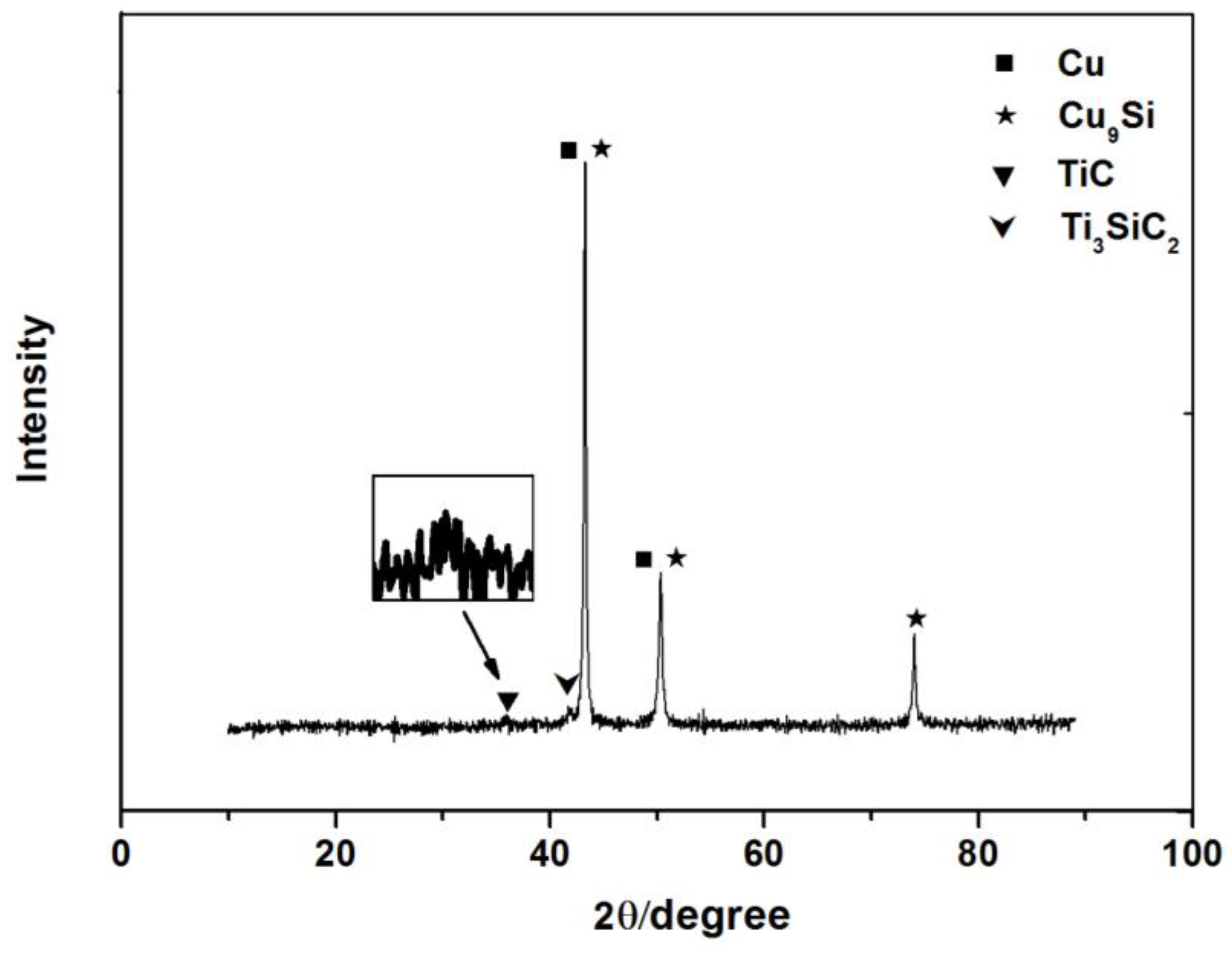
3.1. Characterization of Composite Powders
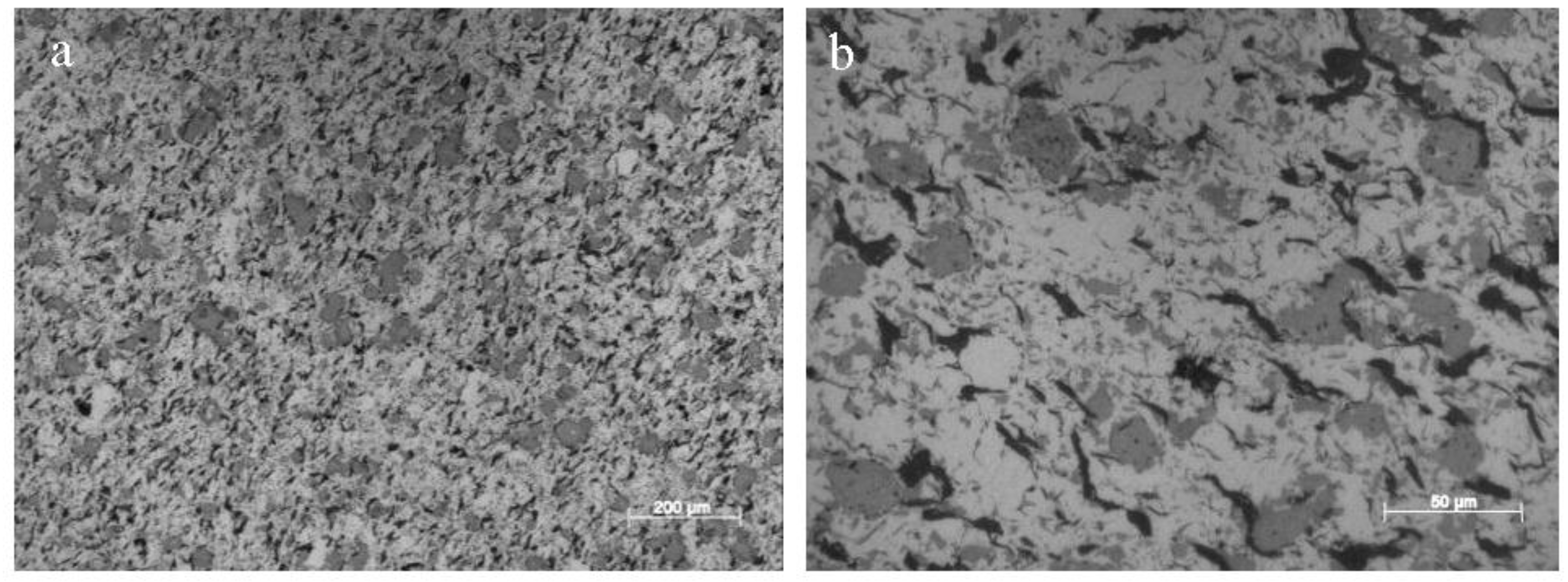
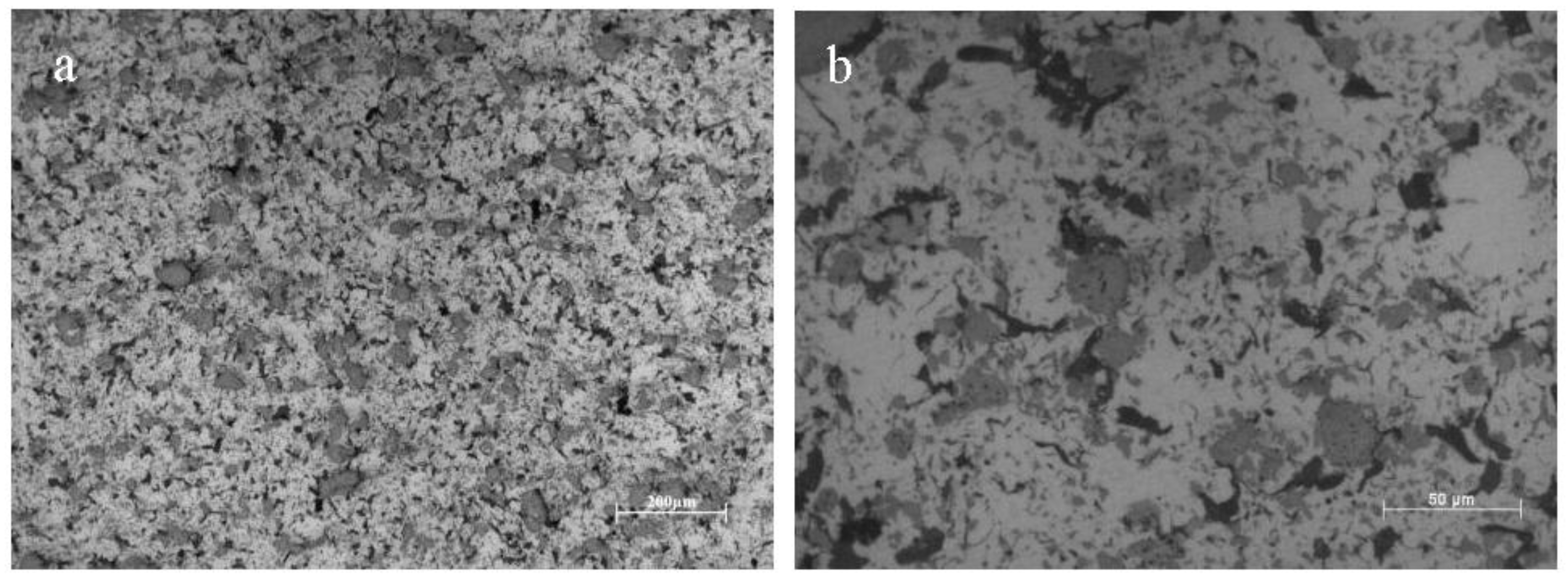
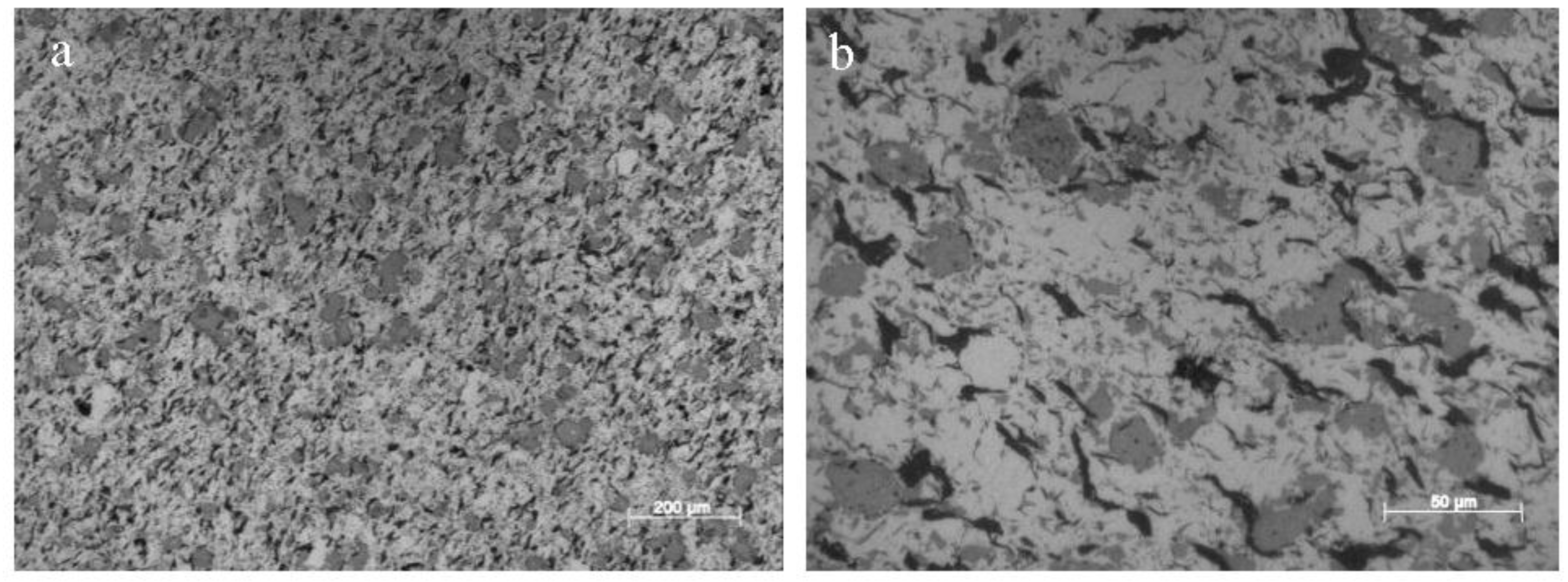
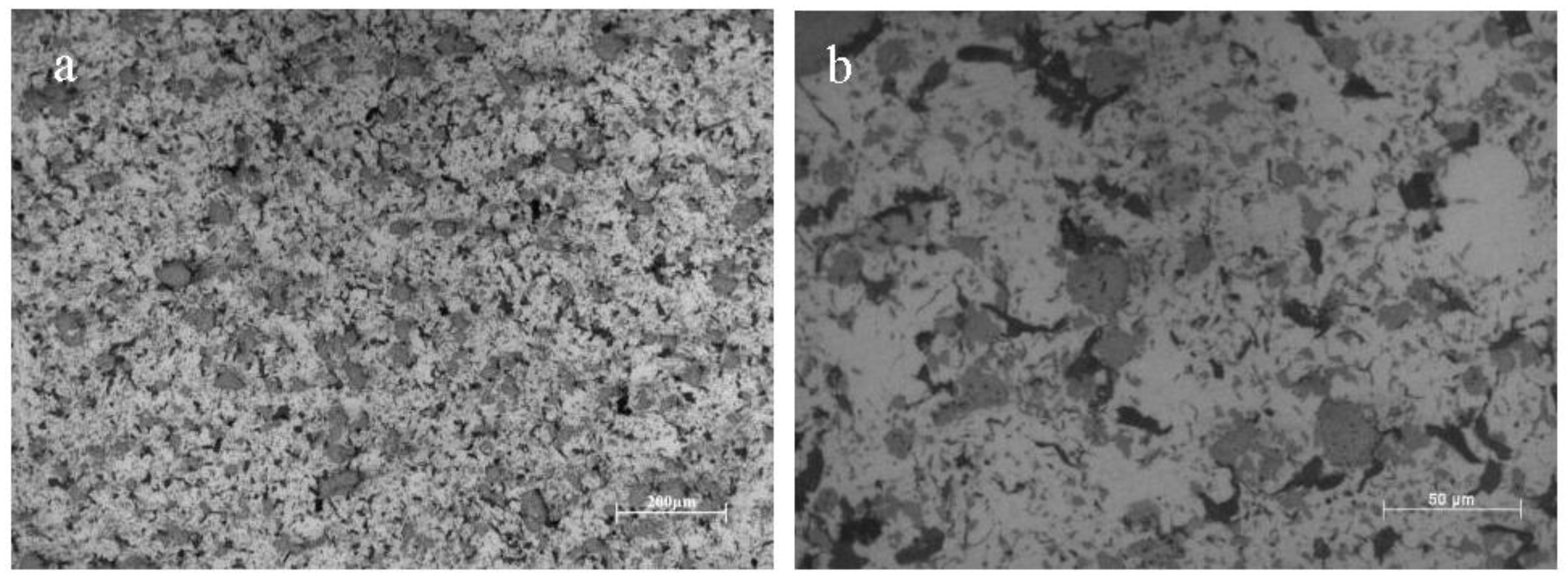
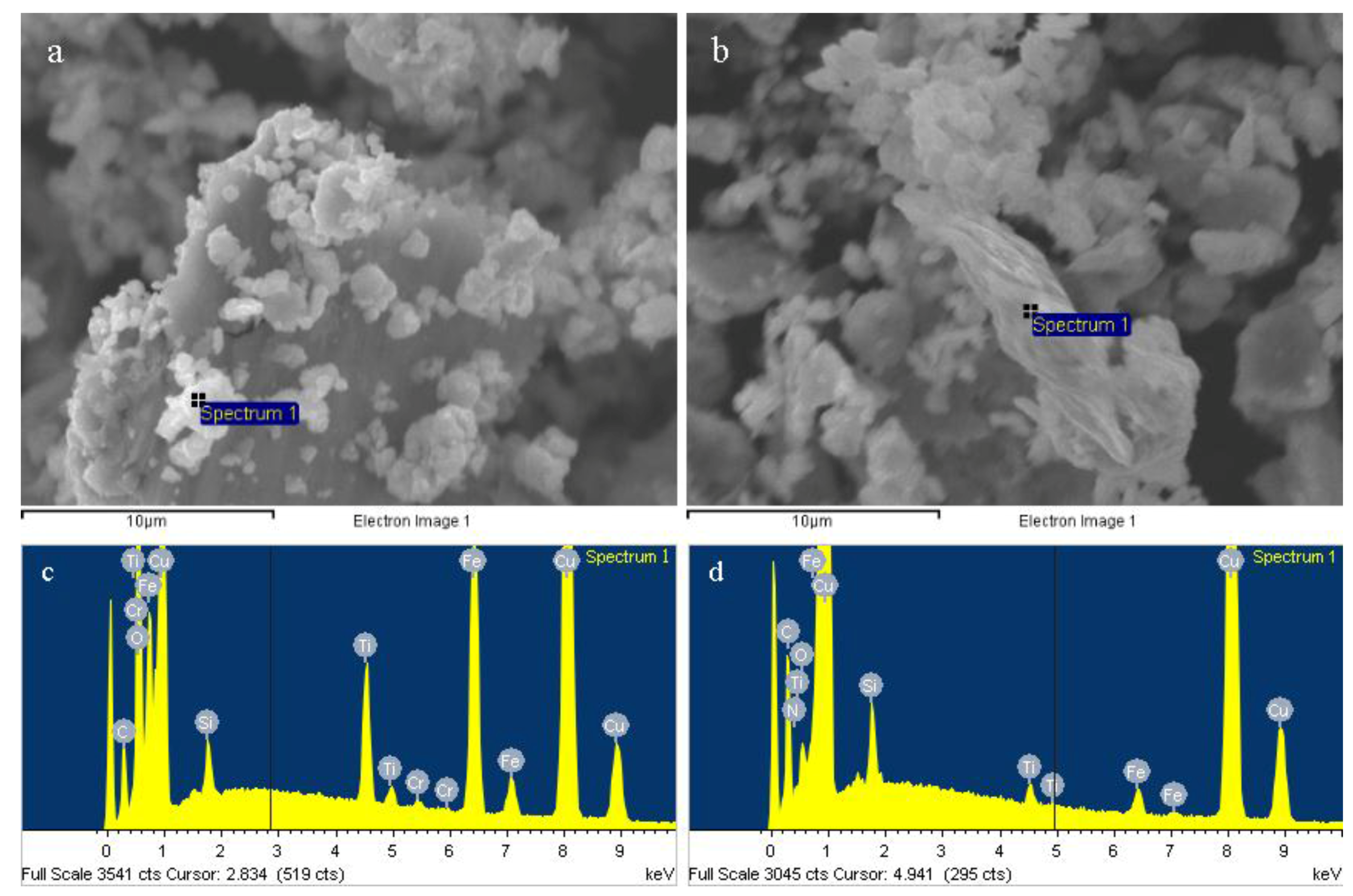
3.2. Characterization of Cu/Ti3SiC2/C/BN/GNPs Nanocomposites
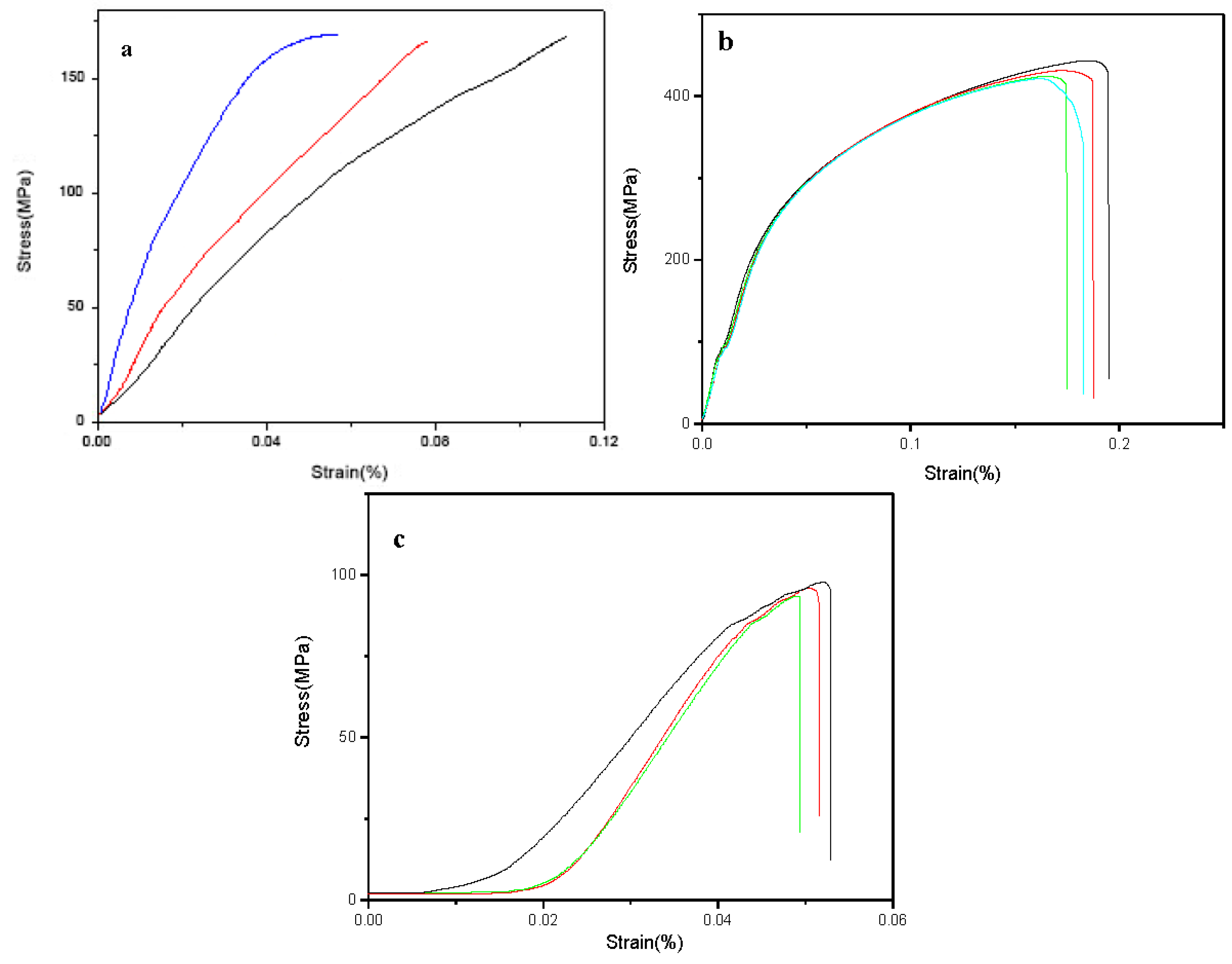
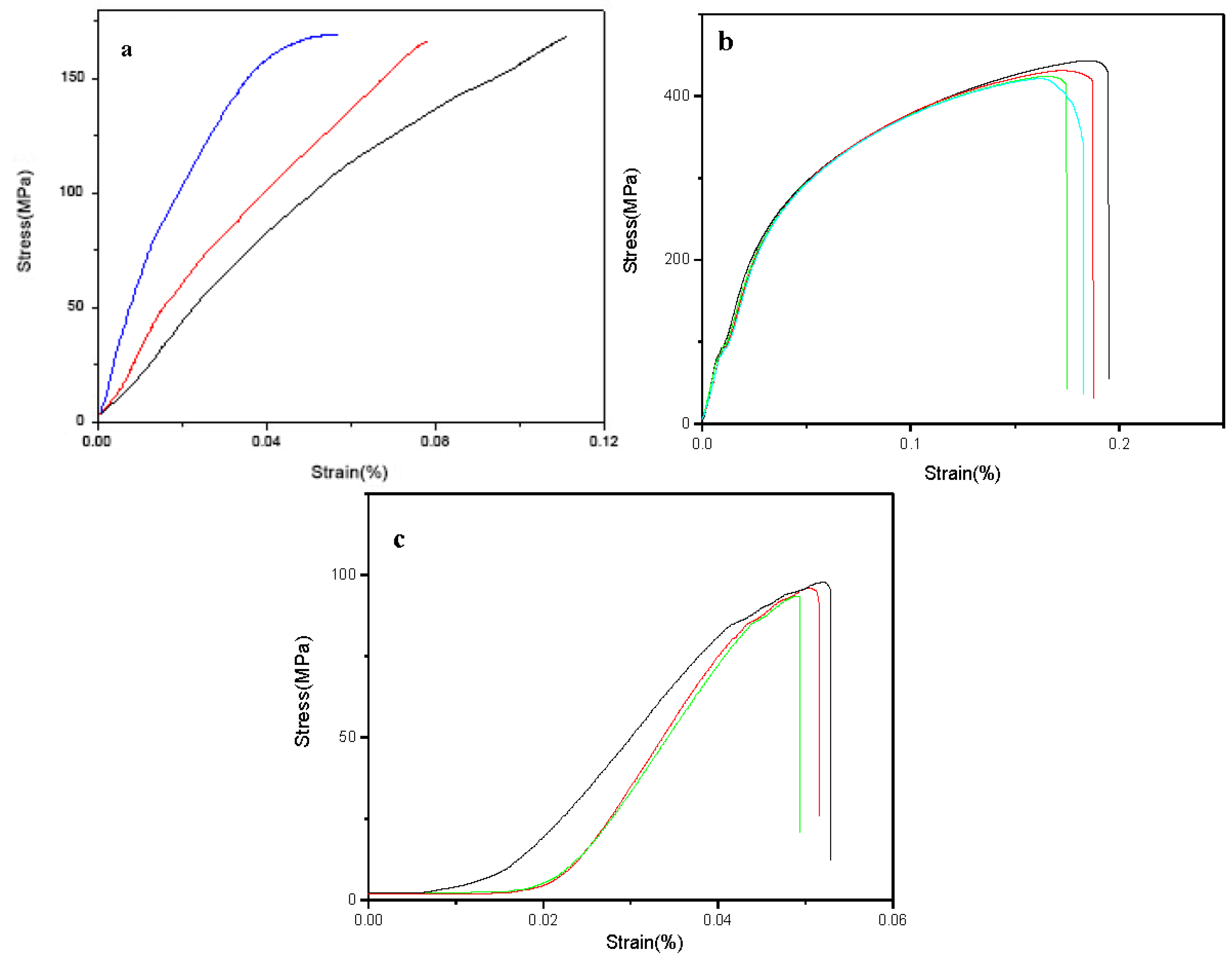
3.3. Mechanical Properties of Cu/Ti3SiC2/C/BN/GNPs Nanocomposites
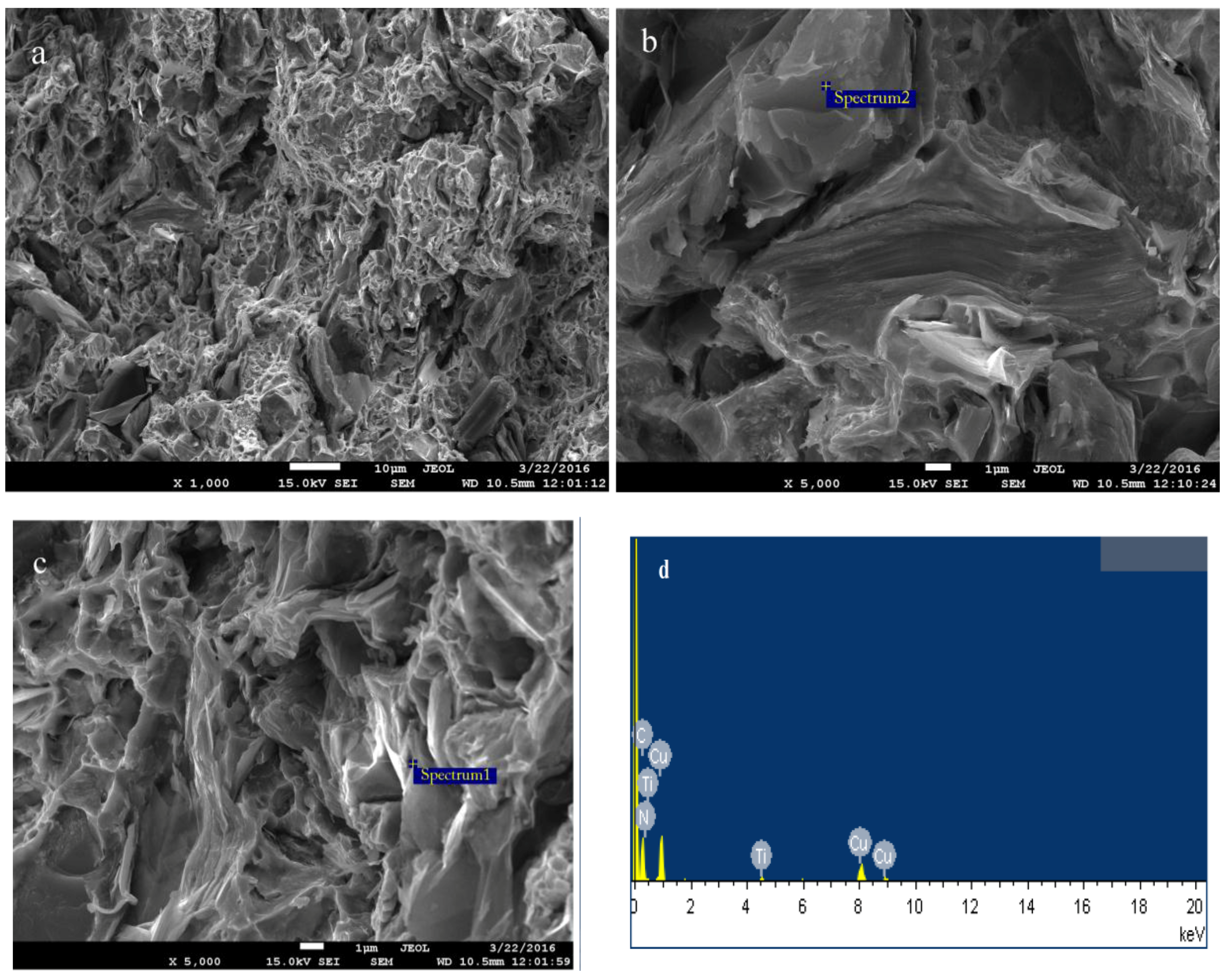
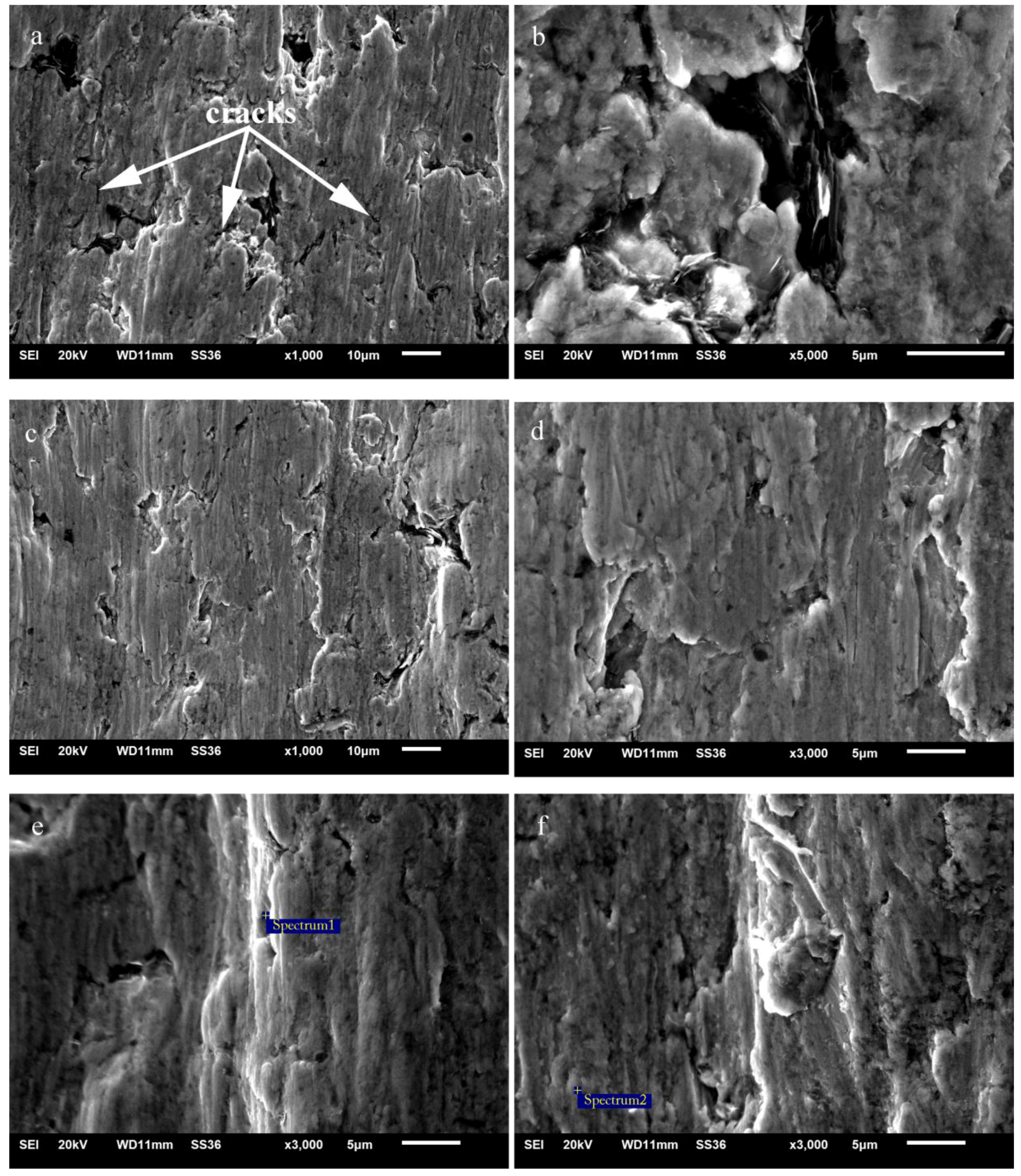
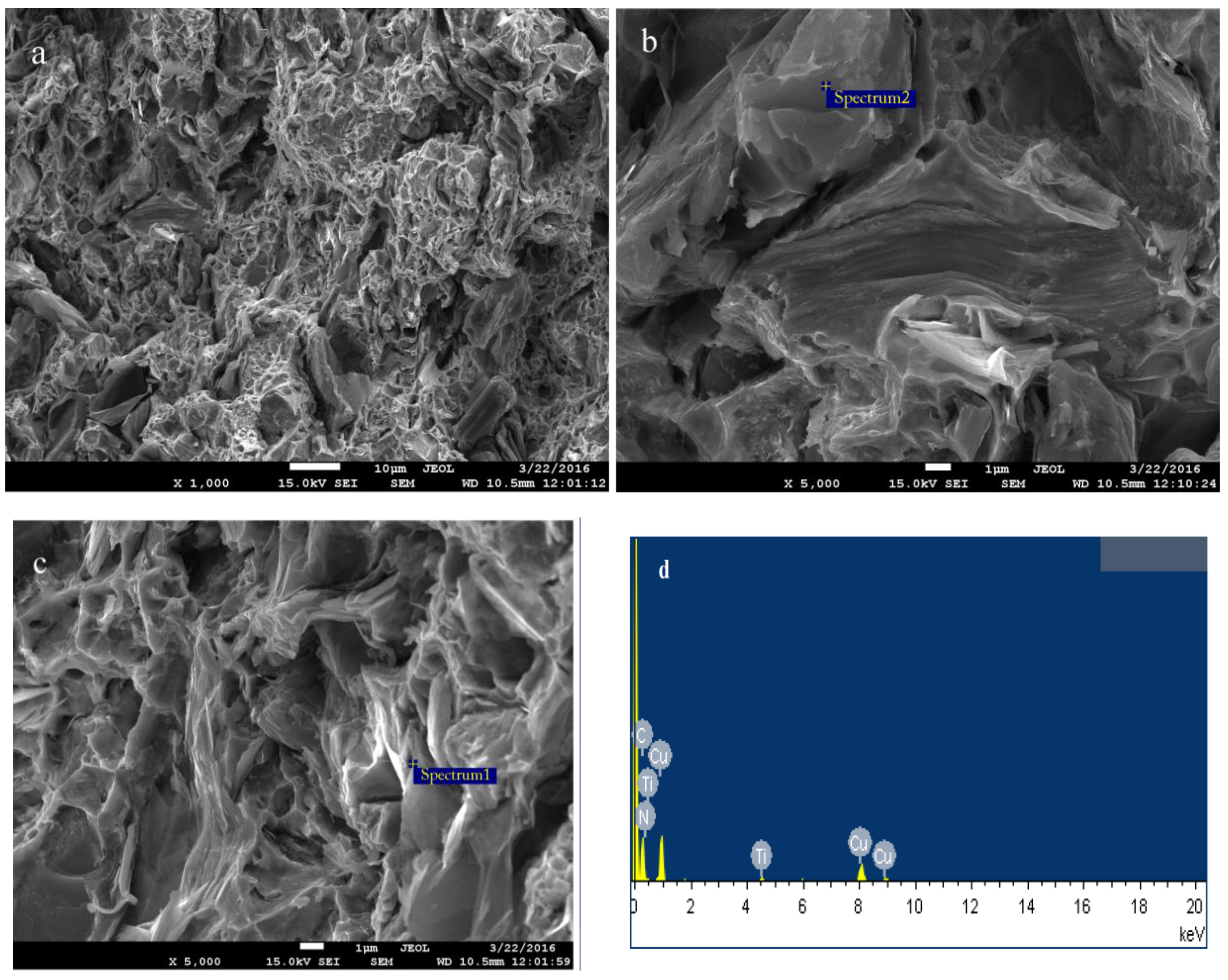
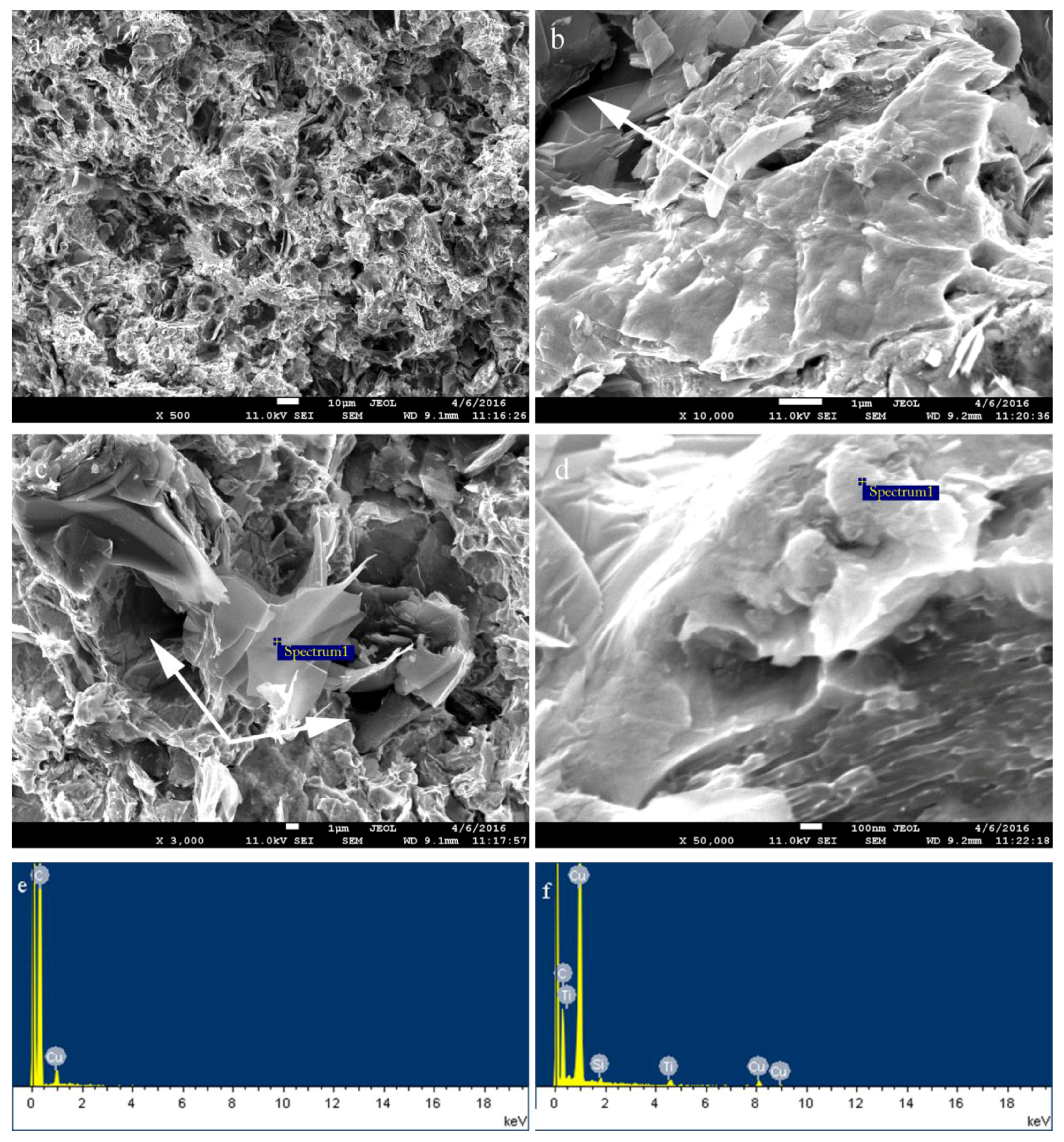
3.4. Fracture Mechanisms Analysis
3.5. Strengthening Mechanism Analysis of Cu/Ti3SiC2/C/BN/GNPs Nanocomposites
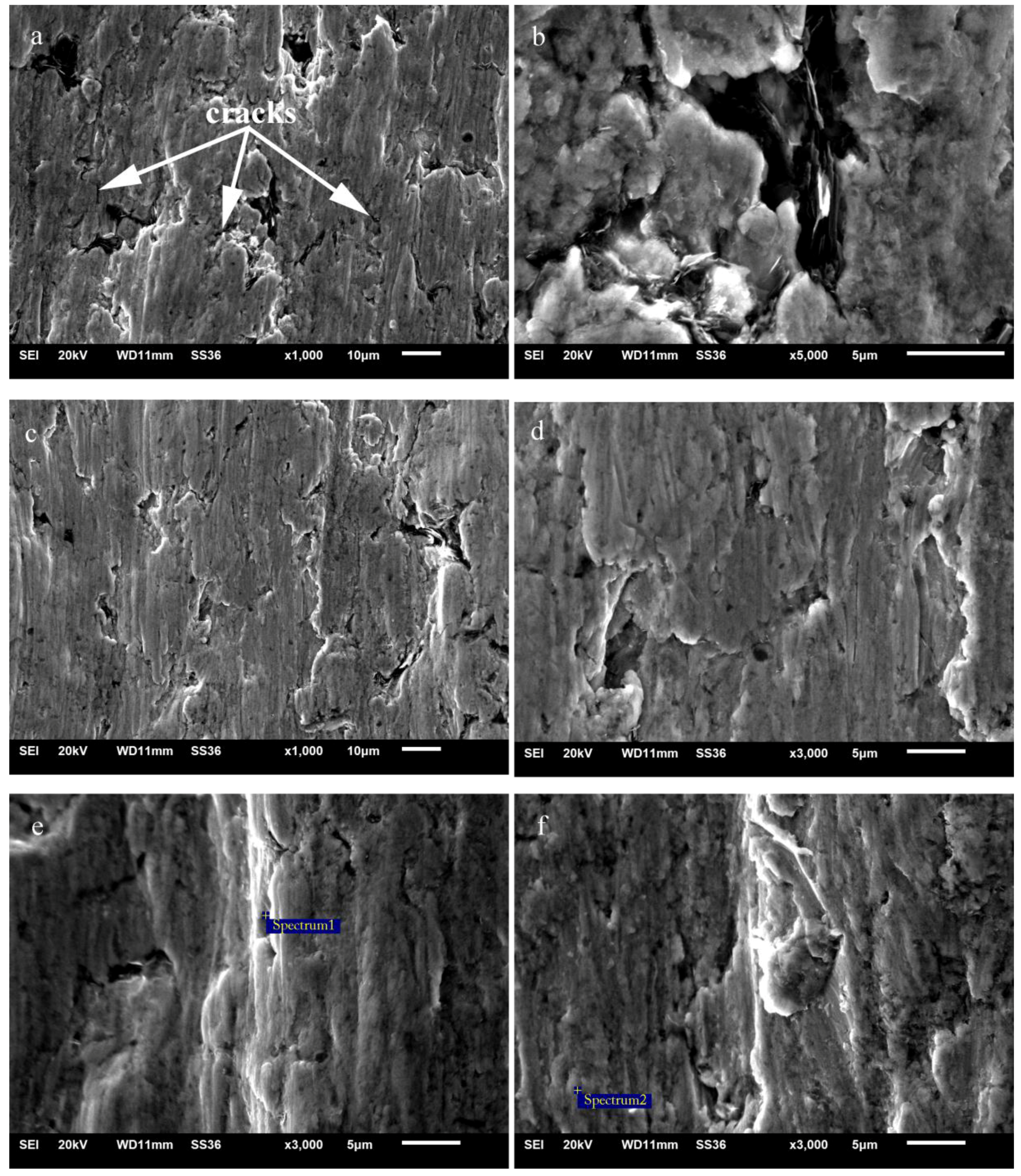
3.6. Tribological Properties and Wear Mechanisms Analysis
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Hirotaka, K.; Masahiro, T.; Yoshiro, I.; Kazuo, W.; Yoshinori, S. Wear and mechanical properties of sintered copper-tin composites containing graphite or molybdenum disulfide. Wear 2003, 255, 573–578. [Google Scholar]
- Gultekin, D.; Uysal, M.; Aslan, S.; Guler, M.O.; Akbulut, H. The effects of applied load on the coefficient of friction in Cu-MMC brake pad/Al-SiCp MMC brake disc system. Wear 2010, 270, 73–82. [Google Scholar] [CrossRef]
- Jarsolav, K.; Stefan, E.; Jozef, B.; L’ubomir, K. Effect of composition on friction coefficient of Cu-graphite composites. Wear 2008, 265, 417–421. [Google Scholar]
- Rajkumar, K.; Aravindan, S. Tribological behavior of microwave processed copper-nanographite composites. Tribol. Int. 2013, 57, 282–296. [Google Scholar] [CrossRef]
- Dhokey, N.B.; Thool, A.D.; Spapate, S.G.; Paretkar, R.K. Influence of operating parameters on dry sliding wear of copper-based SiC composites. J. Eng. Tribol. 2007, 221, 105–114. [Google Scholar] [CrossRef]
- Sundararajan, S.; Selwin, J.R. Investigation of microstructure, mechanical, and tribological properties of solid self-lubricating copper hybrid composites processed by solid-state mixing technique. Eng. Tribol. 2016, 230, 40–56. [Google Scholar] [CrossRef]
- Zhao, H.J.; Liu, L.; Wu, Y.T.; Hu, W.B. Investigation on wear and corrosion behavior of Cu-graphite composites prepared by electroforming. Compos. Sci. Technol. 2007, 67, 1210–1217. [Google Scholar] [CrossRef]
- Moustafa, S.F.; El-Badry, S.A.; Sanad, A.M.; Kieback, B. Friction and wear of copper-graphite composites made with Cu-coated and uncoated graphite powders. Wear 2002, 253, 699–710. [Google Scholar] [CrossRef]
- Li, J.F.; Zhang, L.; Xiao, J.K.; Zhou, K.C. Sliding wear behavior of copper-based composites reinforced with graphene nanosheets and graphite. Trans. Nonferr. Met. Soc. China 2015, 25, 3354–3362. [Google Scholar] [CrossRef]
- Chen, S.Y.; Li, X.R.; An, D.; Liang, J.; Liu, C.S. Preparation and wear performance of novel graphite/copper alloy-matrix self-lubricating composite materials. Adv. Mater. Res. 2014, 941, 284–287. [Google Scholar] [CrossRef]
- Larionova, T.; Koltsova, T.; Fadin, Y.; Tolochko, O. Friction and wear of copper-carbon nanofibers compact composites prepared by chemical vapor deposition. Wear 2014, 319, 118–122. [Google Scholar] [CrossRef]
- Afsaneh, D.M.; Emad, O.; Pradeep, L.M.; Pradeep, K.R. Mechanical and tribological properties of self-lubricating metal nanocomposites reinforced by carbon nanotubes (CNTs) and grapheme—A review. Compos. Part B 2015, 77, 402–420. [Google Scholar]
- Zhang, D.D.; Zhan, Z.J. Preparation of graphene nanoplatelets-copper composites by a modified semi-powder method and their mechanical properties. J. Alloy. Compd. 2016, 658, 663–671. [Google Scholar] [CrossRef]
- Cao, T.K.; Xiao, Z.J. Tribological Behaviors of Self-lubricating Coating Prepared by Electrospark Deposition. Tribol. Lett. 2012, 56, 231–237. [Google Scholar] [CrossRef]
- Chen, S.Y.; Bi, Y.N.; Zhang, H.L.; Liang, J.; Wellburn, D.; Liu, C.S. Effect of BN fraction on the mechanical and tribological properties of Cu alloy/BN self-lubricating sleeves. J. Compos. Mater. 2015, 49, 3715–3725. [Google Scholar] [CrossRef]
- Omayma, A.M.; Ahmed, A.O.; Emad, M.M.; Sheikh, M.E. Physico-mechanical and tribological properties of Cu/h-BN nanocomposites synthesized by PM route. J. Alloy. Compd. 2015, 625, 309–317. [Google Scholar]
- Chen, B.M.; Bi, Q.L.; Yang, J.; Xia, Y.Q.; Hao, J.C. Tribological properties of solid lubricants (graphite, h-BN) for Cu-based P/M friction composites. Trib. Int. 2008, 41, 1145–1152. [Google Scholar] [CrossRef]
- Zhou, Y.; Chen, B.; Wang, X.; Yan, C. Mechanical properties of Ti3SiC2 particulate reinforced copper prepared by hot pressing of copper coated Ti3SiC2 and copper powder. Mater. Sci. Technol. 2004, 20, 661–665. [Google Scholar] [CrossRef]
- Chu, K.; Jia, C. Enhanced strength in bulk Graphene-copper composites. Phys. Status Solidi A 2014, 211, 184–190. [Google Scholar] [CrossRef]
- Jiang, X.S.; Liu, W.X.; Li, J.R.; Shao, Z.Y.; Zhu, D.G. Microstructures and mechanical properties of Cu/Ti3SiC2/C/MWCNTscomposites prepared by vacuum hot-pressing sintering. J. Alloy. Compd. 2015, 618, 700–706. [Google Scholar]
- Lu, Q.; He, G.Q.; Yang, Y.; Fan, K.L.; Zhao, X.G. Friction and Wear Property of a New Cu-based Cu/Ti3SiC2/C composite. Chin. J. Mater. Res. 2015, 29, 216–220. [Google Scholar]
- Geim, A.K.; Novoselov, K.S. The Rise of Graphene. Nat. Mater. 2007, 6, 183–191. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Zhou, Y.C. Ti3SiC2 dispersion-strengthened copper: A new dispersion-strengthened copper alloy. Acta Metall. Sin. 2000, 36, 662–666. [Google Scholar]
- Gorny, G.; Raczka, M.; Stobierski, L.; Rozniatowski, K.; Rutkowski, P. Ceramic composite Ti3SiC2-TiB2-Microstructure and mechanical properties. Mater. Charact. 2009, 60, 1168–1174. [Google Scholar] [CrossRef]
- Zhang, J.D.; Li, C.J.; Zhu, X.K.; Li, G. Effect of Severe Plastic Deformation (SPD) on the Mechanical Properties of Pure Cu. Yunnan Metall. 2007, 36, 56–68. [Google Scholar]
- Larionova, T. Copper-based Composite Materials Reinforced with Carbon Nanostructures. Mater. Sci. 2015, 21, 364–368. [Google Scholar] [CrossRef]
- Youbin, K.; Jinsup, L.; Min, S.Y. Strengthening effect of single-atomic-layer graphene in metal-graphene nanolayered composites. Nat. Commun. 2013, 4, 1–7. [Google Scholar]
- Kim, W.J.; Lee, T.J.; Han, S.H. Multi-layer graphene/copper composites: Preparation using high-ratio differential speed rolling, microstructure and mechanical properties. Carbon 2014, 69, 55–65. [Google Scholar] [CrossRef]
- Prashantha, H.G.; Anthony, X.M. Graphene Reinforced Metal Matrix Composite (GRMMC): A Review. Procedia Eng. 2014, 97, 1033–1040. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Density (g/cm3) | Granularity (Mesh) | Purity (wt. %) | Remarks |
|---|---|---|---|---|
| GNPs | 2.25 | >99.8 | Less than 10 layers | |
| h-BN | 2.1 | μm | ≥99.99 | |
| Graphite | 2.2 | 200 | ||
| Ti3SiC2 | 4.53 | 300 | ||
| Copper | 8.89 | 250 | ≥99.99 | Electrolytic copper powder |
| Materials | Rotational Speed (rpm) | Load (N) | Friction Time (min) | Wear Loss (g) | Friction Coefficient |
|---|---|---|---|---|---|
| Cu/Ti3SiC2/C/BN/GNPs nanocomposites | 50 | 500 | 15.16 | 0.00794 | 0.26175 |
| 100 | 450 | 7.58 | 0.01382 | 0.24725 | |
| 150 | 400 | 5.05 | 0.01342 | 0.21950 | |
| 200 | 350 | 3.79 | 0.01283 | 0.22925 | |
| Copper | 50 | 350 | 15.16 | 0.02158 | 0.384 |
| 100 | 400 | 7.58 | 0.02712 | 0.349 | |
| 150 | 450 | 5.05 | 0.24645 | 0.447 | |
| 200 | 500 | 3.79 | 0.07638 | 0.38 |
| Spectrum | Element | Weight/wt. % | Atomic/at. % |
|---|---|---|---|
| 1 | C | 24.41 | 62.22 |
| N | 0.29 | 0.64 | |
| Si | 1.19 | 1.30 | |
| Ti | 0.80 | 0.51 | |
| Cu | 73.32 | 35.33 | |
| 2 | C | 18.12 | 51.06 |
| O | 2.70 | 5.71 | |
| Si | 1.39 | 1.68 | |
| Ti | 0.69 | 0.49 | |
| Cu | 77.09 | 41.06 | |
| Total | 100.00 | - | |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shao, Z.; Sun, Y.; Liu, W.; Zhang, X.; Jiang, X. Effects of Multi-Phase Reinforcements on Microstructures, Mechanical and Tribological Properties of Cu/Ti3SiC2/C/BN/GNPs Nanocomposites Sintered by Vacuum Hot-Pressing and Hot Isostatic Pressing. Metals 2016, 6, 324. https://doi.org/10.3390/met6120324
Shao Z, Sun Y, Liu W, Zhang X, Jiang X. Effects of Multi-Phase Reinforcements on Microstructures, Mechanical and Tribological Properties of Cu/Ti3SiC2/C/BN/GNPs Nanocomposites Sintered by Vacuum Hot-Pressing and Hot Isostatic Pressing. Metals. 2016; 6(12):324. https://doi.org/10.3390/met6120324
Chicago/Turabian StyleShao, Zhenyi, Yue Sun, Wanxia Liu, Xueqiao Zhang, and Xiaosong Jiang. 2016. "Effects of Multi-Phase Reinforcements on Microstructures, Mechanical and Tribological Properties of Cu/Ti3SiC2/C/BN/GNPs Nanocomposites Sintered by Vacuum Hot-Pressing and Hot Isostatic Pressing" Metals 6, no. 12: 324. https://doi.org/10.3390/met6120324