
Effect of Controlled Cooling on Microstructure and Tensile Properties of Low C Nb-Ti-Containing HSLA Steel for Construction

 ,
,
Abstract
:1. Introduction
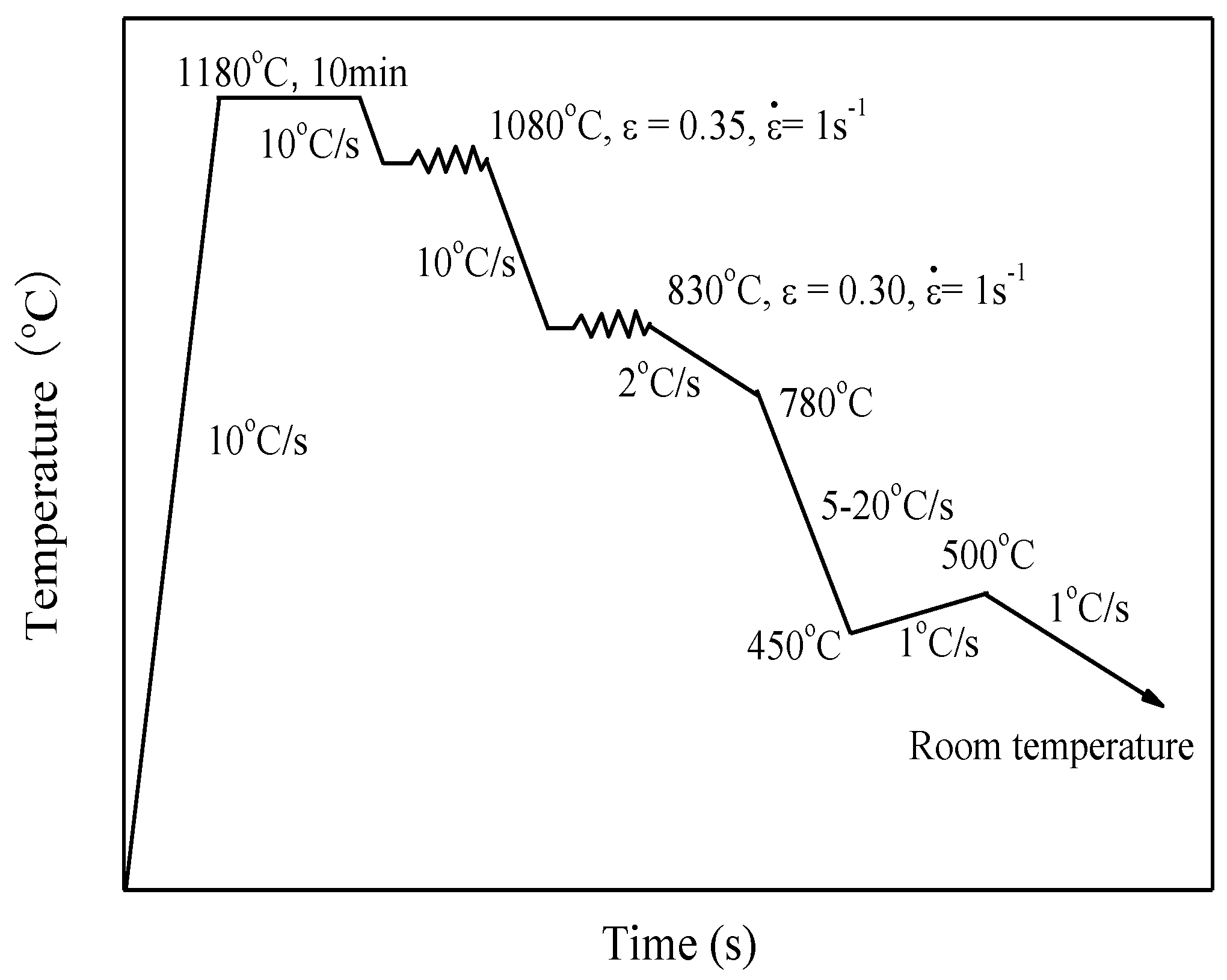
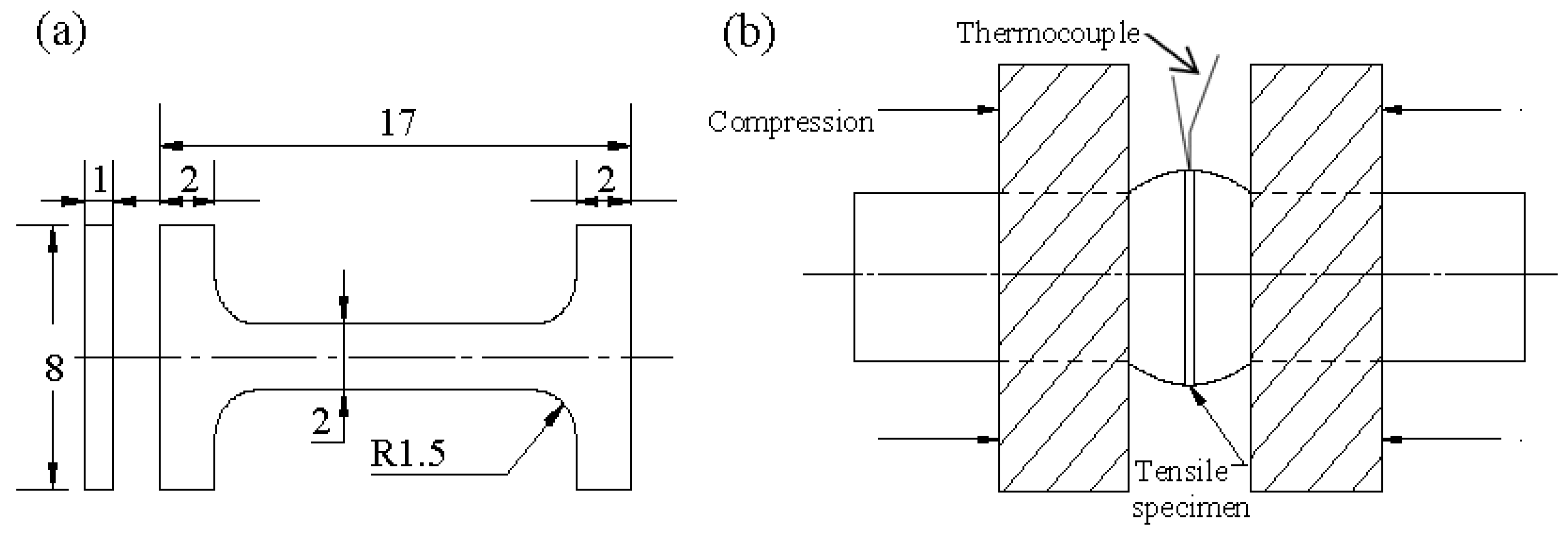
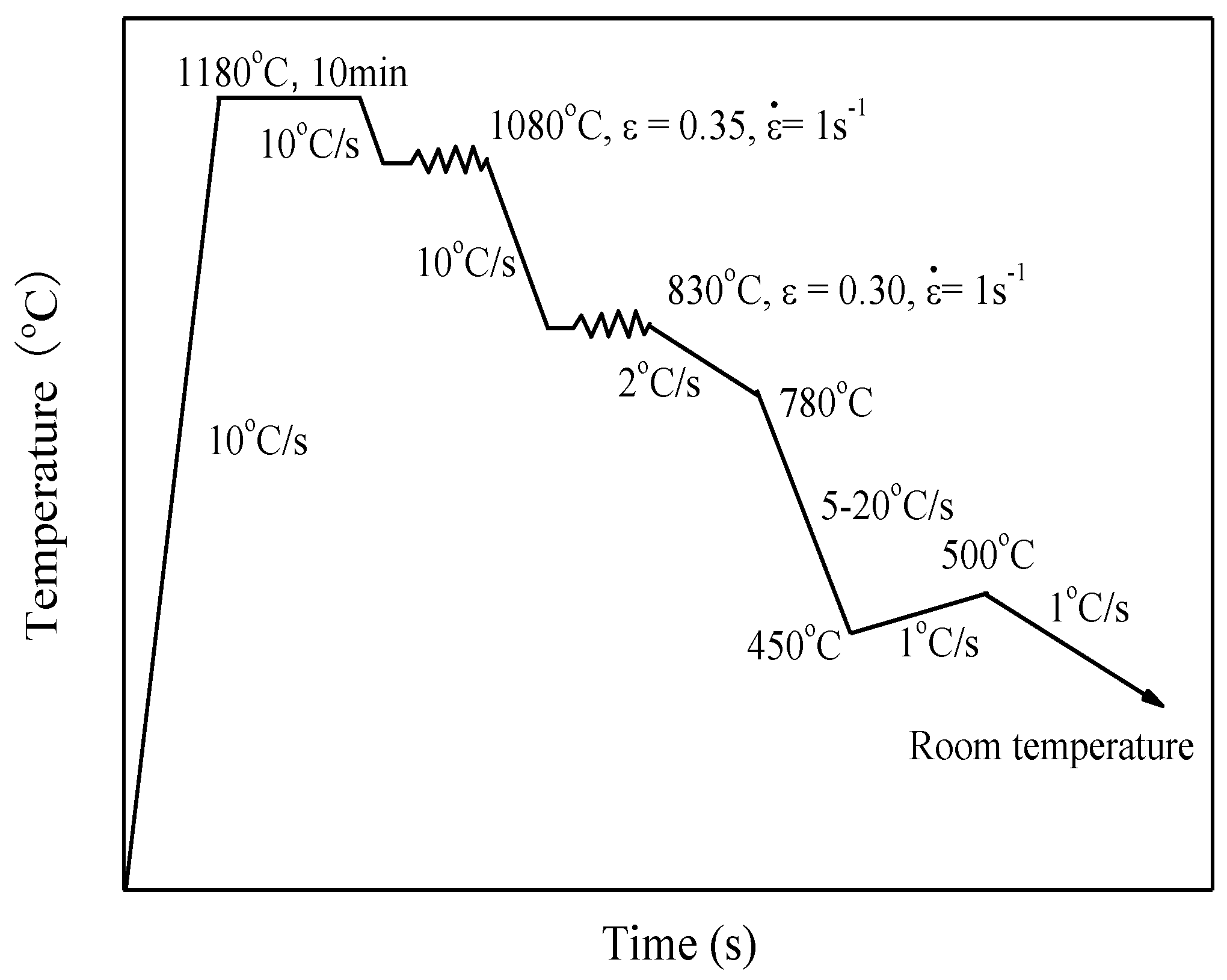
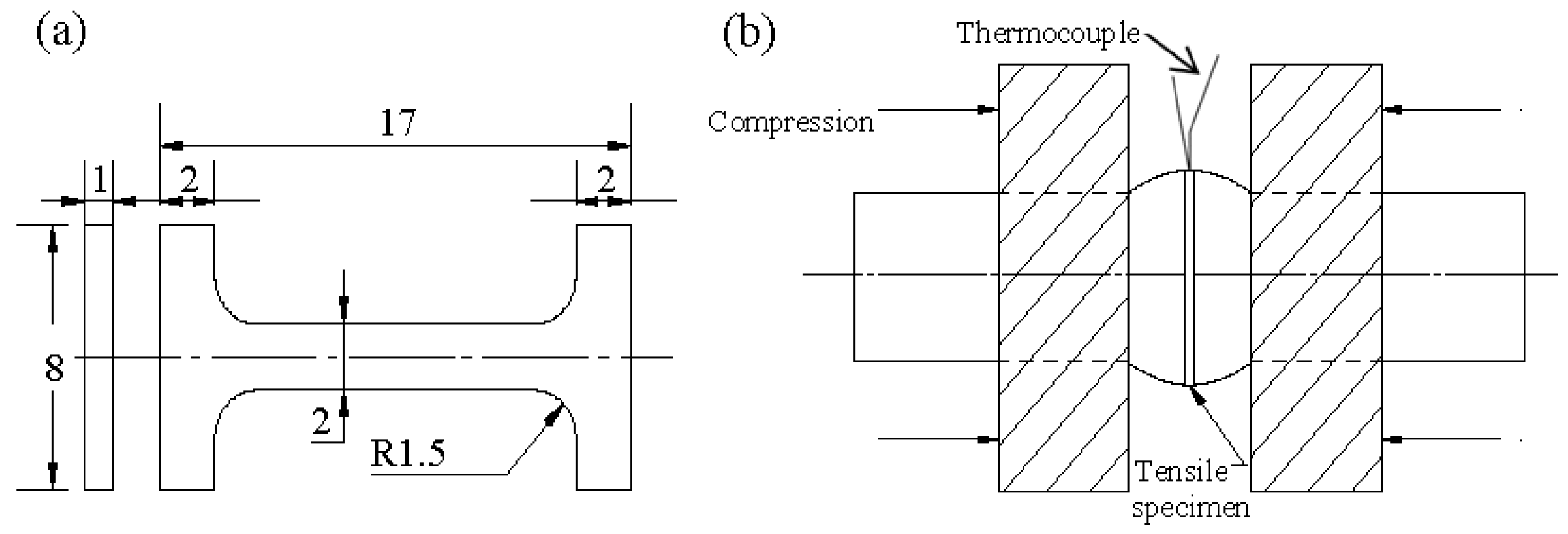
2. Experimental Materials and Methods
3. Results
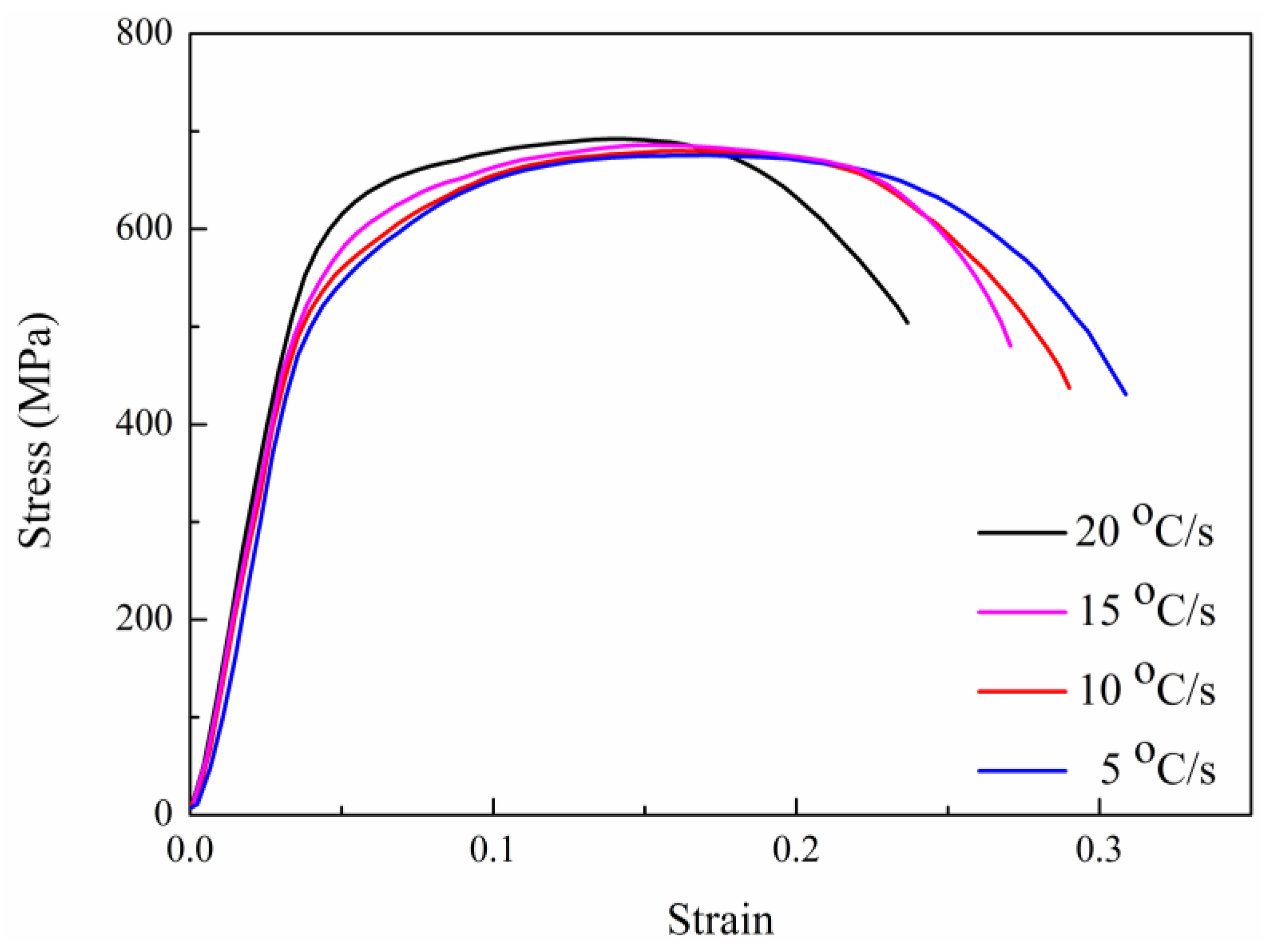
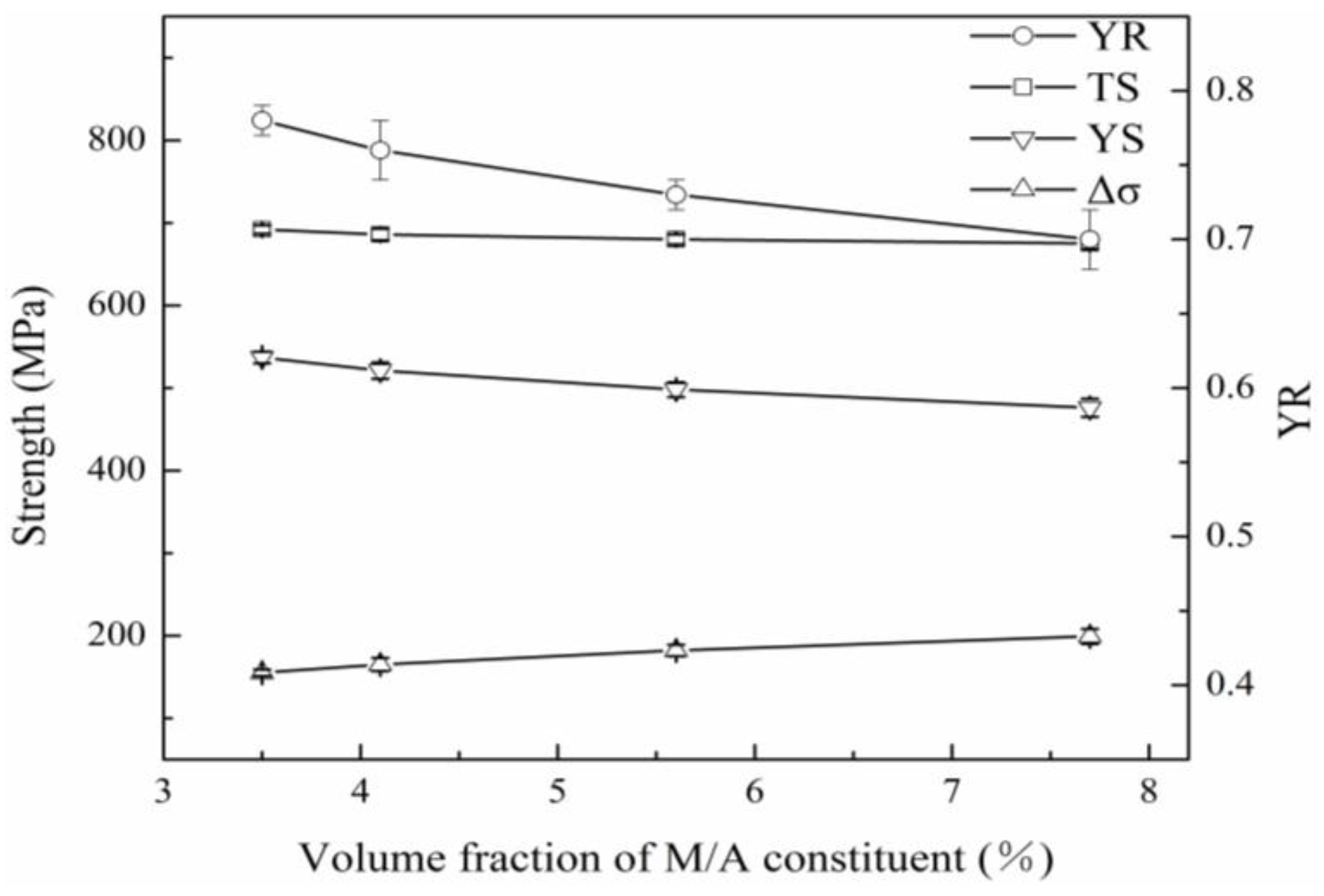
3.1. Tensile Properties
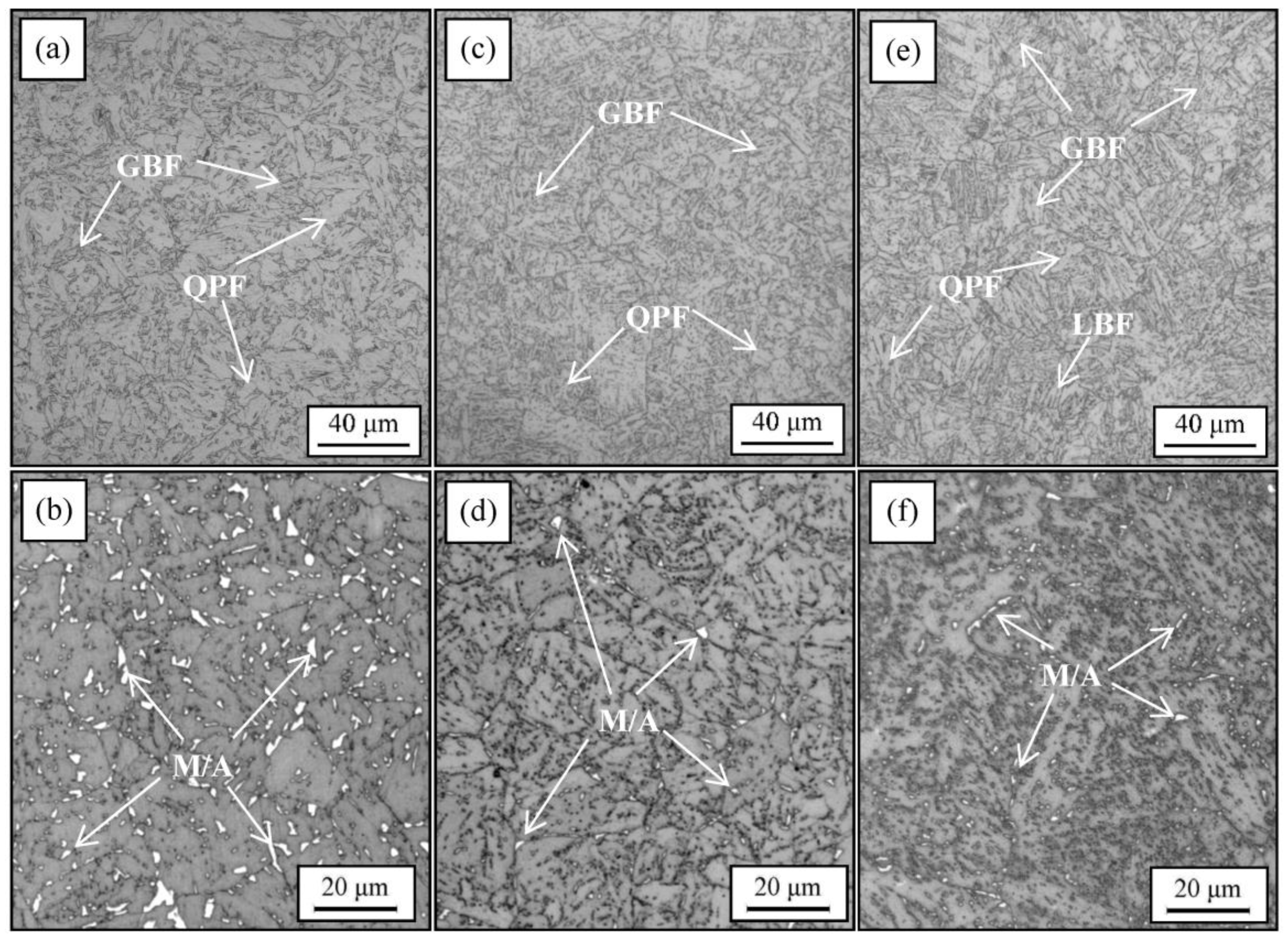
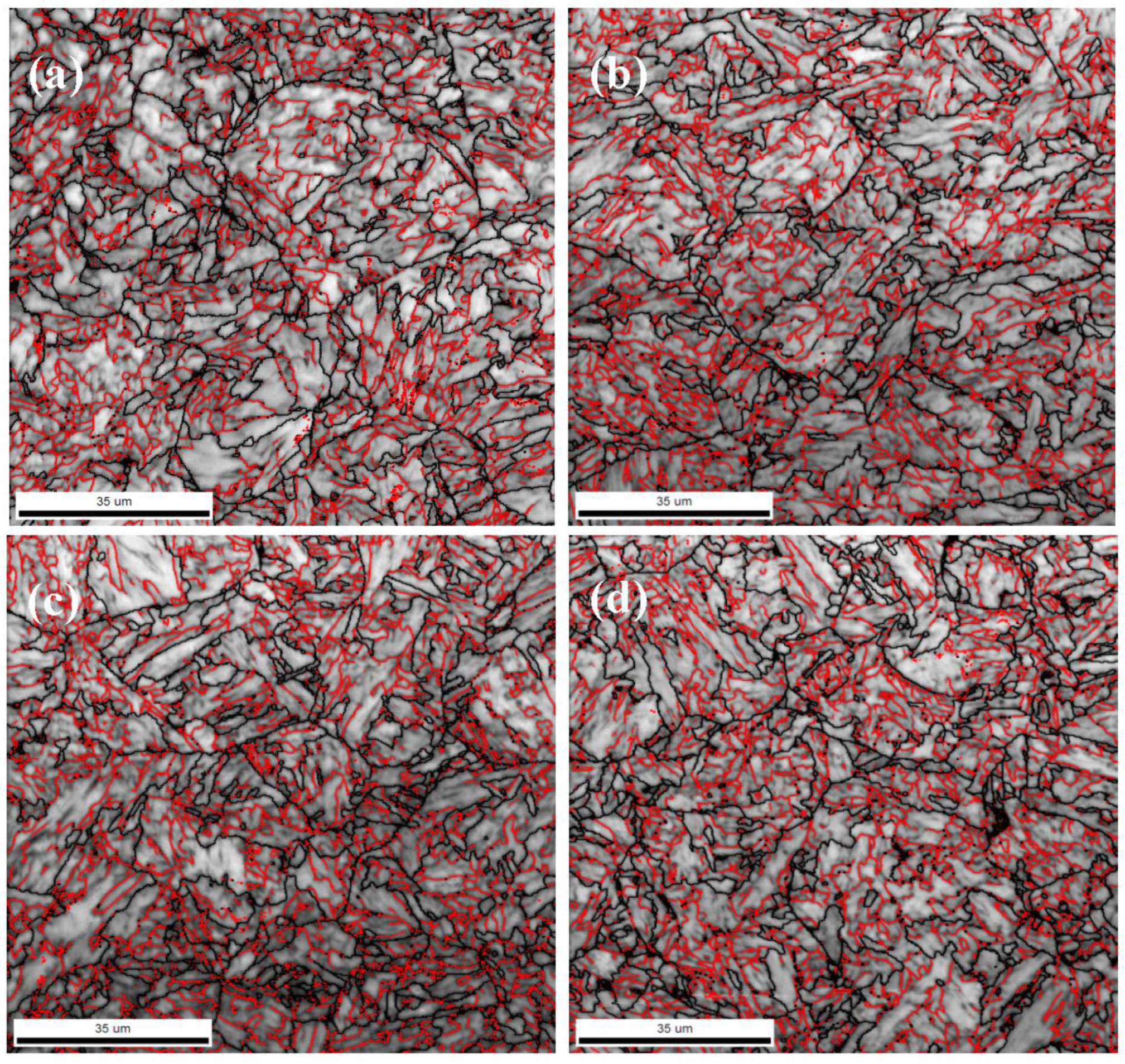
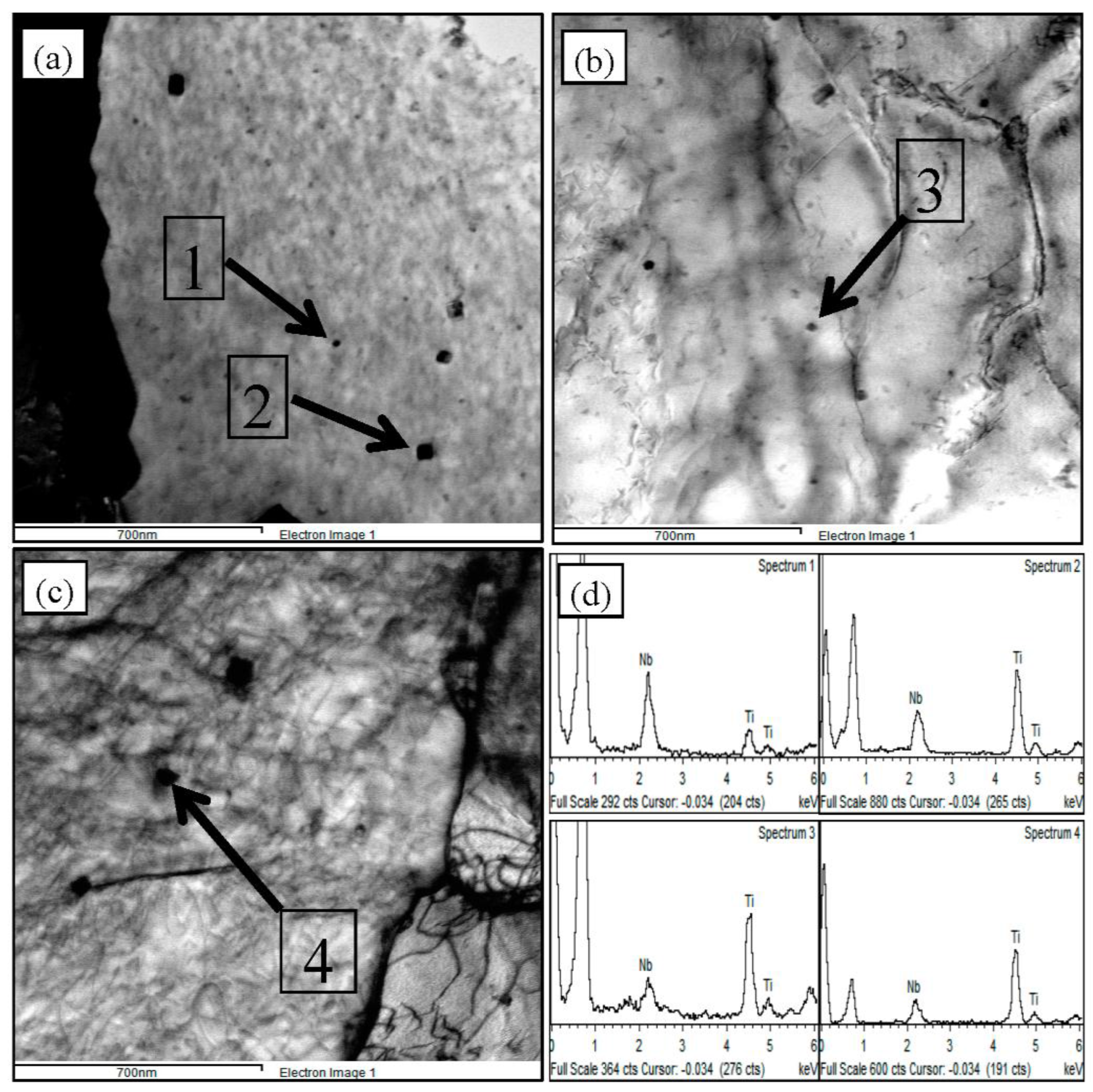
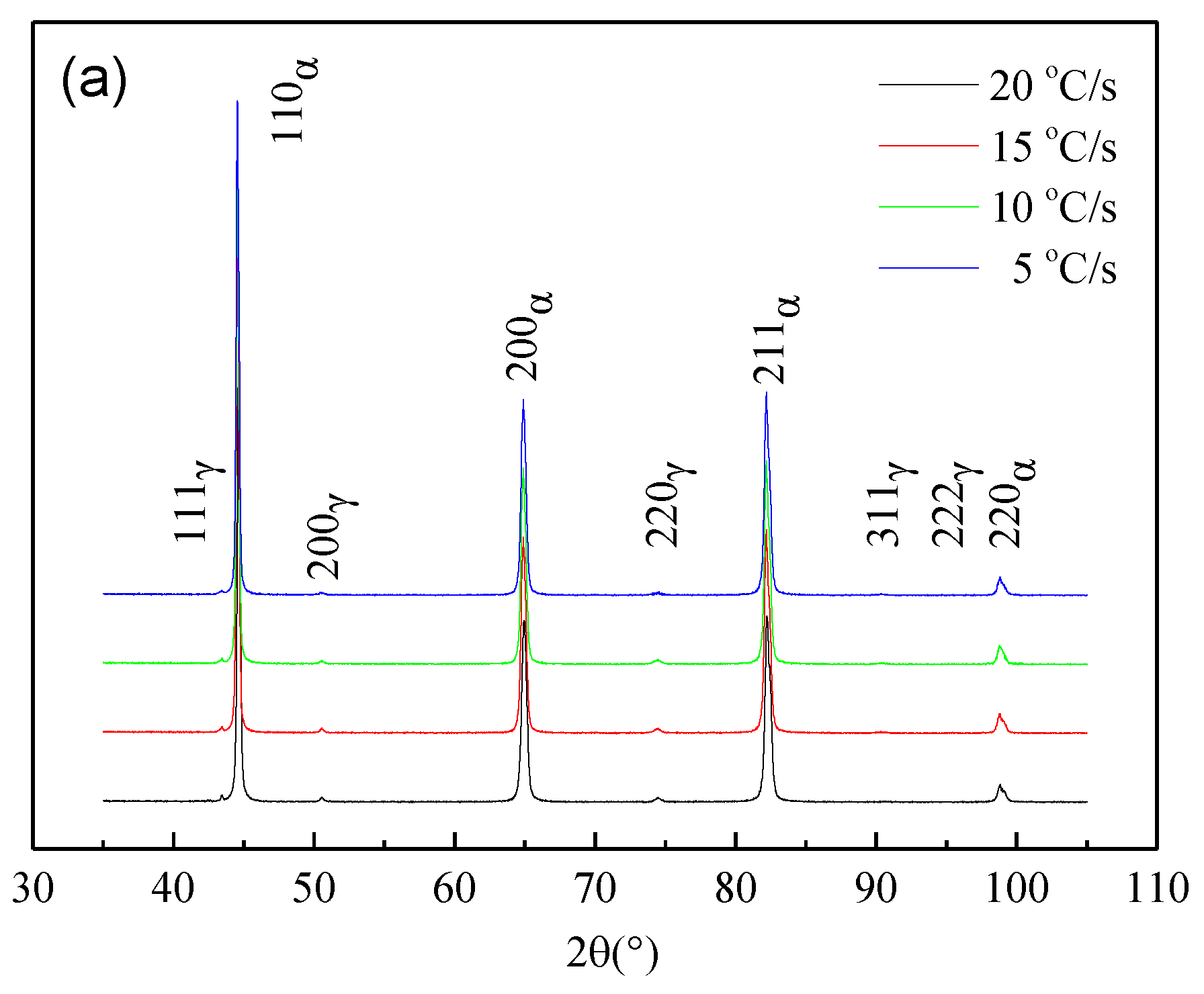
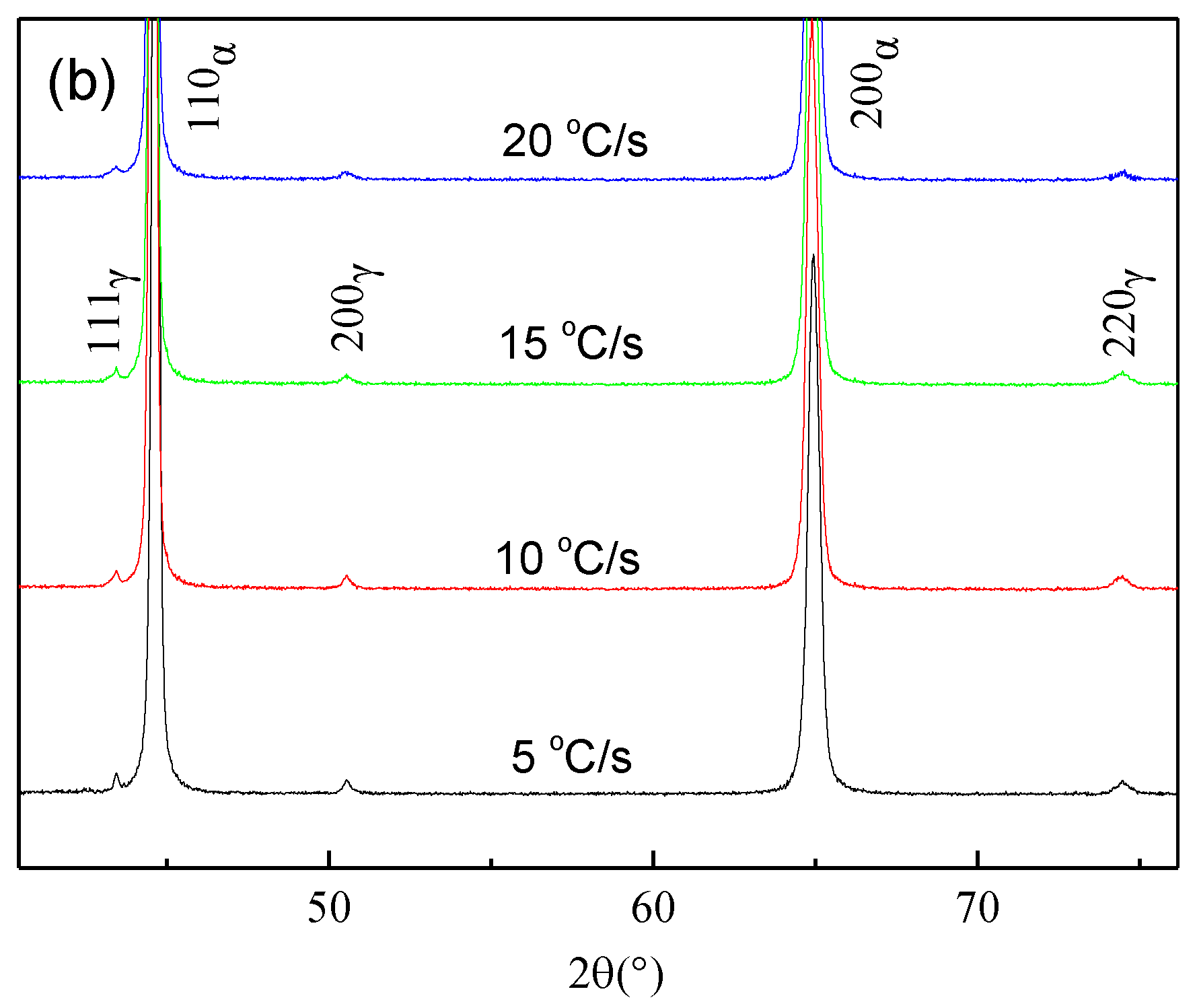
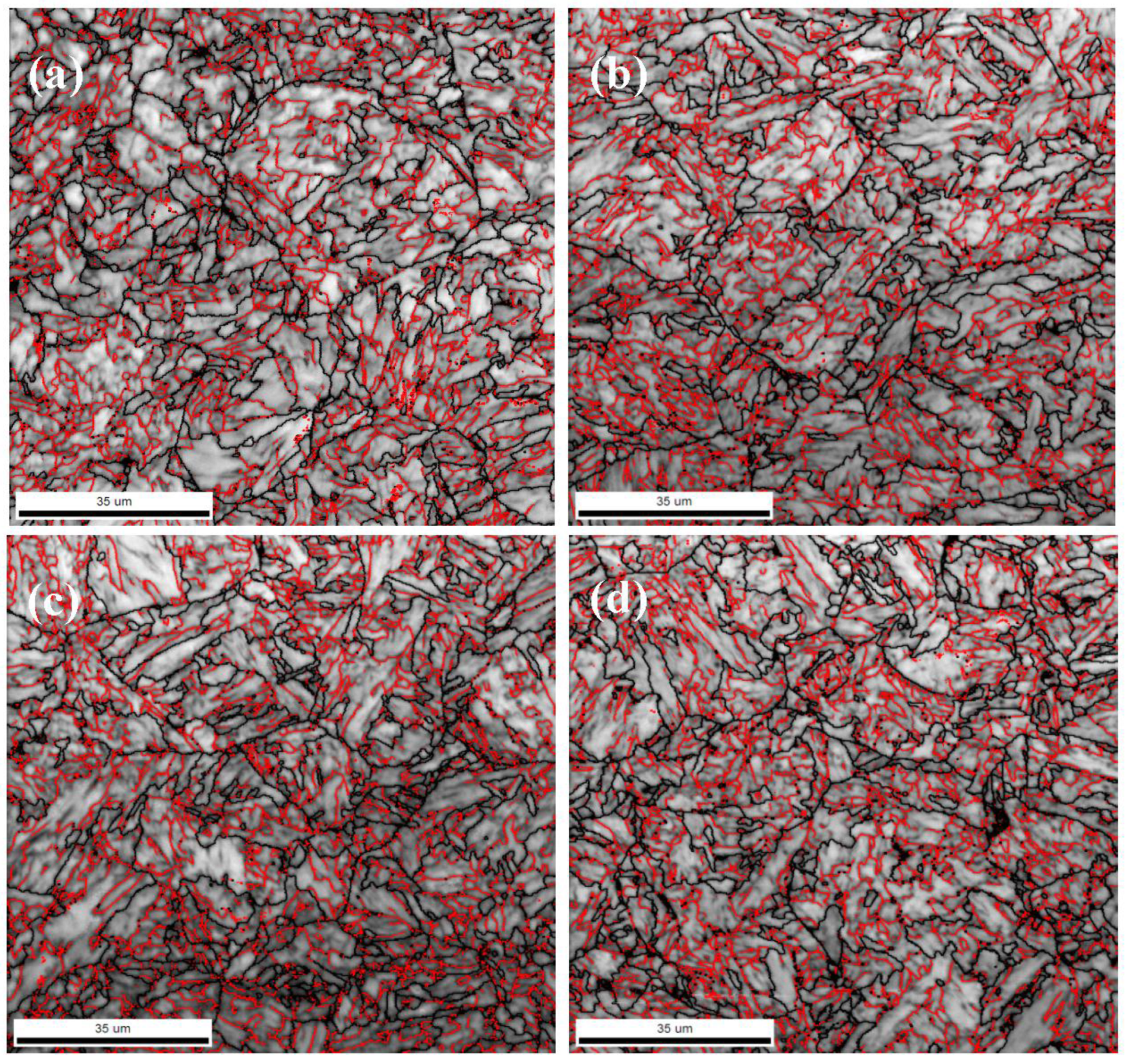
3.2. Microstructure
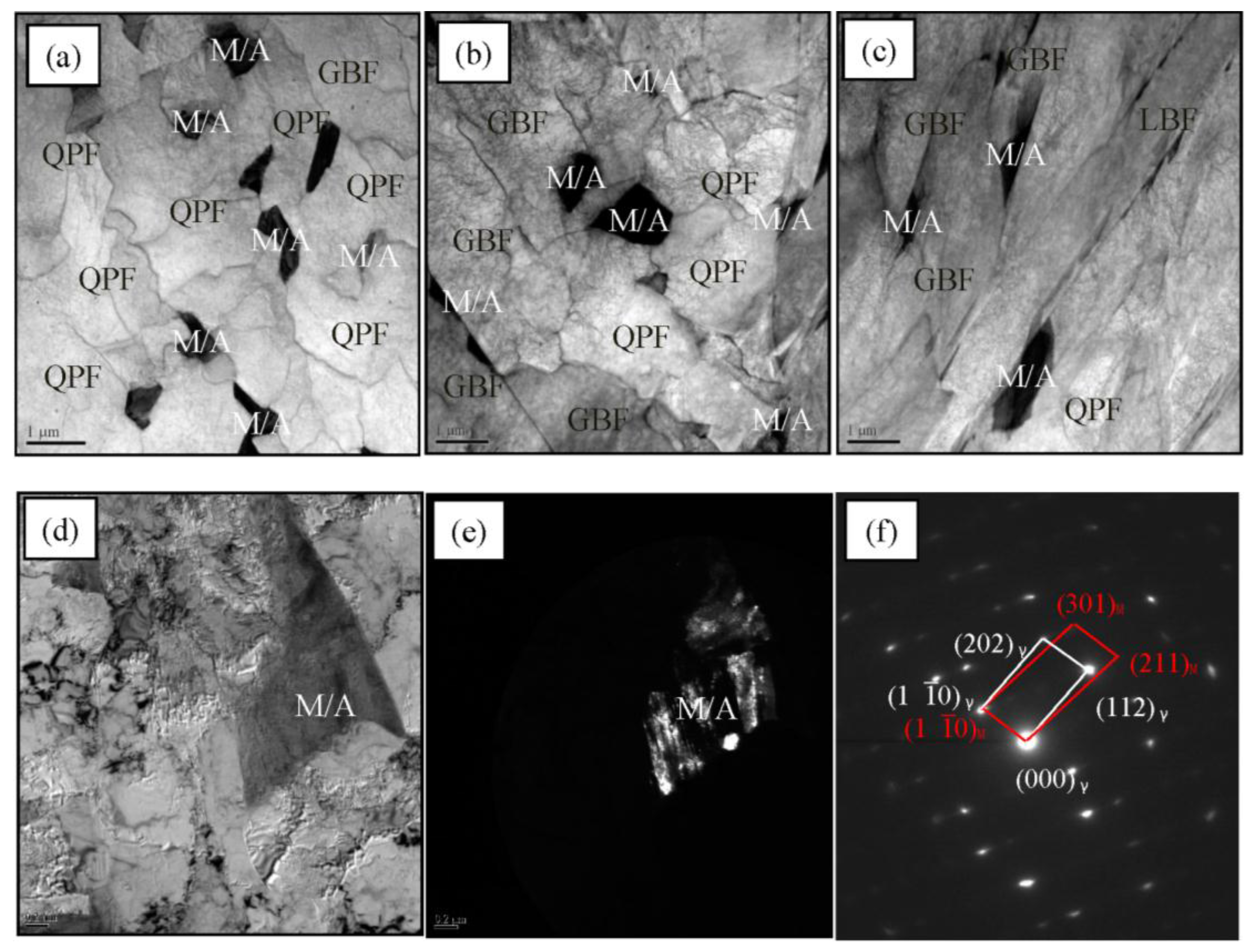
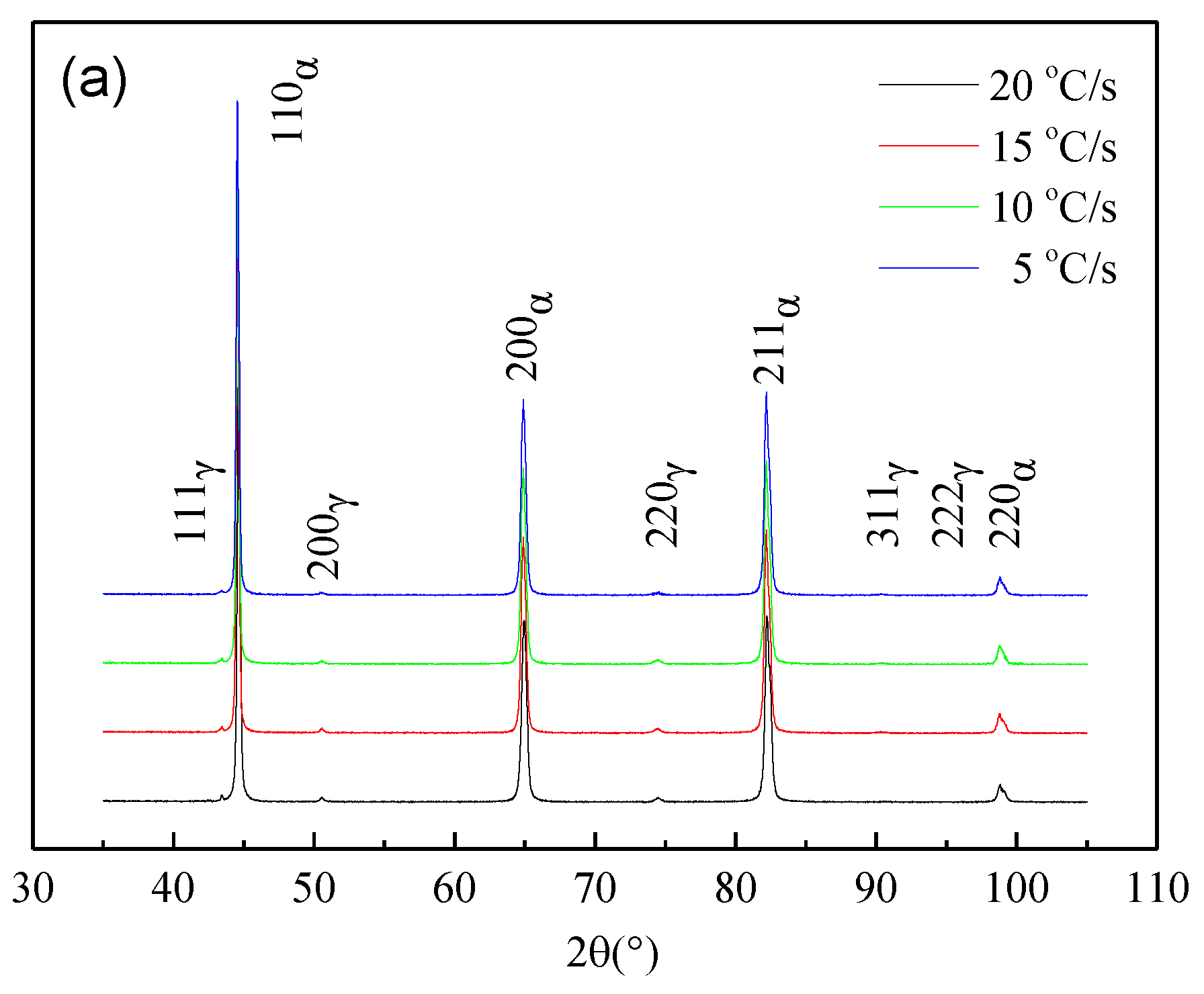
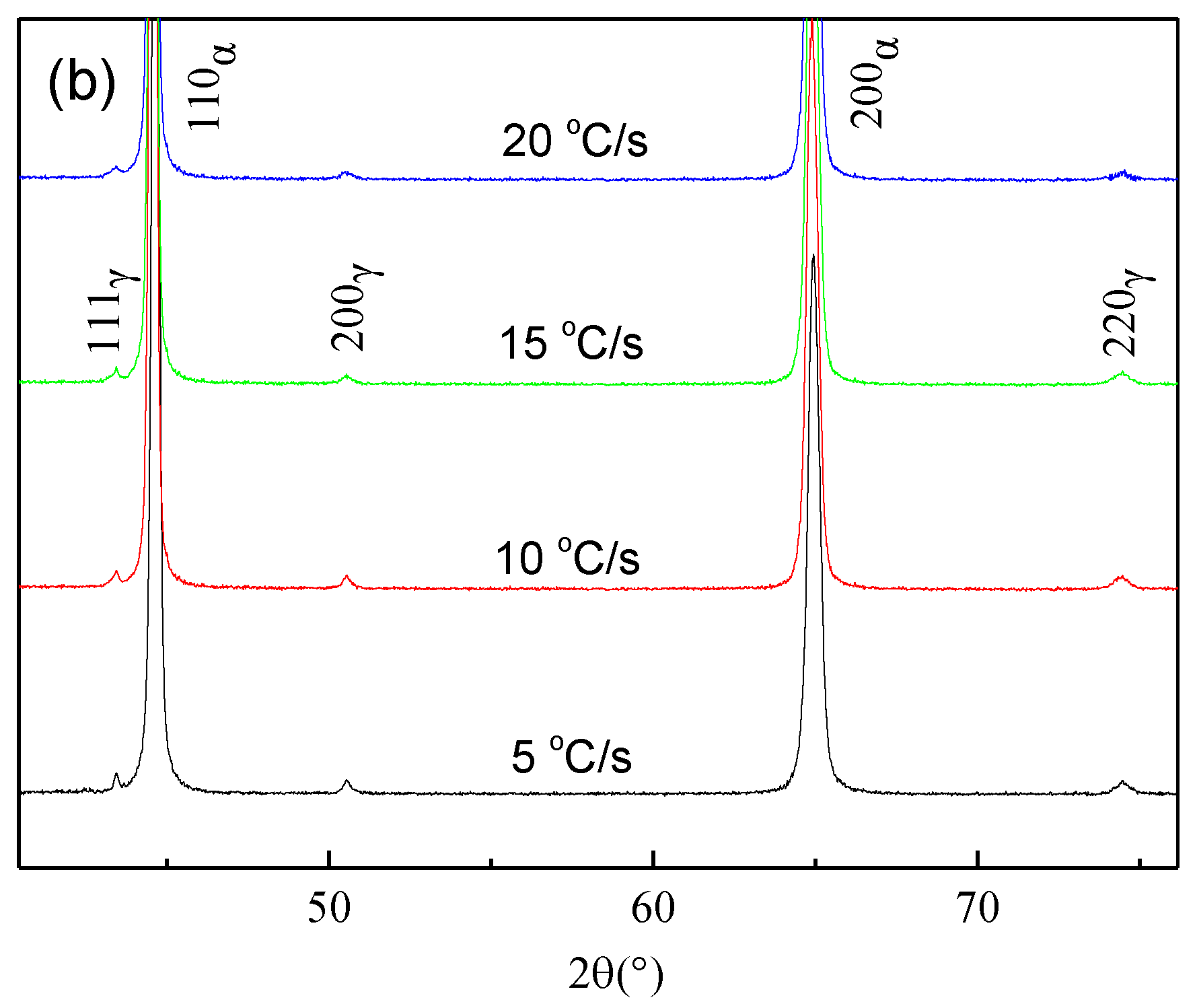
Multiphase Microstructure Observations
4. Discussion
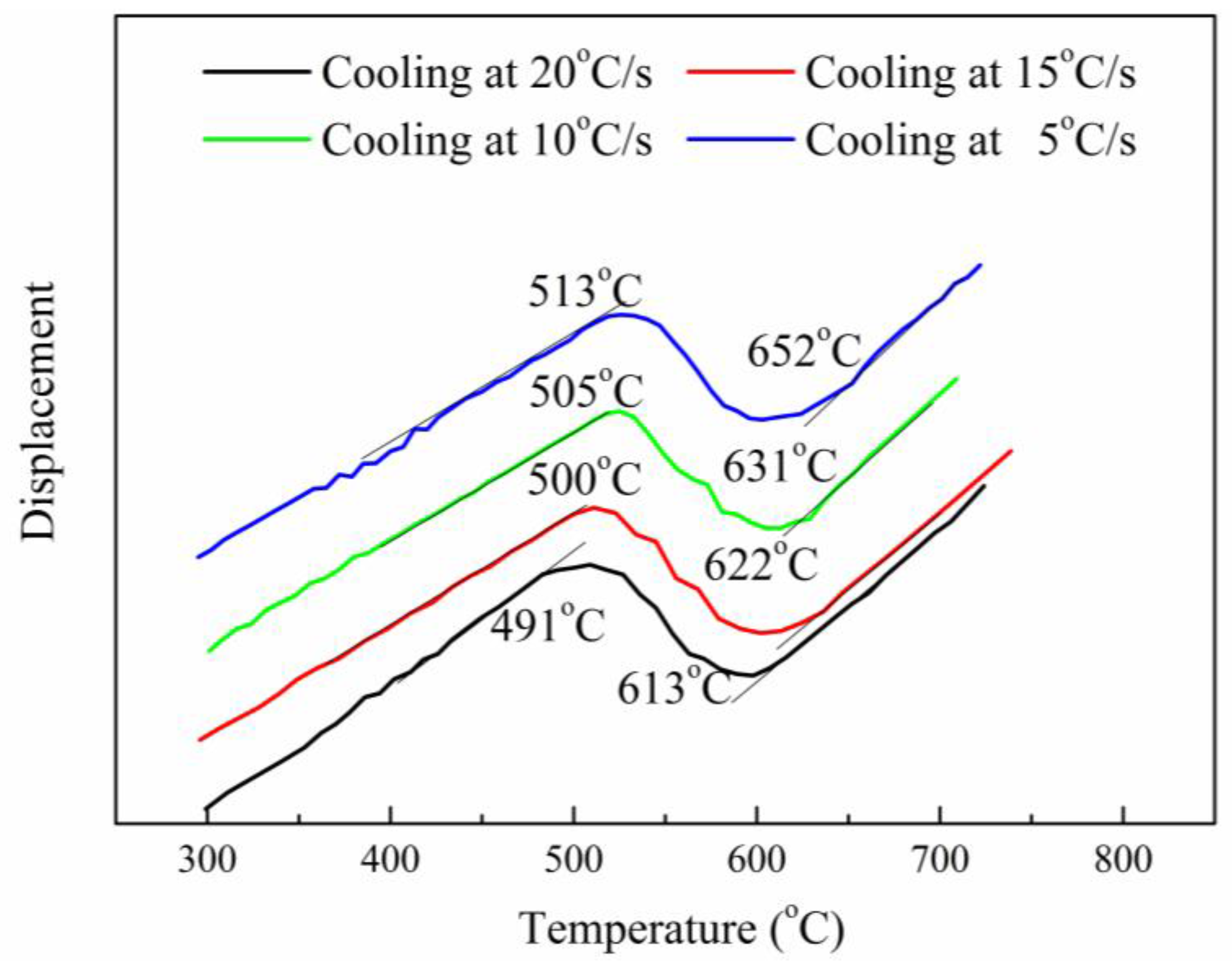
4.1. Effect of Cooling Rate on the Microstructure
4.1.1. Effect of Cooling Rate on the QPF + GBF
4.1.2. Effect of Cooling Rate on the M/A Constituent
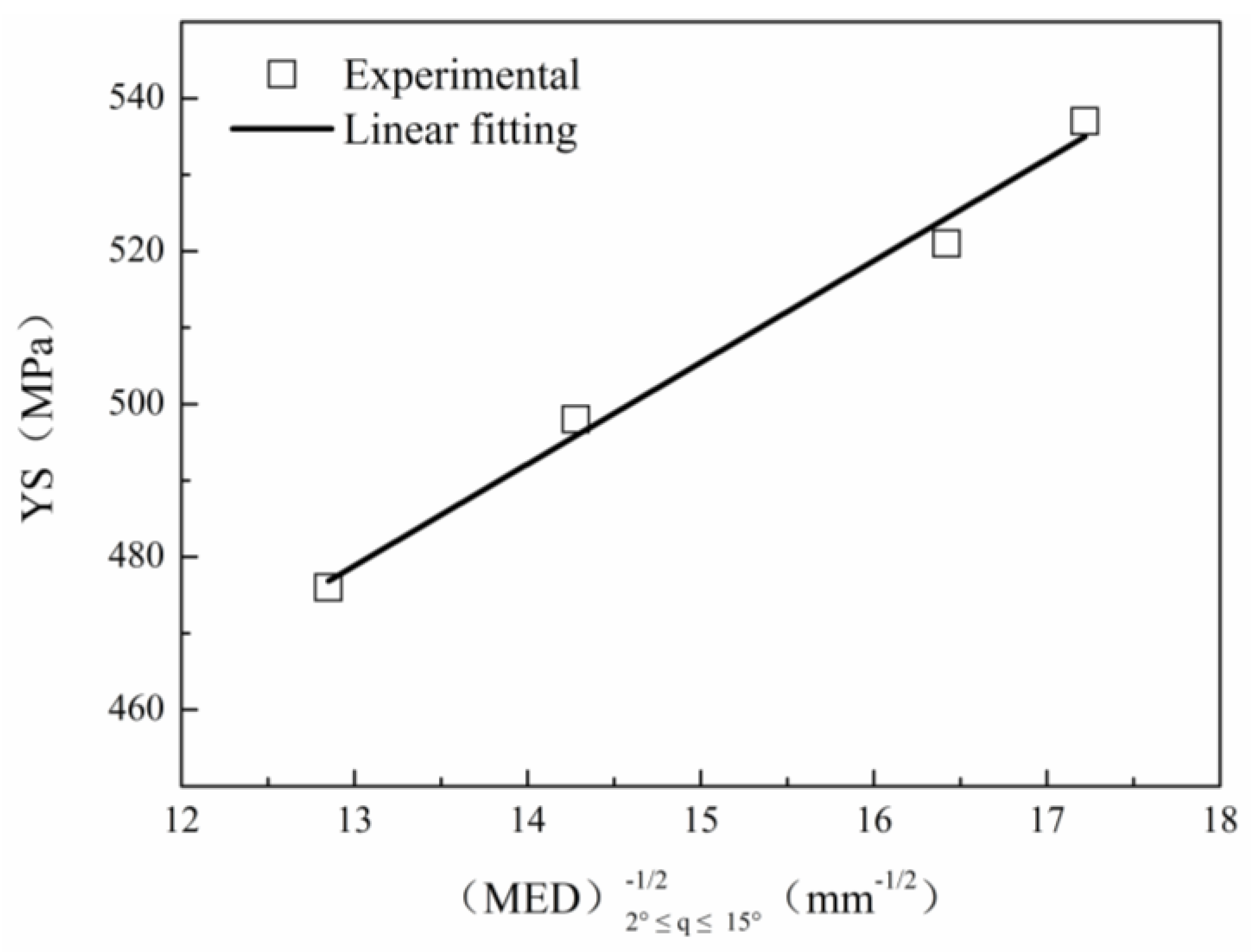
4.2. Effect of Cooling Rate on the YS
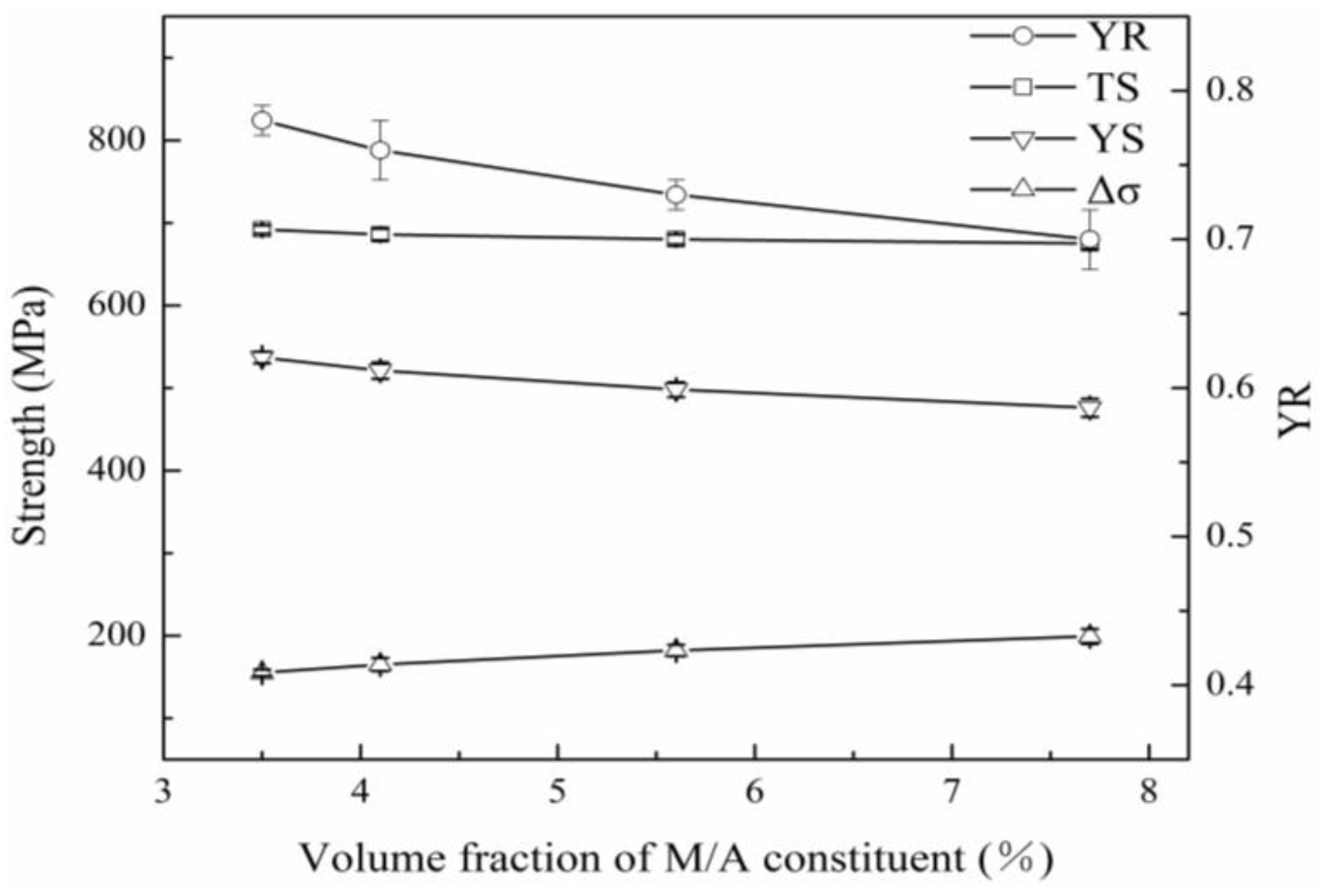
4.3. Effect of Cooling Rate on the TS and YR
5. Conclusions
- (1)
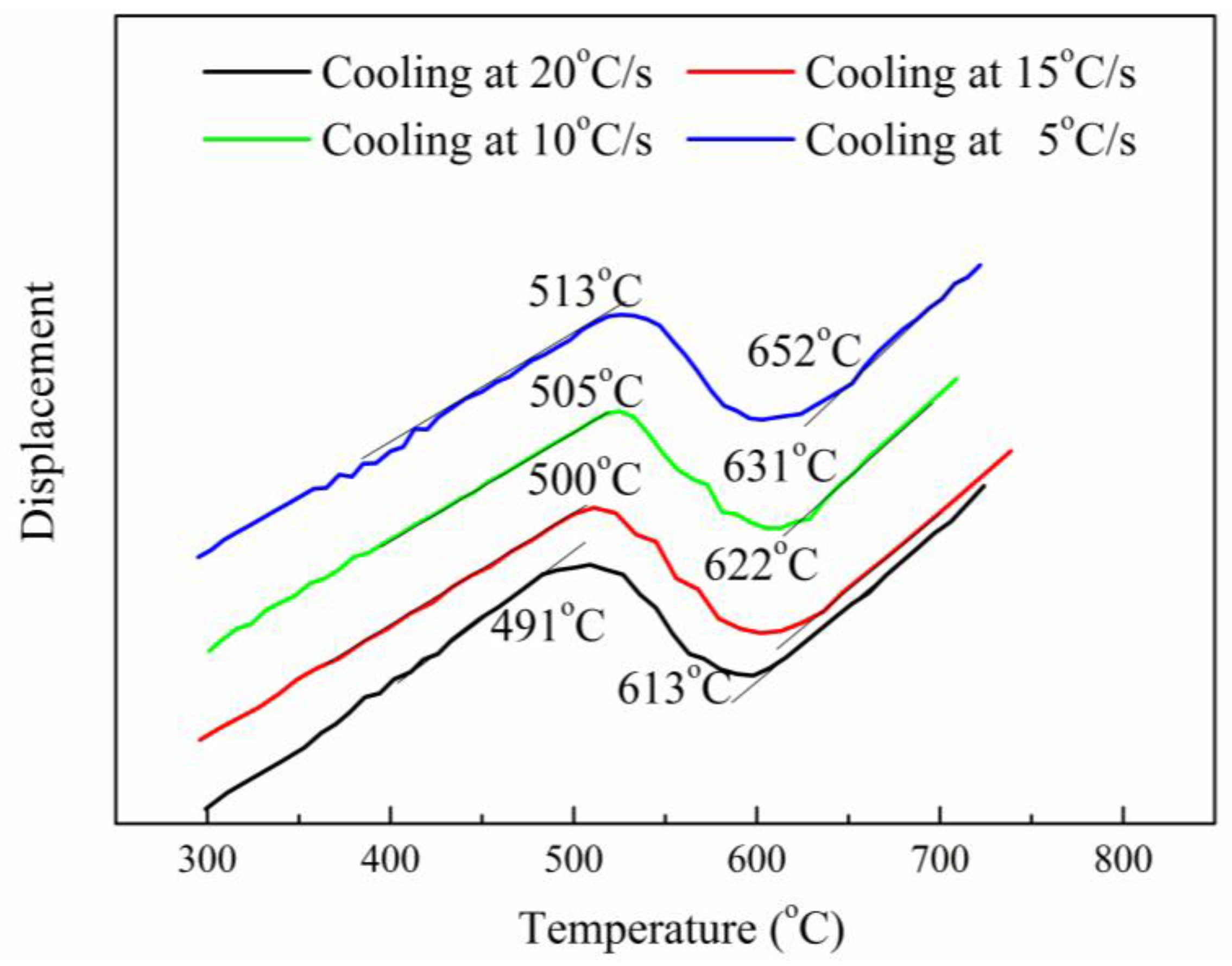
- The microstructure consisting of QPF + GBF + M/A constituent forms in samples with varied cooling rate of 5–20 °C/s. The Ar3 decreased with increasing cooling rate, resulting in increasing GBF, and decreasing QPF and M/A constituents.
- (2)
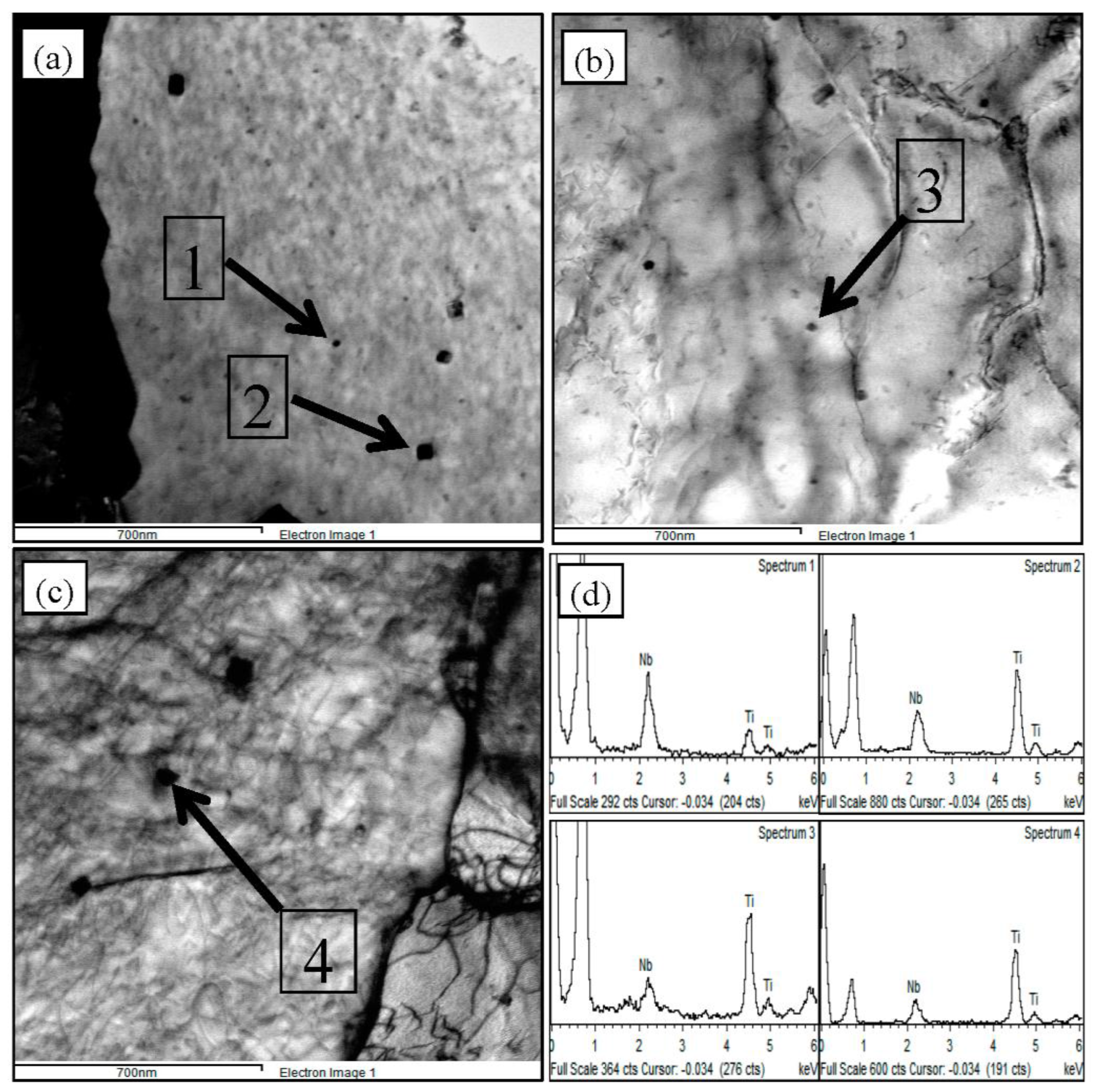
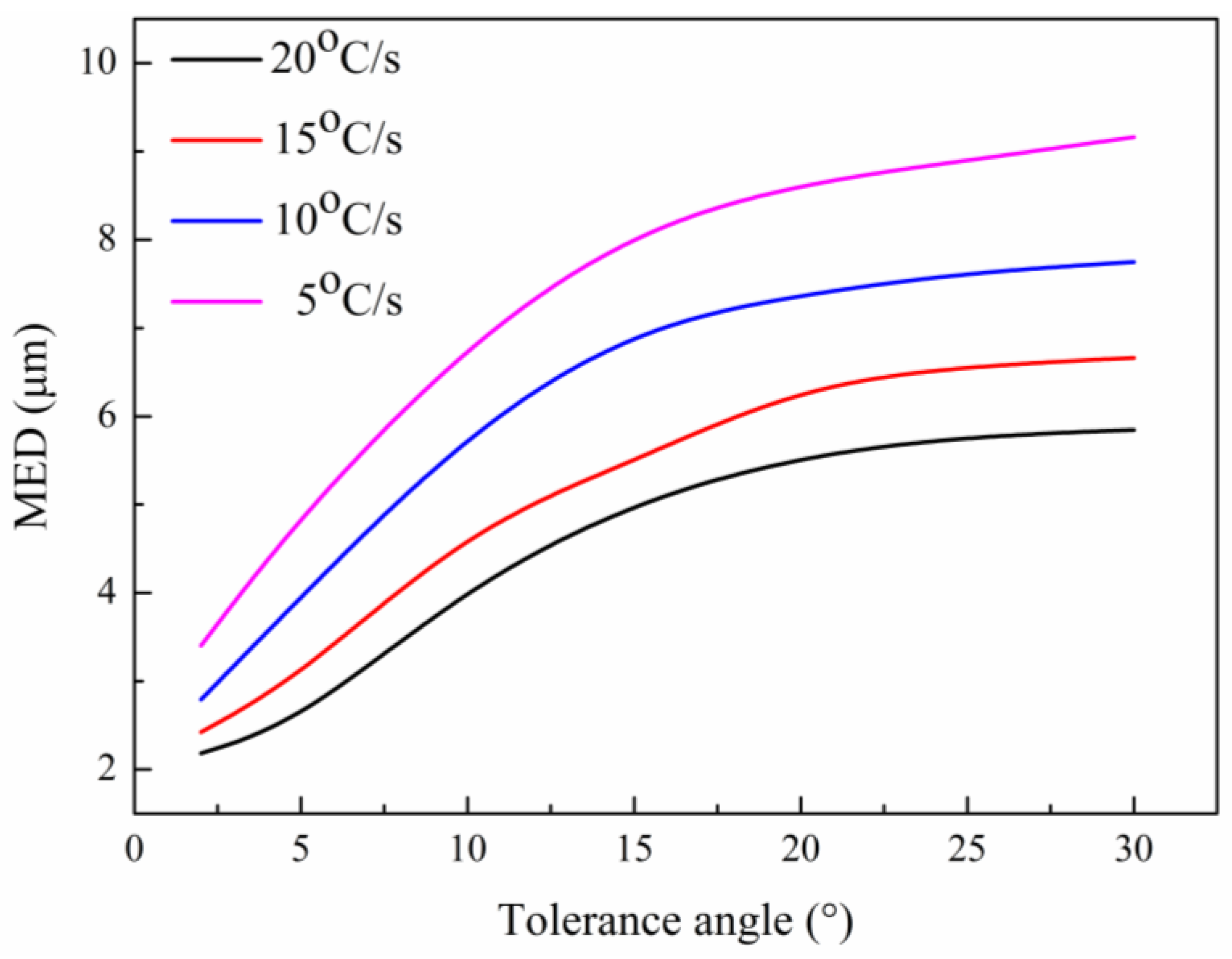
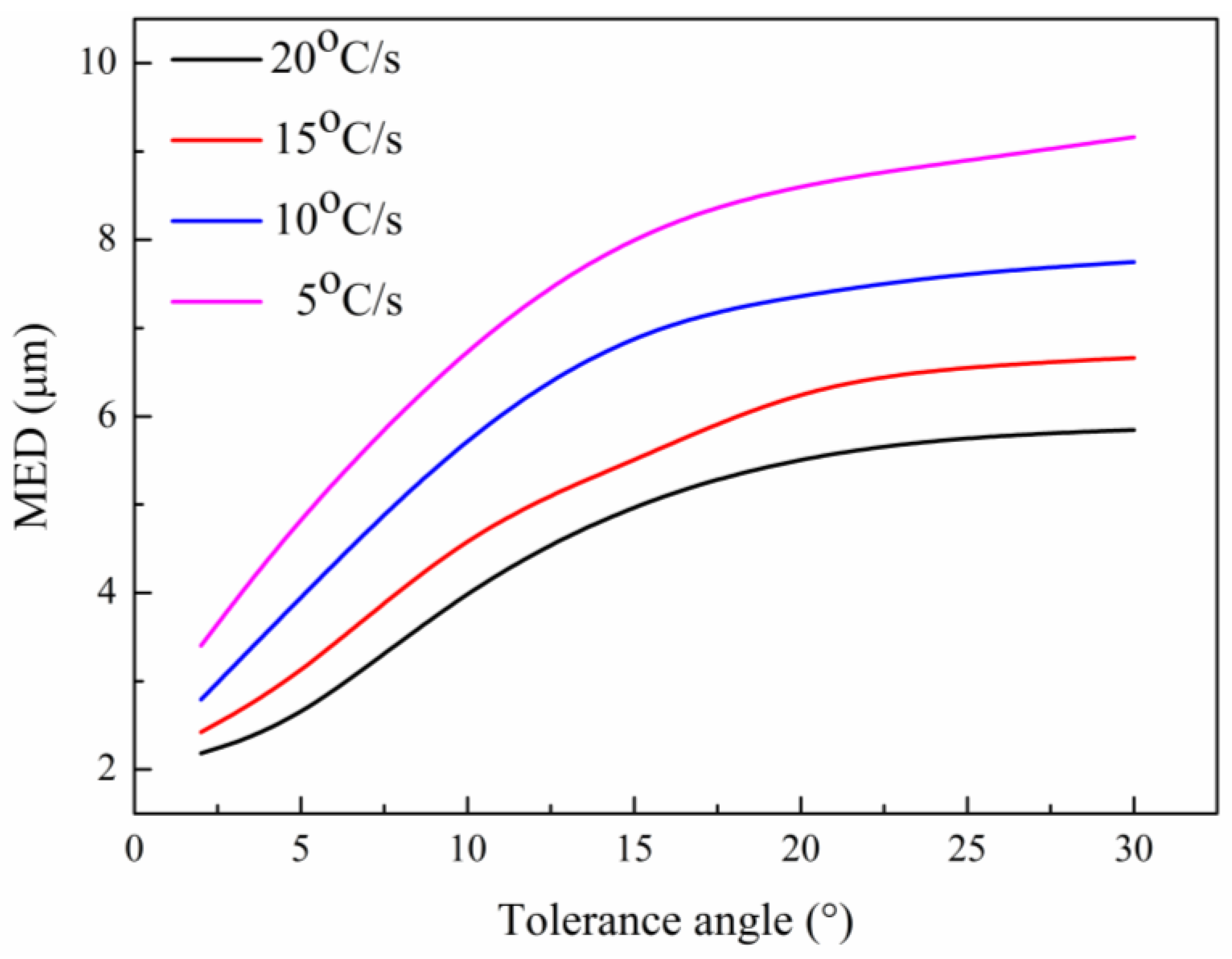
- The increasing cooling rate reduces the precipitation of fine particles, but leads to a decreasing effective grain size of GBF and QPF, and an increasing density of dislocations, thereby resulting in an increase in the overall YS.
- (3)
- The decreasing cooling rate leads to increased amounts of M/A constituent, and hence an improved overall strain-hardening capacity of the multiphase microstructure, accordingly resulting in a lowered YR.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Kim, Y.M.; Kim, S.K.; Lim, Y.J.; Kim, N.J. Effect of microstructure on the yield ratio and low temperature toughness of line-pipe steels. ISIJ Int. 2002, 42, 1571–1577. [Google Scholar] [CrossRef]
- Fan, L.; Zhou, D.; Wang, T.; Li, S.; Wang, Q. Tensile properties of an acicular ferrite and martensite/austenite constituent steel with varying cooling rates. Mater. Sci. Eng. A 2014, 590, 224–231. [Google Scholar] [CrossRef]
- Tomma, K.; Tanaka, M.; Matsuoka, K.; Kasuya, T.; Kawasaki, H. Development of Application Technologies for Bridge High-performance Steel, BHS. Nippon Steel Tech. Rep. 2008, 97, 51–57. [Google Scholar]
- Kimihiro, N.; Kazuyuki, M.; Naoyoshi, T. High performance steel plates for bridge construction-high strength steel plates with excellent weldability realizing advanced design for rationalized fabrication of bridges. JFE Tech. Rep. 2005, 5, 30–36. [Google Scholar]
- Tatsumi, K.; Hiroyuki, S.; Yasushi, K. High tensile strength steel plates and welding consumables for architectural construction with excellent toughness in welded joint. JFE Tech. Rep. 2005, 5, 45–52. [Google Scholar]
- Ishikawa, N.; Endo, S.; Kondo, J. High performance UOE linepipes. JFE Tech. Rep. 2006, 1, 20–26. [Google Scholar]
- Fan, L.; Wang, T.; Fu, Z.; Zhang, S.; Wang, Q. Effect of heat-treatment on-line process temperature on the microstructure and tensile properties of a low carbon Nb-microalloyed steel. Mater. Sci. Eng. A 2014, 607, 559–568. [Google Scholar] [CrossRef]
- Zhang, S.; Liu, K.; Chen, H.; Xiao, X.; Wang, Q.; Zhang, F. Effect of increased N content on microstructure and tensile properties of low-C V-microalloyed steels. Mater. Sci. Eng. A 2016, 651, 951–960. [Google Scholar] [CrossRef]
- Jang, J.; Ju, J.; Lee, B.; Kwon, D.; Kim, W. Effects of microstructural change on fracture characteristics in coarse-grained heat-affected zones of QLT-processed 9% Ni steel. Mater. Sci. Eng. A 2003, 340, 68–79. [Google Scholar] [CrossRef]
- Komizo, Y.; Fukada, Y. CTOD properties and M-A constituent in the HAZ of C-Mn microalloyed steel. Trans. Jpn. Weld. Soc. 1988, 6, 41–46. [Google Scholar] [CrossRef]
- Okada, H.; Ikeuchi, K.; Matsuda, F.; Hrivnak, I.; Li, Z. Metallographic investigation of M-A constituent-toughness deterioration and its improvement of weld HAZ with high heat inputs in 780 and 980 MPa class HSLA steel (Report 2). Trans. Jpn. Weld. Soc. 1994, 12, 236–242. [Google Scholar] [CrossRef]
- Kweon, K.; Kim, J.; Hong, J.; Lee, C. Microstructure and toughness of intercritically reheated affected zone in reactor pressure vessel steel weld. Sci. Tech. Weld. Join. 2000, 5, 161–167. [Google Scholar] [CrossRef]
- Tong, M.W.; Venkatsurya, P.K.C.; Zhou, W.H.; Misra, R.D.K.; Guo, B.; Zhang, K.G.; Fan, W. Structure–mechanical property relationship in a high strength microalloyed steel with low yield ratio: The effect of tempering temperature. Mater. Sci. Eng. A 2014, 609, 209–216. [Google Scholar] [CrossRef]
- Lambert, A.; Drillet, J.; Gourues, A.F.; Sturel, T.; Pineau, A. Microstructure of M–A constituent in HAZ of HSLA steel welds in relation with toughness properties. Sci. Technol. Weld. Join. 2000, 5, 1–13. [Google Scholar] [CrossRef]
- Akselsen, O.M.; Solberg, J.K.; Grong, O. Effects of M-A islands on intercritical HAZ of low carbon microalloyed steels. Scand. J. Met. 1988, 17, 194–200. [Google Scholar]
- Xu, W.W.; Wang, Q.F.; Pan, T.; Su, H.; Yang, C.F. Effect of welding heat input on simulated HAZ Microstructure and Toughness of a V–N Microalloyed Steel. J. Iron Steel Res. Int. 2007, 14, 234–239. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, Q.; Liu, L.; Xu, W. Fracture mode of martensite-austenite constituents containing multiphase steel controlled by microstructural and micromechanical aspects. Mech. Adv. Mater. Struct. 2015, 22, 591–596. [Google Scholar] [CrossRef]
- Ferreira, H.C.; Boratto, F.J.M.; Buono, V.T.L. Determination of low levels of retained austenite in low-carbon high-manganese steel using X-ray diffraction. Mater. Sci. Eng. A 2015, 628, 110–115. [Google Scholar] [CrossRef]
- Yakubtsov, I.A.; Poruks, P.; Boyd, J.D. Microstructure and mechanical properties of bainitic low carbon high strength plate steels. Mater. Sci. Eng. A 2008, 480, 109–116. [Google Scholar] [CrossRef]
- García-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Mechanical properties of low-temperature bainite. Mater. Sci. Forum 2005, 500–501, 495–502. [Google Scholar] [CrossRef]
- Williamson, G.K.; Smallman, R.E. Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray debye-scherrer spectrum. Philos. Mag. 1956, 1, 34–36. [Google Scholar] [CrossRef]
- Zare, A.; Ekrami, A. Effect of martensite volume fraction on work hardening behavior of triple phase (TP) steels. Mater. Sci. Eng. A 2011, 528, 422–426. [Google Scholar] [CrossRef]
- Bramfitt, B.L.; Speer, J.G. A perspective on the morpholoy of bainite. Metall. Trans. A 1990, 21, 817–829. [Google Scholar] [CrossRef]
- Bhadeshia, H.; Christian, J.W. Bainite in steels. Metall. Trans. A 1990, 21, 767. [Google Scholar] [CrossRef]
- Yakubtsov, I.A.; Boyd, J.D. Bainite transformation during continuous cooling of low carbon microalloyed steel. Mater. Sci. Technol. 2001, 17, 296–301. [Google Scholar] [CrossRef]
- Takahashi, M.; Bhadeshia, H. Model for transition from upper to lower bainite. Mater. Sci. Technol. 1990, 6, 592. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: III discussion of results. Proc. Phys. Soc. Sect. B 1951, 64, 747. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Kaijalainen, A.J.; Suikkanen, P.P.; Limnell, T.J.; Karjalainen, L.P.; Kömi, J.I.; Porter, D.A. Effect of austenite grain structure on the strength and toughness of direct-quenched martensite. J. Alloy. Compd. 2013, 577, S642–S648. [Google Scholar] [CrossRef]
- Olasolo, M.; Uranga, P.; Rodriguez-Ibabe, J.M.; López, B. Effect of austenite microstructure and cooling rate on transformation characteristics in a low carbon Nb–V microalloyed steel. Mater. Sci. Eng. A 2011, 528, 2559–2569. [Google Scholar] [CrossRef]
- Gutiérrez, I. Effect of microstructure on the impact toughness of Nb-microalloyed steel. Mater. Sci. Eng. A 2013, 571, 57–67. [Google Scholar] [CrossRef]
- Iza-Mendia, A.; Gutiérrez, I. Generalization of the existing relations between microstructure and yield stress from ferrite-pearlite to high strength steels. Mater. Sci. Eng. A 2013, 561, 40–51. [Google Scholar] [CrossRef]
- Zhang, J.; Ding, H.; Misra, R.D.K.; Wang, C. Microstructural evolution and consequent strengthening through niobium-microalloying in a low carbon quenched and partitioned steel. Mater. Sci. Eng. A 2015, 641, 242–248. [Google Scholar] [CrossRef]
- Rosenberg, J.M.; Piehler, H.R. Calculation of the Taylor factor and lattice rotations for bcc metals deforming by pencil glide. Metall. Trans. 1971, 2, 257–259. [Google Scholar] [CrossRef]
- Zare, A.; Ekrami, A. Influence of martensite volume fraction on tensile properties of triple phase ferrite–bainite–martensite steels. Mater. Sci. Eng. A 2011, 530, 440–445. [Google Scholar] [CrossRef]
- Langenberg, P. Relation between design safety and Y/T ratio in application of welded high strength structural steels. In Proceedings of the International Symposium on Applications of High Strength Steels in Modern Constructions and Bridges-Relationship of Design Specifications, Safety and Y/T Ratio, Beijing, China, 2008; pp. 28–46.
- Taylor, M.D.; Choi, K.S.; Sun, X.; Matlock, D.K.; Packard, C.E.; Xu, L.; Barlat, F. Correlations between nanoindentation hardness and macroscopic mechanical properties in DP980 steels. Mater. Sci. Eng. A 2014, 597, 431–439. [Google Scholar] [CrossRef]
- Hüper, T.; Endo, S.; Ishikawa, N.; Osawa, K. Effect of volume fraction of constituent phases on the stress-strain relationship of dual phase steels. ISIJ Int. 1999, 39, 288–294. [Google Scholar] [CrossRef]
- Tang, Z.; Stumpf, W. The effect of microstructure and processing variables on the yield to ultimate tensile strength ratio in a Nb–Ti and a Nb–Ti–Mo line pipe steel. Mater. Sci. Eng. A 2008, 490, 391–402. [Google Scholar] [CrossRef]
- Prasad, S.N.; Sarma, D.S. Influence of thermomechanical treatment on microstructure and mechanical properties of Nb bearing weather resistant steel. Mater. Sci. Eng. A 2005, 408, 53–63. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ni | Mo | Cu | Nb | Ti | AlS |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.06 | 0.28 | 1.47 | 0.008 | 0.002 | 0.23 | 0.25 | 0.20 | 0.19 | 0.035 | 0.018 | 0.024 |
| CR/°C | YS/MPa | TS/MPa | Δσ/MPa | YR |
|---|---|---|---|---|
| 5 | 476 ± 11 | 675 ± 7 | 199 ± 9 | 0.70 ± 0.02 |
| 10 | 498 ± 9 | 680 ± 6 | 182 ± 7 | 0.73 ± 0.01 |
| 15 | 521 ± 10 | 686 ± 7 | 165 ± 8 | 0.76 ± 0.02 |
| 20 | 537 ± 7 | 692 ± 5 | 155 ± 4 | 0.78 ± 0.01 |
| CR °C/s | Phase Composition | fM/A/% | fRA/% | CM/A/wt. % | f2°≤θ≤15°/% | MED2°≤θ≤15°/μm | Dp/nm | fp/% | ρ/×1014 m−2 |
|---|---|---|---|---|---|---|---|---|---|
| 5 | QPF + GBF + M/A | 7.7 ± 0.4 | 0.76 ± 0.17 | 0.54 | 45 | 6.05 | 30.7 ± 0.5 | 5.6 ± 0.3 × 10−4 | 3.82 ± 0.05 |
| 10 | QPF + GBF + M/A | 5.6 ± 0.2 | 1.28 ± 0.15 | 0.73 | 51 | 4.90 | 26.8 ± 0.2 | 3.0 ± 0.4 × 10−4 | 4.10 ± 0.03 |
| 15 | QPF + GBF + M/A | 4.1 ± 0.3 | 1.67 ± 0.13 | 1.00 | 54 | 3.71 | 22.6 ± 0.3 | 1.7 ± 0.3 × 10−4 | 4.21 ± 0.06 |
| 20 | QPF + GBF + LBF + M/A | 3.5 ± 0.2 | 2.31 ± 0.16 | 1.16 | 59 | 3.37 | 20.4 ± 0.3 | 0.8 ± 0.2 × 10−4 | 4.39 ± 0.04 |
| CR/°C/s | YS/MPa | σ0 + σs + σM/A/MPa | σd(MED2°≤θ≤15°)/MPa | σρ/MPa | σppt/MPa |
|---|---|---|---|---|---|
| 5 | 476 | 106 | 171 | 163 | 36 |
| 10 | 498 | 110 | 190 | 169 | 29 |
| 15 | 521 | 107 | 218 | 171 | 25 |
| 20 | 537 | 115 | 229 | 175 | 18 |
© 2017 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, Y.; Wang, Q.; Liu, H.; Wang, T.; Wang, Q.; Zhang, F. Effect of Controlled Cooling on Microstructure and Tensile Properties of Low C Nb-Ti-Containing HSLA Steel for Construction. Metals 2017, 7, 23. https://doi.org/10.3390/met7010023
Fan Y, Wang Q, Liu H, Wang T, Wang Q, Zhang F. Effect of Controlled Cooling on Microstructure and Tensile Properties of Low C Nb-Ti-Containing HSLA Steel for Construction. Metals. 2017; 7(1):23. https://doi.org/10.3390/met7010023
Chicago/Turabian StyleFan, Yi, Qian Wang, Hongwu Liu, Tongliang Wang, Qingfeng Wang, and Fucheng Zhang. 2017. "Effect of Controlled Cooling on Microstructure and Tensile Properties of Low C Nb-Ti-Containing HSLA Steel for Construction" Metals 7, no. 1: 23. https://doi.org/10.3390/met7010023